The production of paving slabs at home does not bring any special advantages to the developer. Without a vibrating table, the quality of curly paving elements (FEM) is sharply reduced. You will have to buy or make a lot of tile molds with your own hands or dry and accumulate the finished product yourself for several months to paving one path or parking lot. It is difficult to comply with the composition of concrete, and you will also need a place to store paving stones. But if you are not afraid of difficulties, then welcome.
Technology for the production of curly paving elements
Independent production of paving stones resembles a miniature erection of a foundation slab into a formwork. Filling can be done in forms created by oneself or purchased in a store.
The easiest way to make the form yourself is from a bar:

Similarly, a Rhombus, Square, Hexagon is created. Factory forms simplify the technology, they are made of several materials:

After calculating how much lining is needed for the track, you can buy the right amount of propylene or rubber molds. You can make your own molds from silicone, polyurethane or two-component polymer resin, having at least one factory paving slabs for sample (master model):
- the composition is mixed in the right amount;
- the master model is placed in a bounding container (for example, knocked down from 4 boards with a bottom);
- a silicone solution (polyurethane or resin) is poured into a container.
Look more clearly in the video:
You just need to change the brick to factory-made paving slabs.
After drying, the form is suitable for pouring several hundred tiles.
Making a vibrating table is much more difficult:
- an eccentric is attached to the motor shaft;
- the drive is fixed on a table with a metal cover;
- mains operated, installed on a solid base, preferably outdoors.
Under normal conditions, concrete dries from 3 days, and molds are needed for in-line production of FEM elements. Therefore, an analogue of concrete steaming technology is used - immersion for several minutes in hot water (within 80 degrees).
Important! It is impossible to dry the tiles in this way, but the speed and quality of hydration (the formation of cement stone) can be dramatically increased.
Mixing concrete
Having decided according to the layout scheme how many whole elements and halves to make, you can calculate the approximate amount of raw materials, taking into account the following factors:

With small volumes, batches can be made with your own hands with a drill with a mixer equipment. If you need a lot of tiles, a concrete mixer and several vibrating tables are used.
Important! Granite or marble screenings, crushed stone in the sand will significantly increase the strength and frost resistance of the tile. If it is planned to produce paving elements with an ornament on the front, it is better to use seeded sand without coarse filler fractions.
Instead of a plasticizer, concentrated detergents (for example, Fairy) are often used in a proportion of 1 tablespoon per bucket of solution. But it is better to use industrial plasticizers, such as C3, sold both in dry and liquid form.
Laying in forms
With known proportions of the components of the mixture, the technology for manufacturing curly FEM paving elements with your own hands is not difficult:

This time is sufficient to remove air from the concrete, uniform distribution of the large fraction of the filler throughout the volume. The vibrating table is turned off after the appearance of cement milk at the surface, the disappearance of crushed stone inside and the cessation of the release of bubbles.
For each tile, you need to dry it, and then use the mold to make the rest of the paving stones. Therefore, an accelerated formwork stripping technology is used - after the concrete has set, the FEM in the mold is immersed in 80 degree water for 5 - 7 minutes to accelerate the curing of the composition.

AT hot water it is easier to get the tile out of the mold.
The technique replaces steaming, allows you to reduce the hardening time to 1 - 2 days, after which, the paving stones are powerfully laid. On the very first day of FEM production, you can estimate how much paving stones can be made per unit of time.
Advice! To reduce the complexity of the technology, the molds are rinsed with saline - brine. The proportions for its preparation are 30g / 1l (salt, water, respectively).
Colored paving slabs
To reduce the budget for finishing, only a certain part of the tile can be colored. Therefore, before preparing concrete with your own hands, you should calculate how many "halves" and solid paving elements you need to do with your own hands. The pigment is added to the cement-sand mixture during mixing, the main nuances of the technology are:

In addition to increasing the cost of the product, the manufacturing technology does not add any difficulties. The paving slab dries in the same way, the strength and moisture resistance do not change. Experts recommend making rigid concrete with the lowest possible W / C ratio of 0.4 - 0.6 units.
Important! When creating high-quality colored paving slabs, only white cement is used. Conventional gray Portland compounds are not intended for tinting, react with pigment, and can give a "dirty" color.
The economic effect is achieved due to a special technique for the manufacture of two-layer paving stones:
- separately from gray, but at the same time you need to make colored concrete;
- forms are filled with a tinted mixture 1.5 - 2 cm in height;
- kept on the included vibrating table for 20 seconds;
- then the gray concrete of the base layer is poured on top;
- the tile is vibrocompacted for another 20 seconds;
- wrapped together with the form in polyethylene;
- removed for drying for 2 days.

Double layer vibrocasting.
During the specified time, two layers of concrete do not have time to mix completely, but they penetrate each other, becoming a single layer. The front surface receives high-quality coloring, the pigment is saved. You can calculate how much gray and colored concrete is needed empirically.
Luminous paving slabs
Luminous paving slabs are used to improve the quality of sidewalk exteriors. There are elements of paving LED network and rechargeable, luminescent. In all these cases, it is possible to manufacture glowing FEMs with your own hands:
- luminescent paving stones are obtained after staining special composition;
- LED lamps with controller board are placed inside a transparent box right size or glass block.

Glowing pavement.
Luminous paving stones with LEDs can be made on solar panels or from a 220 V network with a power supply. The specific figure, how much to make luminous paving slabs for the path, depends on the owner of the project.
borders
The necessary spatial rigidity of the “trough”, in which the paving elements are laid, is provided by the curbs installed on the mortar. Making them on your own will help reduce the budget for landscaping. Forms can be bought or designed independently from materials:
- polymer resin - the factory border, which is a matrix, is completely recessed into the diluted mixture;
- lumber - edged or tongue-and-groove board with side jumpers;
- rolled metal - a channel of a suitable section with muffled ends.

Factory molds for the border.
After lubricating the internal surfaces of the form with a soapy solution, used oil, you can fill it with a concrete mix and make borders according to the technology:
- concrete compaction - baying with a reinforcing bar or laying the form on a vibrating table;
- drying - after demoulding, the finished products are stored with an air gap.
Depending on the air temperature (+5 - + 30 degrees), curbs can be mounted at the place of operation for 4 - 28 days, respectively.
Stormwater trays are built using a similar technology with minor additions:
- the shape is a little deeper;
- a piece of pipe is longitudinally fixed at its bottom, due to which a recess is created.

Without these additional elements, it is impossible to provide a drain in a given direction, the water will destroy the soil adjacent to the sidewalks.
Large-format paving slabs poured in place
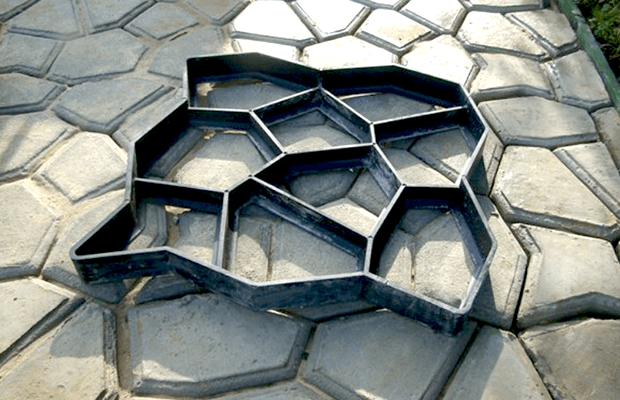
The technology of curly paving elements poured in place is placed in a separate category. The form for this paving slab is very large, it is inconvenient to transport finished products. Therefore, they are cast at the place of operation close to each other. The seams are provided by the mold material.
The industry produces molds made of propylene 44 x 44 cm with a slightly modified configuration and name (Mosaic, Garden Road). The declared reversibility of 1000 cycles is almost always observed.

An analogue can be made on its own from a steel corner and a strip according to a propylene sample. In any case, the technology differs from classical paving:
- the form is set in place;
- filled with concrete
- partially bayoneted with fittings or trowel;
- after the start of hardening, the form is removed, mounted close to the previous paving slab.

