Now one guest and no registered user on the site
Features of the use of circular saws made of hard alloys
Sawing solid wood
For the implementation of longitudinal, as well as cross cutting solid wood to date, special circular saws, which are equipped with special hard alloy plates. As a rule, in the process of cross-cutting, there are absolutely no problems with the use of saws, so we will focus on the features of use circular saws for longitudinal sawing.
In the process of processing solid wood, it is necessary to use saws that are fully consistent with the nature of the work being carried out, properly prepared, rolled in accordance with all the rules or forged, and which also do not have any mechanical damage. Quite often, due to negligence and non-compliance with all the manufacturer's recommendations for the use of circular saws (DP), they fail prematurely (break, wear out). Bulges appear on the canvas itself, as well as slack, which have characteristic traces of burns. In addition, teeth can crumble or break off, and finally, in the most unfavorable case, the saw can simply break. Such consequences of non-compliance with elementary rules and recommendations can often lead to disastrous consequences.
So, how can you save a really expensive tool from premature failure, while increasing the level of operator safety, as well as increasing the level of productivity in sawing with circular saw equipment?
Saw design
For the implementation of a certain work, it is necessary to choose such circular saws that will have the smallest possible diameter. Saws with a small diameter are more stable and also provide a very high level of cut quality, which in turn makes it possible to achieve an increase in the volume of manufactured products and, accordingly, a higher level of quality, in comparison with the use of the same cutting tool, but subject to larger diameter. To ensure free movement of the saw in the cut, the teeth of the cutting tool (of this saw) must be set apart or equipped with special carbide tips. At the same time, it should be noted that in the case of a tooth divorce, only 1/3 of the tooth height needs to be bent. Saws with hard alloy soldering (soldered special plates that are made of hard alloy), or stellite, this tooth layout is completely useless.
Longitudinal swaddling
In the process of longitudinal sawing, the sharpening of the tops of the teeth should be straight, without any slopes. The front, as well as the rear angle of sharpening, depending on the type of processed (cut) material, should not exceed the limits of 15 ° -25 °. The width of the tooth tip (blade length) should be 0.6-1.6 millimeters wider than the thickness saw blade. In other words, the kerf width is: S = b + 2S1, where b is the thickness of the saw blade in millimeters and S1 is the flare per side in millimeters.
Widening on the side can be absolutely varied. It depends on the degree of hardness of the treated wood, as well as on its state of aggregation (in other words, warm, freshly cut, dried or frozen, etc.). For example, in the conditions of raw wood processing (wet and soft wood, viscous), the maximum broadening per side can be from 0.8 to 0.8 millimeters at most. Moreover, in the case of processing dry (dried) hardwood, such broadening can be at least 0.4-0.5 millimeters. This is explained by the fact that due to the friction forces that arise in the process of sawing wood and at the same time leading to strong heating of the saw body, the elastic recovery of the processed wood in the cut of various aggregate states is performed differently. The least recovery in the cut occurs precisely in dry, hard, and frozen wood, while the maximum level of elastic recovery occurs in soft, wet and viscous wood.
Cleaning knives (multexes)
Special plates made of hard alloy (the so-called cleaning knives or multiplexes) can be soldered into the body of the saw. In the process of working (cutting), these plates, due to the fact that their width is less than the width of the tooth blade, do not rub against the walls of the cut at all. Moreover, even in conditions of loss of flatness (stability) of the disk, for some reason, the friction of the saw blade on the cut, thanks to the cleaning knives (multexes), is completely excluded. These soldered plates preserve and protect the saw blade, as well as the saw itself as a whole, from generating too high a level of heat that can damage the saw. It is highly desirable that in the process of sawing materials that have a thickness of more than 100 millimeters, the saws are equipped with such multiplexes.
Preparation for the work of the circular saw (DP)
Before you install a circular saw (DP) on the equipment, it must be properly prepared for work. In particular, this applies specifically to the blade of such a cutting tool. It is necessary to create internal mechanical stresses in the canvas. Modern circular saws without internal stresses are absolutely not suitable for use. This is due to the fact that they are characterized by lateral beats, as well as a low level of blade stability in the process of sawing. At the moment of processing (sawing) the material, such saws “float”, in other words, the DP blade loses its stability, after which it receives rather large burns in the very next moments.
The presence of internal stresses in the blades of circular saws is the most important prerequisite for the most successful operation of such a tool. This is due to the fact that in the process of carrying out the work, the region of the teeth (crown) heats up more strongly, in comparison with other areas, while thermal compressive stresses appear. It is on them that tangential stresses from centrifugal force are superimposed. Both of these stresses are summed up, which could inevitably lead to the most negative consequences for the tool (circular saw). It is precisely because of this that there is a need to take measures that will eliminate such phenomena by resorting to rolling or forging the saw body.
In order to prevent the area of the saw teeth from becoming undulating during sawing, it is necessary to extend the middle zone of the saw blade. In this case, the edge of the saw itself receives freedom of stretching and the saw, rotating, remains flat. Stresses in the middle sector of the saw blade arise with the help of rolling or forging (in other words, blows with a special hammer on a special straightening anvil). The rolling of the circular saw blade is carried out using special equipment. In the process of manual dressing of the disk blade, hammer blows must be applied according to a special scheme, depending on the characteristics of the saw itself, on the cutting modes, on the feed rate of the material being processed, and also on many other factors. A properly tensioned circular saw that is mounted vertically should absolutely not vibrate from punches in the middle.
Internal voltage control
Controlling internal stresses in a saw blade can be done by the following methods: slightly tilt the saw blade with your left hand, while right hand attach a special straight edge to the canvas. In this case, a light gap should appear, which is a sign of the presence of internal stresses. Exactly the same clearance must be present when checking the other side of the saw blade. Approximate values of the light gap for a cutting speed of 50 meters per second: 0.3-0.5 millimeters, provided that the saw diameter is 400-800 millimeters and 1.6-1.8 millimeters for saws with a diameter of 1000 millimeters.
Choosing the number of teeth on a saw blade
In order to achieve a high level of sawing quality, the number of teeth on a saw blade is very important. General rule is as follows: for sawing thinner materials it is necessary to use saws that have a large number of teeth, while for sawing thicker materials it is necessary to use saw blades with fewer teeth. For sawing solid wood, at least two, and a maximum of four teeth must work at the same time. In the event that less than two saw teeth are in the material being cut, the DP will not be able to function stably and reliably. However, in this case, if there are more than four teeth in the material being processed (in the cut), then the outer (crown) region of the saw blade will become unacceptably hot. In this case, the saw loses its flatness and may well fail due to the friction force of the disk against the walls of the material being cut.
The most optimal number of teeth (Z) that should be in the material being processed can be calculated using a simple formula: Z \u003d (H / t) + 1, where H is the cutting height (in millimeters) and t is the pitch of the saw teeth (in millimeters ).
