(534.5 קילובייט)
קבצים זמינים (1):
| 1.doc | 535kb. | 16.11.2011 08:22 |
1.doc
electr. ציור גרסה במצפן: קורנצ'וק איבן
עקרונות בסיסיים לפיתוח תוכניות בקרה
עבור ציוד CNC
עקרונות כלליים לבניית תוכניות
ציוד CNC מובן כשליטה באמצעות תוכניות המצוינות בקוד אלפאנומרי.
בעת עיבוד במכונות CNC, הכלי נע לאורך הנתיבים המצוינים בתוכנית.
במקרה זה, למשל, עבור מחרטות, תנועת קצה הכלי מתוכנתת, ולמכונות כרסום, תנועת ציר החותך.
ציר החותך נע לאורך קו שווה מרחק, כלומר קו או משטח המרוחקים מהמשטח המיועד לעיבוד ערך קבוע השווה לרדיוס החותך.
קווי המתאר הנדרשים של החלק;
במרחק שווה;
מַחתֵך.
שתי הזנות מתוכנתות. נקודות עיגון נבחרות בקו המתאר המעובד, שהן אותן נקודות של המתאר שבהן הוא משנה את אופיו (נקודות 4, 5, 6, 7).
המחשב המובנה במערכת ה-CNC מקרוב את התנועות של גופי העבודה של הציוד. מעריך באופן ספציפי מעגל עם קו שבור (בין נקודות 6 ל-7). לכן, יש שגיאה .
ציוד CNC מצויד באחד מהם מנועי צעד, או מנועי DC (תיריסטור).
תן להיות נ איקסו נ yהוא מספר הפולסים לאורך ציר X ו-Y, בהתאמה, אז
 ,
, ,
,
איפה איקסו בְּ-– מחירי דופק (בדידים), שבדרך כלל נעים בטווח של 0.0050.01 מ"מ.
מנועי צעד הם בעלי מומנט נמוך ואינם משמשים במכונות. המכונות משתמשות במנועי DC, שעבורם יש צורך לחשב את מהירות התנועה לאורך צירי הקואורדינטות:
 ,
,  ,
,
איפה  - זמן תנועה לאורך קו ישר בנקודת קירוב נתונה, [s], ^S– קצב הזנה, [מ"מ/דקה],
להוא אורך קטע הקירוב בנקודה נתונה, ו
- זמן תנועה לאורך קו ישר בנקודת קירוב נתונה, [s], ^S– קצב הזנה, [מ"מ/דקה],
להוא אורך קטע הקירוב בנקודה נתונה, ו
 .
.
מבנה מערכות CNC
^
הבדל CNC ללא מָשׁוֹבועם משוב.
מבנה הבקרה ללא משוב הוא כדלקמן:

נושא תוכנית;
מפענח (קורא);
מכשיר ביניים (זיכרון);
מַפעִיל.
מבנה בקרה עם משוב:

1, 2, 3 - בדומה למכשיר ללא משוב (ראה איור קודם);
השוואת מכשיר;
מַגבֵּר;
יחידת הנעה;
חיישן משוב.
מאחר והשליטה במערכת הבקרה מתבצעת במספר ערוצים, המבנה הכולל של מערכת הבקרה הוא כדלקמן:

BTK - בלוק פקודות טכנולוגיות
נושא תוכנית;
ראש מגנטי;
היחידה האלקטרונית;
ערוצים (שליטה בתנועה ציוד טכנולוגיוערוץ לפקודות);
הנעה של התנועה הראשית;
מנוע אספקת נוזל קירור;
מנוע משאבה הידראולית במכונה;
מגברים;
כונני כוח (מנועי DC);
חיישני משוב;
גופי עבודה של המכונה;
ברגים להוביל.
זנים של CNC
הבחנה בין CNC מיקום וקונטור.
CNC מיקום שולט רק בתנועה של גופים עובדים לנקודות מסוימות. לדוגמה, כאשר קודחים חורים פנימה מעגלים מודפסיםאתה רק צריך לציין את הקואורדינטות של החורים.
בקרות קווי המתאר מספקות את המהירות הנדרשת בתהליך המעבר מעמדה אחת לאחרת. מהירות זו היא קצב ההזנה.
בייעודים של מכונות חיתוך מתכת, ניתן לציין את סוג ה-CNC המשמש. בסוף הייעוד מצוין:
…C – מחזורי בקרת תוכנית, רכיבי בקרה הם
מתגי גבול, עצירות וכו'.
... F1 - המכונה מצוידת בחיווי דיגיטלי של מיקום הכלי.
... F2 - CNC מיקום.
... F3 - קונטור CNC.
... F4, ... F5 - מרכזי עיבוד שבבי (MC) - מכונות רב פעולות
עם בקרת מיקום וקונטור, בהתאמה.
גם בייעוד המכונות יש אותיות P ו-M.
P - צריח (לדוגמה, RF3).

M - הציוד מצויד במאגר אלמנטים, שאופייני ל-OTs.

^ כלי CNC
מגוון הכלים למכונות CNC (ראה טבלאות 1 - 5) מבוסס על ניתוח סטטיסטיצורות וגדלים של חלקים מיוצרים ויכולות טכנולוגיות של כלי מכונות. בתנאי עיבוד ספציפיים, ניתן להשתמש גם בכלים אחרים (חומרי כלי עבודה).
מקדחים משמשים לייצור חורים חותכים משעממיםטווח מוגבל. ברוב המקרים, לא נעשה שימוש ב- countersinks ו-reamers. כיתות ז' ו-ח' עבור חורים מתקבלות על ידי שעמום (השימוש ב-reamers מומלץ רק במקרה של עיבוד קבוצות גדולות של חלקים).
