General information. Circular saw - a multi-cutting wood-cutting tool in the form of a disk with teeth notched on the outer edge. The circular saw is fixed on the shaft and rotates with it continuously in the process of sawing wood. With a continuous supply of material, sawing wood with circular saws is characterized by high productivity. Diameter of circular saws depending on their purpose - D = -125... 1600 mm, number of saw teeth - 2=24... 120, tooth pitch /=10...65 mm, blade thickness 6=1... 5 mm, circumferential rotation speed u = 50...120 m/s.
Feed rate in circular saws Vs=10... 150 m/min. Distinguish sawing longitudinal, transverse and mixed. For each type of sawing, circular saws with the appropriate tooth profile are used. There are sawing with counter feed and passing feed. In the case of counter sawing, the vectors of the feed rate and the cutting speed of the feed are directed towards each other, and in the case of a passing one, they coincide in direction. Circular saws come with an upper (relative to the level of the table) and lower, vertical and horizontal saws; single and multi-blade.
Longitudinal sawing of wood with round saws. Kinematic relations.
The quality of the cutting surface. On the surfaces of the cut, when sawing with circular saws, various irregularities are formed: kinematic risks, vibrational irregularities, irregularities due to inaccurate broadening of the teeth, installation of the saw on the shaft, structural irregularities (pulls, gouges, hairiness, mossiness), irregularities due to uneven elastic recovery of wood fibers in zones of annual layers. The profile of the surface treated with circular saws depends on the design of the tooth profile: the method of widening the cut, the values of divorce and flattening, the shape of the soldered hard alloy plate and the trihedral angle at the outer top of the tooth, etc.
Cross cutting wood with round saws. In transverse sawing, the working conditions of the saw teeth are significantly different from those in rip sawing. The main attention in crosscutting is given to the side tooth 1 and the sharpness of its top. The blade, together with the top, cuts the chips. The front edge of the tooth 2 presses the chips from the surface of the cut and, together with the short edge, breaks it off. To ensure chip notching without fraying on the teeth for cross cutting wood make a low side sharpening. Usually oblique sharpening is performed on the front and back surfaces of the tooth in order to ensure the rightness of the side blade and the top of the tooth. The kinematic ratios for cross cutting round and pi-iimi are similar to the ratios for longitudinal sawing. The difference lies in the role of different elements of the teeth, of which the lateral edges (ipia) are the main ones in transverse sawing.
Such saw can cut 51 mm boards, i.e. even the thickest boards from ... grinding wheels, round saws for wood, masonry drills and round files.
It includes: tape saws, round saws for longitudinal and transverse cutting of wood, milling cutters, planer knives, abrasive tool.
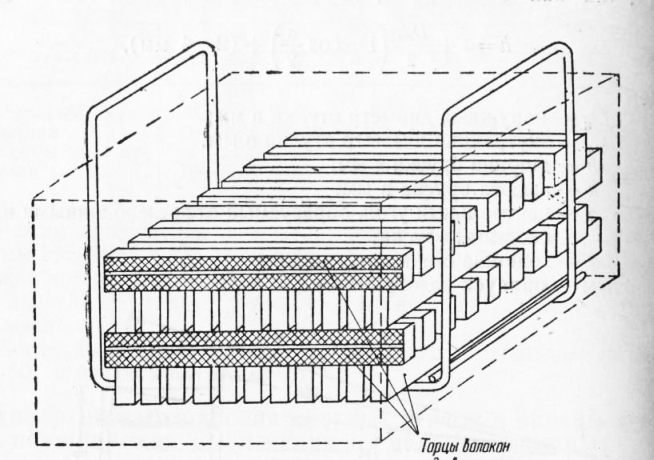
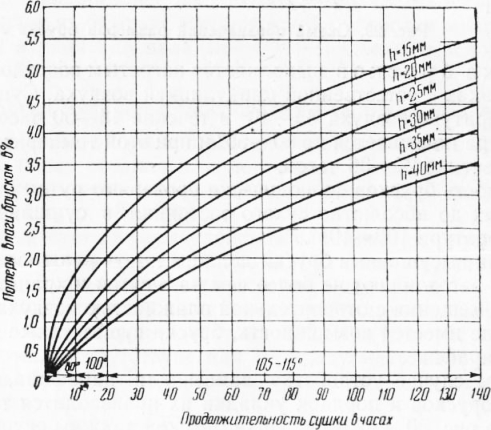
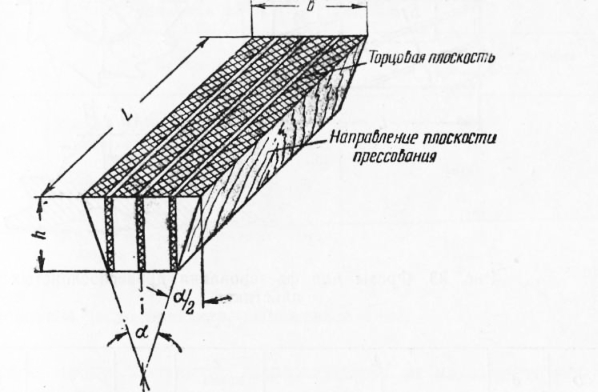
Tooth pitch round segment drank for cutting bars round and square section is shown below. Disks drank made of steel 50G or 65G; disc hardness HB 228-321.
Fine-toothed well-honed round saw can give a cut surface that requires little to no planing; after sanding, such a surface is suitable for finishing.
When processing edges with a chamfer, a guide square cut out round saw from a single piece of wood or glued from two slats.
Main purpose round electrical saws(such saws often called circular or disk) - rectilinear longitudinal and transverse sawing of wood.
At the heart of the device saws lies round metal sheet with a diameter of up to 20 cm and a maximum thickness of 2 mm. The disk is attached to the motor of the power tool ...
It includes: tape saws, round saws for longitudinal and transverse cutting of wood, milling cutters, planer knives...
Roundsegmental saw 1 with a diameter of 1010 mm rotates from an electric motor 2 type A61-6 power 7 kW with a shaft speed of 970 rpm...
Having secured round rod in a vice, hacksaw for metal ... saw consists of two posts, which are inserted into the eyes hollowed out in the thickened ends of the strut.
Why do circular saws "burn"?Circular saws "burn" from strong friction against the walls of the cut. This happens when the saw cuts, i.e. deviates from a straight cut, giving poor lumber geometry. There are many reasons for cutting. Given that a whole system is working on sawing wood, consisting of a sawyer, a log, a machine and a saw, a failure can occur anywhere in it. But still, it is the saw that is responsible for 90% of the slaughter. Let's start with her.
The saw should be even, because the bulges rub against the walls of the cut and get very hot. Due to thermal expansion, they become larger and rub even harder. Blue and black spots appear on the saw - burns. The saw heats up unevenly and bends with a screw. Deep cuts into wood are possible with a strong deformation of the saw. The process develops like an avalanche and if you do not intervene in time, you can lose the saw.
Further, the saw is arranged like a bicycle wheel, only the imaginary spokes in this wheel do not press inward, but outward. In the center is an unforged support ring - a "sleeve". The intensively forged central zone of the saw rests on it - arching "spokes". And they put pressure on the wedding zone, previously bursting in a cold state - the "rim" of our imaginary wheel. The area directly under the saw teeth and approximately one tenth of its diameter.
Why is this being done? The point is again in the thermal expansion of the metal. The saw does the work of cutting with its teeth. The efficiency of this work is far from 100%, part of the energy is released in the form of heat on the teeth of the saw - the crown, from where the heat spreads to the entire root zone, because the saw is steel and its thermal conductivity is relatively low. From heating, the crown zone of the saw expands, and if the central zone is not previously forged, the tensile force of the crown zone bends the saw into a figure-eight. For example, the crown zone of a meter saw tends to expand by 7-8 mm during operation, and the unforged central zone can only stretch by 1 mm!
