בניגוד למכשירי רצועה רגילים עם אצבע וצווארון (GOST 2571-53 ו- GOST 2572-53) צ'אקים אוחזים בעצמםלצ'אקים יש שתיים או שלוש מצלמות אקסצנטריות מקובעות, שבאמצעותן הן לוכדות את חומר העבודה בתחילת החיתוך וגורמות לו להסתובב; ככל שמומנט החיתוך גדל, מומנט הצ'אק גדל גם הוא אוטומטית. לכן, הם עובדים באופן אמין עם כל חתכי שבב. חלקים, כרגיל, מותקנים במרכזים קבועים או צפים. כדי להקל על ההתקנה של חלקים במרכזים, נעשה שימוש במבנים עם מצלמות הנפתחות אוטומטית, וכדי להבטיח הידוק אחיד על ידי כל המצלמות, נעשה שימוש במערכת מצלמות צפה או מערכת עם מצלמות של פעולה עצמאית.
chucks Cam נמצאים בשימוש נרחבעל מחרטות ריבוי חיתוך בהן נדרשת העברת מומנט גבוה.
בעת הפעלת צ'אקים אקסצנטריים קונבנציונליים, ישנם מקרים שבהם חומר העבודה מסובב תחת פעולת כוחות החיתוך בתחילת העיבוד, מה שמוביל לשבירה של החותך. כדי לבטל חסרון זה ולהגביר את האוטומטיות והאמינות של הפעולה, הוכנסו לאחרונה צ'אקים עופרת עם עומסים המבוססים על שימוש בכוחות אינרציה צנטריפוגליים. הכנסת מחסניות אלה מקלה על ידי מהירות הצירים של מחרטות מודרניות.
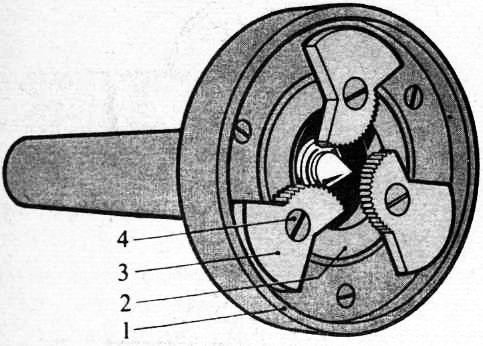
באיור. 22 מציג צ'אק עם מצלמות אקסצנטריות שתוכנן על ידי מפעל המכונות במוסקבה. אורדז'וניקידזה. האוגן 1 של הצ'אק מוברג לאוגן המתאם או ישירות לאוגן הציר כפי שמוצג באיור. גוף 3 של הצ'אק מחובר לאוגן 1 באמצעות ברגים 5 עם מרווחים 6 ופינים מובילים 2. גוף 3 יכול לנוע ביחס לאוגן 1 לכיוון החריצים שלו, מה שמבטיח הידוק אחיד של חומר העבודה על ידי המצלמות 4; קפיצים 9 מחזירים את הגוף למקומו המרכזי המקורי.
המצלמות האקסצנטריות 4 מותקנות בחופשיות על האצבעות 2 ויש להן חריץ בפרופיל. עם תחילת סיבוב הציר, הצירים, תחת פעולת הכוח הצנטריפוגלי שפותחו על ידי המשקולות 10, מהדקים את חומר העבודה וגורמים לו להסתובב; הידוק נוסף מתבצע במהלך תהליך החיתוך. כאשר המכונה נעצרת, המצלמות תחת פעולת הקפיצים 5 נפתחות אוטומטית על ידי דוחפים 7; כדי לפרוק את האצבעות 2, הן נלחצות עם המשטח החצי גלילי שלהן לשקעי הרדיוס בגוף 3. על ידי החלפת הלסתות, ניתן להשתמש בצ'אק להדק חלקים בקטרים של 30 עד 150 מ"מ.