Such a coating has high adhesion to the underlying layer, but has a large format. In the middle part, the recesses are not through, but only imitate seams. Therefore, they may accumulate moisture and partial destruction of the material when water freezes in winter.
Thus, curly paving elements can be made independently, knowing the composition and how many tiles different color everything will be required.
Advice! If you need repairmen, there is a very convenient service for their selection. Just send in the form below detailed description work that needs to be done and offers with prices from construction teams and firms will come to your mail. You can see reviews of each of them and photos with examples of work. It's FREE and there's no obligation.
The production technology of paving slabs is quite simple. You can perform it at home. For the manufacture of paving slabs, you will need fairly affordable equipment. Judge for yourself, the most expensive thing you will have to buy is a concrete mixer. The vibrating table can be made by hand. Tile molds will have to be bought, but they are not as expensive today as they used to be. A good shape made of quality material can be bought at a price of $ 1 apiece. The price of the form is determined by the quality of the material, the size and design style of the form itself. To complete the line, you need to purchase a picking shovel, a good metal bucket of 10 liters, flights that will be filled with finished tiles, rubber gloves for safe work. When you have a complete line for the production of paving slabs, you can purchase and deliver raw materials for production:
- cement grade not lower than A-Sh-400;
- plasticizer C-3;
- pigment dye;
- screening granite;
- mold lubricant.
The production cycle itself can be divided into several stages:
- preparation of plastic molds;
- preparation of colored concrete;
- vibrocasting process daily;
- excerpt;
- demoulding and new mold preparation.
Paving slabs are made according to a simple technological process
 Preparing molds before manufacturing vibrocast products. Paving slabs are made on simple equipment:
Preparing molds before manufacturing vibrocast products. Paving slabs are made on simple equipment:
- vibrating table;
- concrete mixer;
- forms.
Here detailed instructions for the manufacture of concrete products by vibrocasting. At the beginning production cycle you need to prepare forms for filling. It is better to use plastic molds. The technology provides for the nuances in the molding and stripping of vibrocast products. Prior to manufacturing, we lubricate the molds with a special lubricant for high-quality stripping. Lubrication also extends the service life of molds up to 500 cycles and more. Lubricated forms are best washed after stripping before the next pour. This is also very important. For beginners, it is better to purchase a special lubricant. You can make your own lubrication if you wish. But here it is important to clearly guess with the proportions. Grease for plastic molds is done like this. 50 grams of engine oil should be diluted in 1.5 liters of water. It is necessary to shake such a mixture very well and for a long time. Experiment very carefully with the proportions of the lubricant. It is important for you to choose the perfect balance of fat content. Too much grease will ruin your entire batch. After a very greasy lubricant, shells are obtained in the tile. This paving slab is more like a shell. Weak fat content in the lubricant will not give the desired effect when demoulding. After lubricating the molds, concrete can be prepared.
 Preparation of composite components for the preparation of concrete. Before preparing the concrete mix, it is required to prepare the concrete mixer itself. Rinse the nutria concrete mixer with a bucket of water. Be sure to pour out the water. The walls where the concrete will be mixed must be wet. For the manufacture of paving slabs, it is necessary to make half wet concrete. Its strength and the duration of exposure of products in the molds depend on this. Wet walls will mix the concrete composition better and will not allow the concrete mixer to be heavily clogged with mortar deposits. Next, prepare the plasticizer and concrete dye. The plasticizer should be 0.5% of the amount of all components of the solution in dry form. For 40 liters of concrete you will need 200g. plasticizer. In no case can not add a plasticizer in dry form. It must be cooked first. We dilute 200g. plasticizer in 1 liter of hot water 70-80 degrees Celsius. The water must be hot so that the plasticizer dissolves well. In hot water from a measuring cup, chopping well, add plasticizer powder in small portions. It should not be allowed to precipitate; it should dissolve well. Next, we prepare the pigment dye for concrete. The percentage of dye should be at least 2% of all components in dry form. If you make high-quality paving slabs, you cannot save on dye. You should end up with a rich concrete color that will hold its hue for years. Pigment dye is quite expensive and many are trying to keep the cost of production by saving on plasticizer costs. But this approach is not justified. After a year or two, the tile will lose its color. Two years after the rain, wet tiles will look like new, but when dry, the color is almost invisible. To justify saving the dye, it is better to use the technology of pouring in two layers. Half fill the forms with colored concrete and immediately colorless. Such a tile will be even stronger. Only the intervals between filling the layers should not exceed 20 minutes. So you can save expensive dye by 2 times. Dilute 800 g of dye in a 3 liter jar with water at a temperature of 40-50 degrees. Just mix thoroughly and add in small portions. In no case should precipitation be allowed in the dye. This sediment can reject your tiles. A small lump of dye residue in the face of a tile makes a sink. So paving slabs can lose their presentation and strength due to poorly diluted dye. If the pigment dye is poorly diluted, it will not give the proper color for the tile.
Preparation of composite components for the preparation of concrete. Before preparing the concrete mix, it is required to prepare the concrete mixer itself. Rinse the nutria concrete mixer with a bucket of water. Be sure to pour out the water. The walls where the concrete will be mixed must be wet. For the manufacture of paving slabs, it is necessary to make half wet concrete. Its strength and the duration of exposure of products in the molds depend on this. Wet walls will mix the concrete composition better and will not allow the concrete mixer to be heavily clogged with mortar deposits. Next, prepare the plasticizer and concrete dye. The plasticizer should be 0.5% of the amount of all components of the solution in dry form. For 40 liters of concrete you will need 200g. plasticizer. In no case can not add a plasticizer in dry form. It must be cooked first. We dilute 200g. plasticizer in 1 liter of hot water 70-80 degrees Celsius. The water must be hot so that the plasticizer dissolves well. In hot water from a measuring cup, chopping well, add plasticizer powder in small portions. It should not be allowed to precipitate; it should dissolve well. Next, we prepare the pigment dye for concrete. The percentage of dye should be at least 2% of all components in dry form. If you make high-quality paving slabs, you cannot save on dye. You should end up with a rich concrete color that will hold its hue for years. Pigment dye is quite expensive and many are trying to keep the cost of production by saving on plasticizer costs. But this approach is not justified. After a year or two, the tile will lose its color. Two years after the rain, wet tiles will look like new, but when dry, the color is almost invisible. To justify saving the dye, it is better to use the technology of pouring in two layers. Half fill the forms with colored concrete and immediately colorless. Such a tile will be even stronger. Only the intervals between filling the layers should not exceed 20 minutes. So you can save expensive dye by 2 times. Dilute 800 g of dye in a 3 liter jar with water at a temperature of 40-50 degrees. Just mix thoroughly and add in small portions. In no case should precipitation be allowed in the dye. This sediment can reject your tiles. A small lump of dye residue in the face of a tile makes a sink. So paving slabs can lose their presentation and strength due to poorly diluted dye. If the pigment dye is poorly diluted, it will not give the proper color for the tile.
 The technological process of manufacturing vibrocast tiles. When our forms are lubricated, the plasticizer and pigment dye are diluted, the concrete mixer is moistened, we can nail the concrete. The manufacturing technology of paving slabs has its own characteristics for the preparation of concrete. This is the low composition of water. The strength of concrete products depends on the ratio of cement and water. It is only necessary to add more liquid by 30% and the concrete will lose its strength by 2 times. The tile mortar, as mentioned above, should be half wet (like wet earth). It may seem too dry to you, but as soon as it hits the vibrating table, it already seems too wet. This is the trick that awaits you in the process of making paving slabs. Therefore, we add water less than cement by 30% of the volume. It takes 2 buckets of water for 3 buckets of cement, and this is inclusive of plasticizer and dye. Such concrete is quite difficult to knead. To do this, you need to pre-moisten the concrete mixer. Well, now we turn on the concrete mixer and, first of all, fill in the measured portion of water while without dye and plasticizer. Then add a portion of cement and mix to get a homogeneous emulsion (people say milk). Then we add screenings and we already get a solution. Mix well and add pre-diluted components: plasticizer and dye. And we knead all this well until we get a homogeneous mass that is beautiful in color.
The technological process of manufacturing vibrocast tiles. When our forms are lubricated, the plasticizer and pigment dye are diluted, the concrete mixer is moistened, we can nail the concrete. The manufacturing technology of paving slabs has its own characteristics for the preparation of concrete. This is the low composition of water. The strength of concrete products depends on the ratio of cement and water. It is only necessary to add more liquid by 30% and the concrete will lose its strength by 2 times. The tile mortar, as mentioned above, should be half wet (like wet earth). It may seem too dry to you, but as soon as it hits the vibrating table, it already seems too wet. This is the trick that awaits you in the process of making paving slabs. Therefore, we add water less than cement by 30% of the volume. It takes 2 buckets of water for 3 buckets of cement, and this is inclusive of plasticizer and dye. Such concrete is quite difficult to knead. To do this, you need to pre-moisten the concrete mixer. Well, now we turn on the concrete mixer and, first of all, fill in the measured portion of water while without dye and plasticizer. Then add a portion of cement and mix to get a homogeneous emulsion (people say milk). Then we add screenings and we already get a solution. Mix well and add pre-diluted components: plasticizer and dye. And we knead all this well until we get a homogeneous mass that is beautiful in color.
