sharpening saw blades necessary for any tool used for woodworking. It is performed in case of a decrease in the quality of the cut and requires compliance with the basic rules, since the literacy of sharpening also affects the period of operation of the saw.
rules
- Pliers can act as a bending tool, but in this case, it is necessary to monitor the position of all the teeth, otherwise the disc will be damaged and will not provide proper processing of the wood.
- During work, the retaining bars should fit snugly against the disc, and the surface should remain in the same position.
- In order for saw blades to be sharpened correctly, the workpiece must be positioned so that all teeth can be seen freely.
- As a rule, the machine acts as the main tool, but sometimes it becomes necessary to remove the disk and secure it in a vice.
- Before changing the angle, a suitable tool is preliminarily prepared and marks are made.
Training
Before starting work, it is necessary to de-energize the tool, the part of which has lost its previous characteristics. The disk is tightly fixed with the help of special bars, which are placed on both sides of it. All teeth are marked on the blade, with equal forces and an identical number of tool movements being applied in the process. So you can produce high-quality, uniform processing of the disk.
When placing a chain in a guide, the link that will be pointed will be the one that remains elevated. When the machine is disconnected from the mains, we check if it matches the cutting edge. If not, we move it until it is; and when it fits, we secure the chain in two ways: with the push of the guide and with the support block. We check again that the grinding wheel fits the blade perfectly and we are ready for the first sharpening. We connect the machine to the electrical network, activate it and continue with great care.
The part is installed back after reaching the required appearance and checking the sharpening angles. Next, you need to make a trial cut on the machine and make sure the quality of the work performed. It is important that all the teeth are placed on the same plane, otherwise the movement of the bar will be uneven, and the operation of the machine will be accompanied by a characteristic noise. It is also possible if some teeth require adjustment.
Keep in mind that you need to do this carefully by giving him a few taps of the blade without being permanent because he will wear the disc and lose the sharpening of the chain itself, and that he also doesn't need to touch the end of the link. This can be configured with a native disk limit, which can be adjusted so that it doesn't go below what we want.
Once the first link is sharpened, we unlock it, move on to the next one, alternating the pointer in the other direction, and with the same position, we don't need to change the configuration as it will fit. As you can see, the maintenance of our saw and its chains is an entertaining procedure that ensures not only that the tool lasts, but also our own work safety. Now you have no excuse to buy a tool that the best way meets your needs and constantly use it.

Wiring
If the saw blades are sharpened independently, it is worth remembering about the edge setting, in which all the teeth gradually bend in different directions, but the distance between them remains the same. These actions can be performed using a special tool called wiring, it provides a uniform bend in the middle of all elements. After carrying out such a procedure, the saw will acquire a freer stroke, and the width of the cut will become larger.
Concept with blades and knife sharpening machine for your sawmill
The feed arm feeds the blade and a clamp that attaches to the saw blade shuts off the machine when the knife is sharp. The machine can be adjusted in angle, depth and tooth cutting. It is important to take care of the leaves. Start by cleaning and protecting your blade from rust with an all-purpose oil.
Saw blade sharpening process
Certainly, cutting teeth should be sharp, but it is equally important to sharpen the bottoms of the teeth where small cracks can occur in the material. When the cracks are polished and the teeth sharpened again, the blade must cool for at least a day to allow the steel to be extracted. The sheet then looks like new again. If you polish 0.1mm each time you sharpen a blade, you can sharpen it about 10 times.
Taking into account the fact that the cut is made not by the disc itself, but by its edges, which gradually remove layers of wood, it becomes clear that with an increase in tooth separation, the likelihood of jamming decreases, and the cut becomes wider. It is worth noting that in this case, more effort has to be applied for the tool to work. With absence special devices many people use to breed teeth, but this technique has many limitations and is not suitable for all saws.
We offer a 60 day return policy on all purchases of our machines. This way you can check if the machine suits your needs before making a final decision. We offer a two year warranty on any of our new machines. The warranty covers manufacturing defects and problems that may occur during normal use of our products, excluding wear parts such as belts, swords and chains.
Orders are shipped directly from our warehouse. During the high season, the delivery time may be slightly longer. Delivery times for accessories and spare parts are always very short. The content of this document is the sole responsibility of the authors and should in no way be taken to reflect the views of the European Union.
