במלאי!
ביצועים גבוהים, נוחות, תפעול קל והפעלה אמינה.
מסכי ריתוך ווילונות מגן - במלאי!
הגנה מפני קרינה במהלך ריתוך וחיתוך. בחירה גדולה.
משלוחים לכל רוסיה!
מידע כללי על קונוסים
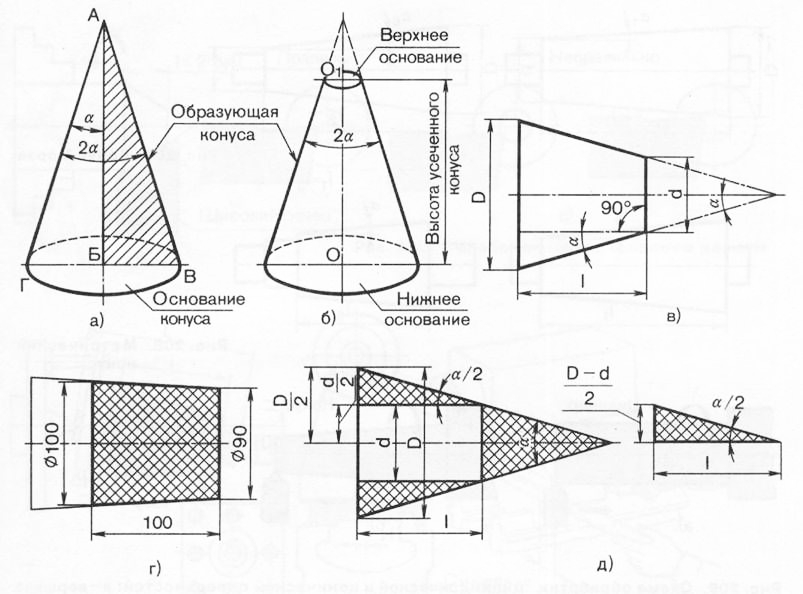
המשטח החרוט מאופיין בפרמטרים הבאים (איור 4.31): קוטר d קטן יותר ו-D גדול יותר והמרחק l בין המישורים שבהם נמצאים המעגלים בקטרים D ו-d. זווית a נקראת זווית הנטייה של החרוט, וזווית 2α נקראת זווית החרוט.
היחס K= (D - d)/l נקרא טייפר והוא מסומן בדרך כלל בסימן חלוקה (לדוגמה, 1:20 או 1:50), ובמקרים מסוימים - נקודה(לדוגמה, 0.05 או 0.02).
היחס Y= (D - d)/(2l) = tgα נקרא שיפוע.
שיטות לעיבוד משטחים חרוטיים
בעת עיבוד פירים, לעיתים קרובות נתקלים במעברים בין משטחים בעלי צורה חרוטית. אם אורך החרוט אינו עולה על 50 מ"מ, ניתן לעבד אותו על ידי חיתוך עם חותך רחב. זווית הנטייה של קצה החיתוך של החותך בתכנית חייבת להתאים לזווית הנטייה של החרוט על החלק המעובד. החותך מקבל תנועת הזנה רוחבית.
כדי להפחית את העיוות של הגנרטריקס של המשטח החרוט ולהפחית את הסטייה של זווית הנטייה של החרוט, יש צורך להגדיר את קצה החיתוך של החותך לאורך ציר הסיבוב של חומר העבודה.
יש לזכור כי בעת עיבוד קונוס עם חותך עם קצה חיתוך ארוך מ-15 מ"מ, עלולות להיווצר רעידות, שרמתם גבוהה ככל שחומר העבודה ארוך יותר, קוטרו קטן יותר, זווית קטנה יותר. של נטייה של החרוט, ככל שהקונוס קרוב יותר לאמצע החלק, כך חותך התלוי ארוך יותר ופחות חוזק ההידוק שלו. כתוצאה מרטט מופיעים עקבות על המשטח המטופל ואיכותו מתדרדרת. בעת עיבוד של חלקים קשים עם חותך רחב, ייתכן שלא תהיה רטט, אך יחד עם זאת, החותך עשוי להיעקר תחת פעולת המרכיב הרדיאלי של כוח החיתוך, מה שמוביל לתצורה שגויה של החותך לזווית הנדרשת של נטייה. (היסט החותך תלוי במצב העיבוד ובכיוון ההזנה.)
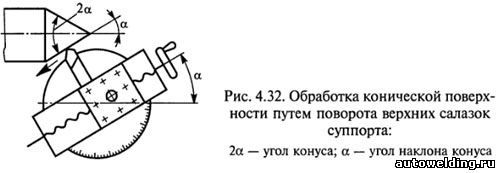
ניתן לעבד משטחים חרוטיים בעלי שיפועים גדולים על ידי סיבוב המגלשה העליונה של המחוגה עם מחזיק הכלי (איור 4.32) בזווית α השווה לזווית הנטייה של החרוט המעובד. החותך מוזן באופן ידני (עם הידית להזזת המגלשה העליונה), וזה חסרון בשיטה זו, שכן ההזנה הידנית הלא אחידה מובילה לעלייה בחספוס של המשטח המעובד. בדרך זו מעובדים משטחים חרוטיים, שאורכם תואם את אורך השבץ של המגלשה העליונה.
ניתן לעבד משטח חרוטי באורך גדול עם זווית α= 8 ... 10° כאשר עמוד הזנב נעקר (איור 4.33)
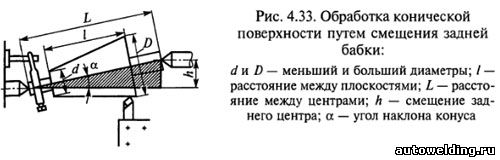
בזוויות קטנות sinα ≈ tgα
h≈L(D-d)/(2l),
כאשר L הוא המרחק בין המרכזים; D - קוטר גדול יותר; d - קוטר קטן יותר; l הוא המרחק בין המטוסים.
אם L = l, אז h = (D-d)/2.
העקירה של עמוד התנופה נקבעת על פי קנה המידה המודפס על פני הקצה של לוחית הבסיס מצד גלגל התנופה, והסיכון על פני הקצה של בית גב האחורי. ערך החלוקה בסולם הוא בדרך כלל 1 מ"מ. בהיעדר קנה מידה על לוחית הבסיס, הקיזוז של עמוד הזנב נמדד באמצעות סרגל המחובר ללוחית הבסיס.
כדי להבטיח את אותה קונימיות של אצווה של חלקים המעובדים בדרך זו, יש צורך כי לממדים של חלקי העבודה והחורים המרכזיים שלהם יהיו סטיות קלות. מכיוון שחוסר יישור של מרכזי המכונה גורם לבלאי של החורים המרכזיים של חלקי העבודה, מומלץ לבצע תחילה עיבוד של המשטחים החרוטיים, לאחר מכן לתקן את החורים המרכזיים, ולאחר מכן לסיים את הגימור. כדי לצמצם את התמוטטות החורים המרכזיים ואת בלאי המרכזים, רצוי לבצע את האחרון עם צמרות מעוגלות.
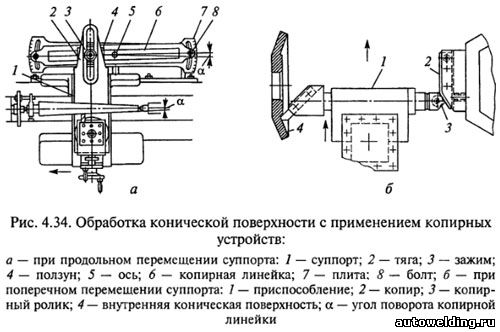
נפוץ למדי הוא עיבוד של משטחים חרוטיים באמצעות מכונות צילום. לוחית 7 מחוברת למצע המכונה (איור 4.34, א) עם סרגל העתקה 6, שלאורכו נע המחוון 4, המחובר לקליפר 1 של המכונה באמצעות מוט 2 באמצעות מהדק 5. לתנועה חופשית של המכונה. קליפר בכיוון הרוחבי, יש צורך לנתק את הבורג של תנועת ההזנה הרוחבית. עם התנועה האורכית של הקליפר 1, החותך מקבל שתי תנועות: אורך מהקליפר ורוחבי מסרגל הצילום 6. התנועה הרוחבית תלויה בזווית הסיבוב של סרגל הצילום 6 ביחס לציר 5 הסיבוב. זווית הסיבוב של הסרגל נקבעת על ידי החלוקים על הצלחת 7, מקבעים את הסרגל עם ברגים 8. תנועת החותך לעומק החיתוך מתבצעת על ידי הידית להזזת שקופית הקליפר העליון. המשטחים החרוטיים החיצוניים מעובדים עם חותכי דרך.
שיטות לעיבוד משטחים חרוטיים פנימיים
העיבוד של המשטח החרוט הפנימי 4 של חומר העבודה (איור 4.34, ב) מתבצע על פי מכונת הצילום 2 המותקנת בקולמוס הזנב או בצריח המכונה. במחזיק הכלי של הקליפר הרוחבי, מתקן 1 מותקן עם גלגלת העתקה 3 וחותך מחודד. עם התנועה הרוחבית של התמיכה, רולר הפיקה 3, בהתאם לפרופיל של הפקה 2, מקבל תנועה אורכית, המועברת לחותך דרך המכשיר 1. משטחים חרוטיים פנימיים מעובדים עם חותכים משעממים.
כדי להשיג חור חרוטי בחומר מוצק, חומר העבודה מעובד תחילה מראש (קדיחה, משועמם), ולאחר מכן לבסוף (פרוס). החפירה מתבצעת ברצף על ידי קבוצה של חוטפים חרוטים. קוטר החור שנקדח מראש הוא 0.5 ... 1 מ"מ פחות מקוטר העופרת של הכורך.
אם נדרש חור חרוטי בעל דיוק גבוה, אזי הוא מעובד עם כיור קוני לפני הקילוח, שעבורו קודחים חור בקוטר של 0.5 מ"מ פחות מקוטר החרוט בחומר מוצק, ולאחר מכן נקדח חור קוטר של 0.5 מ"מ קטן מקוטר החרוט. בשימוש. כדי להפחית את ההפרשה עבור שקיעה נגדית, משתמשים לפעמים במקדחי צעד בקטרים שונים.