This semi-dry concrete recipe is intended for vibrocasting thin-walled concrete products or for the production of cinder blocks on a home-made machine.
When we have concrete ready, we fill in the forms and put them on the vibrating table. The number of molds on the table plays an important role in the intensity of the vibration. The table springs must not be too overloaded or too loose. Vibration should be in a certain intensity. As soon as you put the forms with concrete on the table and turn on the vibrating table, the magic begins. Dry concrete begins to turn into liquid. More and more space appears in the forms and more should be filled in. It seems that the forms on the vibrating table already contain liquid concrete, but if you turn the form over, its contents do not fall out, but stick tightly to the edges of the form - it means that you are doing everything right. The duration of the vibration should last approximately 4-5 minutes. With proper vibration, do not turn off the vibrating table until white foam appears on the concrete in the forms. This indicates that all the air has come out of the concrete. Then remove the molds and take them to a room protected from sunlight. The tile dries in just a day. This is helped by the low water content and the plasticizer, which is part of the tile. The plasticizer not only gives elasticity during formation, but also effectively dries and enhances the strength of the concrete product. The next day, you can do the stripping and you have a finished tile. She needs 5 days to rest before selling. This will give it maximum strength. Molds must be washed after stripping, even though they have been oiled. The concrete is so tenacious that it still leaves marks on the plastic molds. You can't wash them off with plain water. It is better to use a lot of salt. Prepare a high concentration saline solution in advance. So it is much easier and faster to wash plastic molds for paving slabs.
Calculation of profitability in the technology of manufacturing paving slabs
 In order to produce 1 square meter of paving slabs, we need:
In order to produce 1 square meter of paving slabs, we need: One bucket of A-Sh-400 cement - price per bucket $ 1.5
Three buckets of screenings - the price for three buckets is $ 0.4 (the cost of screenings for 4 tons with delivery = $ 32)
Plasticizer 200g. - price for 200g. $ 0.4 (price per bag of plasticizer 25kg = $ 47).
Pigment dye 400g. (subject to two-layer filling of forms color / colorless) - price $ 0.9 (bag of 30 kg = $ 62)
TOTAL: $1.5 + $0.4 + $0.4 + $0.9 = $3.2, and the cost of one square meter colored paving slabs = $ 7.5.
The profitability of the business is 135%. Sufficiently tangible income is brought by the production technology of paving slabs. Of course, a certain percentage of culling is possible. But the marriage of such material will always find its application at a construction site. With such a profitability, you can give in to a competitive price under various conditions. For example, when ordering 1000 squares, a 30% discount. In colorless paving slabs, the level of profitability is at the same level. But it's harder to sell. Colorless tiles can be offered to create budgetary patterns when laying. Thus, you can save and embellish the tiling.
Equipment for the production of paving slabs and prices
To make paving slabs, you need to buy equipment.
| Name | A photo | Price |
| Concrete mixer. |  |
The price depends on the volume in liters, on average $ 1.5 per liter. Concrete mixer 300 l. will cost $450. The larger the volume, the cheaper the price per liter. |
| Vibrating table. |  |
You can do it yourself, it will cost you $ 180 maximum. A new one will cost from $500. I highly recommend making a vibrating table with your own hands, there is nothing complicated. |
| Forms for the manufacture of paving slabs. |  |
Forms are best taken from good thick-walled plastic. The cost of such forms is from $ 1 per piece. For one square meter of rocky-shaped coverage, 25 pieces will be needed. And for the square of the “brick” shape, you need to buy 50 shapes. It all depends on the size of the tile. |
| Bucket. Shovel. Rubber gloves. |  |
Available to everyone. |
To calculate the payback period, we need the following indicators: the cost of equipment in dollars the productivity of square meters per day the cost of production in dollars per 1 sq.m. profitability in percent (%).
Calculating the payback period of a business is better to start with performance indicators
 Let's say we want to produce 40 sq.m. tiles in the form of "rocky" per day. We will need a 300 liter concrete mixer (this will be about 6 mortar injections) worth $450. Homemade vibrating table $180. Forms 1 $ * 25 pieces per square meter "Rocky" * 40 sq.m. = 1000$. Bucket, shovel, rubber seals = $20. The total cost of purchasing equipment is $1000 + $450 + $180 + $20 = $1650. The selling price of forty squares of the finished product will be 40 square meters. * $7.5 (price per 1 sq.m.) = $300. And the cost of a tile is 40 sq.m. * $3.2 = $128. With an established sales market, the turnover balance (net profit) is $300 - $128 = $172 per day. It is important to note that the cost of production does not include the cost of wages to workers. The plan is designed for the work of one person. So, you will need to prepare 1000 forms. Preparation can take up to 5 days. For this reason, your true balance per day will be $172 / 5 days = $34. Therefore, the fair payback period for the equipment will be: $1650 (purchase of equipment) / $34 (net profit) = 50 days. If you plan to work with holidays, then 50 days / 22 working days = 2.5 months.
Let's say we want to produce 40 sq.m. tiles in the form of "rocky" per day. We will need a 300 liter concrete mixer (this will be about 6 mortar injections) worth $450. Homemade vibrating table $180. Forms 1 $ * 25 pieces per square meter "Rocky" * 40 sq.m. = 1000$. Bucket, shovel, rubber seals = $20. The total cost of purchasing equipment is $1000 + $450 + $180 + $20 = $1650. The selling price of forty squares of the finished product will be 40 square meters. * $7.5 (price per 1 sq.m.) = $300. And the cost of a tile is 40 sq.m. * $3.2 = $128. With an established sales market, the turnover balance (net profit) is $300 - $128 = $172 per day. It is important to note that the cost of production does not include the cost of wages to workers. The plan is designed for the work of one person. So, you will need to prepare 1000 forms. Preparation can take up to 5 days. For this reason, your true balance per day will be $172 / 5 days = $34. Therefore, the fair payback period for the equipment will be: $1650 (purchase of equipment) / $34 (net profit) = 50 days. If you plan to work with holidays, then 50 days / 22 working days = 2.5 months.
Pros and cons of a paving slab business
 In general, the business looks very attractive. Advantages of a business idea: The idea does not require specialized investments to start High percentage of profitability Simple technological process production Short payback period. Of the minuses, it is worth noting. Business is highly dependent on seasonality. A rather long and boring process of preparing forms (all forms must be washed with salt water from concrete and treated with grease). Anyone can start this business. It can be made both the main and additional source of income. Also, the production of vibrocast products can be used to save money. For example, consider as an alternative to buying tiles for laying near your home.
In general, the business looks very attractive. Advantages of a business idea: The idea does not require specialized investments to start High percentage of profitability Simple technological process production Short payback period. Of the minuses, it is worth noting. Business is highly dependent on seasonality. A rather long and boring process of preparing forms (all forms must be washed with salt water from concrete and treated with grease). Anyone can start this business. It can be made both the main and additional source of income. Also, the production of vibrocast products can be used to save money. For example, consider as an alternative to buying tiles for laying near your home.
If you have a construction site, then you probably already have a concrete mixer. You will make the table yourself, but you need to buy the forms. In cases of marriage, products can be used for other purposes at a construction site. If you are very careful person and are not ready for risks, then get a couple of forms and try your hand at meager costs. I assure you that everything works out for you. Paving slabs are a sought-after product on the market. building materials. This is a consumable item. This is the most practical cover for the yard. For example, asphalt emits toxic fumes when heated. Concrete cracks at sub-zero temperatures. The mobility of the tile coating allows you to freely replace worn areas. Believe in the product you are selling and people will buy from you.
A platform covered with paving slabs or paths lined with this material look very presentable. However, the cost of such coverage makes the owners of suburban areas think three times before choosing a finishing method. Therefore, in this article we will consider the process of self-production of such a coating. With this information, you can save on the purchase of tiles.
How are paving slabs made?
In industrial conditions, the tile production process is organized using two technologies:
- Vibrocompression - filling the matrix with a working mixture with simultaneous exposure to pressure and vibration.
- Vibrocasting - filling the mold with a mixture, followed by vibration exposure.
In the first case, a particularly durable tile is obtained that can withstand any operational loads. In the second case, a tile of acceptable quality is obtained, but without extreme strength characteristics.
Moreover, the vibrocompression technology involves the use of such expensive tools as a vibrating press and a drying chamber. The technical process of vibrocasting requires the use of only a vibrating table that distributes the solution over the matrix and squeezes out air bubbles from the hardening mass.
Experienced House master can assemble a vibrating table from improvised means, saving on equipment, and instead of a drying chamber, you can use a well-ventilated room. Therefore, in most cases, for the manufacture of tiles at home, it is the vibrocasting process that is used, which will be discussed below, along with a description of the design of the vibrating table.
Choosing the size and making the shape
The production of paving slabs begins with the manufacture of a mold. However, before making the base for casting, you need to determine the size of the tile. Moreover, the optimal thickness of the finished product can be equal to both three and five centimeters.
It is more difficult to determine the width and length, since tiles that are too small complicate the laying process, and large and heavy elements suffer from soil heaving deformation and force the use of professional vibrating tables that can withstand significant weight loads.

