도시 중세 유럽고대와 확연히 다르다. 전자는 일반적으로 burghers의 중요한 활동 장소 인 농업 덩어리가 없었습니다. 봉건 영주는 자신의 영지-성을 가졌습니다. 도시에서 그들의 기회는 지방 자치 정부에 의해 제한되었습니다. 고대 러시아 도시의 대부분은 이곳에서 경제적, 재정적 활동에 기꺼이 참여했던 왕자, 그들의 포사드니크 및 지역 지주들의 통치하에 있었습니다. 유일한 예외는 12세기 중반부터 Novgorod와 Pskov였습니다. 따라서 자유로운 주인과 함께 왕자와 소년의 재산에서 일하는 부양 가족이있었습니다. 봉건 공예품은 더 기업적이고 원자재와 재정이 더 잘 공급되었습니다. 외국의 마스터들이 종종 참여했습니다. "봉건 부문"에서 생산된 상품에는 때때로 Rurik의 자체 상표가 부착되었습니다. 고대 러시아 공예의 발전은 12세기까지 전문화와 시장 지향으로의 전환이라는 일반적인 중세 경향이 특징입니다.
다른 사람들보다 일찍 목공 공예가 눈에 띄었습니다. 마을, 마을 및 마을의 대부분의 건물은 목조였습니다. 그의 도구 중에는 도끼, 끌, 드릴, 도끼, 드물게 톱이 있습니다. 교량, 교회, 요새 등의 건설을 위해 아텔이 만들어졌습니다. 이 형태는 자유로운 것보다 세습적인 기술에 더 가깝습니다. 11 세기 말 키예프의 건설 장인은 Yaroslavichs의 "Pravda"작업에 참여했습니다. 요새 목조 요새의 건축가는 - 고로드닉. 도시의 벽은 별도의 통나무집으로 만들어졌습니다( 고로니시), 서로 단단히 붙어 있고 꼭대기가 흙으로 덮여 있습니다. 외부에서 통나무 오두막집 위에 배치 자보롤라화살로부터 병사들을 지켜준 사람. 시 서비스는 적어도 13세기부터 의무적이었습니다. 의미 브리지맨러시아어 Pravda의 간략한 판 헌장에 반영 : 그의 조수가 호출되었습니다. 젊은이, 그리고 그는 일을 위해 고로드닉재무부에서 지불을 받았습니다 노가타그리고 쿠나. 중요한 도로의 교량은 처분되었다 미트니코프그들에게 관세를 징수한 사람( 씻은).
가장 오래된 것 중에는 광업, 직조, 협력, 가죽 및 린넨 공예가 있습니다. 대장장이와 총포 대장장이가 특히 중요했습니다. 장인이 만든 것: 쟁기, 낫, 도끼, 칼, 화살, 방패, 사슬 사슬, 자물쇠, 열쇠, 팔찌, 금과 은으로 만든 반지.
Posadas는 자유 공예가 집중된 장소였습니다. XII-XIII 세기의 시작이 끝날 때까지. 키예프 헴 도달 가장 큰 크기그리고 최고의 발전. XII 세기에. Chernigov, Pereyaslav, Galich, Suzdal, Smolensk, Polotsk, Vladimir 및 Novgorod의 정착촌 규모가 증가하고 수공예품 생산이 눈에 띄게 증가합니다. 약 50 공예품이 키예프에서 발표되었습니다.
도시 장인들은 직업에 따라 그룹으로 정착하여 도시의 거리나 구역을 차지했습니다(예: 노브고로드의 Goncharsky 끝 또는 Shitnaya 거리, 키예프의 Kozhemyaki 구역). Novgorod의 가죽 작업장 발굴은 도시와 마을의 성장과 함께 수공예품 생산이 증가했음을 증언합니다. 11세기 중반에서 12세기 말까지의 층에서 가죽 신발의 발견 수는 5배 증가했습니다.
9-12세기 러시아의 우세한 자연 경제 조건에서. 가정 생산, 농촌 공예품, 제품 가공이 중요한 역할을 했습니다. 농업공예품. 그들은 종종 겨울 시간농업 문제에서 자유롭다. 많은 농촌 지역 사회에는 산업용 야금 시설이 있습니다 - 원시 용광로. 그들은 정착지의 변두리 또는 외곽, 지역 대장장이가 사용하는 원료 및 연료 공급원 근처에 위치했습니다. Domniki는 치즈 제조 공정의 특정 기술을 소유했으며 강철을 생산하는 가장 간단한 방법을 알고 있었습니다. 공동체 대장장이는 인구 사이에서 수요가 있었던 구리, 청동 및 저급 은으로 만든 보석을 생산했습니다. X 세기에 녹로의 사용. 성형 원형 접시의 변위로 이어졌습니다. 도자기는 가정용 오븐과 특수 도자기 가마에서 구워졌습니다.
직물은 린넨, 양모 및 대마로 만들어졌습니다. 그들은 복잡한 패턴 짜기와 자수를 알고 있었습니다. 남성복과 여성복은 아마포와 대마로 만들어졌습니다. 옷을 만드는 것 외에도 린넨과 대마 실은 밧줄과 밧줄과 같은 기술적 요구 사항에 필요했습니다. 군용 텐트와 돛은 캔버스와 캔버스로 만들어졌습니다. 겨울과 겉옷에 주로 사용되는 털실과 천은 양모로 만들었습니다. 모자를 만들기 위한 겨울 신발펠트를 사용했습니다.
처음에는 대부분의 캔버스와 린넨이 가정에서 방적되었으며 모직물은 가정에서 펠트되었습니다. 그들은 시골과 도시의 장인과 수도원에서 생산되었습니다. 여자들은 실을 잣고 짜고, 남자들은 천과 꼬인 밧줄을 느꼈다. XII 및 XIII 세기의 전환기에. Novgorod에서는 수평 직기가 나타나 더 오래된 수직을 대체합니다. 이를 통해 직조 공예의 생산성을 크게 높일 수 있으며 그 후에는 더 간단하고 저렴한 평직 직물의 생산이 증가합니다.
실을 스핀들로 방적했습니다. 여성들은 보석 착용을 좋아했습니다. kokoshnik, monista, 팔찌, 구슬에 매달린 은색 또는 청동 시간 반지.
피스톤, 웜, 부츠 등은 단단한 밑창이없는 부드러운 가죽으로 꿰매어졌습니다. 인피 신발은 린든, 자작나무 및 기타 수종의 인피로 짠 것입니다.
처음에 무기는 대장장이가 생산 한 다음 방패 제작자, 궁수 등 전문화가 발생했습니다. 일단 빌린 샘플이 지역 발트해 및 러시아 인구에 의해 독립적으로 생산되기 시작했습니다. 분대의 무장은 혼합되어 있습니다. 바이킹, Carolingian 검 및 스크라마삭스, 검 칼집의 북쪽 끝, 일부 형태의 외국 창, 도끼, 화살, 둥근 방패 및 말 장비 샘플을 통해 러시아에 떨어졌습니다. 동쪽에서 왔다: 세이버, 사슬 사슬, 원뿔형 헬멧, 유목민 봉우리, 동부 주화; 현지 장인의 오리지널 제품도 있었습니다.
X 세기 말. 에나멜의 복잡한 생산이 있습니다. B XII 세기. 키예프, 노브 고로드 및 블라디미르에서 아이콘 페인팅 워크샵이 나타났으며 그 활동은 비잔틴 전통을 계속했습니다.
2016년 5월 14일
철과 강철
고대 러시아의 산업 활동의 주요 부문은 철의 추출 및 가공이었습니다. 고대 러시아인의 산업, 경제 및 생활의 철강은 광범위하고 다양했습니다. 농부와 건축업자의 주요 도구는 철과 강철로 만들어집니다. 수많은 전문 장인의 모든 도구는 러시아 군인의 모든 무기와 마찬가지로 강철과 철로 만들어졌습니다. 철분은 가정 생활에 널리 포함되어 있습니다. 고고학적 자료 중에서만 현재 150가지 이상의 유형의 철강 제품을 셀 수 있습니다( B. A. 콜친 참조. 고대 러시아의 철 야금 및 금속 가공. (몽골 이전 시대). MIA, No. 32. M., 1953, p. 18.).
철 금속 생산의 기술적 기반은 철광석을 금속 철로 직접 환원시키는 기술이었습니다. 주철이 등장하기 전 거의 3000년 동안 이 원료 철을 생산하는 과정은 유일한 방법철을 받는 것; 러시아의 주철은 17 세기 초에만 생산되기 시작했습니다.
철 원료 생산 공정에서는 산화철과 암석이 혼합된 천연 철광석인 잘게 부순 철광석을 많은 양의 목탄이 혼합된 고로에 장전했습니다. 로 하부에서 석탄이 집중연소되어 고온으로 가열되어 형성된 일산화탄소가 상승하여 광석과 석탄을 가열하여 이들과 함께 화학 반응. 이 반응이 시작되면 광석의 산화철이 산화제1철로 환원됩니다. 산화제1철의 일부는 계속해서 회수되어 금속성 철로 변하고, 나머지 일부는 광석 암석과 반응하여 슬래그로 되어 금속과 분리됩니다. 생성된 액체 슬래그는 로 바닥으로 흘러내림, 거기에서 주기적으로 외부로 방출되고, 고체 상태의 환원된 미세 입자는 석탄이 로 바닥으로 연소되면서 가라앉고 용접하여 덩어리를 형성합니다. 철 - 크리차. 용광로에서 꺼낸 해면질의 철 딱딱거리는 덩어리에는 여전히 약간의 용융 슬래그가 함침되어 있습니다( B. A. 콜친 참조. 영국. op. MIA, 32번, 42페이지.).
고대 러시아에서 철 생산의 환원 과정을 "철 제련"이라고 불렀다는 점은 흥미롭습니다. "야로슬라프 블라디미로비치 왕자에게 보내는 말"의 저자 Daniil Zatochnik은 이렇게 말합니다.
“악한 아내와 동거하는 것보다 쇠를 요리하는 것이 나으니라”( 12세기와 13세기 판에 따른 "Daniil의 숫돌의 말씀". 그리고 그들의 변경 .. 준비. N.N.자루빈을 누르세요. L., 소련 과학 아카데미 출판사, 1932년, 16페이지.).
철을 "끓인" Domnitsa는 꽤 오랫동안 세워진 고정 구조입니다. "domnitsa"라는 용어는 15세기 말에야 서기관에서 처음 언급되었지만 유사한 구조는 13세기와 14세기에 그렇게 불렸을 것입니다. ( B. A. 리바코프 참조. 고대 러시아의 공예품. M., 소련 과학 아카데미 출판사, 1948년, 130페이지.).
오래된 러시아 돔니차에는 내경이 약 50-60cm인 원형 또는 약간 타원형의 갱도 모양의 용광로가 있었고, 돌을 점토로 덮거나 전체를 점토로 두드려 만들었습니다. 벽의 두께는 20cm 이상에 도달했습니다. 스토브는 조약돌이나 점토로 만든 거대한 바닥 위에 놓였습니다. 용광로 샤프트의 높이는 0.8m에서 1.2m까지 다양하며, 용광로 샤프트는 높은 원뿔 모양과 유사합니다. 그녀의 꼭대기에서 내경그들은 15-25cm 더 적게 만들었습니다.용광로에 적재 된 석탄이 켜진 샤프트 바닥 수준의 용광로 전면 벽에 난로 구멍이있었습니다. 이 구멍을 통해 벨로우즈의 송풍노즐을 삽입하고 완성된 벨로우즈를 꺼낸다. 외부에서 용광로는 흙 충전물로 강화되거나 밀폐되었습니다. 나무 프레임흙으로 덮인 ny 케이스( A. A. Gaiduk 참조. 야쿠츠크 지역의 원철 생산. ZhRMO, St. Petersburg, 1911, No. 3, p.293.).
몽골 이전 시대와 아마도 XIII 및 XIV 세기에. 하나의 오븐으로 만드는 domnitsy ( B. A. 콜친 참조. 영국. op. MIA, 32번, 26페이지.), 그러나 야금 생산의 발전과 함께 아마도 14세기 후반부터. Domnitsa는 이미 두 개의 용광로로 건설을 시작합니다. "오래된 편지"를 언급하는 15 세기 말에 편집 된 Novgorod 필사 책은 꽤 자주 언급합니다. "그들은 하나의 domnitsa와 두 개의 오븐을 가지고 있습니다", 그리고 나서 우리는 이웃의 집에 대해 읽습니다. "집도 하나, 오븐도 하나" (NPK, 3권, 609페이지.). 이후 수 세기 동안 돔닛사는 훨씬 더 많은 용광로로 만들어졌습니다. 예를 들어, 17세기 솔로베츠키 수도원. 가졌다 "domnitsa, 거기에 4 개의 용광로가 있으며 피는 철은 광석에서 끓입니다." (AN. 포포프. 17세기 솔로베츠키 수도원의 채광. (북부 광산의 역사에 관하여). BS-VOBK, Arkhangelsk, 1926, 2번, 32페이지.).
두 개의 용광로가 있는 돔닛차는 흙 되메움이 있는 하나의 공통 나무 프레임에 둘러싸인 한 쌍의 일반 샤프트 모양의 용광로로 구성된 구조입니다. 철은 두 개의 용광로에서 끓였기 때문에 더 생산적이었습니다. 또한 한 용광로를 수리하는 동안 다른 용광로가 작동할 수 있습니다.
14세기 돔니카 작업 모델(집 지름 105cm, 높이 80cm). 노브고로드. (NAE 컬렉션).
용광로 외에도 집에서 가장 중요한 장치는 송풍기였습니다. 돔닛짜로에서 철을 생산할 때, 상당히 높은 온도와 약 1m 높이의 광석과 석탄 기둥을 뚫을 수 있는 강렬한 가스 배출을 유지해야 합니다.산화철을 금속성 철로 환원시키는 과정이 진행됩니다. 다소 낮은 온도에서 : 400 ~ 900 °. 용광로에서의 환원 과정 외에도 광석 암석에서 금속을 분리, 즉 슬래그로 전환해야 합니다. 이를 위해서는 더 높은 온도가 필요합니다. 철 산화물을 사용한 광석 암석의 슬래깅은 약 1200°C의 온도에서 시작됩니다. 그리고 암석의 슬래깅 또는 용융은 산화제1철에 의해서만 수행되기 때문에 이러한 고온은 노 샤프트의 전체 부피에 있어야 합니다. 용광로의 온도가 더 낮으면 산화철로 형성된 산화제1철이 금속성 철로 바뀌고 그 입자는 광석의 녹지 않은 단단한 암석 내부에 남아 있게 됩니다. 개별 철 알갱이가 축적되는 용광로의 하부에서 용접 상태로 만들기 위해서는 온도가 훨씬 높아야합니다 (약 1300-1400 °).
이러한 고온을 얻기 위해 고대 러시아 야금 학자들은 강력한 인공 폭발을 사용했습니다. 이것은 철 제련에서 가장 시간이 많이 걸리는 작업이었습니다. 같은 Daniel Zatochnik은 다음과 같이 썼습니다.
"철을 거스르는 것은 불이 아니라 자루를 부풀게 하는 것이니라"( 12세기와 13세기 판에 따른 "Daniil의 숫돌의 말씀". 그리고 그들의 변경, p.19.).
송풍 장치는 공기를 강제하는 2개의 송풍기 벨로우즈와 이를 작동시키기 위한 레버 장치와 노에 공기 분사를 공급하는 내화 노즐로 구성됩니다. 야금 기술의 안정적인 전통을 특징 짓기 위해 10-15 세기의 모든 고대 러시아 노즐에 대한 폭발 채널의 디자인과 치수에 주목하는 것이 흥미 롭습니다. 정확히 동일했습니다. 채널 직경은 22~25mm( B. A. 콜친 참조. 영국. op. MIA, 32번, 33페이지.).
domnitsa에서 철 생산에 적합한 철광석은 러시아 영토의 거의 모든 곳에 분포했습니다. B. A. 리바코프 참조. 영국. 인용, p.124.). 화학적 조성의 관점에서, 그것들은 주로 갈색 철광석(갈철광)이었다. 원산지에 따라 광석은 갈색 철광석, 늪 또는 초원 광석, 호수 광석의 세 가지 주요 유형으로 발생합니다. 가장 널리 야금술사들은 습지 또는 초원, 광석을 사용했습니다.