The type of wiring is primarily influenced by the type of wood, which will subsequently be processed. For example, to obtain a smooth cut without any flaws and protrusions on soft rock, a large wiring is required. It is desirable that the teeth deviate in the selected direction by 5-10 mm. Sharpening of saw blades on wood is carried out only after the wiring has been carried out, otherwise the teeth will be unusable due to the resulting deformation.
The Role of the Sharpening Operator The sharpening operator plays an important role in the tasks performed in a sawmill. If your work is respected, the following features and activities stand out. Install the belt with the correct tension. Weld a band saw. Adjust tension. Calculate feed rate.
Laminar stress equalization. Choose the structure of the stone. Cool the stones. Determine the working speed of the stones. The material that is presented in the next five blocks is part of the sharpening course. The aim of the course is that the participant can perform the tasks of sharpening and maintaining saws following technical and safe procedures in an effort to improve cut quality and productivity in sawmills.

Angle selection
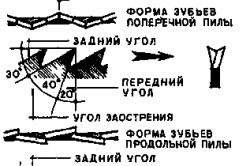
The purpose of the saw, that is, the type suitable materials, determines the required sharpening angles. A relatively large value is used for elements ripping(within 25 degrees), for cross cutting saws given parameter is 5-10 degrees. The angle of sharpening saw blades of a universal type (used for longitudinal and cross cutting) is 15 degrees.
Upon completion of this course, the following participants are expected to be able to. Follow procedures for sharpening various types saw safely, based on knowledge of the theoretical principles of sharpening. Apply a work methodology to perform predictable and corrective saw maintenance.
Select the right sharpening tool according to the cutting element. Identify problems caused by poor exacerbation and suggest prevention strategies. Saws: classification and description The main characteristics of band and circular saws. Saws: classification and description The quantity, quality and type of production of a sawmill mainly depend on the raw materials and machines that the plant has. Some type of machine is suitable or not, depending on the characteristics of the wood, the volume and type of pieces you want to produce.
In addition to the cutting direction, the density of the material to be sawn must also be taken into account. With a decrease in density, the value of the anterior and posterior angles increases, that is, the tooth becomes more pointed. The rake angle parameter can also be negative, this is necessary for working with plastic and non-ferrous metal.
Basic sharpening principles
Because of their specific location in production, machines are given the following name. Home machine tools- headers Sapphires Cutting machines Auxiliary machines. Main machines or headers: These are the ones that do the first cut of the log.
Work Requirements
Sawing Machines: Known as secondary machines because, during the sawing process, they are responsible for giving the final dimensions to the pieces, commonly referred to as batch saws. Circular saw. Cutting machines: they give length measurements as regular pieces, usually round.
When to sharpen saw blades
To find out when you need to take up a circular saw, you can pick up a small part, the density and quality of which corresponds to the materials used for the job. Next, you need to cut the bar. The disc does not require processing if a smooth cut is formed, the saw moves easily and does not make noise during operation. In the opposite situation, you need to sharpen the disc at home or, in the absence of a special tool, contact the workshop. It is worth noting that this process must be carried out in accordance with all the rules and taking into account safety precautions. Before that, you need to decide on the required angle and shape of the teeth. There are also additional factors that indicate the need for sharpening:
Used for sharpening materials and tools
Auxiliary machines: they belong to those machines that, without direct participation in production, are indispensable in the process of wood transformation. The main auxiliary machines are. Endless Saw The endless saw is the most common sawing industry in the industry, it is a simple machine whose active element is a band or blade mounted on steering wheels that are separated by a frame. They were formerly made of cast iron and today are welded iron profiles.
- in the process of processing wood, the smell of burning is felt and soot is formed on the cut itself;
- the motor starts to overheat and contributes to the heating of the casing of the device;
- it takes a lot of effort to move the disc.

What you need to know
Sharpening of saw blades (St. Petersburg) today is carried out by many companies, but not all are able to provide a quality result. The problem is that this process requires equipment with expensive tools and knowledge of all aspects and features of such painstaking processing. Masters must have experience in this field and observe all the nuances and stages of work. For example, the sharpening angle is affected not only by the tool used, but also by the disk itself, in particular the material taken as the basis for production.