In any case, regardless of the material being cut and the dimensions and characteristics of the saw, there should always be more than one tooth in the material being cut. Otherwise, it is absolutely impossible to provide any guarantees for the straightness of the sawing. The most optimal number of teeth in a cut is two to three teeth. Too many teeth on the saw is main reason increasing the level of load on the drive motor. It is for this reason that the drive motor must have sufficient high level power. The tooth pitch t (in millimeters) can be determined by the following formula: t = Dπ/z, where ”D” is the diameter of the saw itself (in millimeters), and ”n” in turn equals 3.14, while Z is the number teeth of a circular saw (in units/pcs).
Tooth pitch DP
A coarse tooth pitch of a circular saw, which is in the range of 30-45 millimeters, is recommended to be used in the process of longitudinal sawing of wood, at high sawing heights, or when sawing soft wood. In turn, the fine tooth pitch of circular saws is recommended to be used in the conditions of transverse sawing of wood, in conditions of a small cutting height, or in the process of cutting the hardest wood species. Enough great value in the process of choosing a circular saw for cutting solid wood, it is precisely the shape of the tooth profile that has. At the same time, it is worth remembering that in the process of sawing hardwoods, as well as in the process of sawing frozen wood, the shape and volume between the tooth cavity extremely significantly affects the level of quality, as well as the speed of sawing.
Enough conditions a large number teeth and, accordingly, a small between the tooth cavity form very small sawdust. At the same time, the removal of such sawdust from the cut is difficult, and part of the sawdust falls between the walls of the cut and the body of the saw. Thus, the saw begins to heat up, and a very large amount of resin, as well as dust, sticks to the saw blade. In this case, the saw begins to burn and, as a result, quickly become dull. Due to this, the operator is forced to sharpen such a saw quite often. In addition, the consumption of electricity per unit of manufactured products rises sharply.
Feed rate
In the process of mechanically feeding material into the sawing area, it is worth choosing a speed level at which the feed per tooth (Uz) will be 0.2-0.7 millimeters in raw wood processing conditions and 0.1-0.3 millimeters if dry wood processing. This value is influenced by the number of teeth and is provided if the material being processed is fed into the cutting area at a feed rate (m/minute): U = UzZn/1000, where Uz is the feed per tooth (in millimeters), Z is the number of teeth used saw, and ”n” is the speed of the saw shaft - 1 / min. (revolution/per minute).
In the event that we know the feed rate, the rotational speed of the saw, as well as the optimal value of feed per tooth for different types of wood, as well as types of materials, then we have the opportunity to independently select the most correct and suitable number of teeth that a circular saw will have. Feed per tooth values for different materials are shown in the table.
Minimum material feed rate
The speed level of the mechanical feed of the processed material should be at least 20-30 meters per minute. Under conditions of lower feed rates, there is increased (rapid) wear of the saw teeth, overheating of the cutting tool and, as a result, the failure of this saw. To process materials, saws must be extremely sharp. Sawing wood using blunt tools significantly increases the consumption of electrical energy, and also worsens the level of quality of the manufactured products and, undoubtedly, is one of the main causes of saw breakage.
Of utmost importance for the implementation of the most stable operation, as well as the durability of the saw blade, is the technical condition of the processing equipment, as well as the method of supplying the material to be processed into the processing area (direct sawing). In the event that the equipment has a significant (exceeding 0.02 millimeters per 100 millimeters of length), radial runout of the saw shaft, it is imperative to eliminate all problems without delay. It is most advisable to put the saw on the shaft, and also to check the saw for lateral runout using a special indicator. Depending on the diameter of the tool (saw), maximum deviations from the stroke plane are allowed, which range from 0.01 mm to 0.03 mm.
On equipment with a roller feed, in the vast majority of cases, as a rule, an exhaust system that removes sawdust formed during processing from the saw box is attached to the machine from below. Along with the resulting sawdust, pieces of broken bark, as well as other industrial wastes, which can quickly clog the chip removal channel, also enter the exhaust system. At the same time, the productivity of the exhaust system will significantly decrease after sawing 10-15 bars. As a result of such actions, the chips from the saw box practically cease to be removed, which in turn entails a very rapid heating of the saw blade used for processing, as well as its failure. Taking into account such features, it is most preferable and expedient to use equipment equipped with a caterpillar feed of the processed material into the sawing area.
The most common problems in the process of sharpening circular saws:
- The resource of the circular saw does not correspond (is less) to the declared resource by the seller of this tool;
- The circular saw is not able to withstand a sufficiently large number of sharpenings.
The number of DP sharpenings equipped with hard alloy soldering depends on a number of factors:
- From the quality level of the hard alloy;
- From the material that needs to be sawn;
- From correct operation (observance of all rules and recommendations);
- From the amount of sawn material;
- From the timeliness of the sharpening of the saw;
- From technical condition technological equipment, with the help of which sawing is carried out;
- From the culture of production, as well as from compliance with all technologies and rules;
- And finally, from the processing equipment itself, with the help of which sharpening is carried out.
Circular saw quality
Most good tool accordingly, it has a high cost, however, such a tool serves for a long time. The quality of the saw blade depends on the type of carbide used by the manufacturer. In turn, the mechanical properties of hard alloys are set using the percentage of carbides, as well as binders, and the particle size of the hard alloy powder. In addition, they can also be influenced by the technological process of preparing the mixture, the modes of baking, the modes of processing during the grinding process, as well as the methods for soldering the cutting plates onto the body of the cutting tool (saw) itself. It should be added that the highest level of hardness differs plates made from an alloy with the lowest cobalt content (3-5%). However, provided that a certain amount of titanium carbide is present in the composition of the hard alloy, the bending and impact strength levels of the alloy will decrease. An increase in the content of cobalt in the composition of the binder decreases the level of hardness, however, this increases the bending and impact strength of the alloy. Thus, a low-quality alloy quickly collapses and wears out. In the process of sharpening to perform editing of the tooth geometry, it becomes necessary to remove a large layer of soldered hard alloy, which in turn entails a decrease in the number of saw sharpenings (in other words, a decrease in tool life).
Selection of a saw depending on the material being processed
Among other things, the material to be sawn is also capable of influencing the operational (mechanical) parameters of the cutting tool (saw). Due to this, there is a need for the implementation of the most correct selection of the tool in absolute accordance with its purpose. In this task, special catalogs can help you, in which the largest manufacturers indicate for which particular material this or that tool (saw) is intended. In addition, these catalogs contain all the necessary information on the diameter, as well as the number of teeth of saws for processing the relevant materials. The implementation of the processing of low-quality (contaminated) material can also lead to the destruction (destruction) of hard alloy soldering. This, in turn, means that during the sharpening process, no quality tool it is necessary to remove a very large layer, in comparison with a tool that is made of high-quality hard alloy.
