כדי לבצע את תהליך העבודה במכונות, מסופקים מכשירים להידוק חלקים, כלים, יחידות מכונות בודדות, אשר חייבים להבטיח את הקביעות של מיקום הכלי וחומר העבודה במהלך העיבוד
דרישות הידוק. מנגנונים סאג'ימההם מגוונים מאוד, אך ללא קשר לסוגם, מוטלות עליהם הדרישות הבאות: אמינות (כוחות המתעוררים במהלך העיבוד אינם צריכים לשנות את המיקום המקורי של החלק; יש לשמור על כוחות הידוק במהלך תהליך העיבוד); קשיחות מספקת כדי למנוע את האפשרות של רעידות; דיוק; רבגוניות; פשטות בונה וקטן מימדים כוללים... בנוסף אליהם, מוטלות דרישות לריכוזיות של הידוק חלקים סימטריים, ללא קשר לתנודות במידות חומר העבודה, מיכון ואוטומציה של תהליך ההידוק וכו'.
סיווג מנגנון הידוק(טבלה 3.9). כאשר בוחנים מכשירים, ספרות רומיות מציינות את שורות הטבלה, וספרות ערביות מציינות את העמודה המתאימה.
על פי עקרון הסגירה, מנגנונים מובחנים בנעילה גיאומטרית (נוקשה) ובכוח.
בהתאמה צורה (סכמה 1), כוח ההידוק נוצר עקב עיוותים של חוליות ההילוכים וההידוק ויכול להשתנות באופן משמעותי, למשל, כתוצאה משינוי במיקום היחסי. מנגנון הידוקופרטים (סיבוב יחסי, ריסוק משטחי המגע וכו'). הקיבוע של חלק 1 מתבצע בתנועה יחסית של רכיבי ההידוק 2 (לרוב באמצעות חיבורי ברגים, אקסצנטריות וכו') ובתוכניות II - IV כוח ההידוק הנדרש תלוי במקדם החיכוך של המגע משטחים. בסכימה I, כוח ההידוק מועבר לכלי 1 דרך שלושה פינים ברווחים שווה 2 במהלך התנועה הצירית של הטבעת 3. חלק העבודה 1 מהודק במצלמות 2 ו-3 של המשנה (סכימה II) כאשר הבורג 4 מסתובב. ) מתבצעת עם התנועה הרדיאלית של שרוול המרווח 2 על ידי סיבוב האום 4. הקיבוע של חלק Y על השקף 3 (תרשים IV) מתרחש עם התנועה הצירית של הפין המחודד 2.
במנגנונים עם מעגל נעול בכוח, כוח ההידוק נוצר על ידי מכשירים חיצוניים (קפיץ, הידראוליקה וכו'), ובמקרה זה הוא כמעט ואינו תלוי בתנודות במידות החלקים שיותקנו 1 (סכמה 2 ).
סגירה בכוח של חותך 1 במחזיק כלי 2 (תרשים I), הידוק 1 במלתעות 2 של הצ'אק מַחֲרָטָה(Scheme II), קיבוע של לוח החזית הסיבובי 1 (Scheme III) על ידי עצירה 2 או שקף I (Scheme IV) על ידי צילינדר הידראולי 2 מתבצע באמצעות קפיץ, הידראוליקה או פנאומטיקה. אבטחת חומר העבודה (תרשים II) פנימה צ'אק שלוש לסתותמתבצע עם התנועה הצירית של הדחף 3 מהגליל הפנאומטי (לא מוצג בתרשים) בשל האינטראקציה שלו עם המשטח בצורת טריז של הפקה 4.
מנגנונים מובחנים על פי שיטת העברת הכוח פעולה ישירה(שכימה 3) ומנוף (שכימה 4), שבה גדל כוח העבודה באמצעות מנגנוני מנוף או טריז. קיבוע אבני הכלים 1 במחזיקי הכלים 2 של הצריחים של מודולי הסיבוב (שכימה 3, I) מתרחש עם התנועה הצירית של קולט 3. ריכוז אבני הכלים 1 מתבצע באמצעות צימוד עם א. פרופיל משולש. ביטול הסיבוב של חלק העבודה I (סכימה II) על המדרל 2 מתבצע עקב כוחות החיכוך הנוצרים בקצה כאשר האום מוברג פנימה 3. קיבוע השולחן הסיבובי 1 של המכונה הרב-תכליתית ( תכנית III) בכל מצב זוויתי מתבצע על ידי כוחות חיכוך בבלם רב-דיסק 2 (חלק מהדיסקים מותקנים על פטיפון 1, וחלקו על בסיס קבוע 3) בעת אספקת שמן לגליל ההידראולי 4. הידוק של ההחלקה I על המיטה 2 (תרשים IV) מתבצעת בעת אספקת שמן לצינורות האלסטיים 3 של קטע אליפטי, אשר, תחת פעולת הלחץ, נוטים לקבל צורה גלילית ...
הקיבוע של הציר 1 על הציר 2 (סכימה 4, D) מתבצע על ידי טריזים 3, המוזזים על ידי הבורג 4. הקיבוע של מלאי המוט 2 (סכימה II) בעזרת קולט Y מתרחש כאשר אום 3 מסתובב עקב עיוות של הלוחות 2 במהלך התנועה הצירית של הצילינדר ההידראולי 3. הגידול בכוח ההידוק של חלקים כגון מזחלת 1 בעת שימוש במנוף 2 מוצג בתרשים IV.
על פי אופי ההעמסה, ניתן להבחין במנגנונים במהלך פעולתם נוצרים כוחות רוחביים (סכימה 5) ויישור עצמי (סכימה ב), בהם מאוזנים כוחות ההידוק. במקרה הראשון, מתרחשים עיוותים של האלמנט הקבוע, מה שעלול להוביל לעקירה שלו מעמדת העבודה (משפיע לרעה על דיוק המיקום של הצמתים וכו '). בתכניות 5, גלגל שחיקה 1 (סכימה I), גוף Y (סכמה II), נוצה Y (סכמה III) ומכוונים גליליים Y (סכמה IV) מקובעים באמצעות מנגנוני בורג 2.