המשטחים העיקריים החיצוניים עם היווצרות של מדפים ישרים נוצרים עם חותך חיתוך דרך עם זוויות =95° 1 =5° עבור חיספוס וחותכי קווי מתאר עם זוויות =93° ו- 1 =32° לגימור (ראה טבלה 1) .
בעת עיבוד המשטחים הראשיים הפנימיים, נעשה שימוש במקדחי מרכוז וספירלה, כמו גם חותכי משעמם עם זוויות =95°, 1 =5° עבור חיספוס וחותכי קווי מתאר עם זוויות =93°, 1 =32 עבור גימור . מידות הכלי המשעמם נקבעות לפי מידות החורים המעובדים: קוטר ואורך.
לעיבוד חורים עיוורים, נעשה שימוש במקדחות ספירליות או תחתיות בקוטר של 25, 30, 35, 40, 45 ו-50 מ"מ.
להיווצרות משטחים נוספים חיצוניים ופנימיים, נדרשים חותכים מחורצים, חותכים לחריצים זוויתיים, חותכי הברגה עם זווית של = 60, 55 (עבור חוטים מטריים ואינץ').
עיצוב הכלי ומחזיקי הכלים אמור לספק אפשרות להגדרה מראש של הכלי לגודל מחוץ למכונה, התקנה מהירה ומדויקת של הכלי במצב עבודה על התמיכה או בצריח, היווצרות והסרה של שבבים. בתנאים של פעולה אוטומטית של מכונת CNC.
^
1. כלי לעיבוד המשטחים הראשיים החיצוניים.
| מַחתֵך | צורת חלק העבודה | זוויות בתכנית, מעלות | חומר חיתוך |
|
| | 1 |
|||
| ניקוד מעבר שמאלה |  | 95 | 5 | T14K8, T5K10, VK8 |
| ניקוד ישר נכון |  | 95 | 5 | |
| מתאר שמאלה |  | 93 | 32 | T14K8, T15K6, VK6 |
| מתאר ימינה |  | 93 | 32 |
|
| מתאר שמאלה |  | 63 | 62 |
|
| מתאר ימינה |  | 63 | 62 |
|
פתק. חותך קווי המתאר מימין (שמאל) משמש גם לעיבוד משטחים נוספים.
^
2. כלי לעיבוד משטחים ראשיים פנימיים.
| מַחתֵך | צורת חלק העבודה | חומר חיתוך |
| לעבור משעמם |  | T14K8, T5K10, VK8 |
| קו מתאר משעמם |  | T14K8, T15K6, VK6 |
^ 3. כלי לעיבוד משטחים נוספים חיצוניים.
| מַחתֵך | ^
צורת חלק העבודה | מידות, מ"מ | חומר חיתוך |
||
| ב | ל | ד |
|||
| לחריצים פינתיים |  | 2x2 | - | - | R18 |
| 3x3 | T5K10, VK8 |
||||
| מחורצים |  | 1 | 3 | - | R18 |
| R18, T15K10 |
|||||
| 3 | 10 |
||||
| T15K10, VK8 |
|||||
| 6 | 15 |
||||
| לחריצי פנים |  | 3 | 25 | 30 | R18 |
| 150 |
|||||
| 6 | 35 |
| T5K10, VK8 |
||
| 10 | 40 |
|
|||
| מוּשׁחָל |  | - | - | - | T15K6, VK6 |
| נָתִיק |  | 3 | 35 | - | R18 |
4. כלי לעיבוד משטחים נוספים פנימיים.
| מַחתֵך | צורת חלק העבודה | מידות, מ"מ | חומר חיתוך |
|||||||
| ב | ל | ל | ד |
|||||||
| לחריצים פינתיים |  | 2 | - | 60 | עד 10 | R18 |
||||
| 3 | 100 | 10-50 |
||||||||
| 5 | 150 | 50 – 100 | T5K10, VK8 |
|||||||
| 8 |
||||||||||
| 200 | St. 100 |
|||||||||
| מחורצים |  |
| עד 60 | מ-10 | R18 |
|||||
| 3 | 10 | 100 | מ-16 |
|||||||
| 6 | 15 | 150 | מ-20 | T5K10, VK6 |
||||||
| 10 | 25 | 200 | מגיל 50 |
|||||||
| מוּשׁחָל |  | - | - | - | - | T15K6, VK6 |
||||
^ 5. כלי לעיבוד חורים.
| תרגיל | צורת חלק העבודה | גודל, ד מ"מ | חומר חיתוך |
| מִרכּוּז |  | 6.3 (ב-D=25 מ"מ) | R6M5, R18 |
| סְלִילִי |  | 10,1 | R6M5, R18 |
| למלר (נוצה) |  | 25,0 | R6M5, R18 |
פתק. עבור מכונות עם סיבוב ציר רק בכיוון אחד, יש להשתמש במקדחים שמאליים.
^ מבנה ופורמט של תוכניות בקרה (CP)
ה-UE מוקלט על גבי התוכנית בצורה של רצף של פריימים, שהם ביטויים שלמים במשמעותם בשפת הקידוד של מידע טכנולוגי, גיאומטרי ועזר. מידע על המדיה מאוחסן בקוד ISO של 7 סיביות, המספק את הקלטת הפקודות בצורה של אותיות ומספרים. רצפים נפרדים של מסגרות לעיבוד חלקים של חומר העבודה משולבים לפרקי UE, שכל אחד מהם מתחיל עם המסגרת הראשית. המסגרת הראשית מכילה מידע ראשוני על תנאי העיבוד, וממנה ניתן להתחיל או לחדש את פעולת המכונה לפי NC. שאר המסגרות של ראש ה-UE נושאות רק חלק מהמידע שהשתנה ביחס למסגרות הקודמות ונקראות מסגרות נוספות.
מסגרות מורכבות ממילים המסודרות בסדר מסוים, ומילים מורכבות מתווים. התו הראשון של המילה הוא אות המציינת את הכתובת, ושאר התווים יוצרים מספר חתום או קוד שלם (טבלה 6).