Implementation correct use cutting tool, as well as the amount of processed (sawn) material are interrelated things. For example, if a tool is used to solve the most complex and voluminous tasks set for production, for which this tool is absolutely not intended (it is worth remembering that the catalog of the cutting tool manufacturer contains information about the approximate amount of sawing up to the moment of sharpening, and the level of the feed rate of the material being processed, and the number of revolutions of the circular saw), then sooner or later (but rather sooner) such a tool will begin to fail. Unfortunately, quite often, manufacturers ignore the recommendations of tool manufacturers for the use of circular saws, which contain information about how much sawing (duration) between sharpening they are designed for. Such unlucky tool holders use its flesh until fringes, moss or chips appear on the material, which is extremely unacceptable and entails extremely negative consequences.
Circular saw sharpening equipment
One of the most important factors The productivity of the tool lies in the equipment on which the saw blade is sharpened. Here, quite a lot depends on what kind of equipment it is - automatic or semi-automatic. For example, the implementation of sharpening a circular saw with hard alloy soldering using automatic equipment from European companies provides an opportunity to ideally maintain the distance between the teeth, the configuration of the teeth, as well as the factory sharpening angles. One of the main advantages of this equipment is the minimum level of movement of the sharpening head, which is 0.01 mm. For one pass of the sharpened area with its help, it is possible to remove a layer of hard alloy with a thickness of not more than 0.02 mm. The geometric ratio of the height and thickness of the tooth for a circular saw in order to increase the level of stability of the teeth in the cut is approximately 1: 3-5 (in other words, if the tooth thickness is three millimeters, then its height will be approximately 9, up to 15 millimeters). 1: leave 3 to 5 as is - this means that in the case when, for example, 0.02 mm (thickness) must be removed during the process of sharpening the front edge of the tooth, then 0.06-0 must be removed along the back edge, 1 mm carbide (height), so as not to violate the geometric relationship and, therefore, the mechanical properties of the tooth.
In practice, it was found that by removing such an amount of hard alloy in one sharpening using automatic sharpening equipment, the saw can be sharpened up to 25 times. Thus, in the process of sharpening with the help of such equipment, the service life of the tool is increased, which in turn reduces the cost of updating the saw. In the process of sharpening with the help of semi-automatic, and even more so with the help of the simplest sharpening equipment, the operational resources of the tool are reduced by at least 30-40% compared to sharpening with the help of automatic equipment for sharpening the tool.
FOR WHAT REASONS CAN THE TOOL APPEAR CHIPS DURING THE INITIAL PERIOD OF WORK?
During the operation of the cutting tool, the time during which it wears out can be conditionally divided into two periods:
- Emergency wear period. At the very beginning of the implementation of the use of the cutting tool, at the time when the micro-chipping of the cutting edge is carried out, which is the cause of the appearance of chips;
- Time of gradual (monotonous) wear. In this case, wear (abrasion, blunting) of the working surface of the cutting blade of the tooth occurs gradually during the operation of the saw.
In the catalogs of tool manufacturers who have already proven themselves exclusively with positive side, without fail there are tables of the speed of the feed of the material being processed, as well as the speed of the cutting of circular saws. All these data absolutely correspond to certain saws, as well as materials. In the event that these parameters do not correspond to reality (they are not maintained), then the level of quality of the treated surfaces decreases, and the working tool is subjected to high loads. As a result, chips appear on the cutting edge, the properties of such an edge are lost, which entails a decrease in the service life of such a saw (a decrease in its resource), while there is a significant overexpenditure of electrical energy.
The cutting speed of the saw V (m/s) is determined using the rotational speed of this tool, as well as its diameter: V = Dπn/60, where D is the diameter of the tool itself (in millimeters), “p” is equal to 3.14, and ”n” in turn is the number of revolutions of the tool (1/min, rpm).
General rules for using a circular saw
- The processing equipment used must be in good working order, and absolutely no spindle runout is allowed;
- Clamping flanges (saw washers) must have exactly the same diameter, which is equal to at least 1/3 of the diameter of the cutting tool (saw) used. The flange diameter (d) is determined by the following formula: d = 5√D where D is the diameter of the cutting tool (in millimeters) and d is respectively the diameter of the flange (in millimeters);
- Mounting rings, as well as washers, must be perfectly parallel;
- The cutting tool (saw) must protrude above the workpiece by at least a tooth height, but not less than 5 millimeters;
- The rounding of the cutting plate of the tooth (blade) before the next sharpening should not exceed 0.2 mm;
- Before proceeding with the implementation of the installation of the cutting tool on the processing equipment, their surface must be cleaned the best way with a solvent. ATTENTION: do not use solvents made on a caustic basis!;
- It is necessary to strictly observe the cleanliness of the flanges, as well as the rings;
- The strictest care must be taken to ensure that the body of the saw is always parallel to the guides, as well as the ruler.
news
Pellet mill - designed for the production of wood pellets (pellets) from dry wood waste. The main processed raw material is sawdust. Pellet mills small allow you to get pellets from any biomass. Small pellet mills are in demand in private households, as well as in small industries. Used for the production of pellets, for space heating, as well as the production of animal feed. more......
Reduced prices for laser machines of the Rabbit series of large format. Laser machine Rabbit 2030 (laser tube 80W), 2000x3000 mm Price from stock - 960,000 rubles, price on order - 800,000 rubles Laser machine Rabbit 2030 (laser tube Reci W2), 2000x3000 mm Price from stock - 971,000 rubles, price on order - 811,000 rubles Laser machine Rabbit 2030 (laser tube Reci W6), 2000x3000 mm Price from stock - 1,028,500 rubles, price under the order - 868,500 rubles Laser machine Laser FB 1525, working surface 1500x2500 mm Price from stock - 729,600 rubles, price under the order order - 608 000 rubles Laser machine Laser FB 1626, working surface 1600x2600 mmPrice from stock - 835 200...
INTERLASER is pleased to inform its customers about a significant (12.5%) price reduction for milling machines Carver-0609. The new models of Carver-0609 milling machines are equipped with a 1.5 kW water-cooled spindle, an electronic table zero point sensor, advanced HIWIN (Taiwan) rail guides on all axes, and a water pump is also supplied with the machines. Control milling machine via DSP controller, Type3 software included. Delivery of equipment is carried out within 60 working days from the date of prepayment (70% of the cost). For all questions, please contact our sales offices by phone numbers listed on the site.
22.05.2015Purpose and types of circular saws
Circular wood cutting saws are designed for longitudinal, transverse and mixed sawing of wood in the form of logs, beams, boards, blanks and wood board materials. They are used as a cutting tool in circular sawing woodworking machines, widely used in the sawmill and woodworking industry; multi-saw, edged, slitting, trimming, rack and pinion, format, rib, etc.
Classification of the most common circular saws: shown in fig. 33.
Design of circular saws
The circular saw is characterized by dimensions outside diameter disk (including the cutting crown) D, the diameter of the inner (landing) hole d and the thickness s. The designs of circular saw blades, most often used in enterprises, are shown in fig. 34. Circular saws, having different thicknesses along the radius of the disk, are characterized by the dimensions of the thickness s at the periphery (in the region of the interdental cavity) and so in the area of the saw closed by pressure washers. The maximum diameter of the saw blade Dmax and the diameter of the mounting hole are predetermined by the design of the machine. The minimum diameter of a circular saw (regardless of type) depends on the size of the material being cut and design features machine.