בתכנית 6, I, מחזיק הכלי Y מהודק בציר 2 על ידי הכוח הצירי המועבר מהקולט 3 למחזיק Y. ככלל, הכוח הצירי על הקולט נוצר באמצעות קפיצי בלוויל (לא מוצגים ב- תרשים). ההידוק של החלק הגלילי 7 על הציר החרוטי 3 מתבצע באמצעות קולט 2 עם התנועה הצירית של הציר 3 (תרשים II). הבוכנה 1 (סכמה III) מקובעת על הבסיס 3 בעזרת שרוול המפוח 2 במהלך העיוות הצירי שלה (אוגן 4). הידוק הכרכרה (תכנית IV) על המנחה הגלילי 2 מתבצע על ידי מהדק 1 המחובר לכרכרה.
בהתאם לאפקט בו נעשה שימוש, ניתן להבחין במנגנוני הידוק, שתפקודם מבוסס על גמישות החומר (שכימה 7), ניידות חלקי מנגנוני ההידוק (שכימה 8) והשפעות נוספות (שכימה 9). ). בעת הידוק מחזיק הכלי 1 (סכמה 7.1), הציר 3 משתמש בעיוות של קולט 2, המתרחש במהלך התנועה הצירית שלו. ההידוק של חומר עבודה גלילי I בקוטר d על מחרטה (סכימה II) מתבצע עקב דפורמציה של הממברנה 2 עם הזיזים המותקנות עליו 3. כאשר הלוח 4 מועבר לכיוון החץ והחץ. הממברנה מעוותת, חומר העבודה אינו קשור, וכאשר הלוח משוחרר, הוא מהודק בכוח, בהתאם לקשיחות הממברנה. הידוק של חלקים גליליים (תרשים III), למשל ציר 2, יכול להתבצע כאשר שמן מסופק לתא הטבעתי ועיוות של השרוול דק הדופן I. שמן בלחץ.
בתרשים 8.1, ציר גלילי 1 או חלק דומה מקובע על ידי סיבוב האקסצנטרי 2. קיבוע חלק I בצ'אק תלת לסתות מרוכז בעצמו מוצג בתרשים II. חלק 1 מותקן במרכזים, וההידוק מתבצע על ידי שלושה מקטעים אקסצנטריים 2, בעלי משטח עבודה מחורץ. עם עלייה במומנט, מתרחשת עלייה אוטומטית בכוח ההידוק. תרשים III מציג את מנגנון ההידוק של הציר 1 באמצעות צילינדרים הידראוליים 2 ו-3 ודיסק חיכוך 4. חיבור מצלמות מתחלפות I ל צ'אק מחרטה 2 מוצג בתרשים IV. פקה 1 מבוססת על צימוד פרופיל משולש 3 ומקובע באמצעות מוט 4 כאשר מנעול 5 מוזז.
בתכנית 9.1, הוואקום שנוצר בחללי העבודה משמש להדק את הציר 1. ניתן להתאים את ערך הכוח עם קפיץ 2. לטחינת משטח, לרוב משתמשים באלקטרומגנט או לוחות הידוק או לוחות עם מגנטים קבועים. סכימה II מציגה לוחות מגנטיים עם סידור מעגלי של קטבים. לוחית הקוטב מחולקת לקוטב צפון ודרום באמצעות חומר לא מגנטי ומשמשת ליצירת שדה בין המגנט לחלק. בתכנית III, כדי להדק את הציר 1, המותקן על מיסבים הידרוסטטיים, נעשה שימוש במסב צירי 2, באחד הכיסים 3 שבו ההזנה נעצרת חוֹמֶר סִיכָּה... ההידוק מתבצע על ידי לחץ שמן בכיס הנגדי.
תרשים IV מציג שיטה לאבטחת היחידה הניידת 1 באמצעות סרט דק 2 המותקן בבסיס. בעזרת אלקטרומגנט 3 מקבעים את המכלול במיקום הנדרש ללא כל השפעה של מנגנון ההידוק על מיקום המכלול הנייד (עקב קשיחות נמוכה של סרט 2 בכיוון הרוחבי). זה מבטל את השפעת מנגנון ההידוק על דיוק המיקום.
לפי סוג הכונן, התקני הידוק מובחנים עם כוננים מכניים (מעגל 10), קפיצים (מעגל 11), הידראוליים או פנאומטיים (מעגל 12) ואלקטרומכניים (מעגל 13). הקיבוע של המדרל 1 (תרשים 10, I) מתבצע על ידי ברגים ברווח שווה 2 עם קצה כדורי. חלק 1 (Scheme II) מקובע באמצעות מערכת מנוף עם תנועה צירית של המוט 2. עמודה 1 של מכונת הקידוח הרדיאלית (Scheme III) מהודקת עם מוט 2 כאשר הבורג 3 מסתובב. מהדק 4 עם משטחים מחודדים. מחזיק הכלי מרוכז במגלשה על ידי מצמד פקה 2 עם פרופיל משולש.
לעתים קרובות מאוד, קפיצים משמשים להידוק (תרשים 11). החלק הניתן להחלפה 1 (תרשים I) של בלוק הכלים קבוע על המחזיק 2 של ראש הכלי של המחרטה עם תנועה צירית של המוט 3 (תחת פעולת הקפיץ). במקרה זה, המוט 3 עם החלק החרוט שלו פועל דרך הפינים הנוטים 4 על החריץ הקוני של החלק הניתן להחלפה של הבלוק. הידוק של חלקי עבודה 1 (סכמות 11,11 Vi 12, II) מתבצעת דרך מנוף 3 באמצעות צילינדר הידראולי 2, הכוח שבו מתפתח על ידי קפיץ (סכימה 11, II) או על ידי לחץ שמן (סכמה 12, II ). הקיבוע של לוחית הפנים 1 (סכמה 11, III) מתבצע עקב עיוות של מנגנון המזלג על ידי הקפיץ 2.
הידוק איבר הצלב 1 של המחרטה המשעממת באמצעות קפיץ ומנגנון טריז מוצג בתרשים 11, IV. כוח הקפיץ מועבר דרך הטריז 2 אל המוט 3 והמנוף 4.