גודל הכוח הצנטריפוגלי עומד ביחס ישר לריבוע המהירות n סל"ד של סיבוב ציר המכונה ונקבע על ידי הנוסחה
![]()
כאשר Rn - כוח צנטריפוגלי ב-kgf;
u - משקל משקולות מסתובבות בק"ג;
R - מרחק ממרכז הכובד של העומס לציר ציר המכונה ב-m;
g היא תאוצת הנפילה החופשית ב-m/sec2; g = 9.81 m/s2.
צ'אקים הנעה צנטריפוגליים, בהתאם לקוטרם, יכולים להחזיק עומסים במשקל כולל של -3 עד 6 ק"ג. לאחר מכן, למשל, ב-G = 3 ק"ג, R = 45 lsh, n = 500, 1000, 2000 סל"ד, הכוח הצנטריפוגלי הלוחץ את הזיזים לחומר העבודה, בהתאמה, יהיה Pc = 34, 138, 552 kgf.
צ'אקים דו לסתותהם מנורמלים (MN 4051-62) ובעלי מרכז צף (טובע) מנורמל קפיצי (MN 4052-62).
באיור. 23 מציג את הבנייה של שני מנורמל צ'אקוהמרכז הצף שלו.
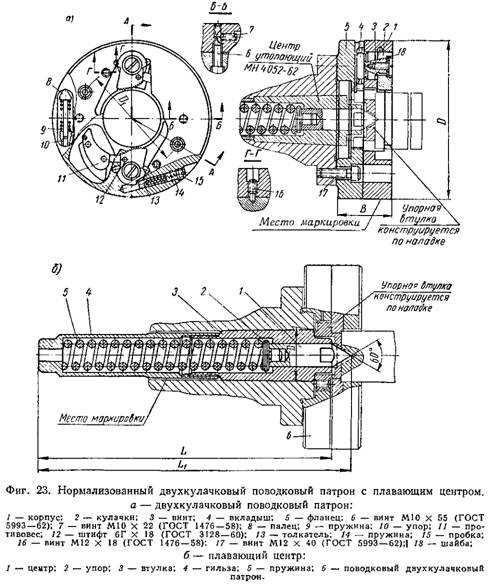
הממדים העיקריים של מחסניות ומרכזים ניתנים בטבלה. 3.
עבור חלקים מהדקים בקוטר של 17 עד 72 מ"מ, שבעה סטים של לסתות אקסצנטריות הניתנות להחלפה מסופקות עם רגיל, ובקטרים מ-28 עד 112 מ"מ - 8 סטים של מצלמות מתחלפות; הפרמטרים של המצלמות האקסצנטריות והמרכז הצף (חלק 1) מנורמלים. החומר של המצלמות הוא פלדה כיתה SHKH15 GOST 801-60; קשיות - HRC 60-64. חומר מרכזי - פלדה U8A לפי GOST 1435-54; קשיות חרוט 60° HRC 55-60, השאר - HRC 45-50.
|
שולחן 3 צ'אקים דו לסתות ומרכזים שקועים (מידות במ"מ)
|
||||||||||||||||||||||||||||||||||||||||
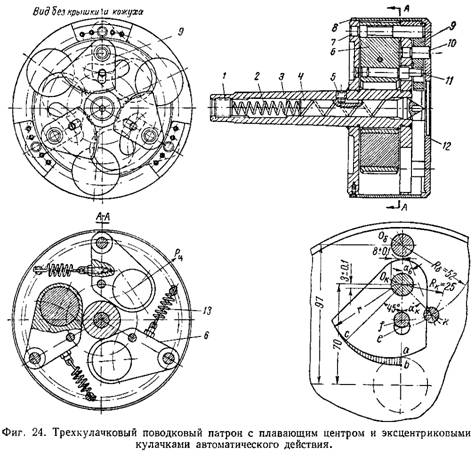
במפעל "פרייזר" אותם. M. I. Kalinina עיצב והוציא לייצור צ'אק צנטריפוגלי בעל שלוש לסתות.
המחסנית (איור 24) היא גוף מרותך "3, שבו יש מרכז צף 4 עם קפיץ 2 ושלוש משקולות או איזון 6U
מותקן על 7 סרנים; האיזונים מחוברים ללסתות ההידוק 9 באמצעות אצבעות 11. המצלמות מותקנות על צירים 10 הנלחצים בדופן הקדמית של המחסנית.