고철분 슬래그를 생산하는 원발공정의 경우 철광석이 슬래그가 되는 철 생산과정 자체에 의해 철의 슬래그로의 큰 전이가 결정되기 때문에 철이 매우 풍부한 광석이 필요하다. 산화철로 수행됩니다. 고농축물을 얻기 위해 "비등"에 들어가는 철광석은 고대 러시아 야금 학자에 의해 농축되었습니다. 즉, 폐석을 제거했습니다.
이 작업은 매우 중요합니다. 기술적 조건원시 용광로에서 철 생산. 광석을 농축하기 위해 다음과 같은 방법이 사용되었습니다: 건조(풍화), 로스팅, 분쇄 및 공기.
원혈로에서 연소되는 고온과 다량의 일산화탄소는 고칼로리 연료로만 생산할 수 있습니다. 동시에 연료도 쉽게 추출할 수 있어야 합니다. 고대 러시아의 그러한 연료는 숯이었습니다. 풍부한 숲과 석탄 연소의 용이함은 러시아 야금에 저렴하고 고품질의 연료를 제공했습니다. 석탄 장작의 연소는 석탄 구덩이의 숲에서 수행되었습니다.
고대 러시아의 철 생산은 항상 농촌 및 농촌 주민들에 의해 수행되었습니다. 야금 생산의 발전에 가장 유리한 조건은 자연적으로 풍부하고 쉽게 접근 가능한 습지, 초원, 광석, 석탄을 태우기에 적합한 숲이 있는 곳이었습니다. 그러한 장소에는 대규모 야금 생산 센터가 형성되어 도시 대장장이를 위한 넓은 시장에 철을 공급했습니다. XV 세기에. 여러 개의 대규모 제철소가 있었습니다. 그들의 발생 시간은 알려져 있지 않습니다. 야금 센터는 핀란드 만 연안의 Vodskaya Pyatina, Ustyuzhna-Zheleznopolskaya 지역, Belozersky Territory, Zaonezhye 및 Tikhvin과 Olonets 사이의 지역에 형성되었습니다.
1500년과 1504년에서 1505년 사이의 Vodskaya Pyatina에 관한 Novgorod 필사 책은 우리에게 완전한 것은 아니지만 Luga Bay의 동쪽 해안에서 30-40km의 좁은 스트립으로 이어지는 작은 지역에 대해 언급하고 있습니다. 204채가 넘는 지역 마을의 농민들이 앉았다. domnitsa의 소유자 - 매우 자주 여러 가족이 하나의 domnitsa를 소유했습니다. - 비록 그들이 농업과 결별하지 않았지만(서기관 책에서는 쟁기질하지 않은 야드를 거의 호출하지 않음) 실제로 주로 철 생산에 종사했습니다. 이것은 그들의 회비에 철분이 많이 포함되어 있음을 보여줍니다. 농민 야금 학자의 필사서라고 불리는 Domniki는 자신의 땅, 즉 공동체에 속한 광석을 파거나 왕자 또는 다른 땅으로 여행했습니다. 후자의 경우, 그들은 토지 소유자에게 광석을 채굴할 수 있는 권리에 대한 임대료인 "튀김"을 지불했습니다. domnikov의 회비는 철과 부분적으로 제품으로 갔다.
이 지역의 연간 철 생산량의 대략적인 양을 제시하기 위해 다음을 제외하고는 "오래된 소득", 즉 1500년 인구 조사 이전의 종량제에 따라 언급하는 것으로 충분합니다. 식료품, 각 집의 야금술사들도 연간 몇 크리츠에서 110 크리츠까지 철을 지불했습니다. NPK, vol.III, pp. 501, 908, 916 등). 각 고로가 연간 최대 300개의 고로를 생산할 수 있다고 조건부로 가정하면(이는 고로가 3~4개월 동안만 장전되는 경우에도 매우 현실적임), 그렇더라도 Luga Bay에서만 고로의 총 생산성 약 60,000발이 될 것이며, 무게로 환산하면(당시 약 3kg이 만들어짐) 11,000파운드 이상의 철이 될 것입니다.
이 지역의 제철 산업은 더 많이 발전했습니다. 이른 시간. 이것은 고고학 자료에 의해 입증됩니다. 예를 들어, 1500년의 지적 서적에 언급된 Zaozerye 마을 근처에서 5채 이상의 주택이 거주하고 있던 주민이 1948년 고고학 탐사 중에 야금 생산과 관련된 여러 물건이 발굴되었습니다. 그 중 12세기부터 13세기 초까지의 치즈 굽는 화덕이 완전히 발굴됐다. ( B. A. 콜친 참조. 영국. op. MIA, 32번, 28페이지.).
이전 시대와 마찬가지로 14-15세기에 Vodskaya Pyatina의 야금학자들이 생산한 엄청난 양의 검은 금속이 노브고로드와 프스코프에 왔으며, 이곳에서 전문 대장장이가 마을과 마을을 위한 강철 및 철 도구, 무기 및 가정 장비를 단조했습니다. 도시. 철의 일부는 강철로 변환하기 위해 스태커로 갔다.
조리가 끝난 후 고로에서 꺼낸 철크랙은 느슨한 스폰지 구조를 갖고 있었고 액체슬래그가 함침되어 있었다. 이 kritsa는 용접 열로 가열되는 동안 슬래그에서 제거하고 최종적으로 철을 모놀리식 조각으로 용접하기 위해 단조되었습니다. 고대 러시아 kritz의 무게는 2kg에서 6kg 사이였습니다. Novgorod에서 XIII 세기 후반의 층에서 발견되었습니다. 그리고 14세기 초. 철 막대의 무게는 2.76입니다. 2.65 및 2.92kg( B. A. 콜친 참조. 노브고로드 대왕의 철공 공예품. (제품, 기술). MIA, No. 65. M, 1959, p.12.). 야금술사들은 상품 kritsa를 둥글고 케이크 같은 모양으로 만들었습니다. 압축 및 용접된 병아리가 반제품 섹션으로 이동했습니다.

철 균열(회색 및 어두운 반점 - 공극 및 슬래그). 노브고로드. (NAE 컬렉션).
가사도우미의 특별한 도구는 다소 작았고 간단한 장치. 집게 만 금속으로 만들어졌으며 손잡이가 길고 특징이 있습니다. 턱을 잡기위한 큰 둥근 입술. 비명을 지르는 진드기의 길이는 84cm에 이르렀고 큰 비명을 감싸는 둥근 입술에는 16.5cm의 입이 있었고 외침이 위조 된 망치는 완전히 나무로 만들거나 돌로 쳤습니다. 모루는 돌이나 나무 블록( B. A. 콜친 참조. 영국. op. MIA, 32번, 43페이지.).
고대 러시아에서는 철과 함께 철이 널리 사용되었습니다. 탄소강. 절단 및 절단 도구, 무기 및 수많은 도구의 작동 요소는 강철(철과 탄소의 합금)로 만들어졌습니다. 철에 비해 강철은 물리적 및 기계적 특성이 향상되었습니다. 강철의 탄소 함량을 높이면 경도와 강도가 증가하지만 품질은 특히 다음과 같이 크게 향상됩니다. 열처리. 담금질 및 담금질 및 템퍼링은 경도를 증가시키고 강의 다른 기계적 특성을 향상시킵니다.
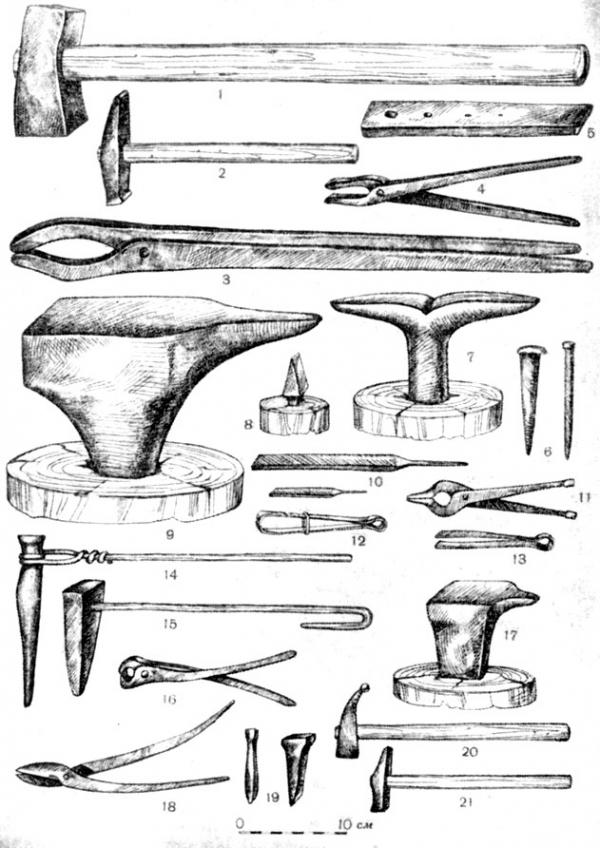
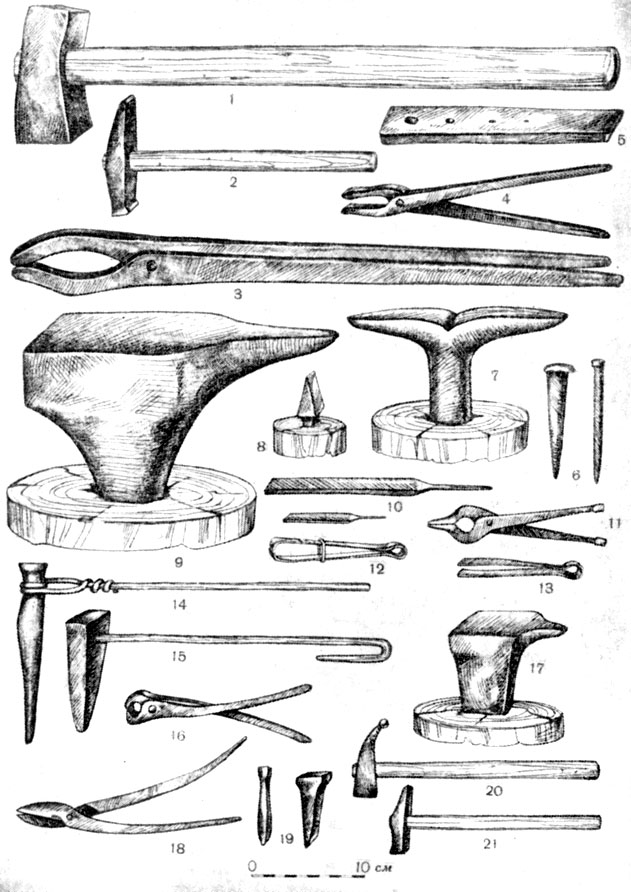
철 및 비철 금속 가공 도구: 1 - 대장장이 망치, 2 - 대장간 망치, 3 - 큰 대장간 집게, 4 - 작은 집게, 5 - 못, 6 - 대장간 모루, 7 - 모양 모루, 8 - 언더컷, 9 - 미늘, 10 - 줄, 11 - 펜치, 12 - 보석 바이스, 13 - 보석 핀셋, 14 - 대장장이 펀치, 15 - 납땜 인두, 16 - 철사 절단기, 17 - 보석 모루, 18 - 금속 가위, 19 - 끌, 20 - 쫓는 망치, 21 - 보석 망치.
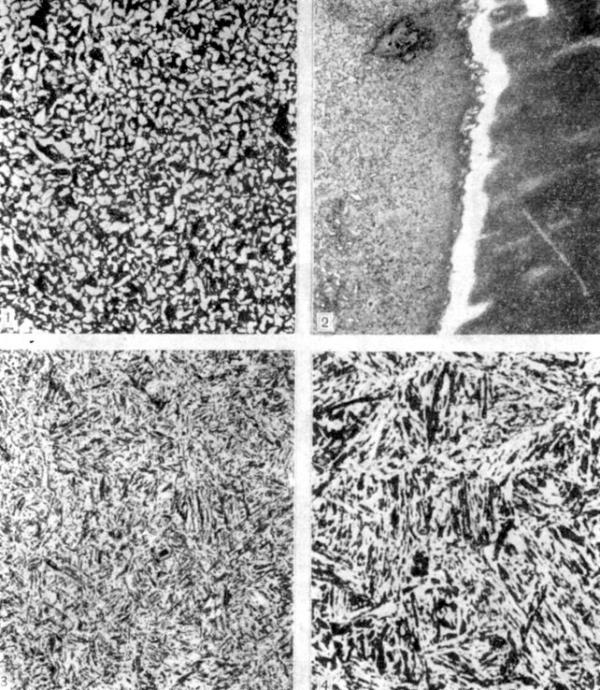
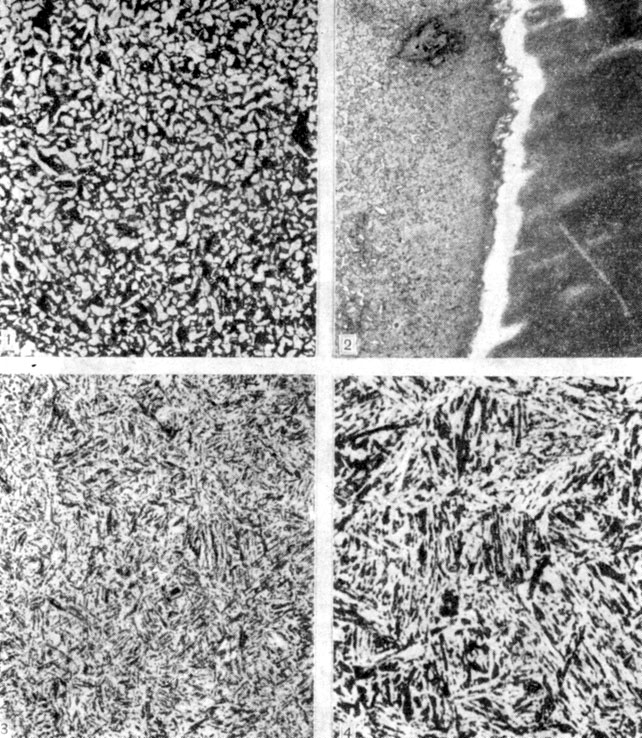
철강 제품의 미세 구조: 1 - tomlenka 강철, 중간 탄소(C = 0.4%), 2 - 용접 이음매(왼쪽 - 철, 오른쪽 - 강철), 3 - 열처리된 강철, 미세 침상 마르텐사이트, 4 - 열처리 강철, 거친 침상 마르텐사이트 . 노브고로드. (NAE 컬렉션).
고대 러시아 철강 제품의 대량 구조 분석에서 러시아 대장장이가 사용했던 두 가지 유형의 철강이 밝혀졌습니다. 첫 번째 유형은 균질한 구조와 탄소가 금속 덩어리 전체에 고르게 분포된 시멘트(조림) 강철입니다. 두 번째 유형은 페라이트(순수한 철) 필드와 탄소 농도가 다른 이종 구조의 용접 강입니다.
두 가지 유형의 강철 구조는 두 가지 생산 방법, 두 가지 다른 생산 기술입니다.
침탄 강철을 생산하는 첫 번째 방법은 고대 러시아에서 잘 알려져 있습니다. 예비 준비 후 기화기를 점토로 만든 내화 용기 (머플 냄비)에 부었습니다. 일반적으로 첨가제 (칼륨, 소금)가 포함 된 잘게 부순 숯; 그런 다음 철을 작은 막대, 스트립 또는 기타 반제품 형태로 용기에 넣고 동일한 기화기로 상단을 채웠습니다. 배를 닫고 이를 위해 특별히 제작된 단조나 용광로에 넣어 불을 꽤 오래 유지했다. 910°보다 약간 높은 온도에서 머플, 석탄 및 철이 가열되면 석탄의 탄소가 철로 확산되어 철-탄소 합금인 강철로 변합니다. 용접용 강재를 생산하는 두 번째 방법에서는 철 크리차를 재래식 단조에 넣고 목탄으로 덮고 가열했습니다. 900°보다 약간 높은 온도에서 탄소가 철로 확산되었습니다. 일정 시간이 지나면 주인은 대장간에서 크리차를 꺼내어 물이나 눈으로 식혔다. 급속 냉각된 크라운의 강철 표면은 경화와 취성을 받았습니다. 그 후, 부서지기 쉬운 강철 껍질을 망치나 다른 도구로 망치에서 분리했습니다. 마루 전체가 강판으로 변할 때까지 유사한 작업을 수행한 다음 이 판을 막대에 놓고 일반적인 방법으로용접 ( B. A. 콜친 참조. 영국. op. MIA, 32번, 51페이지.).