עיבוד חורים מרכזיים
בחלקים כגון פירים, נעשים לעתים קרובות חורים מרכזיים, המשמשים לאחר מכן לפנייה וטחינה של החלק ולשחזורו במהלך הפעולה. על בסיס זה, הריכוז מתבצע בקפידה במיוחד.
החורים המרכזיים של הפיר חייבים להיות על אותו ציר ובעלי אותם חורים חרוטיים בשני הקצוות, ללא קשר לקוטר של יציבות הקצה של הפיר. אם דרישות אלו אינן מתקיימות, דיוק העיבוד יורד והבלאי של מרכזים וחורים מרכזיים גדל.
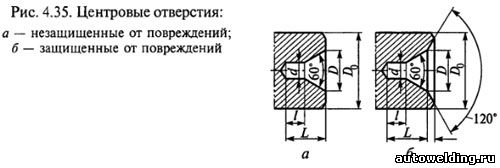
העיצובים של החורים המרכזיים מוצגים באיור. 4.35. חורים מרכזיים עם זווית חרוט של 60 מעלות הם הנפוצים ביותר. לפעמים בפירים כבדים זווית זו מוגברת ל-75 או 90°. על מנת שהחלק העליון של המרכז לא ינוח על חומר העבודה, נעשים שקעים גליליים בקוטר d בחורים המרכזיים.
כדי להגן מפני נזק, חורים מרכזיים לשימוש חוזר עשויים עם שיפוע בטיחות בזווית של 120 מעלות (איור 4.35, ב).
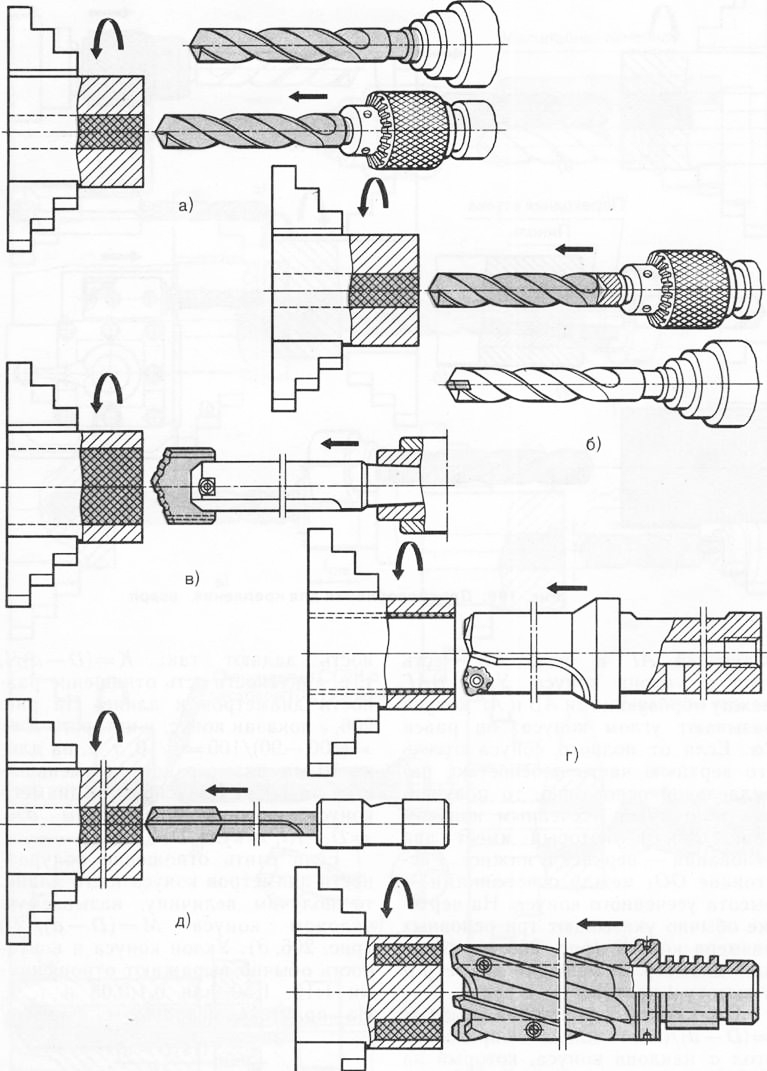
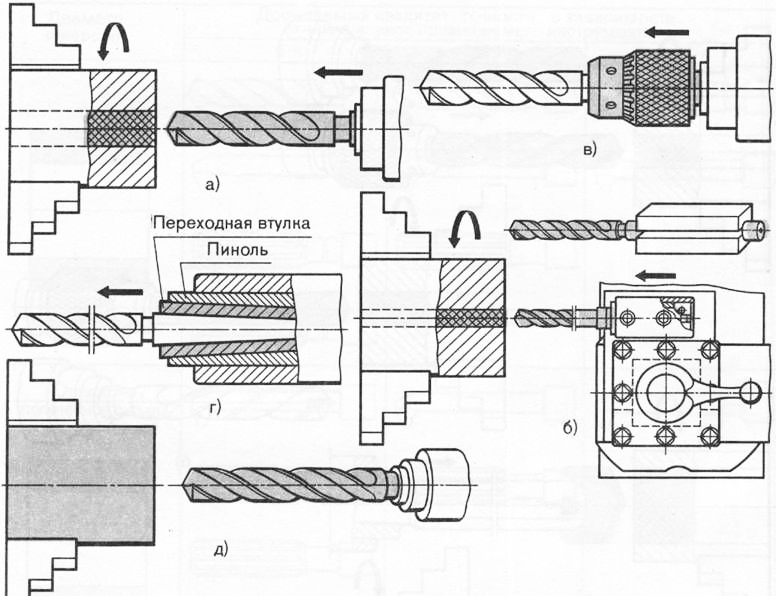
שיטות שונות משמשות למרכז חורים בחלקי עבודה קטנים. חומר העבודה מקובע בצ'אק מרוכז בעצמו, וצ'אק קידוח עם כלי מרוכז מוחדר לקולמוס הזנב. חורים מרכזיים בגדלים גדולים מעובדים תחילה עם מקדחה גלילית (איור 4.36, א), ולאחר מכן עם שיניים חד-שיניים (איור 4.36, ב) או רב שיניים (איור 4.36, ג). חורים מרכזיים בקוטר של 1.5 ... 5 מ"מ מעובדים עם מקדחות משולבות ללא שיפוע בטיחות (איור 4.36, ד) ועם שיפוע בטיחות (איור 4.36, ה).

חורים מרכזיים מעובדים עם חומר עבודה מסתובב; תנועת ההזנה של כלי המרוכז מתבצעת באופן ידני (מגלגל התנופה של עמוד הזנב). הקצה, שבו מעובד החור המרכזי, נחתך מראש בעזרת חותך.
הגודל הנדרש של החור המרכזי נקבע על ידי העמקת כלי המרוכז, באמצעות חוגת גלגל התנופה של עמוד התנופה או סקאלת הנוצה. כדי להבטיח את יישור החורים המרכזיים, החלק מסומן מראש, וחלקים ארוכים נתמכים במנוחה יציבה במהלך הריכוז.
חורים מרכזיים מסומנים בריבוע.
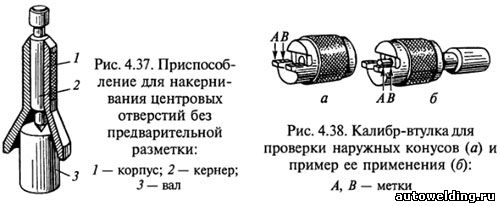
לאחר הסימון, החור המרכזי מנוקב. אם קוטר צוואר הפיר אינו עולה על 40 מ"מ, אז ניתן לנקב את החור המרכזי ללא סימון מקדים באמצעות המכשיר המוצג באיור. 4.37. גוף 1 של המתקן מותקן ביד שמאל על קצה הפיר 3 ומרכז החור מסומן במכת פטיש על האגרוף המרכזי 2.
אם במהלך הפעולה המשטחים החרוטיים של החורים המרכזיים נפגעו או נשחקו בצורה לא אחידה, ניתן לתקן אותם עם חותך. במקרה זה, הכרכרה העליונה של הקליפר מסובבת על ידי זווית החרוט.
שליטה על משטחים חרוטיים
המתח של המשטחים החיצוניים נמדד עם תבנית או גוניומטר אוניברסלי. למדידות מדויקות יותר, משתמשים במדדי שרוול (איור 4.38), בעזרתם בודקים לא רק את זווית החרוט, אלא גם את הקטרים שלו. שניים או שלושה סיכונים מוחלים על פני השטח המעובדים של החרוט עם עיפרון, ואז מניחים שרוול-מד על החרוט הנמדד, לוחץ עליו מעט ומסובב אותו לאורך הציר. עם קונוס מבוצע נכון, כל הסיכונים נמחקים, וקצה החלק החרוט נמצא בין סימנים A ו-B.
בעת מדידת חורים חרוטיים, נעשה שימוש במד תקע. נכונות העיבוד של חור חרוטי נקבעת (כמו במדידת קונוסים חיצוניים) על ידי המגע ההדדי של משטחי החלק ומד התקע. אם שכבה דקה של צבע שהונחה על מד התקע נמחקת בקוטר קטן, אזי זווית החרוט בחלק גדולה, ואם קוטר גדול- הזווית קטנה.
לקטגוריה:
הפיכת עסקים
עיבוד שבבי של משטחים חרוטיים חיצוניים ופנימיים
אם סובב משולש ישר זווית ABV סביב רגל AB, אז הגוף שנוצר נקרא חרוט מלא, רגל AB הוא גובה החרוט. הישר AB נקרא הגנרטריקס של החרוט, והנקודה A היא הקודקוד שלו. כאשר הרגל BV מסתובבת סביב הציר AB, נוצר משטח הנקרא בסיס החרוט. הזווית בין הגנרטריקס AG לציר AB היא זווית a של שיפוע החרוט. הזווית VAG בין המחוללים AB ו-AG של החרוט נקראת זווית החרוט; זה שווה ל-2a. אם חותכים את חלקו העליון מחרוט מלא על ידי מישור מקביל לבסיס, אז הגוף המתקבל יהיה חרוט קטום (איור 206.6), שיש לו שני בסיסים - עליון ותחתון. המרחק 001 בין הבסיסים הוא גובה החרוט הקטום. השרטוט מציין בדרך כלל שלושה ממדים עיקריים של החרוט (איור 206, ג): הקוטר D הגדול יותר, הקוטר d הקטן יותר וגובהו של החרוט.
