תוצרת בית, הנוצה יהיה גם ייחודי מסוגו. לא, הנוצה יהיה הנפוץ ביותר, רק לא עשוי לפי מידות המפעל, שאגב, מעולם לא ראיתי, אלא לפי אלו שחישבתי.
יציאת הנוצה מגוף ה-headstock צריכה להיות בערך 50-70 מ"מ, הקוטר שלו צריך להבטיח התקנת כלי עם KM מס' 2. בהתבסס על תנאי זה, אכין קולמוס מעיגול מכויל f30 ובאורך 130 מ"מ. לכן, בגוף של headstock, אתה צריך לעשות צעד דרך חור, שבמקום הרחב שבו יוצב הנוצה בפועל, בצר יעבור זנבו של הבורג, וצווארון התמיכה של בורג זה ינוח כנגד המדרגה דרך המיסב.
יתר על כן, הנוצה צריך להיות קואקסיאלי ככל האפשר עם הציר של ציר המכונה, וגם בעל גב מינימלי בשילוב עם הגוף, כלומר. נחיתה הזזה.
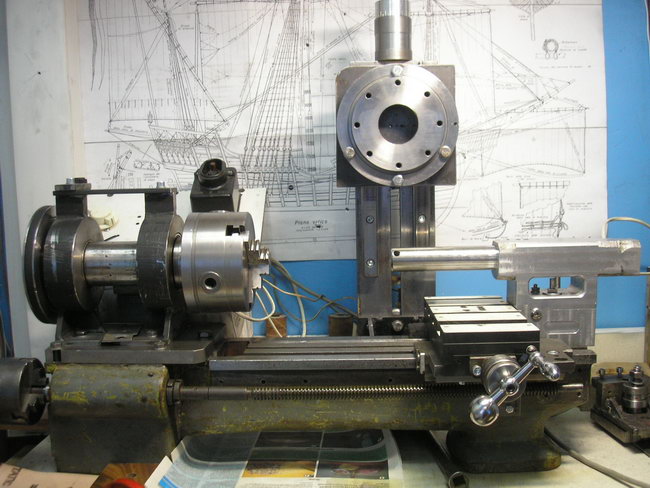
כדי לפתור בעיה זו, החלטתי לעשות חור ישירות על מסגרת המכונה, להתקין את הכלי הדרוש בציר (צ'אק), ולחבר את הנוצה לקליפר, ובמצב מהודק, להעביר אותו למדריכים הלוך ושוב.
שוב אימתתי את התקנת ה-headstock על ידי מדידת סטיית היישור עם מובילי המיטה בשני מישורים מאונכים זה לזה:
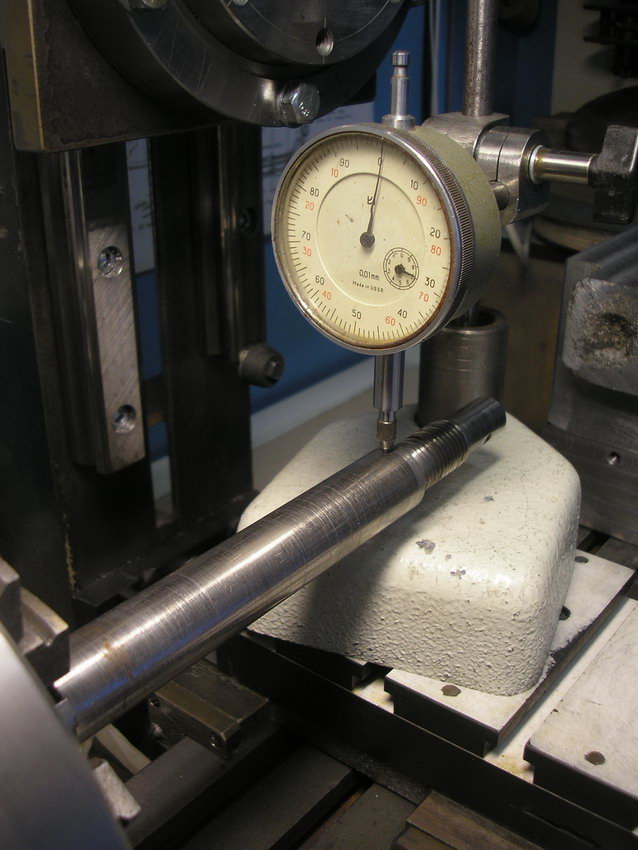
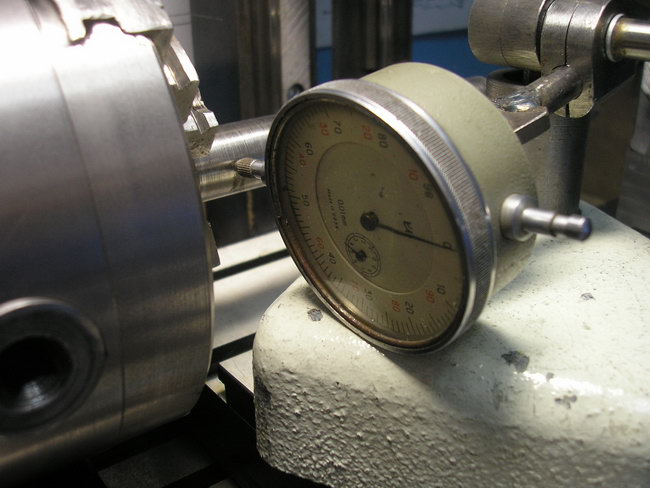