For machines with an upper saw blade, the minimum diameter is
For machines with bottom saw blade
In formulas (146), (147), an increase in diameter by 5-10 mm is required to create a gap between the end surface of the clamping washers and the surfaces of the workpiece or table, as well as to exit the saw teeth from the cut. These formulas are valid for machines with the translational movement of the saw or material during feed. With a oscillating movement of the feed (pendulum and pedal trimmers), it is additionally necessary to take into account the width of the material being cut and its location relative to the rolling center.
Starting saw blade diameter
When choosing the initial diameter of the saw, in addition to design considerations, it is necessary to take into account technological ones, as well as the possibility of using a worn saw on other machines. The use of saws with a possibly smaller margin A leads to a decrease in the diameter of the saw, which causes an increase in its stability in the cut. For this reason, for saws of smaller diameters, a smaller thickness is allowed, and therefore a smaller set of teeth, which leads to a decrease in wood loss to sawdust and cutting power. Saws tend to choose with the smallest possible initial diameter, but taking into account their use later on other machines. The choice of the optimal diameter is common to all circular saws, regardless of their type. The thickness of the disc, the geometry of the cutting crown are assigned depending on the type of saws. Therefore, further design issues are considered for each type of saws separately.
Solid Flat Blade Saws
The saw blade is a round flat disk of equal thickness (Fig. 34, a). The diameter of circular flat saws manufactured in accordance with GOST 980-63 can be equal to 125-1500 mm, and the diameter of the mounting hole is 27 mm for saws with a diameter of 125 mm, 32 MM for saws with a diameter of 160-250 mm, 50 mm for saws with a diameter of 320-1500 mm. The diameter of the mounting hole for saws with a diameter of 400-500 mm when used in multi-saw machines for sawing timber is 80 mm. The thickness of the saw blades is 1-5.5 mm with a gradation of 0.2 to 0.5 mm and, depending on the diameter, is determined by the empirical formula
GOST 980-63 provides for flat circular saws with four tooth profiles (Fig. 34, e). Profiles I and II are used for saws intended for longitudinal cutting and differ from each other in the design of the rear edge; profile I has a broken back face, profile II has a straight one. The tooth with profile I has greater rigidity, therefore it is used for sawing hard hardwoods and frozen wood. Profiles III and IV are used for cross-cutting wood; they differ from each other in that the rake angle of profile III is zero, while for profile IV this angle is negative. Profile III is used in saws designed for machines with a lower saw shaft, profile IV - in saws for machines with a top saw shaft. The dimensions and number of saw teeth can be determined for the initial diameter by following empirical dependencies.
The number of saw teeth according to GOST 980-63 is assumed to be equal for profiles I and II 36; 48; 60; 72, for profiles III and IV 72; 96; 120. The angular values of the teeth according to GOST 980-63 are given in table. nineteen.
For crosscut saws, in order to ensure better conditions cutting make oblique sharpening along the front and rear faces at an angle φ. As a result, the cutting angle of the side cutting edge becomes smaller than 90°. Angle φ is taken within 40-45°.
During longitudinal sawing of veneered parts and plywood, to improve the cleanliness of the cut and eliminate chips along the back and front faces, they also give oblique sharpening at an angle φ=25°, and the front contour angle γ is reduced to 5-10°.
For sawing chipboard and fiberboard, the teeth are sharpened with the following angular values: γ = 10÷15°, α = 10÷20°, φ = 5÷15°.
Conical saws
Conical saws are used mainly for rib longitudinal sawing of boards, beams, to obtain boards up to 12-18 mm thick. Their peripheral part is made in the form of a cone with a apex at the outer diameter (Fig. 34, b, c, d). Conical saws provide a clean and narrow cut with a width of no more than 2-2.5 mm instead of 4-4.5 mm for flat saws, which reduces the consumption of wood into sawdust by 1.5-2 times. For single-sided conical saws, one side surface is flat, the second is inclined at an angle to the middle plane of the saw. Depending on the position of the cone (in the direction of feed) relative to the flat part of the saw, single-sided conical saws are divided into left-handed and right-handed.
With double-sided conical saws, the material is sawn into equal parts, and with one-sided saws, into unequal parts, while the board being sawn off is located on the side of the conical surface.
Conical saws are made according to specifications STU 1204104-64 GMZ. Their main dimensions are given in table. twenty.
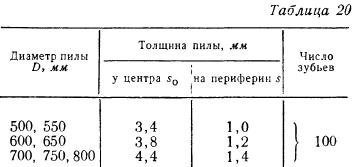
The profile of the teeth of conical saws is the same as that of flat circular saws for longitudinal sawing (see Fig. 34, e). The angular values of the teeth according to STU 1204104-64 GMZ are given in Table. 21.
The linear dimensions of the tooth are determined by the formulas (150), (151), (152) for saws during longitudinal sawing. When working with single-sided conical saws, the setting on the side of the cone should be 0.1-0.15 mm larger than on the flat side of the saw.
Planer saws
Planing saws, unlike double-sided conical saws, have a reverse cone (Fig. 34, e). The undercutting of the side surfaces of the saw to the cutting plane at an angle λ = 20÷35 "significantly reduces their friction against the walls of the cut. As a result, there is no need to set or flatten the teeth of these saws, and the exact location of the side surfaces of the tooth relative to the middle plane of the saw makes it possible to obtain high quality sawing, approaching planing. Hence the name of the saws - planing (velvet). They are used for longitudinal or transverse sawing of parts for gluing, grinding or painting. Saws for longitudinal sawing are made according to the MH 134-63 standards, and for transverse sawing according to the MH 139-63 standards The dimensions of the saws according to the indicated normals are given in Table 22.
The teeth of planing saws for longitudinal sawing have a profile II with a straight back edge, for a transverse one - a profile IV with a negative rake angle (see Fig. 34, a). The saw tooth angles for longitudinal sawing are taken equal to: α = 25°, β = 45°, γ = 20° and φ = 5°; for cross cutting: α = 40°, β = 65°, γ = -15°, φ = 30°.
Circular saw blades equipped with tungsten carbide blades
Circular flat saws equipped with hard alloy blades differ from conventional ones in the presence of soldered on the front edges cutting teeth plates made of hard alloys VK15 or BK11. These saws are produced in accordance with GOST 9769-61 of two types (Fig. 35): I - for sawing wood materials, plywood, as well as for cross cutting glued and solid wood; II - for longitudinal sawing of glued and solid wood.
The design, dimensions and values of the angular parameters of the teeth of circular saws equipped with hard alloy plates must correspond to those indicated in fig. 35 and in table. 23.