6. ייעוד כתובות.
| סמלים כתובות | ^
ערכי סמל כתובת |
| א', ב' ו-ג' | תנועות זוויתיות סביב צירי X, Y ו-Z, בהתאמה. |
| ד | תנועה זוויתית סביב ציר מיוחד או פונקציית הזנה שלישית או פונקציית היסט כלי. |
| ה | תנועה זוויתית סביב ציר מיוחד או פונקציית הזנה שנייה. |
| ו | פונקציית הזנה. |
| G | פונקציית הכנה. |
| ח | לא נקבע. |
| I, J ו-K | פרמטרי אינטרפולציה או גובהי חוט בהתאמה לאורך צירי X, Y ו-Z. |
| ל | לא נקבע. |
| M | פונקציית עוזר. |
| נ | מספר מסגרת. |
| P ו-Q | פונקציות שלישיות של תנועות מקבילות לצירי X ו-Y, בהתאמה, או פרמטרים של היסט כלי. |
| ר | תנועה מהירה של ציר Z או פונקציית תנועת ציר Z שלישית או פרמטר היסט כלי. |
| ס | ^
מהירות תנועה עיקרית. |
| ט | פונקציית הכלי. |
| U, V ו-W | הפונקציות השניות של תזוזות מקבילות לצירי X, Y ו-Z, בהתאמה. |
| X, Y ו-Z | תנועות, בהתאמה, לאורך צירי X, Y ו-Z. |
פתק. אם הסמלים D, F, P, Q, R, U, V, W אינם בשימוש על ידי ה-CNC עם הערכים המפורטים בטבלה, הם יכולים לשמש כערכים מיוחדים אחרים.
מסגרת ה-UE מכילה את המילה "מספר מסגרת" ומילת מידע אחת או יותר. המידע כולל את המילים "פונקציית הכנה", "תנועה ממדית", "פונקציית הזנה", "מהירות תנועה ראשית", "פונקציית כלי" ו"פונקציית עזר". במסגרת, למילים אלו יש את אותו רצף.
^
מספר מסגרת
המילה "מספר מסגרת" משמשת לציון חלק יסודי של ה-UE והיא מידע עזר. מספר המסגרת ניתן על ידי הכתובת N ומספר שלם עשרוני. מספור רציף של מסגרות הוא רציונלי, עם זאת, כל מעבר של מספרים מותרים ורק אי-חזרתם בתוך UE אחד נקבעת. כאשר מספור מסגרות חדשות שהוכנסו במהלך העריכה, על מנת להימנע משינוי רצף המספרים שנקבע קודם לכן, נוהגים להקליט מספרים חדשים באמצעות ספרות גבוהות יותר של מספרים עשרוניים. לדוגמה, אם יש צורך להכניס מספר מסגרות חדשות אחרי מסגרת N107, ניתן למספר אותן N10701, N10702, N10703 וכו'. במסגרת הראשית, במקום כתובת N, מסופק התו ":", שבו ניתן להשתמש כדי להפסיק בעת היפוך לאחור של הסרט המנוקב.
^
פונקציות הכנה
המילה "פונקציית הכנה" מגדירה את מצב הפעולה של ה-CNC. מילים אלו ניתנות על ידי הכתובת G ומספר עשרוני דו ספרתי (טבלה 7.8).
^ 7. מטרת תפקידי הכנה .
| פונקציית הכנה | קְבוּצָה | מַשְׁמָעוּת |
| G00 | 1 | מיקום. נע במהירות גבוהה לנקודה נתונה. הזנת החיתוך שהוגדרה קודם לכן אינה מבוטלת. תנועות צירים יכולות להיות בלתי מתואמות. |
| G01 | 1 | אינטרפולציה לינארית. מעבר בקצב הזנה מתוכנת בקו ישר לנקודה. |
| G02 ו-G03 | 1 | אינטרפולציה מעגלית. תנועת קשת בהתאמה בכיוון שלילי וחיובי עם קצב הזנה מתוכנת. |
| G04 | - | הַפסָקָה. חשיפה באימון לזמן מסוים שנקבע בשלט הרחוק או מוגדר במסגרת. |
| G06 | 1 | אינטרפולציה פרבולית. תנועה פרבולית עם הזנה מתוכנתת. |
| G08 | - | אוברקלוקינג עלייה חלקה בקצב ההזנה לערכו המתוכנת בתחילת התנועה. |
| G09 | - | בלימה בקצה המסגרת. הורד בעדינות את קצב ההזנה לערך קבוע כאשר מתקרבים לנקודת ההגדרה. |
| G17,G18,G19 | 2 | מטוס עיבוד. ציון מישורי XY, ZX ו-YZ בהתאמה עבור פונקציות כגון אינטרפולציה מעגלית, פיצוי חותך וכו'. |
| G33,G34,G35 | 1 | פְּתִיל. השחלה, בהתאמה, עם גובה קבוע, עולה ויורד. |
| G40 | 3 | מבטל את היסט הכלי שצוין על ידי אחת מהפונקציות G41-G52. |
| G41 ו-G42 | 3 | קוטר הכלי או פיצוי רדיוס בבקרת קווי מתאר. כלי החיתוך ממוקם בהתאמה משמאל או מימין למשטח המיועד לעיבוד, כאשר רואים אותו בכיוון תנועת הכלי. |
| G43 ו-G44 | 3 | היסט קוטר הכלי או רדיוס הכלי הוא חיובי או שלילי בהתאמה. אינדיקציה, בהתאמה, לגבי חיבור (או חיסור) של ערך ההיסט של הכלי המותקן על המסוף עם הקואורדינטות המצוינות במסגרות. |
| G45-G52 | 3 | פיצוי קוטר כלי או רדיוס עבור עיצוב ישר G45 / , G46 /-, G47-/-, G48-/ , G49 0/ , G50 0/-, G51 /0, G52-/0. הערכים " ", "-" ו- "0", בהתאמה, מציינים שהערכים המוגדרים בשלט הרחוק יתווספו לקואורדינטות המצוינות במסגרות, או שערכים אלה לא יילקחו בחשבון . |
| G53 | 4 | מבטל תזוזה ליניארית שצוינה באחת מהפונקציות G54-G59. |
| G54-G59 | 4 | תזוזה ליניארית בהתאמה ב-X, Y, Z, XY, ZX ו-YZ. תיקון האורך או המיקום של הכלי לפי הערך שנקבע בקונסולה. |
^ 7. הקצאת פונקציות הכנה (המשך) .
