איכות המוצר נקבעת במידה רבה על ידי אמצעי הייצור שלו. בתעשיית ההנדסה, יש חשיבות מיוחדת למאפיינים הטכניים של כלי מכונות וציוד נלווה, המעורבים ישירות בעיבוד, הרכבה והרכבה של מוצרים. אבל גם תפקיד משמעותי, במונחים של הבטחת איכות התוצאה, הוא משחק על ידי ציוד טכנולוגי, שהוא מגוון שלם של מכשירים נוספים ליחידות הייצור העיקריות.
מידע כללי על ציוד תעשייתי
קטגוריית הציוד הטכנולוגי כוללת הן ציוד עצמאי והן רכיבים מובנים שתפקודם בא לידי ביטוי באיכות תהליך הייצור. באשר ליחידות בודדות, הן יכולות לתרום לביצועי הקו בעקיפין, מבלי להיות קשורה ישירות ליכולותיו. כעת כדאי לשקול אילו פונקציות מבצעים הציוד הטכנולוגי והכלים במסגרת מתחם הייצור. משימותיה העיקריות הן שמירה על האיכות הסטנדרטית של המוצרים המיוצרים, הגדלת היקפי הייצור, צמצום והקלת עבודתם של אנשי התחזוקה וכו'. מטרות אלו מושגות באמצעות פעולות הכנה יעילות יותר באמצעות אלמנטים של כלי עבודה, הרחבת היכולות הטכנולוגיות של כלי מכונות, וכן צמצום זמן העיבוד. חלקי עבודה ודרך שיפורים אחרים בתהליך הייצור.
סוגי ציוד
החלוקה הבסיסית של הציוד הטכנולוגי מתבצעת בהתאם למטרה. בפרט, ישנם אלמנטים בקרה, הרכבה, מכונה, הידוק והנעה של ציוד ציוד. ציוד הבקרה משמש כרכיב עזר בשלב הביקורת של המוצר המיוצר לעמידה בתקנים. גופי הרכבה מגבירים את היעילות של הרכבת אלמנטים מוגמרים למבנה בודד, מכשיר או קומפלקס. ציוד המכונה הנפוץ ביותר, שנוכחותו משפיעה על שיפור מאפיינים מסוימים של המוצר המיוצר - למשל, חוזק, עמידות בפני שחיקה או עמידות המיסב. מתקנים נוספים, בתורם, משפרים את הטכניקה של קיבוע אותם חלקי עבודה במהלך עיבוד או מעבר בתוך אתר הייצור. בהתאם לכך, הציוד הנעים מהווה מרכיב בתשתית הלוגיסטית ואחראי על יציבות ובהירות תנועת המוצרים באותו קו מסוע.
אוטומציה של כלי עבודה
בעבר, פונקציות כלי עבודה הוקצו בעיקר ל אמצעים טכנייםמיועד לטיפול ידני. אז הופיעו עמיתים ממוכנים יעילים ופרודוקטיביים יותר. על השלב הנוכחיעם התפתחות התהליכים הטכנולוגיים, כלי העבודה ניחנים יותר ויותר בפונקציות אוטומציה. חשוב לציין שמקור ההנעה של אוטומציה הוא הציוד העיקרי, אשר, על פי אותו עיקרון, שולט בצמתים העיקריים שלו. יחד עם זאת, ציוד טכנולוגי יכול לעבוד לפי דגם משולבובמצב חצי אוטומטי. במקרים כאלה, מסופק גם עקרון מיושם חלקי של בקרה ממוכנת. לשם כך, כוננים הידראוליים או פנאומטיים משמשים. כך או אחרת, אבל כמעט כל הארגונים המודרניים עוברים באופן פעיל או כבר עברו לשימוש במושג בקרה אוטומטית.
ייצור ציוד טכנולוגי
 לרוב, התהליך הטכנולוגי של ייצור רכיבי כלי עבודה מבוסס על שימוש בזנים ותבניות מיוחדות, המאפשרות ייצור סדרתי של מוצרים. שוב, כדי לעבוד עם מתקנים לא סטנדרטיים, ניתן לפתח את הטופס עצמו בנפרד עם פרמטרים ספציפיים המוגדרים בפרויקט. כמובן, עיצוב ייצור ציוד טכנולוגיאינו מסתיים. לאחר מכן יכולים לעקוב אחר השלבים של כרסום, סיבוב וטיפול בחום, המאפשרים להביא את חומר העבודה למצב התפעולי הנדרש. ברוסיה, מפעלים רבים עוסקים בייצור של ציוד כזה. כך, למשל, מפעל הציוד הטכנולוגי בירוסלב (YaZTO) עוסק בייצור של תבנית משולבת, עיצוב והפרדה, עליהם הוא מייצר גם מוצרים במידות גדולות. כמו כן, חברת אלטון במוסקבה, מפעל Belgorod Ritm ומפעלים רבים אחרים, הקשורים כך או אחרת לעיבוד מתכת, פועלים בכיוון זה.
לרוב, התהליך הטכנולוגי של ייצור רכיבי כלי עבודה מבוסס על שימוש בזנים ותבניות מיוחדות, המאפשרות ייצור סדרתי של מוצרים. שוב, כדי לעבוד עם מתקנים לא סטנדרטיים, ניתן לפתח את הטופס עצמו בנפרד עם פרמטרים ספציפיים המוגדרים בפרויקט. כמובן, עיצוב ייצור ציוד טכנולוגיאינו מסתיים. לאחר מכן יכולים לעקוב אחר השלבים של כרסום, סיבוב וטיפול בחום, המאפשרים להביא את חומר העבודה למצב התפעולי הנדרש. ברוסיה, מפעלים רבים עוסקים בייצור של ציוד כזה. כך, למשל, מפעל הציוד הטכנולוגי בירוסלב (YaZTO) עוסק בייצור של תבנית משולבת, עיצוב והפרדה, עליהם הוא מייצר גם מוצרים במידות גדולות. כמו כן, חברת אלטון במוסקבה, מפעל Belgorod Ritm ומפעלים רבים אחרים, הקשורים כך או אחרת לעיבוד מתכת, פועלים בכיוון זה.
סיכום
לעתים קרובות, עבודה על הכנסת ציוד למתקני הייצור עולה סכומים רציניים. וכשלעצמו, ציוד טכנולוגי איכותי עם רכיבי אוטומציה יכול להוות כמעט מחצית מהעלות של כל הציוד בארגון. אבל בפועל מראה שהשימוש המוסמך באמצעי עזר מוצדק לחלוטין. בנוסף, במפעלים עם ציוד מיושן, השימוש במתקנים מודרניים הוא הדרך היחידהשיפור איכות המוצרים. - זהו מוצרים איכותיים ומוכחים של עולם ידוע. חשוב מאוד שנשתף פעולה עם ספקים לאורך זמן ולכן אנו מציעים רק באחריות - סיטונאית ובמחירים הנמוכים ביותר. הציוד למחרטות מוצג ב - צ'אקים, מרכזים מסתובבים, מתלים וגלגלי שיניים, מצלמות, מחזיקי כלים.
פרטים נוספים ניתן למצוא בטלפון +7 8482 999-111 או שליחה או דואר אלקטרוני[מוגן באימייל]אֲתַר
התפוקה והדיוק של עיבוד חלקים במכונות חיתוך מתכת תלויים במידה רבה בהצטיידותם בציוד טכנולוגי, כלומר. מהעיצובים של כלי מכונות, שאמורות, בעלות נמוכה לתכנון, ייצור ותפעול שלהם, לספק חלקים באיכות גבוהה. בנוסף, הם צריכים לתרום להקלת תנאי העבודה ולהגדלת הפרודוקטיביות שלה על ידי צמצום זמן המכונה והעזר. הדבר מושג באמצעות שימוש בעיבוד רב-כלי, קבוצתי או מתמשך של חלקים, הכנסת תנאי חיתוך מהירים, שימוש במהדקים מהירים עם הנעה מכנית, פנאומטית, הידראולית או פנאומו-הידראולית או פנאומו-הידראולית.
השימוש בכוננים ממוכנים מבטיח הידוק מהיר ואמין של חלקי עבודה ומאפשר לבצע אוטומציה של מחזורי עיבוד. האחרון חשוב במיוחד לתחזוקה מרובת מכונות והחדרה המונית של מצבי חיתוך מהירים במפעלים.
השימוש במכשירים מאפשר לך: לבטל את סימון חלקי העבודה לפני העיבוד, להגביר את דיוק העיבוד, להפחית את עלות הייצור, להקל על תנאי העבודה ולהבטיח את בטיחותו, להרחיב את היכולות הטכנולוגיות של הציוד, ליישם תקני זמן מוצדקים מבחינה טכנית, להפחית את מספר העובדים הנדרשים לייצור מוצרים.
בייצור בקנה מידה גדול והמוני, לכל חלק יש בממוצע עד 10 מתקנים.
לימוד הקורס "ציוד טכנולוגי" מתבסס על לימוד דיסציפלינות: שרטוט הנדסי, חלקי מכונות, חיתוך מתכות, כלי מכונות, טכנולוגיה הנדסית. הידע ביסודות הציוד הטכנולוגי הוא משמעותי מאוד, כי. כל מהנדס מכונות העוסק בתחום הנדסת המכונות צריך להכיר את המתודולוגיה לתכנון מתקנים בעלי ביצועים גבוהים, להיות מסוגל לבצע את חישובי החוזק הנדרשים ולהבטיח את הדיוק הנדרש של עיבוד חלקים במתקן.
על מעצב המתקנים להיות מסוגל להשתמש באופן נרחב בחלקים, רכיבים ומכלולים מנורמלים של מתקנים, ובכך להפחית את המורכבות של עבודת התכנון וצריכת המתכת.
תכנון המכשירים תלוי בגורמים רבים: התוכנית לייצור חלקים, ציוד, זמינות חלקים ומכלולים מנורמלים, תוכן הפעולות שבוצעו וכו'. ציוד והנעה פניאומטיים, הידראוליים, פניאומו-הידראוליים.
עלות ייצור המכשירים מגיעה ל-15-20% מעלות הציוד. 80-90% מכלל צי המתקנים משמש להתקנה ואבטחת חלקי עבודה.
מכשיר בהנדסת מכונות נקרא עזרהתקנים המיועדים לאיתור ותיקון חומר העבודהביחס למכונת כלי החיתוך.
השימוש במכשירים מאפשר:
להבטיח איכות יציבה של חלקי עבודה מעובדים.
צמצם את הזמן שלוקח ליצור חלק.
להרחיב את היכולות הטכנולוגיות של הציוד כלומר. באמצעות מתקנים על קונבנציונליים מכונות אוניברסליותניתן לבצע עבודה כזו ולקבל דיוק כזה שאי אפשר להשיג בתנאים רגילים ללא שימוש במכשירים.
לדוגמה:
א) באמצעות ראש רב-צירים במכונת קידוח אנכית רגילה, אנו מקבלים מכונת קידוח רב-צירים.
ב) בעזרת ג'יגים משעממים, ניתן לקבל דיוק ממדים גבוה במכונת משעמם בלויה.
אביזרי מכונה מאפשרים להוזיל את עלות ייצור החלק הודות לשימוש בעובדים בעלי מיומנות נמוכה יותר, לבטל את פעולת הסימון עתירת העבודה ולהפחית משמעותית את זמן העזר.
על פי נתוני המכון למחקר ניסיוני לכלי מכונות חיתוך מתכת (ENIMS), בשנים האחרונות, החיתוך גדל פי שניים עד שלוש, והזמן העיקרי ירד באותה כמות, ופריון העבודה בהנדסת מכונות גדל מעט. אי התאמה זו היא תוצאה של אי התחשבות בזמן עזר, שבחלק מהפעולות מגיע ל-30-40% ט מחשב
שיטות להגדרת חלקי עבודה במכונה
1. התקנת חומר העבודה ישירות על שולחן המכונה או במתקן אוניברסלי עם יישור מיקומו ביחס לשולחן המכונה ולכלי. שיטה זו דורשת זמן רב ומשמשת בייצור בקנה מידה יחיד וקטן, כאשר לא כדאי כלכלית לייצר מכשיר מיוחד.
דיוק ההתקנה של חלקים בגודל של עד 3 מטר על משטח לא מטופל הוא ± 1.5 מ"מ, על משטחים מעובדים ± 0.1 מ"מ.
2. התקנת חומר העבודה על המכונה לסימון. סימון נקרא, ציור צירים וקווים על חומר העבודה הקובעים את המיקום
משטחים מעובדים. בעת הסימון מכסים את חומר העבודה בצבע גיר, לאחר התייבשותו מניחים את חומר העבודה על לוח סימון, בפריזמה או בריבוע, ומוחלים קווים על פני השטח באמצעות מד מד, מצפן, ריבוע, קליפר עם ספוגים חדים. וכלים נוספים. על מנת שהקווים יהיו גלויים אם הצבע יוסר לאורך הקו, מורחים נקודות עם ליבה במרווחים מסוימים. סימון מצריך השקעת זמן משמעותית, סמנים מומחים בעלי כישורים גבוהים, שהאיכויות האישיות שלהם תלויות בדיוק של הסימון. הגדרה לפי סימון לא מספקת דיוק עיבוד גבוה. שיטה זו משמשת בעיבוד של חלקי עבודה בגודל גדול בייצור יחיד וקטן. דיוק עיבוד לסימון חלקים במידות של עד 3 מ' ± 0.5 מ"מ.
3. התקנת חומר העבודה במתקן מיוחד. שיטת התקנה זו מספקת מתן ותיקון חומר העבודה עם דיוק גבוה מספיק ובזמן מועט. מכשירים מיוחדיםהרבה יותר קל ומהיר מהתקנה והידוק ישירות על שולחן המכונה. השימוש במתקן מיוחד מעניק את דיוק העיבוד הגבוה והיציב ביותר לכל החלקים המיוצרים בעזרתם, בשל כך מובטחת ההחלפה בין החלקים במידה הרבה ביותר. בנוסף, השימוש במכשירים מאפשר עיבוד בתנאי חיתוך גבוהים יותר, מה שמפחית משמעותית ט vsp, כולל מדידת פרטי התהליך
מעבד.
סיווג מכשירים
כלי מכונות מסווגים לפי ייעודם ומידת ההתמחות שלהם. לפי מטרתם, הם מחולקים ל:
1) מכונה - לביסוס וקיבוע חלקים. בהתאם לסוג העיבוד, הם מחולקים ל
א) סיבוב
ב) כרסום,
ג) קידוח וכו'.
2) עזר - מיועד להתקנת כלי חיתוך (אלה הם מוטות צד, תותבי מתאם וכו')
הרכבה - לחיבור חלקי התאמה.
בקרה לבקרת חלקים ומכלולים.
הובלה - ללכוד, להזיז, להפוך חלקים, מכשירים אלו משמשים בעיקר בקווים אוטומטיים.
בהתאם להיקף הייצור והגורמים הטכנולוגיים, כלי מכונות מחולקים להתמחויות
1. אוניברסלי - נועד לצייד ייצור של חלקים לא דומים בטווח מסוים של מידות כוללות.
לדוגמא: סגני מכונות, צ'אקים אוניברסליים, שולחנות סיבוביים, ראשי חלוקה, מרכזים וכו'.
מתמחה - נועד לצייד ייצור של חלקים מסוג מסוים או פעולות טיפוסיות, לפי חלקים מכמה סוגים קשורים.
מיוחד - נועד לצייד את הייצור של חלק אחד ספציפי.
בתנאים של ייצור בקנה מידה קטן וייצור המוני, תפקיד מיוחד ממלא מכשירי הרכבה אוניברסליים (USP). בעזרתם תוכלו להבטיח עיבוד דיוק גבוה. רכיבי USP מנורמלים והם חלק מהנורמליות של הנדסת מכונות
בייצור המוני משתמשים במערכת UNP- אוניברסלי - התקני התאמה. מערכת זו מבוססת על שימוש ברכיבי הרכבה והנחיה (מכלולים) מתחלפים. ניתן להתאים את רכיבי ההגדרה להגדרה לעיבוד חלקי עבודה מסוגים וגדלים שונים. בעת השקת אצווה חדשה של חלקים, ה-UNP אינו מוסר מהמכונה, אלא מסדרים מחדש רק אלמנטים להחלפה או מותקנים מעצורים מתכווננים. כתוצאה מכך, זמן ההכנה והאחרון מצטמצם והשימוש בציוד המכונה משתפר עם הזמן . UNP - מורכב משני חלקים - אוניברסלי והתאמה.
אלמנטים ומנגנונים של מכשירים
כלי מכונות מורכבים מהאלמנטים והמנגנונים העיקריים הבאים.
רכיבי הרכבה או תמיכה - הם משמשים להתקנה ולמרכז את חלקי העבודה ביחס לכלי החיתוך. אלה כוללים: פלסטיק תומכים, תומכי פטריות, תומכי יישור עצמיים ותת-מימיים, מרכזים, פריזמות, אצבעות הרכבה וכו'.
רכיבי הידוק - משמשים לקיבוע ישיר של חלקי עבודה. אלה כוללים: מלחציים, רצועות, מצלמות, אקסצנטריות, קולטים, מלחציים בוכנה.
3. מנגנוני הנעה - הם מכניים, הידראוליים, פנאומטיים, פנאומו הידראוליים, ואקום ואחרים.
4. אלמנטים לקביעת המיקום והכיוון של כלי החיתוך - התקנות, מידות, תותבי מוליכים.
מנגנוני עזר של מכשירים - הרמה, התקני חלוקה, מהדקים.
מקרים של מכשירים.
רכיבי התקנה.
דרישות לרכיבי התקנה: 1. שמירה לאורך זמן על דיוק ומיקום יחסי
משטחים. 2 הם חייבים להיות כדאיים כלכלית, כלומר זולים לתיקון.
אסור להשתמש בגוף גולמי (לא מטופל בחום) במתקן כתומכי הרכבה.
עמידות בפני שחיקה מוגברת. החומר לייצור אלמנטי ההרכבה הם U7A, 2 פלדות OX ולאחר מכן קרבורה לעומק 0.8-1.2 מ"מ והתקשות לקשיות של 50-55 יחידות. קוטר התמיכה משמש בסיס לבחירת חומר. ניתן להסרה בקלות. תומך בכמות של 6 יח'. מותקנים במרחק המקסימלי אחד מהשני.
כרכיבי התקנה משמשים:
סיכות תמיכה;
צלחות;
3 אצבעות הגדרה; 4. פריזמות וכו' אלמנטי ההתקנה מחולקים לבסיסיים ונוספים. אלמנטים נוספים מופעלים רק לאחר שהחלק לקח עמדה מסוימת על התומכים העיקריים.
תומכים עיקרייםסיכות תמיכה עם ראשים שטוחים, כדוריים ומחורצים משמשים כתומכים העיקריים.
ראש שטוח
פ 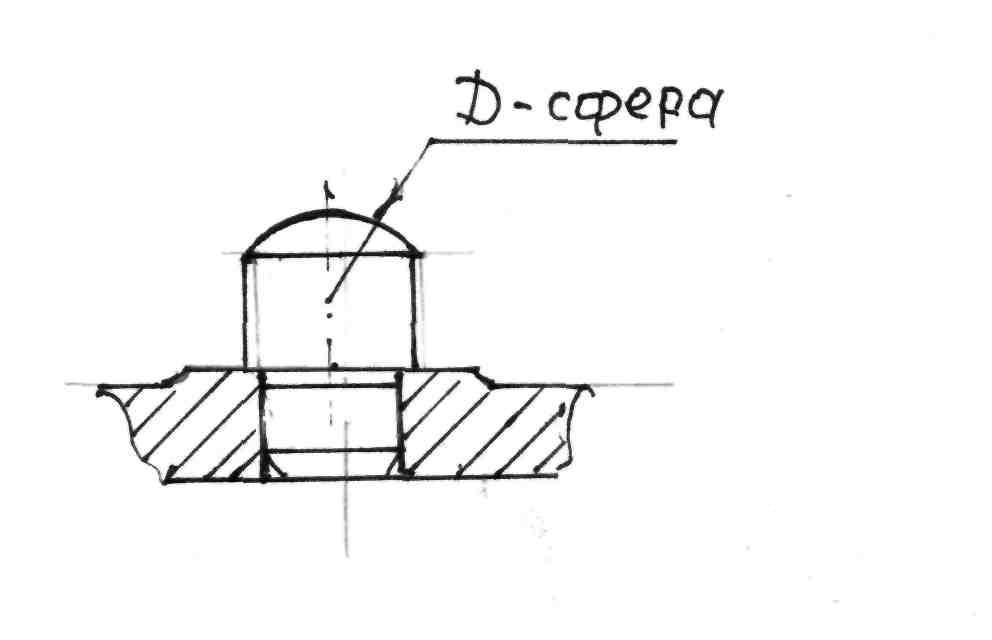 הסיכה שלמעלה משמשת להתקנה לא חלקים גדוליםעם משטחים מטופלים.
הסיכה שלמעלה משמשת להתקנה לא חלקים גדוליםעם משטחים מטופלים.
עם משטח כדורי
מידות ההתאמה זהות.
מידות ההתאמה זהות. סיכות אלו משמשות להתקנת קטנות ו פרטים צרים עם ראשים מחורצים
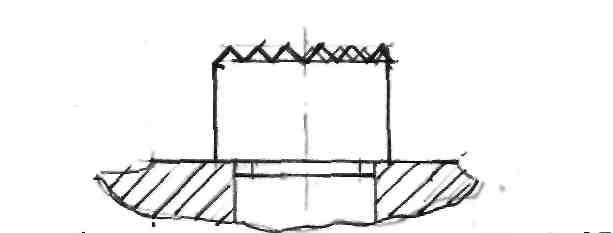
סיכות עם ראשים מחורצים משמשים להתקנת חומר העבודה על משטחים גולמיים.
פינים עגולים מבטיחים את המיקום הנכון של המשטחים המעובדים ביחס לכלי החיתוך, אפילו עם משטחי הרכבה לא אחידים.
חסרונות סיכה:
1. חומר העבודה עלול להינזק מכוחות הידוק גבוהים. ההידוק צריך להתבצע רק על תומכים או אך ורק בין שניים
2. האפשרות לשבש את חומר העבודה עקב הימצאות פגמי מגע ב
נקודות מגע בין התומכים למשטח ההרכבה.
קטרים מגבילים של פינים סטנדרטיים d = 3 -24 מ"מ, קוטר ראש
D = 5 40 מ"מ, גובה ראש נמוך 1 = 2-20 מ"מ, ראש גבוה 1 = 5-40 מ"מ, בסך הכל
אורך פינים עם ראשים נמוכים L = 6-50 מ"מ, עם ראשים גבוהים L = 9-70 מ"מ.
הפינים בגוף המכשיר מותקנים לפי ההסמכה I v 6.
רפידות המיסבים במארז לראשי הפינים צריכות לבלוט מעט ולהיות מעובדות בו זמנית, מה שמבטיח שהפינים נמצאים באותו מישור. פינים בעלי ראש שטוח לאחר לחיצתם פנימה נטחנים גם הם במקביל, ולכן פינים אלו בגודל 1 משאירים תוספת של 0.2-0.3 מ"מ לטחינה לאחר ההרכבה.
בשימוש אינטנסיבי במתקן, כאשר הפינים נשחקים במהירות, נלחץ תותב פלדה מוקשה לתוך חור הדיור.
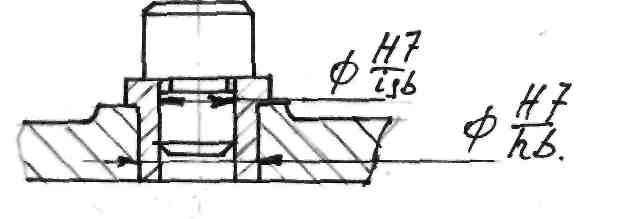
קצוות התותבים נטחנים בו-זמנית על מנת לספק את השטיחות הדרושה, וגובה £ של ראשי הפינים מתבצע בסטייה ב-h 6 או h 5, ובכך מבטיחים את ההחלפה של הפינים שבהם
מבטל את הצורך לטחון את משטחי ההרכבה שלהם במהלך ההרכבה ומצמצם את זמן תיקון המתקן. בחורים של התותבים, הפינים מותקנים בהתאם לנחיתות או
לוחות תמיכהכדי להתקין חלקים גדולים, משתמשים בתמיכה. בהנדסת מכונות משתמשים בשני סוגים של לוחות בסיס.
1) ללא חריצים,
2)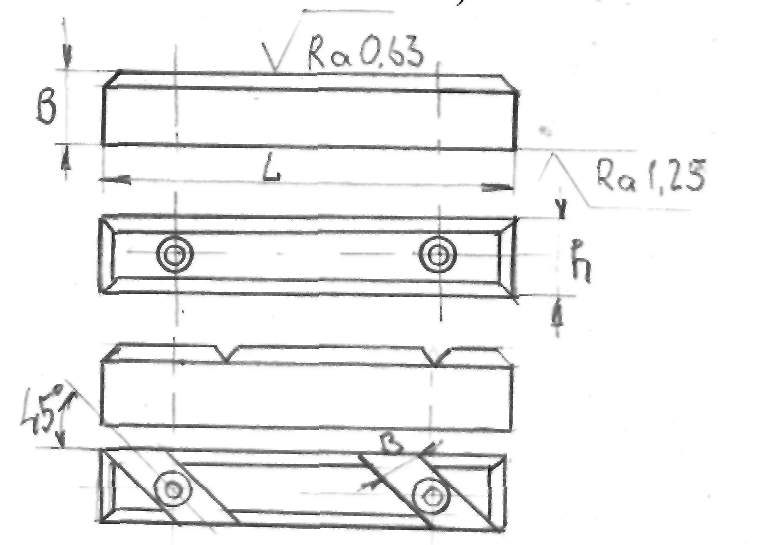 עם חריצים אלכסוניים.
עם חריצים אלכסוניים. 
מידות של צלחות סטנדרטיות: רוחב B = 12-35 מ"מ; אורך L = 40-210 מ"מ; גובה H=8-25 מ"מ; h=4-13 מ"מ; h 1 \u003d 0.8-3 מ"מ, b \u003d 9-22 מ"מ;
d= 6-13 מ"מ; d 1 \u003d 8.5-20 מ"מ.
הלוחות קבועים עם שניים או שלושה ברגים; הגבל את גדלי הברגים מ-M6 ל-M12mm.
צלחות ללא חריצים מותקנות על הקירות האנכיים של הדיור. כאשר מותקן על קירות אופקיים, שבבים עלולים להיכנס לחור הבורג, ומכאן שגיאת ההתקנה.
צלחות עם חריצים אלכסוניים מותקנים על המשטחים האופקיים של מתקנים. עם עיצוב כזה של הלוחות, השבבים עוברים כאשר החלק הנע מותקן, נופל בקלות לתוך השקעים (חריצים אלכסוניים) של הלוחות ואינו מפריע למגע של חומר העבודה עם הצלחת.
הלוחות, כמו הפינים, מקובעים על הבמות הבולטות של הגוף; אם יש כמה במות באותו מישור, הן מעובדות יחד.
מספר התומכים ומיקומם נבחרים בהתאם לתוכניות הבסיס. בכל המקרים, בעת תכנון מתקנים, יש צורך לספק תנאים להסרה קלה של שבבים ממשטחי הרכבה.
תומך עזר.תומכים אלה משמשים בנוסף לעיקריים שבהם יש צורך להגביר את הקשיחות והיציבות של חומר העבודה שיש להתקין. המבנים של תומכים עזר וחלקיהם נורמלו. תמיכה עזר
בא במגע עם חומר העבודה לאחר התקנתו על הרשת הראשית
תומך ולאחר מכן תיקן.
בעת מיכון ואוטומציה של מתקנים, תומכי עזר נשלטים באמצעות הנעה פניאומטית או הידראולית.במקרים מסוימים, תומכים ומהדקים מופעלים ברצף מכונן אחד.
ג'ק - תמיכה מתכווננת
בורג ג'ק עם חורשקעים אלה משמשים בעת עיבוד חלקים עם חור
לצאת 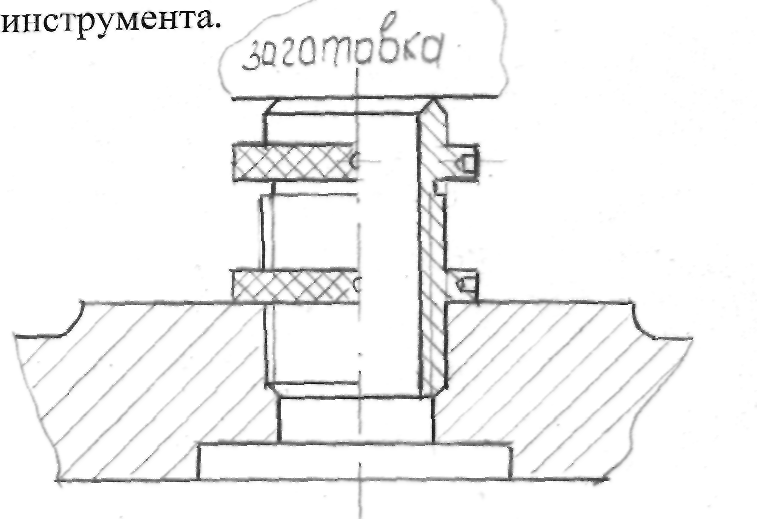
תומכים מכוונים עצמיים
תומכים להרכבת חלקים חיצוניים וגליליים
משטחים
1. סיכות הגדרה
אצבעות הרכבה משמשות בעת התקנת חלקי עבודה על חורים גליליים בסיסיים. בפועל, שני מקרים של התקנות נמצאים בשימוש הנפוץ ביותר: א) מרכז והפיכת חומר העבודה לאורך שני חורים; ב) מרכז על חור אחד וסיבוב לאורך מישור הבסיס.
מבחינה מבנית, האצבעות מחולקות:
אצבעות מתאימות קבועים גליליים;
התאמת אצבעות לחתוך קבוע;
אצבעות כוונון גלילי להחלפה;
אצבעות התאמת חתך ניתן להחלפה.
בהתאם לקוטר משטח ההרכבה, מתבצעים שלושה שינויים באצבעות.
גְלִילִי
2) קוטר מעל 10 מ"מ.
3) קוטר מעל 20 מ"מ
1 ) קוטר עד 10 מ"מ.
) קוטר עד 10 מ"מ.

