סעיף 23. פקה צ'אקים. צ'אק שלוש לסתות.
על מכונות צריחלהגיש מועמדות שתי מצלמותתַחְמוֹשֶׁת, שלוש מצלמותמחסניות ו ארבע לסתותמחסניות.
ב-ד צ'אקים בעלי לסת כפולה מרוכזים בעצמםהם מתקנים מגוון רחב של יציקות וחישול, ולעתים קרובות הם מייצרים מצלמות מיוחדות שנועדו לתקן רק חלק אחד.
חתכים תחתונים הם הפחתות בקוטר המעובדות במרכז החסר כדי להבהיר את החלק או כדי להקטין את שטח החלק מסיבות מיוחדות, כגון להחזיק טבעת O. חלק מהכלים, כגון מקדחים וחורשים, דורשים הפחתה בקוטר בקצות החילים כדי לאפשר מרווח או יציאה של החותך או גלגל השחזה. הקטנת קוטר של פיר או חומר עבודה במרכז עם כתפי פילה בכל קצה ניתן לעשות עם סכין עגולה.
לכלי זה עשוי להיות זווית מסילה צדדית, תלוי בכמות העבודה הנדרשת. עיבוד שבבי. קופסת הכלים ללא מסילה צדדית היא הטובה ביותר לעיבוד שבבי בכל כיוון. חיתוך תחתון נעשה על ידי הזנת אזמל הכלי לתוך חומר העבודה תוך הזזת הכרכרה מעט קדימה ואחורה. זה מונע הקצעה ופטפוט על משטח העבודה.
בְּ צ'אקים בעלי שלוש לסתות מרוכזות בעצמםלהדק חלקים עגולים ומשושים או מוטות עגולים בקטרים גדולים.
בְּ צ'אקים בעלי ארבע לסתות מרוכזות בעצמםברים של חתך מרובע מהודקים, ובמחסניות פשוטות עם התאמה אישית של מצלמות - חלקים של פרופיל מלבני וצורה א-סימטרית.
צורת הכלי והעומק אליו הוא מוזן לעבודה קובעים את צורת וגודל החריץ. חריצים מרובעים ועגולים נחתכים לעתים קרובות במהלך העבודה כדי לספק מקום לכלי להיגמר במהלך פעולות עיבוד עוקבות כגון חיתוך או קפיצה. חריצים אלה מספקים גם מרווח להרכבה של חלקים שונים. כלי החריצים הוא סוג של כלי גיבוש. הוא מתפורר ללא מגרפות צדדיות או אחוריות ומוגדר לעבודה בגובה מרכזי עם עודף מינימלי.
זוויות הצד והקצה של התבליט, ככלל, קטנות במקצת מאשר עבור כלי הפיכת. כדי לחתוך חריץ עגול ברדיוס מסוים על משטח גלילי, יש לקרקע את הקצה של הכלי כך שיתאים לרדיוס הנכון. שיטה זו מפחיתה את קצה הכלי ואת אזור מגע העבודה, ובכך מפחיתה פטפוטים, חומרה וקריעה. מכיוון שמשטח החיתוך של אזמל הכלי רחב בדרך כלל, מהירות החיתוך חייבת להיות איטית יותר מאשר לפנייה רגילה.
chucks Cam מיוצרים עם מהדקים ידניים וממוכנים.
אורז. 42.
הריכוז העצמי הנפוץ ביותר צ'אק שלוש לסתות(איור 42). מצלמות 1, 2, 3 נעות בו זמנית בעזרת דיסק 4 עם ספירלה ארכימדית. מצלמות נכנסות לסלילים של הספירלה הזו עם הבליטות התחתונות. על צד הפוךחותכים דיסק עם גלגל משופע שאליו מחוברים שלושה גלגלי שיניים משופעים 5. כאשר מסובבים אחד מהם עם מפתח, גם הגלגל המשופע של דיסק 4 מסתובב ובאמצעות ספירלה נע לאורך החריצים של גוף המחסנית בו זמנית ובאופן שווה כל שלוש המצלמות; בהתאם לסיבוב בכיוון זה או אחר, המצלמות מתקרבות או מתרחקות מהמרכז, בהתאמה מהדקות או משחררות את החלק. המצלמות מיוצרות בדרך כלל בשלושה שלבים; הן מוקשחות כדי להגביר את עמידות הבלאי.