The thickness of saw blades reinforced with carbide should be somewhat greater than the thickness of conventional saw blades of the same diameter in order to avoid tearing off the plates. To equip saws, rectangular plates with a size of (10 ÷ 15) * (1.5 ÷ 2) mm for type II and (10 ÷ 15) * (3.5 ÷ 4) mm for type L are used. The width of the plates in both cases must exceed the thickness disk by 1.3÷1.6 mm to obtain the required tooth widening per side of 0.6-0.7 mm. To reduce warping of the saw blade from heating during soldering of the plates, radial slots are made in the disc - compensators. The presence of compensators improves and operational properties saw, protecting it from the harmful effects of temperature stresses. According to GOST 9769-61, carbide saws can be made without compensators.
Individual parameters of saw teeth in fig. 35 are not listed. They can be determined from the following dependencies:
Currently, a draft GOST has been prepared to replace the current one. The project provides for three types of saw blades, BK-15 and VK-6 blades are recommended, the range of saw blade diameters has been expanded, etc.
The front angle of the tooth γ, depending on the material being processed for type I saws, is in the range from 10 to 20 °, and the bore diameter is 50 and 30 mm.
Circular saw blades with insert teeth
Plug-in teeth for circular saws are used to keep the radius of the cutting circle unchanged and use high-alloy and high-speed steels for their manufacture. The advantages of saws with insert teeth include ease of repair, the possibility of replacing and sharpening teeth without dismantling the saws. The disadvantage of these circular saws is the increased width of the cut, so they are used mainly for longitudinal sawing of logs into beams and sleepers. Plug-in saws are produced with a diameter of 710-1200 mm, with a disk 4.2 mm thick and have 20-36 teeth with angles: a = 15°, β = 45°, γ=30°.
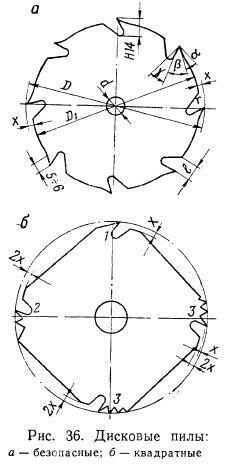
Safety and square saws
Safety saws (Fig. 36, a) got their name due to the prevention of the reverse flight of parts of the workpiece during sawing. Distinctive feature of these saws is a small number of teeth (8 ÷ 10) and a limitation of the feed rate per tooth:
Safety saws are produced with a diameter of 250-500 mm, a thickness of 1.2-2.4 mm. They are recommended for use on machines with manual feed, which does not exceed 10-12 m / min.
Square saws (Fig. 36, b) are a type of saw with a small number of teeth. They have significant lateral rigidity during operation due to the possibility of free elongation of the peripheral sections due to saw heating and are used at feed rates of 8-12 m/min for various kinds sawing. For sawing along the fibers, the saws at each corner of the square have one tooth 1, across the fibers - two teeth with oblique sharpening 2 and for mixed sawing - two teeth with oblique sharpening and one with straight 3. The diameter of the square saws is 450-900 mm; they do not require forging.
Editing and forging circular saws
Edit saw consists in eliminating local defects - bulges, bends, tight and weak spots and giving the disk a flat shape. They straighten the saw before forging, first checking the condition of the disk on both sides with the help of control rulers: short, no more than the length of the radius, and long, equal to the diameter of the saw (Fig. 37). Laying a long ruler in various places along the diameter of the disk, determine the location and nature of the defect. By applying a short ruler to the surface of the disc, the boundaries of the defect are established. First, eliminate defects that violate the flatness of the saw: bends, folds, bulges. Next, eliminate tight and weak spots. Defects are corrected manually on the anvil with the help of correct hammers (CM. Fig. 30, b). The procedure for finding and editing defects in circular saws is similar to the procedure for frame saws.
Forging is the weakening of the middle part of the saw blade to increase its stability during sawing. The stability of a forged saw blade refers to the ability to withstand the lateral forces applied to it during sawing. Disc stability is determined by the following factors; thickness, uneven heating along the radius of the saw and the nature of its transverse oscillations. The operating conditions of circular saws and the nature of the stresses they experience are discussed below.
In a rotating disk, under the action of centrifugal forces of inertia, tangential and radial stresses arise. Tangential stresses on the periphery of the disk, depending on the speed of rotation of the saw shaft and the radius of the saw, are tensile (positive), they increase its stability. However, their value when working on woodworking machines does not exceed 60-200 kgf/cm2. The stresses from cutting forces are also small and therefore cannot cause the saw to lose its stability in the cut. Dangerous for the stability of circular saws are the stresses in the disc from uneven heating along the radius during cutting.
The work of cutting, including the elastic-plastic deformation of wood and chips, friction, etc., is equivalently converted into heat, which is spent on heating the chips, material, tool, and environment. At the same time, up to 12% of the total heat generated during cutting is spent on heating the tool. The heat that enters the body (body) of the saw through its end part propagates in two directions: towards the center of the saw (along the radius) due to the thermal conductivity of its material and in the axial direction (normal to the plane of the saw blade) due to heat transfer by the side surfaces of the saw. Thermal resistance in the radial direction is 1000-1100 times higher than in the axial direction. As a result, the decrease maximum temperature at the tooth cavity to ambient temperature occurs in a relatively narrow section of the peripheral zone of the saw, limited by an inner radius equal to 0.8-0.85 of the maximum radius of the saw (including the teeth). These conclusions are confirmed by theoretical and experimental studies of the temperature fields of circular saws.
On fig. 38, a shows a typical graph of temperature distribution along the radius of the saw. Temperature fluctuation during cutting is inevitable. The heating of the saws depends on many factors: sawing modes, wood species, saw tooth geometry, etc. Under normal (unforced) sawing conditions, the temperature drop varies between 15-30 ° C. heated (cold) middle part of the saw. The peripheral zone therefore receives negative compressive stresses.
The nature of the stresses (σtτ, σtr) of uneven heating is shown in Fig. . 38b.
Stresses can reach 500-800 kgf / cm2 at temperature differences up to 30-50 ° C. Excessive elongation of the cutting crown leads to its curvature and a general loss of planar balance of the saw. This circumstance is the main reason for the failure of the saw or its poor quality work. Forging reduces the harmful effects of compressive thermal stresses. The weakening of the middle zone of the saw by blows with a forging hammer on an anvil or on a special forging machine (see Fig. 37, a, b, c) causes tension in the peripheral part of the saw and the appearance of tensile stresses in it, which compensate for compressive stresses from heating. The weakened middle zone does not prevent the extension of the peripheral zone under the action of centrifugal forces and the growth of tangential tensile stresses in it.
Before forging, the saw should be marked out by drawing a series of concentric circles. Impacts must be applied along the radius from the periphery to the center at the points where the radius intersects the circle. Forging is subjected to the saw zone, located at a distance of 20-30 mm from its periphery and 30-50 mm from the end surface of the clamping washers. When forging, it is necessary to ensure that the blows are applied by the central part of the striker.
To check the degree of forging, the saw is placed in a horizontal position on three cone-shaped supports and a test ruler is applied to its surface. The amount of clearance due to sagging of the saw under its own weight characterizes the degree of forging. Clearance size reverse side should be the same as the first one.