ובוודא שהעמדה שלה נכונה, הוא המשיך.
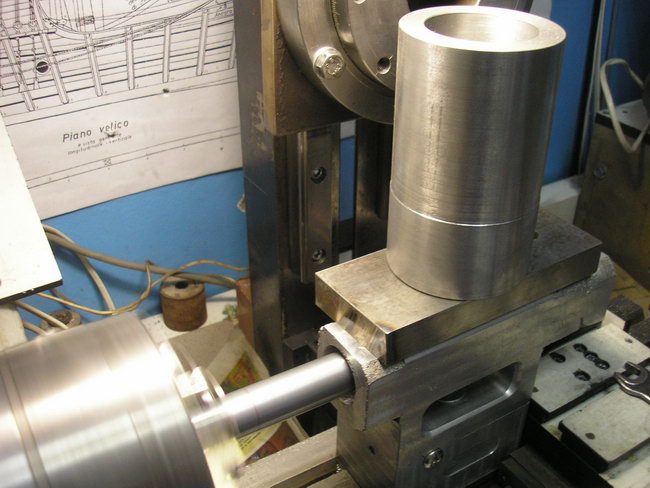
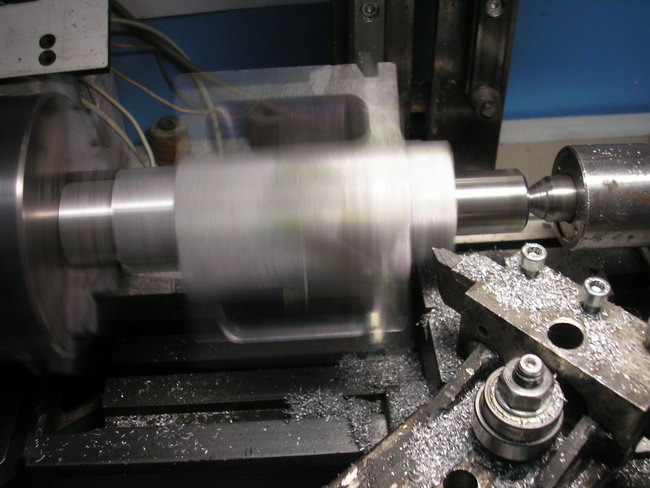
קודם כל, קדרתי דרך ה-headstock עם המקדחה הארוכה ביותר בארסנל שלי, 17.5 מ"מ. לא בדיחה, אבל אורך המארז הוא לא פחות מ-174 מ"מ. לפני הקידוח, הוא הידק את אום הקיבוע של ה-headstock, ובכך ששחרר אותו מעט, הוא השיג רגע כזה שה-headstock, יחד עם התמיכה, התחילו לנוע לאט, וסיבוב גלגל התנופה של בורג ההובלה גרר את החיבור הזה ל המקדחה ובחזרה.
לאחר מכן, כבר קדחתי לעומק של 145 מקדחות: 19; 21 ו-22 מ"מ
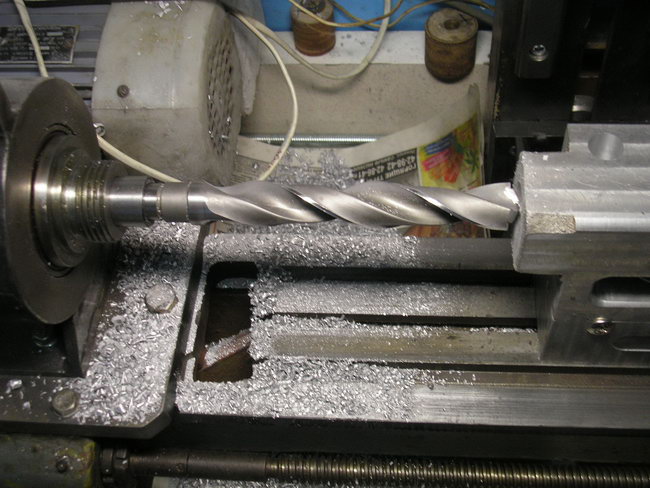

אפשר היה כמובן לקדוח מיד עם מקדחה גדולה יותר, אבל בגלל מהירויות הציר עדיין ללא שינוי עבורי (בערך 900), ואז הייתי צריך להשתמש בקידוח מדורג, כלומר. יותר ויותר.
להמשך משעמם, הכנתי בר משעמם מהעץ העגול הקיים f22mm. בקצה אחד, קדחתי חור f4mm בזווית, להתקנת חותך מרוכז קרביד, בניצב אליו התקנתי את בורג ההידוק.