XIV-XV 세기의 철강 생산. 전문 장인이 취급합니다. 이 직업의 이름은 "길"이라는 용어에서 유래했습니다(당시 일부 강철 등급이 불림). 우리는 또한 스태커의 작업장을 알고 있습니다. Novgorod에서 XI, XII 및 XV 세기의 레이어. 파괴 된 레이어 생산 워크샵이 열렸으며, 생산 특성 (슬래그, 석탄, 금속 조각 등)의 일반적인 발견 외에도 내화 머플도 발견되었습니다. 당시의 일반적인 솥에 가까운 모양을 하고 있었습니다( B. A. 콜친 참조. 영국. op. MIA, 65호, 13페이지.).
14-15세기의 강철을 포함하여 오래된 러시아 강철은 대부분 저공석, 즉 탄소 함량이 0.9%를 초과하지 않았습니다. 가장 일반적인 것은 탄소 함량이 0.5-0.7%인 중간 탄소강이었습니다.
거대한 철 금속 덩어리는 주로 전문 도시 대장장이에 의해 제품으로 단조되었습니다. 러시아의 마을과 마을에 꽤 많았던 농촌 대장장이의 몫은 "모든 대장장이"(16-17 세기 용어) - 모든 종류의 철 농업 및 개조의 제조, 수리 및 변경을 설명했습니다. 가정용 도구.
대장간 장비와 도구에 대한 리뷰로 철공 공예품에 대한 설명을 시작하겠습니다.
단조의 주요 장비는 단조와 벨로우즈로 구성되었다. XV 중반의 소스! V. 언급하다: "그들은 대장간을 세우고 대장간을 만들었다" (N. K. 니콜스키. Kirillo-Belozersky 수도원과 17세기 2/4분기까지 그 구조. (1397-1625), 아니. 2. 상트페테르부르크, 1910, p. 97.). 뿔은 모서리 중 하나에 벽이 있는 어도비 또는 석조 높이에 위치한 화로였습니다. 화로의 벽 근처에는 석탄과 가열된 단조품을 위한 작은 홈이 있었습니다. 이 움푹 들어간 곳에서 벽을 통과하여 공기가 석탄으로 전달되는 점토 노즐이 나왔습니다. 노즐은 다소 빨리 타서 자주 교체되었습니다. XVI 세기의 출처에서. 말한다: "알틴 3개, 덴기 2개를 주고 12개의 대장간에서 콧물을 샀다" (RIB, XXXVII권, 119페이지.).
대장장이의 도구는 모루, 망치, 망치, 집게, 끌, 미늘로 구성되었습니다. 또한 대장장이는 못을 박는 도구, 언더컷, 크림프, 라이닝, 다이, 줄, 바이스 및 원형 숫돌을 사용했습니다.
모루는 제품의 단조가 이루어지는 견고한 지지대입니다. 대장장이 모루꽤 있었다 현대적인 모습- 평평한 상단과 나가는 길쭉한 뿔이있는 길쭉한 모양의 거대한 막대. 모루의 하부에는 쐐기 모양의 프로세스가 나무 블록에 박혀 있습니다. 모루의 무게는 15kg에 도달했습니다( B. A. 콜친 참조. 영국. op. MIA, 32번, 59페이지.). 자물쇠 제조공과 보석상들은 더 작은 크기와 무게의 모루를 작업했습니다.
해머 - 단조 중 타격 도구. 망치는 무게에 따라 최대 1kg의 망치-핸드브레이크와 1kg 이상의 망치-썰매 망치로 구분되었습니다.
대장장이가 달궈진 쇠를 손에 들고 사용하는 대장장이의 집게는 큰 것(대형 단조의 경우)과 작은 한손 집게로 나눌 수 있으며, 중소 품목은 입술이 잘 맞는다. 모양과 크기면에서. 큰 진드기의 평균 길이는 40~55cm입니다. 평균 크기작은 진드기 - 약 20cm.
망치와 모루뿐만 아니라 모든 집게는 일반 블루머리 철로 만들어졌습니다.
끌은 쐐기 모양의 절단 도구입니다. 끌로 작업할 때 망치로 일련의 타격이 가해집니다. 끌에는 금속의 열간 절단용 끌과 냉간 절단용 끌의 두 가지 유형이 있습니다. 끌의 도마는 강철로 만들어졌습니다.
미늘 - 단조품에 구멍을 뚫기위한 도구는 끝이 뾰족한 길쭉한 막대 형태로 강철로 만들어지고 열처리되었습니다.
대장장이의 전문 도구부터 네일 머신과 줄에 대해 설명합니다. 못 대장장이는 대장장이를 사용하여 못 머리와 리벳을 만들었습니다. 이들은 못 머리가 뒤집히고 리벳이 박힌 하나 이상의 원형 및 사각형 구멍이 있는 두꺼운 판자입니다. 14세기 말에 노브고로드에서 잘 보존된 못집이 발견되었습니다. 대장장이의 집에서. 길이 215mm, 너비 34mm, 두께 19mm의 두꺼운 판입니다. 크기가 다른 4개의 구멍이 있습니다.
금속 가공 장인을 위한 가장 복잡한 전문 도구는 줄이었습니다. 그것은 차가운 상태에서 금속을 채우는 역할을했으며 배관에 널리 사용되었습니다. 이것은 표면에 톱니가 있고 손잡이용 손잡이가 있는 다양한 섹션의 긴 막대 형태의 도구입니다. 파일 블레이드의 길이는 68~135mm입니다. 우리에게 알려진 모든 파일의 톱니 노치는 직선, 비스듬한 및 십자형 수동, 단일 행입니다. 현재 40개 이상의 고대 러시아 파일이 알려져 있습니다. 파일은 강철로 만들어졌으며 열처리 - 경화를 거쳤습니다. 예를 들어, 14세기 후반 문화층의 노브고로드에서 발견된 파일은 3개의 강철 스트립으로 만들어졌습니다. 고탄소강(탄소 함량 약 0.8%) 및 연강 내부. 금속의 구조적 상태는 troostite가 있는 마르텐사이트, 즉 파일이 경화된 후 짧은 휴가가 주어졌습니다. B. A. 콜친 참조. 영국. op. MIA, 65호, 18페이지.).
유형 중 하나 가공금속은 에머리 스톤에 켜졌습니다. 대부분의 고급 제품은 단조 후 표면이 석재로 처리되었으며 일부 제품의 경우 구조적 요소형태는 단순하거나 형상화된 돌로 조각되었습니다. 이것은 파일 처리를 제외하고 철 금속의 냉간 가공의 유일한 유형의 기술 작업이었습니다. 따라서 수동 또는 발 구동 장치가있는 연삭 휠은 대장장이 작업장에서 매우 중요한 장치가되었습니다. 고고학적 자료 중 거대한 원형의 여러 발견 숫돌. 예를 들어, Novgorod에서 14세기 층으로 발견된 돌 중 하나는 지름이 270mm이고 두께가 60mm였습니다. 축의 직사각형 구멍 크기는 50 × 60mm( 소련으로서의 IIMK. 실 혐실. NAE 컬렉션, 번호 57-7625.).
철 가공 공예품의 기술을 연구하는 유일한 출처는 고고학적 발견입니다. 다양한 철 및 강철 제품 형태의 공예품 자체입니다.
대상에 대한 외부의 형태학적 연구는 원칙적으로 그 형태를 확립할 수 있을 뿐 생산 기술을 드러내지는 않습니다. 철강 가공 기술을 연구하기 위해 최선의 방법연구는 도구 및 무기 생산 기술의 대부분의 문제를 해결할 수있게 해주는 포괄적 인 야금 분석으로 밝혀졌습니다.
X-XV 세기의 고대 러시아 대장장이 제품 중 730 개 이상의 항목. 미세구조 분석을 받았다. 이 항목 중 XIII, XIV 및 XV 세기 후반. 225개 샘플 포함( B. A. 콜친 참조. 영국. op. MIA, 65호, 9페이지.).
종합적으로 연구한 결과 큰 수도구, 무기, 수공예 도구, 기구 및 기타 금속 제품개인을 일반화하는 것이 가능해졌습니다. 명세서고대 러시아의 다양한 금속 가공 기술을 공개합니다. 이전 세기와 마찬가지로 XIV 및 XV 세기의 주요 가공 유형은 압력에 의한 금속 가공(단조 및 스탬핑에 의한 고온 상태)이었습니다. 또한 금속 절단 작업(줄 정리, 숫돌 돌리기, 끌로 절단 등)이 있었습니다.
철 금속 가공을 위한 다양하고 복잡한 기술의 기초는 다음과 같습니다. 1 - 모든 종류의 자유 단조 기술; 2 - 철과 강철의 용접; 3 - 철과 강철의 합착; 4 - 강철 열처리; 5 - 연삭 휠 및 파일의 금속 절단; 6 - 철과 강철의 납땜; 7 - 비철 및 귀금속으로 철 및 강철 코팅 및 인레이; 8 - 철과 강철의 연마; 9 - 예술적 대장장이 단조.
우리는 용접, 열처리, 납땜 및 예술적 단조- 가장 기술적으로 복잡하거나 예술적으로 흥미로운 것.
단조 용접, 즉 두 개의 금속, 특히 철과 강철의 용접을 통합적으로 연결하는 과정은 고대 러시아에서 널리 퍼진 기술이었습니다. 주요 절삭 날 제조를위한 고대 러시아 기술의 기초 작업 부분대부분의 도구와 무기에는 철과 강철의 두 가지 재료가 용접으로 결합되어 있습니다. 금속을 용접이 일어날 수 있는 플라스틱 상태로 만들기 위해서는 알려진 바와 같이 고온으로 가열해야 합니다. 탄소 함량이 다른 철과 강철의 경우 가열 온도가 다릅니다. 순철의 경우 이 온도는 약 1425-1475°로 변동합니다. 강철의 경우 탄소 함량에 따라 온도가 감소합니다. 가열이 충분하지 않거나 금속이 심하게 과열되면 용접이 일어나지 않으므로 금속을 가열하는 것이 용접에서 가장 중요한 작업입니다. 사소한 누락, 가열 중 감독은 품질에 영향을 미칩니다.
용접의 미세 구조에서 알 수 있듯이 고대 러시아 제품의 대부분의 질량은 매우 깨끗하고 미세한 구조를 가지고 있으며 결과적으로, 강한 연결. 철과 고탄소강을 용접할 때 이음새는 내구성이 있고 깨끗합니다. 대부분의 솔기에는 슬래그 내포물이 거의 없습니다. 이것은 고대 러시아 대장장이가 금속의 가열 정도를 매우 정확하게 결정할 수 있음을 시사합니다. 고대 러시아의 조건에서 이것은 열의 색상에 의해서만 가능했으며 철과 각 등급의 강철에 대해이 색상이 다릅니다. . 필요한 열의 색을 결정하기 위해서는 용접할 금속(철 또는 강철 및 어떤 종류의 강철)의 특성과 구성을 잘 알아야 했습니다.
고대 러시아의 용접 기술에서 대장장이가 매우 적은 양의 금속으로 작업하는 능력은 놀랍습니다. 예를 들어, 키 스프링에서 철과 강철의 용접은 매우 어려웠습니다. 0.8 ~ 2mm 두께의 스프링은 철과 강철의 두 스트립에서 용접되었으므로 각 절반의 두께는 0.4 ~ 1mm입니다. 대장장이가 더 두꺼운 부분의 스프링 블랭크를 용접한 다음 빼낸다고 가정하면 모든 철 및 강철 블랭크의 두께는 2-5mm를 초과할 수 없습니다. 용접 열에 2-5mm 두께의 철과 강철 스트립을 동시에 가열하고 금속을 태우지 않는 것 (그리고 빠르게 스파크, 즉 화상을 일으키기 시작함)은 큰 기술적 어려움입니다. 고대 러시아 대장장이의 용접 장비가 서 있었다 높은 레벨. 철과 강철을 용접하는 잘 숙달되고 정교하게 개발된 기술은 고대 러시아 장인들이 고품질 도구, 무기 및 도구를 생산하는 것을 가능하게 했습니다.
강철의 많은 특성과 이러한 특성에 대한 다양한 가열 및 냉각 모드의 영향을 경험적으로 이해한 장인들은 강철 열처리를 위해 실용적이고 정교하게 개발된 기술을 만들었습니다. 강철 또는 강철 칼날로 만들어진 600개 이상의 오래된 러시아 품목 중 90% 이상이 열처리를 유지했습니다. 이 제품에서 마르텐사이트, 마르텐사이트 및 트로스트타이트, 트로스트타이트 및 소르바이트의 구조가 발견되었습니다( B. A. 콜친 참조. 영국. op. MIA, 32번, 171페이지.).
열처리된 철강 제품의 압도적인 덩어리의 미세 구조는 800-950° 범위에서 가열되었음을 보여줍니다. 일부 시편에서만 굵은 침상 마르텐사이트가 관찰되어 담금질 온도가 표시된 것보다 높음을 나타냅니다. 불충분하게 높은 온도에서 경화가 수행될 때 얻어지는 불완전 경화의 단일 구조도 있다.
마르텐사이트의 구조는 상온에서 물이 될 수 있는 고속 냉각제의 사용을 나타냅니다. troostite와 sorbitol의 구조는 물보다 느린 냉각을 제공하는 담금질 매체의 사용을 나타냅니다. 이러한 매체는 가열된 물과 다양한 식물성 및 동물성 오일 혼합물이 될 수 있습니다. 사용된 대장장이와 다른 트릭물체 냉각. 많은 제품이 전체적으로 경화되었습니다. 즉, 물이나 액체에 완전히 잠겼습니다. 다른 제품은 부분적으로 경화되었습니다 - 작동 부분만.
troostite와 Tempering sorbite의 구조는 2단계 열처리를 나타냅니다. 예를 들어, Tempered troostite의 구조는 제품이 먼저 경화됨, 즉 800-950°로 가열되고 수중에서 냉각된 다음 추가로 500-600°로 가열됨을 보여줍니다. 이러한 처리는 제품의 금속에 추가 점도를 부여했습니다. 경화-템퍼링 모드에서는 가열 온도의 제어가 중요합니다. 800-950°에서 담금질에서와 같이 열은 열의 색에 의해 포착됩니다.
2차의 낮은 가열 온도의 경우 색조 색상이 제어 역할을 했습니다.
매우 중요한 요소고대 러시아 대장장이의 고도의 기술 문화를 말하는 열처리 기술은 제품의 목적에 따라 경화 및 템퍼링 모드의 선택에 대한 차별화 된 접근 방식입니다. 축과 같이 충격하중을 받는 제품은 고템퍼링을 사용하였다. 낫, 낫 및 가위는 중간 템퍼링을 거쳤습니다. 대다수의 칼은 마르텐사이트 템퍼링을 위해 경화되었습니다. 파일은 후속 템퍼링 없이 마르텐사이트 또는 마르텐사이트 및 트로스트타이트에 대해서만 경화되었습니다. 이에 따라 템퍼링(Tempering)이 제품별로 차별화되고 연화경화(Soft Hardening)가 이루어졌다. 위의 모든 모드는 제품의 작동 조건을 완전히 만족시켰습니다.
고대 러시아에서는 인두와 강철을 납땜하는 기술이 고도의 기술 수준이었습니다. 납땜은 두 개 이상의 금속 물체 사이에 결합되는 금속보다 더 잘 녹는 금속 또는 땜납 합금)을 도입하여 결합하는 과정입니다. 부품 접합의 주요 방법으로 납땜은 주로 자물쇠 제조공에 의해 사용되었습니다.
자물쇠와 열쇠의 납땜 이음매(스펙트럼 분석) 연구에서 자물쇠 제작자가 인두와 강철을 납땜하기 위해 구리 기반의 단단한 땜납을 사용하는 것으로 나타났습니다. 어떤 경우에는 주석과 납의 흔적만 있는 순수한 구리였고, 다른 경우에는 주석과 납과 구리의 합금이었습니다.
