לעבודות מפנה ניתן להשתמש בעץ מכל מין, אך יש צורך לקחת בחשבון את המאפיינים של כל מין ואת מטרת המוצר. העץ של ליבנה, מייפל, אגוז, אגס, אשור, קרנית, טיליה מעובד היטב במכונה; גרוע מכך - אורן, אשוח, אלון, אפר. עץ ליבנה משמש לפריטים דקורטיביים, כלים, צעצועים. מוצרים עשויים ליבנה קרליאני יפים במיוחד. מטיליה, אתה יכול להכין מנות בצורות שונות, מזכרות (מטריושקות וכו'), צעצועים. חלקי ריהוט, ברגים, אגוזים, ידיות כלי עבודה מעובדים מבוקיצה. מעץ אגס, אגוז, אתה יכול לעשות פריטים דקורטיביים - ארונות, אביזרים, מזכרות. אבוניט, סיבים, גומי גם מעובדים היטב.
תמונה 3 דרך קשה לחתוך את המגזין. טחנות אלה יכולות לחתוך בולי עץ לקרשים בקלות. לרוב, תראה אבק. לחיתוך מהיר וקל יותר, הנח את בול העץ וחתוך במקביל לאורכו של בול העץ. תמונה 4 הדרך הקלהלחתוך את היומן למטה.
מיוצרים שבבים ארוכים ומתקבל חיתוך מהיר יותר. הקפידו לתמוך במגזין כך שהוא לא יתגלגל, והקפידו כאשר אתם מתקרבים לגזרה, עצור והיפוך את המגזין. תמונה 6 עכשיו אתה יכול אפילו לעמוד על הקצה ולחתוך.
למטה, מכיוון שנשאר כל כך מעט לחתוך. כמו כן ודא שאתה מנקה שבבים ארוכים מיציאת שבבי השרשרת, אחרת הם יצטברו ויקשרו את השרשרת. בכל מקרה, חשוב שלא תפגע בבוץ או סלעים או בטון בעת הפריצה. השחזת שרשרת עמומה אינה קשה, אבל היא לא מהנה כמו חיתוך חלקים פנויים. חשוב ביותר לשמור על השרשראות חדות ומשומנות היטב. רוב דרך מהירהלשרוף את המסור - נסו לחתוך עץ בשרשרת קהה ללא שמן.
לעיבוד עץ, הכינו ריקים ללא קשרים, סדקים, ריקבון, חורי תולעת, נטיית סיבים, מיובשים היטב. ריק בצורה של ברים מרובעים מוכן כדלקמן. בקצוות מציירים שני אלכסונים במרצע (עיפרון) ומוצאים את מרכז סיבובו. בצומת האלכסונים של קצוות חומר העבודה נעשים שקעים של 3-4 מ"מ; עבור השן המרכזית של השלושה ומרכז הזנב, בנוסף, רצוי לטריידנט לבצע חתך עם עומק של 2-3 מ"מ. לאחר מכן, לאורך הצלעות, מקצעים את הסורגים עם פלטה כדי לתת להם צורה של אוקטהדרון או קרוב לגליל. את הקצוות של חומר העבודה ניתן לחצוב עם גרזן.
זכור גם שהשרשרת והבר עלולים להתחמם. אל תיגע בהם מיד לאחר חיתוך העץ. אפילו עץ רטוב יוצר מספיק חיכוך כדי לחמם את השרשרת והפיר שלה. ברגע שאתה חותך את בולי העץ לחתיכות ניתנות לניהול, את השאר ניתן לחתוך עם מסור פס כדי להתאים לצרכים שלך. זה לא אומר שאתה לא יכול לחתוך את חלקי העבודה שלך עם מסור חשמלי. זה דורש קצת יותר חריצות וזמן, אבל זה יכול להיעשות בדרך זו. עם זאת, לאחר שאמרתי כי לאחר הרמתם, החיתוך הסופי על המסור יכול לחסוך לך זמן רב על ידי חיתוך עצים לא רצויים בצורה מדויקת יותר.
כאשר מעובדים בכוסות ו צ'אקים לסתלקיבוע בחסר, נותרה קצבה של לפחות 50 מ"מ לאורך, בעיבוד במרכזים - לפחות 20 מ"מ, בעובי (קוטר) קצבה של 2-3 מ"מ.
על מחרטות, ככלל, מוצרים מיוצרים וחריצים בחתך עגול עשויים בצורה של רולר, ציר, גליל, קונוס, כדור ומשטחים אחרים, אשר בשילוב נותנים פרופיל שונה של החלק.
סמן את קווי המתאר על חומר העבודה עם מצפן או דיסק, להב מסור ישן עובד. תמונה 7 באמצעות הישן להב של מסור- דרך מהירה. זה נותן לך קצת הדרכה כשאתה מצמצם את הפער. יש לי 36? מסור פס שיחתוך עד 20? קוטר יומן. ניסית פעם לגייס 20? קוטר חור לשולחן חגורה? רוב מה שתהפוך יתאים לטווח המידות הזה. זה חשוב ביותר בעת חיתוך עץ רטוב או ירוק. להקה ראתהכך שהלהב הוא להב של 3 או 4 שיניים משונן לאינץ'.
לשם כך, חומר העבודה מהודק במרכזי המכונה או מותקן בצ'אק או על לוחית פנים, ולאחר מכן ניתנת לו תנועה סיבובית, שבמהלכה כלי החיתוך מעבד את משטחיו. החותך מקבל תנועה לאורך או לרוחב חומר העבודה, בהתאם לצורתו.
כדי לשלוט במיומנויות הסיבוב, יש צורך לבצע סדרה של תרגילים על שיטות עבודה.
להב שן מכור אינו משיל נסורת רטובה כמו גם שן חסרה, כך שהחלקה על הלהב הופכת לבעיה, ממש מסוכנת למעשה. זכור לאפשר תמיד ללהב לחתוך. לעולם אל תכניס עץ לתוך הלהב; לתת לו להאכיל את עצמו.