פיני איתור מתחלפים
אצבעות קבועות נלחצות לתוך גוף המכשיר בריבוע
H1 יצוק - והקטרים של משטחי ההרכבה שלהם מבוצעים עם סטייה
נע על h6 או f9.
אצבעות להחלפה משמשות לשימוש אינטנסיבי במתקנים, כאשר משטחי הרכבה נשחקים במהירות.
TTP
האצבעות מותקנות בחור התותב בהתאם לאיכות -, קטרים
מ"ר
משטחי הרכבה עשויים גם עם סטיות h6 או f9. בעת התקנת חלקים כבדים, כאשר האצבעות הקבועות מפריעות לטעינת המתקן, האצבעות נעשות נשלפות
ערכת שילוב של אצבעות עם לוחות בסיס
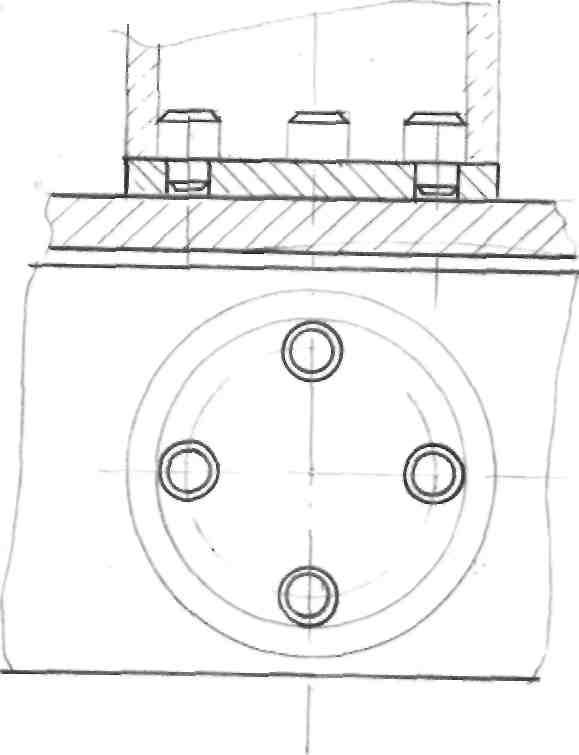
דוגמה להתקנת קצה וחור
דוגמה להתקנה לאורך הקצה ושתי אצבעות, אחת גלילית, והשנייה חתך.הגדרת חומר העבודה על שני חורים גליליים עם מקבילצירים ובמישור המאונך אליהם.
סכימה זו משמשת בעת עיבוד חלקי עבודה בגדלים קטנים ובינוניים כגון מארזים, צלחות, מסגרות וארכובה. .
בהשוואה להגדרת שש הנקודות, תכנית זו מספקת נגישות רבה יותר של כלי החיתוך לחומר העבודה המעובד מצדדים שונים. חומר העבודה מאובטח על ידי הפעלת כוח הידוק בניצב למישור הייחוס שלו. ערכת יציבות זו מתאימה רק לחלקי עבודה שמידות מישור הבסיס שלהם גדולות מגובהם או דומות לגובהם.
בדרך כלל משתמשים בשתי אצבעות, כי. מספר גדול יותר אינו מגדיל את דיוק ההתקנה של החלק, וייצור המכשיר הופך מסובך יותר.
האפשרות של חוסר יישור של חלקים בזווית יוצרת שגיאת בסיס E, המשפיעה על דיוק הממדים בייצור החלק.
מגרשי מסדרים גזוזים מקלים על לעטוף את החלק, tk. המרווח הנוסף שנוצר מפצה על השגיאה בייצור הממד L.
B הוא רוחב רצועת המדריך על האצבע החתוכה.
כאשר: Smin הוא הפער בממשק בין הסיכה הגלילית לחור חומר העבודה;
Smin הוא הפער המינימלי בהזדווגות של האצבע החתוכה והחור בחומר העבודה;
סובלנות למרחק המרכז של חורי הבסיס; סובלנות למרחק המרכז של פיני ההרכבה.
|
>■ | |||||
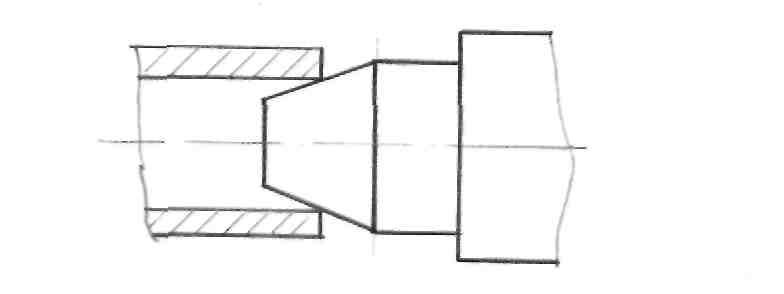
איתור חלק על חור קוטר גדולבאמצעות
אצבעות.
במכשירים קבוצתיים, ניתן לסדר מחדש את האצבעות לקטרים אחרים.
סיכות איתור מחודדות
1. אצבעות מיישרות עצמית. הם משמשים כאשר מבססים עם חור חרוטי או לאורך גליליים לא מטופלים.

2. נשלף
התקנת חומר העבודה על השקעים המרכזיים
בעת עיבוד פירים וחלקים אחרים המבוססים על שקעים מרכזיים (שיופים חרוטיים), מרכזים עם זווית של 60 משמשים כאלמנטים להגדרה.

התקנה על מרכז קשיח.
התקנה עם שיפוע במרכז החיתוך.
מרכז מיוחד עם שלושה סרטים צרים, לבסיס מחוספס.
לְעַצֵב מרכז מנהיגים, אשר מעביר את המומנט מהשקע של הגליים אל פני השטח של השיפוע החרוט. מרכז זה מספק את המומנט הדרוש לגימור, אך מקלקל את פני השטח של שיפוע הבסיס.
העיצוב של מרכז הנהיגה שבו הרגע מועבר דרך גליות הנלחצות למישור הקצה של חומר העבודה.
גלים pos. 1 מיוצרים על שלושה חלקים של מכונת הכביסה המיישרת את עצמי.2. מיקום מרכזי 3 של המבנה הצף מותקן בתנוחת שרוול הביניים. 4. המרכז עשוי מפלדה 45, U6A, U8A והוא נתון לטיפול בחום בקשיות של HRC 55-60. ניתן להגביר את עמידות הבלאי של המרכזים על ידי עיבוד קשיח. שימור הצורה הנכונה של השקע המרכזי האחורי במהלך הסיבוב מובטח על ידי שימוש במרכזים מסתובבים.
חוטים קשיחים
עם התפתחות הדיוק והמהירות של מכונות, הדרישות לריכוזיות של משטחי החלקים הולכות וגדלות. במקרים רבים, חוסר היישור המותר של המשטחים הוא פחות מ-0.01 מ"מ. דיוק זה מושג על ידי שימוש במתקני מרכוז.
שקול כמה מהם, מה שנקרא mandrels נוקשה.
1 . מחודדים מחודדים- משמשים להשגת ריכוזיות גבוהה של המשטחים המטופלים בעת ביצוע פעולות גימור.