אורז. 198. יישום מקדחים ליצירת חורים
אורז. 199. מכשירים לחיזוק מקדחות
באמצעות הנוסחה tga = = (D- d) / (2l), אתה יכול לקבוע את זווית a של נטיית החרוט, המוגדרת על המחרטה על ידי סיבוב התמיכה העליונה או הזזת עמוד הזנב. לפעמים המתח מוגדר באופן הבא: K \u003d (D - d) / l, כלומר, המתח הוא היחס בין ההבדל בקטרים לאורך. על איור. 206, d מראה חרוט, שבו K \u003d \u003d (100 -90) / 100 \u003d 1/10, כלומר, לאורך של 10 מ"מ, קוטר החרוט יורד ב-1 מ"מ. מתחדדת וקוטר החרוט קשורים במשוואה d = D - Kl, ומכאן D = d + Kl.
אם ניקח את היחס בין חצי ההפרש של קטרים של החרוט לאורכו, נקבל ערך שנקרא שיפוע החרוט M \u003d (D - d) / (2l) (איור 206, ה) . השיפוע של החרוט והטיפר מתבטאים בדרך כלל ביחסים של 1:10, 1:50 או 0.1:0.05 וכו'. בפועל משתמשים בנוסחה
אורז. 200. קידוח חורי ניקוז עיוורים ועמוקים
אורז. 201. חור משעמם
בהנדסת מכונות, קונוסים מורס וחרוטים מטריים נפוצים. לחרוט המורס (איור 207) שבעה מספרים: 0, 1, 2, 3, 4, 5 ו-6. כל מספר מתאים לזווית נטייה מסוימת: הקטן ביותר הוא 0, הגדול ביותר הוא 6. הזוויות מכולם קונוסים שונים. לקונוסים המטריים יש נטייה של 4; 6; 80; מאה; 120; 160 ו-200; יש להם אותה זווית שיפוע (איור 208).
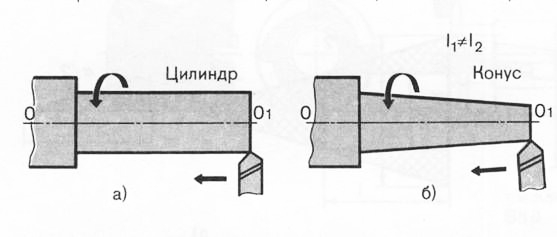
העיבוד של משטחים חרוטיים שונה מעיבוד של גליליים רק על ידי זווית הזנת החותך (איור 209), אשר מושגת על ידי הגדרת המכונה. כאשר חומר העבודה מסובב, קצה החותך נע בזווית a (זווית החרוט). על מחרטה, קונוסים מעובדים בכמה דרכים. העיבוד של קונוס עם חותך רחב מוצג באיור. 210 א. במקרה זה, גובה החרוט צריך להיות לא יותר מ-20 מ"מ. בנוסף, קצה החיתוך של החותך נקבע בזווית a לציר הסיבוב של החלק בדיוק לאורך גובה המרכזים (איור 210.6).
רוב בצורה פשוטהכדי להשיג משטחים חרוטיים היא העקירה של קו המרכזים. שיטה זו משמשת רק בעת עיבוד משטחים במרכזים על ידי הזזת גוף הזנב. כאשר מעבירים את גוף האחורי אל העובד (לכיוון מחזיק הכלי), נוצר משטח חרוטי, שבו הבסיס הגדול יותר של החלק מופנה לכיוון העמוד הראשי (איור 211, א). כאשר גוף עמוד האחורי נעקר מהעובד, הבסיס הגדול יותר ממוקם לכיוון עמוד האחור (איור 211.6). תזוזה לרוחב של גוף הזנב H = L - sina. עם שינוי קל בזווית הנטייה של החרוט a, נוכל להניח כי sinaa;tga, אז H = L(D - d)/(2l). תזוזה של גוף גב הזנב נמדדת עם סרגל (איור 211, ג), ניתן לבדוק את יישור המרכזים גם עם סרגל (איור 211, ד). עם זאת, כאשר מעבירים את גוף האחורי, יש לזכור שההזזה מותרת לא יותר מ-1/50 מאורך החלק (איור 211, ה). עם היסט גדול יותר, נוצרת התאמה לא מלאה של החורים המרכזיים של החלק והמרכזים, מה שמפחית את הדיוק של המשטח המעובד.
אורז. 203. מחוון בתוך מד למדידת עומק החורים: 1 - גשר מרכז; קצה מדידה 2; מנוף 3-כפול; 4-הדגשה מתכווננת; 5 קפיץ, מבטל את הפער באלמנטי ההולכה; מוט מחוון 6 מדידה
אורז. 204. זנרים מוצקים ורכובים
אורז. 205. הסתובב
כדאי לעבד קונוסים עם זווית גדולה a וגובה קטן על ידי סיבוב התמיכה העליונה. שיטה זו משמשת בעת עיבוד החרוט החיצוני (איור 212, א) והפנימי (איור 212.6). במקרה זה, הזנה ידנית מתבצעת על ידי סיבוב הידית של התמיכה העליונה. כדי לסובב את הקליפר העליון לזווית הנדרשת עם הזנה מכנית, נעשה שימוש בחלוקות, מודפסות על האוגן של החלק המסתובב של הקליפר. אם הזווית a לא צוינה בשרטוט, היא מחושבת באמצעות הנוסחה tga = (D - d)/(2l). החותך מוגדר אך ורק במרכז. סטייה מישור הגנרטריקס של החרוט המעובד מתרחשת כאשר החותך מותקן מעל (איור 213.6) או מתחת (איור 213, ג) לקו האמצע.
כדי להשיג משטחים חרוטיים עם ^ 10 ... 12 °, סרגל העתקה משמש (איור 214). על הצלחת 1 מותקן סרגל 2 המסובב בזווית הנדרשת a מסביב לפין 3 ומקובע בעזרת בורג 6. המחוון 4 מחובר בצורה נוקשה לחלק הרוחבי של התמיכה 8 באמצעות מוט 7 ומהדק 5. יש להתקין את סרגל ההעתקה במקביל לגנרטריקס של החרוט, אותו יש להשיג . זווית הסיבוב של סרגל ההעתקה נקבעת מהביטוי tga = (Z) - d)/(2l). אם החטיבות על הלוח מצוינות במילימטרים, אזי מספר החטיבות הוא C - H (D - d) / (2l), כאשר R הוא המרחק מציר הסיבוב של הסרגל לקצהו.
חרוט, שאורכו של הגנרטריקס גדול יותר מאורך המהלך של עגלת המחוגה העליונה, מסובב על ידי הפעלת הזנות אורכיות ורוחביות (איור 215). במקרה זה, יש לסובב את הכרכרה העליונה בזווית p ביחס לקו המרכז: sinp = tga (Snp / Sn + 1), כאשר OPR ו-Sn הם הזנות האורך והרוחב. כדי להשיג חידוד בצורה הנדרשת, החותך מוגדר אך ורק במרכז.
החור החרוט מעובד ברצף הבא. קודח חור בקוטר מעט קטן יותר מקוטר הבסיס הקטן יותר של החרוט (איור 216), ואז קודחים את החור עם מקדחה. לאחר מכן, החור המדורג משועמם עם חותך. דרך נוספת להשיג חור חרוטי היא קידוח חור (איור 217, א), רימינג גס (איור 217.6), גימור למחצה (איור 217, ג), גימור (איור 217, ד).
אורז. 206. פרמטרים גיאומטריים של נונוס
משטחים חרוטיים נשלטים על ידי גוניומטרים (איור 218, א), מדידים (איור 218, b, c) ותבניות (איור 218, ד). חורים מחודדים נבדקים עבור מדפים וסיכונים המסומנים על המדידים (איור 219). אם קצה החור המחודד של החלק חופף לקצה השמאלי של המדף, ו קוטר חיצוניעולה בקנה אחד עם אחד הסימנים או ממוקם ביניהם, אז הממדים של החרוט תואמים את אלה הנתונים.
אורז. 207. התחדד מורס
![]()
אורז. 208. נונוס מטרי
אורז. 209. תכנית לעיבוד משטחים גליליים ולא-נוניים: א-החלק העליון של החותך נע במקביל לציר המרכזים; b-החלק העליון של החותך נע בזווית n לציר המרכזים
פיתוח שיעור בנושא "עיבוד חורים חרוטיים עם סט חוטמים חרוטיים" בדיסציפלינה "הכשרה תעשייתית".
התמחות 1109000 "חריטה ועיבוד מתכת"; הסמכה 1109012 "טרנר".
נושא התוכנית הוא "עיבוד משטחים חרוטיים". 36 שעות מוקצות ללימוד נושא זה. משך שיעור הכשרה תעשייתית הוא יום אקדמי שלם (שש שעות הכשרה). הנושא "עיבוד חורים מחודדים עם סט חוגרים מחודדים" נלמד בשיעור אחד.
זֶה פיתוח מתודולוגיהוא ליצור אצל התלמידים את הכישורים והיכולות הראשוניות עם ביצועים גבוהים.
1. הצדקה של היתכנות דידקטית של הפיתוח המתודולוגי המוצע
תהליך ההכשרה התעשייתית מיושם בצורות שונות.
צורות הארגון העיקריות של הכשרה תעשייתית:
שיעור, שיעור בסדנאות חינוכיות;
עיסוק בבית המלאכה של המפעל;
תְקוּפַת הִתמַחוּת.
שיעור בהכשרה תעשייתית הוא עיסוק בסדנאות הדרכה. הספציפיות שלו היא היווצרות הכישורים המקצועיים הראשוניים הדרושים לעבודה יצרנית בתנאי ייצור.