כפית החיתוך עלולה לעוות קשות את הלהב, במיוחד בחלקים גדולים, ולגרום להצטברות חזקה של חום שמגבש את הריתוך של הלהב ובסופו של דבר גורם ללהב להישבר. אם אתה צריך לטפס על עץ לתוך הלהב כדי לחתוך אותו, זה הזמן להחליף את הלהב או להשחיז אותו. הנה מילה על בחירת החללים הריקים בקערה במגזין.
חריטה כוללת את שיטות העבודה הבאות: בחירה והכנה של חומר עבודה, התקנת חומר במרכזים או צ'אק, התקנת כף יד עם תושבת במצב הנדרש, סיבוב ראשוני (גס), סימון סיבוב, סיבוב משני (גימור) , סימון, סיבוב פרופילים, חיתוך ועיגול הקצוות, ניקוי וטחינה, גימור, ניתוק המוצר מהקצבה, עיטור מוצרים בשריפה, גילוף ולאחר מכן גימור.
תמונה 8 מציגה גזרת קערה לדירה. לפחות זה לא משנה לי. כף הרגל המתנודדת מתרפאת במהירות וביעילות מכונת שחיקה. הצורה הסגלגלה שבה מייבשים את הקערה נותנת סיפור טובעל איך אתה יכול להפוך את הקערה כך. יש כאן הרבה מקום לעיוותים של האמת, וזה יכול להיות ממש מעניין; כמה מהטריקים האלה שהוזכרו קודם לכן.
פריסה ל-4 קערות טבעיות. תמונה 10 שורות המציגות קערה טבעית. זה המקום שבו הצבעים התוססים ביותר נמצאים, והתנועה שלאחר מכן במהלך תהליך הייבוש ממש מוסיפה מסתורין ליצירה. כעת, לאחר שקיצרתם את רווחי הציר שלכם, כנראה שכדאי למצוא מקום בו ניתן לשמור אותם עד שתספיקו לסובב אותם. המקום הכי טובממוקם בצד הבניין, שנמצא כל הזמן בצל. אם אין לכם מקום כזה, סככה פתוחה או ברזנט יספיקו.
סיבוב צילינדר
חומר העבודה קבוע עם טריידנט ו מרכז אחורי. כדי לעשות זאת, התקן קצה אחד על הטריידנט עם פטיש, והבא את המרכז לקצה השני ותקן גב זנבאגוז. ואז, מסובבים את גלגל היד שנבעט, הם מהדקים את חומר העבודה עם המרכז ונועלים אותו עם הידית.
מכשיר היד מובא עם רווח מינימלי במקביל לחומר המעובד, מהודק לקו האמצע (או 1-2 מ"מ גבוה יותר) ומותקן קרוב ככל האפשר לחומר העבודה (בערך 2-3 מ"מ בין החלק הבולט ביותר של הריק כף היד). מבלי להפעיל את המכונה, סובב ידנית את חומר העבודה וודא שהוא לא נוגע בחומר היד.
אתה רוצה למזער מגע עם אור שמש ישיר ככל האפשר. זה גם עוזר לשמור על לחות האזור. ישנם מספר מוצרים שניתן להשתמש בהם כדי לאטום את הקצוות של פטיפונים כמו גם את כל המשטחים. מוצר שנקרא איטום עץ ירוק, שהוא אמולסיה של שעווה ושמן, עובד טוב מאוד. אם אין לך גישה לזה, ישן ציורי שמןאו שימורים שעווה עובדים מספיק טוב. לא משנה מה תעשה, אל תעטוף את החסר שלך בשקיות ניילון.
לאחר בדיקת ההידוק של חומר העבודה, כף היד, עמוד הזנב והנוצה שלו, הם מתחילים בעיבוד. סיבוב גס מתבצע עם רייר (אזמל) ברוחב 20-25 מ"מ עם להב חצי עיגול. הידית של האזמל נלקחת ביד ימין, והחותך נלחץ בחוזקה אל פני השטח של הידית עם שמאל. השבב הראשון בעובי של 1 - 2 מ"מ מוסר על ידי החלק האמצעי של קצה החיתוך של החותך, והאחר - לסירוגין על ידי הצד הימני והשמאלי של הלהב, מזיז בהדרגה את האזמל לכל אורך הלהב. חומר העבודה והיד. השבבים מוסרים למימדים שצוינו או עד שהחותך עובר לאורך כל היקף החפץ המופנה. במקרים בהם אורך המוצר עולה על אורך קצה כף היד, הוא מועבר מתחת לחלק הבלתי הפוך והעבודה נמשכת.
זה סופג לחות, מונע מהעץ לנשום, ויוצר את המבשלה המושלמת לחיידקים ופטריות. הריח מתפשט ביער והוא אף פעם לא נעלם. זה נשאר תזכורת תמידית למה אנחנו לא משתמשים בשקיות ניילון. לכלל זה יש חריג אחד. אם אתם גרים במדבר, שימוש בשקיות ניילון לפרקי זמן קצרים עשוי להיות אחד מהם הדרכים היחידותלמנוע אימות.
עכשיו אם אתה רוצה שהעץ יישן כלומר. לחיידקים היו שינויי צבע נפלאים בעץ, והציבו קצה אחד של בול העץ לאדמה. סוגים שוניםמגיבים לצורות שונות, והצבעים המתקבלים שונים. זה בדרך כלל לוקח כמה חודשים, אבל ההמתנה בדרך כלל שווה את זה. אם תשכח שעשית את זה ותשאיר את היומן יותר מדי זמן, התוצאה הסופית תהיה ריקבון יבש וחתיכת עץ חסרת תועלת.