The conclusion suggests itself, working with circular saws, we are not dealing with a mechanical, but with a thermomechanical system. Moreover, circular saws work normally only under the condition of axisymmetric, uniform heating of the crown zone.
If the saw teeth are of different heights, whole fragments of the teeth do not do their job, but simply slip past the bottom of the cut. But the rest of the teeth get doubly. At the same time, the working teeth quickly become blunt and get very hot, causing uneven stretching of the root zone, which bends the saw.
Heating of the central zone of a saw is also not allowed. It can be caused by the bowl shape of the saw blade or by hot saw shaft bearings! In this case, the saw acquires excessive temperature forging, bends into the bowl, and then begins to intensively rub against the walls of the cut and cut itself.
If the circular saw equipment is located in an unheated room, in winter and summer it is necessary to set the saw to a different degree of forging. First of all, it concerns saws large diameter 800 mm and more. Summer forging is much more intense than winter. In summer, a large-diameter saw may have strong trigger forging, i.e. have two stable states. The more intensive forging the saw receives, the longer it will not require sawing preparation. But here it is important not to overdo it, because forging is purely individual for each type of saw and its value is affected by the hardness of the steel, the diameter and thickness of the saw, the speed of rotation, and finally working temperature environment.
After forging, the saw must be symmetrical. That is, equalize the sum of surface tensions on both sides of the saw. The symmetry is checked by placing the saw in a vertical position. Applying a long saw line to the saw on the right and left, we make sure that the gap between the ruler and the saw is the same on both sides. If not, you should lightly forge the saw from the side where the saw center touches the ruler. Trigger forging symmetry is checked by tilting the saw towards and away from itself. The center of the saw should "fall through" at the same angle of inclination of 5-7 degrees relative to the vertical position.
Divorce and sharpening of teeth strongly influence the cutting of the saw. Set-up must be controlled on steel saws every shift and maintained to an accuracy of 0.03 mm. If the saw is strongly clamped in the log, then the divorce should be set again.
Undoubtedly, the sharpening angles recommended by the saw manufacturer should be observed. But most importantly, the sharpening angles must be strictly symmetrical to the plane of the saw. Otherwise, a sharper angle will "take away" the entire saw in its direction and overcutting will occur. Even with manual sharpening, saw teeth should be sharpened with an accuracy of at least plus or minus 1 degree. Naturally, modern grinding machines capable of sharpening ten times more accurately.
Hence the following important conclusion. The saw is a perfectly symmetrical system, only its own symmetry keeps it from cutting. It must be symmetrically straightened and forged, symmetrically sharpened and set apart. Well, as we remember, it is axisymmetrically heated. In this case, the saw must be balanced and have the same shape of the teeth. But this operation cannot be done manually, it can only be done by grinding machines.
A powerful factor that stabilizes the saw in the cut is the centrifugal force of inertia. Properly prepared, the rotating saw stabilizes in space and represents a large and stable horoscope. As experts say, "spreads its wings."
However, a flange having large end and radial runouts can disrupt the normal operation of the saw. Here we move on to the next group of causes of stabbing. circular saws- to the parameters of the machine and its settings.
As a rule, the circular saw is 90% to blame for poor lumber geometry, but the remaining 10% of the causes of gouging belong to the machine. There are many designs of circular machines. Let's try to summarize the reasons for their poor performance.
Insufficient drive power can manifest itself when too many blades or blades are too thick on the gang shaft. Often, they try to compensate for poor preparation of saws by increasing their thickness and large tooth spacing. Only a sawmill will be able to prepare thin saws and set the minimum setting so that the drive power is enough for the normal operation of the machine.
There is not enough drive power when the feed rate of the sawn material is very high or it is viscous and hard, such as larch or oak. You need to select the feed rate. In machines with water-cooled saws, you need to closely monitor the water supply. There is a weak pressure or clogged holes in the guides that do not provide the necessary degree of lubrication and cooling of the saws. And there are reasons that are completely trivial. The belts are sagging and it is high time to change them or there is not enough oil in the hydraulic system.
The geometric settings of the machine are also important. V good machine like in the army everything should be parallel or perpendicular. The shaft is set strictly perpendicular to the movement of the workpiece, this is especially important where there is its adjustment. The saw must be strictly perpendicular to the plane of the machine bed. Measuring devices of machines such as Kara and Magistral are set parallel to the plane of the saw. It is necessary to set all the saw stops and guides according to the instructions on the machine. As well as cutting knives.
Be extremely careful! Almost all of the above operations are performed on a running saw. A standing saw assumes an arbitrary position and cannot serve as a reference plane.
Saw gouging can occur due to a faulty saw shaft. Circular saws are operational only with minimal end and radial runout of the saw shaft or flange. Beats are calculated in hundredths of a millimeter. For example, the end runout of the flange of a meter saw within 0.1 mm leads to instantaneous overheating of the saw from friction against the walls of the cut and deep cutting. The manufacturer normalizes this indicator within 0.03 mm. It would be better if its value was even less. The check is made with an indicator on a magnetic stand.
The saw shaft can cause shearing if bad, over-tightened or unlubricated bearings become too hot. Pay close attention to checking and lubricating the saw shaft of the machine. Bad bearings can be found in the following way. Attach a small rail with smooth edges to the location of the bearing and press your ear against it.
Listen carefully to the operation of the bearing as the shaft rotates and stops. Rattles, sharp knocks and clicks are not allowed. You need to change the bearing correctly, using pullers. Bearings have different accuracy classes and not all are suitable for installation on a shaft. I don't even think it's appropriate to say that seats under the bearing must be ground by the manufacturer, which is not always the case now.
Floating saw machines have their own reasons for gouging. This happens if the gaps in the guides are incorrectly adjusted. Moreover, with a small gap, the saws are cut due to overheating, and with a large gap, due to wandering. It is necessary to set the recommended clearances.
The wandering of saws also appears when guides made of brass or babbitt are unevenly ground. In this case, the brass overlay is changed, and the babbitt overlay is fused again.
It happens that a chip is wedged between the guides and the saw. This leads to severe jamming and instantaneous overheating of the saws. Even water cooling does not save. After that, the saws tend to become bowl-shaped and need sawing preparation.
Many believe that the fastest resource consumed by circular saws is sharpening, beyond so goes divorce and only after them editing and forging. This is indeed the case if thick saws are used. However, if you want to save on the width of the cut and have a solid recovery rate, these representations will have to be changed. Then sawmill preparation comes to the fore.
On a multisaw equipped with thin saws, the saws sometimes have to be adjusted every three to four hours, i.e. long before the carbide tips become dull. And it should be recognized that this is a world practice. If you want to save money, prepare a professional sawmill.
I am often asked the question of how much thickness saws can still cut consistently with proper sawing preparation. This directly depends on the diameter of the saw and on the design of the machine. But mostly in Russia they saw with very thick saws. So there is less hassle, and at the same time money flies out into the pipe, in the sense into the exhauster pipe in the form of sawdust.
In my experience, you can cut perfectly with meter saws 3.6 mm thick, saws with a diameter of 630 mm and 2.5 mm thick. And this is far from the limit, because the sawmill skill does not stand still. In Japan, they manage to cut with meter-long saws about 1.5 mm thick! Which for us is just a fantasy.
People ask me which saws are better with slots or without? The inventive thought of humanity is driven by laziness. The inventors made a lot of intricate cuts in the saws, with only one purpose, no matter what to edit the saws or forge. And the truth is that best saws- whole. They are, by definition, the thinnest and most stable. He who knows how to cook them skillfully, rightly reaps generous fruits.