During operation, the tension of the outer part is gradually lost due to wear, heating during cutting, sharpening, etc. Therefore, the condition of the saw should be checked periodically (after 3-4 regrindings) and the necessary tension restored by secondary forging (see Fig. 37, c). The amount of clearance (deflection arrow) for new circular saws, according to GOST 980-63, depends on the diameter, thickness of the saw and is approximately: for saws with a diameter of D = 250÷360 mm 0.1-0.4 mm; D = 400÷710 mm 0.2-0.5 mm; D = 800÷1500 mm 0.5-2 mm.
Conical saws are forged in the same way as flat saws, and the clearance is determined only on one side - flat. The deflection of conical saws, depending on their diameter, should approximately correspond to the following values: for D = 500 mm 0.3-0.35 mm, for D = 600 mm 0.35-0.4 mm and for D = 700÷800 mm 0.4-0.5 mm. Planing saws and saws equipped with carbide blades are not forged.
Less common but in a good way, having the same purpose as forging, is a method of rolling the middle zone of the saw along concentric circles. The rolling of circular saws can be performed with the same equipment as the rolling of frame saws. To do this, an attachment is installed to the PV-5 rolling machine to fix the saw (Fig. 39, a). Rolling of the middle zone can be replaced by rolling in one track of the peripheral part at a radius equal to approximately 0.85 of the outer radius of the saw. The purpose of rolling, as well as forging, is to create tensile tangential stresses in the peripheral part of the saw. The degree of rolling is determined by the deflection of the saw, mounted on three supports.

There is another way to control the degree of preparation of the saw - determining the frequency of natural oscillations, which depends on its stress state. This method is relatively laborious and is used so far only in laboratory conditions.
Circular saws have a number critical numbers revolutions at which the frequency of natural vibrations is equal to or a multiple of the frequency of rotation of the saw shaft, which leads at these revolutions to an increase in the amplitude of the transverse oscillations of the saws or even to the loss of their flat form of balance. The most dangerous are the second and third fan-shaped forms of buckling of the saw, and their frequency just lies in the region of the number of revolutions of the saw shaft on the most widely used woodworking machines. Forging allows, by increasing the frequency of natural vibrations, to shift these dangerous vibration modes into the region of increased speeds that are not used on machine tools.
New ways to compensate for thermal stresses
The above methods for compensating thermal stresses have significant drawbacks. Forging is a labor-intensive operation, poorly amenable to mechanization, and its implementation requires highly qualified specialists - sawmills. Slightly less time-consuming rolling, performed on a rolling machine. Currently, the absence of forging (rolling) standards sufficiently tested by practice, the insufficient level of qualification of sawmills in many cases, and the subjectivity of assessing the stress state of saw blades often do not allow obtaining the desired results. In addition, this measure is not sufficient to eliminate the harmful effects of temperature differences along the radius of the saw. Thus, possible tangential stresses in the peripheral zone of saws after forging (rolling) are 200-400 kgf/cm2, while compressive temperature stresses reach 800 kgf/cm2 and more. Therefore, new methods are needed to eliminate stress from uneven heating along the saw radius.
One of the possible ways to solve this issue is to artificially stabilize or eliminate the temperature difference by equipping the machines with devices for cooling the periphery or heating the middle zone of the saw. Device diagrams developed by the Department of Machine Tools and Tools of LTA named after S.M. Kirov, to equalize the temperature along the radius by cooling the periphery with an air-water mixture and heating the middle zone of the saw with friction heaters are shown in Fig. 39, b, c. The use of these devices allows you to reduce the thickness of the saw by 30-35%, while obtaining more economical, high-quality and accurate sawing.
Installation of circular saws in the machine
Circular saws are fixed on the saw shaft of the machine with the help of clamping washers, one of which, the main one, is fixedly mounted on the key on the shaft, and the second, clamping, is freely put on the shaft and presses the saw against the fixed washer with the help of a nut (Fig. 40). The washer diameter depends on the saw blade diameter D and can be calculated using the formula:
The inner parts of both washers have a recess in the middle, which provides a tighter and more secure fastening of the saw. To avoid loosening during operation, the nut must have a thread opposite to the rotation of the shaft. The saw must be put on the shaft freely and be strictly aligned with it. To do this, the largest gap between the diameter of the inner hole and the shaft should not be more than 0.1-0.12 mm. In the presence of washers with a self-centering cone, the fit tolerance is not established. The bearing surface of the main (basing) washer must be strictly perpendicular to the shaft axis and have a ground surface. Its end runout should not exceed 0.03 mm per 100 mm diameter. To limit the transverse vibrations of the saw blades along its side surfaces at a distance of 0.2-0.3 mm, limiters (cokes) are placed in the cutting zone.
After fixing the saw, a riving knife is installed, which must have horizontal and vertical movement. The distance between the knife and the saw should not exceed 10-15 mm, and the thickness of its trailing edge should exceed the width of the cut by 0.2-0.3 mm. For conical saws, the thickness of the riving knife should be approximately 6 mm, which is significantly greater than the width of the cut. During operation, the saw is covered with a metal fence.
Technical requirements for circular saws
The accuracy and quality of wood cutting circular saws supplied by the manufacturer are stipulated by the relevant GOST and standards. The main permissible deviations of linear and angular parameters for circular saws according to GOST 980-63 are given in Table. 24.
The industry produces several types of circular saws, differing in various technological purposes. The most common and versatile saws with a flat disc. They are steel and equipped with hard alloy plates. Depending on the profile of the teeth, saws with a flat disc are used for longitudinal and transverse sawing of wood, plywood, particle and fiber boards, lined panels, etc.
Saws with a conical disk are left-, right- and double-sided. They are used for longitudinal sawing of lumber into thin (up to 15 mm) planks. The left-hand ones (the cone on the left with respect to the feed movement) are designed for sawing off the plank from the left side of the board, and the right-hand ones - from the right. Double-sided conical saws are used for edge sawing of wide boards up to 40 mm thick. Thickness restrictions are due to the fact that the conical part of the saw must bend the board being sawn off. Conical saws are more stable in operation and reduce the loss of wood into sawdust by about 2 times compared to flat saws due to the smaller thickness of the peripheral part of the saw.
Planer saws are used for finishing longitudinal and transverse sawing of wood. They got their name due to the fact that they provide surface roughness, as well as the process of longitudinal milling (according to the old terminology, the planing process). The high quality of the surface is due to the fact that the teeth of planing saws do not spread or flatten. To reduce the friction of the saw against the walls of the cut, the saw blade has a lateral undercut at a small angle (about half a degree). These are saws with reverse cone(tapering towards the center of the saw). Planer saws have a larger cutting width than flat and, especially, conical saws. However, this disadvantage is compensated by the fact that in some cases there is no need for further finishing of the surfaces obtained by sawing.