ברגע שההפרשה לקוטר חומר העבודה היא 2-3 מ"מ, הם ממשיכים להסתובב עם משקוף (מייזל). המייזל מוחזק באותו אופן כמו רייר, אבל בצורה יותר אלכסונית, כך שכיוון הלהב יוצר זווית של 45-50 מעלות עם כיוון המשטח הגלילי של חומר העבודה. הפינה הקהה של המשקוף מופנית לכיוון תנועת האזמל, והחדה מורמת למעלה. אין לחתוך את השבבים לכל אורך קצה החיתוך, אלא לפי חלקיו האמצעיים והתחתונים. בעת הפיכת חלקים ארוכים בפעם השנייה, כמו גם במהלך הראשוני, יש לעשות חריצים להתמצאות. ידנית בדוק את קוטר חומר העבודה בעזרת קליפר במספר נקודות לאורך.
אם מסגרת זמן התור שלך מתארכת, אל תהססו לחתוך עץ לחתיכות סיבוב עד שתזדקקו להם. השאר את היומנים שלמים ועבד בקצה אחד. שמור את קצוות היומן אטומים כמתואר לעיל. חיתוך לפי הצורך יאריך את חיי המגזין עד שתהיה מוכן להתחיל להסתובב, בסבירות גבוהה. אל תצפה שהמגזין יהיה בחינם במשך חודשים. תנאי מזג האוויר משחקים כאן תפקיד מכריע.
תנאי יובש חמים יגרמו לסריקת יומני עץ מהר יותר מאשר לחים או רטובים. בעת חיתוך בולי עץ לאורך, כדי להפוך אותם לניתנים יותר לניהול, הקפד לחתוך אותם לפחות 6 אינץ' יותר מהקוטר. זאת על מנת להבטיח שנשאר מספיק עצים בעת בדיקת השימוש בקוטר המלא של בול העץ.
ישרות פני השטח של חומר העבודה נבדקת עם סרגל. אם במהלך הסיבוב של חומר העבודה יש שפשוף של סיבי העץ, יש צורך לשנות את כיוון התנועה של אזמל או את זווית החיתוך. יש לזכור שחיתוך שבבים עבים ועבודה עם אזמל קהה עלולים להוביל לקריעת הסיבים ולקריעת פיסות עץ.
כעת, לאחר שניקינו את הקערה ומוכנה להסתובב, הגיע הזמן להתקין אותה על המחרטה. ישנן דרכים רבות לעשות זאת. צ'אקים שלושה וארבעה לסתות, צ'אקים בורגיים, צ'אקים הרחבה ולוחיות פנים הם חלק מהמכשירים הנפוצים ביותר.
אתה יכול להשתמש במחסניות למרכוז עצמי של שלוש וארבע לסתות, אבל יש כמה "מטאטאים"? בעת השימוש בהם. ראשית, על מנת ללכוד את הלסתות, יש להתקין ספייק. הגודל של השפיץ הזה הוא פרופורציונלי לגודל הקערה שאתה רוצה להפוך. כדי לעשות זאת, תחילה עליך להפוך את חומר העבודה בין מרכזים. כעת, בהתאם לגודל חומר העבודה ולמהירות שלך מַחֲרָטָה, ניתן לעשות זאת, אולם זהו צעד נוסף ויכול להיות מעט מאיים מכיוון שרוב מחרטות הציר מהירות ובעלות מהלומות קצרות.
לאחר שהמוצר קיבל את הצורה הרצויה, יש צורך לקצץ את הקצוות שלו. בעת חיתוך, האזמל מונח על הידית בקצה עם זווית חדה כלפי מטה.
בעת חיתוך בזווית חדה, המפסלים מבצעים חיתוך עמוק בניצב לציר חומר העבודה. לאחר מכן מסירים את האזמל ומבצעים חיתוך אלכסוני מצד הקצה שייחתך לכיוון החיתוך המקורי, ומונע מהקצה החיתוך לחתוך לקצה המוצר. העץ החתוך מופרד ויוצר חריץ (שקע). פעולה זו חוזרת על עצמה מספר פעמים עד שהמוט נשאר קוטר מינימלי(10-12 מ"מ), מספיק כדי להחזיק את המוצר במרכז המכונה. לפני הוצאת המוצר מהמכונה, מנקים את פני הקצה על ידי הסרת שבבים דקים בניצב לציר הסיבוב ללא חתכים אלכסוניים.
בעיה נוספת היא שרוב העצים הירוקים הם די רכים וסביר להניח שהקוץ יימחץ מאוד כאשר הלסתות מהודקות. זוהי מגבלה בטיחותית מכיוון שהספייק הכתוש אינו יכול להחזיק היטב את המכסה המסתובב. אותן הגבלות חלות על מחסניות הרחבה. יש לסובב או לקדוח את חריץ ההרכבה בתחתית חומר העבודה לפני שניתן יהיה להרכיבו על הצ'אק. הרכות של העץ הירוק הופכת אותו לרגיש לריסוק כאשר הלסתות מתרחבות.
ריסוק זה מגביל מאוד את יעילות השמירה של מחסנית ההרחבה. כמו כן, מכיוון שלרוב הצ'אקים יש את אותו לסת, תחתית הקערה זהה, גדלים לא פרופורציונליים עבור קערות גדולות וקטנות יותר. נקודות החיבור צריכות להיות פרופורציונליות לגודל הקערה.
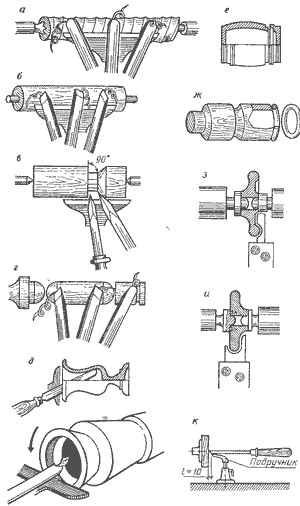
סוגי עבודות חריטה: א - חריטה גסה, ב - חריטה עדינה, ג - חיתוך קצוות, ד - עיגול קצוות, ד - חריטה של חללים פנימיים, ה - חריטה של מוצרים מרוכבים, ז - חריטה של טבעות, h, ו - סיבוב חלקים עם חותכים מעוצבים, k - סיבוב חזיתי על לוח הפנים
צ'אקים בורגיים הם חלופה בת קיימא לשימוש במכשירים לעיל. ג'רי גלזר מייצר בורג בורג עם בורג חד שנוגס בעץ תוך שהוא מחזיק אותו היטב. זה גם מאפשר לך לקחת עץ מהצ'אק ולהחזיר אותו תוך כדי מרדף אחר אותם נחלים. אחת הדרישות של צ'אק זה היא שחומר העבודה חייב להיות בעל משטח שטוח כדי שחומר העבודה יוכל להתאים לאוגני הצ'אק. זכור גם שעץ ירוק הוא הרבה יותר חלש מעץ מיובש וחומר העבודה יכול להיחלץ מהחוטים אם הוא מסתובב בצורה אגרסיבית.