התחדדות של חוטים כאלה.
3 2000 4000
החלק מקובע במכות קלות של הישבן כנגד בטנת עץ. החור בחומר העבודה נעשה לפי האיכות H6 - H7. כתוצאה מפעולת היתד, חומר העבודה נשמר היטב מלהסתובב במהלך העיבוד; דיוק מרכוז 0.005 - 0.01 מ"מ.
החסרונות של המדרל כוללים את חוסר הוודאות של מיקום חומר העבודה, אשר אינו כולל את האפשרות של עבודה על הגדרה.
משטח העבודה של המדרל עשוי לפי האיכות Is6. Mandrels מסוג זה משמשים בתנאים של ייצור יחיד וקטן.
להלן ציר שעליו מותקן חומר העבודה עם התאמת הפרעה. באמצעות טבעות מכונת כביסה דחף בעת הנעילה, חומר העבודה מכוון במדויק לאורך הציר. אם אתה עושה חריץ טבעתי pos.1 על המדרל, אז אתה יכול לחתוך את שני הקצוות של חומר העבודה. הצוואר, עמדה 2, הוא מדריך, הוא משמש להתאמה חופשית של חומר העבודה ביד, דיוק הריכוז על ציר זרם הוא 0.005 - 0.01 מ"מ.
על mandrel כזה, חומר העבודה נטוע עם פער. המיקום של חומר העבודה לאורכו נקבע על ידי צווארון הציר; הסיבוב שלו נמנע על ידי הידוק האום או מפתח (אם יש מפתח מפתח על חומר העבודה). עבור מדרסים אלה, מומלץ לעבד את משטחי הבסיס של חומר העבודה לפי דרגת H7. דיוק הריכוז תלוי בפער ולרוב אינו עולה על 0.02-0.03 מ"מ.
החומר של המדרלים הוא פלדה 20X, עם קרבוריזציה לעומק של 1.2-1.5 מ"מ ויחידות מתקשות HRc 55-60.
משטח העבודה של הצוואר נטחן לניקיון Re 0.65. השקעים המרכזיים מחורצים או עם קו תחתון כדי להגן מפני נזק מקרי. כדי להעביר את הרגע בקצה המדרל, מסופקים ריבוע, שטוחים או סיכת כונן.
מנעולים בקוטר של יותר מ-80 מ"מ עשויים חלולים כדי להקל.
פריזמות
מנסרה במתקנים נקראת בדרך כלל חלק התקנה עם משטח עבודה בצורת חריץ בזווית שווה ל-60,90 או 120, המיועד בעיקר לעיבוד משטחים הממוקמים בצורה מסוימת ביחס לגלילי ההתקנה. פני השטח של החלק.
הסוגים הבאים של פריזמות משמשים בכלי מכונות:
רחב - להתקנת חלקים עם משטחים מעובדים;
צר - בעת התקנת חלקים על בסיס מחוספס, כמו גם השעיית פירים מדורגים.
מוצרים גדולים מותקנים על ברזל יצוק או מנסרות מרותכות עם לוחות פלדה להחלפה על משטחים משופעים
3. עם פינים על משטח ההרכבה בעלי צורה גיאומטרית לא סדירה.
לפי מידת הניידות של הפריזמה מחולקים:
מתכוונן;
יישור עצמי.
משטחי העבודה ובסיס המנסרה מלוטשים. במבנים טרומיים עם שתי מנסרות או יותר המשמשות להתקנת חלק אחד, כל המנסרות נטחנות יחד.
פריזמות במהלך ההרכבה חייבות להיות מותקנות במדויק במיקום נתון. לכן, בנוסף לברגי הקיבוע, מסופקים שני פיני בקרה, המתאימים בדיוק, ללא משחק, הן בחורי המנסרה והן בחורים של הדיור שעליו הם מורכבים.
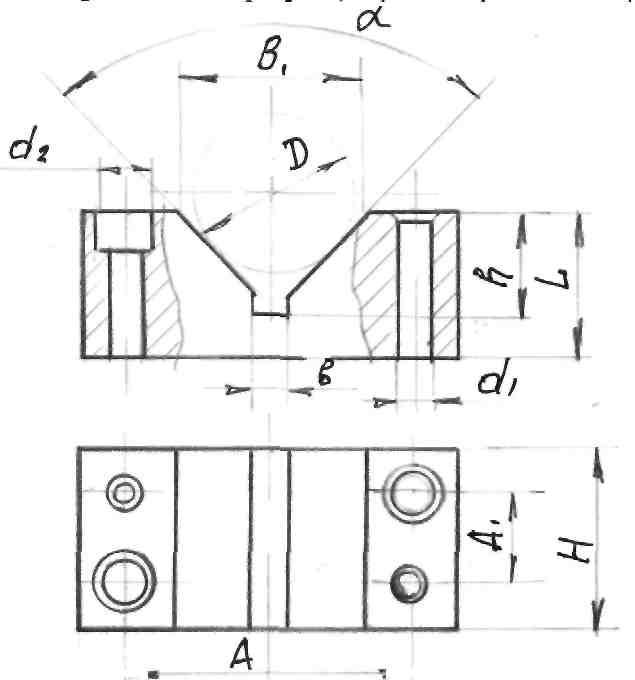
פריזמות עשויות פלדה 20X7 עם קרבוריזציה לעומק של 0.8-0.9 מ"מ עם התקשות של משטח העבודה לקשיות של HRC 55-60 יחידות. פריזמות בגדלים גדולים עשויות מברזל יצוק אפור עם לחיי פלדה מוקשות מוברגות.
מכשירים שמתאמיםעמדה כְּלִי
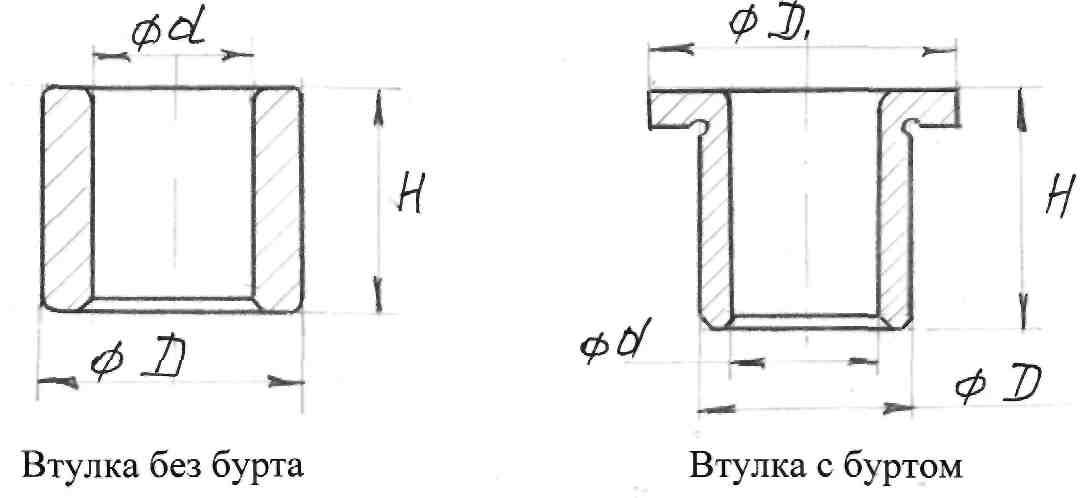
בעת ביצוע פעולות עיבוד אינדיבידואליות (קידוח, שקיעה נגדית, קידוח), הקשיחות של כלי החיתוך אינה מספקת. חלקי מדריך משמשים כדי למנוע לחיצה אלסטית של הכלי ביחס לחומר העבודה. הם חייבים להיות מדויקים מספיק, עמידים בפני שחיקה ובתנאים מסוימים ניתנים להחלפה. חלקים אלה כוללים תותבים לקידוח ואביזרי משעמם.
העיצוב והמידות של תותבי מקדחה לקידוח הם סטנדרטיים. תותבים קבועים מיוצרים לפי GOST 18429-73 ללא צווארון, לפי GOST 18430-73 עם צווארון, ניתנים להחלפה לפי GOST 18431-73, החלפה מהירה לפי GOST 18432- 73, על פי GOST 18434 תותבי ביניים, על פי GOST 18434 -73 תותבים ביניים עם כתף, על פי GOST 12464-67 תותבי הברגה.
השימוש בתותבים מוליכים מבטל את פעולת הסימון, מפחית את סחיפת הציר ואת התמוטטות החורים המעובדים. דיוק קוטר החור גדל בממוצע של 50% בהשוואה לעיבוד שבבי ללא תותבי מקדחה.
לייצור תותבים בעת קידוח בקוטר של עד 9 מ"מ משתמשים בפלדות 9XC עד קוטר 17 מ"מ, פלדת U10 עם קשיות של עד 60 יחידות HRC.
בגוף או בצלחת מותקנים תותבים קבועים לפי איכות Is6 או h6.

חיי שירות משוערים של תותבי ג'יג 10,000 - 15,000 מקדחות. עוצמת הבלאי הממוצעת של תותבי מוליכים בעת קידוח חורים בקוטר של 10-20 מ"מ לכל 10 מטר של השביל היא 3-5 מיקרון בעיבוד ברזל יצוק אפור בינוני-קשה, 4-6 מיקרון לפלדה 40 ו-1-2 מיקרונים לאלומיניום וסגסוגותיו.
תותבים הניתנים להחלפה ממוקמים בקבועים לפי איכות g6 ומקובעים באמצעות בורג או מוט. כאשר התותב שחוק, הוא מוחלף במקום העבודה.
הימצאות שקע עובר בכתף השרוול לצד שקע לראש בורג ההידוק מאפשר הוצאת השרוול ללא שחרור בורג ההידוק. זה מושג על ידי סיבוב השרוול למצב כזה שהחריץ המעבר נמצא נגד ראש בורג הקיבוע.
המרחק ממשטח היצירה לעיבוד ועד לקצה השרוול, בהתאם לחומר המעובד, הוא מ-1/3 מקוטר המקדחה לעיבוד ברזל יצוק וחומרים שבירים אחרים ועד לקוטר 1 של המקדחה. לעיבוד פלדה.
תותבי מקדחה מיוחדים
הם משמשים בעיבוד של חורים בחלקי עבודה בעלי תצורה מורכבת ומקומות שקשה להגיע אליהם, כמו גם עבור חורים מרווחים קרובים.
לוחות מוליכים
לפעמים תותבי מקדחה ממוקמים ישירות בגוף היצוק או המרותך של המתקן. זה משיג דיוק עיבוד גבוה במכשיר כזה, שכן הדיוק במקרה זה תלוי בדיוק של ייצור התותבים ובדיוק החורים עבורם. עם זאת, על מנת לפשט ולהוזיל את תהליך הייצור של המתקן, רצוי להכין את הצלחת בנפרד מהגוף ולהצמיד אותה לגוף באמצעות ברגים. במקרה זה, על מנת להבטיח את המיקום המדויק של הצלחת על הגוף, בנוסף לברגים, משתמשים בסיכות דיבל. צלחות כאלה נקראות קבוע.
לוחות קבועים יוצרים לפעמים אי נוחות בעת התקנה והסרה של חומר העבודה. לכן, צלחות צירים (מתקפלות) משמשות לעתים קרובות במקום צלחות קבועות. בקצה אחד של צלחת כזו, קודחים חור עבור ציר, שביחס אליו ניתן לסובב את הצלחת למצב המספק גישה נוחה לחומר העבודה לעיבוד. ציר זה משמש גם כתמיכה לקונ-
לוחית משרן. בקצה השני של הצלחת, נוצר חריץ לבורג ציר, שבעזרתו לוחצים את הצלחת אל אלמנטי ההרכבה הקבועים על הגוף ליד בורג הציר. סוג זה של צלחת מאופיין ברמת דיוק מופחתת עקב נוכחות של מפרק נע.

בנוסף לצלחות צירים, בייצור נעשה שימוש בפלטות נשלפות, שאין להן חיבור קבוע לגוף המכשיר, מתואמות בעזרת אצבעות הממוקמות במדויק על הגוף ומחוזקות בעזרת מהדקים מהירים. לוחות כאלה מספקים דיוק גבוה יותר בהשוואה לאלו מתקפלים וחופש גישה גדול יותר לחלקי עבודה, אך לוקח להם הרבה זמן להסיר ולהתקין. כדי לבטל את החסרונות הללו, בייצור בקנה מידה גדול והמוני, לוחות כאלה תלויים על ציר המכונה כמו הלוחות של ראשי רב-צירים ולכן נקראים תלויים.
בייצור המוני ובקנה מידה גדול משתמשים במכשירים עם לוחות הרמה, הדומים לתלויים ונבדלים מהם רק בכך שהם אינם מחוברים באופן קבוע לציר המכונה, ולהיפך, מחוברים כל הזמן לגוף של המכשיר. לפיכך, מתקן צלחת ההרמה יכול לשמש בכל מכונה לקידוח בעל ציר בודד ורב ציר. בדרך כלל, לוחות הרמה אופייניים למוליכי סלע במהירות גבוהה.
מכיוון שבלוחות המוליכים מותקנים תותבים, המשמשים להנחות את כלי החיתוך במהלך הפעולה, ודיוק העיבוד תלוי בדיוק של כיוון זה, יש לספק קשיחות מספקת בעת תכנון הלוחות. עובי הפלטות נקבע לפי גובה שרוול המוליך ונמצא בטווח של 15-3 מ"מ. עבור תותבים גבוהים על הצלחת, מסופק עיבוי מקומי. קשיחות הלוח מושגת באמצעות צלעות שנוצקות יחד עם הלוח או מרותכות אליו.
חישוב קוטר התותב
צימוד החלק העובד של מקדחות, שקעים וחורצים גסים מתבצע על פי ההסמכה F7 במערכת הפיר.
גימור סוויפים לפי איכות G6 באותה מערכת.
הקוטר המגביל הגדול ביותר של החלק העובד של כלי החיתוך נלקח כקוטר הנומינלי של הממשק.
שקול דוגמה:
Reamer 18 +0012 סטיות חורים במערכת הפיר לפי הסמכה גל + + lf 0 5 6
הוסף לסטייה העליונה של הכלי את הסטייה העליונה והתחתונה של ההתאמה הנדרשת. אז קוטר התותב יהיה שווה ל ח 18JJ;JJJ
איכות F7 ו-G7 בין חור התותב לכלי החיתוך נלקחת כדי לפצות על התרחבות הכלי במהלך תהליך החיתוך.
כדי להגביר את הדיוק, ניתן לבצע זיווג לפי איכות H7, אך במקרה זה יש צורך לבטל את חימום הכלי ותקיעתו בשרוול.
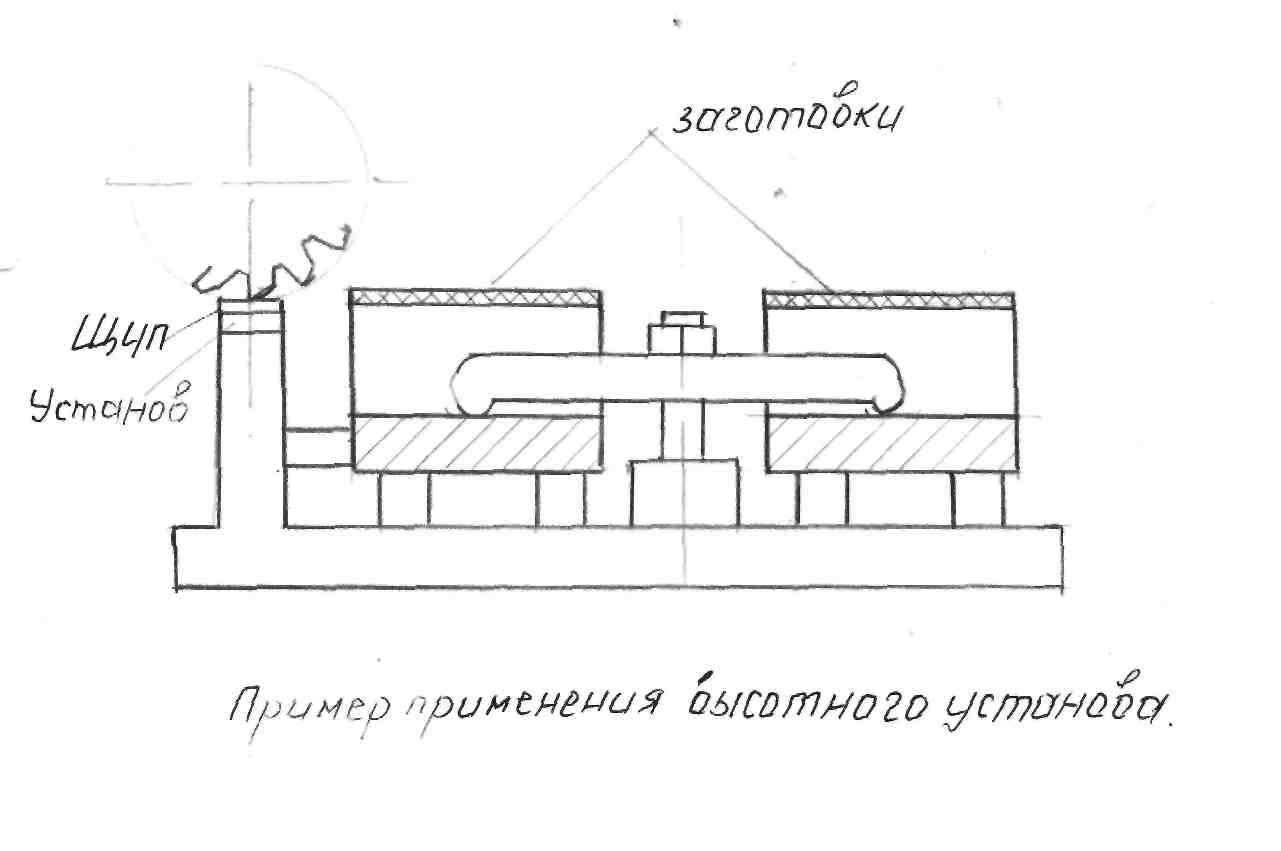
התקנותל מִספָּרַיִם
הגדרות החותך משמשות לתיאום המיקום היחסי של החותך וחומר העבודה לפני התחלת העיבוד, בעת עיבוד חלקי עבודה במכונות מכוונות לקבלת מידות באופן אוטומטי.
לפי התכנון, המתקנים מחולקים לגובה, פינתי וקצה.
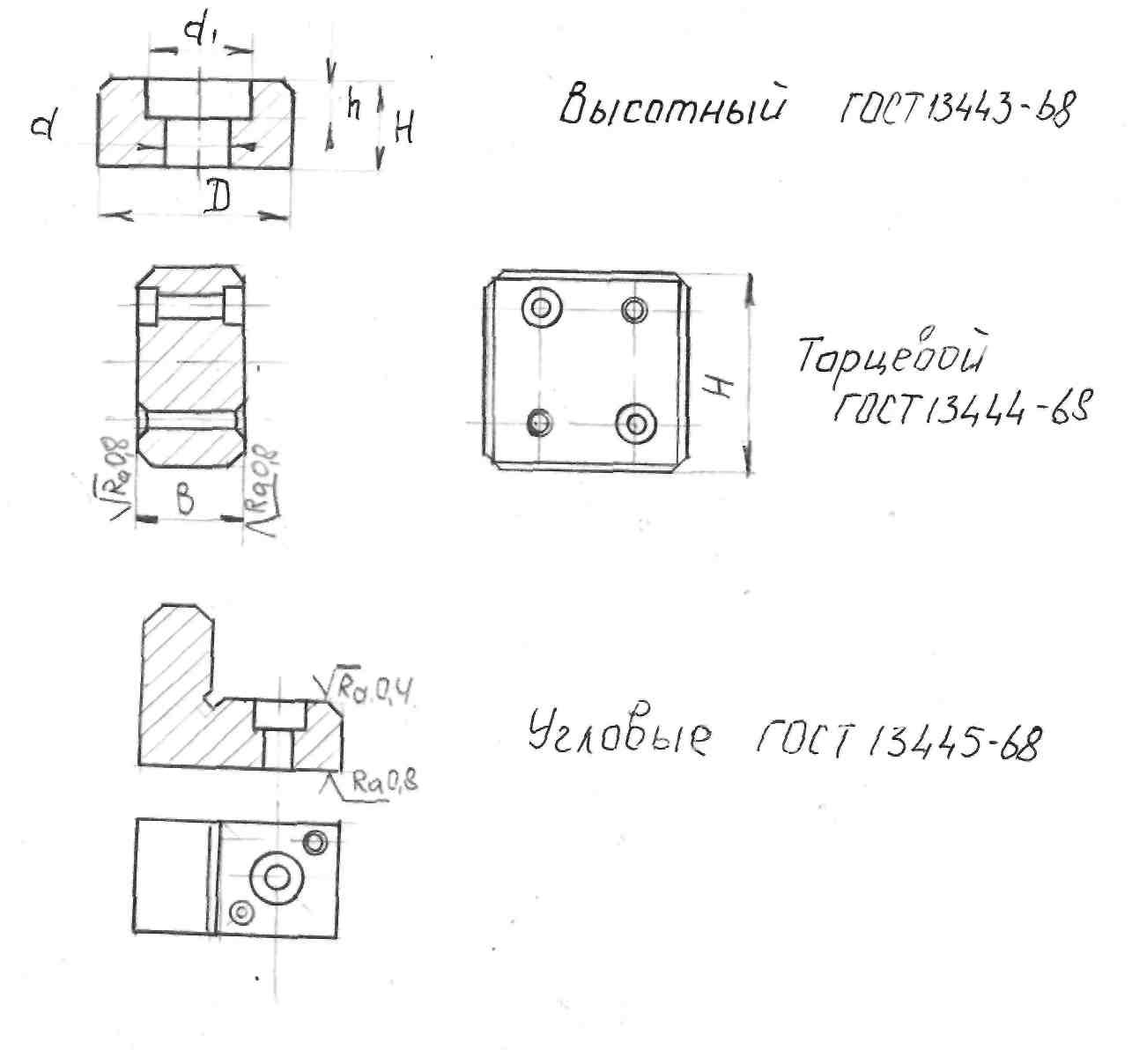
כדי להעביר את שיניו של החותך, אשר בכוונון עדין מוחלט, עלולות לגעת בקצה המתקן ולפגוע בפני השטח שלו, המתקן ממוקם במתקן מתחת לפני השטח לעיבוד של 1-Zmm, כך שהחותך במהלך העיבוד ממוקם בגובה המשטח לעיבוד, בדיקה מונחת בין משטחי המתקן והחותך בעובי של 1 עד 5 מ"מ
התקנת החותך לפי ההתקנה מבטיחה את דיוק הגודל המתאים של החלק לפי איכות הדיוק.
החומר לייצור מתקנים ובדיקות הם פלדות U7A ו-20X עם טיפול בחום של משטח העבודה עבור כל המתקנים HRC 55-60 יחידות.
מתקני הידוק
רכיבי ההידוק מחזיקים את חומר העבודהחומר עבודה מתזוזה ורעידות הנובעות תחת פעולת כוחות חיתוך.
סיווג רכיבי הידוק
רכיבי הידוק של גופים מחולקים לפשוטים ומשולבים, כלומר. המורכב משניים, שלושה או יותר אלמנטים שלובים זה בזה.
הפשוטים כוללים טריז, בורג, אקסצנטרי, מנוף, מפרקי מנוף וכו' - הם נקראים מהדקים.
מנגנונים משולבים מבוצעים בדרך כלל כמנוף ברגים, מנוף אקסצנטרי וכו'. ונקראים נעצים.כאשר משתמשים במנגנונים פשוטים או משולבים בסידורים מונעי כוח
(פנאומטי או אחר) הם נקראים מנגנונים - מגברים.על פי מספר החוליות המונעות, המנגנונים מחולקים: 1. חוליה אחת - הידוק חומר העבודה בנקודה אחת;
2. שתי חוליות - הידוק שני חלקי עבודה או חלק עבודה אחד בשתי נקודות;
3. רב-חוליות - הידוק חומר עבודה אחד בנקודות רבות או מספר חלקי עבודה בו זמנית במאמצים שווים. לפי מידת האוטומציה:
1. ידני - עבודה עם בורג, טריז והתקנים אחרים;
2. ממוכן, בהתאם למקור האנרגיה מחולקים ל
א) הידראולי
ב) פנאומטי,
ג) פנאומו הידראולי,
ד) מכנו הידראולי,
ה) חשמל,
ה) מגנטי,
ז) אלקטרומגנטי,
ח) ואקום.
3. אוטומטי, נשלט מגופי העבודה של המכונה. הם מונעים על ידי שולחן המכונה, קליפר, ציר וכוחות צנטריפוגליים של מסות מסתובבות.
דוגמה: chucks צנטריפוגלי אנרגיה עבור מחרטות חצי אוטומטיות.
דרישות להתקני הידוק
הם חייבים להיות אמינים בתפעול, פשוטים בעיצוב וקלים לתחזוקה; לא צריך לגרום לעיוות של חלקי העבודה הקבועים ולנזק למשטחים שלהם; הידוק והידוק של חלקי עבודה צריכים להתבצע במינימום הוצאה של מאמץ וזמן עבודה, במיוחד כאשר מקבעים מספר חלקי עבודה במתקני ריבוי מקומות, בנוסף, התקני הידוק אינם צריכים להזיז את חלק העבודה במהלך הידוקו. כוחות החיתוך צריכים, אם אפשר, לא להיקלט על ידי מכשירי ההידוק. הם צריכים להיתפס על ידי רכיבי התקנה נוקשים יותר של מכשירים. כדי לשפר את דיוק העיבוד, מועדפים מכשירים המספקים ערך קבוע של כוחות הידוק.
בואו נעשה טיול קטן למכניקה תיאורטית. מהו מקדם החיכוך?
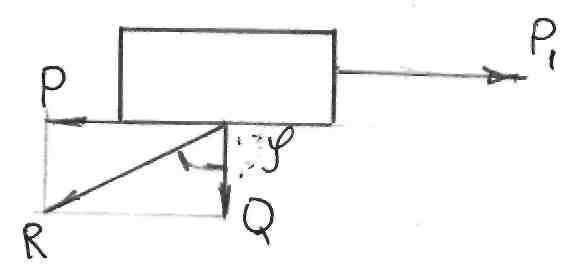
אם גוף ששוקל Q נע לאורך מישור עם כוח P, אזי התגובה לכוח P תהיה הכוח P 1 המכוון בכיוון ההפוך, כלומר
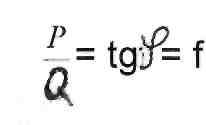
מקדם חיכוך
דוגמה: אם f = 0.1; Q = 10 ק"ג, ואז P = 1 ק"ג.
מקדם החיכוך משתנה עם חספוס פני השטח.
שיטה לחישוב כוחות הידוק
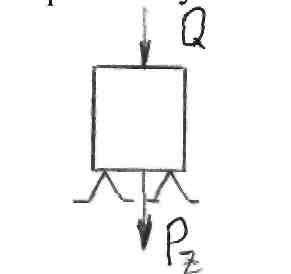