Sizes and shapes
However, the optimal dimensions in width and length have long been known and are equal to 20 × 20 cm. Such tiles are easy to lay - only 25 elements are placed per square meter, and its weight allows you to do all the work yourself, without attracting people from outside. In addition, it is much easier to assemble a square formwork for casting than a triangle or hexagon.
For the manufacture of three formwork for tiles, we need nine meter lengths wooden beam section 4 × 4 centimeters, a square meter of galvanized sheet and a roll of adhesive tape. Well, the process itself looks like this:
- 1. We take two meter lengths as is, and cut the third one into five bars of 20 cm each.
- 2. We knock down a 100 × 28 cm rectangle from two meter and two 20-centimeter segments (short bars are inserted between long ones and fastened with nails at the end)
- 3. We lay the three remaining short bars inside the rectangle, placing them in increments of 20 centimeters.
- 4. We wrap all the bars with tape, forming three or four layers that isolate the wood from moisture in the cement.
- 5. We cut off a strip with dimensions of 100 × 28 cm from the galvanized sheet and stuff the “ladder” obtained from the bars onto it. So you can make the bottom of the form and finally fasten the wooden bars.
- 6. We repeat all the above steps two more times, getting three forms.
With the help of one such base, four products up to 4 cm thick can be made at once. Moreover, on a square meter of the table top of the vibrating table, all three manufactured forms can be laid, obtaining 12 tiles with a total area of 0.48 "square". At home, this performance will be more than enough.
Preparing the mortar - the starting point for making tiles
To prepare a mortar for pouring tiles, we will need not a classic 4: 1 sand-cement mixture, but a slightly different composition, which will include the following components:
- Cement brand 400 or 500 (the latter is preferable to the first) - 1 part.
- Washed fine gravel with a grain size of 1.0-1.5 cm - 2 parts
- River sifted sand without clay and organic impurities - 1 part.
- Reinforcing fiber made of basalt or polypropylene fibers or chopped fiberglass - 1/1000 part of the cement weight.
- Plasticizer (substance that increases the strength of the tile) - up to 1/100 of the weight of the cement.
- Pure water - from a quarter to a half of the mass of cement.
All of the above materials are loaded into a concrete mixer and mixed. In addition, a barrel and a construction mixer can be used to prepare the solution. In this case, water with a plasticizer previously diluted in it is added last.