התנועה הצירית של המרכז 4 מוגבלת על ידי הבורג 5. למרכז יש צוואר חרוטי ובמצב העבודה הוא משתלב למושב החרוטי של גוף המחסנית, מה שמבטל את פעימתו. הכוח של קפיץ 2 מותאם על ידי בורג 1.
כדי להגדיל את משקל המאזן 6, הם מסופקים עם חורים בקוטר של 50 מ"מ, מלאים בעופרת; משקל כל איזון הוא כ-2 ק"ג. האיזונים נמצאים תחת פעולתם של קפיצים 13, מחזיקים אותם במצב לא עבודה. המחסנית סגורה על ידי מעטפת 8 ומכסה 12 הקבועים על גופה באמצעות ברגים.
בעבודה על הזיזים 9, בנוסף לכוחות החיתוך, ישנם גם כוחות צנטריפוגליים מהמאזנים המועברים על ידי האצבעות 11. כתוצאה מכך, הזיזים נלחצות בחוזקה כנגד חומר העבודה ואינן מאפשרות לו להסתובב ביחס ל- צ'אק.
בתכנון הצ'אק, המרחק ממרכז הכובד של כל עומס לציר הציר הוא R = 0.05 מ"מ. ואז ב-G = 2 ק"ג; n \u003d 1000 סל"ד, הכוח הצנטריפוגלי הפועל על כל פקה, לפי הנוסחה הקודמת, יהיה
הכוח הכולל Rts. סכום = 102-3 = 306 ק"ג.
נוכחות של כוח כזה מבטלת את האפשרות להפוך את חומר העבודה בתחילת החיתוך.
לאחר עיבוד החלק ועצירת הציר, המאזנים 6 חוזרים למקומם המקורי תחת פעולת הקפיצים 13, וגורפים את הזיזים 9, פותחים אותם אוטומטית ומשחררים את חומר העבודה.
הצ'אק מספק הידוק אחיד של חומר העבודה ללא שימוש במערכת צפה של זיזים, שכן במקרה של חומר עבודה אקסצנטרי, כוחות צנטריפוגליים מהדקים אותו בנקודות שונות על עקומת ה-ca.
צ'אקים בעלי שלוש לסתותשל עיצוב דומה ומצלמות אקסצנטריות מנורמלות אליהם (MN 4050-62). הקוטר של החלקים המהודקים הוא בין 12 ל 85 מ"מ.
לקטגוריה:
הפיכת עסקים
מכשירי נהיגה
התקני הנעה משמשים להעברת סיבוב מהציר לחומר העבודה המותקן במרכזים. הפשוט שבהם הוא צווארון מסתובב. השוק הכפוף של המהדק נכנס לחריץ הרדיאלי של לוח החזית הקבוע על ציר המכונה. בסיבוב עם הציר, לוח החזית נושא לאורך המהדק, ואיתו את חומר העבודה המותקן במרכזים. משמשים גם מלחציים עם שוקיים ישרים; לעבוד איתם משתמשים בלוחיות פנים, שבהן אצבע או מוט משמשים כרצועה. עבודה עם צווארון מהווה סכנה מסוימת: ייתכנו מקרים שבהם בגדי העובד נתפסים על ידי שוק הצווארון. לכן, מטעמי בטיחות, נעשה שימוש בפלטות עם כיסויי הגנה (לוחות בטיחות). כדי לא לפגוע בפני השטח של חומר העבודה המהודק, שמים עליו שרוול מפוצל או מניחים גומי מתחת לבורג ההידוק.
כדי להפחית את זמן ההתקנה וההסרה של המהדק, משתמשים במהדקים מהירי פעולה ומהדקים עצמיים. החלק העיקרי של צווארון רצועה מהדק עצמי הוא טבעת המונחת על חומר עבודה המותקן במרכזים. כאשר ציר plang מופעל, האייבה פועלת על הרצועה, אשר, מסתובבת על הציר, לוכדת את חומר העבודה עם משטח עבודה גלי. בעת חיתוך, צווארון זה מהדק את חלק העבודה בצורה מאובטחת יותר, ככל שחתך השבב גדול יותר.