מקרה שני
כוח החיתוך P z וכוח ההידוק Q מופנים לאחד
במקרה זה Q => O
כוח החיתוך Pg וכוח ההידוק Q מכוונים לכיוונים מנוגדים, ואז Q \u003d k * P z
כאשר k - מקדם בטיחות k = 1.5 גימור k = 2.5 חיספוס.
מקרה שלישי
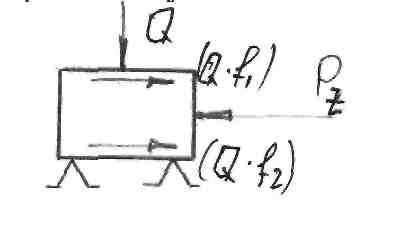
הכוחות מכוונים בניצב הדדי. כוח חיתוך P, נגד כוח החיכוך על התמיכה (התקנה) Qf 2 וכוח החיכוך בנקודת ההידוק Q * f 1, ואז Qf 1 + Qf 2 \u003d k * P z

G  def, ו-f 2 - מקדמי חיכוך החלקה מקרה רביעי
def, ו-f 2 - מקדמי חיכוך החלקה מקרה רביעי
חומר העבודה מעובד בצ'אק בעל שלוש לסתות
בכיוון זה, P, נוטה להזיז את חומר העבודה ביחס למצלמות.
חישוב מנגנוני הידוק עם הברגהמקרה ראשון 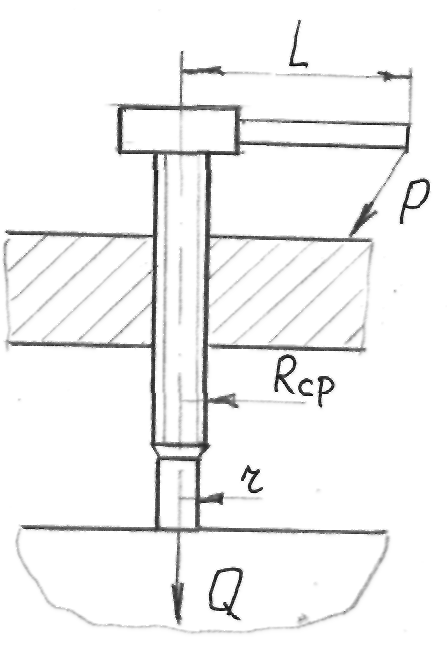
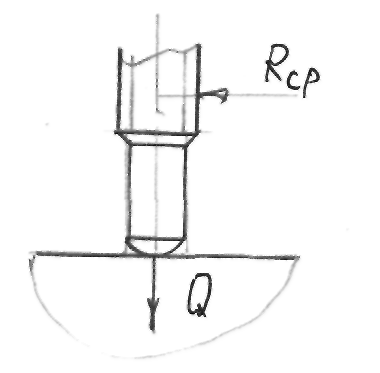
הידוק עם בורג ראש שטוח ממצב שיווי המשקל 
כאשר P הוא הכוח על הידית, ק"ג; Q - כוח הידוק של החלק, ק"ג; ר cp - רדיוס חוט ממוצע, מ"מ;
R הוא הרדיוס של קצה התמיכה;
זווית הסליל של החוט;
זווית חיכוך בחיבור הברגה ~ 6;  - מצב בלימה עצמית; f הוא מקדם החיכוך של הבורג על החלק;
- מצב בלימה עצמית; f הוא מקדם החיכוך של הבורג על החלק;
0.6 - מקדם תוך התחשבות בחיכוך של כל פני התחת. הרגע P*L מתגבר על מומנט כוח ההידוק Q תוך התחשבות בכוחות החיכוך בזוג הברגים ובקצה הבורג.
מקרה שני
 ■ הידוק בריח כדורי
■ הידוק בריח כדורי
עם זוויות הולכות וגדלות α ו-φ הכוח P גדל, כי במקרה זה, כיוון הכוח עולה במישור המשופע של החוט.
מקרה שלישי

שיטת הידוק זו משמשת בעת עיבוד תותבים או דיסקים על מדרלים: מחרטות, ראשי חלוקה או שולחנות סיבוביים על מכונות כרסום, מכונות חריצים או מכונות אחרות, כיריים לגלגלים, עיצוב גלגלי שיניים, מכונות קידוח רדיאלי וכו'. קצת מידע מהמדריך:
בורג Ml6 עם קצה כדורי עם אורך ידית L = 190 מ"מ וכוח P = 8 ק"ג, מפתח כוח Q = 950 ק"ג
בורג הידוק M = 24 עם קצה שטוח ב-L = 310 מ"מ; P = 15 ק"ג; Q=1550 מ"מ
מהדק עם אום משושה Ml 6 מפתח ברגים L = 190 מ"מ; P = 10 ק"ג; Q = 700 ק"ג.
בכל מפעל מודרני נעשה שימוש בציוד טכנולוגי. תוצאת הייצור ואיכות המוצרים תלויים ישירות באיזו איכות יש לו, ובהצטיידות בזמן של כל העבודות הדרושות איתה. למה זה קשור? צמצום הזמן לביצוע פעולות ידניות יכול להפחית את עוצמת העבודה, להגדיל משמעותית את האמינות והדיוק במהלך הייצור. מוצרים מוגמרים. ציוד טכנולוגי כזה בארגון מאפשר למזער את הייצור של מוצרים פגומים, מפשט את תהליך הייצור ומגביר את פריון העבודה. זה גם מהווה את הבסיס לייצור רב מכונות.
ייצור ועיצוב של ציוד טכנולוגי הוא תהליך מייגע למדי. כאן יש צורך ליישם כל הזמן את ההישגים המתקדמים והמודרניים ביותר של מדע וטכנולוגיה. דרישות מודרניות החלות על כל תחום הפעילות של בניית מכונות דורשות גישה טובה יותר ישירות אל תהליך ייצור. לכן ייצור הציוד הטכנולוגי מחולק למספר שלבים עיקריים:
- תיאום וחתימה על כל החוזים הנדרשים לאספקת תחזוקה.
- פיתוח ציוד טכנולוגי.
- העיצוב שלה.
- מודרניזציה של מוצרים במידת הצורך.
- משלוח ומסירה ללקוח.
- חתימה על כל מסמכי הקבלה.
- תמיכה טכנית לאורך כל תקופת האחריות.
כלי ייצור מבוצעים על ידי מומחים מוסמכים ביותר במערכות שתוכננו במיוחד כגון CAD, CAE ו-CAM. לאחר ייצורו מתבצע השלב החשוב ביותר הבא - יצירת סימולטור לייצור החלק עצמו. זאת במטרה לבצע ניתוח מפורט יותר של המבנה בשלב התכנון ולבדוק את ביצועיו עד לרגע בו הוא מגולם ב. מוצר מתכת. זה גם מאפשר לפתח תוכניות בקרה מיוחדות למכונות CNC. כל האמצעים הללו מאפשרים, כתוצאה מכך, להפחית באופן משמעותי את הזמן לייצור תחזוקה באיכות גבוהה.
כלכלת כלים בארגון
מדובר באיגוד של אגפי חנויות וייצור כללי, שפעילותם מבוססת על אספקה בזמן ומקיפה של כל סוגי הציוד הטכנולוגי הנדרשים. צורות ארגוניות, כמו גם המבנה של חלוקה זו של מפעלי בניית מכונות מגוונים מאוד. זה נקבע על ידי מספר גורמים טכניים וכלכליים:
- תכונות עיצוב של חלקים מיוצרים;
- נפח המוצרים המיוצרים;
- תהליכים טכנולוגיים;
- הקביעות של המינוח עצמו;
- רמת שיתוף הפעולה בייצור כלי עבודה יחד עם חברות מתמחות אחרות.
המשימה החשובה ביותר של כלכלה זו היא תכנון, ייצור ובקרה של ציוד טכנולוגי. זה כולל גם קביעת צרכי הארגון בזמינותו.
ציוד טכנולוגי של מקום העבודה
ישנן שלוש קטגוריות עיקריות של ארגון מקום העבודה: תכנון, אבזור ותחזוקה. בכל אתר ייצור חייב להיות הכל ציוד הכרחיהמאפשר לך לבצע ביעילות וביעילות את כל העבודה המתוכננת. כמו כן, היא מחויבת להבטיח בטיחות ונוחות במהלך ביצוע פעולות טכנולוגיות שונות, לשחרר את כוח האדם מעבודה פיזית קשה ולנהל בקלות את הציוד עצמו. אותן דרישות בדיוק חלות על ציוד טכנולוגי. אמצעים אלו של ציוד טכנולוגי חובה של מקום העבודה מאפשרים למפעילים לבצע את עבודתם ביעילות וביעילות. הסוגים והכמות של ציוד זה נקבעים על סמך מפות התהליך עצמן. עליהם לעמוד באופי כל העבודה המבוצעת באתר מסוים ולאפשר להפיק את המרב מכל היכולות הטכנולוגיות הזמינות של הציוד.
בנוסף לכל זה, הציוד הטכנולוגי של מקום העבודה צריך להיות נוח לשימוש, ערבות עלויות מינימוםזמן במהלך התקנתו ולהיות בטוח עבור כל אנשי ההפעלה. ציוד כזה בהנדסת מכונות כולל:
- סטים שונים של כלים;
- מתקנים לקיבוע והתקנה של חלקי עבודה;
- אמצעי בקרה ומדידה;
- כלי חיתוך;
- תיעוד טכני, עיון וחשבונאי.
ציוד טכנולוגי של מחרטות
ציוד זה ממלא תפקיד משמעותי מאוד בעבודה של כל מפעל העוסק בעיבוד מתכות. וזו ממש לא הגזמה. ואכן, נכון לעכשיו בתעשייה הזו יש פשוט מספר עצום של מכשירים אוניברסליים (כמה מיליונים) של המטרות השונות ביותר. על מנת ליצור חלק אחד, בממוצע, משתמשים בכעשרה מכשירים כאלה.
ציוד טכנולוגי מַחֲרָטָהמאפשר לשפר משמעותית את איכות החלקים המיוצרים על ידי החברה ואת פריון העבודה. הציוד הפופולרי ביותר למכונות מסוג זה הוא: גלילה צ'אק, תותבים שונים, מחזיק כלי עבודה, מנגנוני להב, סגנות, מתקני כרסום למחרטה, כלי חיתוך, מוצרי עזר שונים ועוד ועוד.
הודות לציוד זה, ניתן לבצע מוצרי פיתול בצורה בטוחה, עם רמה גבוההדיוק וביצועים. בשל העובדה שבמהלך עבודה כזו יש לסובב את החלק עצמו עם הקיבוע האמין שלו לפנייה במצבי מהירות שונים, יש צורך להשתמש בגדלים של כלי עבודה והתקנים שונים.
ציוד טכנולוגי למכונות CNC
דרישות מיוחדות מוטלות על ציוד זה בתעשיות עיבוד מתכת. הכוונה היא לרמת דיוק גבוהה בייצור מוצרים בהשוואה למכונות קונבנציונליות. במכונות CNC, התכנות של כל התנועות מוגדר בבירור בקואורדינטות של הציוד עצמו. כתוצאה מכך, יש צורך בהתקנה מדויקת של הכלי עצמו ושל חומר העבודה במתקן. במחזור העיבוד עצמו, די הרבה זמן מושקע בהתקנה מחדש של החלק. לכן יש צורך להשתמש בכלי הידוק מהיר מיוחד, המצויד בהנעה פניאומטית והידראולית. כמו כן, על מנת למזער את זמן ההכנה הטכנולוגית, יש להשתמש במכשירים מאוחדים או בפריסה שלהם.
ציוד טכנולוגי ליציקה
על מנת לייצר תבניות יציקה שונות, יש צורך להשתמש במתקנים מעוצבים במיוחד המשמשים במפעל בתהליכי יציקה שונים. חלק מציוד יציקה כזה, הדרוש ליצירת תבנית יציקה, הוא ערכת יציקה. זה כולל צלחות, דוגמאות, צלוחיות, קופסאות ליבה ועוד. דגמים אלו הינם מתקנים אוניברסליים שנועדו לקבל טביעות חללים מהחול, התואמות לתצורה החיצונית של היציקה עצמה. כל החורים וקווי המתאר שלו נוצרים בעזרת מוטות, המורכבים בתבניות עצמן במהלך הרכבתם.
לדגמי מתכת עמידות רבה יותר, רמת דיוק גבוהה ומשטח עבודה נקי. ברוב המקרים הם עשויים מאלומיניום, בעל צפיפות נמוכה, אינו מתחמצן וחתוך בצורה מושלמת.
תבניות הן מסגרות מתכת חזקות למדי מכל צורה שהיא. הם מיועדים לייצור חצאי תבניות יציקה מחולות יציקה. לרוב הם עשויים מפלדה, ברזל יצוק אפור וסגסוגות אלומיניום. הם יכולים גם להיות מרותכים, יצוקים או טרומיים מחלקים יצוקים נפרדים. הקירות של עיצוב זה עשויים עם חורים קטנים. זה מאפשר להפחית ממשקלו, להסיר גזים עודפים ולשפר את הדבקת החול לבקבוק עצמו. החיבור של עיצוב זה מתבצע באמצעות סיכות שתוכננו במיוחד, כמו גם חורים מרכזיים הממוקמים בגאות והשפל.
תערוכה "עיבוד מתכות 6"
מתחם התערוכות המרכזי של מוסקבה מתחם התערוכות המרכזי "אקספוזנטר" מזמין את כולם לבקר בתערוכה מיוחדת בקנה מידה בינלאומי. הוא יציג ציוד ו כלי נגינה שוניםמשמש בתעשיית עיבוד המתכת. כמו כן, יוצג כאן ציוד טכנולוגי חדיש לתהליכי הרכבה. אירוע זה מתקיים לא בפעם הראשונה (מאז 1984) ואוסף מדי שנה מומחים ונציגי תעשיות מובילים מכל העולם במקום אחד. השנה צפוי כי כ-1000 חברות מ מדינות שונותהעולם. הם יציגו בפני קהל היעד הפוטנציאלי ציוד מודרני, כמו גם טכנולוגיות והישגים מתקדמות בתעשייה.
פורום מיוחד יעסוק בנושאים הדחופים ביותר בעיבוד מתכות בזמן הנוכחי, כמו גם בסיכויים של התעשייה בעתיד הקרוב. על ידי השתתפות בכנסים, קונגרסים, סימפוזיונים, שולחנות עגולים או סמינרים בתערוכה, תוכלו ללמוד עוד על הציוד הטכנולוגי שקיים בייצור בניית מכונות בזמן הנוכחי, מה מצפה לתעשייה בעתיד הקרוב ועוד הרבה יותר.
0קשה להפריז בחשיבותו של ציוד טכנולוגי בארגון חנויות מכונות ממוכנות מורכבות. רמת הציוד הטכנית של מכונות חיתוך מתכת קובעת את יעילות הפעולה הטכנולוגית, פרודוקטיביות העיבוד והדיוק של החלקים המתקבלים באותה מידה כמו איכות המכונות עצמן. ציוד טכנולוגי יוצר את התנאים למעבר משיטת העיבוד הרציפה למקביל ומקביל-רצף, ורמתו הטכנית קובעת מראש את עלות זמן העזר להסרה והתקנה של החלק.
עם זאת, אם היתרון בשימוש ציוד מיוחדבייצור בקנה מידה גדול והמוני, אין ספק, אז השימוש הנרחב בציוד מיוחד בייצור בקנה מידה קטן והמוני עלול לגרום להפסדים לא מוצדקים. ולא כל כך בגלל הגדול עלויות חומרלפיתוח וייצור כלי עבודה, שחשוב, עד כמה בשל העיכוב המוגזם בתנאי ההכנה הטכנולוגית לייצור. אין זה אומר, כמובן, שאסור לעסוק בייצור בקנה מידה קטן בציוד טכנולוגי של כלי מכונות. היעדר כלי עבודה מגדיל את זמן ההתקנה של החלק פי כמה ומשפיע על איכות המוצרים. גם במעבר למכונות CNC ניהול תוכנהאתה צריך לפתח מתקני הרכבה לתיקון חלקים. אבל לעבודה בכיוון זה יש מאפיינים משלה.
ציוד טכנולוגי לייצור בקנה מידה קטן צריך להתבצע על ידי:
1) פיתוח ציוד טכנולוגי אוניברסלי ומכונות;
2) שימוש בעיצובי כלי עבודה הפיכים, המאפשרים להרכיב מכשירים מיוחדים מאלמנטים או מכלולים מאוחדים ולפרק אותם לאלמנטים;
3) שימוש במכשירים מיוחדים, לרבות הניתנים להגדרה מחדש, לעיבוד חלקים דומים מבחינה מבנית הנמצאים בטווח גדלים מסוים;
אורז. 57. מחזיקי ברגים לחריצי מכונה
4) השימוש בהתאמות הניתנות להחלפה עבור מתקנים אוניברסליים ומיוחדים לאיתור חומר העבודה;
5) שימוש ברכיבי בסיס והידוק אוניברסליים (מכניים, פנאומטיים, הידראוליים וכו'), המאפשרים לתקן את החלק ישירות על שולחן המכונה.
שקול עכשיו את הסדרה פתרונות קונסטרוקטיבייםעל ציוד טכנולוגי של מכונות חיתוך מתכת.
רכיבי הידוק אוניברסליים. בייצור של חלקים בודדים ובקנה מידה קטן, עיבוד החלקים במכונות כרסום, משעמם, הקצעה אורכית מתבצע בדרך כלל ללא התקני הגדרה, והידוק החלקים מתבצע באמצעות מהדקים ברגים. סוגים שונים, גדלים ועיצובים. יחד עם זאת, הקושי טמון בעובדה שלמשטח ההידוק של החלק יש גובה שונה, יש "להגדיל את המהדק", להחליף את הבורג ובסיס התמיכה שלו, זמן תיקון החלק גדל. ישנם מספר עיצובים של מהדקים ברגים אוניברסליים המאפשרים, בגבולות מסוימים, לשנות את גובה המהדק מבלי לשנות את המהדקים.
על איור. 57, א ובטבלה. 11 מציג מהדקי ברגים עבור חריצי מכונה בארבעה גדלים: a = 12, 14, 16 ו-18 מ"מ. ברגי הידוק ומוט תמיכה מתכוונן ממוקמים בגופי ההדק. טווח ההתאמה של מהדקים לאורך גובה משטח ההידוק מצוין בטבלה. 11: 40 מ"מ (55-95) עד 100 מ"מ (400-500).
על איור. 57, b מציגים מהדקי ברגים עם "סולם" תמיכה לחריצי השולחן a - 12, 14, 16 מ"מ. לעיצוב זה של מהדקים יש גם טווח רחב בגובה הידוק: בהתאם לגודל, מהדקים מאפשרים הידוק חלקים בהפרש גובה של 0-45, 15-45, 30-75, 60-135 מ"מ וכו' (טבלה 12) .