Stirring solution
The readiness of the mixture is checked with a trowel - the solution should drain, but not drip.
The volumes of the tile solution are determined by the area of the finished surface or by the number of tiles. The dimensions of one finished product are 20 × 20 × 4 cm, so the volume of one do-it-yourself paving slab is 1600 cm3 or 1.6 liters. And for the manufacture of one square meter, we need at least 40 liters of ready-made concrete.
Moreover, the solution should be prepared last, immediately before pouring the tiles. After all, the homogeneity of the finished mixture is maintained for 10-15 minutes and the filling should be completed during this time.
Filling and subsequent processing of tiles
The manufacturing process (pouring) of paving slabs can be divided into five stages. At the first of them, the preparation of the mold is carried out - its inner surface lubricated with a special compound that facilitates the extraction of the finished product. Moreover, such a composition can easily replace any oil - from sunflower to engine oil (including mining).
At the second stage, the solution is mixed, and it is better to place the mixing container or concrete mixer near the vibrating table. This will help reduce the time for the next step, when the mixture of water, cement, sand, gravel and additives move into the molds.
The third stage begins with the fact that the greased mold is placed on a vibrating table, covering at least 70 percent of its area. Otherwise, the manufacturing process will be delayed for a long time. Next, with a trowel or ladle, the solution is scooped out of the concrete mixer or container and poured into the mold. Moreover, in the process of pouring, the mass must be bayoneted. To do this, use a trowel, immersing the nose of the tool into the poured form.
Some masters advise putting a reinforcing mesh of steel wire with a diameter of up to 2 mm into the mold (before pouring). But if a reinforcing fiber was used when mixing the solution, then the use of a mesh can be abandoned.
After filling the form, a vibrating table is launched, which will squeeze out all air bubbles from the mass and compact the filling. At the same time, the mass in the mold may settle, therefore, as it shrinks, the master will have to add a little concrete to each cell and continue vibration processing.
The fourth stage is devoted to drying products. I remove the molds from the table, put them on flat surface and wrapped in plastic wrap. In dry weather, they will have to be moistened, compensating for the lack of moisture in the hardening concrete. Moreover, the street temperature at this time should not fall below 10 degrees Celsius. Otherwise, the strength of the product will be clearly insufficient. In addition, the place for drying will have to be protected from direct sunlight and rain, so the best option in this case there will be a horizontal platform under a canopy.
At the fifth stage, the product is removed from the mold. Before this, the tile should lie in the film for at least a week. After removing the product, they put it under a canopy for another two weeks. However, the concrete casting gains 100 percent strength only on the thirtieth day. After this time, it can be used as finishing material, which decorate the grounds in the yard and in the adjacent area, as well as paths in the garden.
The extraction itself involves the following actions: an old blanket is sent out on a flat surface, the form is turned upside down and gently tapped with a mallet. Dried tiles easily come out of their sockets and fall onto a soft surface. At the end, loose molds should be placed in the sun and dried during the day.
We assemble a home-made vibrating table - improvised means help save the budget
To make the frame of a homemade vibrating table, we need 4 m of a corner with sides of 5 cm, 8 m of profile molding with sides of 25 × 25 mm, a steel 5 mm plate 1.2 meters long and 1.2 meters wide.
As a source of vibration, we will use a grinding machine for kitchen knives and other household edged weapons, on the shaft of which we put a grindstone with a segment selected by half the radius. Moreover, four shock absorbers from the scooter will be used to amplify the vibrations.
The very manufacture of a vibrating table begins with cutting blanks for assembling the base (frame). To do this, cut the corner into four meter racks. Next, we cut eight meter sections of the profile pipe (four each for the upper and lower trim).
The next step is to assemble one frame segment. To do this, you need to take two corners and weld two meter lengths of a profile pipe between them. The first segment will be located flush with the end of the future legs (upper trim), and the second - at a distance of 20 centimeters from the free end. The second segment is assembled in exactly the same way. Then these segments are interconnected by the lower and upper crossbars, forming the frame of the vibrating table.
Next, you need to prepare the countertop. For this in the center steel plate fix the grinder using screws or bolts inserted into the pre-drilled holes. Then the plate is installed on the table frame (grinding machine down) and the location of the legs is marked on it using chalk (for this you need to outline the angular mate in the zone top harness). After that, a 5-centimeter piece of pipe is welded in the marked place, forming cups for the springs. Inner diameter pipes should be 2-3 millimeters larger than the dimensions of the shock absorber.
At the next stage, you need to fix four shock absorbers from the scooter in the corners of the bed and put the tabletop on them, placing the upper coils of the spring in the support cups. In the final on the shafts grinding machine put on grinding wheels with selected segments and fix the start button.
After the plug of the machine is connected to the outlet, its shaft will begin to unwind the cut circles, creating vibration, which will go to the tabletop and amplify due to springs (shock absorbers). The length of the latter can be selected based on the operational load, at which the cups of the tabletop should not touch the upper strapping of the frame.
How to tint cement?
A standard set of components for paving slabs allows you to obtain products with high strength characteristics and zero aesthetic merits. To eliminate this skew, you will need a cement dye that changes the color of the finished tile.
The staining process itself involves two approaches. The first is the addition of pigment to concrete at the stage of mixing the solution. The second is a layered fill, when 2/3 of the depth of the tile is made of gray mass, and the remaining volume is topped up with a color composition.
Technically, they are implemented in approximately the same way - the pigment is dissolved in hot water, in a mass fraction equal to five percent of the total weight of the solution. Only in the first case, we need to paint over the entire concrete, and in the second - only a third of the composition. Accordingly, all the advantages and disadvantages of the first and second methods emerge from this.
The first method has the advantage of coloring the entire tile evenly, so it won't change color as it wears. But the plate painted in this way loses its strength characteristics. In addition, a limited palette of colors can be applied to the gray mass. And painted boards cost significantly more than ordinary (gray) products.
Casting in layers is another matter. In this case, the high strength of the base is preserved and the homeowner's money is saved - only a third of the volume of the tile falls under the coloring. In addition, the colored part of the pour can be mixed on the basis of not gray, but white concrete, which accepts any color.
Paving slabs successfully compete with other types of building materials for covering sidewalks, parking lots and squares in cities, paths, recreation areas, driveways on summer cottages and in country houses. The demand for it is growing from year to year. Manufacturers that are sensitive to consumer demands are not limited to the production of the types of paving slabs that are familiar to us, and bring to the market more and more of its varieties with unexpected and very interesting characteristics: rubber and polymer sand, luminous, and even tiles with applied three-dimensional image.
Paving slabs manage to maintain their popularity for a number of reasons:
Paving slabs are produced by vibropressing and vibrocasting. The first production method is high level mechanization and high labor productivity, significant volumes of output. In the production of tiles by the method of vibrocasting, most enterprises are dominated by manual labor, the products themselves are inferior in characteristics to vibropressed tiles, the service life is shorter. However, its advantage lies in the variety of shapes and colors. In small-piece production by vibrocasting, it is not a problem to change the mold and fulfill an individual order.