הידוק החלקים באמצעות הידראוליקה (פניאומטיקה) מוצג בתרשימים 12. הציר 1 (תרשים I) קבוע בציר 2 כאשר שמן מסופק לחלל הגלילי הסגור. הקיבוע של הנוצה 1 של עמוד הזנב (תרשים III) כאשר הוא מונח על חלק 3 מתבצע עקב העיוות בכיוון הרדיאלי של החלקים המוחלשים 2 של הנוצה. הידוק של חלק 1 (או לוויין) מתבצע באמצעות צילינדר הידראולי 2 וזרוע ציר 3 (תרשים IV).
הכוננים האלקטרומכניים של מנגנוני ההידוק (סכמה 13) מפתחים כוחות גבוהים ולכן יש להם ממדים מוגדלים. הם כוללים מנוע M ומפעיל, המיוצרים בדרך כלל בצורה של תיבת הילוכים עם בורג. בתרשים / תיקון הכלי על מכונת טחינהמתבצעת עם התנועה הצירית של הדחף 1, שהתנועה אליה מועברת מהמנוע M דרך תיבת ההילוכים הפלנטרית 2 והאום 3. בתרשים II, התנועה הצירית של הדחף 1 צ'אק לסתעבור הידוק חומר העבודה נעשה באמצעות תולעת וציוד בורג. בתרשים III, הציר 1 מקובע נגד סיבוב על ידי מצמד אלקטרומגנטי 3 המחובר לבית 2.
ההידוק האלקטרומכני של איבר הצלב 1 (תרשים IV) של המחרטה המשעממת מפתחת כוחות גבוהים במיוחד בשל יחס ההילוכים הגדול מהמנוע M לאלמנט ההידוק.
באיור. 3.70 מציג סוגים של מנגנוני הידוק כלים המותקנים לאורך ציר הציר בכלי מכונות סוגים שונים... באיור. 3.70, והקיבוע של הציר 1 בקדח המחודד של הציר 2 נעשה מאריזת קפיצי בלוויל 4. קצה אחד של הקפיצים ניגש לקצה הציר, והשני מחובר למוט 5 (לא מוצג). המוט 5 פועל דרך הקולט 3 על שוק הציר, ומבצע את הידוק הכלי. ביטול ההידוק מתבצע מצילינדר הידראולי (לא מוצג), המניע את המוט 5 עם הקולט קדימה, וכתוצאה מכך משתחררת השוק המחודדת של הציר. לרוב מנגנוני ההידוק יש תכנית דומה.

במבנה המוצג באיור. 3.70, b, שרוול הידוק 2, מחובר עם מוט קפיץ 4, מעביר כוח לציר 1 דרך כדורים 3. באיור. 3.70, לתוך הציר 1 מתקשר דרך הכדורים 2 ישירות עם המוט 3. במנגנון הידוק הקולט (איור 3.70, ד), הכוח מהמוט 6, עלי הכותרת 3 ו-7 של הקולט מועבר אל הציר. 1 דרך השוק המוברג לתוכו 2. פתיחת הקולט (המיקום העליון) מתרחשת עקב האינטראקציה של השרוול 5 עם פני הקצה של עלי הכותרת 3 ו-7, כמו גם תחת פעולת הקפיץ 4.
במנגנונים הנחשבים, עקב תקלות במנגנון ההידוק (שבירת קפיץ) או תנאי חיתוך ספציפיים שאינם שוללים "איסוף" של הכלי (למשל, עקב עלייה בלתי מבוקרת בכוח החיתוך), תנועתו הצירית ושבירתו. אפשריים. בנוסף, על מנת לספק כוח הידוק גדול, נדרשת סדרת קפיצי בלוויל, כתוצאה מכך חלק ניכר מהכוח אובד עקב חיכוך קצוות הקפיצים.
באיור. 3.71 מציג מנגנון הידוק שמבטל את החסרונות שצוינו לעיל. כאן, כוח קטן יחסית מהקפיץ 1 מועבר דרך המשטחים המחודדים של התותבים 2,3,5 והכדור 4 אל המוט 6 (החלק התחתון). בחירת זוויות נטייה משטחים מחודדים(לדוגמה, α ≈ 12°), ניתן לספק עלייה מקבילה בכוח הקפיץ כאשר הוא מועבר אל המוט 6 (בגורם של 5 - 6). יחד עם זאת, כאשר נוצר כוח צירי F על ה"ציור", בשל העובדה שהזווית a נבחרה קרוב לזווית החיכוך, גדל בנוסף מקדם העברת הכוח מהמוט 6 לקפיץ 1 פי 10 או יותר. לפיכך, המנגנון יוצר מנעול, ותנועת הכלי בכיוון הצירי כמעט בלתי אפשרית בהשפעה כלשהי.
במחרטות תלת לסתות עם מנגנוני הנעת פקה שונים, עיקרון זרוע הנדנדה משמש באיור. 3.72, א. השרוול 1, המוברג למוט המשיכה (לא מוצג), יוצר אינטראקציה עם המנופים המתנדנדים 2, שציריהם מותקנים בגוף המחסנית. הזרועות הקצרות של המנופים הנכנסות לחריצים של בסיס המצלמות 3 מזיזות אותן בכיוון הרדיאלי. לסתות ההידוק (לא מוצגות) מקובעות ללסתות הנעות באמצעות ברגים 4. בגוף תופסת הטריז, ישנם שלושה זוגות של מתלים 4 ו- 5, בהתאמה, עם זווית נטייה קטנה וגדולה של השיניים, המתחברים עם שיני המצלמות 3 (איור 3.72, ב). המסילות 4 מחוברות לתותב 2 ומשמשות להידוק - פתיחת חומר העבודה. המתלים 5 מחוברים לשרוול 1 ומיועדים לשנות את מיקום לסתות ההידוק בעת שינוי לקוטר אחר של עיבוד. לשם כך יוצאים המתלים 4 מחיבור עם הזיזים, והמתלים 5 משתלבים בהם, כדי שהצימים יוכלו לנוע. שני השרוולים 1 ו-2 מונעים על ידי צילינדרים הידראוליים.