הנחיה טובה היא להשתמש במחצית מהמהירות המומלצת לפנייה רגילה. ניתן לבדוק את עומק החריץ או קוטר החתך עם קליפרים חיצוניים או עם שני חוטים ומיקרומטר חיצוני. כאשר משתמשים במיקרומטר ושני חוטים, קריאת המיקרומטר שווה לקוטר החריץ הנמדד בתוספת שני קוטרי חוטים.
כדי לחשב את מדידת החוט, השתמש בנוסחה הבאה. המכשיר הנפוץ ביותר למרכזי סיבוב הוא צ'אק שלוש הלסתות. אנשי ההתקנה מסירים ומחליפים את האסדות העליונות במהלך כל הגדרה, ומשימה זו יכולה להיות קלה יחסית אם משתמשים ב-chucks לשינוי מהיר. עם זאת, הרוב המכריע של chucks tri-shot המשמשים במרכזי פנייה אינם chucks לשחרור מהיר; לכן, ההתקנה וההחלפה של הלסתות יימשכו הרבה יותר זמן.
על פי מטרתם, מצלמות נבדלות עבור פְּנִימִיו בָּחוּץאבטחת חלקי עבודה. עם קיבוע פנימי, חומר העבודה חייב להיות חור המאפשר להתקין אותו על המצלמות.
צ'אקים מונעים בכוח יכולים להיות מתיחה או מובנים.
לתושבת מושך יש רכיבי הידוק המחוברים באמצעות מוטות מוצקים או חלולים לכונן פניאומטי, הידראולי או אחר. העיצובים של מחסניות כאלה שונים, עקרון הפעולה שלהם בעת הידוק חלק מאוחד.
רוב המחסניות הטריקוספידיות משתמשות בשני ברגים בראש מחסנית כדי להדק כל לסת ללסת הראשית של המחסנית. לפיכך, נדרשים רק שישה ברגים עבור שלוש לסתות. ללסתות הקסם על הצ'אק יש שיניים קטנות שמתאימות לגלגלי השיניים בכל חלק העליון של לסת הכלי. השננים האלה כל כך קטנים עד שיכול להיות קשה למקם כל לסת באותו שינון של הלסת הקסומה שלהם.
כמו כן, חשוב שהלסתות יהיו מכוונות כך שהן מהדקות סמוך לאמצע מכת הצ'אק, וכמובן יש לקבע את הלסתות באותן שיניים המאפשרות ללסתות להדק את חומר העבודה. זו יכולה להיות משימה קשה, במיוחד למתחילים. אם הלסתות אינן מכוונות כראוי, יש להשלים את כל משימת תיקון הלסתות. מכיוון שהשיניים כל כך קטנות, המתקין לא יידע שמשהו לא בסדר עד שכל שלוש הלסתות יהיו במקומן.
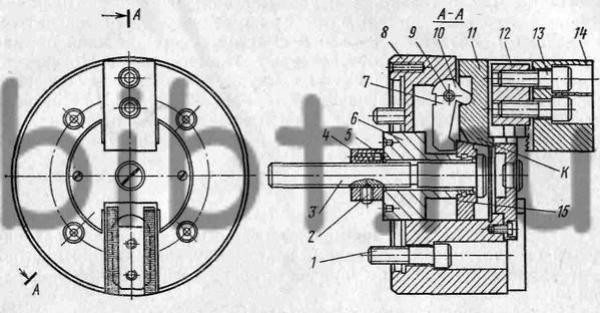
אורז. 43.
על איור. 43 מציג את העיצוב של צ'אק מנוף דו לסת עם לסתות מתחלפות 14, שההתקנה המוקדמת שלה לאורך החלק ביחס לציר הסיבוב מתבצעת על ידי קרקרים 12 וברגים 13 לאורך החריצים במחוונים 11. התנועה של המחוונים 11 למרכז המחסנית מתבצעים על ידי מנופים 10, אשר, נתמכים על ידי משטחים 7, מסתובבים סביב הציר 9 בגוף 8 כאשר המעצור 15 נע יחד עם המוט 3. הזיזים 14 פרוסים על ידי משטח חרוטי של המעצור 15 במהלך התנועה ההפוכה של המוט 3 יחד עם שרוול המדריך 6, המחובר על ידי חלקים 2, 4 ו-5. הצ'אק מחובר למכונה עם ברגים 1.
אחרי הכל, אנשים עם כוונון יכולים להעריך את המיקום של כל לסת היטב כך שהיא מהדקת את הקוטר המתאים. עם זאת, מיומנות זו כרוכה במחיר של ניסוי וטעייה. הרכבת ספוגים יכולה להיות מאוד מתסכלת עבור אנשים ברמת הכניסה כשהם מנסים להבין את זה. אם אתה רואה את האנשים שלך נאבקים במשימה של קביעת הלסת, אתה חייב לעשות משהו כדי לעזור להם.