Depending on the position of the steering wheels, they can be: Vertical saws. Small loss of cutting path. Capacity for high and uniform feed rates. Applicable for magazines large diameter and entering unsorted logs. Band-saw also has disadvantages compared to other types of machines.
The high cost of cars. Need a lot of space for groups of cars. Maintaining the most time-consuming sheet. Description of the endless saw components and main features. Flyers. The belt during cutting tends to fall on the steering wheel due to the strong pressure exerted by the wood. Therefore, in order to avoid this reverse movement, the wheels have convex wheels, the most high point bomb is located in the first third of the width of the steering wheel.
Should have an angle appropriate for the types of surfaces used for the work. The equipment can work with values within 45 degrees. Of particular importance is the observance of the set grinding angle, suitable for processing a particular material. Only when all the recommendations and rules of work are taken into account can the service life of the cutting element be increased.
Great steering wheel Lightweight and some have spokes to reduce the drag it offers. The tape should protrude 5mm from the bottom of the throat and this measurement is taken from the leading edge of the steering wheel. Move vertically, forward or backward for correct installation ribbons.
When is it necessary to carry out work on the restoration of circular saws?
Lower steering wheel It is of heavy weight and robust design and is driven by a motor with belts. Unlike conventional flyers, the planmatic on the outside of the rim has a series of grooves with which the belt only has anchor points. This results in a significant reduction in lamination, resulting in a reduced risk of cracking in both the back and throat of the tooth.

Sharpening carbide saw blades
The processing of such elements has several complex stages and is carried out on special equipment, which is a grinding machine with extended functionality. In particular, it must provide cooling of the treated area in the form of supply special composition and work in automatic mode. Such equipment, as a rule, is equipped with a controller designed to detect the number of teeth and sharpen the disc itself with a selected number of cycles. Also on the machines there is a magnet necessary to secure the saw and prevent it from moving during processing. For sharpening, it is used on the surface of which a diamond coating is applied. The machine for sharpening saw blades, in addition, is equipped with an electric motor for automated movement of the saw and processing in the required area.
Guides The band tends to lean sideways during cutting due to the centrifugal force caused by the rotation of the wheels, to the static forces caused by the inhomogeneity of the wood and the dynamic forces generated by the machine. Machines have guides to counteract or reduce this effect. The guides must be adjusted so that they allow free movement of the tape.
There are two guides: one is fixed under the cutting table and the other is telescopic, which should be as close as possible to the magazine during cutting. Conventional guidance: The element that makes up this type of guide is of hardwood, it is desirable that it comes from a radial cut, as in this way it increases its wear resistance.

Processing equipment for saws coated with diamond dust
Such machines must have a design, complemented by a cast reliable base. This ensures high precision processing of discs, which are made of materials with special strength. They also have a latch high level tilt. The base is supplemented with special rubber elements that reduce vibrations that can impair the quality of work performed. Thanks to this addition, the level of noise that occurs during processing is reduced. Adjustment on the equipment is made manually, while the diamond-coated discs used for sharpening saws increase the quality of the result and extend the life of the tool.
Extended guide: These are those where the tape is oriented in a longer area, which improves its stability. The element that represents it is made of a synthetic material that is resistant to wear and constant temperature. Pressure Guide: This type of guide is pressed laterally against the tape towards the outside. With the help of which in the free length of the saw we get high rigidity. They are synthetic elements resistant to wear, constant temperature and self-lubricating.
The top steering wheel can be moved up and down to ensure the blade is securely attached to the steering wheels. This allows you to quickly dampen or neutralize vibrations and vibrations during cutting caused by knots or other foreign elements in the wood. Tension in the mechanism of the ratchet mechanism.
What to consider when processing
The principle of operation of the grinding disc has its own characteristics, as well as its structural design. The materials for its manufacture are based on compounds of nitrogen and boron, which increase not only the accuracy of processing, but also the resistance to high temperatures that characterize the process itself. It must be taken into account that the circles have different diameters and are suitable for different tools and types of materials, so you need to carefully select the necessary model in accordance with the available tool to be processed.
The distance and weight at which the weight will be placed on the arm will depend on the width, thickness, and resistance to breakage of the belt. In modern and more advanced machines, the required tension can be achieved using a motor. In others - with the help of pneumatic or hydraulic compensation.