המחסנית המוצגת באיור. 3.72, c, מספק מרכוז של חומר העבודה עם מצלמות (בעת דחיסה), כמו גם יישור עצמי של המצלמות על חומר העבודה (בעת עיבוד במרכזים). המרכז בצ'אק עשוי לצוף: בכוח הידוק מסוים של חומר העבודה על ידי קולמוס של גב הזנב, קפיצי בלוויל נדחסים והמרכז שקוע. בסיס הפיקה 2 מונע על ידי מנגנון טריז כאשר השרוול 1 נע, המחובר באמצעות דחף לצילינדר הידראולי (לא מוצג בתרשים). בצ'אק עם הנעת מתלה של המצלמות, הזיקים מונעים ממנוע הידראולי (איור 3.72, ד) המותקן בקצה האחורי של הציר (לא מוצג בתרשים). הרוטור 1 של המנוע ההידראולי (סכימה II) מחובר עם התותב 2 (סכימה I) ועם גלגל ההילוכים 3. כאשר המנוע ההידראולי מסובב ימינה (בזווית φ p), הטריזים 4 עם סליל מתלים המשתלבים עם ההברגה במצלמות הניתנות להחלפה 5, וגורמים להן לנוע רדיאלית ולהידוק חומר העבודה. כאשר הרוטור של המנוע ההידראולי מסובב שמאלה (בזווית φ ס"מ), טריזי המתלה מנותקים מהחיתוך הסלילי במצלמות, ומשחררים אותם. לאחר מכן, ניתן לאפס את המצלמות באופן ידני לקוטר שצוין.
בצילינדר הידראולי להידוק חלקים (הנעת פקה) של מחרטות, צילינדר הידראולי 3 (איור 3.73), המעביר את הכוח למתיחה I של כונן הזיז, מותקן על הגלגלת 2 של כונן סיבוב הציר. כדי להפחית את חוסר האיזון, ניתנות משקולות 4. השמן מסופק לגליל ההידראולי דרך הסליל 5.
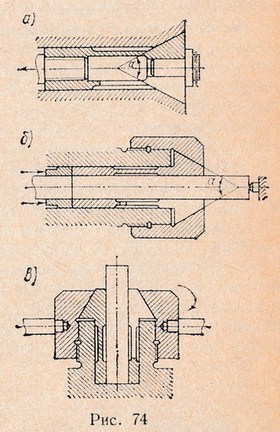
בצ'אק תלת לסתות לאבטחת גל הארכובה, גל הארכובה 1 מותקן במרכזים 6 ומהדקים על ידי הזיזים 2 באמצעות מנגנון טריז 3 עם התנועה הצירית של הבוכנות 4 המחוברות לשרוול 5 (איור 3.74). חיבור וניתוק מתבצע על ידי צילינדר הידראולי (לא מוצג).
מהדק יישור עצמי של פעולה ישירה מונע עומסים רוחביים על צומת I עקב עלי כותרת גמישים 2 ו-3 בכיוון ההידוק (איור 3.75, א). המהדק המוצג באיור 3.75, ב, מאפשר ביחידה הקבועה 3 להגדיל באופן משמעותי את הכוח שפותחו על ידי קפיצי הדיסק 1 של המנגנון עקב הידית 2.
רכיבי הידוק הם מנגנונים המשמשים ישירות להדק חלקי עבודה, או קישורי ביניים במערכות הידוק מורכבות יותר.
הסוג הפשוט ביותר מהדקים אוניברסלייםהם, המופעלים על ידי מפתחות, ידיות או גלגלי יד המחוברים אליהם.
כדי למנוע תנועה של חומר העבודה המהדק והיווצרות שקעים עליו מהבורג, כמו גם להפחית את כיפוף הבורג בעת לחיצה על משטח שאינו מאונך לציר שלו, מניחים נעלי נדנדה על קצות הברגים (איור 68, α).
שילובים בורג מכשיריםעם מנופים או טריזים נקראים מהדקים משולביםוכן, מגוון מהם מהדקים של בורג(איור 68, ב), התקן המהדקים מאפשר לך להזיז או לסובב אותם כך שתוכל להתקין בצורה נוחה יותר את חומר העבודה לעיבוד במכשיר.
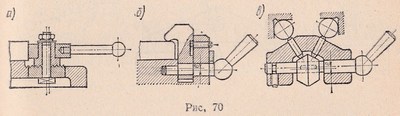
באיור. 69 מציג כמה עיצובים מהדקים לשחרור מהיר... עבור כוחות הידוק קטנים, נעשה שימוש בכידון (איור 69, α), ולכוחות משמעותיים, התקן בוכנה (איור 69, ב). התקנים אלה מאפשרים להחזיר את אלמנט ההידוק במרחק גדול מחומר העבודה; קיבוע מתרחש כתוצאה מסיבוב המוט בזווית מסוימת. דוגמה של מהדק עם מעצור מתקפל מוצגת באיור. 69, ג. לאחר שחרור ידית האגוז 2, המעצור 3 נסוג, ומסובב אותו סביב הציר.לאחר מכן, מוט ההידוק 1 נסוג ימינה במרחק h. באיור. 69, ד מציג תרשים של מכשיר מסוג מנוף מהיר. כאשר אתה מסובב את הידית 4, הסיכה 5 מחליקה לאורך הרצועה 6 בחיתוך אלכסוני, והסיכה 2 - לאורך חומר העבודה 1, לוחצת אותו כנגד המעצרים הממוקמים בתחתית. מכונת הכביסה הכדורית 3 משמשת כציר.

השקעת הזמן הגבוהה והכוחות המשמעותיים הנדרשים להדק את חלקי העבודה לעבודה מגבילים את היקף הידוק הברגים וברוב המקרים הופכים לפעולה מהירה מלחציים אקסצנטריים... באיור. 70 מציג דיסק (α), גלילי עם אחיזה בצורת L (b) ומהדקים צפים חרוטיים (c).
האקסצנטריים הם עגולים, מפותלים וספירליים (לאורך ספירלת ארכימדס). שני סוגים של אקסצנטריים משמשים בהתקני הידוק: עגול ומעוקל.
אקסצנטריים עגולים(איור 71) מייצגים דיסק או גלגלת עם ציר סיבוב המוסט בגודל האקסצנטריות e; מצב בלימה עצמית מסופק כאשר היחס D / e≥ 4.
