Any cutting tool tends to become dull during operation. This also applies saw blades, which must be sharpened regularly in order for the sawing of wood to occur quickly and efficiently.
The easiest way to sharpen teeth on a circular saw is to use a regular file. But when working with your own hands, on bringing the cutting tool into working condition, there are many difficulties that only good specialist with sufficient experience. It is much easier, faster and more efficient to use a homemade sharpening machine for this operation. circular saws or grinding machine for circular knives.
The decisive role of a good chain sharpening is the support pin and its movement mechanism mounted on hob. At the rear end, the thumb is hinged on the axis, and the front one is movable. When the chain is pushed forward, the thumb is raised so that it is not in the way. In the lowered position, it is located at the rear end of the pointed device. The thumb can be moved forward or retracted using a fine threaded screw drive. It sets the exact location of each cutting device, provides proper sharpening and equal length of all cutting teeth.
If there is a home-made electric sharpening machine for circular saws, regardless of whether it is a factory tool or home-made, you should know the basic principles for using such equipment. Especially when there is a need to sharpen the teeth of saw blades that have different geometry and sharpening angles.
1 Tooth shapes on saw blades
There are several of them, and they appeared as a result of optimization impact of the cutting edge on the material being cut, which can have different properties.
The position of the thumb is adjusted when the channel is inserted into the channel. The tooth is selected as the starter, which is positioned so that the disc hits the tooth. The operation is facilitated if, by turning the screw, the thumb gently pushes the device against the disc until it stops in the cut of the tooth. The location of the thumb is blocked. The chain in the channel is also locked with a screw, and the cutting plate of the device can now be sharpened. The chain is then loosened and removed until the next link is established, resting securely on the support pin.
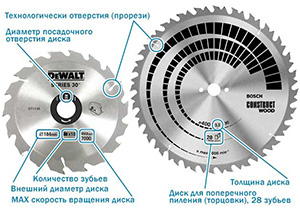
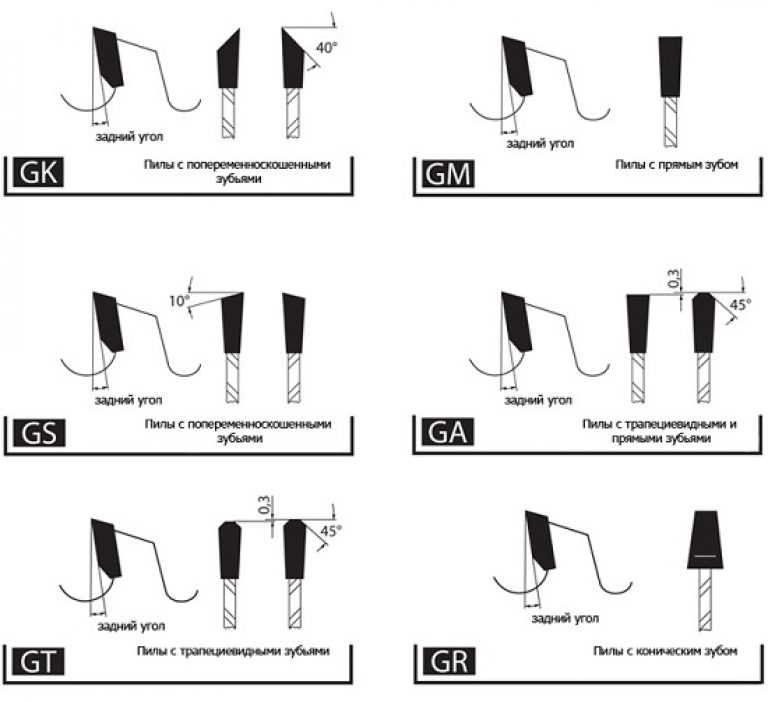
The main tooth shapes are:
- straight - used for longitudinal sawing, when high quality is not necessary;
- oblique (beveled tooth) - has a variable right and left angle of inclination of the posterior (sometimes also anterior) plane. It is used for sawing both in the longitudinal and transverse directions. The most common shape for circular saws. This configuration is convenient to use when cutting boards with double-sided lamination, as it does not give chips along the edges of the cut;
- trapezoidal - characterized by a long period of retention of the cutting edge in a sharp state. Usually on saw blades, teeth of this shape alternate with straight teeth, somewhat rising above them. Trapezoidal teeth, in this case, make rough sawing, and straight teeth - fine;
- conical - this form of teeth is used in auxiliary operations. For example, a layer of laminate is cut to prevent the appearance of splinters during the main sawing.