כאשר מעבדים חלקים כמו צלחות, רצועות, מסילות, אי אפשר להשתמש במהדק רק מלמעלה, מכיוון שמשטח זה אמור לעבור עיבוד, לא ניתן להדק אותם בסגן עקב גודל החלקים; במקרה זה, רצוי להשתמש באלמנטים אוניברסליים, שבהם הכוח העיקרי מופנה במישור האופקי על מנת ללחוץ על חומר העבודה כנגד המעצורים.
העיצוב והמידות של מהדקים אלה מגוונים, הם נבחרים בהתאם לגודל החריצים של שולחן המכונה
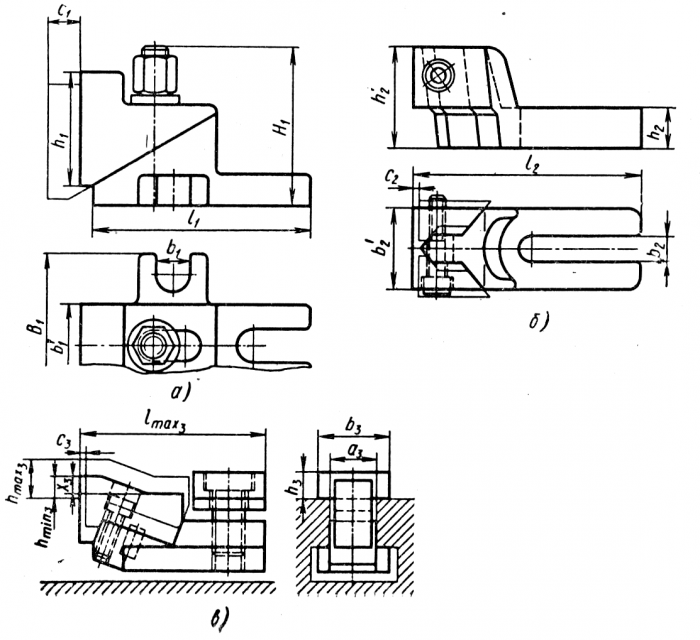
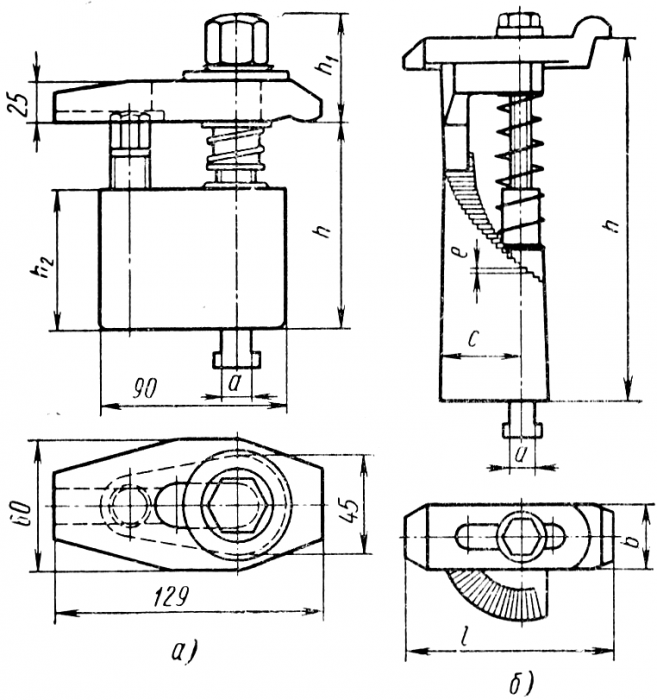
אורז. 58. מהדקים אוניברסליים: a ו-b - אופקי; c - משולב
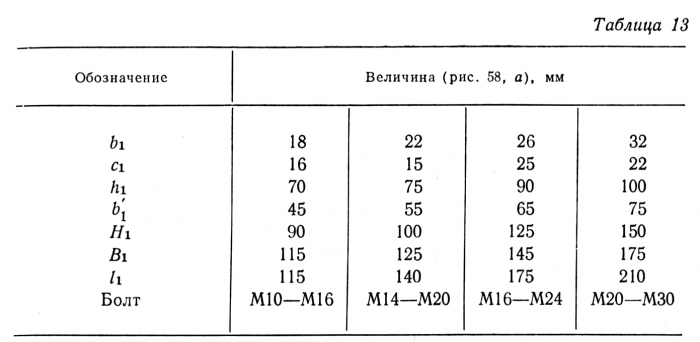
גבהים של חלקי עבודה. חלק מההדקים הללו יוצרים כוח לא רק במישור האופקי, אלא גם במישור האנכי, הלוחצים את חומר העבודה לשולחן המכונה (איור 58, a-c וטבלאות 13-15).
לכל סוגי מהדקי הברגים ומהדקים, על כל הרבגוניות שלהם, יש שני חסרונות עיקריים: הצורך להפעיל מאמץ פיזי משמעותי כדי לאבטח ולשחרר את החלק; הפסדים גדולים של זמן עזר להתקנה, הידוק והסרה של חלקים.
המיכון של רכיבי הידוק אוניברסליים הולך בעיקר בדרך של שימוש במהדקים הידראוליים ומכאנו הידראוליים. התקנות מצברים הידראוליים הנעה או מגברים פנאומו הידראוליים המספקים שמן בלחץ של 60-160 ק"ג / ס"מ 2 עבור מהדקים ממוקמים מחוץ למכונה ומחוברים לצילינדרים הידראוליים מהדקים עם צינורות גמישים, או - עבור מכונות גדולות וכבדות - ישירות על המכונה שולחן.
![]()

לפי מהדקים מכנו-הידראוליים, נהוג להבין משאבות הידראוליות קטנות ידניות להידוק חלקים, המותקנות על שולחן המכונה, מונעות בידית או מפתח.
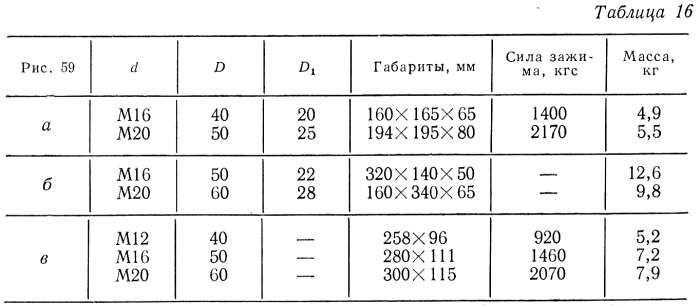
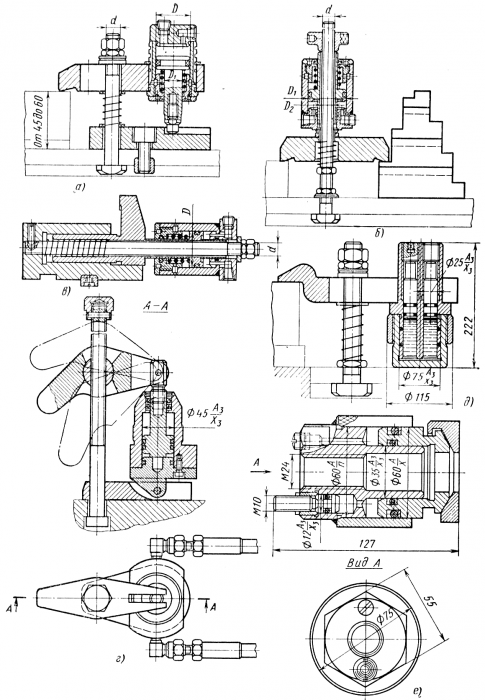
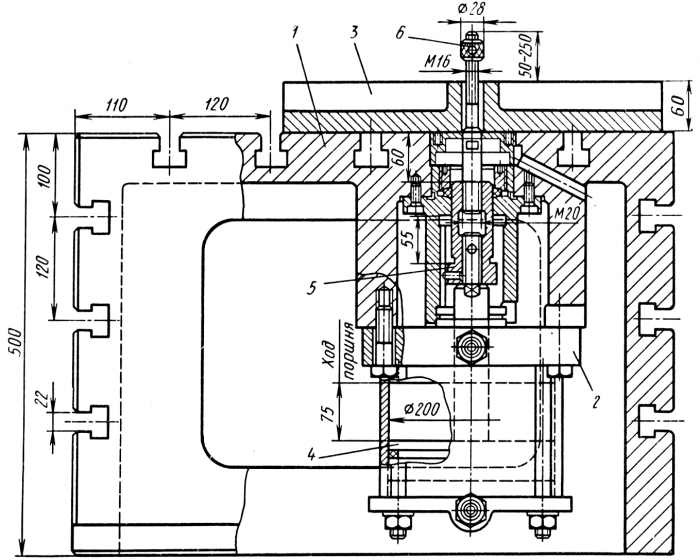
מהדקים הידראוליים כוללים צילינדרים הידראוליים מובנים בקוטר של 40 ו-50 מ"מ (איור 59, a וטבלה 16) ופועלים בלחץ של 100 ק"ג/ס"מ 2. המהדקים עשויים לשליפה, מה שמקל על הסרת חומר העבודה. העיצוב של מהדקים אלה הוא בעל טווח גובה הידוק קטן יחסית (45-60 מ"מ), ומהדק הידראולי מתכוונן הוא רב תכליתי יותר (איור 59, ב וטבלה. 16). במקרה זה, טווח ההידוק נקבע לפי אורך הבורג שעליו מונחים המהדק והגליל ההידראולי. התאמת מיקום המהדק בגובה מתבצעת בעזרת אגוזים (תחתונים, תומכים בקפיץ ועליונים), וכן על ידי הזזת התמיכה המדורגת.
כדי להדק חלקים במישור אופקי, ניתן להשתמש במהדקים הידראוליים (איור 59, ג). גוף המהדק מבוסס בחריץ של השולחן ובמקביל משמש כתמיכה לחומר המיודק. כוח ההידוק נקבע לפי קוטר הגליל ההידראולי (40, 50 ו-60 מ"מ) והוא בהתאמה 920, 1460 ו-2070 ק"ג.
אורז. 59. מהדקים הידראוליים:
a - עם צילינדר מובנה: b - מהדק מתכוונן לגובה; c - אופקי; g - מפרקי; e - tack עם מהדק מכנו-הידראולי; e - אגוז מכנו הידראולי
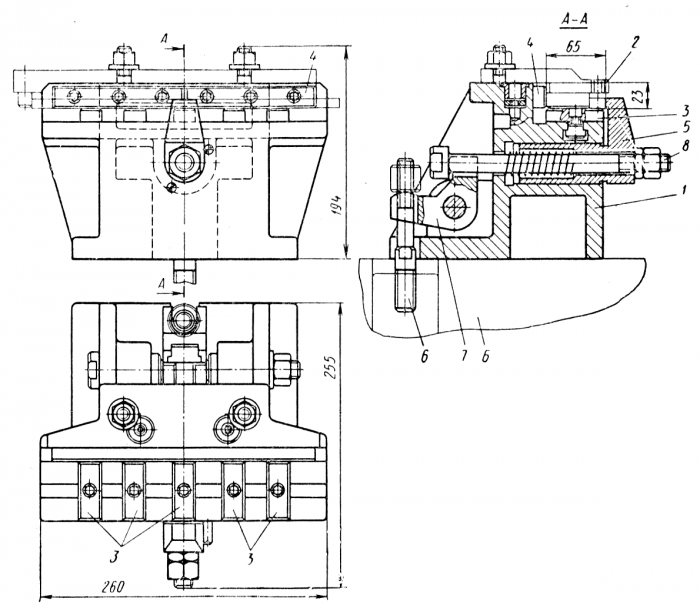
מגוון רחב של הידוק מאפשר יישום של מהדקים הידראוליים עם צירים (איור 59, ד), שפותחו על ידי VPTITYAZHMASH. המהדק מותקן ומקובע בחריצי T של השולחן. כוח ההידוק מועבר למהדק על ידי גליל מפרקי כפול. לחץ העבודה של השמן בצילינדר הוא 50 kgf/cm 2 . התאמת גובה ההידוק בטווח שבין 40 ל-220 מ"מ מתבצעת על ידי סיבוב האום המסוכסך.
בעת הידוק חלקים במכונות חיתוך מתכות כבדות, השימוש במתקנים הידראוליים קבוצתיים עם חיווט לתפסים בודדים גורם לערמת צינורות ומקשה על תחזוקת המכונה. במקרים אלו, רצוי להשתמש במכשירים מכנו-הידראוליים המונעים בידית או מפתח ובהם סגור מערכת הידראולית. הכוח הקטן יחסית (2-10 ק"ג) שמפעיל העובד על ידית המפתח מוגבר מאות פעמים ומגיע ל-2000-10,000 ק"ג על המהדק.
על איור. 59, ה מראה מהדק עם מהדק מכנו-הידראולי לקיבוע חלקים על שולחנות מכונות כרסום אורכיות כבדות, קידוח והקצעה. כאשר מסובבים את הברגים בעזרת מפתח שקע עם אורך ידית של 150 מ"מ וכוח של 10 ק"ג, הצילינדר ההידראולי יוצר כוח של עד 7500 ק"ג על המהדק. מהלך הבוכנה של מכשיר ההידוק הוא 10 מ"מ. האום המכנו-הידראולי (איור 59, ו') מוברג ידנית על הבורג עד שהמהדק בא במגע עם החלק המהדק. כאשר מסובבים את בורג M10 בעזרת מפתח שקע בכוח של 2 ק"ג, המערכת ההידראולית הסגורה של האום יוצרת כוח על המהדק עד 3750 ק"ג.
ניתן להשתמש במכשירים מכנו-הידראוליים גם להפעלת מהדקים הידראוליים של מכשירים מיוחדים.
ציוד הרכבה אוניברסלי.בנוכחות מגוון רחב של חלקים סטנדרטיים, מתקנים טרומיים אוניברסליים (USP) מאפשרים להחליף עד 70-80% מהציוד המיוחד, מה שלא רק מפחית עלויות, אלא גם מקטין את זמן ההכנה הטכנולוגית של הייצור. USP משמשים ביעילות בייצור יחיד ובקנה מידה קטן. החיסרון העיקרי היה היעדר מהדקים ממוכנים (הידראוליים, פנאומטיים וכו') בעיצוביהם. זה הגדיל את זמן ההתקנה והסרה של החלק, ובתנאים של ייצור סדרתי, מפעלים הלכו לעתים קרובות לשימוש בציוד מיוחד, אם כי יקר יותר. בשנים האחרונות נוצרו מספר אלמנטים נוספים של USP המאפשרים מיכון הידוק חומר העבודה.
עבור ענפים שונים של הנדסת מכונות, פותחו, תקנו ויוצרו שלושה גדלים סטנדרטיים של סטים של חלקים עבור USP, הנבדלים בקוטר המחבר, ברוחב החריצים וה מימדים כולליםאלמנטים בסיסיים.
1. סט חלקים לאביזרים טרומיים אוניברסליים ברוחב חריץ של 8 מ"מ לעיבוד חלקים קטנים (220x120x100 מ"מ). העיצוב והמידות של אלמנטים USP-8 מוסדרים על ידי GOST 14582-69-GOST 14607-69.
2. סט חלקים עבור מתקנים טרומיים אוניברסליים ברוחב חריץ של 12 מ"מ לעיבוד חלקים בגודל בינוני