בהתאם למטרות ולתוכן של החומר הנלמד, יש הסוגים הבאיםשיעורי הכשרה תעשייתית:
שיעורים על לימוד טכניקות עבודה ופעולות;
שיעורים על יישום עבודה מורכבת;
שיעור מבחן.
מטרת השיעור בלימוד טכניקות ופעולות עבודה היא להקנות לתלמידים ידע ייצור וטכני, מיומנויות ראשוניות ויכולות לביצוע הטכניקות והפעולות הנלמדות.
היעילות והאפקטיביות של שיעור נקבעת במידה רבה על ידי המבנה שלו, המובן כסדר ואינטראקציה פנימיים שנקבעו באופן דידקטי.
"מטבע הדברים, התלמידים אוהבים יותר שיעורים חדשניים בגלל העיצוב יוצא הדופן שלהם, שיטות הארגון וההתנהלות, היעדר מבנה נוקשה, קיומם של תנאים למימוש עצמי וכו'. לכן, שיעורים כאלה צריכים להיות בארסנל של כל מורה .
יחד עם זאת, יש לזכור כי בשיעורים כאלה, ככלל, אין עבודה קוגניטיבית רצינית של תלמידים, היעילות שלהם נמוכה. בגלל זה, הם לא צריכים לשלוט במבנה הכללי של ההוראה, המאסטרים צריכים לקבוע את מקומם של שיעורים לא מסורתיים בעבודתם.
לכן, הפיתוח המוצע של מתודולוגיה לביצוע שיעור הכשרה תעשייתי בנושא "עיבוד חורים חרוטיים עם קבוצה של חוגרים חרוטיים" הוא יעיל. בשיעור זה, התלמידים יגבשו את הכישורים והיכולות המקצועיות הראשוניות של עיבוד חורים מחודדים עם קבוצה של חוגרים מחודדים.
2. מערך שיעור
נושא התוכנית:"עיבוד של משטחים חרוטיים"
נושא השיעור:"עיבוד של חורים חרוטיים עם קבוצה של קורצים חרוטיים".
מטרות השיעור:
דִידַקטִי:
לעניין סטודנטים בתהליך פעילויות הפקה;
ליצור ידע על אמצעי זהירות במהלך הפריסה;
להכיר לתלמידים סט של רימרים לעיבוד חורים חרוטיים;
בניית כישורי תלמידים:
* לקבוע את קוטר החור לפריסה;
* להכין פתחים לפריסה;
* התקן ותקן את הכורך בנוצה tailstock;
* לבצע נכון טכניקות פריסה;
מתפתח:
לפתח חשיבה מופשטת;
לפתח ארגון במקום העבודה;
חינוכי:
לטפח יחס אכפתי לכלים ולציוד, לפתח נחישות ורצון בביצוע העבודה המתוכננת.
סוג שיעור: שיעור בחקר שיטות עבודה ופעולות.
שיטות שיעור: סיפורים, שיחות, הדגמות אישיות, טכניקות, תרגילים לביצוע טכניקות ופעולות פריסה.
עבודת חינוך והפקה:
ציוד חומרי וטכני:
ריקים;
מְחוּגָה;
מד-תקעים;
רישומי פרטים;
כרטיסי הוראות;
סטים של רימרים לעיבוד חורים חרוטיים;
מקדחים הם ספירליים.
במהלך השיעורים.
חלק ארגוני(5 דקות.):
סמן נעדר ביומן;
בדיקת תאימות מראה חיצוניכללי הבטיחות של התלמידים.
אימון אינדוקציה(35 דקות):
הודעה על נושא ומטרת השיעור;
עדכון הידע הבסיסי של התלמידים בנושא השיעור:
* לדבר על מטרת הפריסה;
* לדבר על המינוי ו מאפייני עיצובטיוטא, גימור למחצה וגימור;
הצגת חומר חדש והדגמה אישית של טכניקות:
* הערך של פריסה עם קבוצה של חוגרים חרוטיים לפנייה;
* קביעת קוטר החור לפריסה;
* הכנת פתחים לפריסה;
* הנוהל לקיבוע הכורך בקולמוס הזנב;
* תהליך טכנולוגיייצור חלקים;
* שיטות עבודה מתקדמות;
* ניתוח של ציור הפרטים, דרישות טכניות,
* אזהרה מפני נישואין בעבודה;
* הדגמה אישית של טכניקות לפריסת חורים חרוטיים;
* סדר התרגילים על ידי תלמידים ושליטה עצמית;
* אמצעי זהירות לארגון מקום העבודה במהלך הפריסה;
איחוד חומר התדריך המבוא:
* ספר כיצד לקבוע את קוטר החור לפריסה;
* לספר ולהראות את הנוהל להתקנה ואבטחת טכניקות הסוויפ והפריסה;
* לדבר על הליך הכנת חורים לפריסה;
* לדבר על התהליך הטכנולוגי של החלק המיוצר;
* לדבר על אמצעי זהירות במהלך הפריסה.
תרגילי תלמידים והדרכה שוטפת (5:00):
תרגילי תלמידים בעת פריסת חורים חרוטיים:
* התקן את חומר העבודה בצ'אק, המקדחה - בקולמוסים, התאם את המכונה למספר הסיבובים הנדרש;
* לקבוע את קוטר החור לפריסה;
* לקדוח חור לקוטר הדרוש ( קוטר פנימיחלקים, אורך חלק, אורך חור);
* בדוק את קוטר החור;
* התקן סריקה גסה בנוצה;
* להתאים את המכונה למספר הסיבובים הנדרשים במהלך הפריסה;
* התקן ואבטח את עמוד הזנב במרחק כזה מקצה החלק שניתן לבצע את הפריסה לאורך הנדרש עם הארכה מינימלית של הנוצה מגוף גב האחורי;
* הזז את הקוצר בצורה חלקה (ללא פגיעה) לפנים הקצה של חומר העבודה;
* הפעל את המכונה ובצע פריסה גסה;
* התקן מחדש סריקה גסה לחצי גימור;
* לבצע פריסת חצי גימור;
* התקן מחדש את מטאטא הגימור למחצה על הגימור;
* לבצע פריסה נקייה;
* הסר את חומר העבודה, כבה את המכונה;
יעד ביקורים במקומות עבודה של סטודנטים:
* לבדוק את ארגון המשרות ואת עמידה בזמנים של תחילת העבודה;
* לבדוק את נכונות שיטות קידוח חורים לפריסה ושיטות בקרה;
* במידת הצורך, בעקיפת מקומות עבודה, להעניק סיוע לסטודנטים;
* לבדוק את היישום הנכון של טכניקות פריסה;
* לבדוק את תקינות שיטות החזקת מכשירי בקרה ומדידה;
* לבדוק את השימוש של התלמידים בתהליך העבודה בכרטיס ההדרכה והציור;
* לבדוק שהתלמידים עומדים בתקנות הבטיחות במהלך הפריסה;
* מתן סיוע פרטני לסטודנטים;
* בדוק את איכות החלקים המיוצרים.
תדרוך אחרון (15 דקות.):
דיווח על השגת מטרות השיעור;
לנתח את התקדמות התרגילים;
לערוך ניתוח השוואתי של עבודת התלמידים ולהסיק מסקנה;
להכיר בביצועים מצוינים של תלמידים;
לזהות ולציין את הסיבות לנישואין;
ליידע את התלמידים על הערכת העבודה שבוצעה;
ליידע את התלמידים על נושא השיעור הבא;
הנפקת משימה בבית: ערכו תהליך טכנולוגי לייצור חלק.
שלב תדרוך היכרות
תדריך היכרות פותר את המשימות הבאות:
א) הכרת התלמידים עם תוכן העבודה הקרובה והאמצעים בהם ניתן לבצעה (ציוד, כלים, מתקנים וכדומה);
ב) היכרות עם תיעוד טכני ודרישות לתוצאה הסופית (תוצר) העבודה;
ג) הסבר על הכללים ורצף העבודה בכללותה וחלקיה הבודדים (טכניקות, פעולות וכו');
ד) אזהרת תלמידים מפני קשיים אפשריים, טעויות;
ה) במידת הצורך, הצגת שיטות של שליטה עצמית על ביצוע הפעולות.
הפעלת הפעילות הקוגניטיבית במהלך תדריך המבוא תורמת למימוש הידע, המיומנויות והיכולות המעשיות שנרכשו בעבר, המראה את המשמעות המעשית של החומר הנלמד לפעילות מקצועית.
בעת הכנה לשיעור הכשרה תעשייתית, המאסטר קובע את הארגון והמתודולוגיה של פעילותו, חושב על פעילות התלמידים בשלב השיעור.
הארגון לתדריך ההיכרות כולל את הדברים הבאים.
יש צורך לבדוק את יכולת השירות והתפעול של הציוד והכלים, זמינות התיעוד והעזרים החזותיים הדרושים, ריקים וחומרים לביצוע עבודת הדרכה וייצור. סדרו הכל מוכן לפי סדר השימוש כך שיהיה תמיד בהישג יד כך שלא תצטרכו לבזבז זמן בחיפושים.
בסיס תדריך המבוא הוא הצגת והסבר הטכניקות והשיטות לביצוע הפעולה הנלמדת. בשלב זה של תדריך ההיכרות, כאשר ה רקע תיאורטיהקרוב פעילות עבודה, מיושמת השיטה להצגת פעולות עבודה. הכלל ליישום שיטה זו ניתן בטבלה 1.