The front edge of all teeth is flat, but in some types of circular saws it is concave.
Then the chain is tightened, sharpening is repeated, etc. The chain is sharpened in two strokes in accordance with the lateral inclination of the cutting edge of the blocks - left and right. Accordingly, the machine counter rotates in the right direction, the most commonly used value is 30 °, which corresponds to the frequently used circuits. Good chain sharpening also requires the correct depth setting, which is also determined experimentally.
To cut the chain well, all cutting teeth must be the same length. After resharpening the hand, there may be differences in length that need to be corrected. Therefore, when measuring with a caliper, you need to find the device with the shortest cutting edge. The machine is first set up and started by sharpening.
This allows you to perform high-quality finishing cross-cutting.
1.1 Sharpening angles
Sharpening of the teeth of a circular saw is carried out taking into account the four main angles that are formed at the intersection of the planes:
- front corner;
- back corner;
- bevel angles of the front and rear planes.
as a helper, the angle of sharpening is also taken into account, which is given by the front and back angles.
In addition to the specified 30° angle for sharpening the cutting edge, its forehead is pointed at an angle, typically 60° or 75°, to the longitudinal axis of the feature. In this case, this angle is fixed as a result of the lateral inclination of the pointed disk. In order to facilitate the initial setup of the machine, the tooth surface of the selected first block can be painted with a fin. This clearly shows where the disc is taken away from the tooth and where it is not.
The feed of the grinding wheel must be smooth and slow to avoid overheating, which is known to cause characteristic coloration. Ultimately, the formed mustache is cleaned with metal files. After each sharpening, the height cutting tooth decreases. This requires periodic correction with a scraper and the height of the feed limiter located in front of the cutting element of the device. The difference in their heights depends on the type of chain, and this value is usually specified by the chain manufacturer. Each cutting block must have a factory mark indicating where it can be sharpened and then the chain will be disposed of.
Sharpening angles depend on the purpose of the saw:
- for ripping the value of the front angle is suitable from 15 to 20 degrees;
- at cross cutting- from 5 to 10 degrees;
- with universal use, on average - 15 degrees.
Sharpening angles are important to take into account not only in the direction of the cut, but also in terms of the hardness of the wood - the harder it is, the smaller the front and rear angles should be.
The same applies to the limiter. Note. The machine is equipped with a set of bolts for stable installation on the workbench. In the pictures, she is attached to the carpenter's table with two small claws. Saw blades operate at very high circular speeds and are therefore so important that they are in perfect condition. Cutting blades must be performed accurately. It is not only a saw that is dangerous, but also a saw with uneven ground teeth or a saw with cracks after an inappropriate shank.
If the saw blades are highly wear-resistant and unevenly high, the set is uneven or sawn when the wool is rotated, it is in place to observe the grinding of the saw blade in the hands of a specialist who performs the grinding on a special machine.
2 Equipment for sharpening saw blades
These are grinding machines for circular saws, which constructively made in the following variations:
- when sharpening, only the saw moves (the engine with the grinding wheel is stationary);
- both a sharpened saw and an engine with a circle can move;
- only the engine with the grinding wheel attached to it moves ( saw blade stays still).