This force is achieved by mounting tension applied to the upper flywheel shaft by a counterweight system. These values are only a guideline, as today's high performance machines have much higher thrust than indicated. As long as the machine and the saw allow it, it is recommended that the saw be subjected to as much pull as possible in order to achieve greater gains and produce more output.
Peculiarities
Sharpening of saw blades in Moscow is carried out on various equipment. Processing can be carried out semi-automatically, that is, without human intervention, the task of the masters is only to install parts on the machine and remove them. Most often there is a type of equipment on which sharpening is done manually. It is easy to adjust thanks to the equipment in the form of locking levers, and the exact observance of the required sharpening angle is carried out using special clamps. main feature lies in the linear method of supply. This achieves high-quality processing of both rear and front teeth. Thanks to the additional function of the machines, which consists in diagonal sharpening of the edges, the operation of the saw is simplified and the quality of the resulting cut is improved. When choosing a disc for, first of all, you need to consider the degree of graininess. Fine grit products provide minimal processing of the chains, while coarse grit products remove a sufficient layer of material. The cost of such discs is directly affected by the popularity of the manufacturer, the quality of the base and the type of product.
Calculation of mounting stress. Applying the formula as in the previous case. Mounting tension is 872 lbs, which approaches 875 and is applied with a counterweight. Counterweight on draw frame Simple counterweight: once the installation voltage is known, the counterweight to be applied to the arm must be calculated. For this, the first class formula is used.
Support resistance strength. The balance of power is established under the condition. In both cases, you can approach the number immediately above or below according to the weights available. It is interesting to remember here that before applying the counterweight, counterweights to the upper flywheel are necessary to achieve the desired mounting tension, otherwise it is difficult to obtain the desired effect.
Those who work with wood know how important circular saws are. This tool should always work properly and be in perfect order. It is known that any piercing and cutting tools have the ability to become dull. Circular saws for wood are no exception. Their sharpening requires special attention. When the first signs appear that the saw begins to function poorly, you should start sharpening, as in the future the tool will begin to dull even more.
Sharpening of the circular saw is carried out different ways: file, on the machine, in a vice and on weight.
Circular saws for wood, which need to be sharpened periodically, are especially important when arranging country house from wood. Circular saws are also called circular saws. This tool is important because it is able to cut wooden parts with high accuracy.
So is it possible to do the sharpening yourself? Yes, self-sharpening possible. Timely sharpening circular saws on wood will allow not only to have a sharp working tool at hand, but also to increase its service life. In particular, it is necessary to monitor the condition of circular saws, whose power is relatively low, since a poorly sharpened saw begins to overheat. And overheating can completely disable the working tool.
Signs of deteriorating saw sharpness
If the following symptoms appear, sharpen the saw blade immediately:
- A noticeable increase in the temperature of the safety cover on the saw motor.
- Cutting requires increased physical effort.
- Possible temporary smoke from the engine.
- The appearance of a burning smell.
- The appearance of dark spots on the edges of the saw (soot).
- The wooden beam does not move smoothly, but jumps along the machine.
- During operation, a suspicious noise is heard.
- There is a distortion of the teeth circular saw.
Work Requirements
There are also a number of work requirements, compliance with which is necessary for safety and high-quality tool sharpening. When sharpening, the disc must be set in such a way that all the teeth are clearly visible. Only in this case can quality sharpening be guaranteed. The disc must remain in the same position during sharpening. It should fit very tightly against the retaining bars or vise.
In general, the sharpening of the disc should be done on the machine. However, sometimes it is recommended to remove the disc and secure it in a vise. During the bending of the teeth, you need to tightly fix the disk in a vice and use pliers. The angle of inclination of each tooth must be controlled at all times. If you do not observe the angle of inclination, then the efficiency of the subsequent operation of the tool will be close to zero. Before you begin to bend the teeth, you need to make appropriate notes on their original position.
Sharpening rules:
- First of all, you need to ensure that the removal of metal occurs evenly along the profile of the saw teeth.
- In no case should the disc be pressed against the grinding wheel, as this can lead to incandescence and heating of the material, which leads to deformations.
- The profile and height of the teeth after sharpening must be maintained.
- When sharpening, it is also very important to use coolant.
- It is impossible for burrs to form during sharpening.