(700x400x200 מ"מ). העיצוב והמידות של אלמנטים USP-12 מוסדרים על ידי GOST 15436-70-GOST 15465-70. קיימות שתי גרסאות של ערכה זו: ערכת סטארט-אפ למפעלים קטנים עם מעט עיבוד שבבי וערכה מתקדמת לצמחים עם כמות גדולה של עיבוד שבבי.
3. סט חלקים לאביזרים טרומיים אוניברסליים ברוחב חריץ של 16 מ"מ לעיבוד חלקים גדולים (2500 X X2500X 1000 מ"מ). זה מיושם במפעלים של הנדסת מכונות כבדה. העיצוב והממדים של אלמנטים USP-16 מוסדרים על ידי GOST 15636-70-GOST 15761-70.
ניתנים להחלפה מספר אלמנטים של USP-8, USP-12, USP-16 ואלמנטים של ציוד טרומי אוניברסלי הניתן להגדרה מחדש מסוג אחר, לדוגמה, מוליכים טרומיים אוניברסליים, יחידות ממוכנות הניתנות להגדרה מחדש וכו'. זה מרחיב את היקף המכשירים.
הנתונים העיקריים של הערכות USG1-8, USP-12 ו-USP-16 ניתנים בטבלה. 17 (לפי החומרים של Soyuztekhosnastka MKTB). פיתוח נוסף של ה-USP הוא המערכת של מתקנים טרומיים אוניברסליים הניתנים להגדרה מחדש (PUSP), שפותחה על ידי Soyuztekhosnastka MGKTB. ערכת ה-PUSP היא סט של יחידות שאינן ניתנות להפרדה, לרבות מהדקים מהירי פעולה ממוכנים, מהם מורכבים מכשירים שונים לכרסום, קידוח, הקצעה, קידוח ועבודות נוספות.
רכיבי PUSP מאפשרים התקנה והידוק של חלקי עבודה ישירות על שולחן המכונה. ערכת ה-PUSP כוללת יחידות בסיסיות והידוק והנעים פנאומו הידראוליים. היחידות הבסיסיות שאינן ניתנות להפרדה כוללות סלטות הידראוליות, לוחית עם הנעה פניאומטית, בלוקים הידראוליים, שהם לוח עם מספר צילינדרים הידראוליים. רכיבי הידוק הם צילינדרים הידראוליים, מהדקים אקסצנטריים, מהדקים אוניברסליים וחלקים להתקנתם והידוקם בעמדות שונות. מהדקים אקסצנטריים משמשים גם להידוק מהיר של חלקי עבודה עם כוחות חיתוך נמוכים. בערכת PUSP ניתנת עדיפות ליחידות שאינן ניתנות להפרדה, המזרזות את תהליך ההרכבה והקונפיגורציה מחדש של פריסות, מפחיתות את מספר המפרקים, מה שמגביר את קשיחות המתקן ואת דיוק העיבוד.
ההנעה של רכיבי PUSP מוגנים מתבצעת ממאיץ פנאומו-הידראולי הממיר לחץ אוויר דחוס (4-6 ק"ג / ס"מ 2) ללחץ שמן גבוה (100-150 ק"ג / ס"מ 2), המאפשר להשיג את ההידוק הדרוש כוחות יחסית גדלים קטניםצילינדרים הידראוליים.
מידות החיבור של חלקי הבסיס של היחידות הראשיות של ה-PUSP מחוברות זו לזו עם הקבוצות הקיימות של גופי הרכבה אוניברסליים עם חריץ של 12 ו-16 מ"מ (USP-12, USP-16), מה שמאפשר להרחיב את אפשרות שימוש ב-USP על ידי הרכבת מתקנים ממוכנים במהירות גבוהה לעיבוד קבוצות גדולות של חלקים. מתקנים כאלה יכולים להחליף מספר מתקנים מיוחדים בייצור סדרתי ובעיבוד קבוצתי של חלקים, שבהם לא נעשה שימוש בדרך כלל ב-USP.
PUSPs מרחיבים את היכולות הטכנולוגיות של USPs ויש להם מספר יתרונות המאפשרים להם להתחרות עם מכשירים מיוחדים או קבועים ממוכנים במהירות גבוהה המשמשים בייצור המוני.
זמן ההרכבה הראשונית של המתקנים והתאמתם מחדש מצטמצם עקב השימוש ביחידות שאינן ניתנות להפרדה. באמצעות יחידות שאינן ניתנות להפרדה במעבר מעיבוד חלק אחד למשנהו, ניתן להחליף את המכלול בהתאמה מחדש של מכשיר שכבר הורכב, הדורש פי 3-4 פחות זמן.
הנוכחות של PUSP מאפשרת שימוש בשיטת עיבוד קבוצתית עם שינויים תכופים במתקני הייצור ומגוון רחב של חלקים מעובדים, שכן ניתן להרכיב מתקנים קבוצתיים מתוך ערכת ה-PUSP, אשר לאחר סיום העבודה, מותאמים מחדש לעיבוד קבוצה אחרת של חלקים.
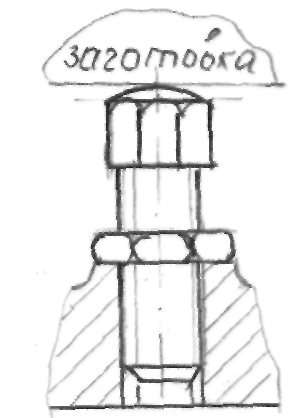
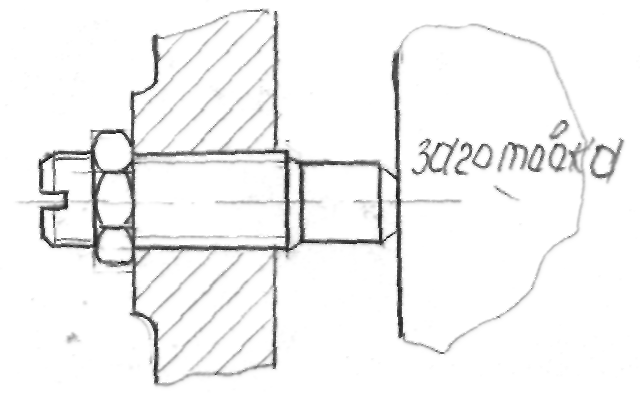
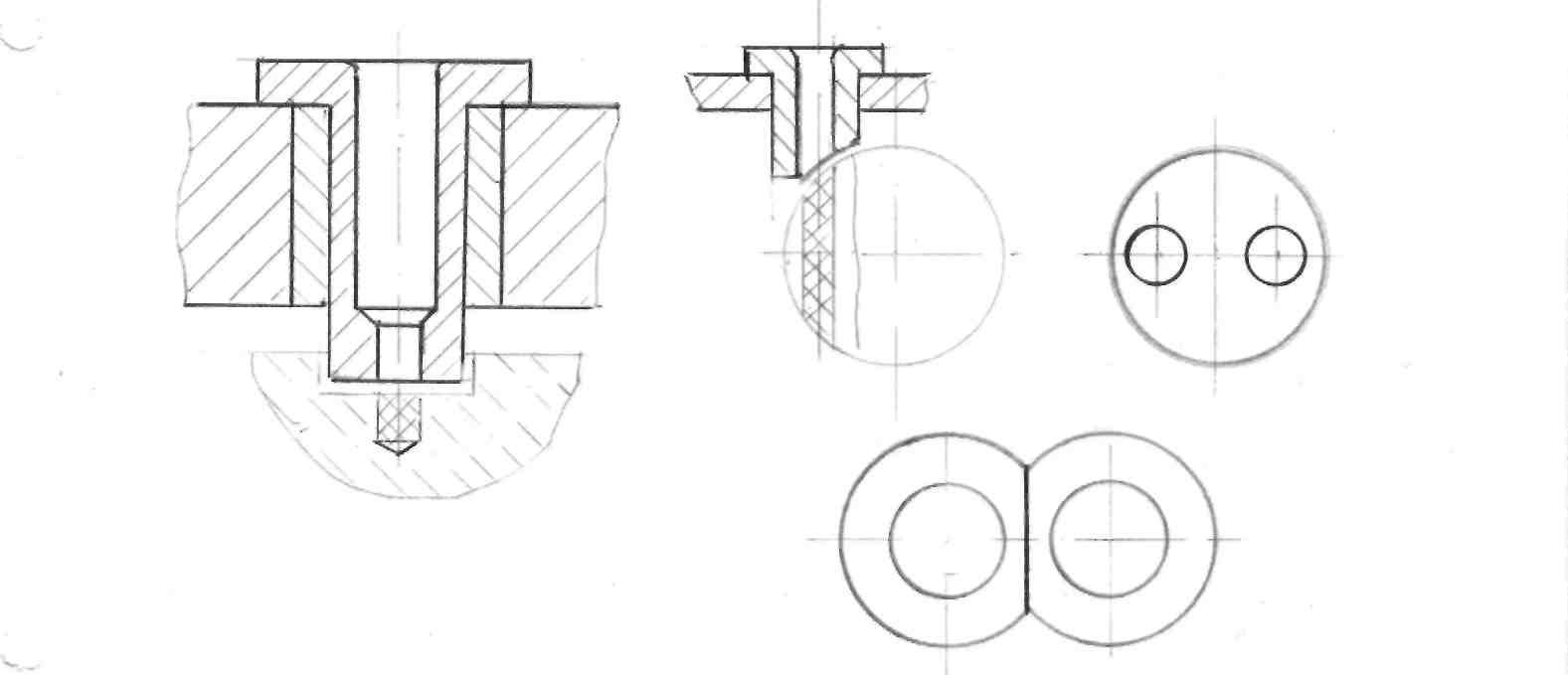
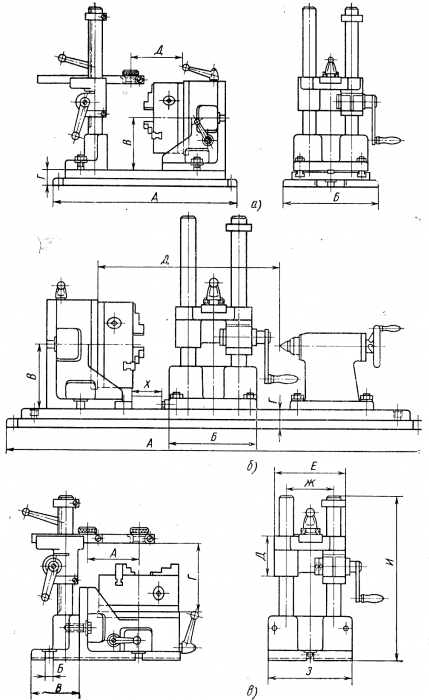
ציוד מכונה אוניברסלי. בייצור בקנה מידה קטן לקידוח חורים בחלקי עבודה גליליים
אורז. 60. ג'יג אוניברסלי לקידוח חלקים מהודקים בצ'אק בעל שלוש לסתות:
א - עם הידוק שלוחה; ב - עם תמיכה נוספת של המרכז; פנימה - מהצד של הקצה
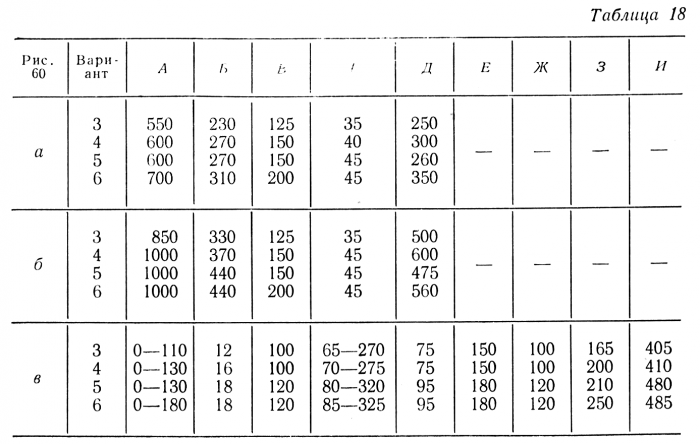
עם דיוק של כ-0.1 מ"מ - רצוי להשתמש במוליכים אוניברסליים. חברת מנצח אוניברסלי "שמידט-קוסטה", המוצגת באיור. 60, א (טבלה 18), מאפשר לך לתקן את החלק בצ'אק בעל שלוש לסתות המותקן על משטח חלוקה. בר מתכוונן עם מתחלף תוֹתַב מֵסַבנע אנכית על שני מתלים.
ג'יג זה מאפשר לך לקדוח, להטביע ולחתוך חוטים בחורים הממוקמים על המשטחים החיצוניים של חלקים גליליים.
על איור. 60, b מציג ג'יג דומה עם חלקי קיבוע בצ'אק עם תמיכה מרכז אחורי.
לעיבוד לאורך הקצוות של חלקים גליליים כגון אוגנים, כיסויים, כוסות, נעשה שימוש בג'יג אוניברסלי של אותה חברה (איור 60, ג). לוח החזית המפריד של המוליך, הנושא את עצמו צ'אק שלוש לסתות, מאפשר לך לקבל את הסידור הזוויתי של החורים, והבר הנייד עם תותב מקדחה מספק את הקיזוז הדרוש של החורים ממרכז החלק.
עם עלייה בהיקף הייצור, כמו גם עבור עבודה מדויקת, סוגי המוליכים האוניברסליים לעיל נחותים ממוליכי סלע עם התאמות מיוחדות, כמו גם המנצחים המיוחדים הפשוטים ביותר (לדוגמה, חשבוניות). רצוי לשלב את השימוש במנצחים מיוחדים עם מכשיר אוניברסלי לחיזוקם. על איור. 61 מציג שולחן קבוע 1 (כן) עם מהדק פנאומטי 2 למכונת הקידוח הרדיאלית. חלקים או מוליכים לקידוח חורים מחוברים לשולחן בצלחת 3. כוח ההידוק מועבר מהבוכנה הפנאומטית 4 דרך שרוול הברגה 5 המחובר למוט הבוכנה ולבורג 6. בלחץ רשת של 5 kgf/cm 2, הכוח שפותח על ידי הגליל הפנאומטי מגיע ל-1500 kgf.
על איור. 62 מציג כלי הגדרה מיוחד לקידוח חלקים כגון רצועות, המותקן על שולחן עם הידוק פנאומטי. המכשיר מורכב מבסיס
אורז. 61. שולחן עם מהדק פנאומטי למכונת קידוח רדיאלית (מעמד פנאומטי)
חלק 1, קבוע על השולחן B (כן), והתאמות הניתנות להחלפה - לוחות ג'יג 2. חלקי העבודה מותקנים על פסי התמיכה 3 ונלחצים אל הרצועות 4 בעזרת מהדק 5. כוח ההידוק מועבר למתדק 5 מ לחץ הריאות של הארון דרך הפין של המוט 6, הידית 7 והבורג 8.
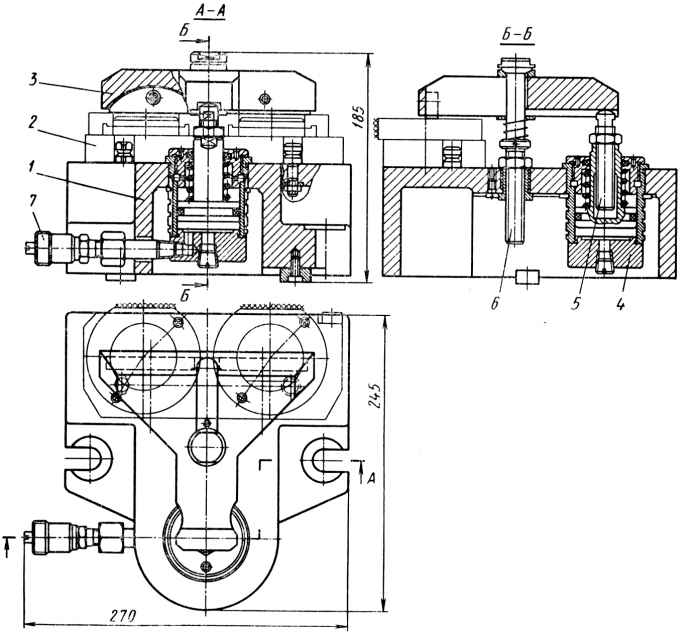
הסוג הנפוץ ביותר של כלי מכונות אוניברסליים הם שולחנות חלוקה סיבובית ומתלים עם צירי סיבוב אנכיים ואופקיים. הם עשויים בגדלים וסוגים שונים, בדרגות שונות של דיוק חלוקה, עם ידני, פנאומטי, הידראולי ו נסיעה חשמלית, עם מחזור עבודה אוטומטי ולא אוטומטי. שולחנות חלוקה אוניברסליים ומתלים משמשים לביצוע פעולות שונות על קידוח אנכי ורדיאלי, כרסום וכרסום מכונות משעממות, וגם מובנה בעיצוב של מכונות מודולריות (במיוחד בגדלים קטנים). המבטיחים ביותר הם שולחנות חלוקה, בהם החלוקה והקיבוע מתבצעים ע"י שני גלגלי שיניים שטוחים (חברת פיברו), המספקים דיוק חלוקה של ± 3. שולחנות חלוקה עם הנעה פניאומטית ומנגנון סיבוב וקיבוע מחגר, בדומה ל. הטבלה המוצגת באיור 63. טבלה זו יכולה לעבוד במחזור אוטומטי.
אורז. 62. מכשיר הגדרה מיוחד לקידוח חלקים כגון רצועות על שולחן עם הידוק פנאומטי

אורז. 63. שולחן חלוקה Ø 250 מ"מ עם הנעה פניאומטית של מנגנון החלוקה

אורז. 64. מעמד חלוקה עם פלטה 800X800 מ"מ
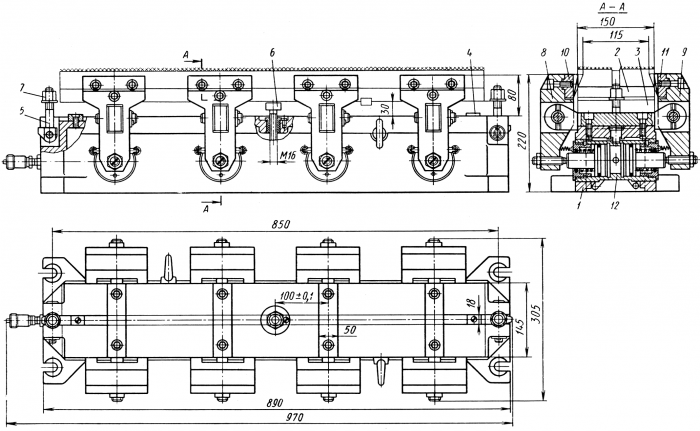
עבור עבודות קידוח ושעמום המבוצעות במכונות קידוח רדיאליות, במתקנים עם הנחיית כלים, נעשה שימוש נרחב במתלי חלוקה סיבוביים שפותחו על ידי Orgstankinprom עם ציר סיבוב אופקי וגדלים של לוחות פנים של 500x500, 800x800 ו-1200x1200 מ"מ. מתלים עשויים תמיכה בודדת וכפולה, המאפשרת לך להתקין התקני הידוק או חלקי עבודה שונים עליהם בשוליים (או עם תמיכה). החלק הסיבובי של המתלה מונע על ידי מנוע חשמלי דרך תיבת הילוכים; המעמד ננעל אוטומטית לאחר סיבוב של 90°. ניתן לעצור את לוח החזית בכל מצב אחר ולנעול אותו באופן ידני. דיוק החלוקה עם קיבוע אוטומטי של לוחית החזית הוא 3". דיוק נמוך יחסית זה מפוצה על ידי העובדה שהכלי, שיש לו חופש בצ'אק החלפה המהיר, מונחה לאורך תותבי המתקן.
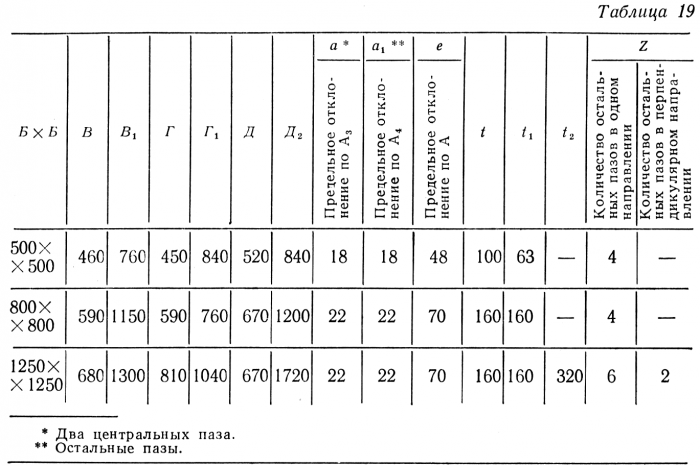
על איור. 64 מוצג צורה כלליתמעמד חלוקה עם לוח חזית 800x800 מ"מ. המתלה נשלט על ידי דוושת רגל. המתלה מותקן בבור, מה שמאפשר להפוך חלקים במידות החורגות ממידות הלוח. הממדים העיקריים של מתלים המחלקים ניתנים בטבלה. תשע עשרה.
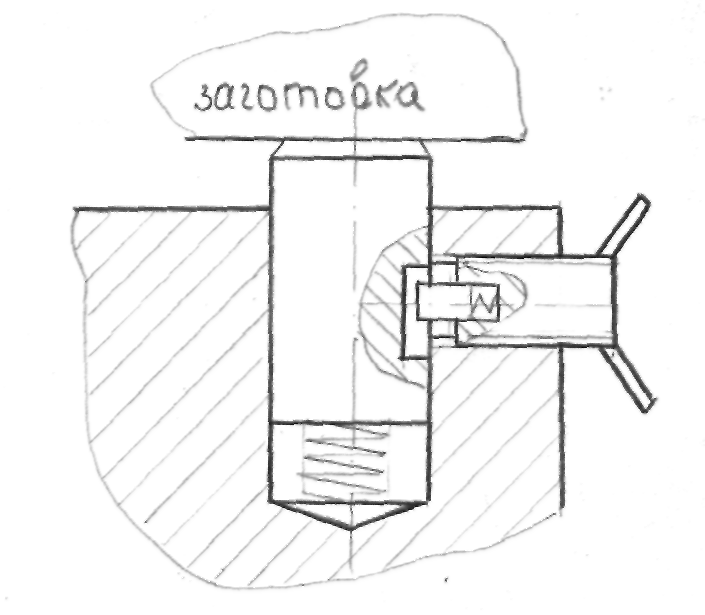
מתקנים מיוחדים. האיחוד של האלמנטים הגיאומטריים של חלקים יוצר תנאים בארגון לשילוב חלקים דומים מבחינה מבנית לקבוצות בעלות אותה צורה ונבדלים רק בגודלם או באלמנטים נוספים (חורים, חריצים, קרחות-
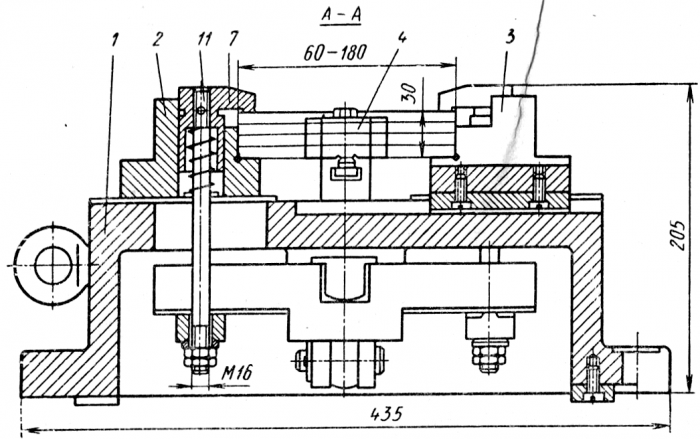
אותנו וכו'). יחד עם זאת, יתרונות כאלה של התקני התאמה מיוחדים כמו דיוק הבסיס ומהירות ההתקנה של החלק נשמרים, ומתווספת אפשרות של מעבר לקבוצה של חלקים דומים מבחינה מבנית. התקני התאמה מיוחדים משמשים לכרסום, קידוח, משעמם ועבודות אחרות. על איור. 65 מציג כלי הגדרה מיוחד לכרסום מישורים של חלקים כגון רצועות וטריזים במכונות כרסום אנכיות. המכשיר מורכב מחלק בסיס 1 (עם מהדקים הידראוליים מובנים) וכיוונים ניתנים להחלפה 2. לוחית ביניים 3, המשמשת להקטנת גובה ההתאמות, מותקנת במישור העליון של חלק הבסיס לאורך הדיבלים 4 ו קבוע עם ברגים 5, 6 ואומים 7. הידוק סימולטני של שני חלקים מעובדים מתבצע על ידי ארבעה מהדקים שלובים 8 ו- 9. תוספות מתחלפות 10 ו-11 משמשות להקטנת גודל ההידוק. כוח ההידוק מועבר אל המהדקים מצילינדרים הידראוליים דו-בוכנותיים 12 חד-פעמיים. המכשיר מאפשר עיבוד של חלקים באורך של 100 עד 800 מ"מ, רוחב של 50 עד 80 מ"מ וגובה (עובי) של 18 עד 50 מ"מ. על איור. 66, a-c הן דוגמאות של התאמות הניתנות להחלפה עבור המתקן המוצג באיור. 65.
כלי הגדרה מיוחד לכרסום השטוחים של אוגנים וכיסויים מוצג באיור. 67. המכשיר מורכב מחלק בסיס 1 עם מהדק הידראולי מובנה והתאמות הניתנות להחלפה 2 המותקנות במישור העליון. חלקי העבודה מהודקים עם מהדק 3,
אורז. 65. כלי הגדרה ייעודי עם מהדקים הידראוליים מובנים לכרסום חלקים כגון דקים וטריזים