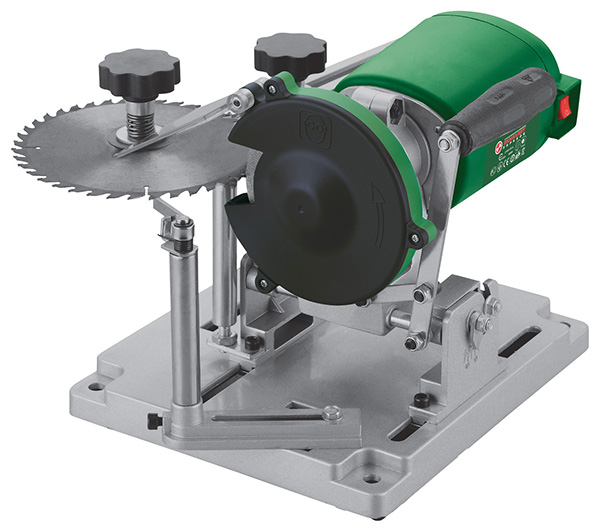
As standard example A grinding machine can be a device that consists of two components - an engine with a grinding wheel mounted on its shaft, and a caliper on which a sharpened circular saw is attached.
Types of toothed saws
How to cut blades correctly
Remember to unplug the machine before storing it! When cutting saw blades, always follow the safety instructions. Do not roll the bobbin out of the machine and grind it directly onto the blade. Attach the pedal with two invisible keys to keep it from cracking or moving.How to determine the sharpening angle of a circular saw
If you find that there is an increase in undersharpened teeth after sharpening, repeat the procedure. However, there is a rule to keep the number of movers. You will grind every tooth! After sharpening your teeth, gently pull on your toothbrush or teeth. When drilling a saw blade, a so-called needle may be formed, you can remove it with a pull stone. If you want to achieve blade life, we recommend that you equalize it.
- First mark the tooth and gradually sharpen all the teeth of the saw blade.
- Always sharpen the same number of strokes.
- For a saw blade, this will be about 3-5 pulls.
- Keep the number of strokes even if you think the tooth is less pronounced.

To ensure angular sharpening in this device, a system must be provided that allows you to change the angle of inclination of the blade (for teeth with a beveled front plane).
2.1 Machine JMY8-70
The JMY8-70 electric grinding machine, which is made in China, has enough a large number of positive feedback. Some craftsmen take his device as a basis when they assemble a home-made machine for their own needs with their own hands.
Grinding saw in poor condition
Your teeth should be in your hands. Run at lower RPMs. Gradually approach the blunt tray on the tabletop of the machine to the toothbrushes. The tallest teeth are cut first. A sharpened saw may be too blunt or have a pointed blade.
Adjusting the circumference of the saw blade - Proceed in the same way as when leveling the saw blade. Start by rusting the saw with a pencil to indicate the circular saw that will rip the teeth. Sharpening teeth and toothbrushes. The procedure is similar to that of a saw blade. Use a triangular file. For saw blades, use a flat saw. Then the sharpness becomes more complex and refined. Select the number of pull pins so that the tooth marks on the tooth disappear after the tiller is aligned.
- But the grinding stone must touch all the teeth of the saw.
- Trimming the toothbrush is done to avoid starting a so-called "run".
- Apply the equation to the same diameter as the toothbrush curl.
The JMY8-70 machine is designed for sharpening circular saw blades that made of hard high-speed alloys. On the machine, it is possible to process the front and rear plane of the teeth, as well as to perform angular sharpening.
Main advantages:
- has a diamond grinding wheel, the diameter of which is 125 mm;
- equipped with an inclined saw holder, which allows for angular sharpening;
- the body is made of cast steel used in the aviation industry;
- installed on rubber gaskets, which significantly reduce the impact of vibration on the material being processed;
- It has a simple adjustment that even a non-specialist can handle.
The manufacturer upon shipment completes the machine detailed instructions, which describes in detail all the possible functions of the device and how to perform them.
Use special templates, mortars, a shovel or clamp. The quality of the distribution of the blade is very important for its proper operation. Blunt saw the ax or chisel only for anger. And they can also endanger the user. You may have many tools at home for yourself.