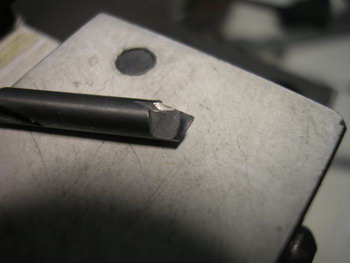






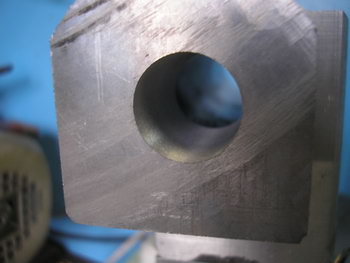
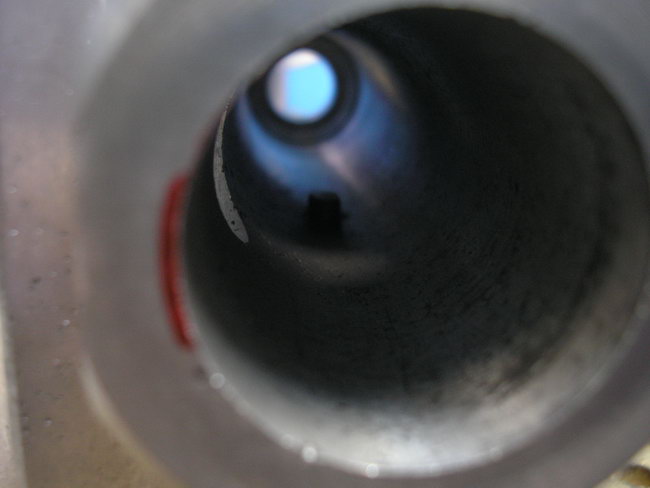
והגדיר את החותך 1-1.5 מ"מ למעבר, הוא שיעמם את החור עד f29.4. לאחר מכן, לאחר ניקוי יסודי של המכונה ואת בסיס ה-ZB, משומן ומוכן למעבר הגמר. החותך סיים על היהלום הקטן ביותר. המשימה הייתה קלה במידה מסוימת בשל העובדה שהחור עבור הנוצה עצמו היה רק 132 מ"מ. לעומק.
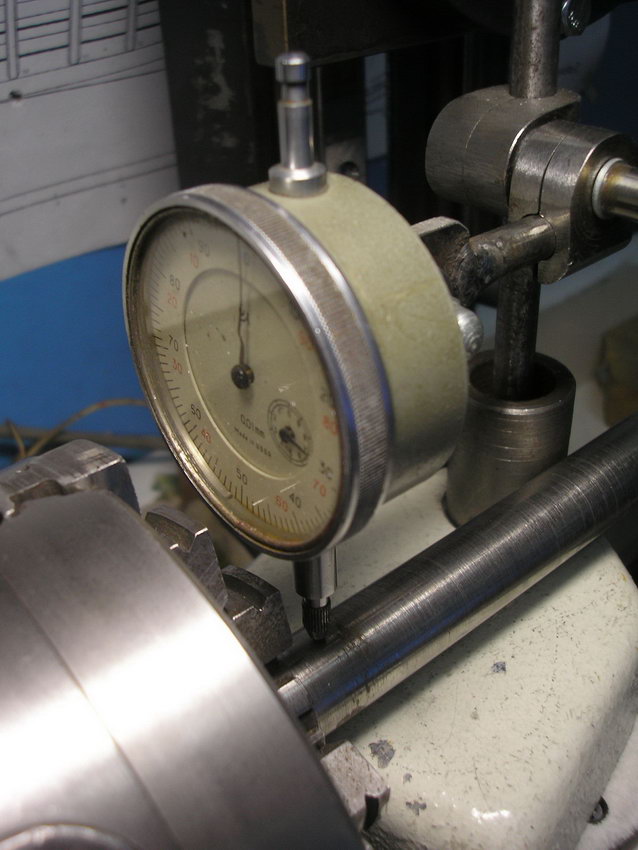
בפעם הראשונה הלכתי על 0.4 ונתקלתי בבעיה במדידת החור.
בתור תקע מדידה, מצאתי מיסב בקוטר חיצוני של 30 מ"מ, ומאז כבר לא ניתן היה להיות מרושע למדידות, לדחוף בהדרגה את החותך החוצה כדי לבצע משיכות בדיקה באורך של כ-6 מ"מ. ברגע שהפקק שלי נכנס לחור, עשיתי מעבר מלא, העמסתי את ה-headstock למעלה עם כל מה שבא לידי כדי ללחוץ את ה-headstock למיטה ככל האפשר ולמזער רעידות. הקליפר היה הדוק מאוד, ההזנה נעשתה כמה שפחות כדי שהמשטח יצא כמה שיותר אחיד ונקי והתהליך לקח כ-20 דקות, ואולי יותר. ואלוהים אדירים! הצלחתי!




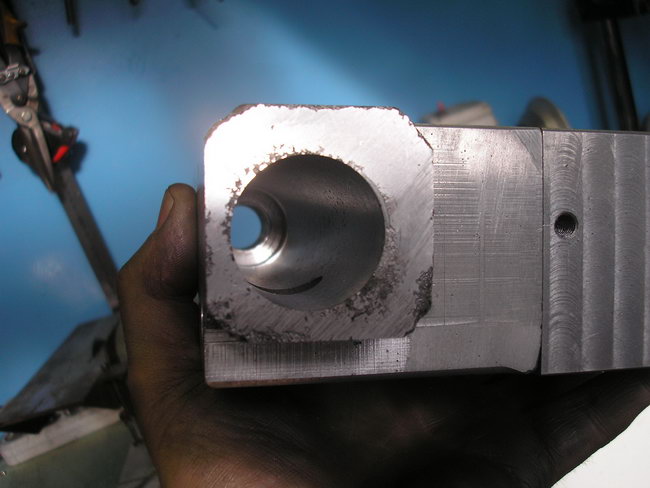



התהליך ארך כשש שעות, אבל זה היה שווה את זה!
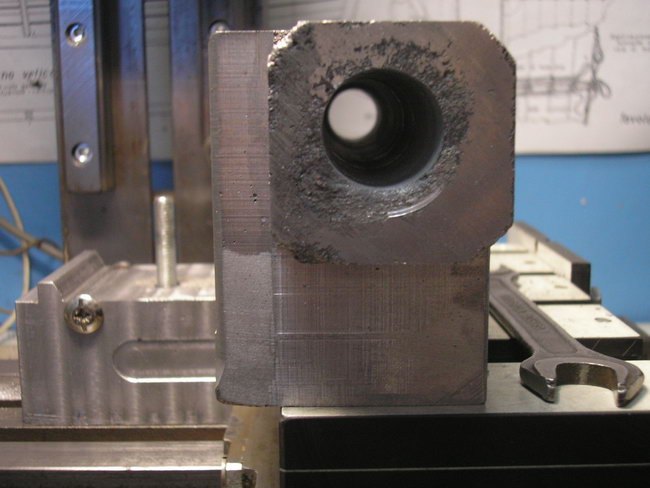
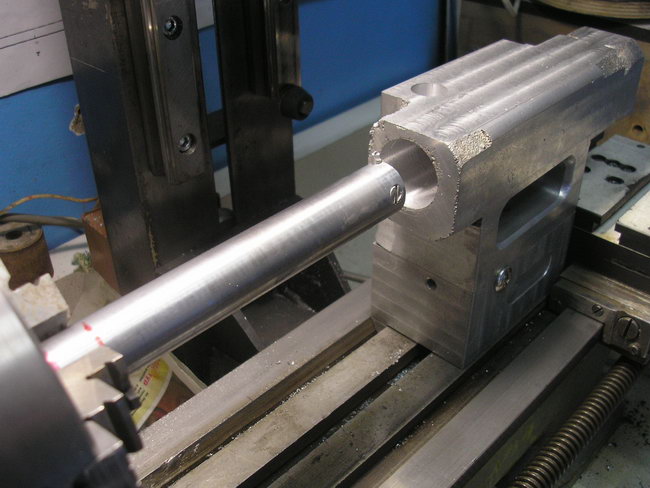
הנוצה נכנס לגוף בחופשיות, אך ללא משחק מורגש. יחד עם זאת, טוהר העיבוד גבוה באופן מפתיע ואינו מצריך עוד כוונון עדין.
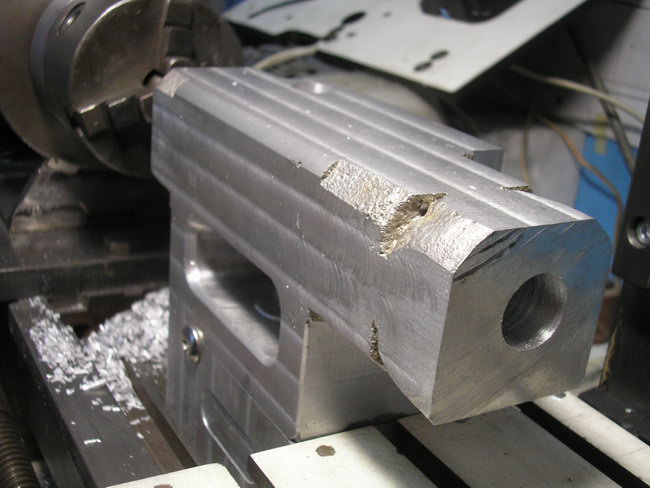
היום סיימתי עם גוף הזנב, מה שנותן לו מראה אסתטי יותר.
בזבז את הצד הימני עם סרגל משעמם ארוך יותר עם קצה דק.