1. מרכזי קרביד: א - עם שכבה מושקעת של סגסוגת קשה, ב - עם קצה מולחם
2. מרכז מסתובב לעומסים רדיאליים קלים (עד 200 ק"ג): 1 - מכסה. 2 - מיסב רדיאלי. 3 - מיסב פיתול. 4 - גוף עם שוק. S - מרכז. 6 - מיסב מחט

3. יישום המהדק (א), תוכנית אגדה (ב): 1 - לוחית פנים, 2 - מרכז קדמי. 3 - מהדק. 4 - מרכז אחורי, 5 - נוצה

4. פנים בטוחות: א - עם סיכת רצועה, ב - עם צלחת רצועה) " 3- רצועה (אצבע או
5. צ'אק עופרת מהדק עצמי 1 טבעת, 2 סרנים. 3 - אביב. 4 - רצועה
6. צ'אק עופרת מהדק עצמי: 1 - לוחית פנים, 2 - "טבעת צפה", 3 - פקה, 4 - ציר פקה

7. מנדל מוביל: 1 - גוף ציר עם שוק מחודד. 2 - מכונת שטיפה הנעה עם שיניים קצה. 3 - מרכז צף. 4 - אביב. 5 - בורג כוונון קפיץ
העברת המומנט מהציר לחומר העבודה מתבצעת לעתים קרובות על ידי צ'אק מיוחד (לוחית פנים) עם מצלמות אקסצנטריות. העיצוב של מחסנית כזו על ידי החדשן V.K. Seminsky מוצג באיור. 36. הנוכחות של "טבעת צפה", שעליה ממוקמים צירי הפיקה, מאפשרת לתקן חלקי עבודה עם משטח חיצוני לא אחיד (לדוגמה, פרזול).
על איור. 7 מראה ציר הנעה, אשר סוחף את חומר העבודה עם שיניים הממוקמות בקצה העבודה של מכונת הכביסה המניעה. חומר העבודה נלחץ אל השיניים על ידי מרכז עמוד הזנב.
מרכז הנעה גלי - "ruff" יכול לשמש כמוביל עבור רולים בקטרים קטנים. לעיבוד החסר צינורי, "ruffs" משמשים גם, אשר יש שיניים - גלי על משטח העבודה. ניתן לתקן גלילים בקוטר קטן (עד 20 מ"מ) במרכזים הפוכים. קונוסי קצה וחריצים מעובדים מראש על חומר העבודה, ולמרכזים הקדמיים והאחוריים יש חורים מתאימים עם קונוסי נחיתה. חומר העבודה נאגר בסיבוב עקב החיכוך בין המרכז האחורי הקדמי לחומר העבודה. שיטת ההידוק במרכזים הפוכים משמשת רק לגימור. התקנה של חלקי עבודה במרכזים (עם הנחת צווארון) נמשכת 0.25-0.6 דקות (תלוי במסה של החלק). התקנה במרכזים עם צ'אק (פלטת פנים) או ציר מתהדק, כמו גם התקנה במהדק חיכוך, מקצרת את זמן ההידוק והסרת החלק בכמעט חצי. תורנים מנוסים מעבדים גלילים בקוטר קטן, ומקבעים אותם במרכזים הפוכים מסוג "זכוכית" (על בסיס שיוף).
8. תיקון החסר בעזרת המרכז המוביל - "ראף" (א), תכנית חתימה (ב): 1.2 - מרכזים
ריקים מגולגלים קבועים פנימה צ'אק שלוש לסתותעם מרכז תמיכה רכוב בקולמוס tailstock.