היתרון של אקסצנטריים עגולים טמון בפשטות הייצור שלהם; החיסרון העיקרי הוא חוסר העקביות של זווית ההרמה α וכוחות ההידוק Q. אקסצנטריות עקומותפרופיל העבודה של אשר מתבצע לאורך הפיתול או הספירלה של ארכימדס, יש זווית קבועה של עלייה α, ולכן, להבטיח את הקביעות של הכוח Q, כאשר מהדק כל נקודה של הפרופיל.

מנגנון טריזמשמש כחוליית ביניים במערכות הידוק מורכבות. זה קל לייצור, ממוקם בקלות במכשיר, ומאפשר להגדיל ולשנות את כיוון הכוח המועבר. בזוויות מסוימות, למנגנון הטריז יש תכונות נעילה עצמית. עבור טריז חד משופע (איור 72, א) עם העברת כוחות בזווית ישרה, ניתן לאמץ את התלות הבאה (ב-ϕ1 = ϕ2 = ϕ3 = ϕ כאשר ϕ1… ϕ3 הן זוויות חיכוך):
P = Qtg (α ± 2ϕ),
כאשר P הוא הכוח הצירי; Q הוא כוח ההידוק. בלימה עצמית תתבצע ב-α<ϕ1 + ϕ2.
![]()
עבור טריז דו-שיפוע (איור 72, ב) עם העברת כוחות בזווית β> 90, הקשר בין P ו-Q בזווית חיכוך קבועה (ϕ1 = ϕ2 = ϕ3 = ϕ) מתבטאת בנוסחה הבאה:
P = Qsin (α + 2ϕ) / cos (90° + α - β + 2ϕ).
מהדקים של מנוףמשמש בשילוב עם מהדקים יסודיים אחרים, ויוצרים מערכות הידוק מורכבות יותר. בעזרת מנוף ניתן לשנות את גודל וכיוון הכוח המועבר, וכן לבצע הידוק בו-זמני ואחיד של חומר העבודה בשני מקומות. באיור. 73 מציג דיאגרמות של פעולת הכוחות במהדקים ישרים ומעוקלים חד-זרועיים ושתי-זרועיים. משוואות שיווי המשקל להצמדות אלו הן כדלקמן; עבור מהדק בעל זרוע אחת (איור 73, α):

מהדק דו-זרועי ישיר (איור 73, ב):

מהדק מעוקל (עבור l1 כאשר p היא זווית החיכוך; ƒ - מקדם חיכוך. אלמנטים מהדקים מרוכזים משמשים כרכיבי הרכבה עבור המשטחים החיצוניים או הפנימיים של גופי המהפכה: קולטים, חוטים מתרחבים, שרוולי הידוק עם הידרופלס, כמו גם תפסי דיאפרגמה. זווית המתח של שרוול הדחיסה עשויה 1° פחות או יותר מזווית המתח של הקולט. קולטים מספקים אקסצנטריות התקנה (נוזז) לא יותר מ 0.02 ... 0.05 מ"מ. יש לעבד את משטח הבסיס של חומר העבודה לפי 9 ... 7 דרגות דיוק. חוטים מתרחביםשל עיצובים שונים (כולל עיצובים עם שימוש בהידרופלס) מכונים התקני הרכבה והידוק. מחסניות דיאפרגמהמשמש לריכוז מדויק של חלקי עבודה על המשטח הגלילי החיצוני או הפנימי. הצ'אק (איור 75) מורכב מממברנה עגולה 1 בצורת לוח המוברג ללוח הקדמי של כלי המכונה עם בליטות פקה 2 הממוקמות סימטרית, שמספרה נבחר בטווח של 6 ... 12. מוט הבוכנה 4 של הגליל הפניאומטי פועל בתוך הציר. כאשר הפנאומטיקה מופעלת, הדיאפרגמה מתכופפת, דוחפת את המצלמות זו מזו. כאשר המוט זז אחורה, הממברנה, מנסה לחזור למיקומה המקורי, דוחסת את חומר העבודה עם הזיזים שלו 3. מהדק מתלה ומנוף(איור 76) מורכב מתלה 3, גלגל שיניים 5, היושב על פיר 4, ומנוף של הידית 6. סיבוב הידית נגד כיוון השעון, הוריד את המתלה ומהדק את חלק העבודה 1 עם מהדק 2. כוח ההידוק Q תלוי בערך הכוח P המופעל על הידית. המכשיר מצויד במנעול, אשר על ידי חסימת המערכת מונע סיבוב הפוך של הגלגל. סוגי המנעולים הבאים הם הנפוצים ביותר. מנעול רולר(איור 77, א) מורכב מטבעת הנעה 3 עם חתך לגלגלת 1, במגע עם המישור הגזוע של הגלגלת. 2 גלגלי שיניים. טבעת ההנעה 3 מחוברת לידית התקן ההידוק. על ידי סיבוב הידית בכיוון החץ, הסיבוב מועבר לפיר של גלגל ההילוכים דרך הגלגלת 1 *. הגלגלת מתחבטת בין פני הקידוח 4 והמישור הגזוע של הגלגלת 2 ומונעת סיבוב הפוך. נעילת רולר הנעה ישירההרגע מהרצועה לגלגלת מוצג באיור. 77, ב. הסיבוב מהידית דרך הרצועה מועבר ישירות לפיר 6 של הגלגל. רולר 3 נלחץ דרך סיכה 4 על ידי קפיץ חלש 5. מכיוון שנבחרים הרווחים במקומות בהם הרולר נוגע בטבעת 1 ובפיר 6, המערכת נצמדת מיידית כאשר הכוח מוסר מהידית 2. על ידי סיבוב הידית פנימה בכיוון ההפוך, הרולר תוקע ומסובב את הציר בכיוון השעון ... מנעול חרוטי(איור 77, ג) יש שרוול מחודד 1 ופיר עם קונוס 3 וידית 4. השיניים הסליליות על הציר האמצעי של הפיר מחוברות עם המתלה 5. זה האחרון מחובר להידוק ההפעלה מַנגָנוֹן. בזווית נטייה של השיניים של 45 מעלות, הכוח הצירי על הפיר 2 שווה (לא כולל חיכוך) לכוח ההידוק. * מנעולים מסוג זה עשויים עם שלושה גלילים הממוקמים בזווית של 120 מעלות. התקני הידוק משולביםהם שילוב של מהדקים אלמנטריים מסוגים שונים. הם משמשים להגברת כוח ההידוק ולהקטנת ממדי המכשיר, כמו גם ליצירת קלות השליטה הגדולה ביותר. התקני הידוק משולבים יכולים גם לספק הידוק בו-זמנית של חלק העבודה במספר מיקומים. סוגי המהדקים המשולבים מוצגים באיור. 