הסיר את השכבה המינימלית, לניקיון. לאחר מכן, אלחץ כאן על תותב הברונזה.
עשה את הפרטים של מכשיר השיבוש:




הכנסתי את הנוצה ריק והידקתי את הטריזים.
הכנתי עוד מתקן זמני כדי להגדיר את מרכז הסיבוב כדי לעבד את הגוף.
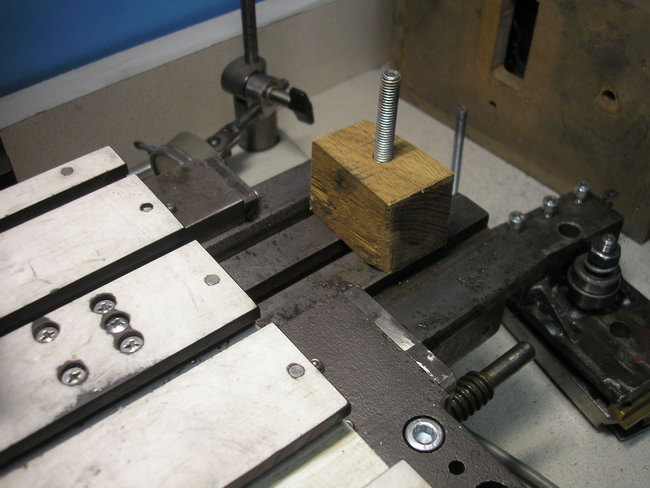

פינול קבוע במחסנית, מרוכז בצד ימין.

עם בורג ארוך יותר, תיקנתי את משקל הנגד על הקרקר הדק.

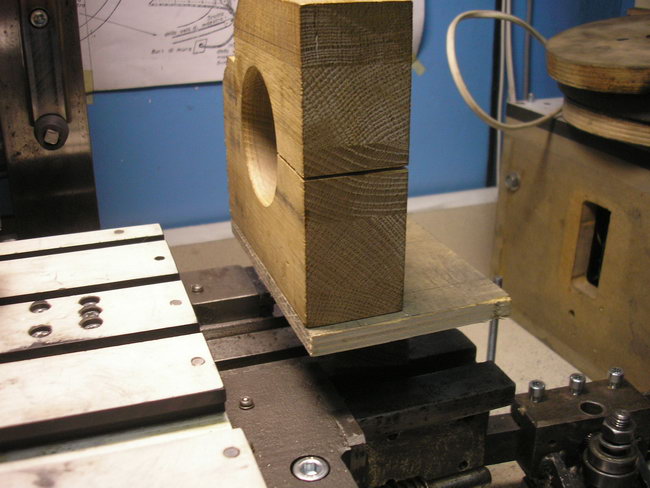
ואז הוא הפך את התיק וטיפל בצד שמאל...
הסיר את המרכז וקיצץ את ימין.