טבלה 1 כללים ליישום שיטת הצגת פעולות העבודה
| פעילות מאסטר | פעילות תלמידים | |
| הסבר על מטרת המיומנויות שנוצרו מציג את כל זרימת העבודה בקצב רגיל בידוד פעולות, טכניקות ופעולות בסיסיות בתהליך הלידה הצגת פעולות בודדות, טכניקות ושיטות ליישום שלהן על פי כרטיס ההוראות שאילת שאלות לניתוח כרטיס ההדרכה הצגת כל פעילויות הלמידה בהילוך איטי אתגר תלמיד אחד או שניים לשחק את הפעולות המוצגות | הבנת חשיבות תהליך העבודה בפעילות מקצועית התבוננות, תפיסה הוליסטית של תהליך הלידה ניתוח ההרכב והמבנה של פעילות העבודה הבנה כיצד לבצע כל פעולה, כיצד לעבוד עם כרטיס הוראות תשובות לשאלות תפיסה נפשית תצפית, ניתוח | |
| פעילות מאסטר | פעילות תלמידים | |
| ניתוח טעויות תלמידים חזרה על כל תהליך הלידה בקצב רגיל | ניתוח שיטות עבודה רבייה נפשית של פעילות עבודה | |
הצגת טכניקות עבודה, אתה צריך לשלב במיומנות הדגמה מעשית והסברים מילוליים. אתה לא יכול להראות טכניקות בשקט, אבל אתה לא צריך להיות מילולי בו זמנית. בעזרת מילים ניתנים הסברים חולפים, תשומת לב התלמידים מופנית למשמעותי ביותר, לחלק ה"בלתי נראה" בטכניקה, מסכמים את תוצאות המופע.
ניתן להשלים את תדריך המבוא רק כאשר המאסטר משוכנע שרוב התלמידים יוכלו להתחיל בהצלחה מספיק. אם אין ביטחון כזה, יש להמשיך בתדריך עד להשגת המטרה.
שלב התדריך הנוכחי
תדרוך שוטף מבוצע במהלך היישום על ידי התלמידים עבודה מעשית. בשלב זה של השיעור, המאסטר מארגן מערכת תרגילים לתלמידים; בפיקוח על עבודת התלמידים, הוא מקפיד על הכללים הבסיסיים הבאים:
1) להתבונן בתלמידים במהלך התרגילים מבלי שהם יבחינו בהם;
2) להתעמק בעבודתו של כל תלמיד, בלי לאבד את העבודה של הקבוצה כולה;
3) לספק סיוע לתלמידים בזמן, להרגיל אותם להתגבר באופן עצמאי על קשיים, אך לא לאפשר תיקון טעויות;
4) לא לסיים את העבודה עבור התלמידים - זה מלמד אותם להיות חוסר אחריות
5) להרגיל כל הזמן את התלמידים לתכנון ושליטה עצמית שיטתית בעבודתם;
6) להראות קפדנות בדרישות ליישום כללי בטיחות בעבודה וארגון מקומות העבודה;
7) לא להתערב בעבודת התלמידים ללא צורך מיוחד;
8) להבטיח שהתלמידים עצמם יבינו את טעויותיהם, יבינו אותן וימצאו דרכים לתקן ולמנוע אותן;
9) אם הטעויות שנעשו אופייניות לרוב התלמידים, ערכו הוראה שוטפת קולקטיבית של כל הקבוצה.
במהלך התדריך הנוכחי, המאסטר ממקד את תשומת הלב של כל קבוצת האימון בטכניקות ובשיטות היעילות ביותר לביצוע הפעולה הנלמדת.
הפעלת הקבוצה מושגת על ידי הצגת הערכה מדורגת של ביצוע פעולות בודדות, תוצאות העבודה בכללותה.
שלב התדריך האחרון
כדי לשפר את יעילות התדריך הסופי, ניתן להמליץ על הדברים הבאים:
1) שים תמיד את סיכום יישום משימות הלמידה של השיעור בחזית;
2) לתת לתדריך הסופי אופי לומד;
3) לשתף את התלמידים בדיון פעיל בתוצאות השיעור הקודם;
4) להשתמש במיומנות בניתוח של מיטב עבודת החינוך וההפקה של התלמידים;
5) לנתח את תוצאות השיעור בצורה מקיפה ואובייקטיבית, לתת ציונים - להתווכח;
6) בעת הוצאת שיעורי בית, הקפד להדריך את התלמידים כיצד להשלים אותם.
4. תקציר של החומר החדש והצגה אישית של טכניקות
המשמעות של גריסת חורים מתחדדים עם סט חורצים מתחדדים לפנייה
במחרטות, ניתן לבצע עיבוד של חורים מחודדים עם זווית מתחדדת קטנה עם סט חודדים.
על ידי קידוח מתקבל משטח חרוטי מדויק ועדין.
קבוצה של קורצים חרוטיים כוללת שלושה חוגרים (חיספוס, גימור למחצה, גימור), אשר מעבדים מראש ברצף חור קדוח. לחולצים יש עיצובים חדישים שונים. לחולץ המחוספס יש ארבעה קצוות חיתוך, לחולץ הגימור למחצה יש שישה, ולחורר הגימור יש שמונה.
קביעת קוטר החור והכנת החור לקריסה
חור לקדוח בחומר העבודה נקדח בקוטר של 0.5 - 1.0 מ"מ קטן מקוטר קונוס המנחה של הפורץ.
חור לקידוח בקוטר של עד 25 מ"מ נקדח במקדחה אחת, ואם קוטר החור עולה על 25 מ"מ, מומלץ לקדוח ברצף במספר מקדחות בקטרים שונים.
הכנת חור לפריסה. לפני תחילת העבודה, בדוק את צירוף המקרים של הקודקודים של החזית ו מרכזים מאחורמְכוֹנָה. לאחר מכן, התקן את חומר העבודה בתוך הצ'אק ובדקו שהשטף (האקסצנטריות) שלו ביחס לציר הסיבוב אינו עולה על הקצבה שהוסרה במהלך סיבוב חיצוני. בדוק גם את יציאת הקצה של חומר העבודה שבו יעובד החור (יישר את חומר העבודה לאורך הקצה). לאחר מכן, התקן את המקדחה בנוצה tailstock; לעשות קידוח; להסיר את המקדחה, להסיר את הצ'יפס.
סדר תיקון הסוויפ
תקן את הקוצר הגס בחור החרוטי של קולמוס הזנב: פתח את הנוצה על ידי סיבוב הידית, התקן את הקוצר, מהדק את הנוצה.
טכניקות קידוח חורים מחודדים
זנבלנוע לאורך המסגרת למרחק כזה מחומר העבודה שניתן לבצע את הפריסה לאורך הנדרש עם הארכה מינימלית של הנוצה מגוף הזנב;
הפעל את סיבוב הציר עם חומר העבודה;
הביאו את הקוצר בצורה חלקה (ללא פגיעה) לקצה חומר העבודה;
קצף על ידי הסרת שבבים מהחלק עם וו;
התקן מחדש את הפורץ (הסר את הפורץ הגס, תקן את הגימור למחצה);
בצע פריסה חצי גימור;
קח את הכורך, הסר שבבים;
התקן מחדש את החורש (הסר את הגימור למחצה, תקן את הגימור);
בצע פריסה נקייה;
קח את הכורך, הסר שבבים;
עצור את הסיבוב של חומר העבודה;
הסר חומר עבודה;
הסר את הקוצר ונקה אותו.
בטיחות פריסה וארגון מקום העבודה
גורמים טראומטיים שעלולים להופיע במהלך תהליך הפריסה הם כדלקמן: כלי חיתוך; מתקנים לתיקון חומר העבודה; נְסוֹרֶת.
מניעת פציעות. חתכים בידיים עם הקצוות החדים של כלי החיתוך יכולים להתרחש במהלך חיפזון ושיטות לא נכונות של הגדרת הסריקה. על התלמידים להשתמש בכרטיסי ההדרכה בזמן ביצוע טכניקות הפריסה.
לבוש מיוחד מגן על גוף התלמיד מפני פציעה. השרוולים של הסרבל צריכים להתאים לזרועות ולהיצמד עם כפתורים. אסור לקשור שרוולים, מכיוון שקצותיהם יכולים להיתפס על ידי ציר המכונה או מצלמות הבולטות מקצה הצ'אק. ללבוש כיסוי ראש כדי למנוע לכידת שיער.
בעת הפריסה, הקורר מוסר מעת לעת מהחור והחריצים שלו וחור חומר העבודה מנוקים משבבים שהצטברו באמצעות ווים ומברשות. סרבלים, הנעלה מיוחדת מגנה מפני פגיעה בחלקי הגוף על ידי שיבים. השימוש במשקפיים, מגנים ומסכי מגן מונע פגיעה בעיניים על ידי שבבים מעופפים, כוויות בעיניים על ידי חלקים חמים של מתכות.
תקנות הבטיחות אוסרות על מדידת חלקים בזמן שהמכונה נעה, מכיוון שהדבר כרוך בסיכון לפציעה של עובדים עם כלי חיתוך, חומר עבודה או מתקן.
מסקנות
ארגון מקום העבודה חייב להבטיח בטיחות מלאה בעבודה. לא צריך להיות משהו מיותר, מיותר, לא בשימוש בעבודה במקום העבודה. על כל הפריטים המשמשים בעבודה (סט חורשים, מקדחות, כלי מדידה וכו') להיות מקומות אחסון קבועים.
עיבוד חור מחודד
6. עיבוד חורים חרוטיים.
שיטות לעיבוד חורים חרוטיים.העיבוד של חורים חרוטיים יכול להתבצע עם החותך המותקן, כאשר ההחלקה העליונה של הקליפר מסובבת, באמצעות סרגל מחודדופריסה. המהות של שלושת השיטות הראשונות, החישובים הקשורים אליהן והשיטות ליישום שלהן זהות לשיטות המקבילות לעיבוד קונוסים חיצוניים. לכן, כמה מאפיינים של עיבוד חורים חרוטיים בחומר מוצק וריזור של חורים חרוטיים נחשבים להלן.
המוזרויות של עיבוד חורים חרוטיים בחומר מוצק.חורים אלה קודחים מראש. קוטר המקדחה המשמשת במקרה זה צריך להיות 2-3 מ"מ פחות מהקוטר הקטן יותר של החרוט. אם זווית ההתחדד גדולה, אז החור המתקבל כך מושמד או משעמם עם שלבים לפני שעמום. לשם כך רצוי שיהיה חלק (או קונוס לדוגמה) עם קונוס חיצוני זהה לזה שמעובד. לדוגמה, אם החור החרוט המעובד (איור 155, a) צריך להיות בעל קטרים D ו-d באורך l ויש קונוס לדוגמה (איור 156) עם אותם מידות, אז החור יטופל מראש באופן הבא .