78. השילוב של מנוף מעוקל ובורג (איור 78, א) מאפשר לך לתקן בו זמנית את חומר העבודה בשני מקומות, ולהגדיל באופן שווה את כוחות ההידוק לערך נתון. מהדק סיבובי קונבנציונלי (איור, 78, ב) הוא שילוב של מהדקים עם מנוף ובורג.ציר התנופה של הידית 2 מיושר עם מרכז המשטח הכדורי של מכונת הכביסה 1, מה שמשחרר את הסיכה 3 מכוחות כיפוף. עם יחס מסוים של זרועות המנוף, ניתן להגדיל את כוח ההידוק או מהלך קצה ההידוק של הידית. באיור. 78, ד מציג התקן לקיבוע חומר עבודה גלילי בפריזמה באמצעות ידית צימוד, ובאיור. 78, e הוא דיאגרמה של מהדק משולב במהירות גבוהה (מנוף ואקסצנטרי), המספק לחיצה רוחבית ואנכית של חלק העבודה לתומכי ההתקן, מכיוון שכוח ההידוק מופעל בזווית. מצב דומה מסופק על ידי המכשיר המוצג באיור. 78, ה. מהדקי מנוף (איור 78, g, h, i) הם דוגמאות להתקני הידוק מהירים המופעלים על ידי סיבוב הידית. כדי למנוע התרופפות עצמית, הידית מועברת דרך מצב המת עד לעצירה 2. כוח ההידוק תלוי בעיוות המערכת ובקשיחותה. העיוות הרצוי של המערכת נקבע על ידי התאמת בורג הלחץ 1. עם זאת, נוכחות של סובלנות עבור הממד H (איור 78, g) אינה מבטיחה את הקביעות של כוח ההידוק עבור כל חלקי העבודה של אצווה נתונה. מכשירי ההידוק המשולבים מופעלים באופן ידני או מיחידות כוח. מנגנוני הידוק עבור מתקנים מרובי מצביםחייב להבטיח את אותו כוח הידוק בכל המצבים. ההתקן הרב-מושב הפשוט ביותר הוא מדרל, שעליו מותקנת חבילה של ריקים (טבעות, דיסקים), קבועים לאורך מישורי הקצה עם אום אחד (תכנית רציפה להעברת כוח ההידוק). באיור. 79, α מציג דוגמה של התקן הידוק הפועל על עיקרון של חלוקה מקבילה של כוח ההידוק. אם יש צורך להבטיח את ריכוזיות הבסיס ומשטחי היצירה ולמנוע עיוות של חומר העבודה המעובד, נעשה שימוש במכשירי הידוק אלסטיים, כאשר כוח ההידוק מועבר באופן שווה לאלמנט ההידוק של המכשיר באמצעות חומר מילוי או גוף ביניים אחר בטווח העיוותים האלסטיים). כגוף ביניים, קפיצים רגילים, גומי או הידרופלס משמשים. מכשיר הידוק פעולה מקביל באמצעות הידרופלס מוצג באיור. 79, ב. באיור. 79, מוצג מכשיר של פעולה מעורבת (מקביל-רצף). על מכונות רציפות (כרסום תופים, קידוח רב-ציר מיוחד)חלקי עבודה מותקנים ומוסרים מבלי להפריע לתנועת ההזנה. אם זמן העזר חופף על ידי זמן המכונה, אז ניתן להשתמש בהתקני הידוק מסוגים שונים כדי להדק את חלקי העבודה. על מנת למכן תהליכי ייצור, רצוי להשתמש התקני הידוק אוטומטיים(פעולה מתמשכת) מונעת על ידי מנגנון הזנת המכונה. באיור. 80, α מציג דיאגרמה של מכשיר עם אלמנט סגור גמיש 1 (כבל, שרשרת) לקיבוע החסר גלילי 2 על מכונת כרסום תופים בעת עיבוד משטחי קצה, ובאיור. 80, 6 הוא דיאגרמה של התקן לקיבוע חלקי בוכנה במכונת קידוח אופקית רב-צירים. בשני המכשירים, המפעילים רק מתקינים ומסירים את חומר העבודה, וחומר העבודה נצמד אוטומטית. מכשיר הידוק יעיל להחזקת חלקי עבודה של גיליון דק במהלך הגימור או הגימור הוא מהדק הוואקום. כוח ההידוק נקבע על ידי הנוסחה: כאשר A הוא האזור הפעיל של חלל המכשיר, מוגבל על ידי החותם; p = 10 5 Pa הוא ההבדל בין לחץ אטמוספרי ללחץ בחלל המכשיר שממנו מסירים אוויר. מכשירי הידוק אלקטרומגנטייםמשמש לקיבוע חלקי עבודה עשויים פלדה וברזל יצוק עם משטח בסיס שטוח. מכשירי הידוק מיוצרים בדרך כלל בצורת לוחות וצ'אקים, אשר בעיצובם נלקחים כנתונים ראשוניים הממדים והתצורה של חומר העבודה המיועד לעיבוד בתכנית, עוביו, החומר וכוח האחיזה הנדרש. כוח ההחזקה של מכשיר אלקטרומגנטי