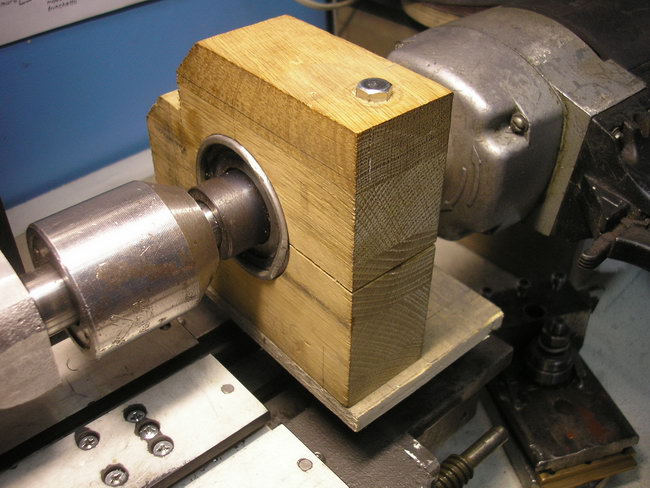
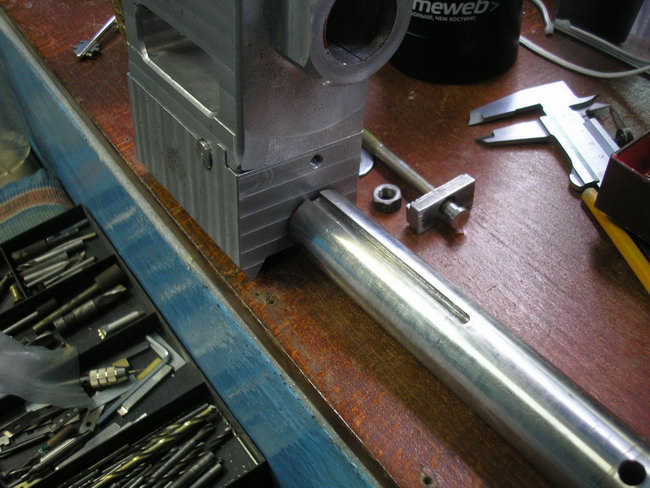
לבסוף סיימתי את ערכת ה-headstock, והחלטתי להאריך את הנוצה ככל האפשר:
הפינול התברר כ-20 מ"מ. זמן רב יותר, אז נאלצתי לשעמם את הגוף שוב, ולהקדיש לזה כמעט חצי יום.
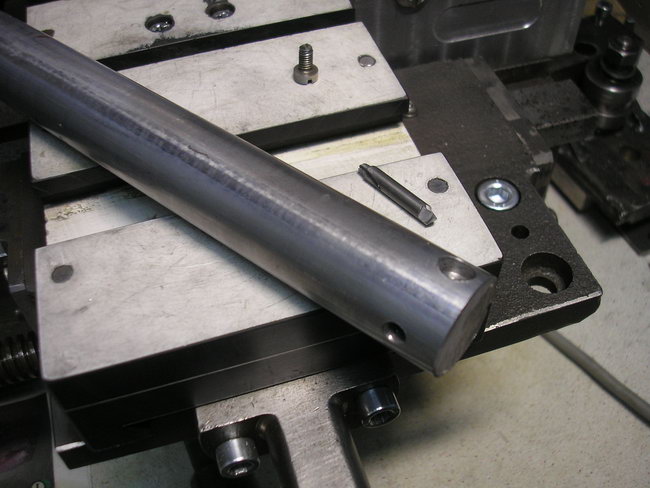
לאחר מכן, לאחר שהתקין מקדחה גדולה עם חותך של 5 מ"מ על העמוד, הוא עשה חריץ לעומק של 4.


הכנתי מפתח כדי למנוע מהנוצה להסתובב, קדחתי את הגוף, חתכתי את הברגה של M8, הברגתי את המפתח ומנעול נגד.


הרים והתקינו קפיץ בין הטריזים


כרסמתי את השקף של מוט הקשר ובדקתי את הקיבוע על המיטה...