בהתאם למטרת המוצר, הגזם יכול להיות ישר, קמור או קעור. עם חיתוך קמור, תחילה בצע עיגול גס של קצה חומר העבודה עם אזמל חצי עיגול. לגימור, נעשה שימוש באיזמל שטוח, חיתוך עץ עם אמצע קצה החיתוך או זווית קהה. בעת עיגול יש להחזיק את האזמל בחוזקה בידיים, להישען על הידית ולא לאפשר לו להתנודד על מנת להימנע מלקבל תלמים ובורות.
השימוש בדבק ציאנואקרילט בחור הבורג משפר מאוד את יכולתה של מחסנית הברגים לשמור על אחיזתה. מכשיר ההרכבה הטוב והבטוח ביותר, לפחות לדעתי, הוא הלוח. תמונה 11. צריכים להיות לפחות 6 חורי ברגים גדולים מספיק כדי להכיל ברגים מס' 10. זה גם רעיון טוב להחליק את משטח ההרכבה של הריק. זה מאפשר לברגים להפעיל לחץ אחיד על העץ ומונע מחומר העבודה להתנדנד על משטח הפנים.
מאמר זה אינו דן בטכניקת הסיבוב העמוק. נדון בפרמטרים הדרושים להפיכה מוצלחת של עץ ירוק. הנח את הקערה ריקה על המחרטה. זה הכרחי שכל ההמחאות יהיו מושבתות לחלוטין. אם הם לא, הם יגרמו לפצע. סדקים קטנים או שברים פשוט ממשיכים לגדול, אז יש לשחרר אותם. פַּעַם מראה חיצונינוצר, הסר את עמוד הזנב והתחל את תהליך החפירה.
טכניקות של סיבוב קונוסים. לאחר שהכנו ריק בצורת חרוט עם הקצבה הדרושה, הם מתארים את מידות החרוט - קוטר הבסיס, קוטר החתך של החלק העליון ומקבעים אותו במכונה. הריק על המכונה מותקן בצורה כזו שהחלק העליון (הקצה הקטן יותר של החרוט) פונה לראש. זה יוצר נוחות לעבודה עם יד ימין, בנוסף תתרחש סיבוב לאורך הסיבים, ונגד.
השיטות שהוזכרו בתחילת הפסקה של מאמר זה חלות כאן. תמונה 13 החתכים הראשונים מתחילים במרכז ועובדים על הקצה החיצוני. המשך לנוע לעבר השפה, תוך ביצוע אותו עומק חיתוך. תהליך ירידה זה מותיר חוזק וקשיחות בצד הקערה ומאפשר לחתוך קיר דק.
אל תחלול את הקערה, ולאחר מכן תנסה לחתוך את הקירות דק, אין מספיק קשיחות לקיר כדי לחתוך. לאחר שהגדרתם את עובי הדופן, אל תחזרו אל השפה ותנסו לבצע חיתוך נוסף. זה ייגמר באסון כי אין מספיק עץ לתמוך בחיתוך. זה נכון במיוחד עבור קערות ואגרטלים מוגמרים. זה יכול להיות וויסקי פחות או יותר. המהירות חשובה כאן כי ברגע שהנשיפה תתחיל, הקערה תתחיל להשתנות. בשלב זה לא יהיה זמן להפסקת קפה.
הידית קבועה במקצת באלכסון, במקביל למישור החרוט, ומורידה כשהאזמל מתקרב לראש החרוט. ראשית, המשטח מטופל עם אזמל חצי עיגול, ואז עם משקוף (מייזל).
חיתוך ישר. חיתוכים ישרים למהירות ודיוק נעשים לפי תבניות, אך השימוש בהם אינו פוטר משימוש בכלי מדידה וסימונים. התבניות עשויות מקרטון קשיח, דיקט, אך הטובות ביותר עשויות מאבץ. כאשר מסמנים על משטח הצד של הגליל בעיפרון או אזמל, הסיכון הראשון aa1 מוחל לאורך המעגל היוצר את הקצה הקיצוני; לאחר מכן, דרך המרחק ab, הסיכון השני מוחל או הקצה הפנימי הראשון של bb1 במרחק ab, הסיכונים aa1 מבצעים את הסיכון השלישי bb1 ובמרחק לעזאזל - הסיכון dd1 וכן הלאה, עד לכל האורך של הגליל מסומן לפי האיור. מסילות סימון משמשות לסימון מספר רב של חלקים. לפנייה, הם לוקחים מייזל צר ומבצעים חריץ bb1 ו-vv1. ראשית, מבוצעים חיתוכים משולשים k ו-l, העודף ביניהם מוסר עם אזמל צר, תבנית מוכנסת לשקע המתקבל ובודקים את קצוות החריץ והמידות.