Circular saws
TO Category:
Woodworking machinery
Circular saws
On circular saws, circular saws with a diameter of up to 800 mm and a thickness of up to 2.5 mm are used. On format machines, in addition to saws, milling cutters are installed.
Depending on the profile, circular saws are divided into flat saws (Fig. 1, a, b), in which the thickness of the disk is the same throughout the section, and saws "with undercut", i.e. with a thickened peripheral part of the disk (Fig. 1, v). Undercut saws are called planer saws. Saws are also used, on the tips of the teeth of which hard alloy plates are soldered (Fig. 1, d).
Saws with hard alloy plates are widely used in the woodworking industry for processing furniture blanks, cutting and filing boards, plywood, lined panels, for sawing solid and glued wood. The durability of the teeth of such saws is 30 - 40 times higher than the durability of the teeth of saws made of alloyed steels. The diameter of the saws from regrinding decreases slightly. The kerf width when sawing with a tool with carbide blades is somewhat greater than the kerf width obtained when sawing with conventional saws, but this (especially when cutting sheet materials) is not of great importance, in addition, the appropriate preparation of saws with hard alloy plates (grinding the side edges of the plates after soldering them) allows you to get a high-quality cut surface, which compensates for the loss of wood for sawdust.
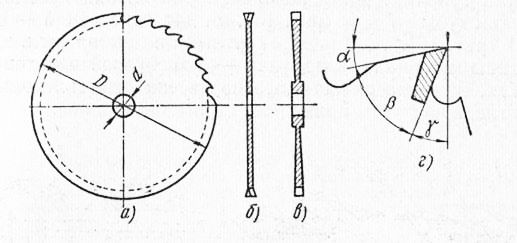
Rice. 1. Circular saws: a - general form, b - profile of a flat saw, c - profile of a planer saw, d - saw tooth with a hard alloy plate
The outer diameter D of circular saws is the diameter of the circle drawn along the tops of the teeth. Each circular saw has an internal hole for mounting it on the saw shaft. The diameter of this hole is inside diameter d saw blade, it must match the diameter of the saw shaft. A gap of no more than 0.1 - 0.2 mm is allowed between the saw shaft and the hole.
The machine operator chooses a saw depending on the material being processed. For example, when cutting chipboard and fiberboard, saws with carbide blades or fine teeth are used. For longitudinal sawing, saws with a tooth profile I w II are used (Fig. 2, a), for transverse sawing - with a profile III and IV (Fig. 2, b). The diameter of circular saws is chosen depending on the thickness of the material, and the profile - on the required roughness of the cut. So, if the surface is intended for gluing (for example, on a smooth fugue), planing saws are used.
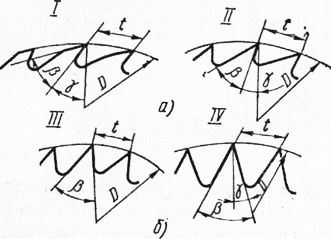
Rice. 2. Saw tooth profiles a - for longitudinal sawing, b - for pepper sawing
Rice. 3. Checking the forging of circular saws: 1 - saw, 2 - ruler
The smallest diameter blades should be used for the given sawing conditions as this will reduce power consumption, kerf width and tooth setting. Saws of small diameters are more stable in work, give the best quality cutting surfaces, their teeth are easier to sharpen, and straightening saws is also easier.
The requirements that circular saws must meet are as follows:
1. The saw blade must be forged, that is, its central part is somewhat weakened by hammer blows on both sides of the squeak laid on the anvil. It is necessary to forge flat saws having a diameter of 250 mm or more. The correctness of forging is determined by a straightedge, laying it on the disk in the direction of the radii (Fig. 3). Between the ruler and the saw blade in its central part there must be a clearance that is the same for any position of the ruler. In the case of poor forging, at one position of the ruler between it and the disk, a gap is obtained, at another there is no gap or a bulge appears.
The clearance value characterizes the concavity of the saw and depends on its diameter and thickness.
The need for forging saws is explained by the conditions of their work. In the process of sawing, the saw teeth, in contact with the wood, heat up and, if the middle of the saw is not weakened by forging, the saw blade is bent. If the curvature is significant (it crosses the boundaries of elastic deformations), then the shape of the disk is not restored even when it is cooled. With proper forging, the crown of the circular saw, heating up, slightly increases its size due to the weakened middle. This saw is stable in operation.
2. The teeth of a flat saw must be set apart, i.e., their tips must be bent one by one: one tooth to the right side, the neighboring one to the left. The amount of divorce on one side is 0.3 - 0.5 mm. Saws designed for longitudinal sawing of dry wood and hard hardwood have a smaller setting, saws for sawing freshly cut softwood and soft hardwood have a larger setting.
Divorce of teeth can be replaced by flattening. When flattening, the width of the teeth, which are given the shape of a spatula, increases. Flattened teeth are more stable and dull less than set teeth; energy consumption in their application is reduced by 12-15%.
3. The saw teeth must be sharp. Large burrs and inversions of the tips are not allowed. The teeth of the saw for transverse sawing must have an oblique sharpening at an angle of 40 ° for soft woods, 60 ° for hardwoods, and their tops must be spaced one from the other and from the center of the disk at the same distance.
4. Saws that have at least one broken tooth or cracks on the peripheral part of the blade are considered defective, install them on. machine is prohibited.
Before installing the saw blade, carefully clean the washers and the shaft journal with a rag or ends and check the bearing surfaces of the washers. If even slight protrusions are found on the bearing surface, the washers are replaced.
If the diameter of the inner hole of the saw exceeds the diameter of the saw shaft by more than 0.1 - 0.2 mm, insert bushings should be used to accurately set the saws. The saw is fixed on the shaft with washers and nuts.
Circular flat saws for transverse sawing with teeth set (Fig. 1, a, b) are used for preliminary trimming of the part, since high quality sawing is not required here. For fixing on the spindle, the saw has a mounting hole, the diameter d of which depends on the diameter of the disk D and the thickness of the saw b. The number of saw teeth should be 48, 60 or 72. The tooth profile for cross cutting is shown in fig. 1b. The teeth must have lateral oblique sharpening along the front and rear faces, as well as a negative front contour angle equal to minus 25 °.
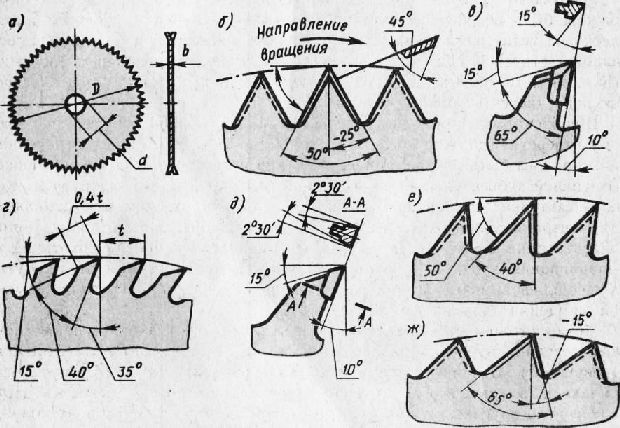
Rice. 4. Round saws: a - general view, b, c - for cross cutting
In this case, the angle of sharpening of the side cutting edges of the tooth, measured in normal section to the edges, should be 45 ° when sawing softwood and 55 ° when sawing hardwood. Circular saws with tungsten carbide blades are used for cross cutting. The saw teeth are made with an inclined back surface, as shown in Fig. 4, e. Depending on the inclination, if you look at the tooth from the front, saws are distinguished, left, right or with a symmetrical alternating inclination.