כעת טווח העבודה של הנוצה יהיה 80 מ"מ.
למעשה, טווח העבודה של הנוצה היה רק 70 מ"מ. התלייה נקבעת לפי אורך החלק המושחל של הבורג, שמחושב כך שכאשר דוחפים אותו לגוף הנוצה בשניים או שלוש הסיבובים האחרונים, הבורג דוחף את הכלי החוצה. אבל אם, למשל, מותקן מרכז סיבוב בנוצה, אז ניתן לשחרר אותו כלפי חוץ עד 110 מ"מ והוא יתקבע היטב עם טריזים.
עמוד 1
קולמוס הזנב מוזז על ידי צילינדר הידראולי הנשלט על ידי ידית הממוקמת על המיכל ההידראולי. בתוך גוף ה-headstock ישנם שני צילינדרים הידראוליים המשמשים לאבטחת הנוצה; כאשר מרכז עמוד הזנב מונח על המוצר, שמן נכנס לצילינדרים הללו והם מהדקים את הנוצה.
קולמוס הזנב זז מצילינדר הידראולי המחובר לגוף העמוד הראשי. הנוצה מקובעת אוטומטית לאחר שמרכז עמוד הזנב נכנס לשקע המרכזי של החלק. זה מתבצע בעזרת שני צילינדרים הידראוליים, מושכים יחד שני זוגות של קרקרים, דוחקים את הפיינטל לגוף הראש. ציר עמוד הזנב מסתובב במיסבים מתגלגלים המשומנים בשומן. הנוק-אאוט של המרכז מתבצע בעזרת טריז מיוחד דרך החורים המוארכים בגוף ה-headstock והנוצה.
קולמוס הזנב מוזז על ידי צילינדר הידראולי.
קולמוס הזנב נסוג. בסוף מהלך הבוכנה 17, אוויר דרך החור בצילינדר הפנאומטי 16 ייכנס לצילינדר 19, שמזין את החסר לקו האמצע. במקביל, אוויר מסופק לשסתום 14 כדי לכבות את האקדח המתנייע.
הנוצה של הבונקר מחובר באמצעות מערכת מוטות לשער הבונקר, מה שמבטיח את פתיחת הבונקר בתחילת כל מחזור.
קולמוס הזנב משומן באמצעות שמן 13 ו-14 בשמן Turbine-22. את הנוצה משמנים לפחות פעם אחת בכל משמרת. מפתחות מובילי הגלילה של בורג ההובלה עמוסים בשומן TsIATIM-203 במפעל ואינם זקוקים לשימון במהלך הפעולה. שימון גלגלי השיניים של מנגנון ההזנה מתבצע על ידי דליפות מהמנוע ההידראולי.
לקולמוס של עמוד הזנב, שיש לו תנועה מתכווננת בהתאם לאורך הברז המעובד, יש תנועה רק לאורך הציר.
קולמוס הזנב נלחץ על ידי קפיץ, שכוחו תלוי במרחק מרכז אחורימחומר העבודה. המיקום של המרכז האחורי מותאם על ידי הזזת ראש העמוד לאורך מסילות המיטה.
קולמוס הזנב נשלף מראש ב-80 - 100 מ"מ ומאובטח.
כדי להקל על התחזוקה של המכונה, רצוי להזיז את קולמוס הזנב באמצעות גלגל יד הממוקם בצד הקדמי של המכונה.
לקולמוס הזנב יש את התנועה האורכית הגדולה ביותר של 40 מ"מ, ואת ציר ראש העמוד - 5 מ"מ. בקולט, הקולמוסים מחזקים את כלי החיתוך, ובקולט של ה-headstock, את חומר העבודה. גלגל יד 2 משמש להדק את הקולט בעזרת כלי חיתוך ולהאכיל את הנוצה. גלגל יד 3 משמש להדק את הקולט עם חומר העבודה. כאשר כלי החיתוך לוחץ על חומר העבודה, ציר העמוד הראשי נע לצד שמאל, והגלגלת השמאלית 4, שעליה מונחת חגורה ישרה, מפעילה את סיבוב הציר לצד ימין במהירות של 820 סל"ד. לאחר השחלה, תנועת התרגום של כלי החיתוך מתעכבת. הציר הראשי נע לצד ימין, והגלגלת הימנית 5, שעליה מונחת החגורה הצולבת, אומרת לציר להסתובב שמאלה במהירות של 1300 סל"ד. הברז מוברג מחומר העבודה.
מהלך הנוצה הוא 150 מ"מ, מה שמאפשר לך להתקין חלקים קצרים וארוכים מבלי לשנות את עמוד הזנב.
נסיגה של קולמוס tailstock מתבצעת רק כאשר ראש עמוד השחזה נסוג.
הוראות עבודה
"פירוק והרכבה של עמוד הזנב מַחֲרָטָה".
ט. כללים לעבודה בטוחה.
ניתן להשתמש רק בכלי בר שירות בגודל המתאים, השימוש באטמים אם המפתח גדול מהנדרש, כמו גם בניית ידית המפתחות עם צינורות או חפצים אחרים, אסור, שכן הדבר עלול להוביל להחלקה של הכלי.
אינטליגנציה ופציעה.
אסור להתחיל בעבודה מבלי להכיר את מכשיר הזנב לפי השרטוט.
לפני תחילת העבודה, כדאי להכין מקום למקם את החלקים. חלקים קטנים מוכנסים לקופסה. יש להגן בקפידה על קולמוס הזנב מפני לכלוך ואבק.
ניתן להשתמש בפטיש רק באישור המורה, בשום מקרה אסור להשתמש באיזמל לשחרור ברגים ואומים.
להרכבה נכונה של עמוד הזנב, יש צורך להבין את המבנה שלו ואת האינטראקציה של חלקים בודדים, וגם להכיר היטב את רצף הפירוק כדי להיות מסוגל להרכיב בסדר הפוך.
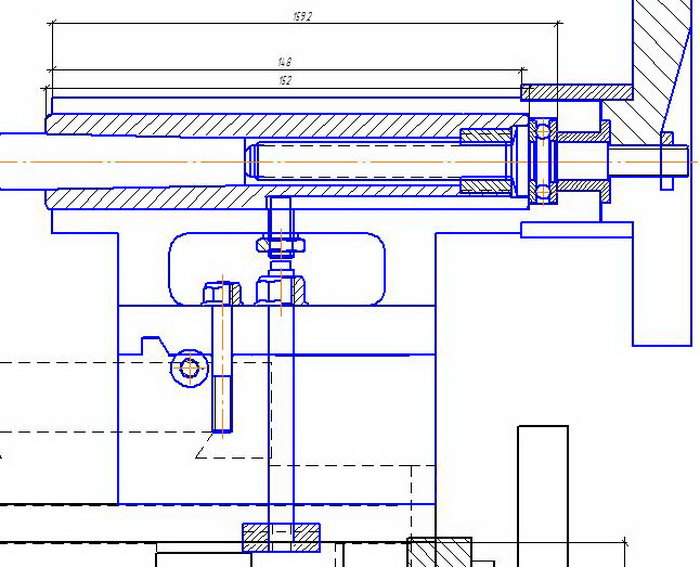
איור.1. מחרטה Tailstock: 1, 14 16, 18, 24 - בורג; 2, 7, 19, 21 - אגוז; 3 - נוצה; 4 - גוף; 5 - ידית; b - בורג כוח; 7 - אגוז; 8 ראשים; 9 - תותב איברים; 10-מעיין; 11 - גלגל תנופה; 12 מכונת כביסה; 13 - מפתח; 15 - ידית; 17 - צלחת; 20 - מפתח; 22 - קוטר; 23 - בורג.
כלים מפתחות ברגיםמברג 12, 10 ו-8 מ"מ, 5 מ"מ.
רצף של עבודה.
1. הכירו את מכשיר הזנב לפי השרטוט.