| פונקציית הכנה | קְבוּצָה | מַשְׁמָעוּת |
| G60 ו-G61 | 5 | מיקום מדויק. מיקום בתוך אחד או שניים מאזורי הסובלנות, כמו גם בחירת צד הגישה בעת המיקום. |
| G62 | 5 | מיקום מהיר. מיקום עם אזור סובלנות גדול כדי לחסוך זמן. |
| G63 | - | חיתוך חוט עם ברז. מיקום עם עצירת ציר כאשר מגיעים למיקום המצוין. |
| G80 | 6 | מבטל את המחזור המשומר שצוין על ידי אחת מהפונקציות G81-G89. |
| G81-G89 | 6 | מחזורים קבועים. רצפי פקודות בשימוש תכוף בעיבוד חורים. הרכב המחזורים המשומרים ניתן בטבלה המשלימה. |
| G90 | 7 | גודל מוחלט. ספירת תנועות במערכת הקואורדינטות המוחלטת כשהמקור בנקודת האפס של מערכת ה-CNC. |
| G91 | 7 | גודל במרווחים. ספירת תנועות ביחס לנקודה המתוכנתת הקודמת. |
| G92 | - | הגדרת מצברי מיקום מוחלט. |
| G94 ו-095 | 8 | יחידת המידה היא בהתאמה מ"מ/דקה ומ"מ/סיבוב. |
| G96 | 9 | יחידת המידה למהירות חיתוך היא m/min. הערך המתוכנת של מהירות החיתוך נשמר אוטומטית על ידי ויסות מהירות הציר. |
| G97 | 9 | יחידת תנועה ראשית סל"ד |
8. טבלה למחזורי שימורים.
| מחזור קבוע | פעולה לפני עיבוד | תנועה בעיצומה | פעולה לאחר עיבוד | | שימוש אופייני |
| G81 | - | שבץ עבודה | - | מָהִיר נְסִיגָה | הִתעַמְלוּת, מִרכּוּז |
| G82 | תעמוד | הִתעַמְלוּת, שקיעה נגדית |
|||
| G83 | הזנת פק | - | קידוח עמוק |
||
| G84 | אפשר סיבוב ציר בכיוון נתון | שבץ עבודה | לַהֲפוֹך נול | משיכה בעבודה הגשה | הַשׁחָלָה בֶּרֶז |
| G85 | - | - | מְשַׁעֲמֵם |
8. טבלה למחזורי שימורים (המשך).
| מחזור קבוע | פעולה לפני עיבוד | תנועה בעיצומה | פעולה לאחר עיבוד | תנועה לעמדת התחלה | אופייני נוֹהָג |
| G86 | הפעלת הציר | שבץ עבודה | עצירת ציר | מָהִיר נְסִיגָה | מְשַׁעֲמֵם |
| G87 | נסיגה ידנית |
||||
| G88 | לַחֲכוֹת, עצירת ציר | ||||
| G89 | - | תעמוד | משיכה בעבודה הגשה |
קודי פונקציית הכנה לא מוגדרים מיועדים לשימוש פרטני לפי שיקול דעתם של מפתחי ה-CNC. מספר הקבוצה, הממוקם בעמודה השנייה, מציין שהפונקציה G תקפה עד להחלפתה או ביטולה בפונקציה אחרת מאותה קבוצה. מקף בעמודה זו אומר שהפונקציה פעילה רק בבלוק שבו היא צוינה. פונקציות ההכנה נכתבות במסגרת ברצף בזו אחר זו בסדר עולה של מספרי הקוד שלהן. לא ניתן לרשום יותר מפונקציית הכנה אחת מכל קבוצה בבלוק.
^
בואו נראה את הפעולה של כמה פונקציות הכנה באיור:




![]()
^
פונקציות משניות
המילה "פונקציית עזר" מגדירה פקודה לגוף המנהל של המכונה או CNC. פונקציות עזר מוגדרות על ידי מילים עם הכתובת M ומספר קוד עשרוני דו ספרתי (טבלה 9).
^ 9. מטרת פונקציות עזר .
^ 9. הקצאת פונקציות עזר (המשך) .