Machines reach precise angles when grinding saws. Even though many cottage and cottage boys have been sitting on the chainsaw for a long time, there are still many people who do not let go of the circular saws. Gone are the days when their ringing whims were related to the same characteristic country sounds, such as cock cocking, but the classic circular saw has many advantages. However, from time to time he needs to sharpen the cutting disc. Just like a chainsaw chain. It is cut by a round file, a special tool or a professional.

Specifications:
- the grinding wheel has dimensions - 125 × 10x8 mm;
- the grinding wheel can be rotated up to 20 degrees;
- diameter of the sharpened saw — from 70 to 800 mm;
- grinding wheel rotation speed - 2850 rpm;
- weight - 35 kg.
2.2 Homemade grinder
A lot of people, when working with their own hands, use carbide circular saws not regularly, but from time to time. Therefore, buying factory equipment does not make economic sense. A homemade grinding machine is a great solution that will allow you not to contact third-party organizations.
Drilling teeth circular saw not easy for the laity, and even experienced users of circular saws allow at least sometimes to sharpen the blade in a specialized company. Professionals are equipped with techniques that allow grinding teeth at precise angles. They are different for individual discs and they must be tilted when sanding or sawing will be wrong or thrown and stuck in the woods.
However, with a little exercise, a blade blade can be saved at least as a file. The principle is applied to grinding teeth "two rounds", that is, even and odd separately, the disc can leave fixed in the construction and only saw it move and hold, or driving in a wooden wedge. Read there, among other things, that a tool steel saw blade loses its life mainly due to overheating when grinding with unsuitable abrasives. For frequent grinding of the chisel, it is advisable to purchase a diamond sharpener with an accurate guide.
The main argument is that when sharpening a circular saw on a conventional grinding wheel with your own hands, it is very difficult to maintain the required sharpening angles. Therefore, a device is needed allows you to fix the saw blade in a specific position in relation to the grinding wheel.
Homemade machine, on which you can sharpen circular saws with your own hands, may consist of the following components and parts:
Cutting chisels are best suited for disc grinders. It is advisable to achieve blade alignment to get rid of any burrs. It is important to grind the chisel so that the chisel is uniform across the entire width of the chisel. After rough grinding, it is necessary to perform the so-called lapping, which consists in polishing the blade with a grinding wheel using a drop of oil. Lapping is also done in circular cuts with diamond grinding, and the goal is to achieve a perfectly straight blade.
A professional carpenter completes the grinding of the chisel, reaching the so-called bevel. On the diamond grit, touch some water and press the chisel against it so that the whole bevel remains on the grinding surface. Then carefully lift the handle and pull the chisel onto the mill. When you lift the chisel, you will see a narrow, lighter band called a bevel at the edge of the bevel at the edge.
- a fixed electric motor with the possibility of mounting a grinding disk on its shaft;
- table-stand, the surface of which is located at the same level in height with the axis of rotation of the grinding wheel;
- tilting the stand with hinges on one side and rotating (height-changing) screws on the other. This will allow you to perform angular sharpening along the front and rear planes;
- clamps to secure the saw blade. To do this, a groove is made on the surface of the stand for the mandrel on which the saw is installed. The movement of the mandrel, along with the disk, along the groove will allow you to maintain the required angle of sharpening the teeth;
- a device for moving an electric motor or a stand for angular sharpening of circular saws with different diameters;
- the presence of stops for reliable fixation of the tool during work.

Screwdrivers also need to be sanded from time to time, because their blade becomes dull in time and the screwdriver then falls out of the groove. When grinding a cutting edge, try to create two edges that converge on the axis of the tool, where they have a uniform angle along their length. For sanding, it is recommended to place a piece of paper on the shredder body on which you mark the angle at which the first surface is to be sanded. After creating a flat smooth surface turn the screwdriver 180° and grab the second face according to the angle you chose.