자물쇠 이음새에 대한 구조적 연구에 따르면 자물쇠 제작자는 납땜 장소를 특수 용광로에서 땜납이 녹는 온도로 가열했습니다. 이를 통해 제품에 납땜 솔기를 동시에 납땜할 수 있었습니다. 고대 러시아 기술의 주요 기술적 업적인 혼 납땜을 통해 자물쇠 제조공은 철과 강철로 만든 부품의 견고하고 내구성 있는 접합부를 얻을 수 있었습니다.
단조 납땜의 경우 여러 솔기가 있는 부품. XIII-XIV 세기의 일부 성에서. 최대 50개가 있고 납땜 지점에서 청소되고 솔기를 따라 땜납 분말로 코팅되거나 그 사이에 땜납의 얇은 판을 놓았습니다. 솔더와 함께 가열 중에 발생하는 산화물을 제거하기 위해 솔기에도 플럭스를 배치했습니다. 납땜된 부품을 임시로 함께 고정하고(점토 매트릭스에 삽입하거나 철 클립으로 고정) 용광로에 넣었습니다. 난로의 적절한 온도에서 땜납이 녹고 가열된 철 또는 강철로 확산되었습니다. 부품이 냉각된 후 일체형 솔기가 얻어졌습니다( B. A. 콜친 참조. 영국. op. MIA, 32번, 180페이지.).
자물쇠 제조공과 보석상, 때로는 납땜 인두 또는 납땜 파이프로 납땜됩니다.
다른 기술 작업과 달리 예술적 단조 작업은 복잡했습니다. 마스터가 사용하고 대장장이 단조, 끌과 줄로 금속을 용접하고 절단하고 비철금속으로 인레이를 가합니다. 또한 그는 창의적인 독창성과 예술적 취향을 가져야했습니다. 이 작업은 본질적으로 주로 장식용이었습니다. 그것은 가정 용품이나 무기 및 말 마구의 제조에 가장 자주 사용되었습니다. 예술적인 마무리그들은 안락의자, 베베트, 모든 종류의 자물쇠, 열쇠와 가면, 모든 종류의 가구 부속품, 벨트 버클, 다양한 핀을 가지고 있었습니다.
예술적 단조는 비트, 등자, 박차, 다양한 플라크 등을 장식하는 데 널리 사용되었습니다.
다수의 철금속 제품에 대한 구조 분석을 통해 고품질 제품(공구 및 대부분의 공구 및 무기 포함)의 설계 및 제조 기술이 강철 가공 부품과 철 베이스를 결합하는 원리에 기반한 것으로 나타났습니다. . 이러한 제품의 대다수는 절단 또는 절단 도구 및 무기입니다. 그들의 칼날은 항상 강철이었습니다.
강철 블레이드의 제조에는 4가지 기술적 방법이 사용되었습니다. 첫 번째 기술은 철과 강철로 만든 다층 블레이드를 제조하는 것입니다. 강철 스트립은 항상 최첨단 기술을 사용했습니다. 유사한 블레이드가 2, 3 및 5개의 스트립에서 용접되었습니다. 두 번째 기술은 용접 블레이드의 제조입니다. 세 번째는 시멘트 블레이드의 제조, 즉 완제품에 블레이드를 침탄시키는 것입니다. 네 번째 기술은 전체 강철 블레이드의 제조입니다.
가장 일반적인 기술 기술은 용접 블레이드의 제조였습니다.
업종별 제철공예품에 대한 개요를 알려드립니다. 단조 생산, 또한 일부 유형의 제품 생산 기술을 고려하십시오.
전문 대장장이 절단기의 주요 제품은 칼과 가위였습니다. 고대 러시아에서 가장 다재다능한 노동 도구는 매우 광범위했습니다. 칼은 일상 생활과 가정, 공예 및 무역에서 사용되었습니다. 특수 칼전사와 치료사를 위해 만들어졌습니다. XIV-XV 세기. 칼을 만들었다 다른 유형: 부엌, 식당, 협동, 뼈 자르기, 제화공, 수술용 칼 "부터" 및 접는 "펜" 유형, 면도기. 각 유형에는 특정 디자인 기능이 있습니다. 그들 모두는 강철 블레이드로 만들어졌으며 경화 후 매우 높은 경도와 결과적으로 날카로움을 얻었습니다.
러시아 공예 및 경제의 일반적인 발전과 관련하여 칼을 만드는 기술은 여러 번 변경되었습니다. 10세기와 11세기에 가장 어려웠습니다. 이때 칼날은 다층으로 만들어졌다. 칼의 중앙에는 강철 띠가 있었고 측면에는 쇠 띠가 있었습니다. XII 세기 초. 러시아 경제의 발전과 Oroto 공예 제품의 판매 확대와 함께 칼은 제품의 대량 생산을 보장하고 칼 디자인을 "합리화"하고 기술을 단순화합니다. 칼은 용접된 강철 칼날로 만들기 시작합니다. 나이프의 품질이 저하되고 있지만 페이스 용접은 여전히 작업의 신뢰성을 보장합니다.
XIV 세기 전반부에. 도시 공예의 새로운 부상과 시장 관계의 강화와 관련하여 칼 생산 기술이 다시 단순화되었습니다. 이제 칼날을 용접하는 방식은 더 이상 끝단 용접 방식이 아니라 사선 솔기 방식으로 제작되어 강재량과 노동력이 절감됩니다. 동시에 칼의 질이 다시 나빠졌다. 이 기술로 칼은 15세기, 16세기 이후에 만들어졌고,
칼과 관련하여 면도기를 언급해야합니다. 고대 노브고로드에서는 13세기에 널리 퍼졌습니다. XIII 세기 후반의 면도기 디자인에 따르면. 현대 직선 면도기에 가깝습니다. 차이점은 블레이드 모양에만 있습니다. 현대 면도기는 날이 직선인 반면 13세기 면도기는 날이 직선입니다. 구부러져 있습니다. 면도날의 손잡이는 지금과 같이 나무나 뼈로 만들어졌습니다. 길이가 약 100mm인 면도날의 얇은 절단 부분에는 용접된 강철 날이 있었습니다. 그것은 단호했다.
일상 생활, 가정 및 공예품에서 칼처럼 널리 퍼진 가위는 스프링(현대 "양" 유형)과 관절형("카네이션 중간에 있는 두 개의 링, 두 개의 끝")의 두 가지 유형으로 만들어졌습니다. 스프링 가위는 일상 생활과 공예에서 가장 일반적이었습니다. 가위 날은 항상 열처리된 강철 용접 지점으로 만들어졌습니다. 두 유형의 가위 손잡이는 모든 종류의 장식용 세부 사항으로 매우 자주 장식되었습니다.
바늘 케이스의 생산 기술을 특성화하기 위해서는 현대 손바느질 바늘과 디자인이 완전히 유사한 재봉 바늘 제조 기술을 인용하면 충분합니다. 오래된 러시아 바늘은 현재와 같이 길이가 40-70mm이고 직경이 0.7-1.1mm였습니다. 중요한 디자인 기능이 재봉 바늘 - 구멍 외에도 눈의 존재는 실의 홈이기도합니다. 이러한 홈은 항상 XIV-XV 세기의 바늘에 만들어졌습니다. 직경 1mm 이하의 바늘에 눈 양쪽의 홈과 실을 위한 구멍을 만들었다. 모든 바늘은 강철로 만들어지고 경화되었습니다. 따라서 바늘을 만드는 기술은 매우 복잡하고 시간이 많이 소요됩니다. 특별한 마이크로 커터, 수염 및 기타 도구가 있어야 하는 전문 대장장이만이 그러한 기술을 마스터할 수 있습니다.
만든 카네이션 제품부터 다른 종류못, 리벳, 스테이플 및 다양한 패스너, 우리는 못만을 고려할 것입니다. XIV-XV 세기에는 실제로 이전 시대와 마찬가지로 여러 유형과 크기의 손톱이 알려져 있습니다. 고고학 컬렉션에는 건설 목발, 다듬은 못, 벽지, 신발 및 말굽 못이 포함됩니다. 모든 유형의 못은 항상 일반 블루머리 아이언으로 만들어졌습니다. 일부 유형의 손톱은 건설적인 완벽함으로 구별됩니다. 예를 들어, XI-XIII 세기와 XIV-XV 세기의 신발 및 말굽 손톱. 그들은 현대 신발과 말굽 못으로 디자인과 크기가 동일합니다. 막대와 머리의 디자인뿐만 아니라 XIV 세기의 현대 손톱과 손톱의 치수. 가장 작은 세부 사항에 일치합니다. 따라서 현대적이고 오래된 러시아 신발 손톱의 길이는 16mm이고 헤드 샤프트의 정사각형 단면은 2.5 × 2.5mm입니다. 가죽신발용 못과 말굽에 말굽을 고정하기 위한 못은 이미 고대 러시아에서 가장 합리적인 형태를 받아 오늘날까지 존재하고 있다. 전문 못을 박는 사람의 작업에는 보편적인 도구 외에도 특수한 모양의 못을 박는 사람(손톱의 종류와 크기에 따라 특정 모양의 못을 박는 사람이 필요함)과 언더컷이 필요했습니다. 1262 년 Novgorodians에 의해 Yuryev시 점령에 대한 연대기 이야기에서 살해 된 Novgorodians 중 목수 Yakov가 언급되었습니다. "Jacob theyong carpenter 살해"(Nikon Chronicle) ( PSRL, 10권, 143페이지.).

XIII 세기 말의 가위. 노브고로드. (NAE 컬렉션).
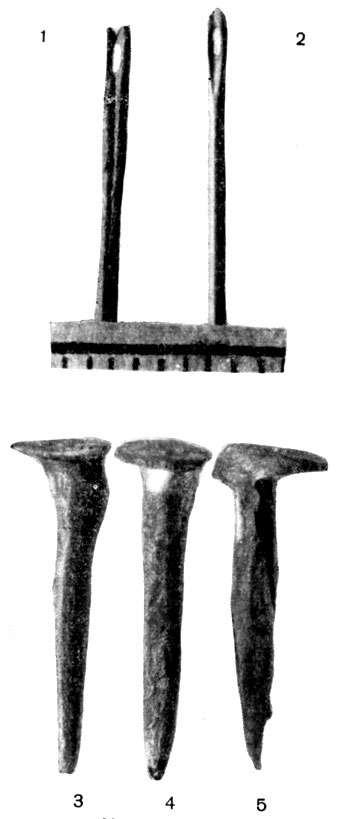
매크로 샷: 1 - 바느질 바늘, 13세기 후반, 2 - 현대 바느질 바늘, 3, 4 - 14세기 신발 못, 5 - 현대 신발 못. 노브고로드. (NAE 컬렉션).
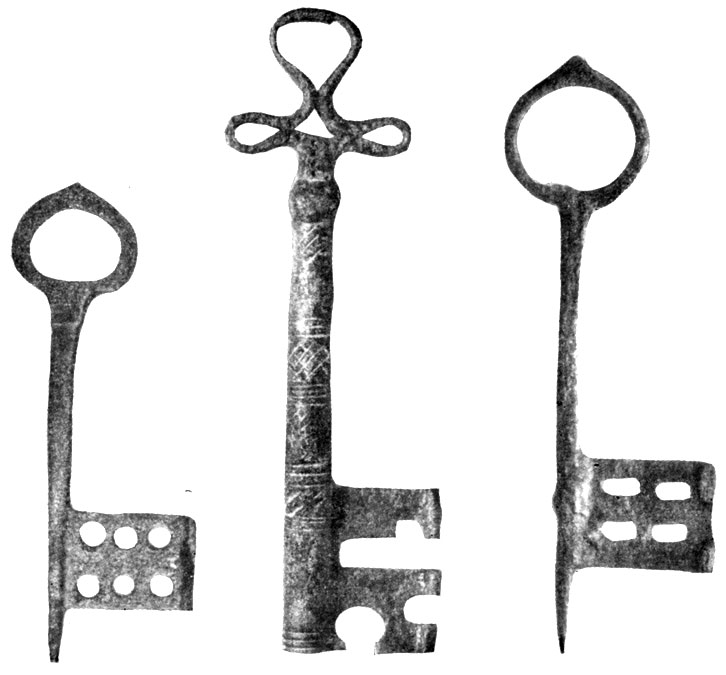
XIV 세기의 자물쇠와 열쇠의 종류.

에게 루치 XIV 세기의 내부 성. 노브고로드. (NAE 컬렉션).
Locksmith 제품은 생산 기술 측면뿐만 아니라 디자인 측면에서도 흥미롭습니다. 고대 러시아의 자물쇠와 열쇠는 도시와 마을 거주자의 삶에 널리 포함 된 대량 수공예품이었습니다. 그들은 다소 복잡한 위치 메커니즘을 나타냅니다. 디자인의 주요 요소는 잠금 작동 요소(걸쇠 및 볼트)의 다른 위치를 고정하는 분기 스프링 시스템이었습니다. 유사한 디자인 계획을 가진 성은 7세기 이상 동안 러시아에 존재했습니다. 그들은 9 세기에 나타났습니다. 그리고 17세기에 다른 디자인 계획을 가진 성으로 대체되었습니다. XIII, XIV 및 부분적으로 XV 세기에. 스프링 잠금 장치가 가장 많았습니다. 건설적인 유형및 옵션.
잠금장치는 목적에 따라 고정형(인테리어형, 오버헤드형)과 탈착형(걸이형)으로 나눌 수 있습니다. XIII-XV 세기의 탈착식 잠금 장치 중. 8개 이상의 디자인 옵션이 생산되었습니다. 디자인의 개발은 잠금 스프링 메커니즘의 복잡성, 결과적으로 키 및 잠금 본체의 신뢰성 강화 라인을 따라 진행되었습니다.
기초적인 건설적인 선택자물쇠에는 복잡한 장치가 있었습니다. 자물쇠는 몸체와 스프링 메커니즘이 있는 걸쇠로 구성되어 있습니다. 본체는 견고하게 연결된 두 개의 실린더로 구성되었습니다. 큰 실린더에는 두 개의 바닥이 있습니다. 상단에는 걸쇠의 스프링에 해당하는 컷 아웃이 있고 하단에는 키를 입력하기위한 구멍이 있습니다. 두꺼운 한쪽 끝의 걸쇠에는 끝이 위쪽으로 분기되는 스프링이 부착 된 특수 막대 (하나 이상)가 있습니다. 활의 다른 쪽 끝은 매끄럽고 약간 뾰족했습니다. 자물쇠를 잠그기 위해 걸쇠가 몸체 실린더에 삽입되었습니다. 활의 부드러운 한쪽 끝은 작은 실린더에 자유롭게 들어가고 다른 쪽 끝은 스프링으로 큰 실린더의 상단 바닥에 들어갑니다. 걸쇠 스프링이 잠금 장치에 들어갔을 때 압축되었습니다 (상단 하단의 구멍 벽에 의해 압축되었습니다). 걸쇠가 케이스에 완전히 삽입된 후 스프링이 풀리고 끝이 위쪽 바닥에 닿아 잠금 장치가 잠겼습니다. 자물쇠를 열려면 특수 키로 스프링을 다시 압축하고 걸쇠를 제거해야했습니다.
고정 잠금 장치의 디자인은 동일한 발산 스프링 방식을 사용했습니다. 두 가지 유형의 고정 자물쇠가 알려져 있습니다. 하나는 문을 잠그기 위한 큰 것이고 다른 하나는 상자용으로 훨씬 더 작습니다.
도어록은 금속과 나무의 조합으로 만들어졌습니다. 거대한 잠금 볼트는 나무로 만들어졌으며 메커니즘은 철로 만들어졌습니다. 문을 잠그는 나무 볼트에는 강철 스프링이 있었습니다. 데드볼트가 손의 움직임에 의해 닫힌 위치로 이동되었습니다. 이때 볼트의 스프링이 압축되었습니다. 데드볼트가 극한 위치에 도달하면 스프링이 곧게 펴지고 메커니즘의 스톱바 위로 점프하여 잠금 장치가 잠겼습니다. 잠금을 해제하려면 특수 키로 스프링을 압축하고 손으로 볼트를 뒤로 당겨야 했습니다.
상자를 위한 작은 패치 잠금 장치는 정확히 같은 디자인이었지만 완전히 철로 만들어졌습니다.