2. הברג את האום 21 מהבורג 23, מורידים את הקוטר 22 יחד עם הבורג 23 כלפי מטה, הוציאו אותם והניחו אותם על שולחן העבודה.
3. הסר את ה-headstock יחד עם הצלחת התחתונה 17 והעבר אותו לשולחן העבודה.
4. סובב את גלגל התנופה 11 עד שהנוצה 3 עם האום 7 יתנתק מבורג הכוח 6, ולאחר מכן הסר את הנוצה.
5. הברג את בורג 14, הסר את מכונת הכביסה 12 ואת גלגל התנופה 11 עם תותב גפיים 9, קפיץ 10 וידית 15.
6. הסר את שרוול הגפה 9 מגלגל התנופה 11 והסר ממנו את הקפיץ 10.
7. הסר את מפתח 13.
8. הברג את הבורג 16 והסר את הראש 8, וכן את בורג הכוח 6.
9. הברג את בורג 1 ושחרר ממנו את אום 2.
10. משוך החוצה ידית 5 עם קרוטונים ומסירים קרוטונים.
11. הברג את הבורג 18 לתנועה הרוחבית של גוף 4 של גב הזנב.
12. הברג את הבורג 24 המחבר את גוף העמוד הראשי לצלחת 17.
13. נתק את הגוף מהצלחת 17, הסר את האום 19 ואת המפתח 20.
14. נגב את כל החלקים עם סמרטוט.
15. יש לשמן משטחים שביניהם נוצר חיכוך בשכבה דקה של גריז.
16. אספו את ה-headstock והתקינו אותו במקום.
III. משימות.
1. קבע את גובה הבורג של האגף.
2. קבע את התזוזה הגדולה ביותר האפשרית של גוף הזנב ביחס לצלחת.
IV. שאלות לבדיקה.
1. כיצד למנוע הברגה עצמית של הנוצה?
2. מה מטרת הקפיץ, המותקן בשרוול הגפה?
3. מה מטרת האום על הבורג?
הוראות עבודה.
"התקנת המכונה ועיבוד המשטח הגלילי החיצוני".
ט. כללים לעבודה בטוחה.
לפני תחילת העבודה:
1) הדק את כל הכפתורים כך שלא יהיו חלקי לבוש תלויים שיכולים להיתפס על ידי החלקים המסתובבים של המכונה; להסיר שיער מתחת לכיסוי ראש;
2) הכר את מיקום הכפתורים וכפתורי השליטה ואת המטרה של כל אחד מהם;
3) בדוק שכל הפקדים כבויים או במצב ניטרלי.
במהלך העבודה אסור:
1) להישען על המכונה;
2) החלף את כונן הרצועה תוך כדי תנועה;
3) החלף תיבת הילוכים ותיבת הזנה בדרכים;
4) השאר את המכונה ללא השגחה;
5) עצור את הצ'אק ביד לאחר כיבוי המכונה;
6) למדוד את החלק בדרכים.
הפרה של כללים אלו עלולה לגרום לתאונה
זכור כי כפתור "עצור" בצבע אדום.
1. התקן את הצ'אק בציר, עבורם בצע את הפעולות הבאות: נגב את החוט בקצה הציר ובחור הצ'אק בעזרת סמרטוט ושמן אותו בשמן; בורג על המחסנית; להגן על המחסנית מפני הברגה עצמית.
2. התקן את כלי הסיבוב על ידי ביצוע הפעולות הבאות: נגב את המרכז ואת החור בקולמוס האחורי עם סמרטוט, התקן את המרכז בעמוד האחורי; להביא את עמוד הזנב לקליפר; בעזרת סט רפידות, התקן את חותך המעבר כך שהחלק העליון שלו יתאים לחלק העליון של המרכז (לא צריך להיות יותר משתי רפידות, הן לא צריכות להיות קצרות יותר מהחלק של החותך המקובע במחזיק הכלי, גובה החותך לא יעלה על 1.5 גבהים); להדק את החותך.
3. בדקו שמידות חומר העבודה תואמות למידות המצוינות בשרטוט.
4. תקן את חומר העבודה.
5. הגדר את המכונה למצב הפעולה שצוין.
הפעל את המכונה.
7. הבא את החותך במגע עם חומר העבודה.
8. הזיזו את החותך עם התמיכה ימינה.
9. הגדר את החותך לעומק החיתוך שצוין; לשלב את חלוקת האפס של האיבר עם הסיכון על רכזת הבורג הקבוע; קבע את ערך החלוקה של החוגה, סובב את בורג ההזנה הצולבת בהתאם לעומק החיתוך שצוין.
10. מכונה חגורה באורך 5.7 מ"מ.
11. עצור את המכונה.
12. בדקו את מידות חומר העבודה בעזרת קליפר.
13. טוחנים גס את חומר העבודה באמצעות הזנה ידנית.
14. הגדר את החותך לעומק החיתוך שצוין עבור סיבוב עדין.
15. הפוך את חומר העבודה לנקות באמצעות הזנת הכוח.
16. עצור את המכונה.
17. בדקו את גודל חומר העבודה בעזרת קליפר.
18. הסר את החלק והחותך.
19. לנקות את מקום העבודה.
III. שאלות לבדיקה.
1. מדוע אורך החיתוך מוגבל?
2. למה אסור לתקן את החותך עם בורג אחד?
3. כיצד לבטל את האפשרות של פתיחה עצמית של הצ'אק?
תוצאות אימות ניסיוני של המודל האופטימלי של הוראת תלמידים בכיתות ז'-ח' בתהליך העבודה על מחרטה לחיתוך ברגים
הבסיס הניסיוני לעבודת ההסמכה לבדיקת המודל המעוצב של תהליך הוראת תלמידים בכיתות ז'-ח' לעבוד על מחרטה לחיתוך ברגים הוא בית ספר תיכון מס' 5 באוקטיאברסקי, מחוז קרסנוארמייסקי, טריטוריית קרסנודר.
בניסוי הפדגוגי השתתפו Ph.D., Professor Shchekoldin A.G., Ph.D., Professor Zarechnaya L.P., Ph.D., Ph.D., Professor Associate Zinoviev A.I., Ph.D. n., Associate Professor Radchenko N.V., Ph.D. Ph.D., פרופסור חבר מכננקו א.י.א., מועמדת למדעי הילדים, פרופסור חבר זרחני א.ו., מרצה בכיר אילייניך א.פ., מנהלת בית ספר תיכון מס' 5 - נלי פבלובנה מקסימנקו, סגנית מנהלים לעבודה חינוכית וחינוכית, טכנולוגיה של מורים - מישצ'נקו אנדריי אדוארדוביץ', סטודנט של הפקולטה לטכנולוגיה ויזמות Lukyanchenko DA, תלמידי כיתה VIII "A" - 12 בנים. בסך הכל השתתפו בניסוי 29 אנשים.