חיתוך ישר: א' - חיתוך; B - סימון של חומר העבודה; V - חיתוך חריצים k, l; G - הכנסת התבנית לשקע; D - תבניות 1, 2, 3; מסילה לסימון אלקטרוני
החריץ השני (השקע) נבחר לראשונה בצורה של משולש קטן ומשועמם, מעמיק בהדרגה לכיוון ציר הגליל. במהלך החריץ, השקעים נבדקים כל הזמן עם תבנית. ברגע שהתבנית נכנסת לגמרי מתחת לקצה ובצידי השקע לא יהיה פער, החריץ יכול להיחשב שלם. כל שאר השקעים מושחזים באותו אופן כמו החריץ השני, בודקים אותם עם תבניות. כדי לקבל את החריץ האחרון של ה-OMN, יש צורך לעבד את גליל ה-OM, ולאחר מכן לשפוף בזהירות את הקצה. לאחר הפיכת כל השקעים, קוצצים את דפנות הגליל.
פרופיל עקום. סמנו את הגליל ועשו תבנית. הפנייה מתחילה בצורות גליליות aa1b16; vv1g1g; dd1e1e. הפיכה מבוצעת עם קצבה קטנה לעיבוד סופי, ולאחר מכן הם מתחילים לטחון צורות עקומות zhazh1a1, zbb1z1 וכו '. יותר נוח לחדד משטחים קעורים עם רייר, להעמיק בהדרגה את דפנות השקע ולבדוק את הנכונות עם תבנית.
הפיכת צורות עקומות וכדוריות. גליל במידות הנדרשות מעובד מהריק ומשטח המוצר מסומן, כפי שמוצג באיור. לאחר מכן חותכים את התבניות ומתחיל סיבוב הדמויות zaa1z1.
הם מחדדים עם אזמל חצי עגול או שטוח, בודקים את העבודה עם תבנית 1, כמו גם עם קליפרים או קליפרים. לאחר סיבוב עדין, התבנית חייבת להיות צמודה בדיוק לפרופיל המעובד, ולהתאים היטב עם צלעות MN למשטח שיש להפוך. לאחר מכן, החלקים הגליליים bvv1b1 מושחזים; gdd1g1; ezhzh1e1, משאיר קצבה של עץ לגימור. המשטח העקום והכדורי שנותר מעובד, בשליטה עם תבניות 2 ו-3. גימור המשטח מתבצע עם מייזל.
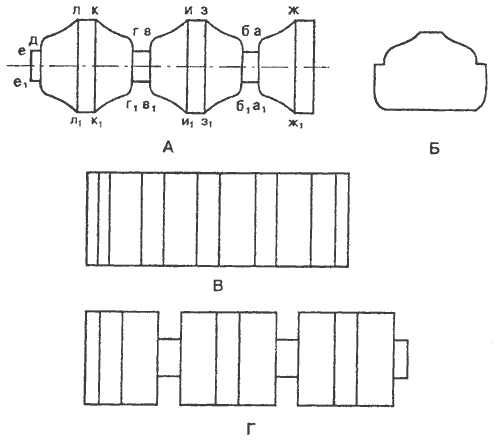
פרופיל עקום א' - פרופיל מוצר, ב' - תבנית. B,D - סימון צילינדר
מתחילים להסיר שבבים מאותו חלק של החלק בעל רדיוס העקמומיות הגדול ביותר. מרחיק את המייזל נקודות שיאעיגול לנמוך, עליך להרים את הידית של הכלי בצורה חלקה, ללא תנודות. יש לשלוט על המשטח העקום והכדורי שיש להפוך לעתים קרובות ככל האפשר באמצעות תבנית ומחוגה עד שהוא תואם לחלוטין את דמות התבנית. לאחר מכן, ניתן לקצץ את המוצר.

סיבוב צורות עקומות וכדוריות: A - סיבוב דמויות (1,2, 3 - תבניות), zaa131, 6vv161, gdd1g1, ezhzh1e1 - משטחים מסובבים, B - סימון מוצר. B - מיקום התבנית בעת הפיכת המוצר (MN - קצוות התבנית)
הפיכת פרופיל מורכב של מוצר בצורת חרוט. בעת ביצוע עבודה מסוג זה, מסובבים קונוס קטום תחילה לפי המידות הנדרשות לפי השרטוט, מסומן פרופיל המוצר ולאחר מכן מתחילים לפנות. על מנת למנוע מהקצוות החדים של החתכים להתפורר במהלך הסיבוב, יש להתחיל את הסיבוב בחיתוך חריצים א, ב, ג. לדיוק רב יותר של הפרופיל, השתמש בווים. בחירת גודל הוו הנכון, החריץ מתבצע מנקודות עיגול גבוהות, בדיקת החריץ עם קליפר וכלים אחרים. המשטחים החיצוניים של המוצר הופכים עם מייזל. לאחר הפיכת הפרופיל, המוצר נחתך.
הפיכת קירות פנימיים (חללים)
הפיכת מוצרים עם חללים פנימיים מבוצעים על ידי פנייה חזיתית, ככלל, מחסר גלילי שמורכב בצ'אק על ה-headstock. ראשית, סובב את החלק הפנימי, ולאחר מכן את החלק החיצוני. חריצים וקימום של חורים וצורות חלולות מתבצעים עם ווים בעלי גדלים וצורות בהתאם לפרופיל המוצר. בעת הפיכת חללים פנימיים בחלקים גדולים בקוטר של 100 מ"מ או יותר, יש להתקין חלקי עבודה על ציר המכונה במחבת פקה. בעת ביצוע חתכים פנימיים במוצרים בקוטר של עד 100 מ"מ, ניתן להתקין חלקי עבודה בתוך צ'אק כוס. חומר העבודה מוחזק היטב אם הקצה שלו מוכנס לשקע המחסנית לעומק של לפחות 1/5 מאורך המוצר ומתאים היטב לדפנות הפנימיות שלו. רצוי לטחון את הקצה של חומר העבודה המוכנס לתוך הצ'אק במרכז לפי גודל הצ'אק. הפטיש את חומר העבודה לתוך הצ'אק שהוסר מהציר. לאחר שתיקנו את חומר העבודה, הוא, יחד עם הצ'אק, מוברג על הציר של ראש המכונה וממשיכים להסתובב.