עיבוד במרכזים. חלקים רבים על מחרטות מעובדים במרכזים. הפשטות והאחידות של שיטת ההתקנה למגוון גדול של חלקים, כמו גם הדיוק הגבוה של התקנת חלקי העבודה הן בשלבים המקדימים והן בשלבי העיבוד הסופי, תורמים ליישומו הרחב. כדי להעביר את המומנט לחומר העבודה, נעשה שימוש במהדק, המונע על ידי האצבע של הצ'אק המניע. לאחר עיבוד כל השלבים של הקצה הימני של חומר העבודה, הוא מאופס ומעובד מהקצה השני.
לתכנית זו שלושה חסרונות עיקריים:
1) הצורך לאבטח רצועה בקצה השמאלי של חומר העבודה, מה שמחייב עלויות גבוהות עבודה ידניתעובד מיומן;
2) לעיבוד מלא של הפיר, יש להתקין מחדש את חומר העבודה, מה שדורש גם עבודה ידנית;
3) עקב השגיאה בעומק המרוכז, התבססות על מרכז קשיח מביאה לשגיאות גדולות במיקום חומר העבודה לאורך, מה שמקשה על הגדרת המכונה לייצור אוטומטי מידות ליניאריותפיר.
צ'אקים של הנהג

החיסרון הראשון בוטל על ידי שימוש בעיצובים של מחסניות נהיגה שאינם דורשים שימוש בצווארון. בצ'אקים אלו, חומר העבודה מונח על המרכז, ומהדק הפיזים משמש רק להעברת מומנט, ולכן הם נעשים צפים, כלומר אם אחת מהזיזים מונחת על פני חומר העבודה ותנועתו נעצרת, בעוד שהצימים האחרים המשך לזוז עד שחומר העבודה נצמד על ידי כל המצלמות באותו כוח.
כדי להדק את המדרל, נעשה שימוש בכוח המועבר מהנוצה למרכז הקדמי, שנע שמאלה ומושך טבעת עם שלוש מצלמות מנוף המחוברות לצירים. הקצוות האחוריים של הזיזים, הנשענים על טבעת חרוטית, מתרחקים, והקצוות הקדמיים מקבעים את החלק הגלילי של הציר או חומר העבודה.
הטבעת החרוטית התומכת מותקנת עם מרווח רדיאלי מספיק ונתמכת במיקום האמצעי על ידי קפיצים. לכן, אם אחת מהזיזים נשענת על פני השטח של חומר העבודה, אז עם תנועה נוספת של הטבעת, הקצה האחורי של הפיקה לוחץ על טבעת התמיכה ומזיז אותה בכיוון הרדיאלי, ומאיץ את תנועת הזיזים מה- הצד הנגדי.
בצ'אק כונן מתהדק, כוחות חיתוך משמשים כדי להחזיק את חומר העבודה. חומר העבודה בכיוון הרדיאלי מבוסס על מרכז טעון קפיץ. כאשר חלק העבודה נלחץ על ידי המרכז האחורי, הוא זז שמאלה, דוחס את הקפיץ עד שהקצה מונח על הקולט, אשר מהדק את המרכז הקדמי.
כדי להעביר מומנט, משתמשים במצלמות עם משטח עבודה גלי מעוקל. כאשר הציר מופעל, הטבעת מתחילה להסתובב. מכיוון שהטבעת עם צירי הזיזים עדיין במקומה, הזיזים מסתובבות על הצירים עד שמשטח העבודה בא במגע עם פני חומר העבודה. הטבעת עשויה לצוף כדי להשוות את כוחות ההידוק עם כל המצלמות כאשר משטח העבודה פועם.
בתחילת העיבוד, תחת פעולת כוחות חיתוך השואפים לעצור את חומר העבודה, הפילים מסתובבות בנוסף סביב הצירים בכיוון החץ, ובעזרת משטח גלי, נלחצות חזק יותר כנגד חומר העבודה, תופסות אותו. ניתוק הציר לאחר העיבוד מתרחש על ידי הפיכתו באינרציה לכיוון הסיבוב כאשר הציר נבלם.
