על מחרטה לחיתוך בורגעקרון פעולה פשוט: חומר העבודה, מהודק במצב אופקי, מתחיל להסתובב ולא ניתן להסיר את החותך, הניתן להזזה. החומר הנדרש... אבל כדי ליישם את העיקרון הזה, יש צורך במנגנון, המורכב מ מספר גדולאלמנטים מותאמים במדויק. מחרטות משלבות תשעה סוגי מכונות, הנבדלות באופנים שונים: מבחינת עיצוב, מטרה, מידת אוטומציה.
השימוש במכשירים נוספים מיוחדים במכונות (לטחינה, לטחינה, לקידוח חורים רדיאליים) מרחיב מאוד את הפונקציונליות הטכנולוגית של הציוד.
מחרטות, מכונות אוטומטיות ומכונות חצי אוטומטיות מחולקות לאנכי ולאופק, בהתאם למיקום הציר, הנושא את המכשיר להתקנת חלק העבודה של החלק שנמצא בעיבוד. מכונות אנכיות משמשות בעיקר לעיבוד חלקים בגדלים ומשקלים גדולים, אך באורכים קטנים. המחרטות המפורסמות ביותר במהלך ברית המועצות- 16K20 ו-1K62. המחרטה מיועדת לחיתוך חומרים על מנת לקבל חלקים בצורת גופי מהפכה. כיום ישנם מספר סוגים עיקריים של מחרטות. הכי טכניקה אוניברסליתקבוצת מפנה היא מחרטות חיתוך ברגים, המשמשים בתנאים של ייצור בקנה מידה קטן. ומחרטות חיתוך ברגים, בתורן, מחולקות גם לסוגים:
מכשיר מחרטה לחיתוך בורג
מחרטה לחיתוך בורג יש לו מכשיר אישי משלו. הגוף העיקרי של הציוד הוא נייח, והכלי מתחיל את עבודתו בלחיצה על ראשים מיוחדים. החלק המתקבל במהלך העיבוד יכול לשמש בפעולות כאלה. אנשים רבים חושבים כיום שהשימוש במחרטה לחיתוך ברגים אינו אופטימלי. ניתן להגביר את הטיפול בחומרים ולבצע ביעילות רבה יותר. אבל האלמנט שהיצרנים מקבלים לאחר העבודה בדרך כלל מרוצה.מחרטה חיתוך בורג - צירים
מחרטה לחיתוך בורג ציר- זהו ציוד חדש למדי. אבל, בכל זאת, הוא כבר הצליח לצבור פופולריות בקרב מומחים תעשייתיים. מחרטת ציר, המכונה אחרת RAM, משלבת את התכונות של כלי מפנה קונבנציונליים עם נוצה בסגנון ציר.על מַחֲרָטָהעקרון פעולה מסוג זה הוא די פשוט ומובן אפילו עבור אותם אנשים שמעולם לא נתקלו בתעשייה. ברגע שבו הציוד מעוגן עם חומר העבודה המיועד לעיבוד, הוא מתחיל להחליק לאורך פני השטח שלו. ולכן, תהליך העיבוד הופך להיות מהיר, קל ואיכותי.
מחרטה לחיתוך ברגים ב-CNC
מכונה זו מסוגלת להחליף את הציוד הישן. לרב הציר ולכלי מכונת CNC אחרים יש מספר יתרונות: קל להתקנה וקל לתפעול. טכניקה זו עונה באופן מלא על המגמות של פיתוח מקום העבודה של ימינו.
הביצועים של מחרטות חיתוך בורג CNC גבוהים בהרבה מאחרים סוגים קיימיםצִיוּד מהמעמד הזה... ניתן לציין שארגונים שרוכשים מכונות כאלה פותרים את בעיות התפוקה שלהם במאה אחוז. מחרטה חיתוך בורג יכול בקלות להיחשב הכי הרבה מכונה אוניברסליתמכל המחרטות הקיימות. הוא משמש בתנאים של ייצור בקנה מידה קטן וחד פעמי של חלקים שונים. כעת, בשל הרבגוניות שלו, הוא מבוקש מאוד בארגונים רבים העוסקים בתעשיית מתכת.
מחרטות מאפשרות לך לעבד משטחים פנימיים וחיצוניים. הטכניקה מאפשרת לטחון חלקים בצורות שונות (צורה, חרוטית, גלילית), קידוח, קידוח, קידוח חורים, קצוות קצוות, גלגול גלי, הברגה ועוד פעולות. כמו כן, האפשרות להשתמש בציוד מיוחד תעניק לכם אפשרות לבצע גם עבודות אחרות. כך למשל, תוכלו לבצע כרסום, שחיקה, חיתוך שיניים ועוד.
טכנולוגיית מחרטה לחיתוך בורג, קודם כל, הוא מיועד לייצור יחיד וקטן. אבל, במידת הצורך, ניתן לצייד אותו במכשירים והתקנים נוספים שיאפשרו להתרחב לייצור המוני. בייצור המוני, נעשה שימוש במכונות חצי אוטומטיות ומכונות אוטומטיות מסתובבות ומסתובבות. תחזוקה של המכונה כרוכה בהתאמה תקופתית, אספקת חומר למכונה ובקרה על החלקים המעובדים.
במכונה חצי אוטומטית, התנועות הקשורות להסרה והעמסה של חלקי עבודה אינן אוטומטיות. שליטה אוטומטית בזרימת העבודה של כאלה מחרטה לחיתוך ברגיםמתבצע הודות לגל הזיזים בו מותקנות הזיזים.
כל מחרטה לחיתוך ברגים (שולחן עבודה, אוניברסלית, עם CNC) היא הציוד שבעזרתו מתבצעת סיבוב של מתכת וחומרים אחרים.
1 המכשיר של מחרטת חיתוך הברגה - היחידות והמנגנונים העיקריים
יחידות מחרטות לחיתוך ברגים אוניברסליות מאפשרות לבצע סוגים כאלה של פעולות עיבוד מתכת כמו:
- חורים חורצים;
- סיבוב וקימום של משטחים מעוצבים, חרוטיים, גליליים;
- שקיעה נגדית;
- עיבוד וקיצוץ קצוות;
- הַשׁחָלָה;
- הִתעַמְלוּת.
לכל המכונות בקבוצה זו יש עיצוב זהה. יחידות ההרכבה העיקריות שלהם הן היחידות הבאות:
- תמיכה;
- חזית ו;
- תֵבַת הִלוּכִים;
- מיטה;
- נול;
- ציוד התנעה חשמלי;
- כנים;
- גיטרות מסוג להחלפה;
- רולר רץ;
- סינר;
- תֵבַת הִלוּכִים;
- בורג עופרת ( נוכחותה היא שמבדילה את המחרטה לחיתוך בורג מהמחרטה הרגילה).
ראוי לציין שלכל המרכיבים המרכיבים את המכונות הנבדקות יש לא רק את אותה מטרה ושם, אלא גם ממוקמים באותם מקומות.
המשמעות היא שיחידת ה-16K20, שיוצרה על ידי מפעל קרסני פרולטארי בשנות ה-70, ומ-Chelyabinsk Stankomash OJSC דומות זו לזו, כמו שני אחים. אפילו תרשים של מחרטה חיתוך ברגים עם מספרית ניהול תוכנה(לדוגמה) שונה מדגמים ישנים יותר רק בנוכחות ה-CNC הזה.

בנוסף ליחידות העיקריות, ליחידות קבוצת חיתוך הברגים מספר מנופי שליטה, בעזרתם מבצע המפעיל את עבודתו במכונה. הידיות הבאות זמינות:
- שינויים במהירות הציר;
- הגדרת הגובה וההזנה של החוט החתוך;
- הגדרת גובה חוט מוגבר או נורמלי;
- תנועה (אורכית ורוחבית) של המגלשה;
- תנועה של המזחלת העליונה;
- הפעלה והשבתה של בורג ההובלה (האום שלו);
- בחירת כיוון ביצוע החוט (ימני או שמאל);
- הפעלה ועצירה של המנוע החשמלי הראשי;
- תיקון הנוצה;
- התחל הזנה אורכית אוטומטית;
- תנועת הנוצה (ידית זו נקראת בדרך כלל ההגה);
- התחלה והפסקה של ההזנה;
- העברת התמיכה למצב תנועה מהירה;
- תיקון עמוד הזנב;
- עצירת הציר ושינוי כיוון התנועה של אלמנט זה של המכונה.
2 עקרונות סיווג אגרגטים של קבוצת מחרטות לחיתוך ברגים
הציוד המתואר מחולק למספר סוגים על פי שלושה מאפיינים טכניים:
- משקל המכונה;
- האורך המרבי של המוצר שניתן לעבד ביחידה מסוימת;
- הקוטר המרבי של החלק שהמכונה יכולה להתמודד.