2.3 Sharpening circular saws
The sequence of operations when sharpening the front plane of the tooth of a carbide saw blade:
- the saw is placed on the mandrel and fixed with a conical sleeve with a nut;
- it is set clearly horizontally using a pendulum goniometer, while the bevel angle of the front plane is equal to zero;
- moving the mandrel horizontally with the disk installed, the specified front angle of sharpening is set. In other words, the disk moves in such a way that the front plane of her tooth fits snugly against the surface of the grinding wheel;
- using a marker, a mark is made - from which tooth sharpening began;
- when the electric motor is turned on, several movements of the saw are made back and forth with pressing the surface to be sharpened against the working surface of the grinding wheel;
- the thickness of the metal removal is regulated by the clamping force and the number of translational movements;
- after the first tooth is sharpened, the saw is removed from contact with the grinding wheel and rotates around its axis by one tooth, which will be the next when sharpening;
- the operation is repeated according to the number of teeth on the saw blade.
To cut the blade too thin, place the cutting edge perpendicular to the blade so that the width of the blade matches the grooves in the screw heads and screws. Finally, tighten the screwdriver on the thin abrasive stone; also use a scraper or fine sandpaper applied or glued to a flat surface.
Use a file or a grinding wheel to grind the ax. Less damage or worn edges of abrasions on dry, dry grinding stone or grinding machine. It is necessary to maintain the original shape of the blade and use the entire width of the grinder, thus avoiding possible inequalities. Stone sandstone or carborundum can be used as sandstone. After rough grinding, the blade sharpens the axes to remove fine scratches. The sandstone is impregnated with water, carborundum in oil. To achieve high sharpness, you can finally pull out the leather strap.
A circular saw is an indispensable tool for frequent work with wood and similar materials. Especially such a tool is important in the arrangement of country houses.
But, like any piercing and cutting tool, the saw tends to become dull. Therefore, saw blades require periodic sharpening. We will talk about how to sharpen a circular saw blade in the framework of this article.
A dull blade affects the saw motor the most, as the load increases significantly. The most noticeable signs are noticeable heating of the motor casing and the appearance of dark spots on the sawn wood. These are the consequences of significant heating of the saw teeth. Accordingly, the smell of burning appears.
It also increases the amount of effort that must be applied when working with the tool. The bars do not move so smoothly, but with jumps. If the tool is not sharpened for a long time, smoke may appear from the motor.
Disk types
The discs differ in the shape of the teeth:
- straight tooth. It is often used in circular saws for ripping, and the quality is not so important.
- An oblique tooth with a left and right angle of inclination of the posterior plane. Incisors with different angles alternate, therefore they are called alternately beveled. This option is the most common. The slope value depends on the material to be cut. As the angle increases, the cutting force decreases, which helps to eliminate chipping. However, this reduces the strength of the tooth. The front plane can also be tilted..
- conical tooth. Such discs are used when making cuts in the lower layer of the laminate, thereby preventing the appearance of chips during fine sawing. Often the front face is flat, but in some cases the teeth have a concave face.
- Trapezoidal teeth. They have good resistance to blunt edges. As a rule, they are used in discs in conjunction with conventional teeth without bevels. In this combination, trapezoidal saws perform rough sawing, and straight saws for finishing.
Sharpening angles
The teeth have 4 characteristic sharpening angles:
- front;
- rear;
- bevel angle of the front planes;
- bevel angle of the rear planes.
There is also a taper angle, but it depends on the value of the front and rear angles.
The purpose of the saw directly affects the angle values. Depending on the material being cut and the direction in which the saw will be cut, the angles change.
For a cross cut, a rake angle is set in the range from 5 to 10 degrees. For longitudinal - from 15 to 25 degrees. For universal saws, the front angles are set to an average value of 15 degrees.
Also, the hardness of the material to be cut plays an important role. As the hardness of the material increases, the values of the angles decrease.
The front angle can also have a negative value. Saws of this type are used for cutting metals and plastics.