ראשית, מבוצעת סיבוב חיצוני, המעניק ליצירה קו מתאר גס של המוצר. קצה חומר העבודה נחתך עם אזמל שטוח, ולאחר מכן מביאים אליו יד ומוצבים על פני מובילי המסגרת במרחק של 2-3 מ"מ ממשטח הקצה.
לפני התחלת החיתוך הפנימי בחומר העבודה, רצוי לקדוח חור 10-15 מ"מ פחות מעומק החיתוך. ניתן לקדוח חורים עם סט מקדחה בסד לקידוח בקטרים של עד 10-12 מ"מ, או עם סט מקדחה בנוצה tailstock לחורים בקוטר גדול מ-12 מ"מ. התחל את השקע הפנימי, הנח אזמל חצי עגול על הידית והתחל לשעמם את החור הקדח.

הפרופיל המורכב של מוצר בצורת חרוט: a, b, c - חריצים
לְשַׁעֲמֵם משטח פנימיצריך להיות בהדרגה, מעת לעת להסיר את האזמל מהקן כדי לקרר אותו ולהסיר את הצ'יפס. ככל שהקן מעמיק, יש להרחיב אותו עם הצד של קצה החיתוך של האזמל, ולהניח אותו על פני מכשיר היד בזווית לציר הסיבוב.
קצה החיתוך של האזמל בעומק החתך צריך להיות צמוד לצד הפונה למפנה. יד ימין, מחזיק את ידית האזמל, בעודו מתוחה קדימה, מאחורי ציר הסיבוב של הציר, והשמאלי לוחץ בחוזקה את האזמל אל הידית. כך, תוך לחיצה של קצה החיתוך של האזמל אל הדופן הפנימית של הקן, נוצר חריץ מהעומק ועד לקצה החיצוני.
משטחים פנימיים בעלי צורה מורכבת מעובדים בכלים מיוחדים - ווים, שצורת קצוות החיתוך שלהם מתאימה לפרופיל המשעמם. בייצור של פרופילים מורכבים במיוחד, נעשה שימוש בסט ווים, ההופך את פרטי הפרופיל ברצף. לאחר השלמת השקע הפנימי, המשך אל הסיבוב החיצוני וחתוך את המוצר.
דוגמה להפיכת משטחים פנימיים. כדי ליצור כוס לעפרונות, אתה צריך להרים ריק של עץ קשה בגודל של 75x75x150 מ"מ. על מוצר שהפך, אתה יכול לעשות ציור באמצעות שריפה, שריפה, ציור עם צבעים או פשוט לכסות אותו עם לכה שמן. רצף עבודה.
1. תנו לקצה אחד של חומר העבודה צורת חרוט עם גרזן. תקן אותו בצ'אק והברג אותו על ציר המכונה.
2. לחץ על חומר העבודה עם מרכז גב הזנב ובצע סיבוב גס עם רייר למידות הקוטר הגדול ביותרמוצרים. סמן את אורך החרוט ועבד אותו.
3. הסר את המרכז מהקולמוס, התקן עליו מקדחה 10 מ"מ וסמן עליו את עומק הקידוח. קדחו חור בעומק הדרוש בחומר העבודה, הרחב אותו על ידי הגדלת קוטר המקדחה ל-16 מ"מ.
4. התקן את משענת היד בניצב לקו האמצע.
5. לשעמם את המשטח הפנימי של המוצר עם וו חותך מיוחד; זה צריך לנוע בכיוון מהמרכז לקצה חומר העבודה. דיוק משעמם נבדק עם תבנית בקרה.
6. חותכים את בסיס הכוס בעזרת מייזל. נקה את המוצר בנייר זכוכית ולכה את פני השטח שלו במברשת.
סיבוב משטח הפנים
סוג זה של סיבוב חזיתי משמש בייצור מוצרים בקוטר גדול (צלחות, כוסות, מגשים).
כוסות, צלחות עשויות, ככלל, מחתיכה אחת של עץ קשה רך - אספן, טיליה או אלמון. לשם כך, מקצעים את הלוח הנבחר על המכונה, מסומן במד עובי וחותכים לריבועים, שפינותיהם נחתכות, ומעניקים לחסר צורה קרובה למעגל. קוטר הריק צריך לעלות על קוטר הכוס או הצלחת המיוצרים ב-15-20 מ"מ. חומר העבודה מקובע עם ברגים על משטח הפנים כך שבעת עיבוד המשטח הקדמי, כלי החיתוך לא ייגע על ידי הברגים.
ראשית, חומר העבודה מסובב סביב ההיקף כאשר כף היד ממוקם במקביל למדריכים. לאחר מכן, מזיזים את הידית במקביל למישור לוחית הפנים ובכיוון מהמרכז לקצה, המשטח הפנימי של המוצר מסובב.
לאחר הגמר, הברגים מורחים והמוצר מוסר מלוח הפנים. אתה יכול לעשות צלחות מעץ משולב.
כל הציוד במפעלים עובר סיווג חובה לפי הספק מנוע, זמן פעולתו המותר ואנו מבקשים מאפיינים טכניים. הסיווג של מחרטות למתכת מתבצע על פי מספר קריטריונים נוספים:
- דרגת דיוק;
- מִשׁקָל;
- דרגת אוטומציה;
- גמישות מערכת הייצור;
- מטרה מיוחדת בעיבוד מתכת;
- צדדיות או מיקוד צר של היחידה בביצוע פעולות מתכת.


מגוון מחרטות משמשות לעיבוד מתכת. על פי סיווג ENIMS, כל סוגי המחרטות למתכת שייכים לקבוצה 1. הציוד מחולק לקבוצות, סה"כ 9. קבוצות משלבות ציוד המיועד לעיבוד מתכת, לפי עיצוב ויעוד.
המשימות שמתבצעות במכונה מסוימת וחומרת החלקים קובעות את המצב שבו היא פועלת, מה שמשפיע על מספר הפונקציות האוטומטיות של המכונה ותצורתה. גם פירוק הציוד לקבוצות תלוי בכך.