אורך חלק העבודה הארוך ביותר לעיבוד תלוי במרווח בין מרכזי המחרטה. טווח מקטעי העיבוד המקסימליים לציוד שאנו שוקלים מתחיל בקוטר של 100 מילימטרים ומסתיים בקוטר של 4,000 מילימטרים. חשוב לדעת שיש מכונות שונות אותו מחווןהחלק המותר של חומר העבודה מאופיין לעתים קרובות בערכים שונים של אורך חומר העבודה.
לפי משקל, כל ציוד חיתוך הברגים מחולק לארבע מחלקות:
- עד 400 טון - מכונות כבדות (הקוטר הגדול ביותר של חלק לעיבוד בהן הוא 1600-4000 מ"מ);
- עד 15 טון - גדול (קוטר משתנה בין 600 ל 1250 מ"מ);
- עד 4 טון - בינוני (מ-250 עד 500 מ"מ);
- עד 0.5 טון - קל (מ-100 עד 200 מ"מ).

מכונות קלות מובנות בדרך כלל כשינויים בשולחן העבודה המשמשים אומנים לבית למטרות פרטיות ועסקים קטנים:
- אתרי ניסויים וניסויים של מפעלים;
- חברות שעונים;
- חברות לייצור מכשירים.
יחידות כבדות וגדולות משמשות בדרך כלל בהנדסת חשמל והנדסה כבדה. הם משמשים גם לעיבוד מיוחד של מנגנונים שונים:
- רוטורים של טורבינה;
- גלגלים של קרונות רכבת;
- אלמנטים במפעלי מתכות.
רוב פעולות הפנייה מבוצעות על מתקנים הקשורים קבוצת הביניים... הם מהווים כ-80 אחוז מכלל עבודות עיבוד המתכת. הם מאפשרים לך לבצע פעולות גימור וגימור למחצה, לחתוך מגוון חוטים.
העיצוב של מכונות כאלה נבדל על ידי מגוון גדול של הזנות של כלי העבודה ומהירויות ציר, קשיחות מספקת. הם מצוידים במנועים חשמליים בעלי הספק מקובל, המאפשר לעבד מתכת ומוצרים אחרים במצבים חסכוניים מאוד באמצעות כלים העשויים מסגסוגות סופר-קשות וחומרים קשים.
בנוסף, יחידות במשקל בינוני מצוידות במגוון של מכשירים מיוחדיםעל מנת להרחיב את הפוטנציאל הטכנולוגי שלהם. "צלצולים" כאלה מגבירים את איכות עיבוד חלקי העבודה ביחידות סיבוב ומקלים על עבודתם של סיבובים. הודות למכשירים אלו, המכונות הופכות לאוטומטיות פי כמה וקלות לשימוש.
מחרטות עם שליטה מתוכנתת (עם CNC) בברית המועצות יוצרו באופן פעיל למדי. הייצור של מכונות כאלה בוצע על ידי מפעל לנינגרד (דגם LA155), מפעל Kuibyshev (16B16) ואחרים. יחידות CNC משמשות בדרך כלל על ידי ארגונים גדולים לעיבוד רב תפעולי של מגוון גדול של מוצרים, המיוצרים בקבוצות קטנות (לא יותר מכמה מאות חתיכות). יכולת חזרה גבוהה של עיבוד מתכת וזמני החלפה קצרים הופכים את המכונות המתוכנתות לחיוניות במצב המתואר.
3 שיטות עבודה נפוצות על מחרטות של קבוצת חיתוך הברגים
לרוב, ציוד מפנה משמש לעיבוד (באמצעות חותכים) משטחים חיצוניים גליליים. במקרה זה, החלק מוכנס לתוך הצ'אק בהפרשה של 7 עד 12 מילימטרים (ההנחה היא שהאורך הנדרש של המוצר יהיה קצר יותר בכמות שצוינה). הצורך ב"מלאי" כזה נובע מהעובדה שהמפנה יצטרך לחתוך את חומר העבודה המוגמר, וגם לעבד את קצותיו.
![]()
עבור חיתוך הקצה, מתמיד או דרך ישר, כמו גם חותכי ניקוד משמשים. שכבת המתכת מוסרת ממשטח הקצה על ידי הזזת חותך המעבר בכיוון הרוחבי. אם נעשה שימוש בכלי חיתוך, החלק מעובד ממרכזו בכיוון האורך. לביצוע פעולת חיתוך והפיכת כתפיים קטנות על המוצר, משתמשים בדרך כלל בחותך דחף.
כאשר הליך החריץ מתבצע בחלק החיצוני של חומר העבודה במחרטה החיתוך בהברגה, המפעיל משתמש בכלי חריץ מיוחדים. הם עובדים איתם במהירויות נמוכות (בהשוואה לנוהל חיתוך הקצוות, מהירות הציר מוגדרת פי 4-5 נמוכה יותר). במקביל, החריצים נחתכים ללא מאמץ, בצורה חלקה ורכה ככל האפשר.

חיתוך המוצר המוגמר מתבצע על פי עיקרון דומה. פעולה זו מסתיימת ברגע שבו חתך הגשר על חומר העבודה הוא כ-2.5 מילימטרים. לאחר מכן, היחידה נעצרת, חותך מוסר מהחריץ, ואז המוצר פשוט מתנתק.
מחרטת הברגים (TVS), לפני שהפכה למה שהיא היום, עברה דרך ארוכה של אבולוציה. עם כל שלב בפיתוח, טכנולוגיה מסוג זה השתנתה בגודלה, כוחן של היחידות גדל, הפונקציונליות התרחבה, הפרמטרים של דיוק, ארגונומיה ועוד המון אינדיקטורים השתפרו.
מעניין שעקרון הפעולה של טכניקה זו לא השתנה בפועל מאז המצאתה. המכשיר של מחרטת הברגה הוא בלתי משתנה במובן הגלובלי של המילה, כמו גם יחידות היסוד שלו. גם העקרונות הבסיסיים של עבודה בטכניקה זו נשמרו.
בואו נסתכל מקרוב על הציוד הזה, שבלעדיו אי אפשר לדמיין לא רק מבנים תעשייתיים בודדים, אלא מגזרים שלמים במשק.
המהות של מכלול הדלק די פשוטה והגיונית. החלק הקבוע מסתובב לאורך ציר האורך. תהליך זה נקרא התנועה הראשית. בתורו, הכלי מובא לחומר העבודה ועושה מהלך רוחבי וקדימה. מניפולציות כאלה מאפשרות לך להסיר חלק מחומר העבודה במקומות הנכונים כדי לקבל את החלק המוגמר.
הראשי תכונה ייחודיתמחרטה לחיתוך ברגים מהרגיל יחידת סיבובזה נחשב כי העיצוב שלו מספק נוכחות של בורג עופרת מיוחד, המאפשר ליצור בצורה מדויקת מאוד שרשור חדשמהחלק החיצוני של חומר העבודה.
מרכיבי המפתח של היחידה
מחרטות חיתוך בורג מורכבות ממספר יחידות גדולות. המיטה היא החלק הבסיסי של המכונה, כאשר כל שאר חלקיה קבועים. המיטה עשויה מברזל יצוק עמיד במיוחד. בסיס כבד עם מסילות מרובות בחלק העליון הוא עיצוב שהוכיח את עצמו לפני שנים רבות. לכן יצרנים של יחידות מחרטות חיתוך ברגים לא משנים את הפורמט שנבדק בזמן הזה. עמוד הזנב והחוגה נעים לאורך המדריכים.

יחידה חשובה נוספת בעיצוב היא ה-headstock, שבו ממוקם הציר, מצויד בצ'אק לקיבוע חומר העבודה. כמו כן, על ה-headstock מסופקת תיבת הילוכים המקנה סיבוב מהמנוע החשמלי אל הציר.
התמיכה היא מרכיב חשובלהזנת כלי החיתוך. העיצוב כולל כרכרה מיוחדת, מחזיק כלי וסינר. יש צורך במחזיק הכלי כדי לתקן את הכלי. הכרכרה מזיזה את הכלי לאורך המדריכים.
עיצוב הסינר כולל מנגנוני בקרת קליפר ומגלשות מיוחדות הנעות ישירות לאורך הסינר בכיווני האורך והרוחב. הכונן לסינר מועבר על ידי תיבת ההזנה. הגיטרה המובנית מאפשרת לך להתאים אישית את גובה החוט. עמוד הזנב פועל כמחזיק חומר גדלים מותאמים אישית... בנוסף, נמצא עליו כלי, בין אם זה מקדחים, חולצים או שקעים.
יש לציין כי עיצוב זה של מחרטת חיתוך בורג נחשב לסט סטנדרטי של ציוד מסוג זה. זה לא שולל נוכחות של צמתים אופציונליים. בשנים האחרונות, יצרנים רבים ציידו את הציוד שלהם במנגנוני העתקה וקבצים מצורפים מיוחדים לכרסום, מה שמרחיב באופן משמעותי את הפונקציונליות של יחידה מסורתית.
יתר על כן, מחרטות חיתוך ברגים עם CNC יוצרות תחרות רצינית עבור דגמים סטנדרטיים. אגב, האחרונים נבדלים על ידי ביצועים מוגברים, דיוק וקלות שימוש.