- As for the sharpening edges, in theory there is a rule: you need to sharpen either the front side of the teeth, or the front and back. However, very often experienced craftsmen sharpen from the back side, as they believe that this is much more convenient.
Teeth setting rules
Before you start sharpening a circular saw, you need to know that this will require setting the teeth. The teeth must alternately bent to the side and sharpened. However, it should be taken into account that the bending of each of the teeth must be carried out at the same distance. In order to do this, a special tool is used - wiring. With this tool, each tooth is retracted approximately at the middle of its height.
If the wiring is done correctly, then the width of the cut will be thicker than the saw blade. Proper sharpening assumes that the disk itself does not touch the material of the cut, but only the teeth layer by layer remove the surface of the tree. Therefore, the wider the set of teeth, the more voluminous the cut will be and the less likely it will be that jamming will occur. However, it is extremely difficult to achieve such an effect. Many begin to spread the teeth with a key, but this method is completely unsuitable for expensive quality saws. Therefore, you need to use only the tool that is intended for this.
When sharpening a saw, the type of wood that will be sawn also deserves special attention. For softer woods, a wider set is required so that the cut is smooth and does not have roughness and bumps. The most optimal deviation of the teeth is 5-10 mm to one side. The wiring must be done before sharpening, otherwise the teeth may be deformed and the saw will become unusable.
In total, there are 3 main types of wiring:
- Cleaning - with such a layout, every third tooth remains in its original position. This type is suitable for those cases when it is required to cut especially hard woods.
- Classical - alternately, the teeth are bent to the left and right.
- Wavy - with such a layout, each tooth has its own position, as a result of which a wave of teeth is formed. This method is one of the most effective, but also the most difficult. Experienced craftsmen leave a distance of 0.3-0.7 mm with this method.
Used for sharpening materials and tools
So, for work you may need:
- 2 bars;
- whetstone;
- vise;
- wiring;
- file.
Sharpening a circular saw: the classic method
There are several different methods for sharpening saw blades, but the following is a classic. Start sharpening from the back. The front part, which runs into the material during work, remains in the same position.
In order to start sharpening the disc, you can leave the disc directly in the machine or remove it from the machine and fix it in a vise. In the first method, be sure to turn off the power to the machine by removing the cord from the outlet. To fix the disc in one position, 2 bars are used that fix it like wedges. The bars must be pressed tightly against the teeth to avoid their movement. The tooth from which sharpening begins should be marked with a felt-tip pen on the side.
When sharpening the first tooth, you need to remember the number of movements made with a grinding wheel or other tool.
All subsequent teeth must be sharpened with the same intensity and number of movements.
When working in a vice, the principle of operation is the same. Some more experienced craftsmen perform sharpening by weight, but this requires a lot of experience. After full sharpening the disk is inserted back into the machine. Next, you need to saw some unnecessary wooden block, while watching the work of the saw. It is necessary to pay attention to whether there are extraneous noises and uneven movement of the beam. If there is extraneous noise or creaking, you need to take a felt-tip pen and fix it tightly near the saw. Then slowly turn the dial. As a result, it will be seen where the height of the teeth is greater or less than the rest.
Other sharpening methods
- Full profile - is the most accurate and high quality, as it is performed on a professional grinder. A special circle, which is selected in size, passes the entire interdental cavity at a time along with the surface of the adjacent tooth. With such sharpening, deformation of the teeth is excluded. The only disadvantage of this method is that different saws require different circles.
- Tooth edge sharpening - convenience this method is that sharpening can be done both professionally and at home. If the work is performed on the machine, then you need to purchase special circles for different disks. However, it is still better to do the work at home, since usually the amount of work is small and you can do it using a regular needle file. For high-quality sharpening, it is enough to make 4-5 movements with a needle file - and the tooth will be sharp.
Protective goggles must be worn during work. When sharpening, it is necessary to remove only such an amount of metal that is necessary to completely remove cracks and deformations. When sharpening, the disk must always remain in the same position relative to the machine.
If there is no sharpening for a long time, more material must be removed. The shape of all the teeth must be exactly the same, as well as the height. All remaining burrs must be completely removed.










Chocolate biscuit: the secrets of cooking in a slow cooker and oven
Chemical composition and nutritional value
Apple chips at home
Braised cabbage with white beans, recipe
How to reduce the ass, hips and stomach at home?