בתכנון זה של הצ'אק המניע, בנוסף להפחתת זמן ההתקנה וההסרה של חומר העבודה, הדיוק של הבסיס שלו בכיוון הצירי גדל, מכיוון שקצה הבסיס השמאלי של כל חלקי העבודה המעובדים בצ'אק תופס את אותו מיקום ללא קשר של עומק החור המרכזי.
צ'אקים של נהג סיכה ושיניים
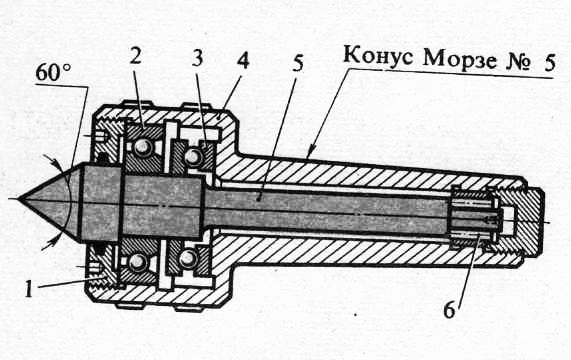
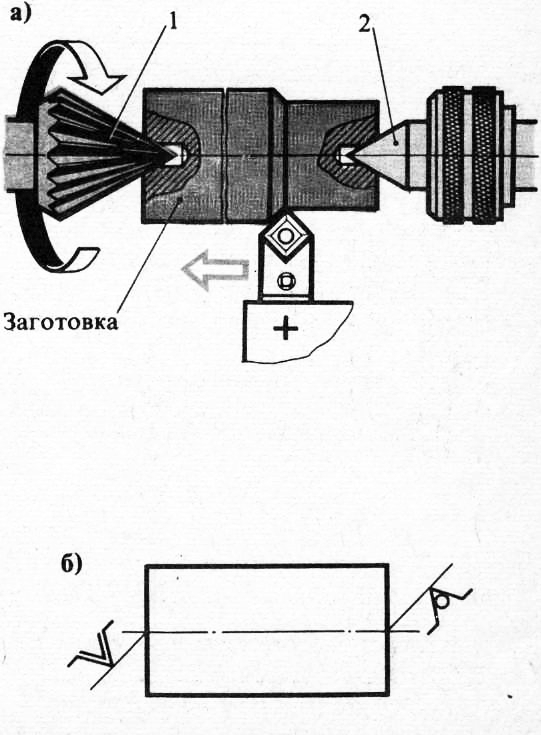
עיבוד פירים מבטיח באמצעות צ'אקים עם סיכה או שיניים, אשר מעבירים מומנט דרך הקצה, ומשאירים פנוי לעיבוד משטח חיצוניפיר. במקרה זה, ניתן לעבד את כל שלבי הפיר, כולל זה הקרוב ביותר לראש, מהתקנה אחת. חומר העבודה מותקן במרכז הצף הקדמי ומסתובב מאחור. הוא נלחץ אל הפינים של המחסנית על ידי קולמוס tailstock עם צילינדר הידראולי. הצילינדר ההידראולי יוצר ובמהלך העיבוד שומר על כוח ההידוק הדרוש של חומר העבודה לפיני הצ'אק.
בשל יכולת היישור העצמי, הפינים נלחצים לקצה חומר העבודה באותו כוח ומשתתפים בהעברת המומנט, למרות סטיות אפשריות מהניצב של קצה חומר העבודה לציר המרכזים. צ'אקים כאלה, בעלי מרכז קדמי טעון קפיץ, מבססים היטב את חומר העבודה בכיוון הצירי. יתרונות אלה של צ'אקים עם סיכות ושיניים מאפשרים לעבד פירים ביעילות לא רק בציוד אוניברסלי, אלא במיוחד במכונות אוטומטיות, כולל מכונות CNC ו-GPS.