בהתאם למכשיר המחרטה לחיתוך הברגה, ניתן לסווג ציוד זה לפי מספר מאפיינים. זו יכולה להיות מידת האוטומציה של תהליכי עיבוד חלקים, מאפייני עיצוביחידה והמטרה המיועדת של דגם מסוים.
כיום, חלוקה גסה של טכניקה זו יכולה להיות הסיווג שלה לאוטומטי וחצי אוטומטי. כמו כן מחרטות חיתוך ברגים הן מסוג אופקי ואנכי. זה תלוי איפה הציר ממוקם. יחידות אנכיות משמשות כאשר יש צורך בעיבוד חלקים קצרים וכבדים.

אחד הפרמטרים החשובים ביותר שמאסטר צריך לשים לב אליהם בבחירת מכונה הוא רמת העומס על האלמנטים המבניים הנעים. ככל שכל חלק בודד של המכונה חלש יותר, כך גדל הסבירות שהציוד לרוב ייכשל ויעמוד בטלה. זה נכון במיוחד עבור אלה שאינם משתמשים בטכניקה חדשה.
גם לאחר שנים של פעולה פעילה, קשיחות המיטה חייבת להישאר ברמתה המקורית, וכל יחידה חייבת לבצע את תפקידה ללא דופי. רק במקרה זה נוכל לדבר על הביצועים הגבוהים של היחידה על גבול היכולות שלה.
כיום, מחרטות חיתוך ברגים ישמחו אתכם בדיוק רב, שאין דומה ליחידות שיצאו באמצע המאה הקודמת. הכלים המגיעים עם טכניקה זו עשויים מסגסוגות קשיחות באיכות גבוהה עם חוזק מעולה. כמעט כל כלי המכונות המודרניים הם המדד לדיוק ופרודוקטיביות. כל זה שוב מאשר את העובדה שלמרות שהטכניקה הזו לא השתנתה כל כך כלפי חוץ, שלה מאפייני ביצועיםמתקדם מדי שנה.
מסקנות
מחרטות חיתוך ברגים הן ציוד שיש לו ביקוש יציב ברוסיה. כיום למאסטר יש מבחר עצום של יחידות חדשות ומשומשות. יצרנים מקומיים של ציוד כזה מספקים באופן מלא את הצורך בו. יחד עם זאת, יש להם גם מתחרים רציניים, בעיקר בקרב מותגים אסייתיים ואירופיים.
כך או כך, לחברות הייצור הרוסיות יש הכל כדי ליצור ציוד תחרותי באיכות גבוהה. מחירים נוחים, רכיבים באיכות גבוהה ופיתוחים הנדסיים יעילים הופכים את הטכניקה הזו לפופולרית מאוד במרחב הפוסט-סובייטי.
מטרת העבודה: לימוד המבנה הכללי של מחרטה לחיתוך הברגה, כלי עבודה, מתקנים וסוגי עבודה המבוצעות במכונה; למד לקבוע את זמן המכונה בעת הפניה.
ציוד במקום העבודה
1. מחרטה לחיתוך בורג.
2. סט כלי סיבוב.
3. חיבורים למחרטה לחיתוך הברגה.
4. הוראות שיטתיות.
ט.התקן המחרטה לחיתוך הברגה
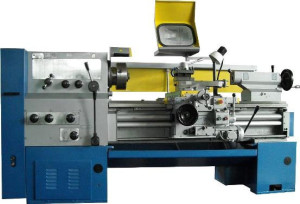
מחרטות חיתוך בורג הינן פרודוקטיביות ביותר וכלי המכונה הנפוצים ביותר. המכונה מיועדת לעיבוד מתכות שונות וחומרים לא מתכתיים. במכונה מתבצעות כל סוגי עבודות החריטה: חריטה חיצונית וקימום של משטחים גליליים וקוניים פנימיים, חיתוך, קידוח, שקיעה וסילוף חורים, חיתוך הברגות שונות וכו'. באמצעות מכונת צילום במכונה, אתה יכול לבצע עבודת צילום מחרטה. מחרטות חיתוך בורג, על פי הסיווג של מכונות חיתוך מתכת, שייכות לקבוצה I, סוג 6 (לדוגמה, דגם מכונה 16K20).
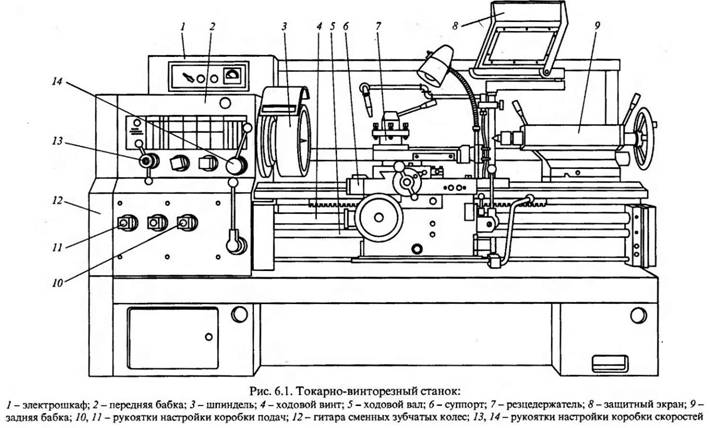
באיור. 2.1 מציג תרשים של מחרטה לחיתוך ברגים.
להתקנה של כל יחידות המכונה, נעשה שימוש במסגרת 2 עם מדריכים מנסרים אורכיים. המיטה מקובעת על כנים. בכן השמאלי I מותקן המנוע החשמלי של הכונן הראשי של המכונה, בכן הימני 12 יש מיכל לשימון וקירור נוזל ותחנת שאיבה. ה-headstock 6 מותקן על המיטה מעל הבולארד הקדמי. קופסת המהירות של המכונה והציר החלול מותקנים ב-headstock. מנגנונים והילוכים של תיבת ההילוכים מאפשרים קבלת מהירויות ציר שונות, ובכך מספקים את מהירות התנועה הראשית (V). על הציר, תקן את המתקנים (צ'אק הלסת, צ'אק נהג, מכונת כביסה) להעברת מומנט לחומר העבודה המעובד. בצד הקדמי של ה-headstock יש לוח בקרה ל-5 מנגנוני תיבת הילוכים.
5 6 7 8 9 10 11
אורז. 2.1. תרשים של מחרטה לחיתוך ברגים
בצד הקדמי של המיטה מתחת לראש, מותקנת תיבת הזנה 3. התיבה מכילה מנגנונים ותמסורות המאפשרות קבלת מהירויות תנועה שונות של הקליפרים. תיבת ההזנה מקבלת תנועה סיבובית מתיבת ההילוכים באמצעות גלגלי שיניים להחלפה, הנקראים גיטרה, הממוקמת בצד השמאלי של המיטה בתיבה 4.
התמיכה האורכית 7 נעה לאורך מובילי המיטה, ומספקת הזנה אורכית לחותך (S pr). לאורך המדריכים של התמיכה האורכית בניצב לציר הסיבוב של חומר העבודה, הכרכרה הרוחבית נעה, שעליה מותקנת התמיכה העליונה 9. הכרכרה הצולבת מספקת הזנה רוחבית לחותך (S p). ניתן להתקין את תומך המסתובב העליון בכל זווית לציר הסיבוב של חומר העבודה, דבר הכרחי בעת עיבוד משטחים מחודדים.
מחזיק חותך סיבובי 8 בעל ארבעה מצבים מותקן על התמיכה העליונה, בו ניתן להתקין ארבעה חותכים בו זמנית. לתמיכה האורכית מוצמד סינר 10. הסינר מכיל מנגנונים ותמסורות הממירים את תנועת הסיבוב של רולר הנסיעה או בורג העופרת לתנועת התרגומים של התומכים. גלגלת הנסיעה (עם חריץ ספליין אורכי) ובורג ההובלה (עם הברגה חיצונית) ממוקמים לאורך המיטה ומקבלים תנועה סיבובית מתיבת ההזנה. מנגנון הסינר מתוכנן כך שניתן לבצע את תנועת הקליפר או מגלגלת הנסיעה לסיבוב חלק, או מהבורג העופרת בעת ההברגה.
עמוד הזנב 11 מותקן בצד ימין של המיטה ונע לאורך המדריכים שלו. קולמוס הזנב יכול להכיל מרכז אחורי או כלי לעיבוד חורים (מקדחים, שקעים, חורשים). גוף הזנב מוזז ביחס לבסיס בכיוון הרוחבי, הכרחי בעת סיבוב המשטחים החיצוניים המחודדים הארוכים.
לספק תנאים רגיליםהמכונה מצוידת בתאורה פרטנית ומסך מגן מיוחד המגן על העובד מפני פציעה כתוצאה מהשבבים היוצאים.
למחרטות חיתוך בורג יש את החיבורים והאביזרים הבאים: צ'אקים, מרכזיים, צ'אק נהג, משענות יציבות וסרגלים להעתקה.