Saws for ripping solid steel are shown in fig. 4, d. a with hard alloy plates - in fig. 4, e. Circular saws for mixed sawing must have teeth, the front contour angle of which is 0 ° (Fig. 4, f).
If high quality sawing is required, planer saws with a negative rake angle are used (Fig. 4, g), as well as carbide saws with an alternating symmetrical inclination of the rear surface of the teeth.
Preparation for work of circular flat saws includes editing, sharpening and setting teeth. Saws after preparation for work must meet the following requirements. The number of teeth and their profile must match the type of sawing. The saw blade must be flat. Deviation from flatness (warping, bulges, etc.) on each side of a disk with a diameter of up to 450 mm should be no more than 0.1 mm. The flatness of the saw is checked with a straight edge or special device.
The required angular parameters of the teeth and the sharpness of the cutting edges must be provided by sharpening. Sharpened teeth should not have a shine at the corners formed by the intersection of the working edges of the cutter. Shine indicates that an insufficient layer of metal was ground off the tooth during sharpening. The difference in the magnitude of the front angles and angles of sharpening is allowed no more than ± 2 °.
The roughness of the end surfaces of the saws and the surfaces of the landing hole should be µm. cutting teeth sharpened saws must be free of burrs, breaks and twists. Burrs from the side faces of the teeth are removed with a fine-grained grinding stone. The quality of saw sharpening is checked with a universal goniometer or a template for controlling the angular elements of the teeth. The tops of the teeth should be located on the same circle with a deviation of not more than 0.15 mm. To align the ring gear in height and width, the teeth of the saws are jointed, i.e. grind off the material from the tips of the most protruding teeth when the saw is rotated at the operating frequency.
After sharpening, the teeth of steel saws are bred. At the same time, the tips of adjacent teeth are bent in different directions by 1/3 of their height (counting from the top). The value of the bend of each tooth (divorce to the side) is set depending on the cutting mode and wood species. For cross cutting with saws with a diameter of 500 mm, the setting per side should be 0.3 mm for dry wood and 0.4 mm for wood with a moisture content of more than 30%. The accuracy of the teeth setting is controlled by an indicator gauge or a template. Permissible deviation ±0.05 mm.
Preparation for the work of circular saws with carbide inserts consists in soldering the inserts, sharpening and finishing the teeth. In addition, they must be balanced. Unbalanced blades due to their uneven thickness can cause the saw blade to lose stability during operation, strong spindle runout and unsatisfactory sawing quality.
The strength of the soldering is checked by testing the saws by rotation at a peripheral speed of the teeth of at least 100 m/s. Sharpening and finishing of saws equipped with hard alloy plates are performed on semi-automatic machines of increased accuracy and rigidity. Pre-sharpening is carried out with abrasive (carborundum), and fine sharpening and finishing - with diamond wheels.
Static balancing of saws is carried out on a special device. Disk imbalance is characterized by residual imbalance, which is equal to the product of the unbalanced mass and the amount of its displacement relative to the axis of rotation (eccentricity). The amount of residual unbalance depends on the diameter of the saw blade.
Types and sizes of saws.
The shape of the teeth of circular saws depends on the direction of cutting and the hardness of the wood being cut. For longitudinal sawing, oblique teeth are used with a straight, broken (wolf tooth) and convex back; for cross sawing - isosceles (symmetrical), asymmetrical and rectangular.
Teeth with a broken and convex back are more stable than with a straight one, therefore saws with such teeth are used for sawing hardwood. Softwood and soft hardwoods can be sawn with straight-backed saws. On fig. 31 shows a method for determining the tooth angles of a circular saw.
Rice. 5. Tooth profiles of circular saws: a - for longitudinal sawing; b - for cross sawing
When divorced, the tops of the teeth are bent by 0.3-e-0.5 of their height. A break in the back of a wolf tooth is made from the top at a distance equal to 0.4 of the step size. Teeth sharpening for rip saws
Sawing - straight continuous, for saws for transverse sawing - oblique through the tooth at an angle of 65 - 80 ° to the plane of the saw.
Planing saws are a special type of circular saws. They are used to obtain a clean cut that does not require planing.
The thickness of the planer circular saw from the ring gear to the center over 2/3 of the radius gradually decreases at an angle of 8 - 15 °. Therefore, the saw teeth are not bred; the cutting edges of the teeth are the front short and side. The teeth of planer saws are grouped, or, as they say, notched with “combs”. Each group (scallop) has a large "working" tooth with a 45° taper angle. This tooth is what cuts the wood. Behind the working tooth there are from 3 to 10 small teeth with a sharpening angle of 40°. The shape of the teeth of planer saws for longitudinal and transverse sawing is different.
Rice. 6. Determination of tooth angles of a circular saw
The industry produces planing saws with a diameter of 100 to 650 mm, a thickness at the ring gear from 1.7 to 3.8 mm. Planer saws have been used more and more in recent years.
Rice. 7. Planer saws
Installation and fastening of circular saws. The circular saw is attached to the working shaft with two clamping washers (flanges), of which one is usually machined along with the shaft; its clamping plane is strictly perpendicular to the shaft. The second washer is tightened with a nut in the direction opposite to the rotation of the saw to prevent it from unscrewing during operation.
Washers should not protrude above the plane of the desktop.
The nut must be tightened firmly to failure. The saw installed in the machine, when lightly tapped on it, should make a sonorous, clear sound.
The cutting height when working with a circular saw is approximately equal to 1/3 of the saw diameter.
When choosing a saw, depending on the thickness of the material intended for sawing, you can be guided by the following ratios (dimensions in mm):
material thickness: 60 80 100 120 140 160 200 220 240 260 saw diameter: 200 250 300 350 400 450 500 600 650 700
Such ratios of the thickness of the material being cut and the diameter of the saw are correct when pushing the material on the saw or the saw on the material in a straight line. If, however, the saw blade is pushed onto the material in an arc, as, for example, in a pendulum saw, the saw blade diameter must be larger.
Requirements for circular saws and care for them.
The saw blade must be well ground, free of cracks, bulges and burns. The teeth must be sharply honed and evenly spaced; burrs and burns are not allowed on them. The teeth of machine saws for longitudinal cutting are often riveted or flattened instead of divorced, that is, their ends (tops) are broadened by blows or pressure. To do this, use special riveters and conditioners. The riveting and flattening of the teeth is in most cases done on large circular and wide band saws.
When working with a well-polished disc, friction between the disc and sawdust falling into the cut is reduced, so the disc heats up less.
In case of strong heat, the disc may warp. Bulges form on it, which will quickly heat up, resulting in local tempering of steel, so-called burns occur. Such burns can be identified by their darker color, by applying a ruler to the saw, or by touch.
A saw with burns is not suitable for work, it must be straightened by forging.
The forging of a circular saw is carried out on both sides on the anvil with a bench hammer. The parts of the disk surrounding the burn (bulge) are forged, and not the burn itself. Forging begins from the areas most distant from the burn, gradually approaching it and gradually reducing the force of blows. The straightened disc should be perfectly flat.
A circular saw often exhibits stretching along the ring gear, causing weakening of the stretched areas. Such a saw does not give a direct cut, it, as they say, "cuts".
The tension is eliminated by straightening, i.e., forging the saw in the middle annular part in the direction from the washers to the ring gear. This achieves some elongation of the middle annular part of the saw. The alignment is repeated from time to time. Make straightening on a planed cast iron stove handbrake, selected by weight at the rate of 1 kg per 300 mm of saw diameter.