אין משימת עיבוד מתכת כזו שלא ניתן לבצע על מחרטה במצב ידני או אוטומטי. אבל יש גם קבוצות של מכונות עזר בעלות יכולות מוגבלות, המיועדות לבצע מגוון מצומצם של משימות, ויש כאלה כמעט אוניברסליות, כמו חותכי ברגים. היכולות שלהם מוגבלות על ידי המשקל והגודל של חלקי העבודה.
קבוצה 1 כוללת מחרטות למתכת:
- ציר בודד אוטומטי וחצי אוטומטי.
- רב-צירים אוטומטיים וחצי אוטומטיים.
- מחרטות אוטומטיות רב-צירים מסתובבות.
- קידוח וחיתוך;
- קרוסלה;
- חיתוך בורג;
- חיתוך רב;
- מתמחה;
- שונה.
גם תת-קבוצות בקבוצה 1 של ציוד מפנה התבררו כ-9, וכן קבוצות לסיווג מכונות למתכת. סוגי עבודת הפנייה מגוונים מאוד, אך כמעט בלתי אפשרי להסתדר בלי מכונות אחרות כשעובדים על מתכת. אלו כוללים:
- קידוח ומשעמם, השייך לקבוצה השנייה.
- שחיקה, ליטוש, גימור - 3 גר'.
- משולב - 4 גרם.
- לעיבוד חוטים ומשטחי ציוד - 5 גר'.
- טחינה - 6 גרם.
- הקצעה, חריץ, גיצה - 7 גר'.
- חתך - 8 גר'.
- הקבוצה הרחבה ביותר מס' 9 - שונה. קבוצה זו כוללת ציוד לעיבוד צינורות ומצמדים, יחידות קילוף, בדיקה, חלוקה, איזון.

פענוח הייעודים לפי סיווג ENIMS של מחרטות למתכת
מחרטות קיבלו מקום בראש השולחן מכיוון ששאר מכונות המתכת מייצרות עבורן ריקים או מבצעות עבודות לאחר מכן לאחר פעולות סיבוב.
איך מחרטה עובדת
עקרון העבודה של המחרטה הוא כדלקמן:
- הסיבוב של חומר העבודה במכונה מתבצע על ידי ציר או לוחית פנים, המקבלים סיבוב דרך תיבת הילוכים, כונן רצועה ממנוע חשמלי;
- משרעת ההזנה קובעת את מהירות הקליפר עם חותכים קבועים במחזיק החותך;
- ללא קשר לסוג האוטומציה של המכונה - אוטומטית או חצי אוטומטית, זה יכול להיות עם פריסה אופקית או אנכית. מחרטות קיבלו סיווג כזה ממיקום הציר, שבו תלוי המיקום של חומר העבודה במהלך העיבוד.
- על מכונות אנכיותמתבצעת עבודה על מתכת בחלקים רחבים כבדים אך לא ארוכים.
- חלקי עבודה ארוכים בקטרים קטנים ובינוניים מעובדים במצב אופקי.
ככל שיותר הזדמנויות להתקנת ציוד נוסף על המכונה, כך היכולות הטכנולוגיות שלה רחבות יותר.
ערכות של מכונות פופולריות
כפי שניתן לראות מהתרשים, מחרטות חיתוך ברגים נמצאות בעמדה 6 של קבוצה 1. אבל הם נמצאים לעתים קרובות יותר מאחרים בשל הצורך המתמיד שלהם במפעלים ובסדנאות נסיוניות המתמחות בעיבוד חלקי מתכת.
חיתוך בורג 16K20 משמש לביצוע עבודת מפנה בסיסית במורכבות משתנה. הדגם הבסיסי מיוצר ב-4 גרסאות. ההבדל בין המכונות במרחק בין המרכזים. בשינויים שונים, פער זה יכול להיות 71, 100, 140 ו 200 ס"מ. וריאציה כזו באורך העבודה הובילה לשינויי עיצוב אחרים כדי לפשט את העיבוד של חלקים מאותו סוג במשקל, אורך או קוטר. דגמים אחרים פותחו על בסיס 16K20. ייעוד האותיות שלהם מציין את המודרניזציה של דגם הבסיס:
- 16K20G - עם שקע במסגרת.
- 16K25 - דגם קל משקל המיועד לייצור חלקים מחסר בקוטר של עד 50 ס"מ. מיקום הריק מעל המיטה אופקי.
- 16K20P - בעל דרגת דיוק מוגברת, הודות למיסבים מיוחדים.
- 16K20F3 - עם שליטה מספרית.
וידאו 16K20F3
על בסיס זה נוצרים גם דגמי חיתוך בורג אחרים לעיבוד מתכת. ערכת המכונות היא כללית, אך במידת הצורך, היא מתווספת עם הפונקציות הדרושות ללקוח. במכונות המיוצרות על בסיס 16K20, ניתן לעבד מתכות בדרגות שונות של רגישות לעיבוד, כולל מתכת מוקשה. כוח ההנעה מתכוונן; כאשר עובדים עם סגסוגות קשות, עלויות האנרגיה של הציוד עולות.
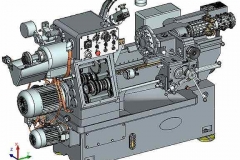
רוב פעולות עיבוד המתכת מבוצעות על מחרטות חיתוך בורג, שבהן לתכנית הפריסה יש עיצוב מורכב למדי.
המרכיבים העיקריים של המחרטה:
- מיטה;
- סינר;
- ציר (קדמי) ראש;
- קליפר;
- חזרה סבתא.

במבט ראשון, ישנם מעט חלקים עיקריים, אך כדי לשלוט בהם, העיצוב של ציוד מפנה יש:
- מצמד החיכוך אחראי על סיבוב הציר;
- וריאטורים נועדו לשנות את מהירות הציר;
- מתגים אוטומטיים;
- ידיות, גלגלי תנופה, מהדקים לתנועה ידנית, תיקון והפעלת מנגנונים.