מחלקים את אורך החרוט לדוגמה לשלושה חלקים, מודדים את הקטרים d2 ו-d1 ואת המרחקים /2 ו-11 מהקצה הימני ועד לקטעים שבהם מודדים קטרים אלו. לאחר קדיחת החור המיועד לעיבוד (איור 155, 6) עם מקדחה שקוטרו 2-3 מ"מ קטן מ-d, חורצים אותו (איור 155, c) תחילה לעומק מעט פחות מ-/1 עם א. לקדוח בקוטר של פחות מ-dlt ולאחר מכן (איור 155, ד) לעומק מעט פחות מ-4 עם מקדחה שקוטרו קטן מ-d2. לאחר מכן משעמם חור, אשר יכול להיעשות הרבה יותר מהר מאשר אם המתח היה משועמם מיד לאחר הקידוח הראשון (איור 155, ב), כאשר קצבת העיבוד הייתה הרבה יותר גדולה. בעת טיפול מקדים על ידי קידוח חורים חרוטיים גדולים במכונות חזקות, יש צורך להתחיל במקדחה גדולה יותר ולקדוח אותו לעומק של פחות מ/2, לאחר מכן לעבד את המדף השני עם מקדחה בקוטר קטן יותר וכו'.
בהיעדר חרוט דגם, ניתן לקבוע את הממדים d1, d2, l1 ו- /2 על ידי מדידה ישירה שלהם בשרטוט של החלק, תוך התחשבות בקנה המידה שבו הוא עשוי, או על ידי חישובים מתאימים.
זווית המרווח של החותך המשמש בעת משעמם חור חרוטי צריכה להיות  בחר לפי קוטר החור הקטן יותר. זווית זו, המספיקה בתחילת החתך, עשויה להיות קטנה כאשר החותך מגיע לקצה החור המשועמם. כתוצאה מכך, יתרחש חיכוך בין פני החור לפנים האחורי של החותך, דבר שאינו מקובל לפעולתו.
בחר לפי קוטר החור הקטן יותר. זווית זו, המספיקה בתחילת החתך, עשויה להיות קטנה כאשר החותך מגיע לקצה החור המשועמם. כתוצאה מכך, יתרחש חיכוך בין פני החור לפנים האחורי של החותך, דבר שאינו מקובל לפעולתו.
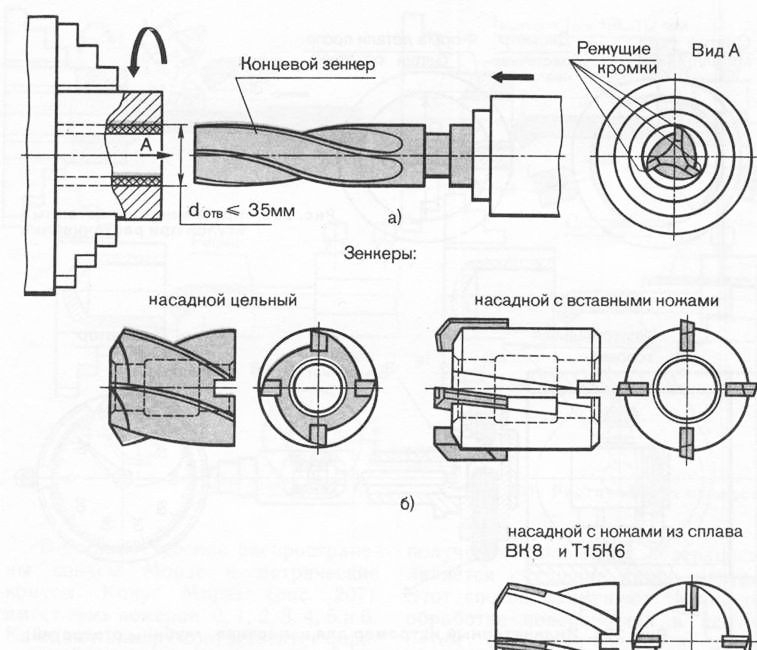
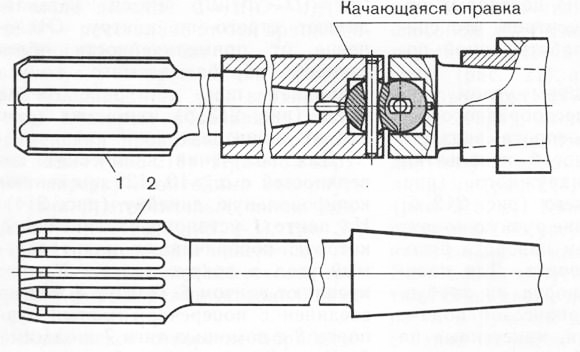
חורים מחודדים. יש לעבד חורים חרוטיים בגדלים מנורמלים (קונוסים פנימיים בתותבים מתאמים, בקוטרי מעטפת, שקעים וכו') באמצעות חורצים (איור 157), קבוצה שלהם עבור סוג וגודל מסוימים של החור החרוט המעובד (לדוגמה , חרס מורס מס' 4) מורכב מ-3 יח'. לכל אחד מהחוררים הללו חלק חרוטי המתאים לגודל החור לו הוא מיועד, ושוק גלילי המסתיים בריבוע. בחלק החרוטי כרסמים את החריצים היוצרים את השיניים. לקורם הראשון (המתקלף) (איור 157, א) יש בדרך כלל מספר קטן של שיניים (הקוצר של חרוט מורס מס' 4 הוא בעל שש שיניים). 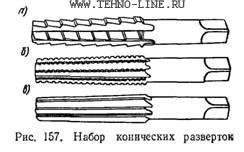 הם עשויים מדורגים עם סידור שלבים לאורך קו סליל. לסריקה השנייה (איור 157, ב) יש מספר גדול משמעותית של שיניים מהראשונה, אך גם מדרגות (כדי להפריד את השבבים המסירים לחלקים). לקורם השלישי (הגימור) (איור 157, ג) יש שיניים ישרות ואחידות; הם עשויים מעט יותר מאשר בסריקה השנייה.
הם עשויים מדורגים עם סידור שלבים לאורך קו סליל. לסריקה השנייה (איור 157, ב) יש מספר גדול משמעותית של שיניים מהראשונה, אך גם מדרגות (כדי להפריד את השבבים המסירים לחלקים). לקורם השלישי (הגימור) (איור 157, ג) יש שיניים ישרות ואחידות; הם עשויים מעט יותר מאשר בסריקה השנייה.
את החור קודחים עם מקדחה בקוטר של 0.5-1.0 מ"מ פחות מהקוטר הקטן יותר של הקודר הראשון. בשל הצורה המדורגת של השיניים של החורר הזה ומיקומן לאורך קו סליל, החור המחורר מדורג. לאחר המעבר של הסוויפ השני, השלבים יורדים בגודלם, אך מספרם גדל. הטאטוא האחרון (הגימור) מסיר את השלבים, והחור המעובד מתקבל עם קירות חלקים. ערכה המיועדת לעיבוד חורים מחודדים עם שיפועים מתחדדים קטנים מורכבת לפעמים משני חולטים. קונוסים רדודים מאוד מעובדים לעתים קרובות מיידית עם קוצר עדין.
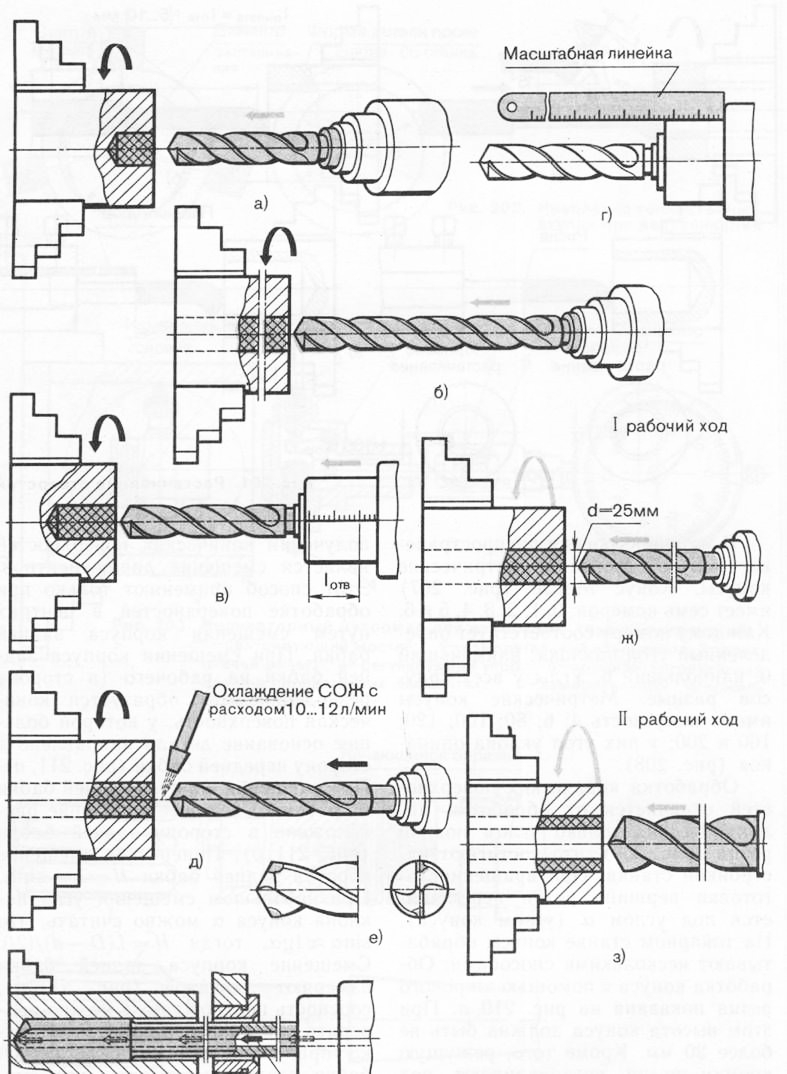
הגדרת הסוויפ במהלך הפעולה מוצגת באיור. 158. קצה העבודה 3 של הכורך מוחדר לחור של חומר העבודה 2 המקובע בצ'אק 1, והקצה הימני נתמך על ידי המרכז 5 המוכנס לתוך הנוצה 6 של עמוד האחור של המכונה. מהדק 4 מונח על הקצה המרובע של הכורך, שקצהו נשען עליו פלטפורמה עליונהקליפר. כאשר הקורץ זז שמאלה, קולמוס הזנב מוזן גם שמאלה על ידי סיבוב מתמשך של גלגל התנופה שלו. אם קצה המהדק מתקרב לקצה השמאלי של הפלטפורמה, הזז את כל הקליפר שמאלה. בעת עיבוד חלקי פלדה, יש לבצע את הקילוח של חורים חרוטיים באמצעות נוזל חיתוך - אמולסיה, סולפופרסול או שמן צמחימעורבב עם נפט וטרפנטין. 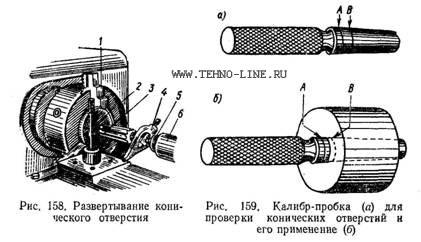
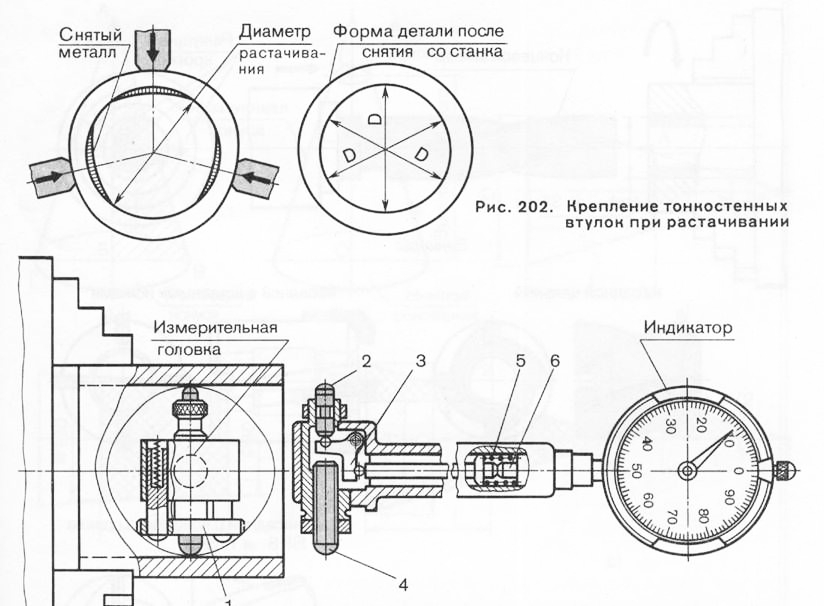