עבודת מעבדה
טכנולוגיות ייצור ותעשייה
אורז. מחרטה לחיתוך בורג היחידות והתנועות העיקריות של המכונה 16K20 ב-headstock 1 איור. קָצָר מפרט טכניהקוטר הגדול ביותר של חומר העבודה לעיבוד מעל המיטה מ"מ 400 הקוטר הגדול ביותר של חומר העבודה לעיבוד מעל הגררה התחתונה של התמיכה מ"מ 220 הקוטר הגדול ביותר של חומר העבודה לעיבוד מ"מ 53 האורך הגדול ביותר של חומר העבודה ל להיות מעובד מ"מ 71010001400 מהירות ציר min1 1251600 מספר מהירויות ציר 22 הזנה מ"מ סל"ד: אורכי 00528 חתוך רוחבי 002514 הברגות: ...
מתקן המחרטה לחיתוך הברגה, העבודה שבוצעה בה, אביזרים וכלים
מַטָרָה: ללמוד את המכשיר של מחרטה חיתוך ברגים ואת מטרת היחידות והחלקים העיקריים שלה; היכרות עם כלי החיתוך המשמשים לביצוע עבודות חריטה שונות; הכירו את סוגי הפנייה והאביזרים המשמשים לכך.
צִיוּד. מוד מחרטה לחיתוך בורג. 16K20; כלי מפנה, מקדחות, שקעים, חוגרים, ברזים, מתלים; מחסניות, מרכזים, לונטות;
המחרטה האוניברסלית לחיתוך בורג mod.16K20 מיועדת לעיבוד חלקי עבודה בצורה של גופי מהפכה, כמו גם לחיתוך עם חותך סוגים שוניםחוטים.
איור 1. מחרטה לחיתוך בורג
היחידות והתנועות העיקריות של המכונה 16K20
ב-headstock 1 (איור 1), הניחציר ו תֵבַת הִלוּכִים.,נועד לשנות את תדירות וכיוון הסיבוב של הציר עם חומר העבודה.זנב 2 תומך בחומר העבודה בעת עבודה פנימהמרכזים ומשמשת לאבטחהכְּלִי, חור עיבוד(מקדחים, שקעים, חורשיםוכו.). בעת שינוי אורך חומר העבודה גב זנבלנוע לאורך המדריכים.קליפר 3 נושא מחזיק כלי עם חותך ומודיע לו על האורך או הרוחבי תנועה לאורך הציר של חומר העבודה.סינר 4 נועד להעביר תנועה לקליפר ממנובורג עופרת 5 או פיר עופרת 6 בכיווני האורך והרוחב.תֵבַת הִלוּכִים 8 מסדיר את ההזנה ומפעיל את הבורג המוביל.
על המיטה 7, היחידות העיקריות של המכונה מותקנות. בעת עיבוד שבבי במחרטהתנועה עיקריתהוא סיבוב צירעם ריק. בעת סיבוב משטח גלילי, לגררת התמיכה עם חותך יש הזנה אורכית, וכאשר מזיזים את השקף של התמיכה,הזנה צולבת.כאשר חותכים את הקצה על פני השטח, ההזנה הרוחבית הופכת לתנועה מתמשכת, וההזנה האורכית משמשת כדי לצלול מעת לעת את החותך לתוך חומר העבודה. בְּתנועה ראשית של הקשה בחוטותנועת הזנה אורכית מהווים תנועה מורכבת בונה צורה.
הגיטרה של 9 הילוכים להחלפה משמשת להגדרת המכונה בעת חיתוך סוגים שונים של חוטים עם חותך.
מאפיינים טכניים קצרים של המכונה
הקוטר הגדול ביותר של חומר העבודה
מעל המיטה, מ"מ 400
הקוטר הגדול ביותר של חומר העבודה, מעובד
מעל הגררה התחתונה של התומך, מ"מ 220
הקוטר הגדול ביותר של המעובד
בר, מ"מ 53
האורך הגדול ביותר של העיבוד
חלקי עבודה, מ"מ 710,1000,1400
מהירות ציר, דקות-1 12,5-1600
מספר מהירויות הסיבוב של ציר 22
הזנה, מ"מ/סיבוב:
אורך 0.05-2.8
רוחבי 0.025-1.4
חותכים חוטים:
מטרי, גובה פני מ"מ 0.5-112
אינץ', מספר חוטים לאינץ' 56-0.5
מודולרי, גובה גובה במודולים 0.5-112
מגרש, במגרשים 56-0.5
קוטר קדח ציר, מ"מ 55
הספק מנוע חשמלי ראשי, קילוואט 11
הסוגים העיקריים של עבודת מפנה
מחרטות מבצעות סיבוב של משטחים גליליים, חיתוך קצוות, סיבוב חריצים חיצוניים, חיתוך מתכת, קידוח, קידוח, שקיעה, חריטה, קידוח חורים וחריצים פנימיים, מרכז, עיבוד, "משטחים עם חותכים מעוצבים, חיתוך חוטים עם מתכת, ברזים, חותכים, ראשי גלגול חוטים, עיבוד משטחים חרוטיים.
הכלים העיקריים לפנייה הם חותכים. בהתאם לאופי העיבוד, החותכים עוברים גס וגימור. פרמטרים גיאומטרייםחלקי החיתוך של החותכים הללו הם כאלה שהם מותאמים לעבודה עם שטחי חתך גדולים וקטנים של שכבת החתך.
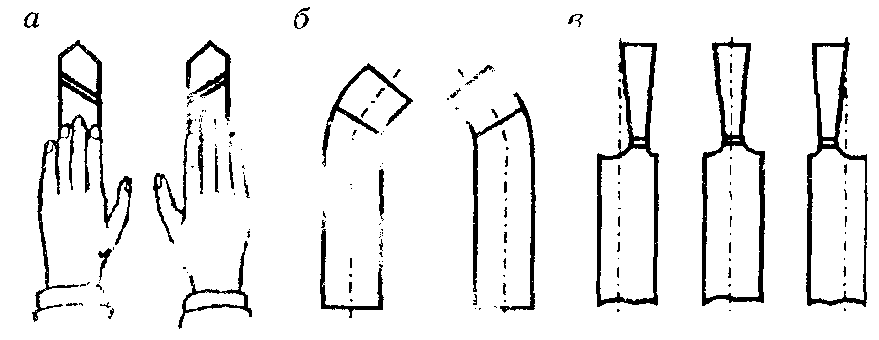
לפי צורת ומיקומו של הלהב ביחס למוט, החותכות מחולקות לקווים ישרים (איור 2,א), מכופף (איור 2, ב), ומשורטט (איור 2, ג). עם חותכים נמשכים, רוחב הלהב בדרך כלל קטן מרוחב המחבר. ניתן למקם את הלהב בצורה סימטרית ביחס לציר מחזיק הכלי או להיות מוסט ימינה או שמאלה.
בכיוון תנועת ההזנה, החותכים מחולקים לימין ולשמאל. לחותכות ימין יש את קצה החיתוך הראשי בצד האגודל יד ימין, אם אתה שם אותו על החותך מלמעלה (איור 2, א). בתנועת העבודה, חותכות כאלה נעות מימין לשמאל (מהגב הזנב לחזית). בחותכות השמאליות, עם הטלת יד שמאל דומה, קצה החיתוך הראשי ממוקם גם בצד האגודל (איור 2, ב). חותכים כאלה נעים משמאל לימין בתנועת ההזנה.
 לפי ייעודם, כלי הפיכה מחולקים לדרך, משעמם, ניקוד, חיתוך, עיצוב, השחלה וחריצים.
לפי ייעודם, כלי הפיכה מחולקים לדרך, משעמם, ניקוד, חיתוך, עיצוב, השחלה וחריצים.
כדי להבטיח את הדיוק הנדרש ואיכות פני השטח של החלק תוך שמירה על פריון עבודה גבוה,
שמאל ימין שמאל ימין
איור 2. מגוון כלי חריטה: a - קווים ישרים,
ב - כפוף, ג - כפוף, ד - מצויר
יש צורך לבחור את הגיאומטריה הנכונה של החותך. זוויות התוכנית משחקות כאן תפקיד חשוב. זוויות תכנון (איור 3) הן הזוויות בין קצוות החיתוך של החותך לכיוון ההזנה: φ - זווית כניסה, φ 1 - זווית עזר בתכנית, ε - זווית קודקוד (ε = 180° - φ - φאחד ). זוויות φ ו-φ 1 תלוי בהשחזה ובהגדרה של החותך, והזווית ε תלויה רק בהשחזה. בזווית קטנה φ, חלק גדול מקצה החיתוך מעורב בעבודה, פיזור החום משתפר וחיי הכלי מתארכים. בזווית גדולה φ, חלק קטן יותר של קצה החיתוך עובד, ולכן חיי הכלי מצטמצמים. בעת עיבוד חומר עבודה ארוך ודק, כאשר קיימת סכנה להטייתו, משתמשים בחותכים בעלי זווית גדולה φ, שכן במקרה זה כוח הלחיצה יהיה קטן יותר. לעיצוב חלקי עבודה קוטר גדולבחר φ = 30 -45 °, עבור דק (לא קשיח) - φ = 60 - 90 °.