למרות שהשיטה הבאה עשויה להיראות מסובכת, זוהי דרך אחת להכניס את כל שלוש הלסתות לשיניים הנכונות בניסיון הראשון. עם זאת, זה דורש קצת עבודה. לדוגמה, אם יש לך צ'אק נסיעה בגודל 25 אינץ', אתה מתכוון להרכיב את הלסתות כשהצ'אק במצב סגור. בעת התקנה מתקני הידוקשייצמד קוטר חיצוני, יש למקם כל לסת בלסת המניעה כך שהמשטח שלה במגע עם חומר העבודה קטן ב-25 אינץ' מהקוטר שהלסתות ילחצו נגדו.

אורז. 44. קטע צ'אק עם הנעה פניאומטית מובנית
למחסניות עם הנעה פניאומטית מובנית (איור 44) יש צילינדר מובנה 6 עם בוכנה 5. המחסנית מחוברת לאוגן 1. טבעת הגומי 9 מרככת את מכות הבוכנה כנגד האוגן 4. טבעות 8 ו-10 מספקים אטימות. למחליקים 3 עם מצלמות הידוק יש בליטות הנכנסות לחריצים של הבוכנה 5. זווית החריצים היא 40 ° 30 ", המספקת תנאים לבלימה עצמית. כאשר האוויר מסופק דרך תעלות 2 ו- 3 לחלל השמאלי או הימני של הגליל, המחוונים 7 פתחו או מהדקים את החסר.
זה יאפשר לך להשלים חצי מהתנועה של הלסת. כאשר הלסתות מהודקות למעשה על חומר העבודה, הן יהיו במגע עם חומר העבודה באמצע מהלך הצ'אק. עבור לסתות רכות, צריך לאפשר גם שעמום. עבור מהדק חיצוני, הורידו את כמות החומר שאתם מוציאים מהלסת מהקוטר שקבעתם זה עתה. לדוגמה, כדי להדק לקוטר 0 אינץ' עם לסתות רכות, כאשר ניתן להסיר כ-1 אינץ' של חומר מכל לסת, קוטר ההרכבה יהיה 55 אינץ'.
לאחר שקבעתם את הקוטר שבו יש להגדיר את משטח ההידוק הנוכחי של כל לסת, תוכלו לבצע נקודת קעמום ארוכה לקוטר זה. לאחר מכן קרבו את קצה המוט המשעמם לפנים הצ'אק. השתמש בקצה המוט המשעמם כדי לקבוע איזה ציוד יש להתקין בכל לסת. חזור על הליך זה עבור כל לסת. כשתסיים, כל לסת תהיה באותו שינון. עם לסתות קשות, הצ'אק יהיה באמצע המהלך כאשר חתיכת העבודה מהודקת.
צ'אקים מרוכזים בעצמם עם שלוש לסתות עם הנעה ידנית ומרכזים קיבלו את השימוש הגדול ביותר לתיקון חלקי עבודה במהלך עיבוד על מחרטות. הכלי העיקרי לסיבוב מחרטה הוא חותך, אשר מקובע ישירות במחזיק הכלים של המכונה באמצעות אטמים המאפשרים לכוון את החותך כך שהחלק העליון שלו יהיה בדיוק על קו האמצע.
עם זאת, אם אתה מתקין לסתות רכות, יש לעבד אותן. כשתסיים איתם, הם יהדקו את החלק באמצע מהלך הצ'אק. ניתן ליישם את אותה טכניקה על המהדקים הפנימיים, אך ייתכן שיהיה עליך לחשב מעט את הקוטר. אם אתה עדיין מכוון את הלסתות לכיוון מרכז הציר, עדיין תחסר את מהלך הלסת מקוטר חומר העבודה כדי לקבוע את קוטר הצ'אק. לכן, עבור לסתות קשיחות, החישוב הוא בדיוק כמו עבור מהדק חיצוני.