אורז. 66. הגדרות הניתנות להחלפה עבור התקן לכרסום רצועות וטריזים (צלבים מראים את פני השטח לעיבוד)
אורז. 67. כלי הגדרה מיוחד לכרסום אוגן שטוח (צלבים מראים את המשטח המעובד)
העברת כוח ההידוק מהבוכנה של הגליל ההידראולי החד פעמי 4 דרך הבורג המתכוונן 5. בהתאם לגובה חלקי העבודה, המיקום האנכי של המהדק מותאם על ידי ברגים 6 ו-5. נוזל מסופק לצילינדר דרך ההתאמה 7.
התאמות הניתנות להחלפה במכשיר מאפשרות עיבוד חלקים בקוטר של 50 עד 100 מ"מ וגובה של 15 עד 60 מ"מ.
כדוגמה למכשיר מיוחד שאינו דורש התאמות הניתנות להחלפה, באיור. 68 מציג מכשיר לחיתוך חלקים כגון דקים. המכשיר מורכב מחלק בסיס 1 עם מהדקים מובנים ורכיבי הגדרה מתכווננים: מוטות 2, 3 ועצירה 4. החלפת המכשיר מתבצעת על ידי סידור מחדש של המוטות 2 ו-3 בחריצים של הגוף 1, כמו כמו כן הסטה והתאמת המיקום של המעצור 4, שנע לאורך החריץ של המוט 5. החלקים לחיתוך מותקנים על בליטות הדקים 2, 3 והדקים 5, 6.
כוח ההידוק מועבר אל המהדקים 7 מהצילינדר ההידראולי כפול 8 דרך הידית 9, המוט 10 והחתיכים 11.
כדי לקדוח קבוצה של חלקים כגון אוגנים, נעשה שימוש בכלי הגדרה מיוחד, המוצג באיור. 69. המכשיר מורכב מלוח 1, חלק סיבובי 2 והתאמות הניתנות להחלפה 3. התאמות מתוכננות בנפרד עבור כל חומר עבודה. הם מורכבים מחלק תומך למרכז החלק ומג'יג עילי. התאמות מותקנות במישור העליון של המתקן לאורך השוק הגלילי של הבוכנה 4. כאשר הידית 5 מסובבת, הציר האקסצנטרי 6 דרך הבוכנה 4 והמוט 7 מקבעים את חלק העבודה 9 יחד עם ההתאמה על גוף המתקן .
המוליך מקובע על השולחן של מכונת הקידוח האנכית, והחלק מובא לציר הציר על ידי ידית 8, המזיזה את החלק הסיבובי יחד עם ההתאמה.
מידות החלקים המעובדים עם התקן זה לא יעלו על 200 מ"מ לאורך קוטר האוגן המרבי, לאורך בליטת האוגן בצד השני חייב להיות קוטר של לפחות 30 מ"מ עם עובי חלק כולל של לא יותר מ 120 מ"מ.
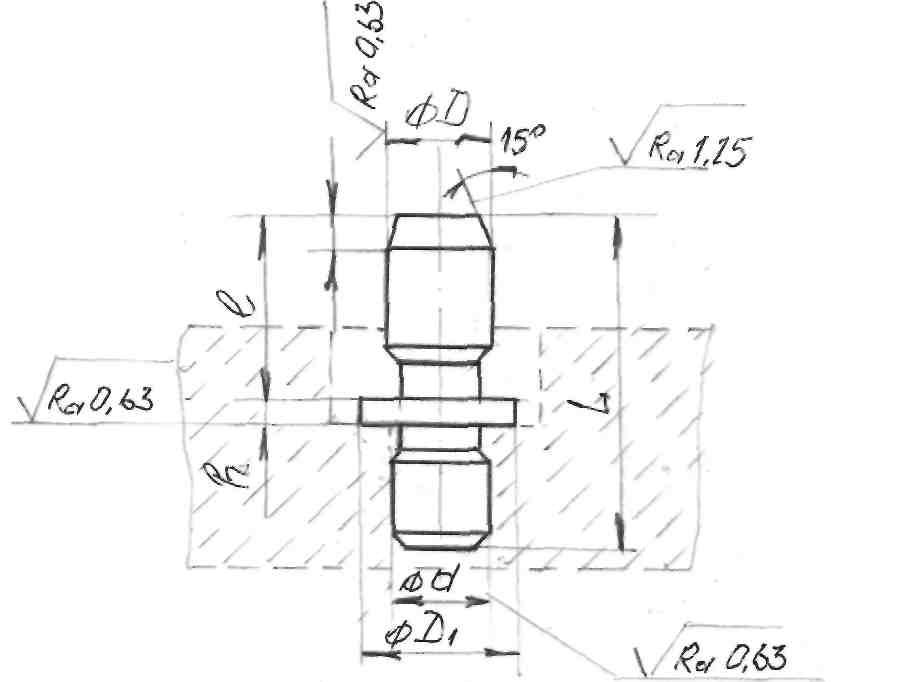
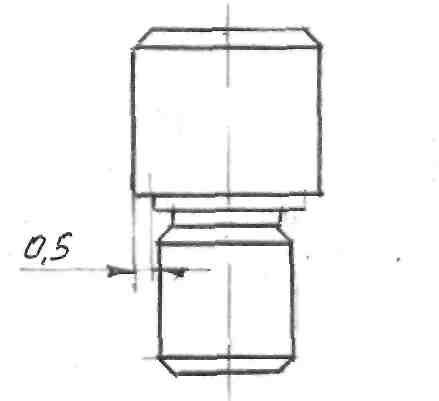
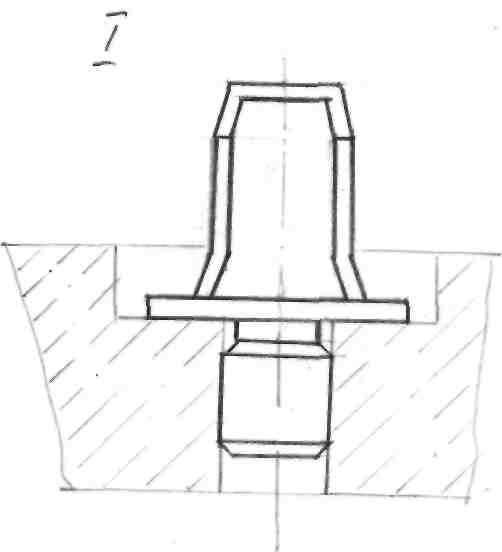
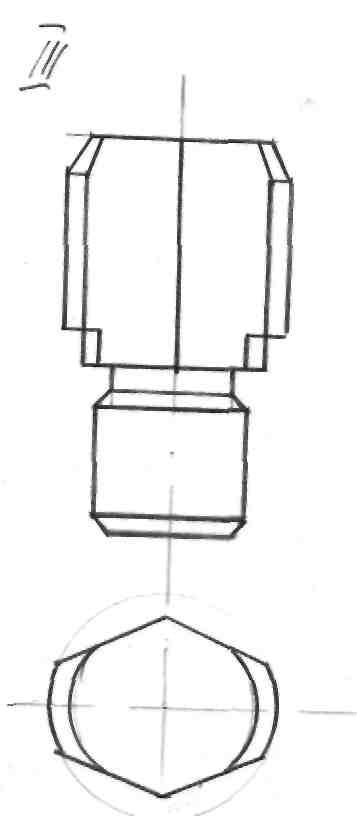
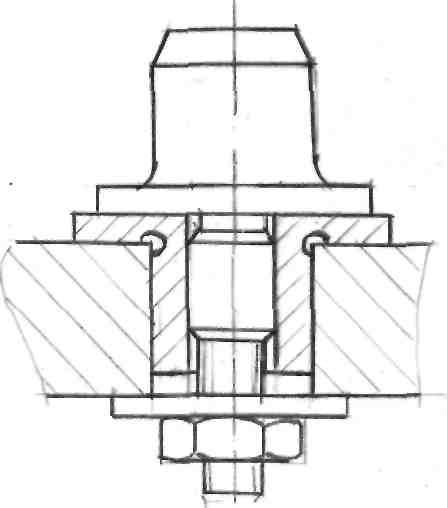
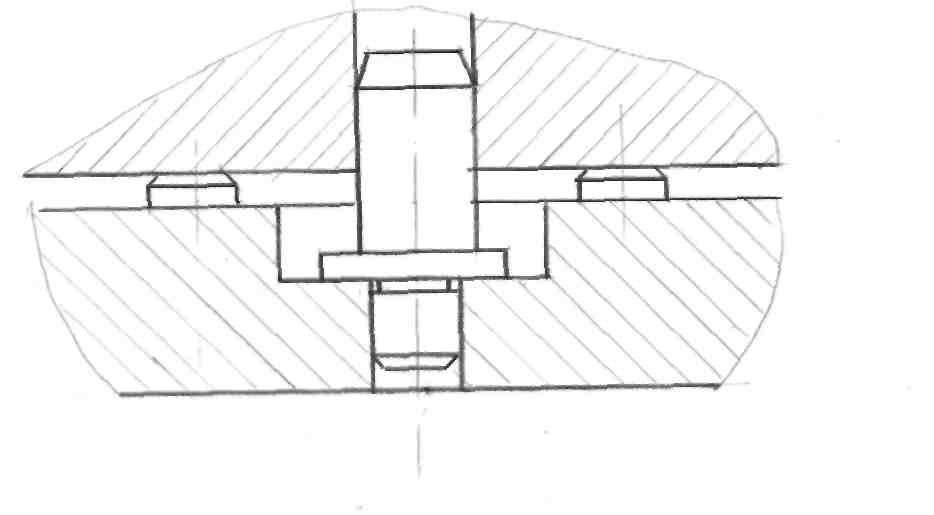
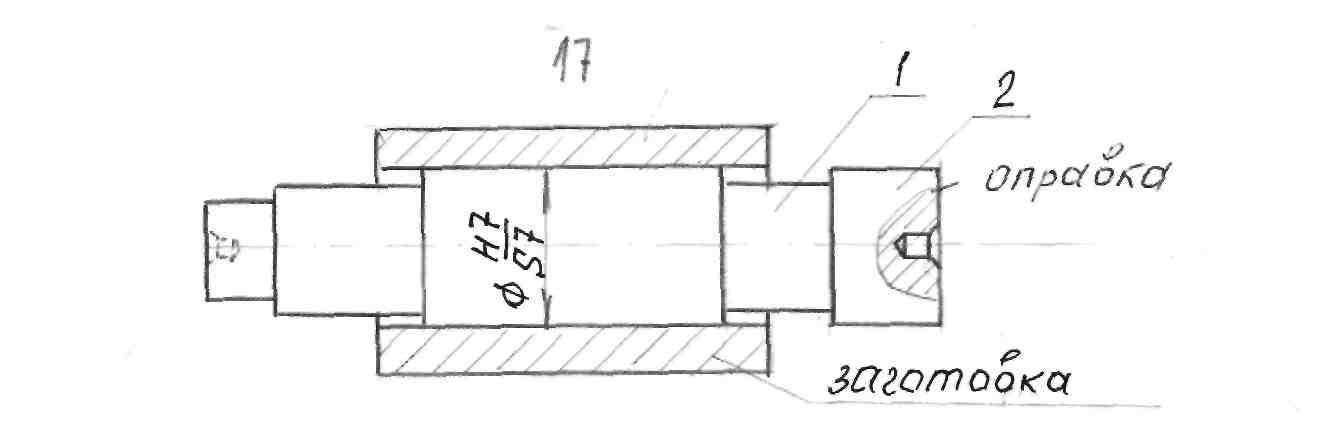
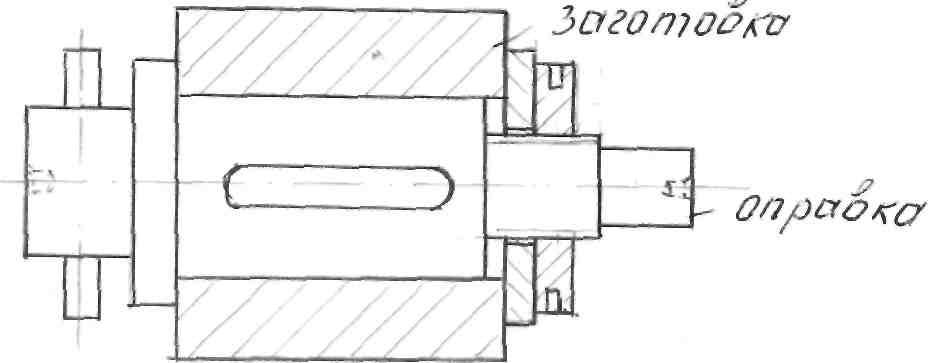
מדורי הרחבת דיוק. בעת עיבוד של חלקים כמו גופי מהפכה עם חורים מרכזיים מדויקים (גלגלי שיניים, תותבים, טבעות וכו'), ישנם שני כיוונים שונים מהותית בבניית התהליך הטכנולוגי: עיבוד סופי של המשטח החיצוני והפנימי של החלק ב. הגדרה או עיבוד אחד של אחד המשטחים על הבסיס סיים משטח אחר. מכיוון שברוב המקרים לא ניתן לסיים את המשטחים החיצוניים והפנימיים במערך אחד, ישנה חשיבות רבה לאחיזה לריכוז מדויק של החלק במהלך הגימור. הדיוק הגדול ביותר מושג כאשר החלק מותקן על מדרל קשיח עם מתחדדי של 1:100, המשמש בחנויות כלים ותיקונים.

אורז. 68. מכשיר מיוחד לחיתוך חלקים כגון קרשים (מקום החיתוך מוצג באמצעות צלבים)

אורז. 68 (המשך)
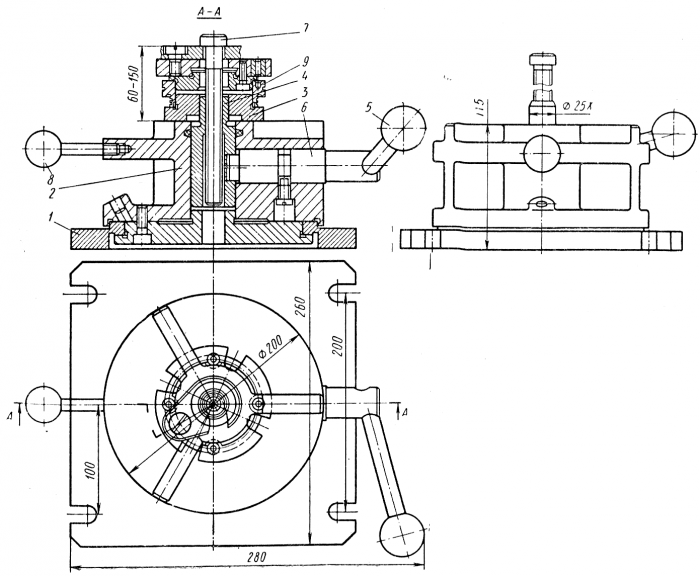
אורז. 69. כלי הגדרה מיוחד לקידוח חלקים כגון אוגנים
עם זאת, כאשר החלק מותקן על ציר חרוטי, המיקום הקבוע של החלק בכיוון הצירי אינו מובטח. בנוסף, ההתקנה וההסרה של חלקים על מדרלים כאלה מתבצעת באופן ידני. מסיבות אלה, המבטיחה ביותר היא השימוש במדרלים מתרחבים, שיש להם מספר יתרונות על פני קשיחים: מהירות ההסרה וההתקנה של החלק בעת אוטומציה של תהליך זה, קביעות המיקום הצירי של החלקים, האפשרות של התבססות על חור שנעשה לפי 3-4 דרגות דיוק.
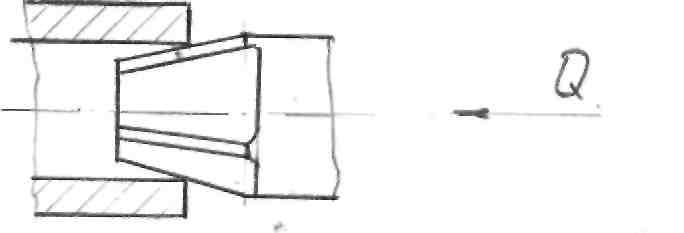
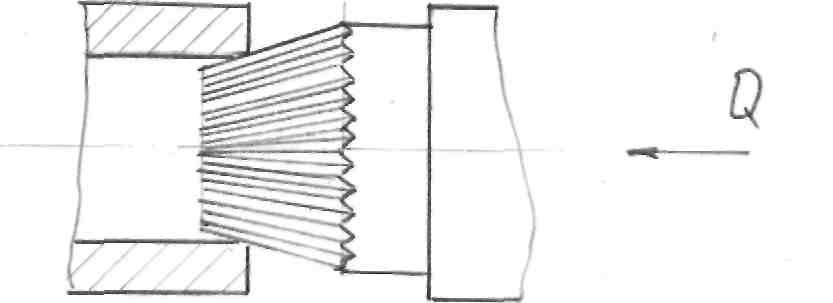
מתקנים לעיבוד שבבי מדויק כוללים מדרלים עם תותבים גליים המיועדים לעיבוד חלקים כגון טבעות, תותבים ושרוולים. אלמנט ההידוק המרוכז של המדרל (שרוול גלי) נטען בכוח דחיסה צירי ומעוות. איפה קוטר פנימישרוול גלי יורד, והחיצוני גדל. המשטח הפנימי של השרוול הגלי מרוכז במדויק ומקובע על ציר הציר, והמשטח החיצוני מרכז ומאבטח במדויק את חומר העבודה.
כמות עומס הלחיצה הצירי שיש להפעיל על השרוול הגלי כדי למרכז ולאבטח את חומר העבודה תלוי בגודל השרוול. לדוגמה, עבור תותב עם ממדים D = 20 מ"מ ו- L = 20 מ"מ, עומס זה הוא Q = 220 kgf; ב-D = 50 מ"מ ו-L = 30 מ"מ Q = 600 kgf; ב-D = 100 מ"מ ו-L = 50 מ"מ Q = 1600 kgf.
מחקרים ניסיוניים ותצפיות ייצור מראים כי בעת שימוש במדרלים עם תותבים גליים, ניתן לשמור על היציאה הרדיאלית של המשטחים החיצוניים המעובדים של חלקי העבודה בדרגת הדיוק ה-2-4 לפי GOST 10356-63. לפיכך, mandrels עם תותבים גליים הם המדויקים ביותר בין המרכז העצמי המודרני מתקני הידוק. על פי הדיוק שהושג של ריכוז חלקי העבודה, רק מדרסים גליליים מדורגים דומים להם. עם זאת, בעת שימוש במדרסים גליליים מדורגים, בחירה סלקטיבית של חלקי עבודה היא בלתי נמנעת, בעוד שמנדלים עם תותבים גליים מאפשרים עיבוד חלקי עבודה עם סטיות במידות הקוטרליות של חורי הבסיס בתוך 1-2 דרגות דיוק (בהתאם לערך הנומינלי של קוטר זה) .
החומר לייצור תותבים גליים הוא פלדה בדרגה 60S2KhFA לפי GOST 14959-69, קשיות לאחר התקשות היא HRC 42-46. דרגות פלדה 60C2A ו-65C2VA מותרות עבור תותבים עם מידות D = 19.99 ÷ 39.98 מ"מ ו-D = 84.968 ÷ 94.968 מ"מ; דרגות פלדה 60C2A, 65C2VA, 50HFA ו-60C2 עבור תותבים עם מידות D = 44.98 ÷ 54.97 ו-D = 99.968 מ"מ; דרגות פלדה 60S2A, 65S2VA, 50HFA, 60S2, 55S2, 55GS ו-65G עבור תותבים עם מידות D = 59.07 ÷ 79.97 מ"מ.
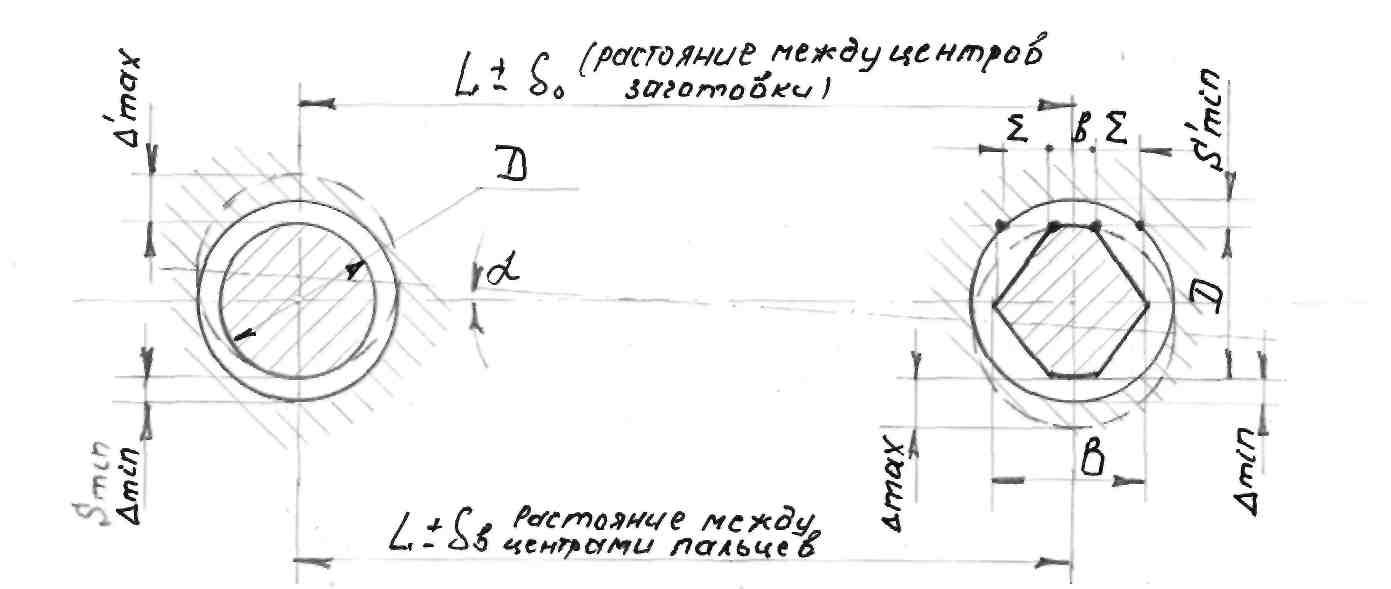
כדי להבטיח דיוק מרכוז גבוה של חלקי עבודה, יש לעשות את המדרל עם תותבים גליים בצורה מדויקת מאוד.
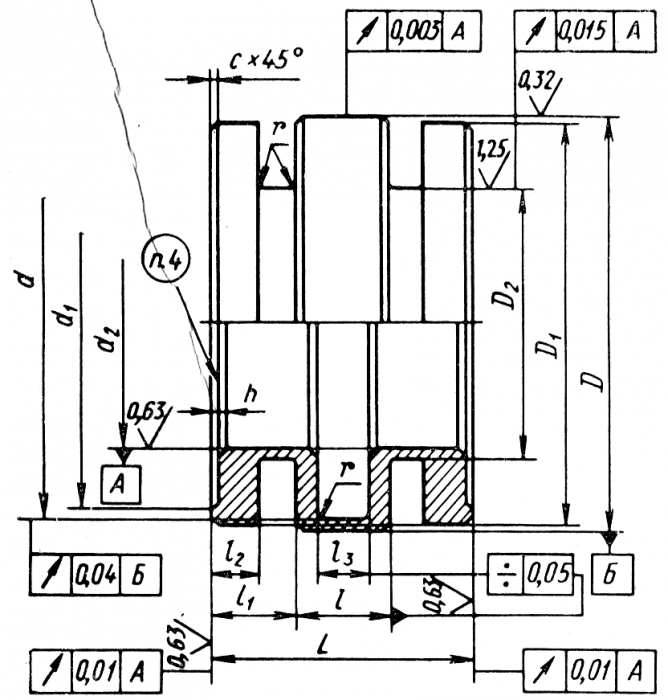
אורז. 70. בסיסי דרישות טכניותכדי תותבים גליים עבור מדרסים מדויקים
דרישות בסיסיות לממדים ו פרמטרים גיאומטרייםתותבים מוצגים באיור. 70. יש לשמור על יציאת ציר המדרל בדרגת הדיוק 1-2 בהתאם ל-GOST 10356-63. במהלך הפעולה, מנדלים עם תותבים גליים נשחקים, מה שמפחית את הדיוק של ריכוז ריקים בממוצע של 3-5 מיקרון לכל 25-30 אלף מתקנים.
השימוש במדרלים עם תותבים גליים, יחד עם גובה דיוק הריכוז, מאפשר להשיג עגולות גבוהה של המשטחים המעובדים במכונה של חלקים, לרבות בעלי קירות דקים. זה נובע מהעובדה שכוח קיבוע החומר על ידי תותבים גליים מופץ באופן שווה סביב היקף חור הבסיס. העיוותים של חלקי העבודה תחת פעולת כוחות כאלה הם אחידים ואינם גורמים לאי-עיגול. מהבחינה הזו, מדדים עם תותבים גליים משתווים לטובה עם התקני פקה, קולט ו-Wedge-plunger עם כוחות הידוק מרוכזים.
בחלקי עבודה אמיתיים, חורי הבסיס הם תמיד לא עגולים. בעת שימוש במדרלים עם תותבים גליים, אי העגלגלות של חורי הבסיס של חלקי העבודה מועברת למכונות משטח חיצוני. עם זאת, ניתן להפחית את אי העגלגלות של המשטח המעובד בכפי 2.5 בהשוואה לאי העגול של חור הבסיס.
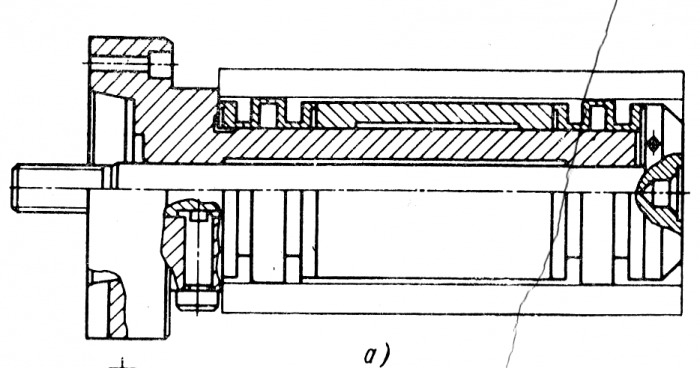