זווית עזר φ 1 - הזווית בין קצה העזר לכיוון ההזנה. אם φ 1 קטן, אז בגלל סחיטה מסוימת של החותך, קצה העזר חותך לתוך המכונה
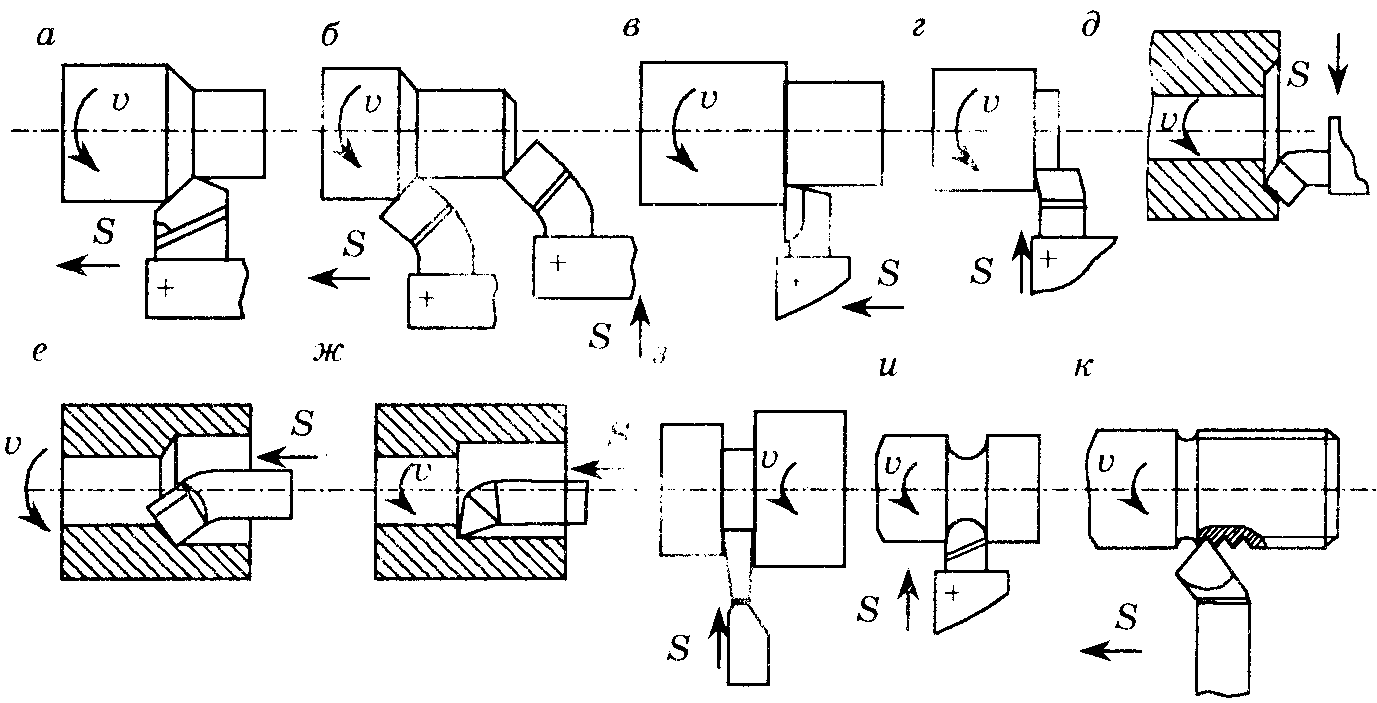
איור 4. סוגי כלי מפנה: a - קווים ישרים ו-b - כפוף דרך, v תותב מתמיד, ד, ד - חתך, ה - משעממים משעממים, w - משעמם מתמיד, z - ניתן להסרה, ו- בצורת, k - מושחל
משטחים ומקלקלים אותו. זווית גדולה φ 1 לא מקובל בגלל היחלשות קצה החותך. בדרך כלל φ 1 = 10 - 30 מעלות.
ישר דרך (איור 5.5,א) וכפוף (איור 4,ב) חותכים משמשים לעיבוד משטחים חיצוניים. עבור חותכים ישרים, בדרך כלל זווית הכניסה הראשית φ = 45 - 60 מעלות, והעזר φ 1 = 10-15 מעלות. עבור חותכים מכופפים, הזוויות בתכנית φ = φ 1 = 45 מעלות. חותכים אלה פועלים כחותך דרך עם תנועת הזנה אורכית וכחותך ניקוד עם תנועת הזנה רוחבית.
לעיבוד סימולטני של משטח גלילי ומישור קצה, נעשה שימוש בנקודות ביקורת חותכים מתמידים(איור 4, v), עבודה עם תנועת הזנה אורכית. זווית הכניסה φ = 90 מעלות.
חותכי ניקוד משמשים לקיצוץ הקצוות של חלקי העבודה. הם עובדים עם תנועת הזנה רוחבית לכיוון המרכז (איור 4,ז) או מהמרכז (איור 4,ה) ריקים.
חותכים משעממיםמשמש לקידוח חורים, קודחים מראש או מתקבלים על ידי הטבעה או יציקה. ישנם שני סוגים חותכים משעממים: ישר דרך - לשעמום דרך (איור 4, ה), מתמשך - לעיוורים (איור 4,ז). הם שונים בצורת הלהב. עבור חותכים משעמם, הזווית בתוכנית היא φ = 45-60 °, ולכלים משעמם דחף, הזווית φ היא מעט יותר מ-90 °.
חותכים חתוכים משמשים לחיתוך חלקי עבודה לחתיכות, חיתוך חלק עבודה מעובד וסיבוב חריצים. הם עובדים עם תנועת הזנה רוחבית (איור 2,ח). לכלי החיתוך יש קצה חיתוך ראשי הממוקם בזווית φ = 90° ושתי עזר עם זוויות φ 1 = 1-2 מעלות.
חותכים מעוצבים משמשים לעיבוד משטחים קצרים בעלי אורך קו גנרטריקס של עד 30-40 מ"מ. צורת קצה החיתוך של חותך הפרופיל מתאימה לפרופיל של החלק. לפי התכנון, חותכים כאלה מחולקים למוט, עגול, פריזמטי, ובכיוון של תנועת הזנה - לרדיאלי ומשיק. על מחרטה לחיתוך ברגיםבמכונות, משטחים מעוצבים מעובדים, ככלל, עם חותכי מוט, המקובעים במחזיק כלי המכונה (איור 4,וכן).
חותכי הברגה (איור 5.5, k) משמשים ליצירת חוטים פנימיים חיצוניים של כל פרופיל: מלבני, משולש, טרפז. צורת להבי החיתוך שלהם מתאימה לפרופיל ולמידות החתך של החוטים שיש לחתוך.
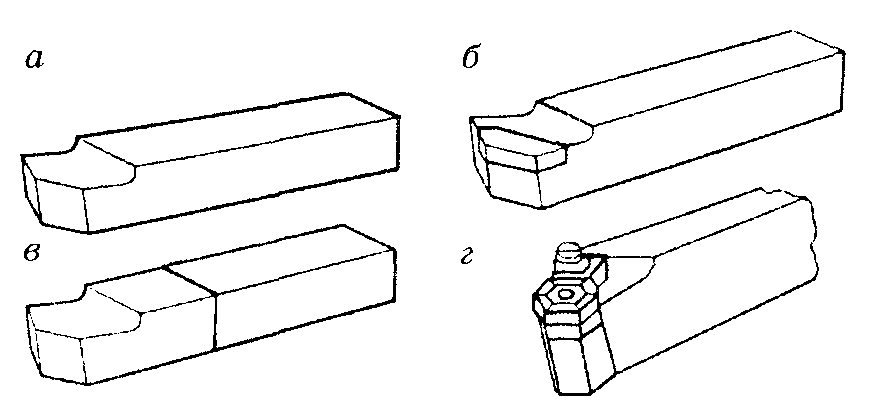 על ידי עיצוב, חותכים מקשה אחת מובחנים, עשויים מיצירה אחת; מרוכב (עם חיבור קבוע של חלקיו); עם צלחות מולחמות; עם הידוק מכני של צלחות (איור 5).
על ידי עיצוב, חותכים מקשה אחת מובחנים, עשויים מיצירה אחת; מרוכב (עם חיבור קבוע של חלקיו); עם צלחות מולחמות; עם הידוק מכני של צלחות (איור 5).
איור 5. סוגי מחרטה אבל עיצוב: מוצק(א, ב) קומפוזיט עם מולחם (בפנים) או עם הידוק מכני(ד) צלחות
מחזיקי כלים עשויים בדרך כלל פלדות מבניות 40, 45, 50 ו-40X עם חתכים שונים: מרובע, מלבני, עגול וכו'.
לחתכים עם הידוק מכני של תוספות קרביד יש יתרונות משמעותיים על פני חותכים מולחמים, שכן עם עיצוב כזה נמנעת האפשרות של סדקים בצלחות במהלך ההלחמה, ואורך חיי השירות של חלק ההידוק של החותך מתארך.