עם זאת, עם לסתות רכות, עליך להוסיף פי שניים מכמות החומר שתסיר מכל לסת לקוטר שחושב זה עתה. המחרטה הזו מיועדת רק ל חומרים רכיםכגון אלומיניום, פלסטיק ועץ, חומרים קשים יותר עלולים לפגוע במנוע. מחרטה מיני זו תוכננה במיוחד לעבודה עם חתיכות קטנות של מתכות רכות או עץ. בתיאור המאמר ניתן למצוא מידות ומפרטים המאפשרים לעבוד עם המחרטה, אנו מוסיפים גם סרטון במדור התמונות בו ניתן לצפות בעבודה. אנו נשארים קשובים לספקות ולהערות שלך. . עמוד זה מודפס בצורה הטובה ביותר בפורמט מסך רחב.
צ'אק בעל שלוש לסתות מרוכז בעצמו(איור 6.2) מורכב מבית 6 עם חריצים בהם נעות הזיזים 1,2, 3. תנועת הזיזים מהפריפריה למרכז המחסנית מתרחשת בעזרת חיתוך ספירלי שנעשה על הדיסק 4 .הדיסק מונע לתנועה סיבובית באמצעות מפתח מיוחדמותקן בחור המרובע של גלגל השיניים המשופע 5. גלגל השיניים J מחובר לדיסק 4, שעליו נחתכות השיניים. מצלמות עשויות תלת-שלביות, המאפשרות לך לתקן את חומר העבודה על בסיס קוטר פנימיגודל שונה. כדי להגביר את עמידות הבלאי של המצלמות, הן מוקשחות.
מחרטה היא מכונה המשמשת בעיקר לעיצוב חלקי מתכת, גורם לעיבוד חומר העבודה ולהפוך את המחרטה, בעוד שבעבודה הגורמת לפעולת החיתוך, מתפתח כלי קטן. נועדה לצמצם מלאי של מתכת גלילית, המחרטה הבסיסית פותחה בהמשך לייצור חוטים מושחלים, עבודה מכנית, מקדחות, משטחים מחורצים וגל ארכובה. מחרטות מודרניות מציעות מגוון מהירויות סיבוב ואמצעים להזיז באופן ידני ואוטומטי את כלי החיתוך על חומר העבודה.
למרכזים (איור 6.3), בהתאם לצורה ולגודל של חלקי העבודה המעובדים, יש צורה שונהוגדלים. הזווית בחלק העליון של חלק העבודה 1 של המרכז, ככלל, היא 60 מעלות. חלק הזנב 2 של המרכז עשוי עם מתחדדת מורס. כדי להסיר את המרכז מהחור של ציר המכונה או קולמוס tailstock, משתמשים בחלק התומך 3, שקוטרו קטן מקוטר החלק הזנב של החרוט, מה שמאפשר להסיר את המרכז מבלי לפגוע בקוני שלו. חֵלֶק.
מפעילים ואנשי תחזוקה חייבים להכיר היטב את הכננת ואת פעולות התיקון והייצור שלה. ניתן לחלק מחרטות לשלושה סוגים כדי להקל על זיהוין: מחרטה מקבילה, מחרטה סיבובית, מחרטות ויעוד מיוחד. כמה צנצנות קטנות ומוצרים מוגמרים למחצה. מחרטות גדולות מותקנות על הקרקע ועשויות לדרוש הובלה מיוחדת אם יש צורך להזיז אותן. אחסון שדה וכללי תחזוקההשתמשו במחרטה הניתנת להתאמה לפעולות רבות ואינה גדולה מדי למעבר ממקום עבודה אחד למשנהו.
עיצוב המרכז נבחר בהתאם לעיצוב חומר העבודה ואופי העיבוד המתבצע.
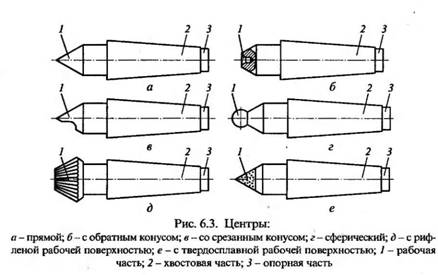
בעת עיבוד חלקי עבודה בקוטר קטן (עד 4 מ"מ), קשה ליצור בהם חור מרכזי, ולכן החלק הקצה של חתיכת עבודה כזו מעובד בזווית של 60 מעלות, והידוק שלו מתבצע באמצעות מרכז עם קונוס הפוך(איור 6.3, ב). אם במהלך העיבוד יש צורך לחתוך את הקצה של חומר העבודה הקבוע במרכזים, אז נעשה שימוש במרכז עם חרוט חתוך (איור 6.3, ג), המותקן רק בקולמוס הזנב. כאשר הציר של חומר העבודה המעובד אינו עולה בקנה אחד עם ציר הציר, מרכז כדורי משמש לקיבועו (איור 6.3, ד). מרכז עם משטח עבודה גלי (איור 6.3, ה) משמש לעיבוד חלקי עבודה עם חור מרכזי גדול ללא צ'אק נהג. בשל העובדה שבמהלך העיבוד נוצרים כוחות חיכוך גדולים במרכזים, נעשה שימוש בסגסוגת קשיחה כדי להגביר את העמידות של המרכזים עבור החלק העובד שלהם (איור 6.3, ה); מרכזים כאלה מותקנים בקולמוס הזנב. יחד עם מרכזים מוצקים, מרכזים מסתובבים נמצאים בשימוש נרחב (איור 6.4). מרכז כזה מורכב מגוף 4 עם שוק מחודד, שבו מותקנים שני מיסבים כדוריים 3 ו-5 ומסב גלילה אחד 2. המרכז המסתובב 1 מותקן על המסבים.