בדיקת חורים מתחדדים.כדי לבדוק את החורים החרוטיים, משתמשים במדדי תקע (איור 159, ג). בעת שימוש בקליבר כזה, ניתן להחיל סימני גיר או עיפרון על המשטח הצדדי שלו. אם לאחר הכנסת המד לחור המיועד לבדיקה וסיבובו מספר פעמים, הסימנים נמחקים לכל האורך, זווית המתח של החור נכונה. אם הם נשחקים רק בקוטר הקטן יותר של הקליבר, זה אומר שזווית המתחדדת גדולה. אם זווית המתח קטנה מדי, קווי הגיר או העיפרון יימחקו רק בקוטר הגדול של הקליבר. הקטרים של החור החרוט נבדקים עם מד תקע מגביל. עם חור סיכון מעובד כהלכה B, שהוחל במהלך הייצור על מד תקע, חייב להיות סגור על ידי החלק, ואסור לכסות סיכון A בקצה החלק (איור 159, ב). אם הסימן B על המד לא מגיע לקצה החלק, יש לעבד את החור בנוסף, ואם הסימן A נכנס עמוק לתוך החלק, האחרון הוא נישואין. לפעמים, במקום חריצים, נוצר מדף בקצה מד השעם. שני הקצוות של המדף תואמים לממדים דרך ודרך, שביניהם צריך להיות ממוקם קצהו של חור חרוטי משועמם כהלכה.
סִפְרוּת
1. פדגוגיה מקצועית: ספר לימוד לסטודנטים הלומדים בהתמחויות ותחומים פדגוגיים. - מ.: עמותה " חינוך מקצועי", 1997. - 512 עמ'.
2. סקקון V.A. מבוא למקצוע מאסטר הכשרה תעשייתית: שיטה. קצבה. - מהדורה שנייה. מתוקן ועוד - מ.: ויש.שק., 1988. - 239 עמ'.
3. Erganova N.E. מתודולוגיית הכשרה מקצועית: הדרכה. - יקטרינבורג.6 ההוצאה לאור רוס. מדינה פרופ'-פד. un-ta., 2003. - 150 עמ'.
4. סקקון V.A. מתודולוגיה של הכשרה תעשייתית בתרשימים וטבלאות. אַרְגַז כֵּלִים. - מ.: אד. המחלקה ל-KNOW ISOM, 2004. - 175p.
5. פשצ'נקו V.N., מחמוטוב ר.ק. מפנה / ספר לימוד לפרופ. הָהֵן. ספר לימוד מפעלים. - מהדורה שלישית. מרכז "אקדמיה", 1997. - 303 עמ'.
המשימה המעשית מכילה 18 גיליונות של טקסט מודפס, טבלה אחת, 5 מקורות בשימוש.
מילות מפתח: הכשרה תעשייתית, טכניקות ותפעול עבודה, מיומנויות ומיומנויות מקצועיות, חור קונוס, הדרכה.
במשימה מעשית פותחה מתודולוגיה להעברת שיעור הכשרה תעשייתית בנושא "עיבוד חורים חרוטיים עם סט חוטים חרוטיים" להכשרת תלמידי הליציום המקצועי של יקטרינבורג במקצוע "טרנר".
העיבוד של משטחים חרוטיים על מחרטות מתבצע דרכים שונות: על ידי סיבוב החלק העליון של המחוגה; תזוזה של גוף הזנב; סיבוב הסרגל החרוט; חותך רחב. השימוש בשיטה כזו או אחרת תלוי באורך המשטח החרוט ובזווית החרוט.
עיבוד החרוט החיצוני על ידי סיבוב ההחלקה העליונה של הקליפר רצוי במקרים בהם יש צורך להשיג זווית שיפוע חרוט גדולה באורך קטן יחסית. האורך הגדול ביותר של הגנרטריקס של החרוט צריך להיות מעט פחות מהשבץ של הכרכרה של הקליפר העליון. עיבוד החרוט החיצוני על ידי הזזת גוף האחורי נוח להשגת קונוסים עדינים ארוכים עם זווית שיפוע קטנה (3 ... 5). לשם כך, הגוף של עמוד הזנב מוזז בכיוון הרוחבי מקו מרכזי המכונה לאורך המדריכים של בסיס ה-headstock. חומר העבודה לעיבוד קבוע בין מרכזי המכונה פנימה נהיגה צ'אקעם צווארון. עיבוד קונוסים באמצעות סרגל קונוס (העתק), קבוע בגב המיטה מַחֲרָטָהעל צלחת, המשמשת לקבלת קונוס עדין באורך ניכר. חומר העבודה מקובע במרכזים או בצ'אק בעל שלוש לסתות שמרכז את עצמו. החותך, הקבוע במחזיק הכלים של תמיכת המכונה, מקבל תנועה בו זמנית בכיווני האורך והרוחב, וכתוצאה מכך הוא מעבד את המשטח החרוט של חומר העבודה.
העיבוד של החרוט החיצוני עם חותך רחב משמש אם יש צורך להשיג קונוס קצר (l<25 мм) с большим углом уклона. Широкий проходной резец, режущая кромка которого длинней образующей конуса, устанавливают в резце держатель так, чтобы главная режущая кромка резца составляла с осью заготовки угол а, равный углу уклона конуса. Обработку можно вести как с продольной, так и с поперечной подачей. На чертежах деталей часто не указывают размеры, необходимые для обработки конус и их необходимо подсчитывать. Для подсчета неизвестных элементов конусов и их размеров (в мм) можно пользоваться следующими формулами
א) מתחדד K= (D-d)/l=2tg
ב) זווית שיפוע חרוט tg = (D-d)/(2l) = K/2
ג) שיפוע i \u003d K / 2 \u003d (D - d) / (2l) \u003d tg
ד) קוטר חרוט גדול יותר D = Kl + d = 2ltg
ה) קוטר חרוט קטן יותר d = D-- K1 = D--2ltg
ה) אורך החרוט l \u003d (D - d) K \u003d (D - d) / 2tg
העיבוד של משטחים חרוטיים פנימיים על מחרטות מתבצע גם בדרכים שונות: עם חותך רחב, הפיכת החלק העליון (מזחלת) של הקליפר, הפיכת הסרגל החרוט (העתק). משטחים חרוטים פנימיים באורך של עד 15 מ"מ מעובדים עם חותך רחב, שקצה החיתוך העיקרי שלו מוגדר בזווית הנדרשת לציר החרוט, מבצע הזנה אורכית או רוחבית. שיטה זו משמשת כאשר זווית שיפוע החרוט גדולה, ולא מוטלות דרישות גבוהות על דיוק זווית שיפוע החרוט וחספוס פני השטח. קונוסים פנימיים ארוכים מ-15 מ"מ בכל זווית נטייה מעובדים על ידי סיבוב החלק העליון של הקליפר באמצעות הזנה ידנית.
ללא קשר לשיטת עיבוד החרוט, החותך חייב להיות מוגדר בדיוק בגובה מרכזי המכונה.