A circular saw consists of a body (disk) and a cutting part (ring gear). The circular saw blade is characterized by the outer diameter, the diameter of the mounting hole, the thickness of the peripheral part. In addition, conical and planing saws are characterized by the diameter and thickness of the supporting central part.
The minimum allowable diameter depends on the thickness of the material being cut. It is rational to use saws of a smaller diameter, as they are more stable, have a smaller thickness, are less energy intensive and produce less waste wood into sawdust.
After reaching the saw minimum diameter it can be used on other machines or operations when sawing thinner workpieces. The diameter of the mounting hole is selected depending on the diameter of the machine spindle.
The thickness of the disk depends on its diameter.
Blade sections
According to the shape of the section, the following main types can be distinguished:
A straight wedge from the butt (a triangular blade in section, more often called the Scandinavian type of sharpening). Due to the small angle of the cutting edge and flat slopes, the blade is perfectly suited for cutting. The weight of the blade is slightly less than that of a blade with slopes that are not full width. It is poorly suited for chopping actions due to the lower strength of the thin cutting edge. Requires quality materials and thermomechanical processing.
Blade with straight slopes. Similar to the Type 1 blade, but the cutting edge is formed with a more obtuse angle, which gives greater strength and wear resistance while reducing the quality of the cut.
Blade with concave (razor) slopes. It helps to achieve a special thinness of the cutting edge with a thick and strong butt. Used on straight razors and knives where sharpness is required. Sometimes the concavity of the slopes is due to technological reasons (descents are performed by a cylindrical rotating cutting tool).
Blade with convex (lenticular) descents. Blade of special durability at cutting blows.
Straight wedge with leads to the cutting edge (often called the European type of sharpening). Similar to type 1 blade, but the cutting edge is formed with a more obtuse angle due to the formation of supplies near the cutting edge.
Circular saw

Mobile Sawmill Circular Saw
Not to be confused with hole saw.
Circular saw(old names: circular saw, a circular saw, also colloquial name: circular) - a cutting tool in the form of a flat metal disk, on the outer edge of which there are teeth. It is used on circular saws, pendulum and other machines, also in hand-held power tools for cutting various materials, more often wood, plastic, soft metal.
Basic geometric characteristics of a circular saw
Saw type (shape and type of sharpening of teeth)
Saw outer diameter
Number of teeth
Cutting width
saw blade thickness
Mounting hole diameter.

Locksmith practice.
plumbing- this is a craft consisting in the ability to work metal in a cold state with the help of hand tools (hammer, chisel, file, hacksaw, etc.).
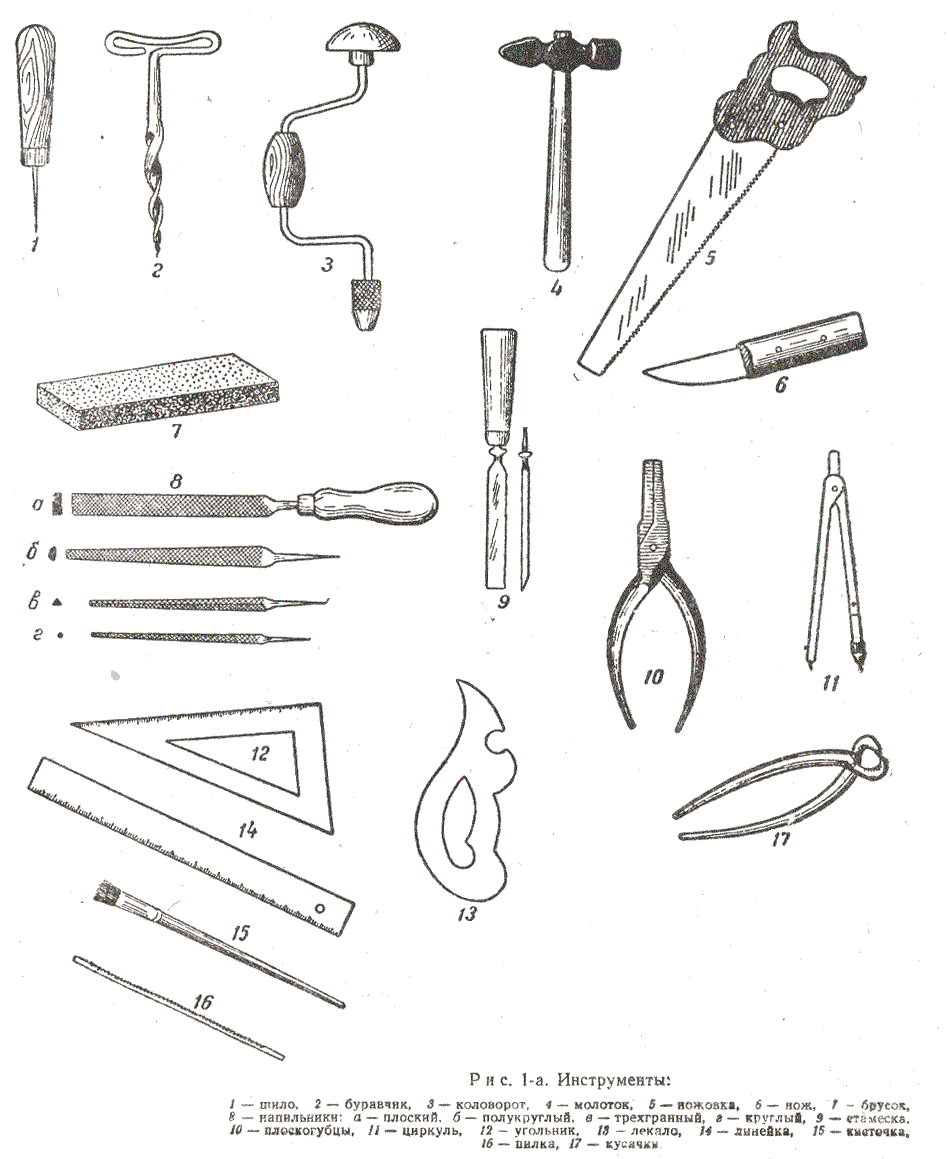
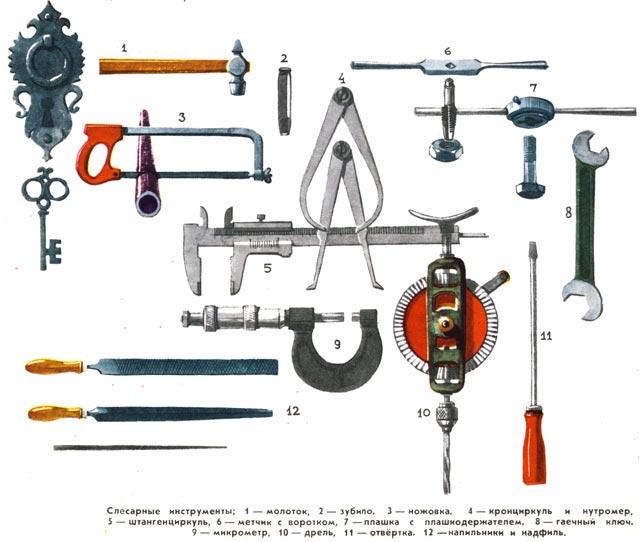
Some tools:
Basic locksmith tools
The metalwork tool is used for manual processing of various materials. With its help, various operations are performed, while it is reasonable that the quality of the finished work depends not only on the skill of the performer, but also on the right choice of a quality tool. Our article will provide you with useful information about which locksmith tools should definitely find a place in your home workshop.