| M02 | פ | סוף UP. עצירת ציר וקירור. הבאת מכשיר הבקרה למצבו המקורי והחזרת גופי העבודה של המכונה למקומו המקורי, כמו גם משיכת הסרט המנוקב המודבק לטבעת, או סיבובו לאחור. |
| M03 ו-M04 | * | סיבוב ציר בכיוון השעון או נגד כיוון השעון. הפעלת הציר בהתאמה בכיוון השלילי והחיובי של הסיבוב. |
| M05 | פ | עצירת ציר. עצור בצורה היעילה ביותר, כגון בלימה. |
| M06 | החלפת כלי. פקודה כדי לשנות את הכלי באופן ידני או אוטומטי. הכלי אינו חיפוש. יכול לכבות אוטומטית את הציר והקירור. |
|
| M07 ו-M08 | * | הפעל את הקירור. כולל קירור מס' 2 ומס' 1 בהתאמה. |
| M09 | פ | כבה את הקירור. מבטל פקודות שניתנו על ידי הפונקציות M07, M08, M50 ו-M51. |
| M10 ו-MP | * | מהדקים ופותרים. מתייחס להתקני ההידוק של החלקים הנעים של המכונה, כגון השולחן, הצ'אק וכו'. |
| M13 ו-M14 | * | סיבוב ציר עם כיוון השעון ונגד כיוון השעון, כמו גם הכללת קירור. זהה ל-M03 ו-M04, אבל עם קירור מופעל. |
| M15iM16 | הזז את " " ואת "-". משמש להגדרת הכיוון החיובי והשלילי של התנועה המתוכנתת בבלוק זה, בהתאמה. |
|
| M17 | פ | סוף תת שגרת עבור CNC עם זיכרון מובנה. העברת השליטה לתוכנית הראשית לאחר השלמת כל הריצות של תת-השגרה. |
| M19 | פ | עצירת ציר במיקום שצוין. פקודה לעצור את הציר במיקום זוויתי מסוים. |
M20 | פ | סוף תת-שגרה, המשמשת כפרק תוכנית שנקרא שוב ושוב. |
| M30 | פ | סוף הקלטת. זהה ל-M02, אבל עם אפשרות לגשת לקורא המידע השני מהסרט המנוקב. |
| M31 | מעקף חסום. פקודה לביטול זמני של הנעילה. יעיל רק במסגרת שבה הוא מוקלט. |
|
| M36 ו-M37 | * | טווח אספקה. מגדיר את טווח ההזנות, בהתאמה, מס' 1 ומספר 2 על ידי החלפת החיבור הקינמטי. |
| M38 ו-M39 | * | טווח מהירות ציר. מגדיר את טווח המהירות עבור ציר מס' 1 ו-#2, בהתאמה. |
| M50 ו-M51 | * | הפעל את הקירור. הכללת קירור מס' 3 ו-4 בהתאמה. |
| M55 ו-M56 | * | היסט ליניארי של הכלי. תזוזה לינארית של הכלי, בהתאמה, למצבים מס' 1 ומס' 2. |
| M61 ו-M62 | * | תזוזה ליניארית של חומר העבודה. תזוזה ליניארית של חומר העבודה, בהתאמה, למצבים מס' 1 ומספר 2. |
| M71 ו-M72 | * | תזוזה זוויתית של חומר העבודה. תזוזה זוויתית של חומר העבודה, בהתאמה, בעמדה מס' 1 ומספר 2. |
קודים לא מוגדרים אינם מוגדרים וניתן להשתמש בהם לפי שיקול דעתם של המעצבים של CNCs ספציפיים.
רוב פונקציות העזר (מסומנות בכוכבית בעמודה השנייה) מבוצעות לפני תחילת התנועות שתוכנתו באותו בלוק, ונשארות בתוקף עד שהן מתבטלות או מוחלפות בפקודות מאותה מטרה. פונקציות M המבוצעות לאחר התנועות המצוינות בבלוק מסומנות באות P באותה עמודה. במסגרת אחת, בסדר עולה של מספרי קוד, ניתן לכתוב מספר פקודות שונות גופים מבצעיםמכונת CNC.
^
דוגמה לפיתוח תוכנית למכונת CNC

% N001 S03 T01 M03 - מהירות ציר שלישי, כלי ראשון, סיבוב ציר נגד כיוון השעון
N002 M06 - הפסקת בדיקת כלים
N003 G60 - מיקום מדויק
N004 G91 - ספירת גדלים מצטברת
N005 G00 X-030045 - עבור לנקודה 1
N006 G61 Z-015000 - מעבר מהיר לנקודה 2
N007 G01 Z-045000 F32 M07 - עבור לנקודה 3 בהזנת העבודה והפעל ערפל שמן
N008 G01 X 004960 Z-035000 - עבור לנקודה 4 עם אינטרפולציה ליניארית
N009 Z-025000 - עבור לנקודה 5
N010 G60 - מיקום מדויק
N011 G00 X 025085 M09 - נסיעה מהירה לנקודה 6, כיבוי של מערכת הקירור
N012 G00 Z 120000 M02 - תנועה מהירה לנקודה 0, סוף התוכנית
המהות של בקרת תוכנה של מכונות עיבוד מתכת היא פיתוח תוכנות בקרה בצורה מספרית, המאפשרות פתרון בעיות גיאומטריות, לוגיות, טכנולוגיות ומסוף ביחס לסוג ספציפי של CNC.
הפתרון של הבעיה הגיאומטרית מספק את עיצוב החלק על ידי התנועה המתאימה של הכלי או חומר העבודה.
המשימה הלוגית היא להבטיח שהאוטומציה של המכונה נשלטת בסדר לוגי מסוים.
המשימה הטכנולוגית מכוונת להבטיח את האיכות המצוינת של החלק המתקבל.
משימת הטרמינל היא לספק תקשורת עם המפעיל באמצעות התקני מסוף - מסופים.
כפי שהוחל על מערכת H-22-1M, משימות אלו נפתרות באופן המתואר להלן.
UE - קבוצה של פקודות בשפת התכנות, התואמות לאלגוריתם נתון לתפקוד המכונה לעיבוד חומר עבודה מסוים.
בעת סיבוב, התנועה ההדדית של הכלי (החלק העליון של הלהב שלו) מתבצעת לאורך מסלול מסוים (קו המתאר של חומר העבודה). ניתן להתייחס לקטעים נפרדים של קו המתאר של חומר העבודה כאלמנטים גיאומטריים (מקטעי קו, קשתות מעגליות וכו'). נקודות החיתוך של אלמנטים גיאומטריים נקראות נקודות ייחוס גיאומטריות. ניתן לתאר כל נקודת ייחוס במערכת הקואורדינטות שנבחרה באמצעות מספרים (קואורדינטות). שילוב המספרים המגדירים מספר עמדות עוקבות של הכלי הוא החלק העיקרי של ה-UE. הקואורדינטות של נקודות ייחוס גיאומטריות יכולות להיות מוחלטות, כלומר. מוגדר עבור כל נקודה ביחס לנקודת האפס, או יחסי (מוגדר במרווחים), מוגדר בכיוון תנועת הכלי מנקודת ייחוס אחת לאחרת. בעת התכנות, יש צורך לציין את מהירות התנועה של הכלי בין נקודות ייחוס בודדות, מספר פקודות טכנולוגיות עזר. נקודות המסלול המחושב, בהן משתנה החוק המתאר את התנאים לזרימת התהליך הטכנולוגי, נקראות נקודות ייחוס טכנולוגיות.