Tooth sharpening
Sharpening disks for a circular saw can be done in two main ways: using a specialized machine, or using improvised tools.
How to sharpen a circular saw blade with a machine?
The top edge of the tooth is most exposed to wear. During operation, its rounding is observed. The highest wear rate is at the leading edge.
Disks made of hard alloys are best sharpened in two planes. It is allowed to sharpen along one plane (more often along the front), however, then the number of sharpenings is reduced by about 2 times.
Before starting the process, it is necessary to clean the disc from contamination, as well as measure the angles.
It is important for abrasive wheels not to get too hot, especially diamond wheels.
With increasing temperature, the hardness of the materials from which the circles are made decreases. At a temperature of 1250-1350 degrees, the hardness of abrasives decreases by almost 5 times.
 But the use of water as cooling can provoke corrosive processes. To avoid this, soap or electrolytes are added to promote the formation of a protective film.
But the use of water as cooling can provoke corrosive processes. To avoid this, soap or electrolytes are added to promote the formation of a protective film.
For normal grinding, a soap or soda solution is used, for the final one, with low-concentration emulsions.
To increase the efficiency of sharpening, as well as reduce wear, it is necessary to use the largest grit that provides the desired surface finish.
For example, for diamond wheels, during rough turning, a sharpener with a grain size of 160/125 is used, for the main one - 50/40. Materials with a smaller grain size serve to get rid of notches.
It is important to achieve maximum smoothness of the teeth, since in the presence of notches, the irregularities crumble during operation, and this will dull the saw much faster.
Sharpening a saw with straight teeth. The disk is installed in a special frame on the machine, and is clamped in it with a conical sleeve and a nut. The position is then adjusted so that it is horizontal, thus providing a zero bevel angle.
If the installation does not have a mechanism for tilting the angular scale, then this is done with a pendulum goniometer. It is also important to check the horizontalness of the installation itself.
As a result, the saw is fixed so that the front plane of the tooth will be located right next to the sharpening surface of the circle. The first tooth to be sharpened is marked in any way. Next, the engine starts and sharpening is performed. Produce the required number of movements back and forth. The layer of metal that will be removed in the process depends on the number of movements performed and the force of pressing. This continues until the sharpening process has gone through the entire disc.
Bevel tooth sharpening. The difference from the turning process of the previous type of teeth is that the disc is fixed not in a horizontal position, but at an angle. Its value is measured with a pendulum goniometer. First, a positive angle is set and every second tooth is sharpened, according to the same principle as ordinary teeth. Then the positive angle changes to a negative one, and it is sharpened in the same way, through one tooth.
Sharpening on the back plane. Such sharpening is carried out on machines with the possibility of fixing the saw so that the rear plane is in the same plane with the surface of the grindstone.
How to sharpen a circular saw blade on your own?

Not for all people purchase special machine is a rational decision. And if you hold the disc in your hands on weight, it is difficult to maintain the desired sharpening angles. To do this, make a device that allows you to position the disk in the desired position relative to the sharpener.
The best solution is a stand, in which the surface is flush with the axis of the grinding wheel. It is also possible to fix one of the sides on the hinge, thus achieving its mobility, and to rest the other on several bolts that can be adjusted. This will allow you to set the disc at any angle for sharpening teeth with a bevel.
Also important detail is the sharpening of all teeth with the same angles. To do this, you need to fix the center of the disc in the desired position in relation to the sharpener. One way is to make a groove on the surface of the stand for the mandrel on which the saw will be installed.
Useful video
The video shows how to sharpen a circular saw blade on your own.







 in women Total viral")


Chantilly Castle - the second in France after Versailles Chantilly Castle how to get from Paris
Amusement park "The Land of Legends Theme Park" in Turkey
Holy places in Greece. Greece Orthodox. Pilgrimage to the feast of St. Nicholas
Picodi: All discounts in one place!
How to get to Dolmabahce Palace