더 복잡한 것은 자물쇠 제조 기술이었습니다. 이러한 잠금 장치의 일부 유형에는 40개 이상의 개별 부품이 있습니다. 잠금 장치는 큰 "곡창"에서 직경 10mm, 높이 30mm의 작은 크기에 이르기까지 다양한 크기로 만들어졌기 때문입니다. 자물쇠의 별도 부품은 구리 땜납으로 납땜되었습니다. 납땜은 특수 단조에서 수행되었습니다. 종종 자물쇠의 몸체와 걸쇠의 버팀대는 구리 도금 또는 주석 도금, 즉 주석 합금으로 덮여있었습니다. 스프링을 제외한 자물쇠의 모든 부분은 스트립 또는 막대 철로 만들어졌습니다. 매우 얇은 잠금 스프링(두께 0.8~2mm)은 강철과 철로 용접되었습니다. 자물쇠 제조공은 이 자물쇠 디자인의 전체 강철 스프링이 쉽게 부러질 수 있다는 것을 잘 알고 있었기 때문에 스프링에서 탄성 강철과 점성 철을 결합하고 작동 시 안정적인 부품을 받았습니다.
대장장이의 가장 오래된 직업 중 하나는 갑옷을 만드는 직업이었습니다. 그들은 모든 종류의 갑옷, 투구, 가면 등 광범위한 방어용 갑옷의 제조를 담당했습니다. Bronnikov 정착지는 고대부터 노브고로드와 모스크바 근처에 존재했습니다. 노브고로드(Novgorod) 근처 메타(Meta)의 브로니츠(Bronnitsy) 마을은 1269년에 처음 언급되었습니다( NPL, 88페이지.).
연구 시대에는 다양한 크기의 원형과 납작한 고리로 만든 사슬 갑옷 외에도 판금 갑옷이 널리 사용되었습니다. 노브고로드 발굴 이후 알려지게 되었습니다. 갑옷은 가슴을 구성하는 판과 세트를 구성하는 판의 모양과 고정 방법에 따라 여러 유형으로 나눌 수 있습니다. 비늘 갑옷이 널리 퍼졌습니다. 피부에 수 놓은 작은 판입니다. 두 가지 유형의 갑옷이 직사각형 또는 정사각형 판(7 × 6 및 6 × 6cm)과 길쭉한 사다리꼴 모양의 판(길이 7cm, 너비 1cm)으로 알려져 있습니다.
갑옷, 특히 판금 갑옷을 만드는 기술은 매우 복잡하고 장인의 고도의 예술과 전문적인 경험이 필요했습니다. 비늘 모양의 갑옷 판은 강철로 만들어졌습니다 (두께는 0.5 ~ 1.0mm). 14-15세기의 층에서 발견된 노브고로드(Novgorod)의 블레이드 6개에 대한 미세 구조 분석 결과 모든 얇은 부분에서 펄라이트(강철) 구조가 나타났습니다. 갑옷용 평판 외에도 깃, 어깨, 팔걸이 등에는 복잡한 윤곽을 가진 수십 개의 형상 판이 필요했습니다. 갑옷의 크기에 따라 크기가 매번 바뀌었고 갑옷은 항상 안정적이고 강력하게 만들어야 했습니다. , 매우 얇은 판에서 편안하고 가볍습니다.
체인 메일을 만드는 기술은 상당히 복잡하고 힘들었어요. 그들은 직경 13-22mm의 작은 평평한 철 고리로 만들어졌습니다. 때로는 반지의 표면이 장식되었습니다. 반지의 크기에 따라 평균 높이의 체인 메일은 10-17,000 개의 반지로 구성되었습니다. 연결 링은 총 수의 정확히 1/2이었고 직경 0.75-1.0mm의 리벳으로 리벳으로 고정되었습니다.
대포 사업에 대한 설명으로 대장간 기술에 대한 고찰을 마치겠습니다.
14세기 후반에 러시아에 등장한 최초의 대포는 철로 만들어졌습니다. 대포는 거의 100년 동안 철로 만들어졌습니다. 70년대에만. 15세기 청동에서 총을 주조하는 새로운 기술이 나타납니다. 오직 손으로 삐걱거리는 소리만이 계속해서 쇠로 만들어졌다.
15세기 철제 대포 생산 기술. 1852년 Brandeiburg 컬렉션에서 자세히 연구했습니다(Ustyuzhna에서 철로 단조된 물고기 자리 30개). 거시구조 연구에 더하여, 두 끽끽거리는 소리는 미세구조 분석을 받았습니다( N. E. 브란덴부르크 참조. 상트페테르부르크 포병 박물관의 역사 카탈로그, 1부(XV-XVII 세기). 상트페테르부르크, 1877, p.130; I. A. 수정. 국내 기술 발전의 역사에 대한 몇 가지 질문. "레닌그라드의 일반 기술 부서의 작품 모음 기술 연구소냉동 산업", vol. VIII. L., 1965, p. 80.). 중앙 및 총구의 배럴의 횡단면 및 종단면에 미세 절편이 만들어졌습니다.
15세기에 철이 삐걱거린다. 24 ~ 110mm 및 각각 60 ~ 170kg의 다른 구경을 생산했습니다.
끽끽 소리의 배럴은 파이프와 같은 별도의 섹션에서 용접되었습니다. 예를 들어, 50mm 구경과 1590mm 길이의 피쉬샬이 7개 섹션에서 용접되었습니다. 각 섹션은 개별적으로 다층으로 만들어졌습니다. 두 트위터의 미세 단면은 두 개의 용접을 보여주었습니다. 즉, 단면 파이프가 세 개의 스트립에서 용접되었습니다.
삐걱 거리는 소리는 다음 순서로 위조되었습니다. 7-10mm 두께의 스트립이 철 종에서 단조되었으며 중간 구경의 삐걱 거리는 소리의 경우 3-4kg의 종에서 하나의 스트립이 단조되었습니다. 필요한 수의 스트립을 준비한 대장장이는 개별 섹션을 제조하기 시작했습니다. 그런 다음 특수 철 맨드릴의 첫 번째 스트립에서 겹침 용접이 있는 파이프를 만들었습니다. 두 번째 스트립이 이 파이프에 용접되었으며, 이 파이프의 가장자리도 겹쳤습니다. 두 번째 스트립의 길이 방향 용접 이음새는 첫 번째 파이프의 이음새의 반대쪽에 위치했습니다. 즉, 두 번째 스트립은 첫 번째 파이프의 이음새와 겹쳤습니다. 다른 스트립이 두 번째 파이프에 용접되었습니다. 끝 부분도 겹침 용접되었습니다. 파이프의 길이는 철 스트립의 크기와 용접 기술 능력에 따라 만들어졌습니다. 그것은 200에서 230 mm 범위였습니다. 파이프의 끝은 "콧수염"으로 단조되었습니다. 즉, 한쪽에는 내부 절단이 있고 다른 한쪽에는 외부 절단이 있는 원추형 섹션으로 만들어졌습니다. 적절한 수의 파이프(우리의 경우 7개)를 만든 후 용접을 시작했습니다. 비스듬한 솔기를 사용한 용접도 맨드릴에 겹침으로 수행되었습니다. 곧은 트렁크를 용접한 후 마침내 흙손과 크림프로 외부를 마무리하고 내부에갈린 구경. 30-40mm 두께의 원추형 와셔를 나타내는 바닥이 브리치에서 배럴의 끝에 용접되었습니다. 점화 구멍의 경우 먼저 작은 둥지를 끌로 벽 두께의 절반 깊이까지 자른 다음 직경 4-6mm의 구멍을 펀치로 펀칭했습니다. 그 후, 전면 시야가 배럴에 배치되고 조준 막대가 부착되었습니다. 삐걱 거리는 철 배럴이 준비되었으며 나무 스톡에 부착하기 위해 남아있었습니다.
철로 단조된 트위터의 용접 이음새의 미세 구조는 이음새가 매우 얇고 깨끗한 것으로 나타났습니다. 이것은 대장장이의 높은 기술을 말합니다. 이것들을 용접하려면 큰 표면철, 마스터 할 필요가 있었다 온도 체계용접하고 플럭스를 능숙하게 사용하십시오. 러시아 대장장이는 철과 강철의 단조 용접 기술에 대한 광범위한 경험과 전통을 가지고 있습니다.
강제로 배치하면 매우 흥미로운 문서가 나타납니다.
또 다른 흥미로운 연구.
러시아에는 철 부족에 대한 큰 논쟁이있었습니다. 출처를 뒤지다 보니 두 가지 의견이 나왔다.
한편으로는 대규모 국내 생산, 다른 한편으로는 철 및 제품 수입. 내부적으로 필요한 철은 충분하다고 생각하는 경향이 있지만, 철 상품의 대규모 거래를 위해 싸게 살 수 있었습니다(검토 및 찢기 위한 무기도 있습니다!). 전쟁에서의 큰 패배와 모든 생산의 무질서와 함께 진정한 부족이 때때로 발생했습니다.
Smolensk의 다른 출처에 따르면 domnitsa는 일반적인 0.5-1 미터 (내부 공간)에 비해 직경이 2.5 미터였으며 출력은 해당했습니다 ...
철광석 추출법도 샅샅이 뒤져볼 텐데, 너무 궁금해요. 철 부족의 유형과 그에 따른 비용을 감안할 때 농민들은 겨울에 늪 광석 추출을 개발하지 않은 이유는 무엇입니까? 늪이라고 하지만 많은 늪이 말라서 문제 없이 얻을 수 있다. 덕아웃 위에 큰 지붕을 만들기 위해 내부에는 두 개의 용광로가 있습니다. 하나는 굽는 데 사용하고 다른 하나는 병아리를 제련하는 데 사용됩니다. 그리고 깊숙이 파고드는 덕아웃의 메인 공간, 따뜻함과 편안함 속에서 광석을 채굴합니다! 석탄에는 문제가 없지만 별도의 용광로에서 바로 태울 수 있습니다. 적어도 목욕을 준비하십시오! 이상하게 보입니다. 정상적인 안정적인 생산을 방해하는 끊임없는 말다툼 일 것입니다.
고대 러시아의 산업 활동의 주요 부문은 철의 추출 및 가공이었습니다. 고대 러시아인의 산업, 경제 및 생활의 철강은 광범위하고 다양했습니다. 농부와 건축업자의 주요 도구는 철과 강철로 만들어집니다. 수많은 전문 장인의 모든 도구는 러시아 군인의 모든 무기와 마찬가지로 강철과 철로 만들어졌습니다. 철분은 가정 생활에 널리 포함되어 있습니다. 고고학적 자료 중에서만 현재 150가지 이상의 유형의 철강 제품을 셀 수 있습니다( B. A. 콜친 참조. 고대 러시아의 철 야금 및 금속 가공. (몽골 이전 시대). MIA, No. 32. M., 1953, p. 18.).
철 금속 생산의 기술적 기반은 철광석을 금속 철로 직접 환원시키는 기술이었습니다. 주철이 등장하기 전 거의 3,000년 동안 이 생철 공정만이 철을 얻을 수 있는 유일한 방법이었습니다. 러시아의 주철은 17 세기 초에만 생산되기 시작했습니다.
철 원료 생산 공정에서는 산화철과 암석이 혼합된 천연 철광석인 잘게 부순 철광석을 많은 양의 목탄이 혼합된 고로에 장전했습니다. 로 하부에서 석탄이 격렬하게 연소되어 고온으로 가열되어 형성된 일산화탄소가 상승하여 광석과 석탄을 가열하여 이들과 화학반응을 일으키게 된다. 이 반응이 시작되면 광석의 산화철이 산화제1철로 환원됩니다. 산화제1철의 일부는 계속해서 회수되어 금속성 철로 변하고, 나머지 일부는 광석 암석과 반응하여 슬래그로 되어 금속과 분리됩니다. 생성된 액체 슬래그는 로 바닥으로 흘러내림, 거기에서 주기적으로 외부로 방출되고, 고체 상태의 환원된 미세 입자는 석탄이 로 바닥으로 연소되면서 가라앉고 용접하여 덩어리를 형성합니다. 철 - 크리차. 용광로에서 꺼낸 해면질의 철 딱딱거리는 덩어리에는 여전히 약간의 용융 슬래그가 함침되어 있습니다( B. A. 콜친 참조. 영국. op. MIA, 32번, 42페이지.).
고대 러시아에서 철 생산의 환원 과정을 "철 제련"이라고 불렀다는 점은 흥미롭습니다. "야로슬라프 블라디미로비치 왕자에게 전하는 말"의 저자 Daniil Zatochnik은 이렇게 말합니다. 12세기와 13세기 판에 따른 "Daniil의 숫돌의 말씀". 그리고 그들의 변경 .. 준비. N.N.자루빈을 누르세요. L., 소련 과학 아카데미 출판사, 1932년, 16페이지.).
철을 "끓인" Domnitsa는 꽤 오랫동안 세워진 고정 구조입니다. "domnitsa"라는 용어는 15세기 말에야 서기관에서 처음 언급되었지만 유사한 구조는 13세기와 14세기에 그렇게 불렸을 것입니다. ( B. A. 리바코프 참조. 고대 러시아의 공예품. M., 소련 과학 아카데미 출판사, 1948년, 130페이지.).
오래된 러시아 돔니차에는 내경이 약 50-60cm인 원형 또는 약간 타원형의 갱도 모양의 용광로가 있었고, 돌을 점토로 덮거나 전체를 점토로 두드려 만들었습니다. 벽의 두께는 20cm 이상에 도달했습니다. 스토브는 조약돌이나 점토로 만든 거대한 바닥 위에 놓였습니다. 용광로 샤프트의 높이는 0.8m에서 1.2m까지 다양하며, 용광로 샤프트는 높은 원뿔 모양과 유사합니다. 상부에는 내경이 15-25cm 작아졌으며 샤프트 바닥 수준의 노 전면 벽에 노로 구멍이있어 노에 장전 된 석탄이 점화되었습니다. 이 구멍을 통해 벨로우즈의 송풍노즐을 삽입하고 완성된 벨로우즈를 꺼낸다. 외부에서 스토브는 흙 침구로 강화되거나 흙으로 덮인 나무 프레임 케이스로 둘러싸여 있습니다( A. A. Gaiduk 참조. 야쿠츠크 지역의 원철 생산. ZhRMO, St. Petersburg, 1911, No. 3, p.293.).
몽골 이전 시대와 아마도 XIII 및 XIV 세기에. 하나의 오븐으로 만드는 domnitsy ( B. A. 콜친 참조. 영국. op. MIA, 32번, 26페이지.), 그러나 야금 생산의 발전과 함께 아마도 14세기 후반부터. Domnitsa는 이미 두 개의 용광로로 건설을 시작합니다. "오래된 편지"를 언급하면서 15세기 말에 편찬된 Novgorod 필사 책은 종종 "집이 하나 있고 오븐이 두 개 있습니다"라고 언급한 다음 이웃의 집에 대해 읽습니다. "그들은 집이 하나 있습니다. , 스토브 하나 w"( NPK, 3권, 609페이지.). 이후 수 세기 동안 돔닛사는 훨씬 더 많은 용광로로 만들어졌습니다. 예를 들어, 17세기 솔로베츠키 수도원. "domnitsa, 거기에 4 개의 용광로가 있었고, 그곳에서 블루머리 철은 광석에서 끓였습니다"( AN. 포포프. 17세기 솔로베츠키 수도원의 채광. (북부 광산의 역사에 관하여). BS-VOBK, Arkhangelsk, 1926, 2번, 32페이지.).
두 개의 용광로가 있는 돔닛차는 흙 되메움이 있는 하나의 공통 나무 프레임에 둘러싸인 한 쌍의 일반 샤프트 모양의 용광로로 구성된 구조입니다. 철은 두 개의 용광로에서 끓였기 때문에 더 생산적이었습니다. 또한 한 용광로를 수리하는 동안 다른 용광로가 작동할 수 있습니다.
용광로 외에도 집에서 가장 중요한 장치는 송풍기였습니다. 돔닛짜로에서 철을 생산할 때, 상당히 높은 온도와 약 1m 높이의 광석과 석탄 기둥을 뚫을 수 있는 강렬한 가스 배출을 유지해야 합니다.산화철을 금속성 철로 환원시키는 과정이 진행됩니다. 다소 낮은 온도에서 : 400 ~ 900 °. 용광로에서의 환원 과정 외에도 광석 암석에서 금속을 분리, 즉 슬래그로 전환해야 합니다. 이를 위해서는 더 높은 온도가 필요합니다. 철 산화물을 사용한 광석 암석의 슬래깅은 약 1200°C의 온도에서 시작됩니다. 그리고 암석의 슬래깅 또는 용융은 산화제1철에 의해서만 수행되기 때문에 이러한 고온은 노 샤프트의 전체 부피에 있어야 합니다. 용광로의 온도가 더 낮으면 산화철로 형성된 산화제1철이 금속성 철로 바뀌고 그 입자는 광석의 녹지 않은 단단한 암석 내부에 남아 있게 됩니다. 개별 철 알갱이가 축적되는 용광로의 하부에서 용접 상태로 만들기 위해서는 온도가 훨씬 높아야합니다 (약 1300-1400 °).