Vice - serve for rigid fixation of workpieces, which are tightly clamped by shifting jaws. The strength of fixing elements naturally affects the quality of its processing. Vices are desktop, which themselves are fixed on a rigid base (screwed to the edge of a workbench, stool), or manual, designed for processing small parts with a file.
A file is a metal bar with a notch, which, although it belongs to the category of metal-cutting tools, is often used to work with plastic, wood, etc. A home master's set requires a set of files of various shapes: flat, triangular, diamond-shaped, semicircular - all options will definitely be needed when performing important plumbing work. You also can hardly do without needle files with a fine cut for processing small parts.
Adjustable wrench - designed for tightening and unscrewing bolts, nuts, various elements of the pipeline. The versatility of the wrenches, which consists in the possibility of adjusting the gap between the jaws, makes it possible to use one tool for bolts and nuts of different sizes.
Wrench - is a less "advanced" analogue of an adjustable wrench. It has similar functions, capturing products through a special pharynx or contour protrusions / recesses. There should be several wrenches in the master's set, since they are selected separately for each nut of a certain size.
Scriber - a small steel rod (diameter - 2.5-6 mm; length - 20 cm) with a sharply sharpened end or a plug-in needle, which is used for marking: marking the contours of parts on metal.
Pliers are the best tool for securely gripping parts and bending small metal elements (wires, wire). The inner surface of the jaws is traditionally equipped with two semicircular notches with teeth to enhance the quality of fixing the nuts.
Chisel - an oblong rod, sharpened on one side, used for cutting metal and stone. This impact cutting tool is used in conjunction with a hammer or a sledgehammer: acting with a hammer on the head of the chisel, you give it shock acceleration for confident splitting / cutting of the material being processed.
Punch - needed in order to punch a hole in a stone wall or metal sheet. In order to create holes of various sizes, it is worth taking care of the presence of several types of punches.
A center punch is an indispensable hard steel tool for marking the center of a future hole on metal surfaces. In accordance with the name of such a central hole (core), the tool got its name. Punching is performed by hammer blows on the butt plate of the center punch.
Soldering iron - logically used for soldering parts. When choosing a soldering iron, do not try to purchase a copy big size- for homework a soldering iron with a power of 65-100 watts is quite suitable.
Desktop anvil - used as a support, if you need to cut or bend metal parts (tin blanks, wire, rod).
Screwdriver - used for tightening / unscrewing the screws screws and screws. There are three categories of screwdrivers: flat and Phillips screwdrivers are used for the corresponding fastener heads, universal models are used everywhere.
A hammer is a standard tool, without which it is impossible to do in almost any area of construction and repair work. In plumbing, a hammer with a square or round head is used. The end of the working surface opposite the striker, called the toe, is used to straighten and draw the metal.
A grinder (grindstone) is the best choice for sharpening tools and cleaning parts. As a rule, desktop grinders are produced, which, like a vice, are fixed on a rigid base. With the help of a grinder, knives, axes and chisels will always be in shape.
Hacksaw - structurally consists of a frame and a replaceable hacksaw blade and is intended for sawing metal parts. Hacksaw blades are presented in various versions: models with fine teeth are used for cutting hard metals, with large ones - for soft metals and plastics.

Rigging practice.
High machine productivity with round (disk) saws coupled with a fairly low cost and simplicity of the device make them indispensable in cutting processes. Cutting speed circular saw machines - about 100 m / min. The disadvantages include the difficulty in achieving the necessary stability saws in the cut.
Depending on the direction in which the wood is processed, there are circular saws for transverse and longitudinal sawing. For the first kind circular saws have a zero or negative angle of the front teeth, and for the second - they differ in the back surface of the teeth - broken or straight.
Circular saws made of steel with the addition of molybdenum, chromium and vanadium. Body and teeth circular saws have the same hardness, which allows them to be reground many times. But steel circular saws have a minimum sharpening resource compared to others saws– from 2 to 4 hours. There is also an important limitation: they must be protected from the effects of gravel and sand. Otherwise circular saws will be subjected to too frequent sharpening, which will lead to a decrease in diameter, as well as a loss of time in technological process.
Depending on the surface of the steel disc, there are polished, chrome-plated and brushed round saws. Coatings affect the degree of adhesion of the resin to saw and the resistance of the side of the teeth to grinding.
To improve wear resistance circular saws, a special alloy of tungsten, cobalt and chromium is welded onto their teeth - stellite. Stellited circular saws indispensable when working with wet wood. Circular saws, equipped with stellite, can be used in any weather: they are not afraid of dirt. And the period of their resistance is seven times higher than that of steel circular saws.
Circular saws with carbide inserts saws, the front faces of the teeth, which have brazed cermet plates made of a hard alloy of cobalt and tungsten carbide. Carbide Circular Saws There are two types - with versatile angles of inclination of the front and rear surfaces and without angles of inclination. The high durability of the plates allows round saws work without sharpening up to 30 hours. The disadvantages include vulnerability carbide circular saws to impact loads. For stable operation, they need a uniform feed of the workpiece and the absence of its vibration.
Disk shape circular saws are divided into planing, conical, flat and spherical.
For longitudinal and transverse sawing are used flat circular saws. These are the simplest and perhaps the most important saws in the technological process, which is due to the simplicity of manufacturing and a high level of preparation.
Spherical circular saws used in cooperage for cutting out bottoms.
For sawing dry wood with high requirements for surface roughness, use planing circular saws. Their teeth are made without flattening and divorce, because. the shape of the saw avoids friction on the side surfaces of the cut. Release planing saws with undercut lateral surface, single and double. Latest saws more stable.
Conical circular saws are right-handed and left-handed. It depends on the location of the machine controls. The purpose of such circular saws– longitudinal rib sawing into boards with a thickness of not more than 14 mm.
For longitudinal sawing of solid wood, they also produce circular saws with deep sinuses - like "Hannibal". The presence of deep sinuses is explained by the need to remove a sufficiently large amount of sawdust. The teeth of these circular saws large and stable to withstand the load.
Manifold circular saws allows to use them in sawmill, furniture and other industries.










How to understand: will the kitten be fluffy?
What kind of light alcohol can be drunk for pregnant women: the consequences of drinking
Why do the legs swell in the ankles and ankles of the feet in pregnant women: causes and methods of treatment
The wedding of Prince Harry and Meghan Markle: scandalous and secret details of the marriage (photo) The future marriage of Prince Harry year NTV
How to close white plums for the winter