כל UE מתחיל בתו% - "תחילת התוכנית".
כינוי "מספר" תוכנית בקרהצריך להיות ממוקם מיד אחרי הסמל "תחילת התוכנית". כאשר מציבים מספר UEs על נושא התוכנית, מותר לכתוב תו אחד נוסף "התחלת תוכנית" לפני הסמל "תחילת התוכנית". מספור בלוקים של תוכנית מתחיל מהגוש הבא.
כל מסגרת מכילה נתונים גיאומטריים וטכנולוגיים שיש לספק בעת עיבוד הקטע של חומר העבודה בין שתי נקודות ייחוס.
היחידה המספרית הבסיסית של ה-UE היא המסגרת. הבלוק נתפס על ידי מערכת ה-CNC כמכלול ומכיל פקודה אחת לפחות. למסגרת יש פורמט ספציפי לסוג מסוים של CNC. המסגרת מורכבת ממילים. כל מילה מכילה מידע ספציפי (פקודה). מילה מורכבת מכתובת (אות גדולה לטינית) ונתונים (סימן מתמטי "+" או "-" ומספרים). המילה הראשונה במסגרת היא תמיד "מספר מסגרת" - כתובת N, נתונים - מספר תלת ספרתי . המספר משמש לשיטתיות של התוכנית ואין לו השפעה על מהלך. את שאר המילים במסגרת ניתן לסדר באופן שרירותי, אך מומלץ לסדר את רצף המילים הבא (בכתובות שלהן):
N, G, X, Z, I, K, F, S, T, M, L.
באמצעות המילים X, Z, I, K, L, נפתרת בעיה גיאומטרית.
המילים G, F, S, T, M מספקות פתרון לבעיה הלוגית.
פתרון הבעיה הטכנולוגית במערכת לא ניתן.
משימת הטרמינל נקבעת על ידי תכנון המערכת עצמה.
השלבים העיקריים של הפיתוח של תוכנית הבקרה.
1. "מכונת CNC" מורכבת
בְּ השקפה כלליתניתן לייצג את המבנה של מתחם "מכונת CNC" כשלושה בלוקים, שכל אחד מהם מבצע את משימתו - תוכנית בקרה, מכשיר CNC וכלי מכונה.
כל גושי המתחם פועלים זה בזה במבנה אחד. תוכנית הבקרה מכילה תיאור מתואם מוגדל של כל שלבי ההיווצרות הגיאומטרית והטכנולוגית של המוצר. מנקודת מבט מידע, העיקר בתיאור זה הוא. שהוא לא מאפשר פרשנויות מעורפלות. בהתקן CNC מועבר מידע בהתאם ל-UE. ולאחר מכן בשימוש במחזור החישובי, שתוצאתו היא יצירת פקודות מבצעיות בזמן מכונה אמיתי.
המכונה היא הצרכן העיקרי של מידע הבקרה, החלק הביצועי. אובייקט שליטה. a במובן קונסטרוקטיבי - מבנה תומך עליו מורכבים מנגנונים שליטה אוטומטיתמותאם לקבלת פקודות מבצעיות מה-CNC. בין מנגנונים כאלה נמצאים בעיקר אלה המעורבים ישירות בעיצוב הגיאומטרי של המוצר. אלה הם המנגנונים של הזנות קואורדינטות, שהכיוונים שלהן שונים.
בתהליך הבקרה, מנגנוני הזנה דורשים את הכמות הגדולה ביותר של עיבוד של מידע חישוב, לכן, המורכבות של התקני CNC תלויה במידה רבה במספר הקואורדינטות המבוקרות, במורכבות הבעיה הגיאומטרית של העיצוב.
המשימות העיקריות שנפתרו על ידי מערכות CNC:
· קלט ואחסון של תוכנת מערכת. במכשירים מהמעמדות הנמוכים, זה טבוע בעיצוב ולא ניתן לשינוי. בְּ מערכות מודרניות ah ניתן להזין ולהגדיר מבחוץ והוא מיועד למכונות ממעמדות שונים.
· קלט ואחסון של תוכניות בקרה במכשיר לא נדיף.
פרשנות מסגרת. 2 פריימים נקראים - הראשון מעובד, השני מנותח מקדים לפעולה רציפה. מערכות מודרניות קוראות ומנתחות עד 1000 פריימים.
· אינטרפולציה. ה-CNC מחשב נקודות ביניים בדיוק שצוין. מערכות NURBS מודרניות מקבלות דגם אלקטרוני של חומר העבודה ממערכת CAD / CAM, משטחים מעוקלים מועברים בצורה של קווים ופולינומים, מעובדים על ידי המכשיר עצמו ומומרים לאותות להזנת כוננים.
· בקרת כונן הזנה. בנוסף לבקרת תנועה לאורך המסלול, מצבים נוספים לתיאום המיקום האמיתי של גופי העבודה עם מערכת הבקרה, איפוס המכונה, בקרת בלימה.
שליטה בהנעת התנועה הראשית (הפעלה, כיבוי, בקרת זווית, ייצוב מהירות)
שליטה לוגית
פיצוי גודל הכלי
החלפת כלי
· למערכות מודרניות ניתן לתקן שגיאות של התקני מדידה ומכשירים מכניים, בקרה אדפטיבית בעיבוד, צבירת מידע סטטיסטי, בקרה מובנית אוטומטית, תקשורת עם PC ברמה גבוהה, אבחון טכני.