צ'אקים של הנהגומהדקים
| שם פרמטר | מַשְׁמָעוּת |
| נושא המאמר: | צ'אקים וקולרים של הנהג |
| כותרת (קטגוריה נושאית) | מתכות וריתוך |
מרכזים
כלים ואביזרי סיבוב
תנאי חיתוך לפניית מתכת
המרכיבים של מצב החיתוך בעת סיבוב חומר עבודה הם מהירות חיתוך, הזנה ועומק חיתוך. מהירות חיתוך נקראת בדרך כלל אורך הנתיב שעובר על ידי קצה החיתוך של הכלי ביחס למשטח העבודה המעובד ביחידת זמן. מהירות החיתוך נמדדת ב-m/min ומצוינת באות υ.
נהוג לקרוא להזנה כמות התנועה של קצה החיתוך של הכלי בסיבוב אחד של חומר העבודה (בכיוון ההזנה) או ליחידת זמן. ההזנה נמדדת ב-mm/rev או mm/min, מסומנת באות s וחייבת להיות אורכית (אם הכלי נע במקביל לציר הסיבוב של חומר העבודה) ורוחבית (אם הכלי נע בניצב לציר זה). עומק החיתוך נקרא בדרך כלל הערך של שכבת המתכת המנותקת במעבר אחד של החותך, נמדד לאורך הניצב למשטח המעובד של החלק. עומק החיתוך נמדד במילימטרים ומצוין באות ט.
לחומר העבודה יש את המשטחים הבאים:
מעובד (שממנו מסירים שבבים), מעובד (שמתקבל לאחר הסרת שבבים) וחיתוך (שהוא מעבר בין משטחים מעובדים למשטחים מעובדים ונוצר על ידי כלי חיתוך).
הרצאה 3 (שעתיים)
2. צ'אקים וקולרים של הנהג
3. קולט צ'אקים. מחסניות דיאפרגמה
4. תיקון חלקי עבודה
מרכזים. בהתחשב בתלות בצורה וגודל של חלקי העבודה, מרכזים מסוגים שונים משמשים. הזווית בחלק העליון של החלק העובד של המרכז היא בדרך כלל 60 מעלות. המשטחים החרוטיים של חלקי העבודה והזנב של המרכז לא צריכים להיות עם חריצים, שכן זה מוביל לשגיאות בעיבוד של חלקי עבודה. קוטר הקדח קטן מהקוטר הקטן של חרוט הזנב, מה שמאפשר להוציא את המרכז מהשקע ללא נזק משטח חרוטיקטע הזנב.
המרכז משמש להתקנת חלקי עבודה בקוטר של עד 4 מ"מ. עבור החסר הללו, במקום חורים מרכזיים, נוצר קונוס חיצוני עם זווית בחלק העליון של 60 מעלות, הנכנס לחרוט הפנימי של המרכז; בקשר לזה, מרכז כזה נקרא בדרך כלל מרכז הפוך. אם חשוב ביותר לחתוך את קצה חומר העבודה, אזי נעשה שימוש במרכז החיתוך האחורי, המותקן רק בנוצה האחורי. סבתות.
מרכז עם כדורי חלק עובדמשמש במקרים בהם נדרש לעבד חומר עבודה שצירו אינו עולה בקנה אחד עם ציר הסיבוב של ציר המכונה.
המרכז עם משטח גלי של חלק העבודה משמש בעת עיבוד חלקי עבודה עם חור מרכזי גדול ללא צ'אק נהג.
במהלך העיבוד, המרכז הקדמי מסתובב עם החלק ומשמש רק כתמיכה, בעוד שהמרכז האחורי אינו מסתובב ולכן (עקב אובדן קשיות מחימום מוגבר), הוא נשחק באופן אינטנסיבי. כדי למנוע בלאי של החלק העובד מרכז אחוריעשוי מסגסוגת קשה. בעת עיבוד עם מהירויות חיתוך ועומסים גבוהים, נעשה שימוש במרכזי סיבוב אחוריים. בחלק הזנב של המרכז מותקן ציר על מיסבים מתגלגלים, שבקצהו חלק עובדמרכז, המבטיח את סיבובו יחד עם חומר העבודה המעובד.
בעת עיבוד במרכזים, ניתן להעביר את התנועה של חומר העבודה על ידי צ'אק מונע דרך סיכת הנעה וצווארון , אשר מחובר לחלק עם בורג.