תלוי מאוד בעובי של חלק העבודה; בעוביים קטנים, לא כל השטף המגנטי עובר דרך החתך של החלק, וחלק מקווי השטף המגנטי מפוזרים בחלל שמסביב. חלקים המעובדים על לוחות אלקטרומגנטיים או צ'אקים מקבלים תכונות מגנטיות שיוריות - הם מובטלים על ידי העברתם דרך סולנואיד המופעל על ידי זרם חילופין. כדי להפחית את זמן ההתקנה, היישור וההידוק של חלקים, רצוי להשתמש במכשירי הידוק מיוחדים (שנועדו לעיבוד חלק זה). רצוי במיוחד להשתמש במכשירים מיוחדים לייצור קבוצות גדולות של חלקים זהים. מכיוון שהמתקנים חייבים לתקן במהירות ובאמינות את חומר העבודה, עדיף להשתמש במלחצים כאלה כאשר מושגת בו זמנית הידוק חומר עבודה אחד במספר מקומות. הא תאנה. 74 מציג התקן הידוק לחלק גוף, שבו המהדק נעשה בו זמנית עם שני מהדקים. 1
ו 6
משני צידי החלק על ידי הידוק אום אחד 5
... בעת הידוק האום 5
פִּין 4
עם שיפוע כפול בקובייה 7
, באמצעות מתיחה 8
משפיע על השיפוע של הקובייה 9
ולוחץ עם אגוז 2
אחיזה 1
יושב על סיכה 3
... כיוון הפעולה של כוח ההידוק מוצג בחצים. בעת שחרור האום 5
קפיצים הממוקמים מתחת לתפסים 1
ו ב, הרם אותם למעלה, שחרר את החלק. מכשירי הידוק בודדים משמשים לחלקים גדולים, בעוד שעבור חלקים קטנים כדאי יותר להשתמש במכשירים שבהם ניתן להתקין ולהדק מספר חלקי עבודה בו-זמנית. מכשירים כאלה נקראים רב מושבים. הידוק מספר חלקי עבודה עם מהדק אחד מפחית את זמן ההידוק ומשמש כאשר עובדים על מתקנים מרובים. באיור. 76 מציג מתקן ספסל מופעל באמצעות בוכנה פניאומטית. אוויר דחוס נכנס דרך שסתום תלת כיווני או לתוך החלל העליון של הגליל, מהדק את חלקי העבודה (כיוון כוח ההידוק מוצג בחצים), או לתוך החלל התחתון של הגליל, ומשחרר את חלקי העבודה. במכשיר המתואר, נעשה שימוש בשיטת קלטת להתקנת חלקים. כמה ריקים, למשל, במקרה זה חמישה, מונחים בקסטה, בעוד אצווה נוספת של אותם ריקים כבר מעובדת בקסטה. לאחר סיום העיבוד, הקסטה הראשונה עם חלקים טחונים מוסרת מהמכשיר ובמקום מותקנת שם קסטה נוספת עם ריקים. שיטת הקסטה מאפשרת לך להפחית את זמן ההתקנה של ריקים. בעת בחירת סוג מכשירי ההידוק, יש להקפיד על הכללים הבאים. בעת כרסום נגד הזנה וסיבוב נגד כיוון השעון חותך גלילייש לכוון את כוח ההידוק כפי שמוצג באיור. 78, א, ועם סיבוב ימינה - כמו באיור. 78, ב. 1. באילו מכשירים משתמשים בעת תיקון חלקי עבודה ישירות על שולחן המכונה? קולטיםהם שרוולי קפיצים מפוצלים, שזני העיצוב שלהם מוצגים באיור. 74 (α - עם צינור מתח; 6 - עם צינור מרווח; ב- סוג אנכי). הם עשויים מפלדות עתירות פחמן, למשל, U10A, ומטופלות בחום לקשיות של HRC 58 ... 62 בהידוק ולקשיות של HRC 40 ... 44 בקטעי הזנב. זווית מתחדדת קולט α = 30 ... 40 °. בזוויות קטנות יותר, הקולט עלול להיתקע.
 מנעול אקסצנטרי(איור 77, ד) מורכב מפיר 2 של הגלגל, שעליו נתקע האקסצנטרי 3. הפיר מונע לסיבוב על ידי טבעת 1, המחוברת לידית המנעול; הטבעת מסתובבת בקדח הדיור 4, שצירו מוסט מציר הציר במרחק e. כאשר הידית מסתובבת לאחור, ההעברה אל הפיר מתרחשת דרך הפין 5. במהלך ההידוק, טבעת 1 תקועה בין אקסצנטרי והדיור.
מנעול אקסצנטרי(איור 77, ד) מורכב מפיר 2 של הגלגל, שעליו נתקע האקסצנטרי 3. הפיר מונע לסיבוב על ידי טבעת 1, המחוברת לידית המנעול; הטבעת מסתובבת בקדח הדיור 4, שצירו מוסט מציר הציר במרחק e. כאשר הידית מסתובבת לאחור, ההעברה אל הפיר מתרחשת דרך הפין 5. במהלך ההידוק, טבעת 1 תקועה בין אקסצנטרי והדיור.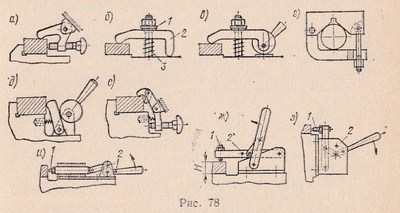

ניתן להבריג ג'יגים מיוחדים, אקסצנטריים, פנאומטיים, הידראוליים או פנאומו הידראוליים.דיאגרמת מכשיר בודד

אביזרים מרובים
באיור. 75 מציג תרשים של התקן כפול להידוק שני גלילים בעת כרסום מפתחות. המהדק נעשה על ידי הידית 4
עם אקסצנטרי שלוחץ בו זמנית על האחיזה 3
ובאמצעות תשוקה 5
להחזיק 1
, ובכך לוחץ על שני החסר למנסרות בגוף 2
התאמות. הגלילים משוחררים על ידי סיבוב הידית 4
הפוך. במקרה זה, המעיינות 6
למשוך לאחור את האחיזה 1
ו 3
.