If the saw has only one small crack, then in cases where it is impossible to replace it with a perfectly serviceable saw, a small hole is drilled at the end of the crack; this prevents an increase in the length of the crack - you can continue to work with such a saw. However, such a measure is always forced, temporary, it is impossible to resort to it all the time.
The industry produces circular saws with balanced rotating parts. The saws are also balanced. However, in the future, the balance may be disturbed due to the grinding of saws, due to the replacement of some parts of the machine (working shaft, washers, nuts).
The imbalance of the saws is checked on parallel horizontal balancing knives. The working shaft laid on the knives with the saw blade mounted on it is turned by hand around the axis of rotation, stopping it in various positions along the circumference. If the shaft with the disk during all such stops remains motionless in the position given to it, then it is considered balanced. If the shaft makes some additional rotational movement, then this indicates its insufficient balance.
Circular saws "burn" from strong friction against the walls of the cut. This happens when the saw cuts, i.e. deviates from a straight cut, giving poor lumber geometry. There are many reasons for cutting. Given that a whole system is working on sawing wood, consisting of a sawyer, a log, a machine and a saw, a failure can occur anywhere in it. But still, it is the saw that is responsible for 90% of the slaughter. Let's start with her.
The saw should be even, because the bulges rub against the walls of the cut and get very hot. Due to thermal expansion, they become larger and rub even harder. Blue and black spots appear on the saw - burns. The saw heats up unevenly and bends with a screw. Deep cuts into wood are possible with a strong deformation of the saw. The process develops like an avalanche and if you do not intervene in time, you can lose the saw.
Further, the saw is arranged like a bicycle wheel, only the imaginary spokes in this wheel do not press inward, but outward. In the center is an unforged support ring - a "sleeve". The intensively forged central zone of the saw rests on it - arching "spokes". And they put pressure on the wedding zone, previously bursting in a cold state - the "rim" of our imaginary wheel. The area directly under the saw teeth and approximately one tenth of its diameter.
Thermomechanical system
Why is this being done? The point is again in the thermal expansion of the metal. The saw does the work of cutting with its teeth. The efficiency of this work is far from 100%, part of the energy is released in the form of heat on the teeth of the saw - the crown, from where the heat spreads to the entire root zone, because the saw is steel and its thermal conductivity is relatively low. From heating, the crown zone of the saw expands, and if the central zone is not previously forged, the tensile force of the crown zone bends the saw into a figure-eight. For example, the crown zone of a meter saw tends to expand by 7-8 mm during operation, and the unforged central zone can only stretch by 1 mm!
The conclusion suggests itself, working with circular saws, we are not dealing with a mechanical, but with a thermomechanical system. Moreover, circular saws work normally only under the condition of axisymmetric, uniform heating of the crown zone.
If the saw teeth are of different heights, whole fragments of the teeth do not do their job, but simply slip past the bottom of the cut. But the rest of the teeth get doubly. At the same time, the working teeth quickly become blunt and get very hot, causing uneven stretching of the root zone, which bends the saw.
Heating of the central zone of a saw is also not allowed. It can be caused by the bowl shape of the saw blade or by hot saw shaft bearings! In this case, the saw acquires excessive temperature forging, bends into the bowl, and then begins to intensively rub against the walls of the cut and cut itself.
If the circular saw equipment is located in an unheated room, in winter and summer it is necessary to set the saw to a different degree of forging. First of all, this applies to saws with a large diameter of 800 mm or more. Summer forging is much more intense than winter. In summer, a large diameter saw may be trigger forged, i.e. have two stable states. The more intensive forging the saw receives, the longer it will not require sawing preparation. But here it is important not to overdo it, because forging is purely individual for each type of saw and its value is affected by the hardness of the steel, the diameter and thickness of the saw, the rotation speed and, finally, the operating temperature of the medium.
After forging, the saw must be symmetrical. That is, equalize the sum of surface tensions on both sides of the saw. The symmetry is checked by placing the saw in a vertical position. Applying a long saw line to the saw on the right and left, we make sure that the gap between the ruler and the saw is the same on both sides. If not, you should lightly forge the saw from the side where the saw center touches the ruler. Trigger forging symmetry is checked by tilting the saw towards and away from itself. The center of the saw should "fall through" at the same angle of inclination of 5-7 degrees relative to the vertical position.
Divorce and sharpening of teeth strongly influence the cutting of the saw. Set-up must be controlled on steel saws every shift and maintained to an accuracy of 0.03 mm. If the saw is strongly clamped in the log, then the divorce should be set again.
Undoubtedly, the sharpening angles recommended by the saw manufacturer should be observed. But most importantly, the sharpening angles must be strictly symmetrical to the plane of the saw. Otherwise, a sharper angle will "take away" the entire saw in its direction and overcutting will occur. Even with manual sharpening, saw teeth should be sharpened with an accuracy of at least plus or minus 1 degree. Naturally, modern grinding machines are capable of sharpening dozens of times more accurately.
Symmetric system
Hence the following important conclusion. The saw is a perfectly symmetrical system, only its own symmetry keeps it from cutting. It must be symmetrically straightened and forged, symmetrically sharpened and set apart. Well, as we remember, it is axisymmetrically heated. In this case, the saw must be balanced and have the same shape of the teeth. But this operation cannot be done manually, it can only be done by grinding machines.
A powerful factor that stabilizes the saw in the cut is the centrifugal force of inertia. Properly prepared, the rotating saw stabilizes in space and is a flat and stable gyroscope. As experts say, "spreads its wings."
However, a flange having large end and radial runouts can disrupt the normal operation of the saw. Here we move on to the next group of reasons for cutting circular saws - to the parameters of the machine and its settings.
As a rule, the circular saw is to blame for poor lumber geometry, but the remaining 10% of the causes of gouging belong to the machine. There are many designs of circular machines. Let's try to summarize the reasons for their poor performance.
Insufficient drive power can manifest itself when too many blades or blades are too thick on the gang shaft. Often, they try to compensate for poor preparation of saws by increasing their thickness and large tooth spacing. Only a sawmill will be able to prepare thin saws and set the minimum setting so that the drive power is enough for the normal operation of the machine.
There is not enough drive power when the feed rate of the sawn material is very high or it is viscous and hard, such as larch or oak. You need to select the feed rate. In machines with water-cooled saws, you need to closely monitor the water supply. There is a weak pressure or clogged holes in the guides that do not provide the necessary degree of lubrication and cooling of the saws. And there are reasons that are completely trivial. The belts are sagging and it is high time to change them or there is not enough oil in the hydraulic system.
The geometric settings of the machine are also important. In a good machine, as in the army, everything should be parallel or perpendicular. The shaft is set strictly perpendicular to the movement of the workpiece, this is especially important where there is its adjustment. The saw must be strictly perpendicular to the plane of the machine bed. Measuring devices of machines such as Kara and Magistral are set parallel to the plane of the saw. It is necessary to set all the saw stops and guides according to the instructions on the machine. As well as cutting knives.
Be extremely careful! Almost all of the above operations are performed on a running saw. A standing saw assumes an arbitrary position and cannot serve as a reference plane.
saw shaft
Saw gouging can occur due to a faulty saw shaft. Circular saws are operational only with minimal end and radial runout of the saw shaft or flange. Beats are calculated in hundredths of a millimeter. For example, the end runout of the flange of a meter saw within 0.1 mm leads to instantaneous overheating of the saw from friction against the walls of the cut and deep cutting. The manufacturer normalizes this indicator within 0.03 mm. It would be better if its value was even less. The check is made with an indicator on a magnetic stand.