סוגי מחרטות נבדלים זה מזה במטרה, במאפיינים טכניים, בפריסה וכו'.
סימון דיוק
דיוק המכונות לפי ENIMS מצוין בשם בסוף הקיצור באותיות קיריליות:
- H - אינדיקטור של דיוק נורמלי;
- P - מציין את הדיוק המוגבר של המכונה;
- B - מציין דיוק גבוה;
- A - ייעוד בעל דיוק גבוה במיוחד;
- C - מכונה עם סופר דיוק.
סיווג משקל:
- מחרטות במשקל של עד טון אחד נחשבות קלות - (< 1 т);
- יחידות בינוניות כוללות יחידות מ-1 עד 10 טון, בקטגוריה זו ישנן יחידות חיתוך ברגים - (1-10 טון);
- כבדים - אלו המכונות שהמסה שלהן עולה על 10 טון - (> 10 טון);
- עם משקל של מעל 100 טון - מדובר במכונות ייחודיות - (> 100 טון).
בסוגריים ניתן הייעוד המתרחש בסימון המכונה.
תיאור של כמה קבוצות של מחרטות
מכונות חזיתיות
מחרטות מיועדות לייצור חלקים בקוטר של עד 4 מטר. מטרתן של מכונות עם מאפיינים טכניים כאלה להפיכת חלקים גליליים וקוניים עליהם. אבל גם על חלקים רחבים המונחים על לוח הפנים, ניתן לבצע עבודות מתכת אחרות, כגון חיתוך חריצים, שיוף ועוד. במכונות הפרונטאליות מתבצעת עבודה כבדה ומגוונת המותירה חותם על מאפייניה הטכניים. מחרטות חיתוך בורגבהשוואה לחזית יש עיצוב מורכב יותר.
החלק העובד של מכונת השמשה הקדמית מורכב מ:
- צלחות;
- קליפר ובסיסו;
- ראש קדמי ואחורי;
- לוחות פנים.
מחרטות אנכיות
התוכנית של מכונות קרוסלה קצת יותר מסובכת. יש לו:
- מיטה;
- לוחית פנים;
- שלט רחוק;
- צריח עם מספר עמדות (לדוגמה, 5);
- תמיכת צריח אנכית;
- שתי תיבות הילוכים;
- חוצה;
- תמיכת צד;
- 1 או 2 מתלים (תלוי בעיצוב ובמטרה):
- גלגל יד וגלגל צד;
- מחזיק חותך ל-4 פריטים.
במכונות סיבוב וקעמום מעובדים חלקים בקוטר של 2 מטר ומעלה. כל אחד מהדגמים של מחרטות אנכיות יכול לעבד חלקי עבודה בקטרים שונים. עלייה בקוטר של חומר העבודה פי 1.26 מחייבת הגדלה של אזור העבודה של המכונה. 6 סוגים של מכונות סיבוביות יוצרו בייצור המוני, עם מאפיינים טכניים דומים, שיכולים לעבד חלקי עבודה בגדלים הבאים:
- 2 מטרים;
- 2 מ' 52 ס"מ;
- 3 מ' 18 ס"מ;
- 5 מ' 4 ס"מ;
- 6 מ' 35 ס"מ.
אם יש צורך לייצר חלקים העולה על 6.35 מטר, מכונות מיוחדות עם ייחודיות מפרט טכני. לחשב גודל נדרשאזור העבודה של הדגם הבא ברציפות אינו קשה, מספיק להכפיל את הערך הקודם ב-1.26.
מחרטות צריח
בציוד להפיכת צריח, חלקים עשויים מחסרי סרגל. במכונות ניתן לייצר חלקים בעלי צורה מורכבת לפי שרטוט אישי. הסיווג של מכונות הצריח מתבצע בהתאם לשיטת ההידוק של חלקי העבודה על הציר:
- בָּר;
- מַחסָנִית.
כמעט כל הפעולות שמבצעות מחרטות חיתוך ברגים יכולות להתבצע גם בצריח, כשההבדל היחיד הוא שניתן לקבע מספר כלים בבת אחת בצריח הקליפרים הרוחביים, ברצף הדרוש לעבודה. למחרטות חיתוך בורג אין הזדמנות כזו; כל סוגי העיבוד הבאים מבוצעים עליהן לאחר החלפת החותך בתום הפעולה הקודמת. ניתן לבצע את העבודה בכלים אחד אחד, וחלק מהפעולות יכולות להתבצע במקביל זו לזו.
הצריחים של כמה מכונות מסוג זה מתוכננים כך ששקע אחד יכול להכיל כמה חותכים בו זמנית. המהלך של כל כלי מוגבל על ידי עצירה. בנוסף להגבלת הנסיעה, הם פועלים כמתג הילוך קליפר. לאחר שעבד את המחזור המתוכנת, הראש מסתובב ובתנוחת עבודה קובע את הכלי הדרוש לשלב הבא.
סרטון עיבוד חלקי
באמצעות הדוגמה של ערכת 1G340P, ניתן לראות שמבחינת הפריסה שלהן, מכונות צריח זהות למחרטות חיתוך ברגים. המטרה של סוגים אלה של מכונות דומה.
ניתן לצייד מכונות צריח בראשים המסתובבים במישור אופקי או אנכי. למכונות אוטומטיות וחצי אוטומטיות יש הגדרות צריח דומות לפני העבודה. בקטגוריה זו של ציוד מפנה קיים גם סיווג לפי מספר הצירים בתכנון המכונה.
אם אתה מוצא שגיאה, אנא סמן קטע טקסט ולחץ Ctrl+Enter.










הפרעת אישיות מעורבת: גורמים, תסמינים, סוגים וטיפולים
הגדרות בקרה של GTA 4
שאלות נפוצות על הברחה ב-GTA Online
LSPDFR - ברוכים הבאים למשטרה
המפה הענקית של Grand Theft Auto San Andreas והסודות שלה