Do-it-yourself laying and production
On your site, if you have the desire and time, you need to do it yourself. And to compensate for the lack of experience with accuracy, exact observance of technology and the introduction of a creative beginning into the design of a recreation area or path.
More difficult is the issue of production at home. First of all, you need to decide whether you will make tiles only for yourself or will sell them. "Business plans" of the organization own production paving slabs distributed on the Internet are very far from reality and do not take into account the most obvious things.
Important! For your needs, it is advisable to make tiles at home. It is a question of economy and quality. The fact is that there are a lot of small manufacturers on the market who do not disdain violations of technology and the use of low-quality raw materials. Defects will “come up” in a year or two, when it will be too late to make claims, and there is no one to complain to. And for yourself you will try to make the best tile in the world.
The organization of a small production for the production of paving slabs only, at first glance, seems to be a very profitable business. And main problem sales will become for you - the market is oversaturated and the buyer is very picky. Plus (or rather, this is a big minus for your plans) is not a very favorable situation in the suburban real estate market. The mass of finished objects "hung" and are not for sale. No purchases - no new dacha owners and country houses who urgently need to pave paths and platforms. Without a clear and distinct prospect of selling the products that you are going to produce at your new production, it is hardly advisable to start buying equipment and raw materials. While you are considering this question, let's talk about equipment for the production of paving slabs using the vibrocasting method. For their needs, after all, it is necessary to establish a production process.
Production by vibrocasting at home
For production at home, we need fairly simple equipment and materials for concrete mortar.
Equipment
Full set necessary equipment consists of vibrating tables for pouring and knocking out, a heat chamber and a concrete mixer. In practice, they are often limited to only a pouring table. It is a metal frame to which a movable table with a vibrator is attached. The working plate of the table is fixed with the help of springs (such are used in Zhiguli). A vibrating table is necessary - it provides compaction and degassing of the solution. Without vibrating table you will get fake diamond rather than dense paving slabs. The vibrating table for knockout has frames for knockout of finished products on the working movable plate. However, you can do without it.




The "canonical" technology of vibrocasting involves the use of a thermal chamber to reduce the solidification time of the mixture in a humid environment at elevated temperatures. In part, the hardening time can be reduced by using warm solutions. The thermal chamber is sometimes replaced with a thermal bath - a container in which the water temperature is maintained at 70-80 ° C with the help of heating elements. When producing for your needs, the time factor is not critical. Unlike production for sale, when it is necessary to use all the possibilities to speed up the turnover of forms.
Attention! For the production of a limited volume of tiles, it makes sense to abandon the concrete mixer and limit yourself to a powerful puncher with a mixing nozzle.
However, even with small-scale production, you will need at least one concrete mixer for implementation. The second will be needed to make tiles of different colors.


The materials commonly used to make molds are polypropylene, rubber and plastic. The rubber mold is more durable and can withstand up to 400-450 cycles. Polypropylene can withstand about 100, but they are one and a half times cheaper. You will also need molds for the production of curbstones.



Solution components
At home, after several trial batches, you will determine the best proportions for making a solution. Try to start with the following:

This is based on a batch in a concrete mixer. Check the quality of the solution after the completion of the cycle as follows - the solution should look like a granular porridge, you can take it with one movement of the trowel, while the solution does not break into pieces. For the production of colored products, pigments are added. Approximately 0.7 kg of dye will be required for one batch, however, this value must be checked for compliance of the resulting tone with the intended color in the finished product.
Technological process
All components are loaded into a concrete mixer. Please note that the plasticizer, which is purchased in dry form, must be diluted with water. The pigment is laid at the beginning of the process of mixing the solution.
Forms are placed on a vibrating table and pre-lubricated with special compounds - so they will not be damaged when the tiles are removed (during stripping). It is easier and faster to lubricate the molds from an aerosol can. After mixing is completed, the vibrating table is turned on and the solution is poured into the molds. Within about 4-5 minutes, starting from the moment the forms are filled, the solution is compacted and degassed. Watch for the appearance of foam and do not let the resulting foam settle. This is a signal that the solution is ready. Overdo it, the composition will begin to exfoliate. Next, the vibrating table motor is turned off and the molds are sent to dry.

Very important! It is required to carefully monitor that the forms to dry were in a strictly horizontal position. Otherwise, you will receive a defective batch of tiles, which you will no longer be able to use for its intended purpose.
For storage it is convenient to use ordinary wooden pallets.