이러한 고온을 얻기 위해 고대 러시아 야금 학자들은 강력한 인공 폭발을 사용했습니다. 이것은 철 제련에서 가장 시간이 많이 걸리는 작업이었습니다. 같은 Daniil Zatochnik은 다음과 같이 썼습니다. 12세기와 13세기 판에 따른 "Daniil의 숫돌의 말씀". 그리고 그들의 변경, p.19.).
송풍 장치는 공기를 강제하는 2개의 송풍기 벨로우즈와 이를 작동시키기 위한 레버 장치와 노에 공기 분사를 공급하는 내화 노즐로 구성됩니다. 야금 기술의 안정적인 전통을 특징 짓기 위해 10-15 세기의 모든 고대 러시아 노즐에 대한 폭발 채널의 디자인과 치수에 주목하는 것이 흥미 롭습니다. 정확히 동일했습니다. 채널 직경은 22~25mm( B. A. 콜친 참조. 영국. op. MIA, 32번, 33페이지.).
domnitsa에서 철 생산에 적합한 철광석은 러시아 영토의 거의 모든 곳에 분포했습니다. B. A. 리바코프 참조. 영국. 인용, p.124.). 화학적 조성의 관점에서, 그것들은 주로 갈색 철광석(갈철광)이었다. 원산지에 따라 광석은 갈색 철광석, 늪 또는 초원 광석, 호수 광석의 세 가지 주요 유형으로 발생합니다. 가장 널리 야금술사들은 습지 또는 초원, 광석을 사용했습니다.
고철분 슬래그를 생산하는 원발공정의 경우 철광석이 슬래그가 되는 철 생산과정 자체에 의해 철의 슬래그로의 큰 전이가 결정되기 때문에 철이 매우 풍부한 광석이 필요하다. 산화철로 수행됩니다. 고농축물을 얻기 위해 "비등"에 들어가는 철광석은 고대 러시아 야금 학자에 의해 농축되었습니다. 즉, 폐석을 제거했습니다.
이 작업은 용광로에서 철을 생산하기 위한 매우 중요한 기술적 조건입니다. 광석을 농축하기 위해 다음과 같은 방법이 사용되었습니다: 건조(풍화), 로스팅, 분쇄 및 공기.
원혈로에서 연소되는 고온과 다량의 일산화탄소는 고칼로리 연료로만 생산할 수 있습니다. 동시에 연료도 쉽게 추출할 수 있어야 합니다. 고대 러시아의 그러한 연료는 숯이었습니다. 풍부한 숲과 석탄 연소의 용이함은 러시아 야금에 저렴하고 고품질의 연료를 제공했습니다. 석탄 장작의 연소는 석탄 구덩이의 숲에서 수행되었습니다.
고대 러시아의 철 생산은 항상 농촌 및 농촌 주민들에 의해 수행되었습니다. 야금 생산의 발전에 가장 유리한 조건은 자연적으로 풍부하고 쉽게 접근 가능한 습지, 초원, 광석, 석탄을 태우기에 적합한 숲이 있는 곳이었습니다. 그러한 장소에는 대규모 야금 생산 센터가 형성되어 도시 대장장이를 위한 넓은 시장에 철을 공급했습니다. XV 세기에. 여러 개의 대규모 제철소가 있었습니다. 그들의 발생 시간은 알려져 있지 않습니다. 야금 센터는 핀란드 만 연안의 Vodskaya Pyatina, Ustyuzhna-Zheleznopolskaya 지역, Belozersky Territory, Zaonezhye 및 Tikhvin과 Olonets 사이의 지역에 형성되었습니다.
1500년과 1504년에서 1505년 사이의 Vodskaya Pyatina에 관한 Novgorod 필사 책은 우리에게 완전한 것은 아니지만 Luga Bay의 동쪽 해안에서 30-40km의 좁은 스트립으로 이어지는 작은 지역에 대해 언급하고 있습니다. 204채가 넘는 지역 마을의 농민들이 앉았다. domnitsa의 소유자 - 매우 자주 여러 가족이 하나의 domnitsa를 소유했습니다. - 비록 그들이 농업과 결별하지 않았지만(서기관 책에서는 쟁기질하지 않은 야드를 거의 호출하지 않음) 실제로 주로 철 생산에 종사했습니다. 이것은 그들의 회비에 철분이 많이 포함되어 있음을 보여줍니다. 농민 야금 학자의 필사서라고 불리는 Domniki는 자신의 땅, 즉 공동체에 속한 광석을 파거나 왕자 또는 다른 땅으로 여행했습니다. 후자의 경우, 그들은 토지 소유자에게 광석을 채굴할 수 있는 권리에 대한 임대료인 "튀김"을 지불했습니다. domnikov의 회비는 철과 부분적으로 제품으로 갔다.
이 지역의 연간 철 생산량의 대략적인 양을 상상하기 위해 "오래된 소득", 즉 1500년 인구 조사 이전의 퀴토렌트에 따르면 음식 외에도 각 집의 야금술사들도 언급하는 것으로 충분합니다. 철로 지불 - 연간 몇 크리트에서 110 크리트( NPK, vol.III, pp. 501, 908, 916 등). 각 고로가 연간 최대 300개의 고로를 생산할 수 있다고 조건부로 가정하면(이는 고로가 3~4개월 동안만 장전되는 경우에도 매우 현실적임), 그렇더라도 Luga Bay에서만 고로의 총 생산성 약 60,000발이 될 것이며, 무게로 환산하면(당시 약 3kg이 만들어짐) 11,000파운드 이상의 철이 될 것입니다.
이 지역의 제철 생산도 일찍이 개발되었습니다. 이것은 고고학 자료에 의해 입증됩니다. 예를 들어, 1500년의 지적 서적에 언급된 Zaozerye 마을 근처에서 5채 이상의 주택이 거주하고 있던 주민이 1948년 고고학 탐사 중에 야금 생산과 관련된 여러 물건이 발굴되었습니다. 그 중 12세기부터 13세기 초까지의 치즈 굽는 화덕이 완전히 발굴됐다. ( B. A. 콜친 참조. 영국. op. MIA, 32번, 28페이지.).
이전 시대와 마찬가지로 14-15세기에 Vodskaya Pyatina의 야금학자들이 생산한 엄청난 양의 검은 금속이 노브고로드와 프스코프에 왔으며, 이곳에서 전문 대장장이가 마을과 마을을 위한 강철 및 철 도구, 무기 및 가정 장비를 단조했습니다. 도시. 철의 일부는 강철로 변환하기 위해 스태커로 갔다.
조리가 끝난 후 고로에서 꺼낸 철크랙은 느슨한 스폰지 구조를 갖고 있었고 액체슬래그가 함침되어 있었다. 이 kritsa는 용접 열로 가열되는 동안 슬래그에서 제거하고 최종적으로 철을 모놀리식 조각으로 용접하기 위해 단조되었습니다. 고대 러시아 kritz의 무게는 2kg에서 6kg 사이였습니다. Novgorod에서 XIII 세기 후반의 층에서 발견되었습니다. 그리고 14세기 초. 철 막대의 무게는 2.76입니다. 2.65 및 2.92kg( B. A. 콜친 참조. 노브고로드 대왕의 철공 공예품. (제품, 기술). MIA, No. 65. M, 1959, p.12.). 야금술사들은 상품 kritsa를 둥글고 케이크 같은 모양으로 만들었습니다. 압축 및 용접된 병아리가 반제품 섹션으로 이동했습니다.

가사도우미의 특별한 도구는 다소 작고 단순한 장치였습니다. 집게 만 금속으로 만들어졌으며 손잡이가 길고 특징이 있습니다. 턱을 잡기위한 큰 둥근 입술. 비명을 지르는 진드기의 길이는 84cm에 이르렀고 큰 비명을 감싸는 둥근 입술에는 16.5cm의 입이 있었고 외침이 위조 된 망치는 완전히 나무로 만들거나 돌로 쳤습니다. 모루는 돌이나 나무 블록( B. A. 콜친 참조. 영국. op. MIA, 32번, 43페이지.).
고대 러시아에서는 철과 함께 탄소강이 널리 사용되었습니다. 절단 및 절단 도구, 무기 및 수많은 도구의 작동 요소는 강철(철과 탄소의 합금)로 만들어졌습니다. 철에 비해 강철은 물리적 및 기계적 특성이 향상되었습니다. 강철의 탄소 함량이 증가하면 경도와 강도가 증가하지만 특히 열처리에 의해 품질이 크게 향상됩니다. 담금질 및 담금질 및 템퍼링은 경도를 증가시키고 강의 다른 기계적 특성을 향상시킵니다.
고대 러시아 철강 제품의 대량 구조 분석에서 러시아 대장장이가 사용했던 두 가지 유형의 철강이 밝혀졌습니다. 첫 번째 유형은 균질한 구조와 탄소가 금속 덩어리 전체에 고르게 분포된 시멘트(조림) 강철입니다. 두 번째 유형은 페라이트(순수한 철) 필드와 탄소 농도가 다른 이종 구조의 용접 강입니다.
두 가지 유형의 강철 구조는 두 가지 생산 방법, 두 가지 다른 생산 기술입니다.
침탄 강철을 생산하는 첫 번째 방법은 고대 러시아에서 잘 알려져 있습니다. 예비 준비 후 기화기를 점토로 만든 내화 용기 (머플 냄비)에 부었습니다. 일반적으로 첨가제 (칼륨, 소금)가 포함 된 잘게 부순 숯; 그런 다음 철을 작은 막대, 스트립 또는 기타 반제품 형태로 용기에 넣고 동일한 기화기로 상단을 채웠습니다. 배를 닫고 이를 위해 특별히 제작된 단조나 용광로에 넣어 불을 꽤 오래 유지했다. 910°보다 약간 높은 온도에서 머플, 석탄 및 철이 가열되면 석탄의 탄소가 철로 확산되어 철-탄소 합금인 강철로 변합니다. 용접용 강재를 생산하는 두 번째 방법에서는 철 크리차를 재래식 단조에 넣고 목탄으로 덮고 가열했습니다. 900°보다 약간 높은 온도에서 탄소가 철로 확산되었습니다. 일정 시간이 지나면 주인은 대장간에서 크리차를 꺼내어 물이나 눈으로 식혔다. 급속 냉각된 크라운의 강철 표면은 경화와 취성을 받았습니다. 그 후, 부서지기 쉬운 강철 껍질을 망치나 다른 도구로 망치에서 분리했습니다. 크라운 전체가 강판으로 바뀔 때까지 유사한 작업을 수행한 다음 이 판을 막대에 놓고 일반적인 방식으로 용접했습니다( B. A. 콜친 참조. 영국. op. MIA, 32번, 51페이지.).
XIV-XV 세기의 철강 생산. 전문 장인이 취급합니다. 이 직업의 이름은 "길"이라는 용어에서 유래했습니다(당시 일부 강철 등급이 불림). 우리는 또한 스태커의 작업장을 알고 있습니다. Novgorod에서 XI, XII 및 XV 세기의 레이어. 파괴 된 레이어 생산 워크샵이 열렸으며, 생산 특성 (슬래그, 석탄, 금속 조각 등)의 일반적인 발견 외에도 내화 머플도 발견되었습니다. 당시의 일반적인 솥에 가까운 모양을 하고 있었습니다( B. A. 콜친 참조. 영국. op. MIA, 65호, 13페이지.).
14-15세기의 강철을 포함하여 오래된 러시아 강철은 대부분 저공석, 즉 탄소 함량이 0.9%를 초과하지 않았습니다. 가장 일반적인 것은 탄소 함량이 0.5-0.7%인 중간 탄소강이었습니다.
거대한 철 금속 덩어리는 주로 전문 도시 대장장이에 의해 제품으로 단조되었습니다. 러시아의 마을과 마을에 꽤 많았던 농촌 대장장이의 몫은 "모든 대장장이"(16-17 세기 용어) - 모든 종류의 철 농업 및 개조의 제조, 수리 및 변경을 설명했습니다. 가정용 도구.
대장간 장비와 도구에 대한 리뷰로 철공 공예품에 대한 설명을 시작하겠습니다.
단조의 주요 장비는 단조와 벨로우즈로 구성되었다. XV 중반의 소스! V. 언급: "그들은 대장간을 세우고 대장간을 만들었습니다"( N. K. 니콜스키. Kirillo-Belozersky 수도원과 17세기 2/4분기까지 그 구조. (1397-1625), 아니. 2. 상트페테르부르크, 1910, p. 97.). 뿔은 모서리 중 하나에 벽이 있는 어도비 또는 석조 높이에 위치한 화로였습니다. 화로의 벽 근처에는 석탄과 가열된 단조품을 위한 작은 홈이 있었습니다. 이 움푹 들어간 곳에서 벽을 통과하여 공기가 석탄으로 전달되는 점토 노즐이 나왔습니다. 노즐은 다소 빨리 타서 자주 교체되었습니다. XVI 세기의 출처에서. 그것은 말합니다 : "12 개의 콧물이 대장간에서 사서 3 개의 altyns 2 dengi가 주어졌습니다"( RIB, XXXVII권, 119페이지.).
대장장이의 도구는 모루, 망치, 망치, 집게, 끌, 미늘로 구성되었습니다. 또한 대장장이는 못을 박는 도구, 언더컷, 크림프, 라이닝, 다이, 줄, 바이스 및 원형 숫돌을 사용했습니다.
모루는 제품의 단조가 이루어지는 견고한 지지대입니다. 대장장이의 모루는 완전히 현대적인 모양이었습니다. 평평한 상단과 나가는 길쭉한 뿔이있는 거대한 길쭉한 막대입니다. 모루의 하부에는 쐐기 모양의 프로세스가 나무 블록에 박혀 있습니다. 모루의 무게는 15kg에 도달했습니다( B. A. 콜친 참조. 영국. op. MIA, 32번, 59페이지.). 자물쇠 제조공과 보석상들은 더 작은 크기와 무게의 모루를 작업했습니다.
해머 - 단조 중 타격 도구. 망치는 무게에 따라 최대 1kg의 망치-핸드브레이크와 1kg 이상의 망치-썰매 망치로 구분되었습니다.
대장장이가 달궈진 쇠를 손에 들고 사용하는 대장장이의 집게는 큰 것(대형 단조의 경우)과 작은 한손 집게로 나눌 수 있으며, 중소 품목은 입술이 잘 맞는다. 모양과 크기면에서. 큰 진드기의 평균 길이는 40~55cm이고 작은 진드기의 평균 크기는 약 20cm입니다.
망치와 모루뿐만 아니라 모든 집게는 일반 블루머리 철로 만들어졌습니다.
끌은 쐐기 모양의 절단 도구입니다. 끌로 작업할 때 망치로 일련의 타격이 가해집니다. 끌에는 금속의 열간 절단용 끌과 냉간 절단용 끌의 두 가지 유형이 있습니다. 끌의 도마는 강철로 만들어졌습니다.
미늘 - 단조품에 구멍을 뚫기위한 도구는 끝이 뾰족한 길쭉한 막대 형태로 강철로 만들어지고 열처리되었습니다.
대장장이의 전문 도구부터 네일 머신과 줄에 대해 설명합니다. 못 대장장이는 대장장이를 사용하여 못 머리와 리벳을 만들었습니다. 이들은 못 머리가 뒤집히고 리벳이 박힌 하나 이상의 원형 및 사각형 구멍이 있는 두꺼운 판자입니다. 14세기 말에 노브고로드에서 잘 보존된 못집이 발견되었습니다. 대장장이의 집에서. 길이 215mm, 너비 34mm, 두께 19mm의 두꺼운 판입니다. 크기가 다른 4개의 구멍이 있습니다.