The saw shaft can cause shearing if bad, over-tightened or unlubricated bearings become too hot. Pay close attention to checking and lubricating the saw shaft of the machine. Bad bearings can be detected in the following way. Attach a small rail with smooth edges to the location of the bearing and press your ear against it. Listen carefully to the operation of the bearing as the shaft rotates and stops. Rattles, sharp knocks and clicks are not allowed. You need to change the bearing correctly, using pullers. Bearings have different accuracy classes and not all are suitable for installation on a shaft. I even consider it inappropriate to say that the bearing seats must be polished by the manufacturer, which is far from always the case now.
Floating saw machines have their own reasons for gouging. One of them, incorrect clearances in the guides. Moreover, with a small gap, the saws are cut due to overheating, and with a large gap, due to wandering. It is necessary to set the recommended clearances.
The wandering of saws also appears when guides made of brass or babbitt are unevenly ground. In this case, the brass overlay is changed, and the babbitt overlay is fused again.
It happens that a chip is wedged between the guides and the saw. This leads to severe jamming and instantaneous overheating of the saws. Even water cooling does not save. After that, the saws tend to become bowl-shaped and need sawing preparation.
Other factors
Many people believe that the fastest resource for circular saws is sharpening, followed by cutting and only after that straightening and forging. This is indeed the case if thick saws are used. However, if you want to save on the width of the cut and have a solid recovery rate, these representations will have to be changed. Then sawmill preparation comes to the fore. On a multisaw equipped with thin saws, the saws sometimes have to be adjusted every three to four hours, i.e. long before the carbide tips become dull. And it should be recognized that this is a world practice. If you want to save money, prepare a professional sawmill.
I am often asked the question of how much thickness saws can still cut consistently with proper sawing preparation. This directly depends on the diameter of the saw and on the design of the machine. But mostly in Russia they saw with very thick saws. It seems to the exploiters that this is less of a hassle, and the money at the same time flies out the pipe, in the sense of the exhauster pipe in the form of sawdust.
In my experience, you can cut perfectly with meter saws 3.6 mm thick, saws with a diameter of 630 mm and 2.5 mm thick. And this is far from the limit, because the sawmill skill does not stand still. In Japan, they manage to cut with meter-long saws with a floating fit 1.5 mm thick! Which for us is just a fantasy.
People ask me which saws are better with slots or without? The inventive thought of humanity is driven by laziness. The inventors made a lot of intricate cuts in the saws, with only one purpose, no matter what to edit the saws or forge. And the truth is that the best saws are solid ones. They are, by definition, the thinnest and most stable. He who knows how to cook them skillfully, rightly reaps generous fruits.
Director of LLC "Piloprav.ru"
Organizer of the Ural School of Sawmills named after A. N.K. Yakunina
Kucherov V.V
Now one guest and no registered user on the site
Features of the use of circular saws made of hard alloys
Sawing solid wood
For the implementation of longitudinal, as well as transverse sawing of solid wood, today special circular saws are used, which are equipped with special plates made of hard alloys. As a rule, in the process of cross-cutting, there are absolutely no problems with the use of saws, so we will focus on the features of using circular saws for rip sawing.
In the process of processing solid wood, it is necessary to use saws that are fully consistent with the nature of the work being carried out, properly prepared, rolled in accordance with all the rules or forged, and which also do not have any mechanical damage. Quite often, due to negligence and non-compliance with all manufacturer's recommendations for use circular saws(DP) they prematurely fail (break, wear out). Bulges appear on the canvas itself, as well as slack, which have characteristic traces of burns. In addition, teeth can crumble or break off, and finally, in the most unfavorable case, the saw can simply break. Such consequences of non-compliance with elementary rules and recommendations can often lead to disastrous consequences.
So, how can you save a really expensive tool from premature failure, while increasing the level of operator safety, as well as increasing the level of productivity in sawing with circular saw equipment?
Saw design
For the implementation of a certain work, it is necessary to choose such circular saws that will have the smallest possible diameter. Saws with a small diameter are more stable and also provide a very high level of cut quality, which in turn makes it possible to achieve an increase in the volume of manufactured products and, accordingly, a higher level of quality, in comparison with the use of the same cutting tool, but subject to larger diameter. To ensure free movement of the saw in the cut, the teeth of the cutting tool (of this saw) must be set apart or equipped with special carbide tips. At the same time, it should be noted that in the case of a tooth divorce, only 1/3 of the tooth height needs to be bent. Saws with hard alloy soldering (soldered special plates that are made of hard alloy), or stellite, this tooth layout is completely useless.
Longitudinal swaddling
In the process of longitudinal sawing, the sharpening of the tops of the teeth should be straight, without any slopes. The front, as well as the rear angle of sharpening, depending on the type of processed (cut) material, should not exceed the limits of 15 ° -25 °. The width of the tip of the tooth (blade length) should be 0.6-1.6 millimeters wider than the thickness of the saw blade. In other words, the kerf width is: S = b + 2S1, where b is the thickness of the saw blade in millimeters and S1 is the flare per side in millimeters.
Widening on the side can be absolutely varied. It depends on the degree of hardness of the treated wood, as well as on its state of aggregation (in other words, warm, freshly cut, dried or frozen, etc.). For example, in the conditions of raw wood processing (wet and soft wood, viscous), the maximum broadening per side can be from 0.8 to 0.8 millimeters at most. Moreover, in the case of processing dry (dried) hardwood, such broadening can be at least 0.4-0.5 millimeters. This is explained by the fact that due to the friction forces that arise in the process of sawing wood and at the same time leading to strong heating of the saw body, the elastic recovery of the processed wood in the cut of various aggregate states is performed differently. The least recovery in the cut occurs precisely in dry, hard, and frozen wood, while the maximum level of elastic recovery occurs in soft, wet and viscous wood.
Cleaning knives (multexes)
Special plates made of hard alloy (the so-called cleaning knives or multiplexes) can be soldered into the body of the saw. In the process of working (cutting), these plates, due to the fact that their width is less than the width of the tooth blade, do not rub against the walls of the cut at all. Moreover, even in conditions of loss of flatness (stability) of the disk, for some reason, the friction of the saw blade on the cut, thanks to the cleaning knives (multexes), is completely excluded. These soldered plates preserve and protect the saw blade, as well as the saw itself as a whole, from generating too high a level of heat that can damage the saw. It is highly desirable that in the process of sawing materials that have a thickness of more than 100 millimeters, the saws are equipped with such multiplexes.
Preparation for the work of the circular saw (DP)
Before you install a circular saw (DP) on the equipment, it must be properly prepared for work. In particular, this applies specifically to the blade of such a cutting tool. It is necessary to create internal mechanical stresses in the canvas. Modern circular saws without internal stresses are absolutely not suitable for use. This is due to the fact that they are characterized by lateral beats, as well as a low level of blade stability in the process of sawing. At the moment of processing (sawing) the material, such saws “float”, in other words, the DP blade loses its stability, after which it receives rather large burns in the very next moments.
The presence of internal stresses in the blades of circular saws is the most important prerequisite for the most successful operation of such a tool. This is due to the fact that in the process of carrying out the work, the region of the teeth (crown) heats up more strongly, in comparison with other areas, while thermal compressive stresses appear. It is on them that tangential stresses from centrifugal force are superimposed. Both of these stresses are summed up, which could inevitably lead to the most negative consequences for the tool (circular saw). It is precisely because of this that there is a need to take measures that will eliminate such phenomena by resorting to rolling or forging the saw body.