שלבי הכנת תוכניות בקרה.
פיתוח תהליך טכנולוגי לציוד CNC דורש פירוט רב יותר בפתרון כל הבעיות הטכנולוגיות. יש צורך לחלק את הפעולה לשלבים לפי נקודות התייחסות. צעד הוא תנועה של הכלי לאורך אלמנט גיאומטרי, שבמהלכה אין שינוי במצבים. פקודות טכנולוגיות מגדירות את התנאים לביצוע תנועות. רצף התנועות היסודיות והפקודות הטכנולוגיות קובעים את התוכן של תוכניות הבקרה.
פיתוח התהליך הטכנולוגי מורכב משלושה שלבים:
מסלול TP;
TP מבצעי;
· פיתוח UE.
בחירת החלקים לעיבוד במכונות CNC בטכנולוגיית הנדסת מכונות. הגורם העיקרי הוא התועלת הכלכלית מ:
הפחתות בזמן חישוב חתיכות
זמן מכונה
זמן עזר
שיפור איכות המוצר וכו'.
רצף הפיתוח של UE:
רצף הפיתוח של UE (תכנות ידני):
תכנות רציף של שלבי עיבוד בודדים.
1. הפרדת המבצע למעברים.
2. קביעת הבסיס של החלק.
3. קביעת רצף המעברים (אם המשטח מעובד בדיוק של יותר מ-11 דרגות, רצוי לבצע מעבר גמר בכלי נפרד). התוצאה היא כרטיס הפעלה
4. מטרת הכלי. בנוסף לסוג כלי החיתוך, עליך לציין את מספר הבלוק, לקבוע את כיוון קצה החיתוך ואת מיקומו ביחס לנקודת הנתון. זה מאפשר לך לקבל תרשים הגדרת כלים.
5. הפרדת מעברים למהלכים.
6. חישוב תנאי חיתוך
7. בניית מסלול התנועה של כל כלי עם ציון נקודות ייחוס
8. חישוב קואורדינטות של נקודות ייחוס.
9. הגדרת פקודות טכנולוגיות
10. קידוד תוכנית
11. איתור באגים בתוכנית ועיבוד חלקי בדיקה, עריכה.
היסודות של תכנות CNC. (תקן ISO 6983 עבור בקרי SINUMERIK 840D, 810D, FMNC).
הדור של מערכות בקרה אלו משתמש בשיטות תכנות חדשות יחד עם הפקודות הישנות. אלה כוללים פקודות DIN66025 ומה שנקרא פקודות שפה ברמה גבוהה.
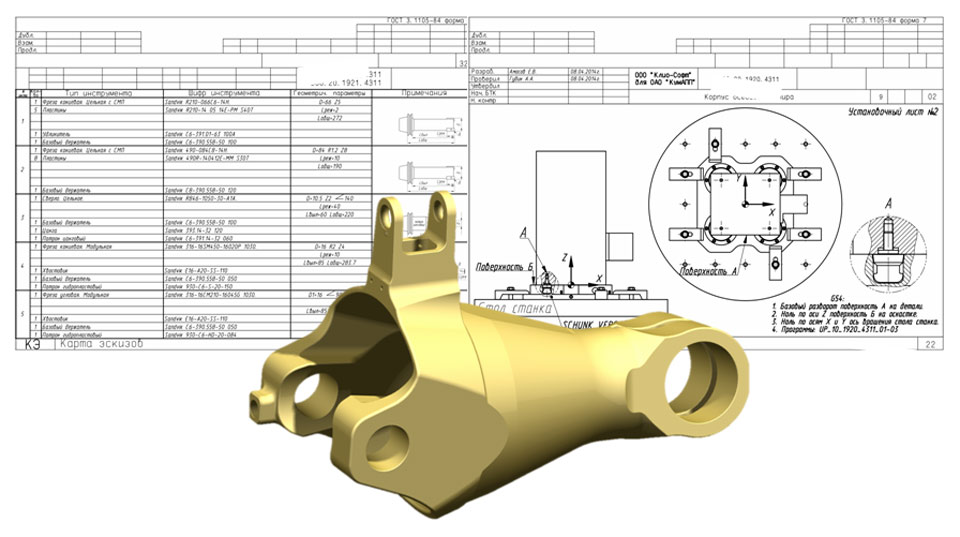
תהליך פיתוח ויישום תהליכים טכנולוגייםותכניות בקרה מכסות את שלבי העבודה מהבנייה מודלים מתמטייםחלקים וחסר לפי התיעוד שסופק ועד לקבלת תהליך טכנולוגי מוכח לייצור חלקים בציוד CNC. הגישות המשמשות את המומחים של Clio-Soft LLC הן תוצאה של שנים רבות של ניסיון בפיתוח ויישום של עיבוד TP ו-NC של חלקים בציוד CNC מודרני.
בניית מודלים מתמטיים של חלקים וחלקי עבודה

בניית מודלים מתמטיים של חלקים וחסר מבוצעת בסביבת NX "דוגמנות" בהתאם לתיעוד הטכני שסופק. לאחר השלמת העבודה על בניית מודלים מתמטיים מפתחים את הרעיון של התהליך הטכנולוגי עיבוד שבביחלקים במכונות CNC.