תוספות חיתוך רב-פנים מיוצרות עם שלושה,ארבע, חמש ושש פרצופים (איור 6). על מנת ליצור זווית חיובית על פני השטח הקדמיים של הצלחת, חורים וחריצים נעשים לאורך קצוות החיתוך על ידי לחיצה עם סינטר לאחר מכן.
הרבגוניות של מכונת חיתוך המתכת מורחבת על ידי שימוש באביזרים ובאביזרים. על מחרטה, העיקריים שבהם הם: chucks, centers (איור 7), lunettes. אמצעי עזר משמשים גם: צ'אק מקדחה, שרוולי מתאם, מהדקים.
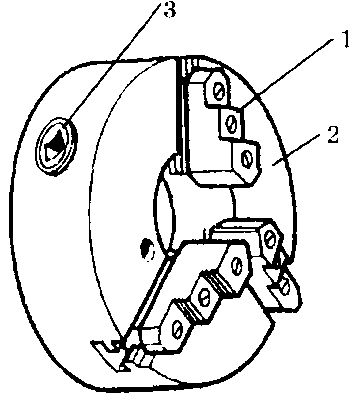
מבין המחסניות, הנפוצה ביותר היא הצ'אק בעל שלוש הלסתות המרוכז בעצמו (איור 8). העיצוב שלו מאפשר תנועה בו-זמנית של שלוש מצלמות בכיוון הרדיאלי, שבגללו ממוקמת חומר העבודה לאורך ציר הציר.
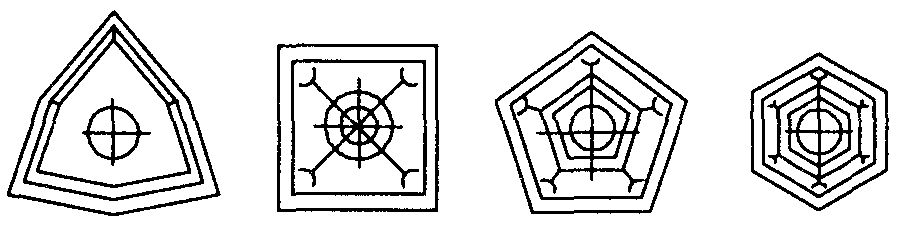
 איור 6. תוספות חיתוך רב פנים
איור 6. תוספות חיתוך רב פנים
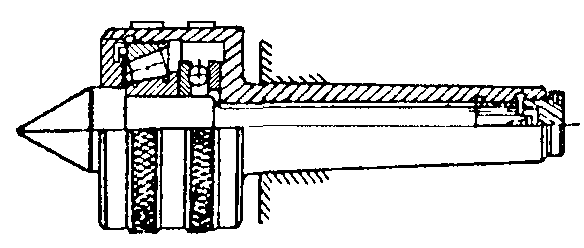
איור 7. מרכז מסתובב
איור 8. צ'אק בעל שלוש לסתות מרוכז בעצמו
 עם קטע א-סימטרי של חלקי עבודה, כאשר הקיבוע הנכון שלו צ'אק שלוש לסתותבלתי אפשרי, נעשה שימוש בצ'אק בעל ארבע לסתות עם מהדק לסת נפרד או לוחית פנים (איור 9).
עם קטע א-סימטרי של חלקי עבודה, כאשר הקיבוע הנכון שלו צ'אק שלוש לסתותבלתי אפשרי, נעשה שימוש בצ'אק בעל ארבע לסתות עם מהדק לסת נפרד או לוחית פנים (איור 9).
בעת עיבוד במרכזים, כדי לתת סיבוב לחומר העבודה, נעשה שימוש ב-chucks כונן (איור 10). בְּ עיבוד חיצונינעשה שימוש בחלקי עבודה ארוכים בקוטר קטן על מנת למנוע צניחה
איור 9. מיטה שטוחה
לונטות קבועות (איור 11, א) או מטלטלות (איור 11, א).
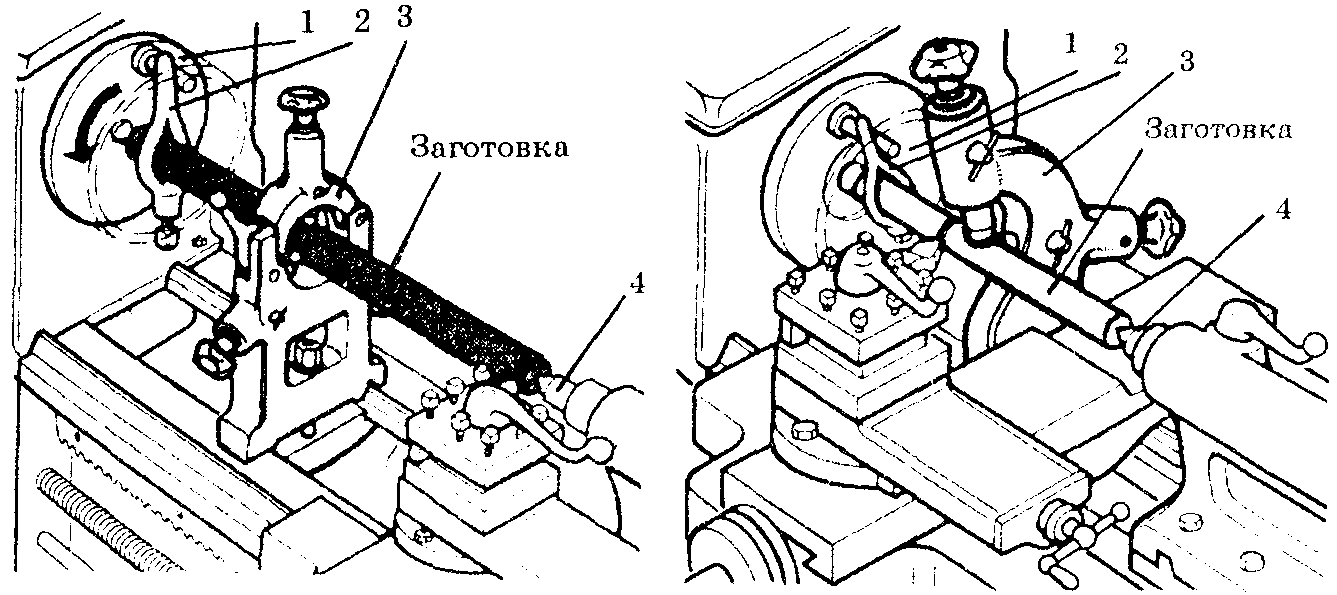
 משטחים חרוטיים על מחרטה מעובדים בדרכים הבאות: כלי סיבוב רחב, סיבוב המגלשה העליונה,תזוזה של גוף הזנב בכיוון הרוחבי ובאמצעות עותק או סרגל מחודד.
משטחים חרוטיים על מחרטה מעובדים בדרכים הבאות: כלי סיבוב רחב, סיבוב המגלשה העליונה,תזוזה של גוף הזנב בכיוון הרוחבי ובאמצעות עותק או סרגל מחודד.
חותכת רחבה (איור 12,א) בדרך כלל טוחנים משטחים חרוטיים קצרים באורך של 25-30 מ"מ.