In order to prevent the area of the saw teeth from becoming undulating during sawing, it is necessary to extend the middle zone of the saw blade. In this case, the edge of the saw itself receives freedom of stretching and the saw, rotating, remains flat. Stresses in the middle sector of the saw blade arise with the help of rolling or forging (in other words, blows with a special hammer on a special straightening anvil). The rolling of the circular saw blade is carried out using special equipment. In the process of manual dressing of the disk blade, hammer blows must be applied according to a special scheme, depending on the characteristics of the saw itself, on the cutting modes, on the feed rate of the material being processed, and also on many other factors. A properly tensioned circular saw that is mounted vertically should absolutely not vibrate from punches in the middle.
Internal voltage control
Controlling internal stresses in a saw blade can be done by the following methods: slightly tilt the saw blade with your left hand, while right hand attach a special straight edge to the canvas. In this case, a light gap should appear, which is a sign of the presence of internal stresses. Exactly the same clearance must be present when checking the other side of the saw blade. Approximate values of the light gap for a cutting speed of 50 meters per second: 0.3-0.5 millimeters, provided that the saw diameter is 400-800 millimeters and 1.6-1.8 millimeters for saws with a diameter of 1000 millimeters.
Choosing the number of teeth on a saw blade
In order to achieve a high level of sawing quality, the number of teeth on a saw blade is very important. General rule is as follows: for sawing thinner materials, it is necessary to use saws that have a large number of teeth, while sawing thicker materials requires saw blades with fewer teeth. For sawing solid wood, at least two, and a maximum of four teeth must work at the same time. In the event that less than two saw teeth are in the material being cut, the DP will not be able to function stably and reliably. However, in this case, if there are more than four teeth in the material being processed (in the cut), then the outer (crown) region of the saw blade will become unacceptably hot. In this case, the saw loses its flatness and may well fail due to the friction force of the disk against the walls of the material being cut.
The most optimal number of teeth (Z) that should be in the material being processed can be calculated using a simple formula: Z \u003d (H / t) + 1, where H is the cutting height (in millimeters) and t is the pitch of the saw teeth (in millimeters ).
In any case, regardless of the material being cut and the dimensions and characteristics of the saw, there should always be more than one tooth in the material being cut. Otherwise, it is absolutely impossible to provide any guarantees for the straightness of the sawing. The most optimal number of teeth in a cut is two to three teeth. Too many teeth on the saw is main reason increasing the level of load on the drive motor. It is for this reason that the drive motor must have sufficient high level power. The tooth pitch t (in millimeters) can be determined by the following formula: t = Dπ/z, where ”D” is the diameter of the saw itself (in millimeters), and ”n” in turn equals 3.14, while Z is the number teeth of a circular saw (in units/pcs).
Tooth pitch DP
A coarse tooth pitch of a circular saw, which is in the range of 30-45 millimeters, is recommended to be used in the process of longitudinal sawing of wood, at high sawing heights, or when sawing soft wood. In turn, the fine tooth pitch of circular saws is recommended to be used in the conditions of transverse sawing of wood, in conditions of a small cutting height, or in the process of cutting the hardest wood species. Enough great value in the process of choosing a circular saw for cutting solid wood, it is precisely the shape of the tooth profile that has. At the same time, it is worth remembering that in the process of sawing hardwoods, as well as in the process of sawing frozen wood, the shape and volume between the tooth cavity extremely significantly affects the level of quality, as well as the speed of sawing.
In conditions of a sufficiently large number of teeth and, accordingly, a small cavity between the tooth cavity, very small sawdust is formed. At the same time, the removal of such sawdust from the cut is difficult, and part of the sawdust falls between the walls of the cut and the body of the saw. Thus, the saw begins to heat up, and a very large amount of resin, as well as dust, sticks to the saw blade. In this case, the saw begins to burn and, as a result, quickly become dull. Due to this, the operator is forced to sharpen such a saw quite often. In addition, the consumption of electricity per unit of manufactured products rises sharply.
Feed rate
In the process of mechanically feeding material into the sawing area, it is worth choosing a speed level at which the feed per tooth (Uz) will be 0.2-0.7 millimeters in raw wood processing conditions and 0.1-0.3 millimeters if dry wood processing. This value is influenced by the number of teeth and is provided if the material being processed is fed into the cutting area at a feed rate (m/minute): U = UzZn/1000, where Uz is the feed per tooth (in millimeters), Z is the number of teeth used saw, and ”n” is the speed of the saw shaft - 1 / min. (revolution/per minute).
In the event that we know the feed rate, the rotational speed of the saw, as well as the optimal value of feed per tooth for different types of wood, as well as types of materials, then we have the opportunity to independently select the most correct and suitable number of teeth that a circular saw will have. Feed per tooth values for different materials are shown in the table.
Minimum material feed rate
The speed level of the mechanical feed of the processed material should be at least 20-30 meters per minute. Under conditions of lower feed rates, there is increased (rapid) wear of the saw teeth, overheating of the cutting tool and, as a result, the failure of this saw. To process materials, saws must be extremely sharp. Sawing wood using blunt tools significantly increases the consumption of electrical energy, and also worsens the level of quality of the manufactured products and, undoubtedly, is one of the main causes of saw breakage.
Of utmost importance for the implementation of the most stable operation, as well as the durability of the saw blade, is the technical condition of the processing equipment, as well as the method of supplying the material to be processed into the processing area (direct sawing). In the event that the equipment has a significant (exceeding 0.02 millimeters per 100 millimeters of length), radial runout of the saw shaft, it is imperative to eliminate all problems without delay. It is most advisable to put the saw on the shaft, and also to check the saw for lateral runout using a special indicator. Depending on the diameter of the tool (saw), maximum deviations from the stroke plane are allowed, which range from 0.01 mm to 0.03 mm.
On equipment with a roller feed, in the vast majority of cases, as a rule, an exhaust system that removes sawdust formed during processing from the saw box is attached to the machine from below. Along with the resulting sawdust, pieces of broken bark, as well as other industrial wastes, which can quickly clog the chip removal channel, also enter the exhaust system. At the same time, the productivity of the exhaust system will significantly decrease after sawing 10-15 bars. As a result of such actions, the chips from the saw box practically cease to be removed, which in turn entails a very rapid heating of the saw blade used for processing, as well as its failure. Taking into account such features, it is most preferable and expedient to use equipment equipped with a caterpillar feed of the processed material into the sawing area.
The most common problems in the process of sharpening circular saws:
- The resource of the circular saw does not correspond (is less) to the declared resource by the seller of this tool;
- The circular saw is not able to withstand a sufficiently large number of sharpenings.
The number of DP sharpenings equipped with hard alloy soldering depends on a number of factors:
- From the quality level of the hard alloy;
- From the material that needs to be sawn;
- From correct operation (observance of all rules and recommendations);
- From the amount of sawn material;
- From the timeliness of the sharpening of the saw;
- From technical condition technological equipment, with the help of which sawing is carried out;
- From the culture of production, as well as from compliance with all technologies and rules;
- And finally, from the processing equipment itself, with the help of which sharpening is carried out.
Circular saw quality
Most good tool accordingly, it has a high cost, however, such a tool serves for a long time. The quality of the saw blade depends on the type of carbide used by the manufacturer. In turn, the mechanical properties of hard alloys are set using the percentage of carbides, as well as binders, and the particle size of the hard alloy powder. In addition, they can be influenced by technological process mixture preparation, baking modes, processing modes during grinding, as well as methods for soldering cutting plates onto the body of the cutting tool (saw) itself. It should be added that the highest level of hardness differs plates made from an alloy with the lowest cobalt content (3-5%). However, provided that a certain amount of titanium carbide is present in the composition of the hard alloy, the bending and impact strength levels of the alloy will decrease. An increase in the content of cobalt in the composition of the binder decreases the level of hardness, however, this increases the bending and impact strength of the alloy. Thus, a low-quality alloy quickly collapses and wears out. In the process of sharpening to perform editing of the tooth geometry, it becomes necessary to remove a large layer of soldered hard alloy, which in turn entails a decrease in the number of saw sharpenings (in other words, a decrease in tool life).