1. חותך רחב
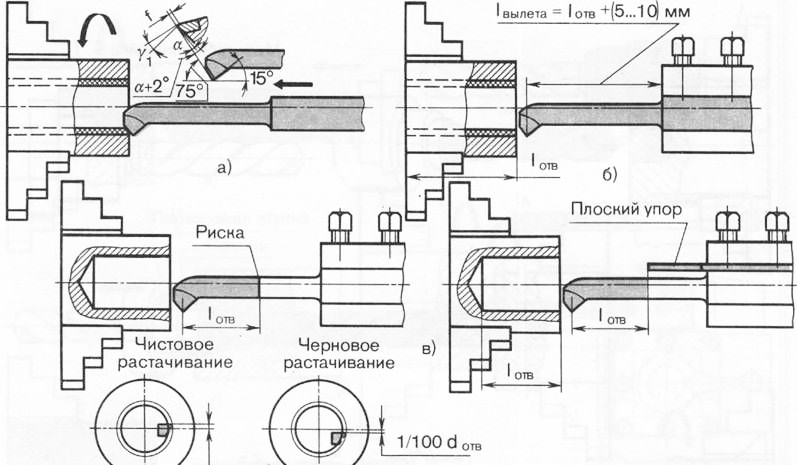
בעת עיבוד פירים, לעיתים קרובות יש מעברים בין משטחים מעובדים בעלי צורה חרוטית, ובקצוות מסירים בדרך כלל שיניים. אם אורך החרוט אינו עולה על 25 מ"מ, ניתן לעבד אותו עם חותך רחב (איור 2).
זווית הנטייה של קצה החיתוך של החותך בתכנית חייבת להתאים לזווית המתח על חומר העבודה. החותך מוזן בכיוון הרוחבי או האורך.
יש לזכור כי בעת עיבוד קונוס עם חותך עם קצה חיתוך ארוך מ-10-15 מ"מ, עלולות להתרחש רעידות, שרמתן גבוהה יותר, ככל שאורך חומר העבודה ארוך יותר, כך קוטרו קטן יותר, וככל שזווית הנטייה של החרוט קטנה יותר. כתוצאה מרטט מופיעים עקבות על המשטח המטופל ואיכותו מתדרדרת. זה נובע מהקשיחות המוגבלת של המערכת: כלי מכונה - מתקן - כלי - חלק (איידס). בעת עיבוד של חלקים קשיחים עם חותך רחב, תנודות עשויות להיעדר, אך יחד עם זאת, החותך עשוי להיעקר תחת פעולת המרכיב הרדיאלי של כוח החיתוך, מה שמוביל להפרה של הגדרת החותך לשיפוע הנדרש זָוִית.
יתרונות השיטה:
1. קל להתקנה.
2. עצמאות זווית השיפוע אעל מידות חומר העבודה.
3. יכולת עיבוד משטחים חרוטיים חיצוניים ופנימיים כאחד.
חסרונות השיטה:
1. הזנה ידנית.
2. הגבלת אורך הגנרטריקס של החרוט באורך קצה החיתוך של החותך (10–12 מ"מ). עם עלייה באורך קצה החיתוך של החותך, מתרחשות רעידות, המובילות להיווצרות גליות פני השטח.
2. על ידי סיבוב המגלשה העליונה של הקליפר
 ניתן לעבד משטחים חרוטיים עם שיפועים גדולים על ידי סיבוב המגלשה העליונה של התמיכה עם עמוד הכלי בזווית א, שווה לזווית השיפוע של החרוט המעובד
ניתן לעבד משטחים חרוטיים עם שיפועים גדולים על ידי סיבוב המגלשה העליונה של התמיכה עם עמוד הכלי בזווית א, שווה לזווית השיפוע של החרוט המעובד
(איור 3).
ניתן לסובב את לוחית המחוגה הסיבובית, יחד עם המגלשה העליונה, ביחס למגלשה הצולבת; לשם כך, האום של ברגי ההידוק של הלוח משוחרר. השליטה על זווית הסיבוב בדיוק של מעלה אחת מתבצעת לפי חלוקות הלוח הסיבובי. מיקום הקליפר קבוע עם אגוזים מהדקים. הנתינה נעשית באופן ידני על ידי ידית התנועה של המזחלת העליונה.
בדרך זו מעובדים משטחים חרוטיים, שאורכם תואם את אורך המהלך של המגלשה העליונה (עד 200 מ"מ).
יתרונות השיטה:
1. קל להתקנה.
2. עצמאות זווית השיפוע אעל מידות חומר העבודה.
3. עיבוד של קונוס בכל זווית נטייה.
4. יכולת עיבוד משטחים חרוטיים חיצוניים ופנימיים כאחד.
חסרונות השיטה:
1. הגבלת אורך הגנרטריקס של החרוט.
2. הזנה ידנית.
הערה: למחרטות מסוימות (16K20, 16A30) יש מנגנון להעברת סיבוב לבורג של מגלשת הקליפר העליון. במכונה כזו, ללא קשר לזווית הסיבוב, ניתן לקבל הזנה אוטומטית של המגלשה העליונה.
3. קיזוז של גוף עמוד האחורי של המכונה
משטחים חרוטיים באורך רב עם
א= 8-10° ניתן לעיבוד כאשר עמוד הזנב מאופז, שערכו נקבע כדלקמן (איור 4):
H= ל×חטא א ,
איפה ח - כמות העקירה של עמוד הזנב;
ל- המרחק בין המשטחים התומכים של החורים המרכזיים.
מהטריגונומטריה ידוע שעבור זוויות קטנות הסינוס שווה כמעט לטנגנס של הזווית. לדוגמה, עבור זווית של 7º, הסינוס הוא 0.120, והטנגנס הוא 0.123. שיטת תזוזת עמוד האחור מעבדת חלקי עבודה בעלי זווית שיפוע קטנה, כך שנוכל להניח שחטא א=tg א. לאחר מכן
H= ל×tg א = ל×( ד –ד)/2ל .
חומר העבודה מותקן במרכזים. גוף הזנב בעזרת בורג מוזז בכיוון הרוחבי כך שחומר העבודה הופך "משוטה". כאשר הזנת גררת המחוגה מופעלת, החותך, הנע במקביל לציר הציר, יטחן את פני השטח החרוטיים.
כמות העקירה של עמוד התנופה נקבעת על פי קנה המידה המודפס על פני הקצה של לוחית הבסיס מצד גלגל התנופה, והסיכון על פני הקצה של בית גב האחורי. ערך החלוקה בסולם הוא בדרך כלל 1 מ"מ. בהיעדר קנה מידה על לוחית הבסיס, קיזוז עמוד הזנב נקרא מהסרגל המחובר ללוחית הבסיס. ניתן לקבוע מהחלק המוגמר את מיקומו של עמוד הזנב לעיבוד מחודד. החלק המוגמר (או המדגם) מותקן במרכזי המכונה והחלק האחורי מוזז עד שהגנרטיקס של המשטח החרוט מקביל לכיוון תנועת האורך של המחוגה.
כדי להבטיח את אותה קונימיות של אצווה של חלקים המעובדים בדרך זו, יש צורך כי לממדים של חלקי העבודה והחורים המרכזיים שלהם יהיו סטיות קלות. מכיוון שחוסר יישור של מרכזי המכונה גורם לבלאי של החורים המרכזיים של חלקי העבודה, מומלץ לבצע תחילה עיבוד של המשטחים החרוטיים, לאחר מכן לתקן את החורים המרכזיים, ולאחר מכן לסיים את הגימור. כדי לצמצם את פירוק החורים המרכזיים, רצוי להשתמש במרכזי כדורים. הסיבוב של חומר העבודה מועבר על ידי צ'אק מונע ומהדקים.
יתרונות השיטה:
1. אפשרות להאכלה אוטומטית.
2. השגת חלקי עבודה התואמים את האורך למידות המכונה.
חסרונות השיטה:
1. חוסר האפשרות לעבד משטחים חרוטיים פנימיים.
2. חוסר האפשרות לעבד קונוסים עם זווית גדולה ( א³10º). מותר להזיז את עמוד האחור ב-±15 מ"מ.
3. חוסר האפשרות להשתמש בחורים מרכזיים כמשטחי בסיס.
4. תלות בזווית אעל מידות חומר העבודה.
4. שימוש בסרגל העתקה (קונוס).
עיבוד משטחים חרוטיים באמצעות מכונות צילום נפוץ (איור 5).
למיטת המכונה מוצמדת פלטה 1 עם סרגל העתקה 2 שלאורכו נע המחוון 4 המחוברת לגררה הרוחבית של התמיכה העליונה 5 של המכונה במוט 6. לתנועה חופשית של התמיכה ברוחב. כיוון, יש צורך לנתק את בורג ההזנה הרוחבי. בעת הזזת התמיכה האורכית 8 לאורך מובילי המסגרת 7, החותך מקבל שתי תנועות: אורך מהתמיכה ורוחבי מסרגל ההעתקה 2. כמות התנועה הרוחבית תלויה בזווית הסיבוב של סרגל ההעתקה 2. זווית הסיבוב של הסרגל נקבעת על ידי החלוקים על הצלחת 1, הסרגל קבוע עם ברגים 3. החותך מוזן לעומק החיתוך על ידי הידית להזזת השקופית העליונה של הקליפר.
השיטה מספקת ביצועים גבוהים ומדויקים של קונוסים חיצוניים ופנימיים עם זווית שיפוע של עד 20º.
יתרונות השיטה:
1. הזנה מכנית.
2. עצמאות זווית המתחדדת אעל מידות חומר העבודה.
3. אפשרות לעיבוד משטחים חיצוניים ופנימיים כאחד.
חסרונות השיטה:
1. הגבלת אורך הגנרטריקס של החרוט באורך סרגל החרוט (במכונות בעלות הספק בינוני - עד 500 מ"מ).
2. הגבלת זווית השיפוע לפי קנה המידה של סרגל ההעתקה.
לעיבוד של קונוסים עם זוויות שיפוע גדולות, משולבים היסט גב גב והתאמה לאורך סרגל החרוט. לשם כך, הסרגל מסובב לזווית הסיבוב המרבית המותרת. א´, והסטת גב האחורי מחושבת כמו בעת סיבוב חרוט, שבו זווית השיפוע שווה להפרש בין הזווית הנתונה אוזווית הסיבוב של הסרגל א', כלומר.
H= ל×tg( א – א´) .










קודי קידום מכירות במשלוח אלקטרוני לקידום ספטמבר במשלוח אלקטרוני
קודים למשחק צייד מבוכים 5
קאסטות הודיות: מה זה?
הזיכרונות האבודים של פאינה רנבסקיה פאינה התיידדו עם יקטרינה גלצר מיד
לוח זמנים חיים לפי תאריך לידה מי אהיה בחיי העתידיים