בעת עיבוד משטחים חרוטיים על ידי סיבוב התמיכה העליונה (איור 12, ב), הוא מותקן בזווית,שווה למחצית הזווית בחלק העליון של החרוט לעיבוד. העיבוד מתבצע עם הזנה ידנית. זווית הסיבוב נקבעת על ידי הנוסחה
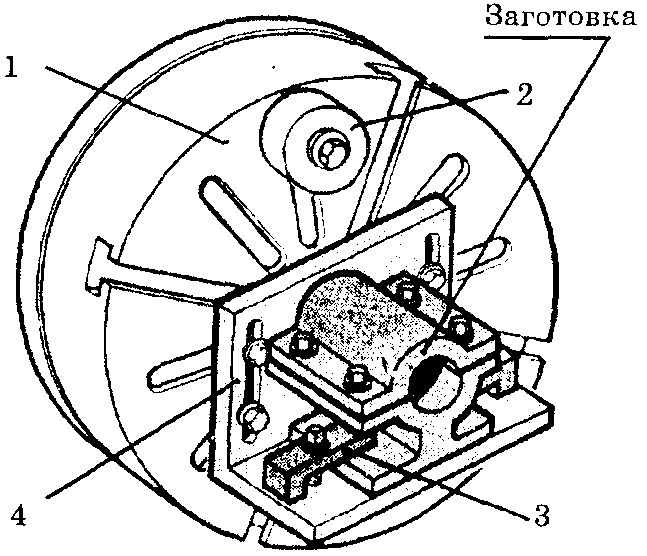
איור 10. עיבוד במרכזים: 1 - צ'אק נהג, 2 - מרכז קדמי, 3 - מהדק, 4 - צ'אק אחורי, 5 - קולמוס tailstock
איור 11. עיבוד של חלקי עבודה ארוכים באמצעות נייח(א) ומזזות (ב) לונטות
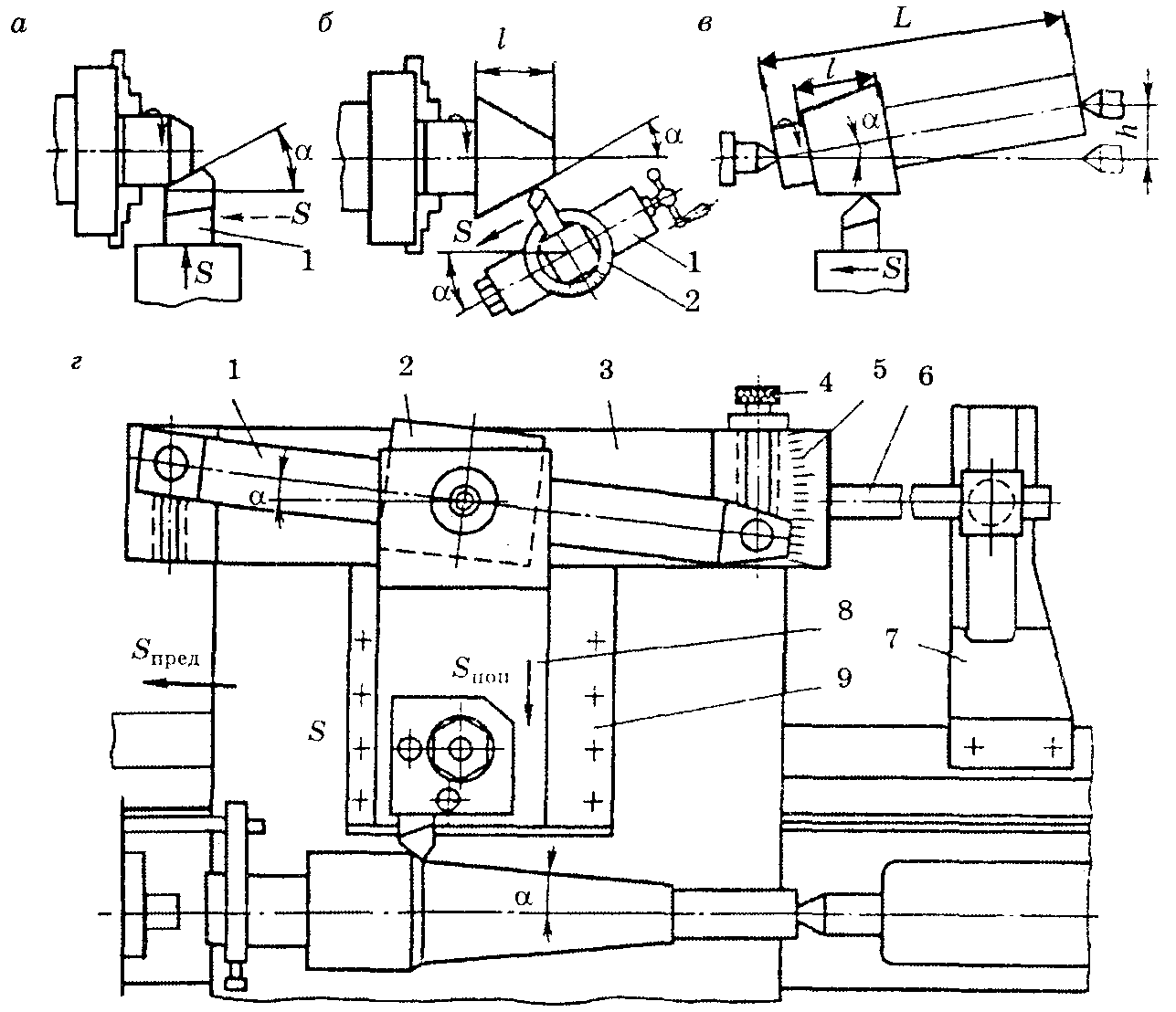
איור 12. דרכים להפוך קונוסים: א - עם חותך רחב,ב - על ידי סיבוב התמיכה העליונה, v - תזוזה של בית גב הזנב; G - באמצעות סרגל מחודד, 1 - סרגל מסתובב, 2 - מחוון, 3 - סרגל קבוע, 4 - בורג, 5 - סקאלה, 6 - מוט משיכה, 7 - תושבת, 8 - שקף, 9 - גוף
איפה ד' וד' - קטרים של המשטחים החרוטיים המעובדים, מ"מ;ל - גובה חרוט, מ"מ.
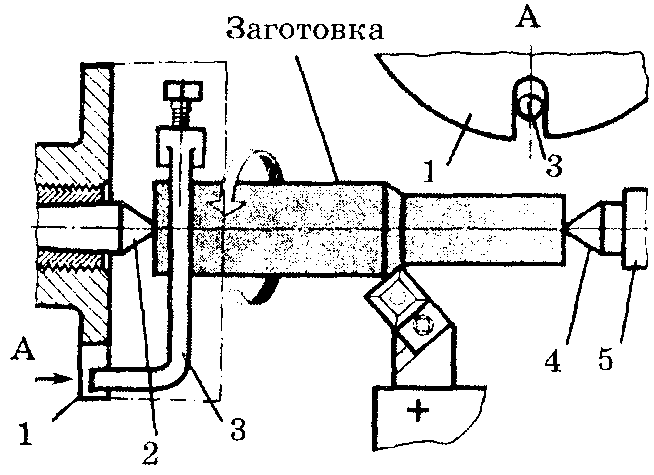
על ידי העברת גוף הזנב לכיוון הרוחבי (איור 12, ב), הוא טוחן משטחים מחודדים ארוכים עם זווית מתחדדת קטנה בקודקוד (עד 12 מעלות). במקרה זה, העקירה מרכז אחוריבכיוון הרוחבי נקבע מהביטוי
שבו ל - האורך הכולל של חומר העבודה המיועד לעיבוד, מ"מ.
שיטה לעיבוד משטחים מחודדים באמצעות סרגל מחודד (איור 12,ז), מחובר למיטה המכונה, מאפשר לך לקבל משטח מחודדעם זווית קודקוד של עד 40 מעלות. העיבוד מתבצע עם הכללת הזנה מכנית.
בהתאם לצורה ולגודל של חלקי העבודה, הם משמשים דרכים שונותלתקן אותם. עם היחס בין אורך חומר העבודה לקוטר L / D < 4 заготовку закрепляют в патроне. При4 < L / D < 10 заготовку устанавливают в центрах, а при L / D > 10 משתמשים ב-lunettes.
שיטה נפוצה היא עיבוד מרכזי (איור 13), מכיוון שהיא מאפשרת לסדר מחדש חלק ממכונה למכונה ללא יישור נוסף. במקרה זה, חורים מרכזיים קודחים מראש בקצות חומר העבודה. הצורה והממדים של החורים המרכזיים (איור 14) הם סטנדרטיים. כאשר מותקן על המכונה, הנקודות של מרכזי העמוד הראשי והגב האחורי של המכונה נכנסות לחורים אלה.