Selection of a saw depending on the material being processed
Among other things, the material to be sawn is also capable of influencing the operational (mechanical) parameters of the cutting tool (saw). Due to this, there is a need for the implementation of the most correct selection of the tool in absolute accordance with its purpose. In this task, special catalogs can help you, in which the largest manufacturers indicate for which particular material this or that tool (saw) is intended. In addition, these catalogs contain all the necessary information on the diameter, as well as the number of teeth of saws for processing the relevant materials. The implementation of the processing of low-quality (contaminated) material can also lead to the destruction (destruction) of hard alloy soldering. This, in turn, means that in the process of sharpening a low-quality tool, it is necessary to remove a very large layer, in comparison with a tool that is made of high-quality carbide.
Implementation correct use cutting tool, as well as the amount of processed (sawn) material are interrelated things. For example, if a tool is used to solve the most complex and voluminous tasks set for production, for which this tool is absolutely not intended (it is worth remembering that the catalog of the cutting tool manufacturer contains information about the approximate amount of sawing up to the moment of sharpening, and the level of the feed rate of the material being processed, and the number of revolutions of the circular saw), then sooner or later (but rather sooner) such a tool will begin to fail. Unfortunately, quite often, manufacturers ignore the recommendations of tool manufacturers for the use of circular saws, which contain information about how much sawing (duration) between sharpening they are designed for. Such unlucky tool holders use its flesh until fringes, moss or chips appear on the material, which is extremely unacceptable and entails extremely negative consequences.
Circular saw sharpening equipment
One of the most important factors The productivity of the tool lies in the equipment on which the saw blade is sharpened. Here, quite a lot depends on what kind of equipment it is - automatic or semi-automatic. For example, the implementation of sharpening a circular saw with hard alloy soldering using automatic equipment from European companies provides an opportunity to ideally maintain the distance between the teeth, the configuration of the teeth, as well as the factory sharpening angles. One of the main advantages of this equipment is the minimum level of movement of the sharpening head, which is 0.01 mm. For one pass of the sharpened area with its help, it is possible to remove a layer of hard alloy with a thickness of not more than 0.02 mm. The geometric ratio of the height and thickness of the tooth for a circular saw in order to increase the level of stability of the teeth in the cut is approximately 1: 3-5 (in other words, if the tooth thickness is three millimeters, then its height will be approximately 9, up to 15 millimeters). 1: leave 3 to 5 as is - this means that in the case when, for example, 0.02 mm (thickness) must be removed during the process of sharpening the front edge of the tooth, then 0.06-0 must be removed along the back edge, 1 mm carbide (height), so as not to violate the geometric relationship and, therefore, the mechanical properties of the tooth.
In practice, it was found that by removing such an amount of hard alloy in one sharpening using automatic sharpening equipment, the saw can be sharpened up to 25 times. Thus, in the process of sharpening with the help of such equipment, the service life of the tool is increased, which in turn reduces the cost of updating the saw. In the process of sharpening with the help of semi-automatic, and even more so with the help of the simplest sharpening equipment, the operational resources of the tool are reduced by at least 30-40% compared to sharpening with the help of automatic equipment for sharpening the tool.
FOR WHAT REASONS CAN THE TOOL APPEAR CHIPS DURING THE INITIAL PERIOD OF WORK?
During the operation of the cutting tool, the time during which it wears out can be conditionally divided into two periods:
- Emergency wear period. At the very beginning of the implementation of the use of the cutting tool, at the time when the micro-chipping of the cutting edge is carried out, which is the cause of the appearance of chips;
- Time of gradual (monotonous) wear. In this case, wear (abrasion, blunting) of the working surface of the cutting blade of the tooth occurs gradually during the operation of the saw.
In the catalogs of tool manufacturers who have already proven themselves exclusively with positive side, without fail there are tables of the speed of the feed of the material being processed, as well as the speed of the cutting of circular saws. All these data absolutely correspond to certain saws, as well as materials. In the event that these parameters do not correspond to reality (they are not maintained), then the level of quality of the treated surfaces decreases, and the working tool is subjected to high loads. As a result, chips appear on the cutting edge, the properties of such an edge are lost, which entails a decrease in the service life of such a saw (a decrease in its resource), while there is a significant overexpenditure of electrical energy.
The cutting speed of the saw V (m/s) is determined using the rotational speed of this tool, as well as its diameter: V = Dπn/60, where D is the diameter of the tool itself (in millimeters), “p” is equal to 3.14, and ”n” in turn is the number of revolutions of the tool (1/min, rpm).
General rules for using a circular saw
- The processing equipment used must be in good working order, and absolutely no spindle runout is allowed;
- Clamping flanges (saw washers) must have exactly the same diameter, which is equal to at least 1/3 of the diameter of the cutting tool (saw) used. The flange diameter (d) is determined by the following formula: d = 5√D where D is the diameter of the cutting tool (in millimeters) and d is respectively the diameter of the flange (in millimeters);
- Mounting rings, as well as washers, must be perfectly parallel;
- The cutting tool (saw) must protrude above the workpiece by at least a tooth height, but not less than 5 millimeters;
- The rounding of the cutting plate of the tooth (blade) before the next sharpening should not exceed 0.2 mm;
- Before proceeding with the implementation of the installation of the cutting tool on the processing equipment, their surface must be cleaned the best way with a solvent. ATTENTION: do not use solvents made on a caustic basis!;
- It is necessary to strictly observe the cleanliness of the flanges, as well as the rings;
- The strictest care must be taken to ensure that the body of the saw is always parallel to the guides, as well as the ruler.
news
Pellet mill - designed for the production of wood pellets (pellets) from dry wood waste. The main processed raw material is sawdust. Pellet mills small allow you to get pellets from any biomass. Small pellet mills are in demand in private households, as well as in small industries. Used for the production of pellets, for space heating, as well as the production of animal feed. more......
Reduced prices for laser machines of the Rabbit series of large format. Laser machine Rabbit 2030 (laser tube 80W), 2000x3000 mm Price from stock - 960,000 rubles, price on order - 800,000 rubles Laser machine Rabbit 2030 (laser tube Reci W2), 2000x3000 mm Price from stock - 971,000 rubles, price on order - 811,000 rubles Laser machine Rabbit 2030 (laser tube Reci W6), 2000x3000 mm Price from stock - 1,028,500 rubles, price under the order - 868,500 rubles Laser machine Laser FB 1525, working surface 1500x2500 mm Price from stock - 729,600 rubles, price under the order order - 608 000 rubles Laser machine Laser FB 1626, working surface 1600x2600 mmPrice from stock - 835 200...
INTERLASER is pleased to inform its customers about a significant (12.5%) price reduction for milling machines Carver-0609. The new models of Carver-0609 milling machines are equipped with a 1.5 kW water-cooled spindle, an electronic table zero point sensor, advanced HIWIN (Taiwan) rail guides on all axes, and a water pump is also supplied with the machines. Control milling machine via DSP controller, Type3 software included. Delivery of equipment is carried out within 60 working days from the date of prepayment (70% of the cost). For all questions, please contact our sales offices by phone numbers listed on the site.










How to understand: will the kitten be fluffy?
What kind of light alcohol can be drunk for pregnant women: the consequences of drinking
Why do the legs swell in the ankles and ankles of the feet in pregnant women: causes and methods of treatment
The wedding of Prince Harry and Meghan Markle: scandalous and secret details of the marriage (photo) The future marriage of Prince Harry year NTV
How to close white plums for the winter