כננת כוח אידיאלית למטרה זו. מפעיל מיומן יכול להשיג יותר עבודות עיבוד עם מַחֲרָטָהמאשר עם כל מכונה אחרת. מחרטות צריח ומחרטות ייעודיות משמשות לרוב בייצור או בחנויות עבודה לייצור המוני או חלקים מיוחדים, בעוד מחרטות מנוע בסיסיות משמשות בדרך כלל לכל מיני עבודות סיבוב. התייחסות נוספת לכננות בפרק זה תהיה מכמה כננות כוח.
גודל המחרטה נקבע על ידי רוב הפעולות שניתן לבצע במכונה. לפני עיבוד חומר עבודה, יש להתייחס למידות כדלקמן: קוטר חומר העבודה על המיטה והאורך בין מרכזי הסיבוב. הבדלים קלים במחרטות מכניות שונות מאפשרים לקבץ אותן בקלות לשלוש קטגוריות: מחרטה קלה, כלי מחרטת דיוק ומחרטות השחזה, המכונה גם סוג הארכת מחרטה. קטגוריות אלה מוצגות באיור 2.
כדי להעביר את התנועה הסיבובית מהציר לחומר העבודה המיועד לעיבוד, נעשה שימוש גם בצ'אקים ומהדקים.

צ'אקים של הנהג
צ'אקים של הנהג(איור 6.5) משמשים בעת עיבוד חלקי עבודה 5 במרכזים 4 ו-6. תנועה מועברת צ'אק נהג 7 דרך סיכת רצועה 2 וצווארון 3 המחוברים לחומר העבודה עם בורג.
מחרטות ספסל קלות הן בדרך כלל מחרטות קטנות בעלות נדנדה של 10 אינץ' או פחות, המותקנות על ספסל או שולחן. מחרטות אלו יכולות לבצע את רוב העיבודים אך ניתן להגביל אותן בשל גודל החומר שניתן לסובב. מחרטות מדויקות ידועות גם כמחרטות סטנדרטיות ומשמשות לכל פעולות הפנייה כגון חרטה, קידוח, קידוח, כרסום, השחלה, ספינינג, כריכה וצורה. רדיוס וניתן להתאים לפעולות כרסום מיוחדות עם האביזר המתאים.
מַהְדֵק(איור 6.6) מונח על חומר העבודה המעובד במרכזים ומקובע עם בורג 1. עם שוק 2, המהדק נשען כנגד הפין של צ'אק המניע.
אטמים מתוכנניםלהגדרת החלק העליון של החותך לאורך קו המרכזים; הם לוחות מתכת בעוביים שונים עם ממדים התואמים את הממדים של משטח התמיכה של החותך. התוספות מותקנים במחזיק הכלים מתחת לחותך, כאשר עובי הסט נבחר כך שחלקו העליון של החותך נמצא על קו האמצע. המיקום של קצה החותך נשלט על ידי החלק העליון של המרכז המותקן בקולמוס הזנב. לאחר התאמת המיקום של קצה החותך, הוא מקובע במחזיק הכלים של המכונה יחד עם סט של תוספות נבחרות. הסט לא צריך להכיל יותר משלוש צלחות.








איך לכפר על חטאיך. איך לכפר על החטא
פשע המעצמה הסובייטית ואוצר הכנסייה הרוסית האורתודוקסית - אנוסים ומודים חדשים של רוסיה מי הם הקדושים החדשים של המאה ה-20
תפילה שבוע פסחא
האם בעל ואישה יכולים להיות סנדקים של אותו ילד, לילדים שונים מאותה משפחה?
אילו תפילות יש לקרוא בבוקר ובערב