עבודה ניסיונית בוצעה בתהליך של העברת פרקטיקות פדגוגיות. עבודת הניסוי כללה בירור ויצירת ניסויים.
העיצוב של מחרטות מספק שימוש בציוד מסוים. רק אם יש לך את הציוד הדרוש, אתה יכול לעשות חלק עם את הפרמטרים הנכוניםדיוק. במקרה זה, אתה צריך לרכוש ציוד מיוחד או לעשות גרסה תוצרת בית. ראוי לציין כי לא הכל עבור פנייה מדויקת ניתן ליצור במו ידיך.
הפיכת מרכזים חיים
תיקון חלקי עבודה
הפעלת מחרטה מתרחשת על ידי קיבועה צ'אק לסת, שמשדר סיבוב ובו זמנית מחזיק אותו במקומו. מכשיר כזה יעיל בעת הפיכת גופים גליליים. במקרה זה, החותך מוזן בניצב, מה שמאפשר לך לעבד את המתכת לקוטר הרצוי.
כאשר שוקלים מחרטת מתכת, זכור כי להרבה גרסאות תוצרת בית ותעשייתיות יש מבנה מאחור כדי לתמוך בחומר העבודה ולבצע משימות אחרות. נוף תוצרת ביתמחרטה עבור מתכת יש גם גרסה של headstock, אשר דורש ציוד מיוחד.
לפיכך, כאשר מקבעים על שני צדדים מנוגדים על מחרטה, את tailstock ואת headstock הקדמי, חלק העבודה יהיה במצב קבוע מראש במהלך התרחשות אפילו עומס חזק.
כאשר בוחנים את עמוד הזנב, יש לשים לב לתכונות הבאות:
- המכשיר המדובר מיועד רק להרכבת ציוד מיוחד. סוגי הציוד המשמשים על המחרטה קובעים את מטרת עמוד הזנב: הוא יכול לשמש הן לקיבוע גוף גלילי והן לעיבוד.
- על מנת שחומר העבודה לא ישנה את מיקומו בזמן הזנה חזקה או במהפכות גבוהות, נעשה שימוש במרכז, הקובע את מטרת עמוד הזנב.
- אתה יכול לעשות מרכז במו ידיך או לרכוש אותו בחנות מתמחה. בְּ ייצור עצמייש לזכור שחומר העבודה חייב להיות מתכת מוצקה עם מדד חוזק מוגבר. זה נובע משיטת ההידוק: הנוצה לוחץ את החלק על הציר לאורך הקצה ולאורך כל הזמן שהקצה במגע איתו, יש מעט חיכוך.
- מיקום הנוצה של המחרטה מתכוונן רק בכיוון האורך. בהתחשב בתכונה זו, כדאי לזכור כי המיקום המרכזי חייב להיות בקנה אחד עם ציר הסיבוב של הציר. אחרת, הסיבובים יתרחשו עם מכות.
המכשיר הנדון יכול לשמש גם לקידוח חורי קצה ולפתרון בעיות טכנולוגיות אחרות.
הרכבה בשני קצוות
קיבוע בשני קצוות מתרחש במקרים הבאים:
- למחרטת מתכת מסוג תעשייתי יש מספר מתכוונן של סיבובים. מהירות הסיבוב הגבוהה, המועברת לחלק, מובילה ל"נדנוד" של החלק. עם עיבוד מדויק, על פי GOST, תופעה זו מובילה לשגיאה גדולה למדי.
- האורך והמשקל הגדולים של חומר העבודה קובעים גם את הצורך במגבה. תחת המשקל שלו, הגוף הגלילי יכול להיות מעוות וחותך המתכת "יכה" במהלך הזנת החותך.
- בהתאם למצב הסיבוב ומהירות הציר, עלולה להתרחש הזנה צולבת מוגזמת. כאשר מעבדים חלק במצב כזה, די קשה לעשות אותו בדיוק גבוה.
במקרים כאלה, קיבוע צריך להתבצע בשני הקצוות.
סוגי מרכזי מפנה
בצע תיקון כלי הכרחיבנוצה אתה יכול לעשות את זה בעצמך. זה ייקח כמה דקות כדי להשלים את העבודה, ואתה יכול לעשות את זה בעצמך. על פי GOST, ניתן להבחין בין הסוגים הבאים:
- מַתְמִיד. GOST קובע שלקצה ולשוק יש כמעט אותו קוטר. המכשיר של עיצוב זה קובע שהקצה עשוי מפלדה מוקשה או מסגסוגת קשה בהתאם ל-GOST 13214-79.
- הגרסה הפטרייתית שונה במקצת מהקודמת. על פי GOST 8742-75, לקצה הפטרייתי יש קוטר גדול יותר עם קונוס עבודה קטום. על פי GOST 8742-75, ישנם שני סוגים של קצה שיש למרכז הפטרייתי: עם רולר ממורכז או עם זרבובית עבורו. קצה הפטרייה מאפשר שימוש במכשיר הנחשב לחיזוק גופי מהפכה עם חורי קצה חלולים במהלך העיבוד.
בעת פנייה במהלך כוח צנטריפוגלי גבוה, ניתן ליצור את התנאים הנוחים ביותר באמצעות מרכז בעיצובו קיים מיסב. ציוד כזה יכול להיות שונה: למרכז הפטרייתי או הדחף יש גם נושא.
זווית החרוט יכולה להיות 60 או 90 מעלות. הזווית נבחרת בהתאם למצב החיתוך.
ישנם סוגים מורכבים יותר של ציוד להתקנה בקולמוסים, אשר עשוי להיות בו, למשל, מכשיר למדידת כוח כלפי מטה. אי אפשר לעשות כמה גרסאות של מרכזים למחרטה במו ידיך. נסיגת הציר אינה משפיעה על היכולת להשתמש בנוצה.
הורד את GOST 8742-75 "מרכזי סיבוב מסתובבים"









היסטוריה של פנסי שמיים
תיאור התפקיד: תפיסה, מטרה, מבנה, נוהל חיבור ופורמליזציה מטרה ותוכן של תיאורי תפקיד למנהלים
שאלות ראיון באיזו עבודה אתה הולך לעבוד?
מה לעשות אם הבוס מבקר כל הזמן אם הבוס לא עושה כלום
איך להבין: האם החתלתול יהיה רך?