금속 가공 장인을 위한 가장 복잡한 전문 도구는 줄이었습니다. 그것은 차가운 상태에서 금속을 채우는 역할을했으며 배관에 널리 사용되었습니다. 이것은 표면에 톱니가 있고 손잡이용 손잡이가 있는 다양한 섹션의 긴 막대 형태의 도구입니다. 파일 블레이드의 길이는 68~135mm입니다. 우리에게 알려진 모든 파일의 톱니 노치는 직선, 비스듬한 및 십자형 수동, 단일 행입니다. 현재 40개 이상의 고대 러시아 파일이 알려져 있습니다. 파일은 강철로 만들어졌으며 열처리 - 경화를 거쳤습니다. 예를 들어 노브고로드에서 14세기 후반 문화층에서 발견된 파일은 3개의 강철 스트립으로 만들어졌습니다. 외부 파일은 고탄소강(탄소 함량 약 0.8%)으로 만들어졌고 내부 파일은 저탄소강으로 만들어졌습니다. 금속의 구조적 상태는 troostite가 있는 마르텐사이트, 즉 파일이 경화된 후 짧은 휴가가 주어졌습니다. B. A. 콜친 참조. 영국. op. MIA, 65호, 18페이지.).
금속의 기계적 가공 유형 중 하나는 에머리석을 켜는 것입니다. 대부분의 고급 제품은 단조 후 표면을 석재로 가공하고, 일부 제품은 형태의 구조적 요소까지도 단순석 또는 형상석으로 가공하였다. 이것은 파일 처리를 제외하고 철 금속의 냉간 가공의 유일한 유형의 기술 작업이었습니다. 따라서 수동 또는 발 구동 장치가있는 연삭 휠은 대장장이 작업장에서 매우 중요한 장치가되었습니다. 고고학적 자료 중에는 거대한 원형 숫돌의 여러 발견이 알려져 있습니다. 예를 들어, Novgorod에서 14세기 층으로 발견된 돌 중 하나는 지름이 270mm이고 두께가 60mm였습니다. 축의 직사각형 구멍 크기는 50 × 60mm( 소련으로서의 IIMK. 실 혐실. NAE 컬렉션, 번호 57-7625.).
철 가공 공예품의 기술을 연구하는 유일한 출처는 고고학적 발견입니다. 다양한 철 및 강철 제품 형태의 공예품 자체입니다.
대상에 대한 외부의 형태학적 연구는 원칙적으로 그 형태를 확립할 수 있을 뿐 생산 기술을 드러내지는 않습니다. 철강 가공 기술을 연구하기 위해 가장 좋은 연구 방법은 포괄적 인 야금 분석으로 밝혀졌으며 도구 및 무기 생산 기술의 대부분의 문제를 해결할 수있었습니다.
X-XV 세기의 고대 러시아 대장장이 제품 중 730 개 이상의 항목. 미세구조 분석을 받았다. 이 항목 중 XIII, XIV 및 XV 세기 후반. 225개 샘플 포함( B. A. 콜친 참조. 영국. op. MIA, 65호, 9페이지.).
수많은 도구, 무기, 수공예 도구,기구 및 기타 금속 제품에 대한 포괄적 인 연구 결과 개별 기술적 특성을 요약하고 고대 러시아의 금속 가공에 대한 다양한 기술적 방법을 식별하는 것이 가능해졌습니다. 이전 세기와 마찬가지로 XIV 및 XV 세기의 주요 가공 유형은 압력에 의한 금속 가공(단조 및 스탬핑에 의한 고온 상태)이었습니다. 또한 금속 절단 작업(줄 정리, 숫돌 돌리기, 끌로 절단 등)이 있었습니다.
철 금속 가공을 위한 다양하고 복잡한 기술의 기초는 다음과 같습니다. 1 - 모든 종류의 자유 단조 기술; 2 - 철과 강철의 용접; 3 - 철과 강철의 합착; 4 - 강철 열처리; 5 - 연삭 휠 및 파일의 금속 절단; 6 - 철과 강철의 납땜; 7 - 비철 및 귀금속으로 철 및 강철 코팅 및 인레이; 8 - 철과 강철의 연마; 9 - 예술적 대장장이 단조.
우리는 기술적으로 가장 복잡하거나 예술적으로 흥미로운 용접, 열처리, 납땜 및 예술적 단조와 같은 기술 작업 중 일부만 설명합니다.
단조 용접, 즉 두 개의 금속, 특히 철과 강철의 용접을 통합적으로 연결하는 과정은 고대 러시아에서 널리 퍼진 기술이었습니다. 대부분의 도구와 무기의 주요 작동 부품인 절단 날 제조를 위한 고대 러시아 기술의 기초는 용접에 의한 두 가지 재료(철과 강철)의 조합이었습니다. 금속을 용접이 일어날 수 있는 플라스틱 상태로 만들기 위해서는 알려진 바와 같이 고온으로 가열해야 합니다. 탄소 함량이 다른 철과 강철의 경우 가열 온도가 다릅니다. 순철의 경우 이 온도는 약 1425-1475°로 변동합니다. 강철의 경우 탄소 함량에 따라 온도가 감소합니다. 가열이 충분하지 않거나 금속이 심하게 과열되면 용접이 일어나지 않으므로 금속을 가열하는 것이 용접에서 가장 중요한 작업입니다. 사소한 누락, 가열 중 감독은 품질에 영향을 미칩니다.
용접의 미세 구조에서 알 수 있듯이 고대 러시아 제품의 대부분의 질량은 매우 깨끗하고 미세한 구조를 가지고 있으며 결과적으로 강한 연결을 가지고 있습니다. 철과 고탄소강을 용접할 때 이음새는 내구성이 있고 깨끗합니다. 대부분의 솔기에는 슬래그 내포물이 거의 없습니다. 이것은 고대 러시아 대장장이가 금속의 가열 정도를 매우 정확하게 결정할 수 있음을 시사합니다. 고대 러시아의 조건에서 이것은 열의 색상에 의해서만 가능했으며 철과 각 등급의 강철에 대해이 색상이 다릅니다. . 필요한 열의 색을 결정하기 위해서는 용접할 금속(철 또는 강철 및 어떤 종류의 강철)의 특성과 구성을 잘 알아야 했습니다.
고대 러시아의 용접 기술에서 대장장이가 매우 적은 양의 금속으로 작업하는 능력은 놀랍습니다. 예를 들어, 키 스프링에서 철과 강철의 용접은 매우 어려웠습니다. 0.8 ~ 2mm 두께의 스프링은 철과 강철의 두 스트립에서 용접되었으므로 각 절반의 두께는 0.4 ~ 1mm입니다. 대장장이가 더 두꺼운 부분의 스프링 블랭크를 용접한 다음 빼낸다고 가정하면 모든 철 및 강철 블랭크의 두께는 2-5mm를 초과할 수 없습니다. 용접 열에 2-5mm 두께의 철과 강철 스트립을 동시에 가열하고 금속을 태우지 않는 것 (그리고 빠르게 스파크, 즉 화상을 일으키기 시작함)은 큰 기술적 어려움입니다. 고대 러시아 대장장이의 용접 기술은 높은 수준이었습니다. 철과 강철을 용접하는 잘 숙달되고 정교하게 개발된 기술은 고대 러시아 장인들이 고품질 도구, 무기 및 도구를 생산하는 것을 가능하게 했습니다.
강철의 많은 특성과 이러한 특성에 대한 다양한 가열 및 냉각 모드의 영향을 경험적으로 이해한 장인들은 강철 열처리를 위해 실용적이고 정교하게 개발된 기술을 만들었습니다. 강철 또는 강철 칼날로 만들어진 600개 이상의 오래된 러시아 품목 중 90% 이상이 열처리를 유지했습니다. 이 제품에서 마르텐사이트, 마르텐사이트 및 트로스트타이트, 트로스트타이트 및 소르바이트의 구조가 발견되었습니다( B. A. 콜친 참조. 영국. op. MIA, 32번, 171페이지.).
열처리된 철강 제품의 압도적인 덩어리의 미세 구조는 800-950° 범위에서 가열되었음을 보여줍니다. 일부 시편에서만 굵은 침상 마르텐사이트가 관찰되어 담금질 온도가 표시된 것보다 높음을 나타냅니다. 불충분하게 높은 온도에서 경화가 수행될 때 얻어지는 불완전 경화의 단일 구조도 있다.
마르텐사이트의 구조는 상온에서 물이 될 수 있는 고속 냉각제의 사용을 나타냅니다. troostite와 sorbitol의 구조는 물보다 느린 냉각을 제공하는 담금질 매체의 사용을 나타냅니다. 이러한 매체는 가열된 물과 다양한 식물성 및 동물성 오일 혼합물이 될 수 있습니다. 대장장이는 또한 물체를 냉각시키는 다양한 방법을 사용했습니다. 많은 제품이 전체적으로 경화되었습니다. 즉, 물이나 액체에 완전히 잠겼습니다. 다른 제품은 부분적으로 경화되었습니다 - 작동 부분만.
troostite와 Tempering sorbite의 구조는 2단계 열처리를 나타냅니다. 예를 들어, Tempered troostite의 구조는 제품이 먼저 경화됨, 즉 800-950°로 가열되고 수중에서 냉각된 다음 추가로 500-600°로 가열됨을 보여줍니다. 이러한 처리는 제품의 금속에 추가 점도를 부여했습니다. 경화-템퍼링 모드에서는 가열 온도의 제어가 중요합니다. 800-950°에서 담금질에서와 같이 열은 열의 색에 의해 포착됩니다.
2차의 낮은 가열 온도의 경우 색조 색상이 제어 역할을 했습니다.
고대 러시아 대장장이의 높은 기술 문화를 말하는 열처리 기술의 매우 중요한 요소는 제품의 목적에 따라 경화 및 템퍼링 모드의 선택에 대한 차별화 된 접근 방식입니다. 축과 같이 충격하중을 받는 제품은 고템퍼링을 사용하였다. 낫, 낫 및 가위는 중간 템퍼링을 거쳤습니다. 대다수의 칼은 마르텐사이트 템퍼링을 위해 경화되었습니다. 파일은 후속 템퍼링 없이 마르텐사이트 또는 마르텐사이트 및 트로스트타이트에 대해서만 경화되었습니다. 이에 따라 템퍼링(Tempering)이 제품별로 차별화되고 연화경화(Soft Hardening)가 이루어졌다. 위의 모든 모드는 제품의 작동 조건을 완전히 만족시켰습니다.
고대 러시아에서는 인두와 강철을 납땜하는 기술이 고도의 기술 수준이었습니다. 납땜은 두 개 이상의 금속 물체 사이에 결합되는 금속보다 더 잘 녹는 금속 또는 땜납 합금)을 도입하여 결합하는 과정입니다. 부품 접합의 주요 방법으로 납땜은 주로 자물쇠 제조공에 의해 사용되었습니다.
자물쇠와 열쇠의 납땜 이음매(스펙트럼 분석) 연구에서 자물쇠 제작자가 인두와 강철을 납땜하기 위해 구리 기반의 단단한 땜납을 사용하는 것으로 나타났습니다. 어떤 경우에는 주석과 납의 흔적만 있는 순수한 구리였고, 다른 경우에는 주석과 납과 구리의 합금이었습니다.
자물쇠 이음새에 대한 구조적 연구에 따르면 자물쇠 제작자는 납땜 장소를 특수 용광로에서 땜납이 녹는 온도로 가열했습니다. 이를 통해 제품에 납땜 솔기를 동시에 납땜할 수 있었습니다. 고대 러시아 기술의 주요 기술적 업적인 혼 납땜을 통해 자물쇠 제조공은 철과 강철로 만든 부품의 견고하고 내구성 있는 접합부를 얻을 수 있었습니다.
단조 납땜의 경우 여러 솔기가 있는 부품. XIII-XIV 세기의 일부 성에서. 최대 50개가 있고 납땜 지점에서 청소되고 솔기를 따라 땜납 분말로 코팅되거나 그 사이에 땜납의 얇은 판을 놓았습니다. 솔더와 함께 가열 중에 발생하는 산화물을 제거하기 위해 솔기에도 플럭스를 배치했습니다. 납땜된 부품을 임시로 함께 고정하고(점토 매트릭스에 삽입하거나 철 클립으로 고정) 용광로에 넣었습니다. 난로의 적절한 온도에서 땜납이 녹고 가열된 철 또는 강철로 확산되었습니다. 부품이 냉각된 후 일체형 솔기가 얻어졌습니다( B. A. 콜친 참조. 영국. op. MIA, 32번, 180페이지.).
자물쇠 제조공과 보석상, 때로는 납땜 인두 또는 납땜 파이프로 납땜됩니다.
예술적 단조 작업은 다른 기술 작업과 달리 복잡했습니다. 마스터는 대장장이 단조, 용접, 끌과 파일로 금속 절단, 비철 금속으로 상감 세공을 사용했습니다. 또한 그는 창의적인 독창성과 예술적 취향을 가져야했습니다. 이 작업은 본질적으로 주로 장식용이었습니다. 그것은 가정 용품이나 무기 및 말 마구의 제조에 가장 자주 사용되었습니다. 안락의자, 스베트, 온갖 자물쇠, 열쇠와 가면, 온갖 가구 부속품, 벨트 버클, 각종 핀은 예술적인 장식을 가지고 있었다.
예술적 단조는 비트, 등자, 박차, 다양한 플라크 등을 장식하는 데 널리 사용되었습니다.
다수의 철금속 제품에 대한 구조 분석을 통해 고품질 제품(공구 및 대부분의 공구 및 무기 포함)의 설계 및 제조 기술이 강철 가공 부품과 철 베이스를 결합하는 원리에 기반한 것으로 나타났습니다. . 이러한 제품의 대다수는 절단 또는 절단 도구 및 무기입니다. 그들의 칼날은 항상 강철이었습니다.
강철 블레이드의 제조에는 4가지 기술적 방법이 사용되었습니다. 첫 번째 기술은 철과 강철로 만든 다층 블레이드를 제조하는 것입니다. 강철 스트립은 항상 최첨단 기술을 사용했습니다. 유사한 블레이드가 2, 3 및 5개의 스트립에서 용접되었습니다. 두 번째 기술은 용접 블레이드의 제조입니다. 세 번째는 시멘트 블레이드의 제조, 즉 완제품에 블레이드를 침탄시키는 것입니다. 네 번째 기술은 전체 강철 블레이드의 제조입니다.
가장 일반적인 기술 기술은 용접 블레이드의 제조였습니다.
우리는 대장장이의 개별 지점을 위한 제철 공예품의 제품에 대한 개요를 만들고 특정 유형의 제품 생산을 위한 기술도 고려할 것입니다.
전문 대장장이 절단기의 주요 제품은 칼과 가위였습니다. 고대 러시아에서 가장 다재다능한 노동 도구는 매우 광범위했습니다. 칼은 일상 생활과 가정, 공예 및 무역에서 사용되었습니다. 전사와 치료사를 위해 특별한 칼이 만들어졌습니다. XIV-XV 세기. 부엌, 테이블, 협동, 뼈 절단, 제화공, 외과 용 칼 "제화공"및 접는 "펜"유형, 면도기 등 다양한 유형의 칼이 만들어졌습니다. 각 유형에는 특정 디자인 기능이 있습니다. 그들 모두는 강철 블레이드로 만들어졌으며 경화 후 매우 높은 경도와 결과적으로 날카로움을 얻었습니다.
러시아 공예 및 경제의 일반적인 발전과 관련하여 칼을 만드는 기술은 여러 번 변경되었습니다. 10세기와 11세기에 가장 어려웠습니다. 이때 칼날은 다층으로 만들어졌다. 칼의 중앙에는 강철 띠가 있었고 측면에는 쇠 띠가 있었습니다. XII 세기 초. 러시아 경제의 발전과 Oroto 공예 제품의 판매 확대와 함께 칼은 제품의 대량 생산을 보장하고 칼 디자인을 "합리화"하고 기술을 단순화합니다. 칼은 용접된 강철 칼날로 만들기 시작합니다. 나이프의 품질이 저하되고 있지만 페이스 용접은 여전히 작업의 신뢰성을 보장합니다.