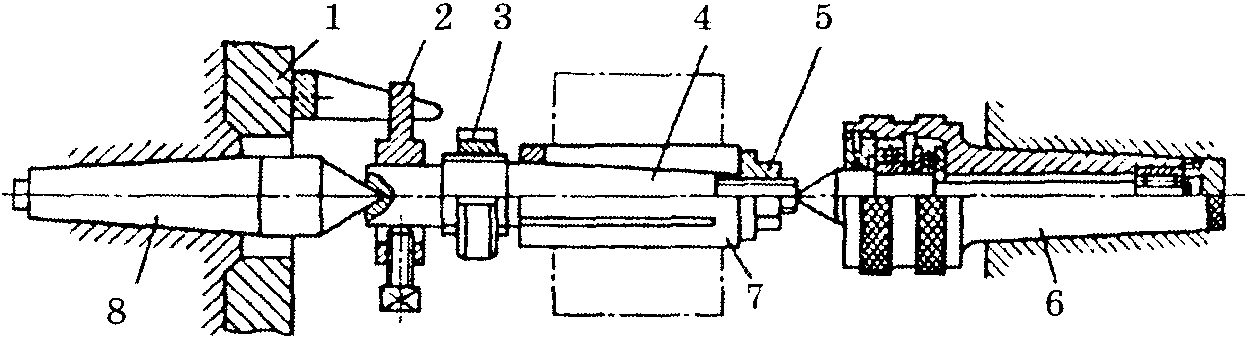
איור 13. עיבוד במרכזים: 1 - צ'אק נהג, 2 - מהדק, 3 - אום, 4 - מוט, 5 - אום, 6 - מרכז מסתובב, 7 - תותב, 8 - מרכז קדמי
כדי להעביר את הסיבוב מהציר של העמוד הראשי לחומר העבודה, השתמשו במחבט הנעה 1 (איור 13), הגדר
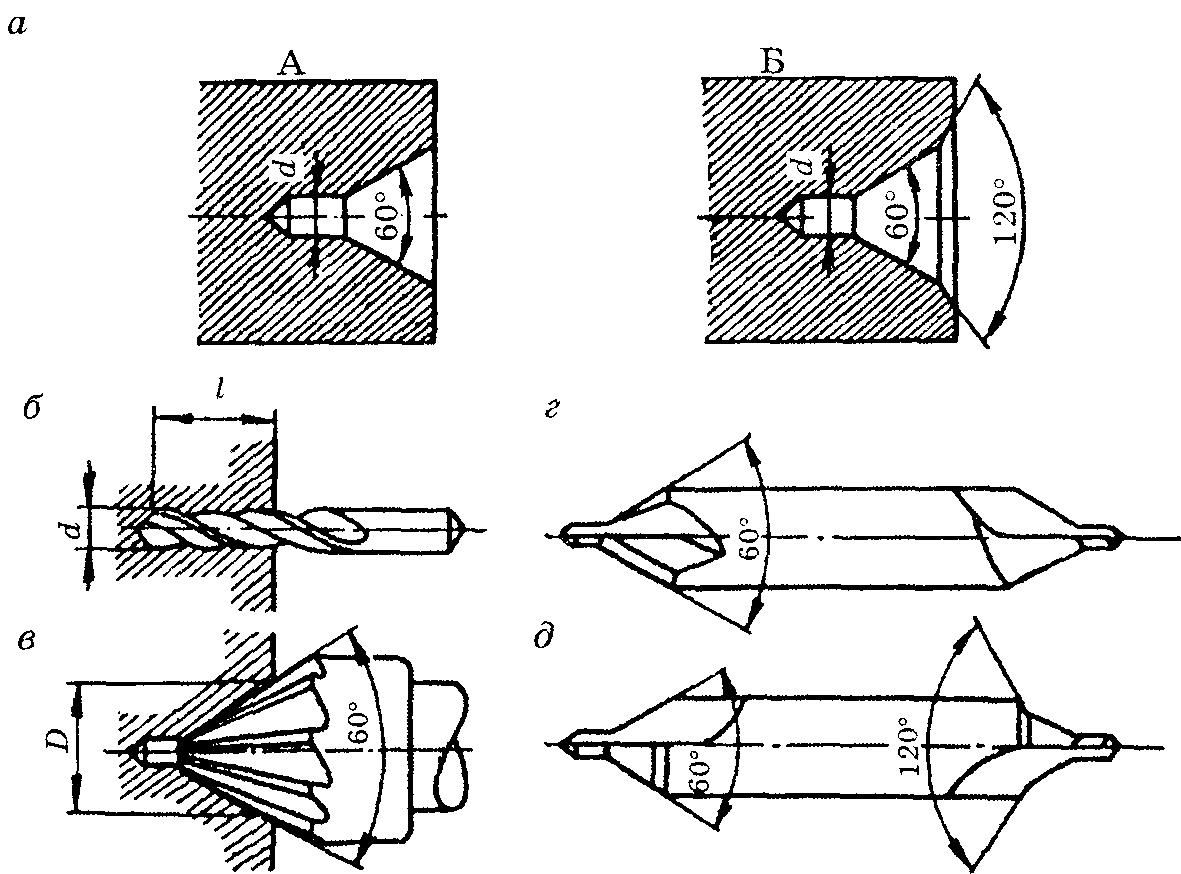
איור 14. חורים מרכזיים (א) וכלי (b - מקדחה גלילית,ג - שקיעה, ג, ד - שילוב מקדחה)
שפכו על הציר, ומהדק 2 קבוע לחומר העבודה.
מרכזים מותקנים בציר המכונה ובנוצה של עמוד האחור. המרכז, המותקן בציר, מסתובב עם חומר העבודה. מרכז פשוט (איור 15, א), המותקן בקולמוס הזנב, אינו מסתובב, ולכן הוא נשחק ושוחה את החור המרכזי של חומר העבודה. מרכז מסתובב משמש למניעת בלאי (ראה איור 7). לפעמים הם משתמשים: לחתוך את המרכז בעת חיתוך קצה התחת; מרכז הפוך (איור 15, ב) בעת הפיכת חלקי עבודה בקוטר קטן (עד 5 מ"מ).
![]()
איור 15. מרכזי מפנה: א - מרכז פשוט (1 - קונוס, 2 - צוואר, 3 - קונוס, 4 - שוק); b - מרכז הפוך
וגם יצירות נוספות שעשויות לעניין אותך |
|||
| 58029. | השלמת היווצרותן של אימפריות קולוניאליות עולמיות. יחסים בינלאומיים בשליש האחרון של המאה ה-19 | 122 KB | |
| מטרות: ליצור רעיון של הודו במחצית השנייה של המאה ה-19; להכיר את עקרונות המדיניות הקולוניאלית הבריטית בהודו; לחשוף את הסיבות למהלך ואת תוצאות מרד הספוי; גבשו בעצמכם את שיפוטכם לגבי האידיאולוגיה של הנטל של האדם הלבן... | |||
| 58030. | הוֹדוּ. מאפיינים תרבותיים והיסטוריים. מאפיינים כלכליים וגיאוגרפיים | 118 KB | |
| מטרה: ליצור הבנה כללית של התלמידים לגבי התרבות והמאפיינים הכלכליים של הודו; לשפר את כישורי התלמידים לבחירה ולנתח חומר באופן עצמאי; להמשיך ביצירת מיומנויות להכללה ולהסקת מסקנות; לחנך אחריות... | |||
| 58031. | זמן רב הודו | 78.5 KB | |
| דבר הקורא: חוקרי השנה איתכם נקבל הדרכה על ההחלקה אל הציקבו והודו המסתורית. Vivchennya חומר חדש מיקום גיאוגרפי של הרובוט ההודי עם מפה. | |||
| 58032. | העקשנות של הכומר כצורה מיוחדת של המילה בפרויקטים של "חפש במיוחד את בית הספר לילדים" | 1.94 מגה-בייט | |
| META: vykhovuvati מאוהב חינוך עד vivchennya אוקראיני movi; יוזמה יצירתית וקידום שיפור הבריאות; פיתוח יכולת מוטיבציה של מדענים וטיפים לתקשורת תקשורתית בעזרת תנועה במצבי חיים חדשים ... | |||
| 58033. | אחסון פשוט וקל של משימות, כגון הכללת פעולות על פני ערכים, סיבוב לפי אזור אחד | 58.5 KB | |
| מטרה: חינוך: ניסוח של פיקחות מספרית וטיפים, פיתוח ברור יותר של משימות, ניתוח מיומנויות מתמטיות; פיתוח: פיתוח מיקוד לוגי ואלגוריתמי, יכולות קוגניטיביות ואינטלקטואליות, גירוי התפתחות, חשיבה של מדענים בוויכוחים והסבר דעתך... | |||
| 58034. | סטגנציה אינטגרלית לפני מידול תהליך | 2.54 מגה-בייט | |
| Navchalna: פרסום ושיטתיות של הידע של התלמידים עם אלה "אינטגרל ו-yogo zasosuvannya"; להכיר את השינוי הגיאומטרי, הפיזי והכלכלי של האינטגרציה; לגבש את העצות הראשונות של התלמידים לשיטתיות עצמאית ולהציץ בידע ... | |||
| 58035. | יישום אינטגרלי | 107 KB | |
| מטרה: הכללה ושיטתיות של ידע בנושא יישום האינטגרל. מימוש ידע בסיסי הגדרה של אנטי נגזרת; הגדרה של אינטגרל בלתי מוגדר; הגדרה אינטגרלית... | |||
| 58036. | יציב של אינטגרל ערך | 558.5 KB | |
| קבל ידע על הטרנספורמציה הגיאומטרית והפיזיקלית של האינטגרל. המורה הכריז על סיום הנאום בפעם הראשונה עבור פונקציה אחת ויחידה שתבוא בעקבותיו... | |||
| 58037. | כיבוש הערבים. הקמת הח'ליפות הערבית | 248.5 KB | |
| שקול את ההיסטוריה של יצירת הח'ליפות הערבית והופעת האסלאם, הכירו את ההישגים המבריקים ביותר של התרבות האסלאמית; לשפר את מיומנויות העבודה עם המפה ההיסטורית | |||





 נישואים עתידיים של הנסיך הארי שנה NTV")



משקאות אנרגיה: תנו מרץ, אבל קחו את הבריאות מה יקרה אם תשתו 4 משקאות אנרגיה
חרדל לירידה במשקל: איך להשתמש בתיבול עם תועלת מרבית האם לילדים יש חרדל
היתרונות והנזקים של חרדל לגוף האדם יתרונות ונזקים של חרדל שולחן
כיצד לטפל באוזן לאחר פירסינג: סוגי חומרי חיטוי, הרכבם, הכללים ותכונות הטיפול באוזן מנוקבת
הקפלה הסיסטינית בוותיקן: תיאור, היסטוריה, מאפיינים אדריכליים