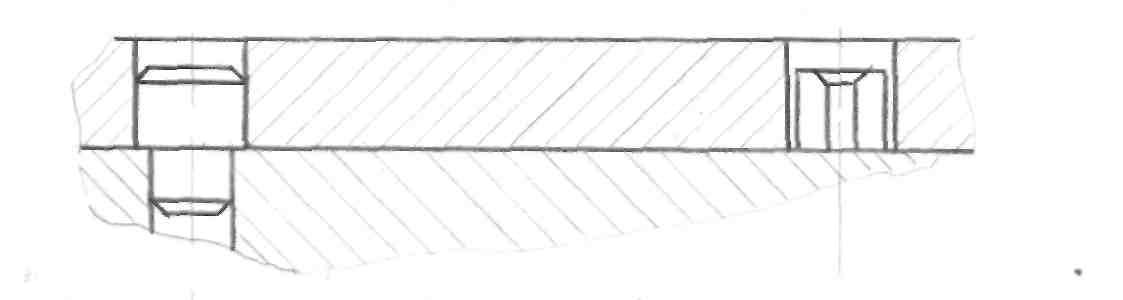
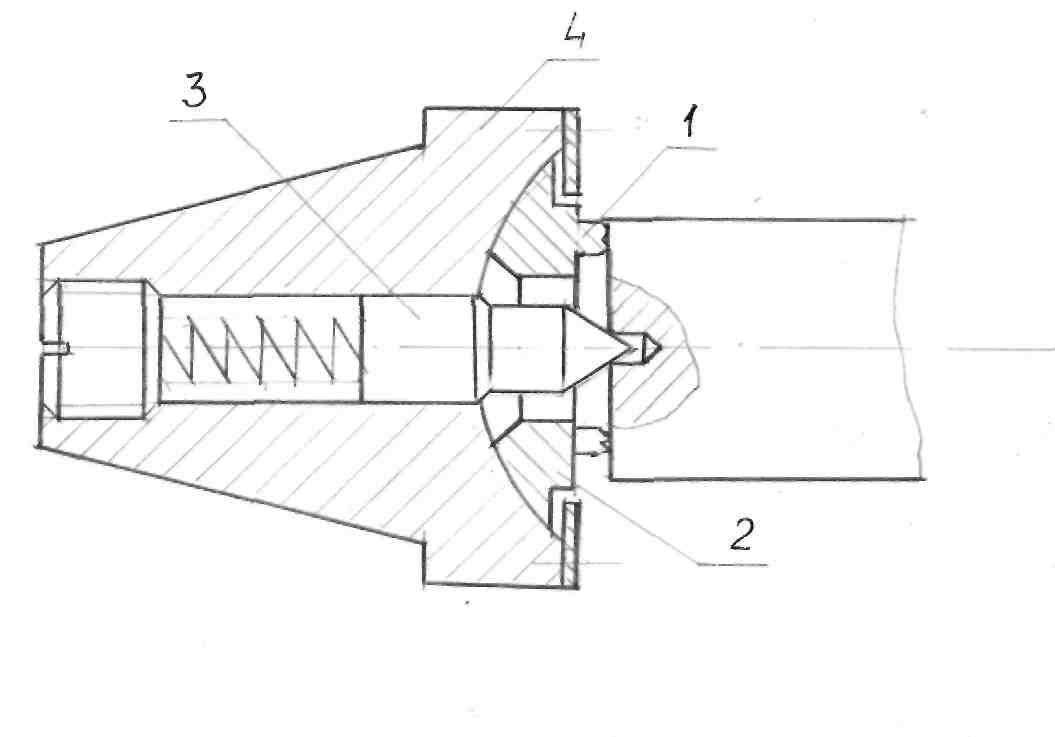
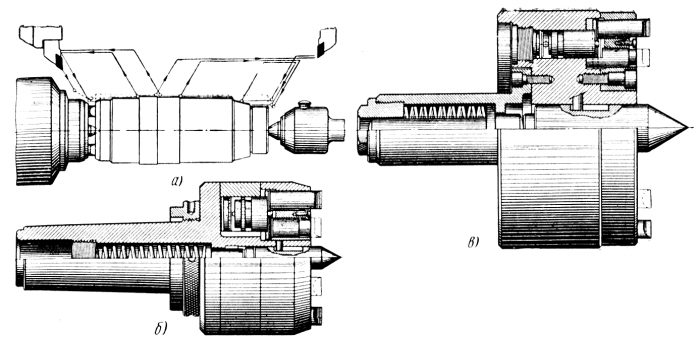
אורז. 71. מנעולים עם תותבים גליים: א - מרכז; b - מאוגן; c - שלוחה (חרוט מורס 1)
חוטים עם תותבים גליים מספקים העברה של מומנטים וכוחות גזירה בפעולות הגמר, בעלי ממדים קוטרליים קטנים יחסית עיצוב פשוט, ניתן לעשות במכונות אוניברסליות לחיתוך מתכת. בעת שימוש בהידוק פנאומטי, הידראולי או אלקטרומכני, המדרלים פועלים במהירות. מנדלים עם תותבים גליים יכולים להיות בעלי עיצוב מרכזי, אוגן או שלוחה (איור 71) ולשמש לאבטחת חלקי עבודה עם חורי בסיס מוצקים, לסירוגין, מדורגים או עיוורים.
יש לעוות תותבים גליים רק בגבולות של עיוותים אלסטיים. לכן, הלחצים הגדולים ביותר הנוצרים בשרוול במהלך פעולת הציר חייבים להיות קטנים מחוזק התפוקה σ 0.2 של החומר שלו. מצב זה מובטח על ידי שימוש בחומרים מתאימים ו טיפול בחוםתותבים.
חישובים של פרמטרים גיאומטריים, כוח וחוזק של תותבים גליים מבוצעים בשיטות של תיאוריית גמישות יישומית. שיטת החישוב פותחה באוניברסיטה הטכנית הממלכתית של מוסקבה. N. E. באומן Ph.D. טכנולוגיה. מדעים א.א שתילוב.
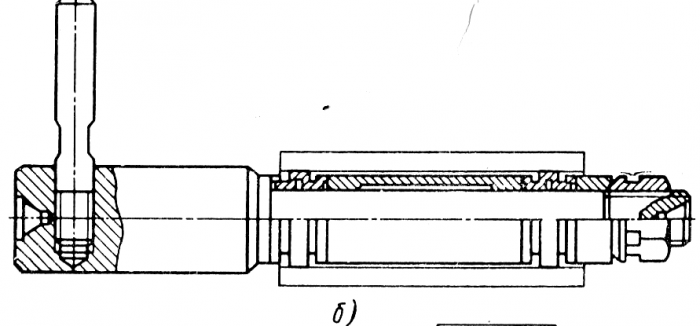
אחד מחומרי הפריסה המדויקים ביותר הוא מגוון המנדלים של החברה המתמחה Tobler (צרפת), שחלקם מוצגים באיור. 72. ציר מתרחב שלוחה עם הרחבת קולט באמצעות מפתח (איור 72, א) מספק דיוק מרכוז של 0.02 מ"מ.
ציר ההרחבה המרכזי (איור 72, ב) משמש בייצור בודד. המיקום הדו-צדדי של החריצים בקולט מספק טווח התפשטות של עד 4-5 מ"מ עם דיוק מרכוז של 0.02-0.03 מ"מ.
עבור זרועות שלוחות (איור 72, a ו-d), ההידוק מתבצע או בעזרת אום עגול (איור 72, c), או בעזרת מוט המחובר לצילינדר הידראולי או פנאומטי.
לתושבת הקולט (איור 72, ה) יש מעצורי קצה נשלפים, המאפשרים לעבד את שני קצוות החלק בהתקנה אחת.
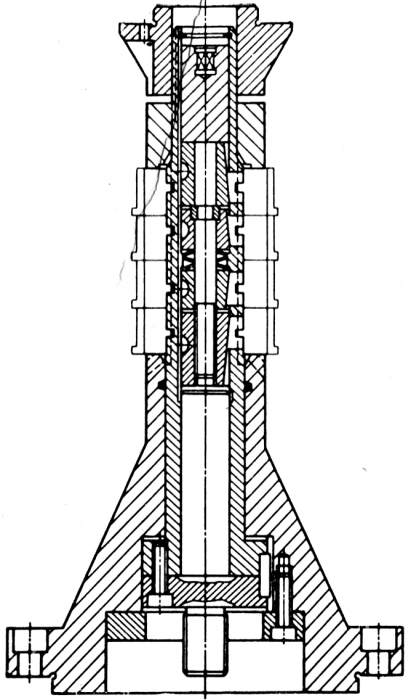
בעת חיתוך חבילה של מספר גלגלי שיניים במכונות לכיבוי ציוד, התקנת החלקים מתבצעת בדרך כלל על גבי ציר גלילי, מה שמוביל לריכוז לא מדויק של חלקים בודדים באריזה. טובלר יצרה ציר מתרחב עבור מכונות כביסה (איור 73), כאשר כל אחד מהחלקים המהודקים מרוכז על ידי קולט מתרחב נפרד. לפעולות מדויקות במיוחד, כמו גם לשליטה על חלקים מדויקים, ניתן להשתמש במדרלים הניתנים להרחבה עם פלסטיק הידראולי (העיצוב הוא פטנט על ידי Tobler), המספקים דיוק מרכוז של 0.002-0.004 מ"מ.
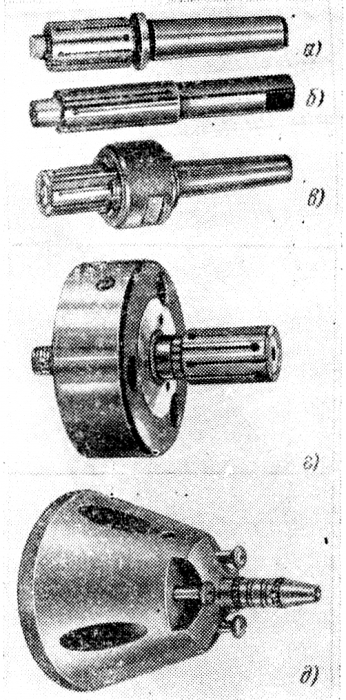
מחסניות רצועת פנים. להפיכת חלקים כגון פירים, רצוי להשתמש בצ'אקים מונעי פנים המחליפים קולרים וצ'אקים מונעי זיזים. השימוש במחסניות מסוג זה מאפשר לטחון את כל המשטחים החיצוניים בהתקנה אחת. פיר מדורג, אשר יעיל במיוחד בעת עיבוד פירים על מחרטות CNC מרובות מגלשות, כולל כאלו עם תנועת עבודה של הכלי לכיוון הן הקדמי והן tailstock (איור 74, א). צ'אקים להנעת פנים יכולים להיות בעלי עיצובים שונים: להתקנה בקונוס הציר ולהרכבה על האוגן (איור 74, b ו-c).
כאשר החלק מותקן על מרכז הצ'אק ונלחץ עם עמוד הזנב, המרכז הצף מוזז עד שקצה החלק נעצר כנגד פיני ההנעה. כדי לפצות על עיוות אפשרי של קצה החלק, הקצה האחורי של פיני ההנעה נשען על כרית שיכוך.
המומנט המועבר על ידי צ'אק הנהג הפנים תלוי ביחס בין קוטר מהדק הנהג ל הקוטר הגדול ביותרפרטים, שחייבים להיות לפחות 1:2; כוח כלפי מטה שנוצר על ידי המרכז האחורי; חומר מעובד ותכונותיו המכניות; כיוון תנועת ההזנה (בעת הזנה מהציר אל עמוד הזנב, יש להכפיל את כוח ההידוק המחושב).
אורז. 72. מדורי הרחבת דיוק מטובלר (צרפת):
a - ציר שלוחה עם מהדק מפתח; b - מרכז מרכז; ב - ציר שלוחה עם ביטול הידוק ביד; g - צ'אק ממוכן עם תושבת אוגן וקולט מתרחב; d - מחסנית ממוכנת עם מעצורים נשלפים
אורז. 73. חברת מדרלים מתרחבת "Tobler" (צרפת) למכונות חיתוך גלגלי שיניים
ל פעולה אמינהנהיגה מחסניות, יש צורך שחוסר היישור של קצה החלקים במעגל של מיקום המוליכים לא יעלה על 0.1 מ"מ (יפוצה על ידי מנחת), לכן עדיף לטחון או להטביע את קצוות חלקי העבודה, במקום כרסום. השחזה של פינים מונעים צריך להתבצע רק בסט שלם - מידה אחת, עם תנודות באורך לא יותר מ 0.01-0.02 מ"מ.
קולטים בגדלים רבים. קולטים הידוק עבור מכונות צריח, מחרטות ומכונות צריח, ככלל, מאפשרים תנודות בקוטר של הבר הקבוע לא יותר מ 0.1-0.2 מ"מ. מסיבה זו, מכונות מסוג זה חייבות להיות במגוון גדול של קולטים הידוק המוחלפים בעת הקמת המכונה. בתנאים של ייצור בקנה מידה קטן, יעיל להשתמש בקולטי הידוק רב מימדיים מסוג קולטים המיוצרים על ידי Pratt-Barnerd (אנגליה).
אורז. 74. צ'אקים קצה שמיד-קוסטה:
a - תוכנית של סיבוב פיר בהתקנה אחת באמצעות פנים צ'אק נהג; ב - עיצוב המחסנית המותקנת בקצה הציר; c - עיצוב של צ'אק מונע עם תושבת אוגן
הקולטים של חברה זו שונים מהסוגים המוכרים של קולטים: גוף הקולט אינו מתעוות במהלך הפעולה, וההידוק מתבצע על ידי שישה תוספות זזות בעלי תנועה רדיאלית בחריצים של הקולט. כל גודל סטנדרטי של קולט כזה, מבלי לשנות את התוספות, מספק הידוק של מוט או חתיכה בטווח קוטר של 2.5-3.0 מ"מ. אז, למשל, גודל הקולט הראשון מספק הידוק של סרגל Ø 1.6-4.8 מ"מ, גדלי הקולט הבאים מכסים קטרים 3.2-6.4; 6.4-9.5; 9.5-12.7; 12.7-15.9 מ"מ וכו'. השימוש בקולטים בגדלים רבים במכונות צריח, במכונות מוטות חד-ציר, במחרטות ובמכונות הפעלה המבצעות פעולות שניות, מפחית את מערך קולטי ההידוק בכמה מונים ומצמצם את זמן הציוד מעבר. במקרים מסוימים, השימוש בקולטי הידוק רב מימדיים מאפשר לעבור לעיבוד של חומר מגולגל חם במקום חומר מכויל.
ספרות בשימוש: "מיכון משולב ואוטומציה במכונות" מחברים: Zhdanovich V.F., Guy L.B..
הורד תקציר: אין לך גישה להורדת קבצים מהשרת שלנו.










איך להבין: האם החתלתול יהיה רך?
איזה סוג של אלכוהול קל אפשר לשתות לנשים בהריון: ההשלכות של השתייה
מדוע הרגליים מתנפחות בקרסוליים ובקרסוליים של הרגליים אצל נשים בהריון: סיבות ודרכי טיפול
החתונה של הנסיך הארי ומייגן מרקל: פרטים שערורייתיים וסודיים של הנישואים (תמונה) הנישואים העתידיים של הנסיך הארי שנה NTV
איך סוגרים שזיפים לבנים לחורף