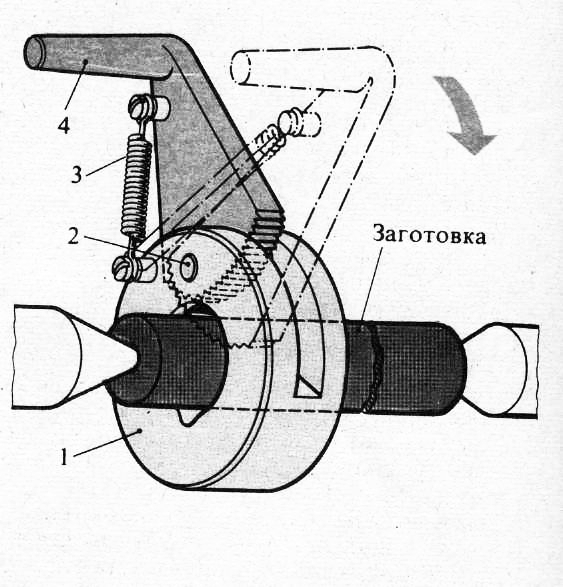
חשוב לציין כי על מנת להפחית את זמן העזר במהלך חיספוס במרכזי פירים בקוטר של 15-90 מ"מ, נעשה שימוש בצ'אקים הנעה מהדקים עצמיים. חומר העבודה מותקן במרכזי המכונה ונלחץ עם קולמוס הזנב. במקביל, מרכז הצ'אק, בתנועה, דוחס את הקפיצים עד שחומר העבודה עם הקצה שלו לוחץ על הקולט. ,
שמקבע היטב את המרכז.
מתארח ב- ref.rf
בעת הפעלת הציר, יחד עם גוף הצ'אק, הטבעת מסובבת, ה-ĸᴏᴛᴏᴩᴏᴇ מחוברת לגוף עם ברגים. הטבעת באצבעותיה מסובבת את הגילים נגד כיוון השעון ביחס לצירים עד שמשטח השיניים של הפיזיות נוגע במשטח חומר העבודה. כוח ההידוק של חומר העבודה עם המצלמות תלוי בכוח החיתוך. לעומס אחיד על הלסתות, הטבעת ,
שבו הפינים של הציר קבועים, יכולים לנוע בכיוון הרדיאלי ולספק יישור עצמי של המצלמות על פני חומר העבודה. לאחר שהציר נעצר, החלק, המסתובב על ידי אינרציה, מסובב את דיסק הפיקה עם כיוון השעון ביחס לצירים ומשתחרר מהתושבת.
העברת הסיבוב מהציר לחומר המיועד לעיבוד, המותקן במרכזי המכונה, מתבצע באמצעות מהדק, אשר מונח על חומר העבודה ומקובע בבורג, כאשר שוק הצווארון מונחת כנגד הפין של הצ'אק המניע.
נוח יותר לשימוש הוא מהדק הידוק עצמי, שבו השוק מקובע בגוף בצורה נעה על הציר . החלק התחתון של השוק, הפונה לחומר העבודה, עשוי בצורה אקסצנטרית ביחס לציר ויש לו חריץ. כדי להתקין את המהדק על חומר העבודה, השוק מוטה לכיוון הקפיץ , אשר, לאחר התקנת המהדק, מהדק מראש את חומר העבודה עם שוק. בתהליך העיבוד, סיכת הצ'אק מובילה את ההידוק הסופי של חומר העבודה עם השוק ביחס לכוח החיתוך.
נהיגה מחסניות ומהדקים - הקונספט והסוגים. סיווג ותכונות של הקטגוריה "צ'אקים ומהדקים הנעה" 2014, 2015.










הפרעת אישיות מעורבת: גורמים, תסמינים, סוגים וטיפולים
הגדרות בקרה של GTA 4
שאלות נפוצות על הברחה ב-GTA Online
LSPDFR - ברוכים הבאים למשטרה
המפה הענקית של Grand Theft Auto San Andreas והסודות שלה