עיצוב כלי עבודה
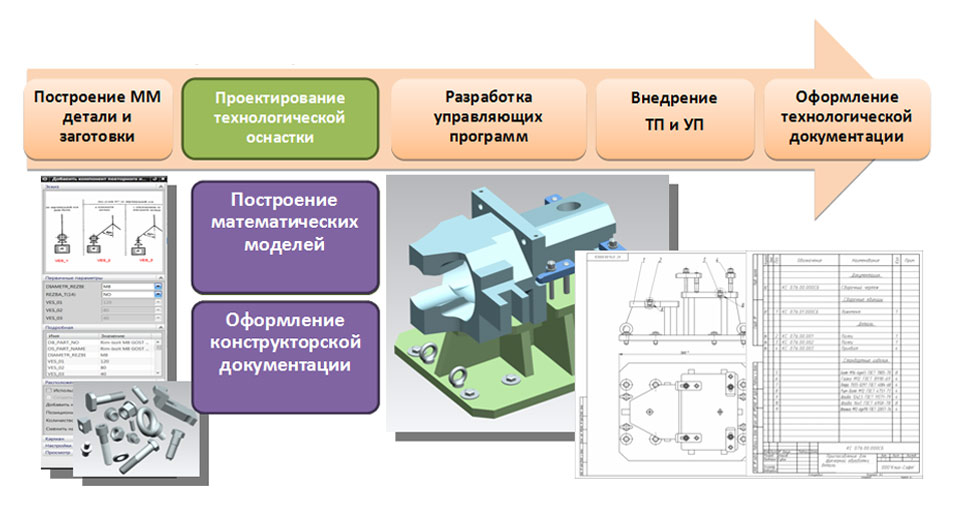
עיצוב מיוחד ציוד טכנולוגילחיזוק החסר באזור העבודה של ציוד CNC מתבצע בהתאם לקונספט המפותח של התהליך הטכנולוגי של עיבוד חלק בסביבת "דוגמנות" ו"הרכבה" NX. בעת בניית מודלים מתמטיים של כלי עבודה, נעשה שימוש במאגרי מידע של מחברים סטנדרטיים ואלמנטים של כלי מכונות שפותחו על ידי Clio-Soft LLC.
לאחר בניית מודלים מתמטיים לציוד טכנולוגי, נערך תיעוד עיצוב בסביבת "דראפטינג" של NX תוך שימוש בהגדרות שפותחה על ידי Clio-Soft LLC, המאפשרות עריכת תיעוד עיצוב בהתאם לתקני ESKD. לאחר הרישום, תיעוד התכנון מועבר לייצור לייצור ציוד טכנולוגי, והטכנולוג ממשיך לעבוד על השלב הבא - פיתוח תוכניות בקרה.
פיתוח תוכניות בקרה

פיתוח תוכניות בקרה מתחיל בבחירת כלי חיתוך ויצירת נתיבי כלים בסביבת NX Machining. אם זמינה רשימה מוגבלת של כלים, ניתן להשתמש במסדי הנתונים המתאימים של NX. המסלולים שפותחו מופקים דרך ה-postprocessor ומופקים קבצי NC, אשר נבדקים במערכת הבקרה מחוץ למכונה (ISV) ישירות בסביבת NX Processing. השימוש במערכת הבקרה מחוץ למכונה המובנית UE מהווה ערובה לאיכות הבדיקה שבוצעה, שכן כל השינויים שנעשו בחלק ה-CAM נלקחים בחשבון באופן אוטומטי בתהליך הדמיית עיבוד שבבי.
הטמעת TP ו-PM על ציוד CNC

בשלב הטמעת תהליכים טכנולוגיים לעיבוד חלקים על ציוד CNC ותכניות בקרה, תנאי החיתוך עוברים אופטימיזציה ומפותחת תפיסת התהליך הטכנולוגי. התוצאה של שלב ההטמעה היא תהליך טכנולוגי יעיל של עיבוד חלק על גבי ציוד CNC, המתועד בשלב עיבוד התיעוד הטכנולוגי.
רישום תיעוד טכנולוגי

רישום תיעוד טכנולוגי לפעולות עיבוד חלקי עיבוד בציוד CNC מתבצע ישירות בקובץ העיבוד בסביבת NX באמצעות תוכנת OSST שפותחה על ידי Clio-Soft LLC, המאפשרת לערוך תיעוד טכנולוגי בהתאם לדרישות של ה-ESTD. במקרה זה, כל המידע על הפרמטרים של כלי החיתוך והכלים, מצבי החיתוך עובר בירושה מפעולות יצירת המסלולים, וכל הסקיצות הדרושות משורטטות במודול "ציור" ישירות בקובץ העיבוד. הנתונים המתקבלים מתווספים במידע הטקסטואלי הדרוש. לפיכך, בפלט אנו מקבלים סט של תיעוד טכנולוגי, אסוציאטיבי לקובץ העיבוד NX. כלומר, בעת ביצוע שינויים בפרויקט העיבוד, לאחר הפלט של התיעוד הטכנולוגי, כל השינויים שנעשו יילקחו בחשבון ויוצגו במערך התיעוד החדש.
חבילת תוכנה לפיתוח TP ו-NC לציוד CNC

כאשר משתמשים בשקול חבילת תוכנהומתודולוגיה לפיתוח ויישום של תהליכים טכנולוגיים ותכניות בקרה לעיבוד חלקים בציוד CNC מודרני, טכנולוגים מקבלים את ההזדמנות לבצע עבודה בסביבת מידע אחת, מה שמפחית את זמן השליטה במוצרים חדשים ומשפר את איכות העבודה על ידי ביטול הצורך לשכפל מידע פנימה מערכות שונות. כמו כן, בביצוע כל טווח העבודה על ידי אדם אחד, מתבטל הצורך בהעברת מידע בין שותפים לביצוע, מה שמגביר את רמת האחריות של הטכנולוג ובהתאם מביא לעלייה באיכות העבודה.










ביסקוויט שוקולד: סודות הבישול בסיר איטי ובתנור
הרכב כימי וערך תזונתי
צ'יפס תפוחים בבית
כרוב טלוי עם שעועית לבנה, מתכון
איך להקטין את התחת, הירכיים והבטן בבית?