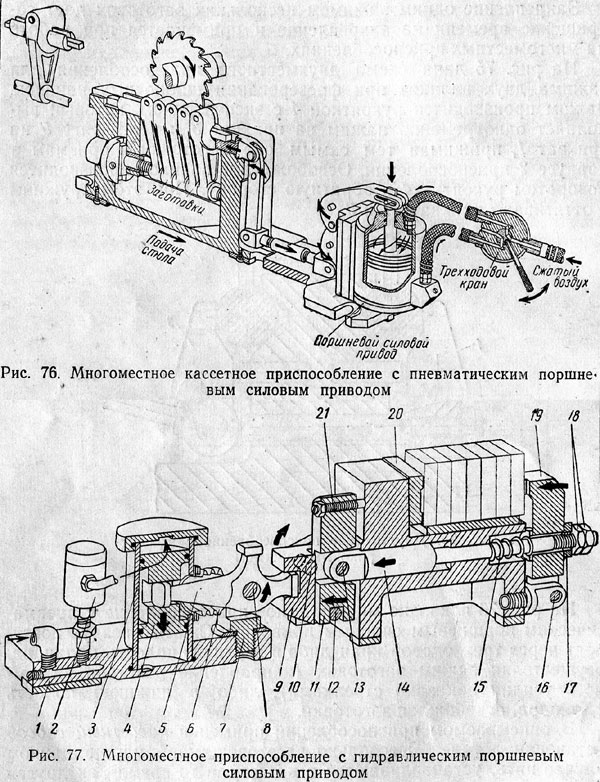
באיור. 77 מציג את העיצוב של ג'יג רב-מקומות המופעל הידראולי.
בסיס 1
הכונן קבוע על שולחן המכונה. בצילינדר 3
הבוכנה זזה 4
, בחריץ שבו מותקן המנוף 5
מסתובב סביב ציר 8
קבוע בעין 7
... היחס בין זרועות הידית 5 הוא 3: 1. בלחץ שמן של 50 ק"ג / ס"מ 2וקוטר בוכנה 55 מ"מכוח בקצה הקצר של זרוע המנוף 5
מגיע ל-2800 ק"ג... כדי להגן מפני שפשוף, מניחים כיסוי בד 6 על הידית.
שמן זורם דרך שסתום בקרה תלת כיווני אל השסתום 2
ובהמשך לתוך החלל העליון של הגליל 3
... שמן מהחלל הנגדי של הגליל דרך החור בבסיס 1
נכנס לשסתום התלת-כיווני ואז לניקוז.
כאשר הידית של השסתום התלת-כיווני מסובבת למצב הידוק, השמן בלחץ פועל על הבוכנה 4
, העברת כוח ההידוק דרך הידית 5
מנוף מזולג 9
מתקן הידוק המסתובב על שני חצי צירים 10
... אֶצבַּע 12
לחיצה על ידית 9 מסובבת את הידית 11
ביחס לנקודת המגע של הבורג 21
עם גוף המכשיר. במקרה זה, הציר 13
הידית מזיזה את הדחף 14
שמאלה ודרך מכונת הכביסה הכדורית 17
ואגוזים 18
מעביר את כוח ההידוק לאוחז 19
מסתובב סביב הציר 16
ולחיצת חלקי העבודה ללסת הנייחת 20
... התאמת גודל ההידוק מתבצעת עם אגוזים 18
ובורג 21
.
כאשר אתה מסובב את הידית של השסתום התלת-כיווני למצב ביטול הידוק, הידית 11
יפנה בכיוון ההפוך, יזיז את הדחף 14
לימין. במקרה זה, האביב 15
מסיר את האחיזה 19
מחסר.
לאחרונה נעשה שימוש במכשירי הידוק פנאומו-הידראוליים, בהם אוויר דחוס מסופק מרשת המפעל בלחץ של 4-6 ק"ג / ס"מ 2לוחץ על הבוכנה של הצילינדר ההידראולי, יוצר לחץ שמן במערכת בסדר גודל של 40-80 ק"ג / ס"מ 2... שמן עם לחץ כזה, באמצעות התקני הידוק, מאבטח את חלקי העבודה במאמץ רב.
עלייה בלחץ של נוזל העבודה מאפשרת, באותו כוח הידוק, להקטין את ממדי כונן הלחצים.כללי בחירת ג'יג'ים
המהדקים צריכים להיות פשוטים, בעלי פעולה מהירה ונגישים בקלות להפעלתם, קשיחים מספיק ולא משתחררים באופן ספונטני תחת פעולת החותך, רעידות מכונה או גורמים אקראיים, לא אמורים לעוות את פני השטח של חומר העבודה ולגרום לו לקפוץ לאחור. כוח ההידוק במהדקים מתנגד לתמיכה, ויש לכוון אותו ככל האפשר על מנת לסייע בלחיצת חומר העבודה כנגד המשטחים התומכים במהלך העיבוד. לשם כך, יש להתקין את מכשירי ההידוק על שולחן המכונה כך שכוח החיתוך המתרחש בתהליך הכרסום ייקלט על ידי החלקים הנייחים של המתקן, למשל, הלסת הנייחת של המלחצים.
באיור. 78 מציג את דיאגרמות ההתקנה של המתקן.
בעת כרסום עם כרסום פנים, בהתאם לכיוון ההזנה, הפעל את כוח ההידוק כפי שמוצג באיור. 78, ג או איור. 78, ד.
עם סידור זה של המתקן, כוח ההידוק מתנגד לתמיכה קשיחה וכוח החיתוך עוזר ללחוץ את חומר העבודה כנגד המשטח התומך במהלך העיבוד.שאלות בקרה
2. מהי פלטת זווית (מרובעת) ומתי משתמשים בה?
3. לקיבוע באילו חלקי עבודה משתמשים בפריזמות?





 נישואים עתידיים של הנסיך הארי שנה NTV")



משקאות אנרגיה: תנו מרץ, אבל קחו את הבריאות מה יקרה אם תשתו 4 משקאות אנרגיה
חרדל לירידה במשקל: איך להשתמש בתיבול עם תועלת מרבית האם לילדים יש חרדל
היתרונות והנזקים של חרדל לגוף האדם יתרונות ונזקים של חרדל שולחן
כיצד לטפל באוזן לאחר פירסינג: סוגי חומרי חיטוי, הרכבם, הכללים ותכונות הטיפול באוזן מנוקבת
הקפלה הסיסטינית בוותיקן: תיאור, היסטוריה, מאפיינים אדריכליים