The mixture in the molds will dry for at least a day. Much depends on temperature and humidity. environment. After the mixture has set in the mold, the heaters in the bath are turned on and the mold is placed in the water heated to 70-80 ° C for five minutes. This procedure facilitates the removal (dismantling) of the tile. The removed products cannot be used immediately, they must “rest” for at least a week and gain strength. Organize a place under a canopy for soaking finished products during this time.

Important! Consider the work done only when you have washed the molds with brine (a solution of 30 g table salt in one liter of water), rinsed them with water and set to dry.
We examined the production process of paving slabs using the vibrocasting method at home. It should be noted that another production method - vibrocompression - is associated with significantly at great expense for the purchase of equipment, primarily a vibropress. A vibropress is a much more complex and expensive equipment. Yes, and in this case you can’t do a thermal bath, you will need to buy a thermal chamber.
If the owners plan to equip paths on their suburban area or sites around a private city house, then you will inevitably have to make a decision about what material will do it better and more economically. Today, paving slabs have become quite a popular coating used everywhere. various colors and configurations.
However, this material, as well as its transportation and unloading, is not cheap, especially during transportation, losses are possible, which means purchasing tiles with a margin, and this will also be extra spending. Therefore, many homeowners are thinking about how to make paving slabs at home and save a decent amount at the same time.
It is quite possible to make this material yourself. Of course, the lack of special equipment and accumulated experience will make this process quite lengthy, but it will save you from searching for a variant that is suitable in terms of pattern and color.

If the decision is made to take self-manufacturing paving slabs, then you need to be prepared for quite laborious work. However, the result obtained from it will exceed all expectations, when the paths or the playground near the house will have exactly the look that the owners intended when developing landscape design their possessions.
The advantage of home-made is that you can create an exclusive version of the tile yourself, which is not produced either on an industrial scale or by anyone else.
In the process of developing your own version of a tile, there is always the opportunity to experiment with colors and even shapes, since molds for casting can also be made independently.
Forms for the manufacture of paving slabs
In the event that a tile of the desired configuration was not found in the store, or it was found, but it has a too high price, or its color does not quite suit the owners, then you can always find a way out of this situation by making matrices for its manufacture yourself. Such forms are usually prepared in the amount of several pieces, and already with their help they produce as many paving slabs as will be necessary for the improvement of paths and sites on the site.

For this, only a few copies of the finished tile of any color are purchased, according to which forms are made. In addition to tiles, a board with a beautiful textured pattern, or a stone that you like with its outlines, can be used as an initial sample.

Matrices can be single, that is, designed for one tile, or complex, in which several products are made at once. The second option is more difficult to make, but already during the production of tiles, the work will go much faster.

To make a form, you will need formwork material and, of course, a special composition for casting the matrix.
The formwork is made larger than the size of the original sample by 20 ÷ 30 mm in height and 12 ÷ 15 mm in width. At the same time, it should be taken into account that paving slabs must have a thickness of at least 35 ÷ 60 mm. A plywood box is suitable as a formwork, cardboard box or any other material capable of withstanding the pouring of plastic mold compound. The matrices themselves are made from a two-component polyurethane-based compound, or from silicone sealant.
Polyurethane mold

In the assortment of hardware stores, you can find several types of compound specifically designed for the manufacture of matrices for gypsum castings, artificial facade stone and paving slabs. One of the most requested of them is domestic composition"Silagerm 5035", as it has excellent technical and physical characteristics. The molding composition is made on the basis of polyurethane and is produced in two hardness parameters - 30 and 40 units. according to the Shore table. Its main indicators are shown in the table
| Hardness 30±3 | Hardness 40±3 | |
|---|---|---|
| Time of formation of a surface film after contact of components with air, (min) no more. | 45÷100 | 45÷100 |
| Viability (min), no more. | 60÷120 | 60÷120 |
| 3.0÷4.5 | 3.5÷5.0 | |
| 450÷600 | 400÷600 | |
| Shrinkage (%), no more. | 1 | 1 |
| Viscosity (cps). | 3000÷3500 | 3000÷3500 |
| Density (g/cm³), no more. | 1.07±0.02 | 1.07±0.02 |
The manufacture of a matrix from a compound is carried out as follows:
- The sample for the manufacture of the matrix must be well washed and dried.
- Further, the original sample and the interior of the prepared formwork are covered with a solution consisting of white spirit and wax. This composition is applied in two layers. It can be replaced with a ready-made wax lubricant.
- Then a two-component mixture is prepared. To do this, a hardener is added to the paste in proportions of 2: 1, and the mass is mixed until smooth. It is very important to observe the proportions, since the correct hardening of the finished material will depend on them.
If preparing a large number of mixture, then the preparation process is carried out using a drill with a mixer nozzle, but a small volume can be mixed with a spatula. When kneading the mass, the drill turns on at low speed, otherwise the composition will turn out with a large number of air bubbles. If the unmixed components of the compound are not fully used, then the containers with them must be tightly closed with standard lids to prevent contact with air.

- The finished mixture is carefully poured into the formwork in which the template is laid. front side up. The filling composition must cover the original sample completely and the thickness of its layer above its upper part must be at least 8÷10 mm.
- Upon completion of the pouring, the formwork should be moved back and forth a little, shaking slightly to rid the mixture of air bubbles. Then, the formwork with pouring should stand for 5 ÷ 7 minutes - during this time, air bubbles will rise to the surface, and they can be carefully removed with a spatula.
- After 24 hours, the mixture will harden and the mold can be removed from the formwork. However, it is allowed to use it for its intended purpose only after 72 hours, after the material acquires all the qualities declared by the manufacturer. After this time, the form will be able to withstand even the poured mass, heated to 80 ÷ 120 degrees.
- The mold from the compound will serve long time if, before filling with a solution for making tiles, it is treated with a special compound "Type 90".
This compound is sold in buckets weighing 1.5 and 7.5 kg.
Silicone matrix

The silicone compound can also be two-component, packed in buckets, and requires preparation according to the instructions (generally - similar to the process described above). But you can also use ordinary silicone, which is known to everyone as a sealant. You need to buy it as much as it takes to make the mold, since after opening the package it immediately begins to set. Therefore, the factory packaging of one-component silicone should be opened after the formwork and the original sample are greased and ready for pouring. As a lubricant, ordinary grease is most often used.

A sample of the future tile is laid with the front side up, also lubricated with grease and filled with silicone. The thickness above the top of the source should also be 8÷10 mm.
If a tile made of gypsum is used as a sample, then it must first be treated with several layers of drying oil or varnish.
To distribute silicone over the formwork, a spatula or brush is used, which are dipped in a soap solution prepared in advance.