XIV 세기 전반부에. 도시 공예의 새로운 부상과 시장 관계의 강화와 관련하여 칼 생산 기술이 다시 단순화되었습니다. 이제 칼날을 용접하는 방식은 더 이상 끝단 용접 방식이 아니라 사선 솔기 방식으로 제작되어 강재량과 노동력이 절감됩니다. 동시에 칼의 질이 다시 나빠졌다. 이 기술로 칼은 15세기, 16세기 이후에 만들어졌고,
칼과 관련하여 면도기를 언급해야합니다. 고대 노브고로드에서는 13세기에 널리 퍼졌습니다. XIII 세기 후반의 면도기 디자인에 따르면. 현대 직선 면도기에 가깝습니다. 차이점은 블레이드 모양에만 있습니다. 현대 면도기는 날이 직선인 반면 13세기 면도기는 날이 직선입니다. 구부러져 있습니다. 면도날의 손잡이는 지금과 같이 나무나 뼈로 만들어졌습니다. 길이가 약 100mm인 면도날의 얇은 절단 부분에는 용접된 강철 날이 있었습니다. 그것은 단호했다.
일상 생활, 가정 및 공예품에서 칼처럼 널리 퍼진 가위는 스프링(현대 "양" 유형)과 관절형("카네이션 중간에 있는 두 개의 링, 두 개의 끝")의 두 가지 유형으로 만들어졌습니다. 스프링 가위는 일상 생활과 공예에서 가장 일반적이었습니다. 가위 날은 항상 열처리된 강철 용접 지점으로 만들어졌습니다. 두 유형의 가위 손잡이는 모든 종류의 장식용 세부 사항으로 매우 자주 장식되었습니다.
바늘 케이스의 생산 기술을 특성화하기 위해서는 현대 손바느질 바늘과 디자인이 완전히 유사한 재봉 바늘 제조 기술을 인용하면 충분합니다. 오래된 러시아 바늘은 현재와 같이 길이가 40-70mm이고 직경이 0.7-1.1mm였습니다. 이 재봉 바늘의 중요한 디자인 특징은 구멍 외에도 실을 위한 홈이 눈에 있다는 것입니다. 이러한 홈은 항상 XIV-XV 세기의 바늘에 만들어졌습니다. 직경 1mm 이하의 바늘에 눈 양쪽의 홈과 실을 위한 구멍을 만들었다. 모든 바늘은 강철로 만들어지고 경화되었습니다. 따라서 바늘을 만드는 기술은 매우 복잡하고 시간이 많이 소요됩니다. 특별한 마이크로 커터, 수염 및 기타 도구가 있어야 하는 전문 대장장이만이 그러한 기술을 마스터할 수 있습니다.
다양한 종류의 못, 리벳, 스테이플 및 다양한 패스너를 만든 네일 메이커의 제품 중 못만 고려합니다. XIV-XV 세기에는 실제로 이전 시대와 마찬가지로 여러 유형과 크기의 손톱이 알려져 있습니다. 고고학 컬렉션에는 건설 목발, 다듬은 못, 벽지, 신발 및 말굽 못이 포함됩니다. 모든 유형의 못은 항상 일반 블루머리 아이언으로 만들어졌습니다. 일부 유형의 손톱은 건설적인 완벽함으로 구별됩니다. 예를 들어, XI-XIII 세기와 XIV-XV 세기의 신발 및 말굽 손톱. 그들은 현대 신발과 말굽 못으로 디자인과 크기가 동일합니다. 막대와 머리의 디자인뿐만 아니라 XIV 세기의 현대 손톱과 손톱의 치수. 가장 작은 세부 사항에 일치합니다. 따라서 현대적이고 오래된 러시아 신발 손톱의 길이는 16mm이고 헤드 샤프트의 정사각형 단면은 2.5 × 2.5mm입니다. 가죽신발용 못과 말굽에 말굽을 고정하기 위한 못은 이미 고대 러시아에서 가장 합리적인 형태를 받아 오늘날까지 존재하고 있다. 전문 못을 박는 사람의 작업에는 보편적인 도구 외에도 특수한 모양의 못을 박는 사람(손톱의 종류와 크기에 따라 특정 모양의 못을 박는 사람이 필요함)과 언더컷이 필요했습니다. 1262 년 Novgorodians에 의해 Yuryev시 점령에 대한 연대기 이야기에서 살해 된 Novgorodians 중 목수 Yakov가 언급되었습니다. "Jacob theyong carpenter 살해"(Nikon Chronicle) ( PSRL, 10권, 143페이지.).

Locksmith 제품은 생산 기술 측면뿐만 아니라 디자인 측면에서도 흥미롭습니다. 고대 러시아의 자물쇠와 열쇠는 도시와 마을 거주자의 삶에 널리 포함 된 대량 수공예품이었습니다. 그들은 다소 복잡한 위치 메커니즘을 나타냅니다. 디자인의 주요 요소는 잠금 작동 요소(걸쇠 및 볼트)의 다른 위치를 고정하는 분기 스프링 시스템이었습니다. 유사한 디자인 계획을 가진 성은 7세기 이상 동안 러시아에 존재했습니다. 그들은 9 세기에 나타났습니다. 그리고 17세기에 다른 디자인 계획을 가진 성으로 대체되었습니다. XIII, XIV 및 부분적으로 XV 세기에. 스프링 잠금 장치에는 가장 많은 수의 디자인 유형과 옵션이 있습니다.
잠금장치는 목적에 따라 고정형(인테리어형, 오버헤드형)과 탈착형(걸이형)으로 나눌 수 있습니다. XIII-XV 세기의 탈착식 잠금 장치 중. 8개 이상의 디자인 옵션이 생산되었습니다. 디자인의 개발은 잠금 스프링 메커니즘의 복잡성, 결과적으로 키 및 잠금 본체의 신뢰성 강화 라인을 따라 진행되었습니다.
자물쇠의 주요 건설 버전에는 복잡한 장치가 있었습니다. 자물쇠는 몸체와 스프링 메커니즘이 있는 걸쇠로 구성되어 있습니다. 본체는 견고하게 연결된 두 개의 실린더로 구성되었습니다. 큰 실린더에는 두 개의 바닥이 있습니다. 상단에는 걸쇠의 스프링에 해당하는 컷 아웃이 있고 하단에는 키를 입력하기위한 구멍이 있습니다. 두꺼운 한쪽 끝의 걸쇠에는 끝이 위쪽으로 분기되는 스프링이 부착 된 특수 막대 (하나 이상)가 있습니다. 활의 다른 쪽 끝은 매끄럽고 약간 뾰족했습니다. 자물쇠를 잠그기 위해 걸쇠가 몸체 실린더에 삽입되었습니다. 활의 부드러운 한쪽 끝은 작은 실린더에 자유롭게 들어가고 다른 쪽 끝은 스프링으로 큰 실린더의 상단 바닥에 들어갑니다. 걸쇠 스프링이 잠금 장치에 들어갔을 때 압축되었습니다 (상단 하단의 구멍 벽에 의해 압축되었습니다). 걸쇠가 케이스에 완전히 삽입된 후 스프링이 풀리고 끝이 위쪽 바닥에 닿아 잠금 장치가 잠겼습니다. 자물쇠를 열려면 특수 키로 스프링을 다시 압축하고 걸쇠를 제거해야했습니다.
고정 잠금 장치의 디자인은 동일한 발산 스프링 방식을 사용했습니다. 두 가지 유형의 고정 자물쇠가 알려져 있습니다. 하나는 문을 잠그기 위한 큰 것이고 다른 하나는 상자용으로 훨씬 더 작습니다.
도어록은 금속과 나무의 조합으로 만들어졌습니다. 거대한 잠금 볼트는 나무로 만들어졌으며 메커니즘은 철로 만들어졌습니다. 문을 잠그는 나무 볼트에는 강철 스프링이 있었습니다. 데드볼트가 손의 움직임에 의해 닫힌 위치로 이동되었습니다. 이때 볼트의 스프링이 압축되었습니다. 데드볼트가 극한 위치에 도달하면 스프링이 곧게 펴지고 메커니즘의 스톱바 위로 점프하여 잠금 장치가 잠겼습니다. 잠금을 해제하려면 특수 키로 스프링을 압축하고 손으로 볼트를 뒤로 당겨야 했습니다.
상자를 위한 작은 패치 잠금 장치는 정확히 같은 디자인이었지만 완전히 철로 만들어졌습니다.
더 복잡한 것은 자물쇠 제조 기술이었습니다. 이러한 잠금 장치의 일부 유형에는 40개 이상의 개별 부품이 있습니다. 잠금 장치는 큰 "곡창"에서 직경 10mm, 높이 30mm의 작은 크기에 이르기까지 다양한 크기로 만들어졌기 때문입니다. 자물쇠의 별도 부품은 구리 땜납으로 납땜되었습니다. 납땜은 특수 단조에서 수행되었습니다. 종종 자물쇠의 몸체와 걸쇠의 버팀대는 구리 도금 또는 주석 도금, 즉 주석 합금으로 덮여있었습니다. 스프링을 제외한 자물쇠의 모든 부분은 스트립 또는 막대 철로 만들어졌습니다. 매우 얇은 잠금 스프링(두께 0.8~2mm)은 강철과 철로 용접되었습니다. 자물쇠 제조공은 이 자물쇠 디자인의 전체 강철 스프링이 쉽게 부러질 수 있다는 것을 잘 알고 있었기 때문에 스프링에서 탄성 강철과 점성 철을 결합하고 작동 시 안정적인 부품을 받았습니다.
대장장이의 가장 오래된 직업 중 하나는 갑옷을 만드는 직업이었습니다. 그들은 모든 종류의 갑옷, 투구, 가면 등 광범위한 방어용 갑옷의 제조를 담당했습니다. Bronnikov 정착지는 고대부터 노브고로드와 모스크바 근처에 존재했습니다. 노브고로드(Novgorod) 근처 메타(Meta)의 브로니츠(Bronnitsy) 마을은 1269년에 처음 언급되었습니다( NPL, 88페이지.).
연구 시대에는 다양한 크기의 원형과 납작한 고리로 만든 사슬 갑옷 외에도 판금 갑옷이 널리 사용되었습니다. 노브고로드 발굴 이후 알려지게 되었습니다. 갑옷은 가슴을 구성하는 판과 세트를 구성하는 판의 모양과 고정 방법에 따라 여러 유형으로 나눌 수 있습니다. 비늘 갑옷이 널리 퍼졌습니다. 피부에 수 놓은 작은 판입니다. 두 가지 유형의 갑옷이 직사각형 또는 정사각형 판(7 × 6 및 6 × 6cm)과 길쭉한 사다리꼴 모양의 판(길이 7cm, 너비 1cm)으로 알려져 있습니다.
갑옷, 특히 판금 갑옷을 만드는 기술은 매우 복잡하고 장인의 고도의 예술과 전문적인 경험이 필요했습니다. 비늘 모양의 갑옷 판은 강철로 만들어졌습니다 (두께는 0.5 ~ 1.0mm). 14-15세기의 층에서 발견된 노브고로드(Novgorod)의 블레이드 6개에 대한 미세 구조 분석 결과 모든 얇은 부분에서 펄라이트(강철) 구조가 나타났습니다. 갑옷용 평판 외에도 깃, 어깨, 팔걸이 등에는 복잡한 윤곽을 가진 수십 개의 형상 판이 필요했습니다. 갑옷의 크기에 따라 크기가 매번 바뀌었고 갑옷은 항상 안정적이고 강력하게 만들어야 했습니다. , 매우 얇은 판에서 편안하고 가볍습니다.
체인 메일을 만드는 기술은 상당히 복잡하고 힘들었어요. 그들은 직경 13-22mm의 작은 평평한 철 고리로 만들어졌습니다. 때로는 반지의 표면이 장식되었습니다. 반지의 크기에 따라 평균 높이의 체인 메일은 10-17,000 개의 반지로 구성되었습니다. 연결 링은 총 수의 정확히 1/2이었고 직경 0.75-1.0mm의 리벳으로 리벳으로 고정되었습니다.
대포 사업에 대한 설명으로 대장간 기술에 대한 고찰을 마치겠습니다.
14세기 후반에 러시아에 등장한 최초의 대포는 철로 만들어졌습니다. 대포는 거의 100년 동안 철로 만들어졌습니다. 70년대에만. 15세기 청동에서 총을 주조하는 새로운 기술이 나타납니다. 오직 손으로 삐걱거리는 소리만이 계속해서 쇠로 만들어졌다.
15세기 철제 대포 생산 기술. 1852년 Brandeiburg 컬렉션에서 자세히 연구했습니다(Ustyuzhna에서 철로 단조된 물고기 자리 30개). 거시구조 연구에 더하여, 두 끽끽거리는 소리는 미세구조 분석을 받았습니다( N. E. 브란덴부르크 참조. 상트페테르부르크 포병 박물관의 역사 카탈로그, 1부(XV-XVII 세기). 상트페테르부르크, 1877, p.130; I. A. 수정. 국내 기술 발전의 역사에 대한 몇 가지 질문. "냉장 산업의 레닌그라드 기술 연구소 일반 기술 부서의 작품 모음", VIII. L., 1965, 80페이지.). 중앙 및 총구의 배럴의 횡단면 및 종단면에 미세 절편이 만들어졌습니다.
15세기에 철이 삐걱거린다. 24 ~ 110mm 및 각각 60 ~ 170kg의 다른 구경을 생산했습니다.
끽끽 소리의 배럴은 파이프와 같은 별도의 섹션에서 용접되었습니다. 예를 들어, 50mm 구경과 1590mm 길이의 피쉬샬이 7개 섹션에서 용접되었습니다. 각 섹션은 개별적으로 다층으로 만들어졌습니다. 두 트위터의 미세 단면은 두 개의 용접을 보여주었습니다. 즉, 단면 파이프가 세 개의 스트립에서 용접되었습니다.
삐걱 거리는 소리는 다음 순서로 위조되었습니다. 7-10mm 두께의 스트립이 철 종에서 단조되었으며 중간 구경의 삐걱 거리는 소리의 경우 3-4kg의 종에서 하나의 스트립이 단조되었습니다. 필요한 수의 스트립을 준비한 대장장이는 개별 섹션을 제조하기 시작했습니다. 그런 다음 특수 철 맨드릴의 첫 번째 스트립에서 겹침 용접이 있는 파이프를 만들었습니다. 두 번째 스트립이 이 파이프에 용접되었으며, 이 파이프의 가장자리도 겹쳤습니다. 두 번째 스트립의 길이 방향 용접 이음새는 첫 번째 파이프의 이음새의 반대쪽에 위치했습니다. 즉, 두 번째 스트립은 첫 번째 파이프의 이음새와 겹쳤습니다. 다른 스트립이 두 번째 파이프에 용접되었습니다. 끝 부분도 겹침 용접되었습니다. 파이프의 길이는 철 스트립의 크기와 용접 기술 능력에 따라 만들어졌습니다. 그것은 200에서 230 mm 범위였습니다. 파이프의 끝은 "콧수염"으로 단조되었습니다. 즉, 한쪽에는 내부 절단이 있고 다른 한쪽에는 외부 절단이 있는 원추형 섹션으로 만들어졌습니다. 적절한 수의 파이프(우리의 경우 7개)를 만든 후 용접을 시작했습니다. 비스듬한 솔기를 사용한 용접도 맨드릴에 겹침으로 수행되었습니다. 직선형 배럴을 용접한 후 마침내 흙손과 크림프로 외부를 마무리하고 내부에서 구경을 연마했습니다. 30-40mm 두께의 원추형 와셔를 나타내는 바닥이 브리치에서 배럴의 끝에 용접되었습니다. 점화 구멍의 경우 먼저 작은 둥지를 끌로 벽 두께의 절반 깊이까지 자른 다음 직경 4-6mm의 구멍을 펀치로 펀칭했습니다. 그 후, 전면 시야가 배럴에 배치되고 조준 막대가 부착되었습니다. 삐걱 거리는 철 배럴이 준비되었으며 나무 스톡에 부착하기 위해 남아있었습니다.
철로 단조된 트위터의 용접 이음새의 미세 구조는 이음새가 매우 얇고 깨끗한 것으로 나타났습니다. 이것은 대장장이의 높은 기술을 말합니다. 이러한 넓은 철 표면을 용접하려면 용접 온도 체계를 숙달하고 플럭스를 능숙하게 사용해야 했습니다. 러시아 대장장이는 철과 강철의 단조 용접 기술에 대한 광범위한 경험과 전통을 가지고 있습니다.










집에서 오븐에서 햄을 요리하는 법
임신 중 하복부의 통증,해야 할 일의 이유 임신하면 하복부가 아플 수 있습니까?
근육 증가를 위한 단백질
고객 리뷰에 따르면 남성을 위한 최고의 비타민
완전 채식으로 체중을 줄이는 방법?