A thick layer of silicone dries much longer than a compound - this period can be from two weeks to a month, and sometimes more. The duration of the period depends on the thickness and depth of the filled layer. Therefore, it is better to prepare a tile mold in advance, for example, devoting it to winter time so that the matrices are guaranteed to be ready for the summer, since it is better to work with cement from which paving slabs will be made in the warm season, or at least at a positive temperature.
When the form is ready, it is removed from the formwork and washed well to remove grease. Next, you can start making tiles.
The main parameters of a standard one-component silicone sealant are shown in the table:
| Main indicators of the material | Normalized values | Test Results |
|---|---|---|
| The time of formation of a surface film after extrusion of the sealant from the tube (min) no more. | 30 | 5÷25 |
| Viability (h), no more. | 8 | 6÷8 |
| Conditional tensile strength MPa, not less than | 0.1 | 0.4÷0.6 |
| Relative elongation at break (%), not less. | 300 | 400÷600 |
| Yield resistance (mm), no more. | 2 | 0÷1 |
| Water absorption by weight (%), no more. | 1 | 0.35÷0.45 |
| Density (g/cm³), no more. | 1200 | 1100÷1200 |
| Durability, conditional years, not less. | 20 | 20 |
It should be noted that if the owners have no desire to engage in the manufacture of matrices on their own, then they can be purchased at a specialized store. However, in this case, the paths on the suburban area may not differ at all from the neighboring ones.
When choosing a ready-made matrix, you should not buy plastic mold(without special need, as will be discussed below). It is better to give preference to polyurethane, silicone or rubber.
Making paving slabs at home
Not every house has special equipment with which you can quickly and efficiently make paving slabs. Therefore, further we will consider methods that allow you to make it using improvised means. Of course, special forms are indispensable, and they can be made according to the instructions above or purchased ready-made. Ideal for quality and fast production it would be nice to have a vibrating table. However, as will be shown below, on a small scale it is quite possible to cast tiles without it.
Making square tiles using a plastic mold
Square tiles can be called traditional. It does not go out of fashion, as it gives the paths rigor and accuracy. It is especially important to use this version of the tile to decorate the path leading to the house from the entrance to the site.
| Illustration | |
|---|---|
 | In this case, a plastic mold with a size of 300 × 300 mm and a thickness of 30 mm is used to make tiles. The relief pattern of this version of the matrix is called "California shagreen". Plastic molds are convenient in that they have sufficient rigidity and do not deform during the laying of the mortar, but it is more difficult to extract the finished product from them due to the same rigidity. In order for the form to last as long as possible, and it was easier to remove the finished tile from it, it is recommended to treat the matrix with grease before pouring the solution. |
 | To mix the mortar required for one such tile, you will need coarse sand - 3 kg. |
 | In addition to sand, you need to prepare cement M-500-D0 - 1 kg, ordinary tap water 0.5 liters, red color powder 70 g, and plasticizer - 25 ml. |
 | To mix the solution, you will need to prepare a container - it can be a plastic or enameled bucket. It is not recommended to use a galvanized container, since the dye or plasticizer can cause oxidation, as a result of which the color chosen for the tile can change. |
 | Sand and cement are poured into the prepared container. In this case, the master chose such a mixing technology, but it will be easier to mix the mass if the dry mixture is prepared in advance - sand and cement are pre-mixed. |
 | So, sand and cement are thoroughly mixed using a drill with a mixer nozzle. |
 | The next step, in a separate container, water, dry dye and plasticizer are mixed until homogeneous. |
 | As a result of this mixing, a red liquid should be obtained. |
 | The finished solution is poured into a dry cement-sand mixture. |
 | All components are thoroughly mixed with a mixer - this process should be carried out for at least 3 ÷ 5 minutes. |
 | After kneading, a sufficiently thick viscous coarse-grained mass should be obtained. It will acquire the necessary density in the process of putting it into shape and tamping. |
 | Next, the resulting mixture is laid out in a greased form. First, half of the finished mixture is laid out in the matrix. |
 | The mass must be distributed with the greatest possible uniformity in shape, lifting it and shaking the matrix. |
 | Then the remaining mixture is laid out and first distributed with a spatula or trowel. When filling the matrix with a solution, it must be carefully compacted by pressing with a trowel. Pay special attention to the corners of the form - they must be well filled. |
 | Further, the matrix is “shaken” for a long time - this process occurs until the mass is compacted to the maximum and forms a completely flat surface. When shaking, air bubbles will come out of the solution. It is advisable to carry out this work until the air stops coming out completely. When the tiles are produced in large quantities, a special vibrating table is used to compact the fills - it greatly facilitates the work. However, if molded products are made for only one track, then it will not be profitable to buy or make a vibrating table on your own. The form is left to harden for 24 hours. This indicator is valid for an air temperature of +20 degrees, and can change upwards in cooler weather - this will have to be determined experimentally. |
 | After required gap time, the matrix is turned over, and the tile is carefully removed from it. |
 | If necessary, you can press a little on some areas of the bottom of the form, so that the product is easier to lag behind. |
 | The result is a neat, smooth tile, but it cannot be used immediately, as it must finally dry out and gain strength. To do this, the tiles are placed on edge and left for at least three days. And the final set of the necessary strength, with the possibility of applying the full load on the laid tiles, will end approximately two weeks after manufacture. |
Production of original paving slabs "pine cut" in polyurethane form
The original design of the sites and paths is the laying of wooden round timber on them. However, wood absorbs moisture well, is subject to gradual decay and damage by various insects. concrete tiles, imitating a cut of a tree, will be an excellent substitute for natural material.
| Illustration | Brief description of the operation to be performed |
|---|---|
 | This very original version of paving slabs, having a diameter of 300 mm and a thickness of 40 mm, consists of two layers made from solutions of different colors. It is somewhat more difficult to make it than a single-color one, since the work will have to be carried out very carefully, making sure that the solutions do not mix with each other. This tile is called "pine cut" as it imitates the cut round timber of a tree trunk. Inner part It has beige color and the relief of annual rings, but the outer frame repeats the pattern of coarsened pine bark. |
 | For the manufacture of such products, a polyurethane flexible form is used, which can be made independently using the technology described in the article above. Since the polyurethane matrix does not have the proper rigidity, it must be installed on a perfectly flat surface. For a stand under it, a plywood sheet is usually used, which in the future will help to shake the solution after filling the form. Shaking a flexible matrix filled with a rather heavy solution will be extremely difficult. |
 | To get a core with "annual rings", for one such tile you will need white cement 100 ÷ 150 g, sand of medium fraction - 300 ÷ 350 g, yellow or beige color - 50 g, plasticizer 20 ÷ 25 ml. and 200÷250 ml. water. |
 | Water, color and plasticizer are combined in one container and mixed well. |
 | Next, the resulting solution is poured into a mixture of white cement and sand. All components are well mixed until homogeneous. If necessary, you can add a small amount of water. |
 | The result should be about 0.5 liters of the finished mixture. |
 | The mass is laid out in the middle of the form, previously smeared with wax grease. It may seem that it is too small, but this is a misleading impression, since when the mixture is distributed, it will fill all the space intended for it. The mass is distributed only along the inner part of the mold, which imitates the core of a round timber with annual rings. This layer should have a thickness equal to or slightly less than the height of the side that separates the middle part of the "round timber" from the improvised "bark". |
 | The solution should be thick enough. Therefore, it is first distributed with a spatula, gently pressing it to the bottom of the mold. It is impossible to dilute the mixture, since the mass that will be laid on top of it can mix with the more liquid bottom, and spoil the whole intended effect of the tile. |
 | Since there is little mixture in the matrix, the mold after the initial distribution is moved back and forth on the surface of the table and gently shaken. |
 | Further, the mass is again distributed with a spatula, and it is pressed tightly against the mold. |
 | After that, the matrix with the mixture is shaken again until the mass fills all the space allotted for it. The result should be an even, smooth pancake when viewed from above. |
 | The next step is to prepare a solution for pouring the framing of the core of the round timber with “bark”. For the mixture intended to form this layer, and indeed the entire main part of the tile, it is necessary to prepare gray cement M-500-D0 - 1 kg, water 0.5 l, plasticizer - 35 gr., brown color 60 ÷ 70 gr., sand coarse fraction 3.5÷4 kg. |
 | Sand and cement mix well with a mixer. Then, a solution is prepared separately from water, dye and plasticizer. |
 | Half of the solution is added to the mixture and mixed with the same mixer. During mixing, some or all of the remainder of the solution is added. The mass should be quite thick and crumbly. |
 | With the help of a trowel, the mixture is laid out in a matrix. First, the edges of the form are filled with it, which will imitate the bark of a tree. |
 | Then, the mixture is laid out on the entire plane of the container. When the entire composition is laid out, it forms a slide, which must be carefully distributed with a trowel. The form needs to be shaken a little. Since it is quite plastic, a sheet of plywood laid under it will come to the rescue, one of its edges is lifted and shaken, that is, they produce vibrating movements. |
 | Then, the mixture is again compacted with a trowel, continuing to distribute it. |
 | The mold filled with the mixture continues to be subjected to vibration until its surface of the solution becomes even and smooth. It should fill the entire relief pattern on the side walls of the matrix. The finished mixture is left in the mold for a day to harden. |
 | After 24 hours, the matrix is gently inverted. |
 | Then, the mold is carefully removed from the tile. A polyurethane or silicone matrix has an advantage over a plastic one in that it is much easier to remove it from the finished product, and the risk of damaging it is not so high. |
 | The finished tile must finally dry and gain strength, this will take at least 2-3 days. When dried, the product will acquire a lighter shade, so if you want to get a rich color, you can add more color. However, it must be taken into account that too much dye makes the solution less durable. |
 | If it is decided to make a mold for such a tile on your own, then it is necessary to take as a basis natural round timber from any tree you like in terms of texture, with a well-defined structure of coarsened bark. Before pouring silicone or compound in the process of manufacturing the matrix, it is necessary to process the sample, deepening the textured pattern, otherwise the desired effect may not work. Pay attention to the groove between the bark and the wood itself - it also needs to be deepened - as a result, a small rim will appear on the matrix, which helps to carry out high-quality layered filling. After laying the tiles, this thin gap will quickly fill with soil and become invisible. You can also carefully fill it yourself with a grout or ordinary cement composition. |
Paving slabs made "in place" using a stencil
Another affordable way equip garden paths- this is pouring them with concrete mortar using a polypropylene stencil. With the help of this convenient fixture it is quite possible to ennoble quickly enough not only narrow paths, but also entire areas.
This guide can help you figure out how to properly prepare a place for laying a track, and how to use a stencil. In addition, attention will be drawn to how the concrete surface can be decorated.
| Illustration | Brief description of the operation to be performed |
|---|---|
 | For such work from the tools you will need to prepare: - building level; - large and small spatula; - Master OK; - bayonet and shovel; - pump-action sprayer; - container for mixing mortar or concrete mixer, - a wheelbarrow is desirable for delivering the mixture to the place of pouring. After familiarization with the work process is carried out, each master can add to the list with tools that are convenient for him, or remove unnecessary ones from the list presented. |
 | From the materials you need to prepare: - plastic mold for tiles; - cement M-500; - coarse sand; - dye, if you plan to make the tile multi-colored; - black polyethylene for flooring on the ground; - slag or crushed stone of fine fraction. At the same time, it should be borne in mind that from one bag of cement of 50 kg, 6 ÷ 7 slabs with a size of 600 × 600 mm and a thickness of 60 mm can be obtained. This list can be replenished with curbs, since the path will not last long on an unenclosed site - the edges will begin to collapse. |
 | A few words need to be said about the stencil itself. The design of the form is well thought out - its side walls are wider than the middle ones that separate the tiles. Thanks to this arrangement, after pouring concrete into it and gaining strength, not individual stones are formed, but a solid slab, divided by gaps in the upper part by only ⅔ of the total thickness. Besides? the form should have two technological holes in which handles are fixed, which will help to remove the stencil from the set concrete without any problems. |
 | In order for the path to serve for a long time and not overgrown with grass, it is necessary to prepare a place for pouring it. To do this, first of all, a fertile soil layer is removed from the marked area, approximately 100 ÷ 120 mm deep. Then, the soil is compacted, and on top of it it is desirable to lay a black polyethylene film, which will not allow germinating grass to break through. Next, there is a layer of cement-gravel, cement-sand mixture, just sand or slag 50 mm thick. Some save on bedding and make it only 30 mm thick, but this will not be enough. If you do it honestly, then 50 mm is the optimal thickness. This layer is moistened and compacted again. |
 | If a narrow path is being laid, it is recommended to immediately install curbs. If it is planned to protect the path with curb stones, then they can be installed after the formation of the path. |
 | Next, a stencil is laid on the prepared place, treated from the inside with engine oil using a brush. In order to save the solution, as well as to increase the strength of the created slab and its peculiar reinforcement, crushed stone of a large fraction can be placed in the inner space of the mold. |
 | The next step is kneading cement mortar. It can be made in a concrete mixer or in a container of suitable size. concrete mix should be compiled in this way: for 1 kg of cement and 3 kg of coarse sand, 35 gr. plasticizer and, if desired, dye is added. |
 | If 5 ÷ 6 forms are poured at once, then it is better, of course, to prepare the solution in a concrete mixer. In this case, it is kneaded in the following proportions: for 50 kg of cement, 250 g must be prepared. plasticizer-accelerator, 9 buckets of fine gravel, 6 buckets of clean river sand. Water is added as much as necessary to achieve the desired consistency of the mixture. With such a volume of solution, a concrete mixer designed for 0.3 cubic meters can handle. m. In order to adjust the composition for a smaller concrete mixer, it is necessary to proportionally reduce the component composition. If colored tiles are made, then it is permissible to add color in the amount of 2 to 8% of the amount of cement, depending on how light or dark the paving is supposed to be. |
 | The prepared solution is filled in the laid form. It is very important that the mixture completely fills the entire space of the stencil. Particular attention must be paid to filling the corners. |
 | The solution is distributed with a trowel. Thanks to its pointed spatula, the mass will be easy to place in the corners under the stencil webs. It is better to put more mixtures than required than not to report, as the excess is easy to remove with a trowel. |
 | The solution is leveled on the upper jumpers of the stencil using a wide spatula. Excess mixture is removed with a trowel. It is recommended to level the surface of the future tile to perfect smoothness, as its wear resistance and durability will depend on this. |
 | After waiting 20 ÷ 30 minutes until the solution sets, the stencil is removed from the tile by grabbing the handles screwed into the technological holes. This must be done very carefully and strictly vertically, since the concrete has not yet completely hardened, and it is likely that one of the corners of the tile will be damaged during an awkward movement. |
 | The result should be such a concrete slab. |
 | The form removed from the previous plate is placed next to it, observing a gap of about 10 mm. Then, the stencil is checked building level on evenness, and, if necessary, in one or two corners, they make sand bedding or a support of flat stone or ceramic tiles. |
 | Further, the process is repeated, that is, crushed stone is placed in the form, then it is filled with a solution that is leveled, and so on, until the entire planned path (site) is closed. |
 | If the path is framed by curbs already installed along it, then after the coating is completely ready, the gaps between the plates and curbs are also filled with mortar. In addition, the gaps formed between the tiles can also be filled with concrete mortar, covered with sand or soil with special seeds. lawn grass, which rises only 30÷50 mm. |
 | The gaps between the plates can be left empty. However, it must be taken into account that over time they will become clogged with soil, which may contain weed seeds, and it can subsequently clog the entire path and even contribute to the destruction of the plates. |
 | If desired, in the process of manufacturing such a coating, it can be decorated with a bat ceramic tiles. It is pressed into the solution that has just been poured into the stencil, and then the surface is again leveled with a spatula. |
 | If you want to add garden plot colorfulness, then the tile can be made multi-colored by filling the cells of the stencil with solutions in which different colors are added. This process will take more time and effort, but a site with such interesting paths will always cheer you up. Using several dyes, it is advisable to prepare two or three molds for pouring. So the work will be more efficient, since it is possible to fill areas in several stencils at once with a solution of the same color. |
Starting work on arranging paths in this way, it is imperative to take an interest in the weather forecast for the coming days, otherwise all work may go down the drain if it suddenly rains heavily on the very first night after the formation of the paths.
The stencil will greatly facilitate the work on arranging the site. Although this form is quite expensive, but having only two or three such matrices, you can quickly lay paths and ennoble the sites of the entire territory without the involvement of third-party masters.
Another important point. When purchasing a finished tile, you should remember that laying it correctly is not so easy. Therefore, if it is not possible to make paving on your own, you will have to invite specialists and pay them an amount for the work, which, at a minimum, will be equal to the cost of the tile itself.
The stencil will not allow you to make gross mistakes. Even without any experience in this area, any site owner will be able to independently make high-quality neat surfaces. Of course, if all technological recommendations are followed, increased accuracy will be manifested, and the novice master himself will mobilize all his abilities and skills.
Video: the work of the master - the manufacture of paving slabs for natural wood










Chocolate biscuit: the secrets of cooking in a slow cooker and oven
Chemical composition and nutritional value
Apple chips at home
Braised cabbage with white beans, recipe
How to reduce the ass, hips and stomach at home?