חברת World of a Machine Tool מציעה לקנות עבור מכונות מודרניות קידוח עמוקחורים במחירים תחרותיים. החברה מספקת ייעוץ מוסמך בנושאים מסחריים וטכניים, כמו גם משלוח חינם ברחבי הפדרציה הרוסית.
מכונות אלו מיועדות לקידוח ולקידוח חורים עמוקים שאורכם פי 100-150 מקוטרם. בתהליך של עיבוד מתכת כזה נפתרות שלוש בעיות טכנולוגיות:
הרובה הוא גם נשק אידיאלי לירי מטווח קצר. כאשר יורים כדורים עמוסים במספר קליעים, רובים יכולים לפצות על חוסר הדיוק שלהם עם פיזור יריות גדול, מה שהופך אותם לשימושיים במיוחד באזורים סגורים עם אויב אחד או יותר. סוכן מיומן יכול להשתמש בהם במקומות פנימיים, אך היזהרו מנסיגה חזקה שלהם.
הרובה מלהיות רובה ציד, הרובה המדויק הוא הנשק המושלם להוצאת מטרות ארוכות טווח. הכוונת הטלסקופית שלו מעניקה דיוק רב יותר לסוכן. הדיוק הניתוחי שלו, בשילוב עם כדורי הקידוח העמוקים שלו, הופכים את הרובה המדויק הזה לכלי קטלני שיש בארסנל שלך. רובים אלה שימושיים להלבשת מגדלי שמירה ולחיסול סיורים לפני פלישה למוצב אויב. בשל המילוי הראש המוגבל, הצילומים בדרך כלל מושלמים.
- מרכוז ויישור של מקדחה ארוכה;
- השימון והקירור שלו;
- הסרת שבב בכפייה.
שתי הנקודות האחרונות נפתרות באמצעות שימוש בנוזל חיתוך מיוחד (בקיצור נוזל קירור) המסופק לחור בלחץ גבוה.
טכנולוגיות בסיסיות לקידוח מתכת עמוק במכונות CNC
כאשר משתמשים במיוחד ציוד קידוחמלכתחילה היא הדרישה לדיוק גיאומטרי גבוה של עיבוד חלקי עבודה. זאת בשל העובדה שהחלקים המתקבלים משמשים בכוח גרעיני, במפעלי פלדה ובתעשייה האווירית.
קיימות שתי אפשרויות בקטגוריה זו: מקלע קומפקטי ואקדח. לסוג זה של אקדח יש בעיה של בקרת קנה ודיוק שלו לטווחים ארוכים. האקדח הוא נשק משני נהדר בשל הניידות והניידות שלו, ובדרך כלל הוא מדויק יותר מתת-מקלעים קומפקטיים. ישנם מספר סוגים של אקדחים, אך באופן כללי הם שימושיים במיוחד בעת פלישת התקנה או טעינה מחדש של נשק ראשי. ייתכן שיהיה צורך באקדחים מהירי פעולה במצבים שבהם הלחימה היא החשובה ביותר.
הם אדירים בטווח קצר עד בינוני, אבל הבעיה הגדולה ביותר עם אקדחים רבים היא קיבולת התחמושת הנמוכה שלהם. קידוח של באר ארטזית או חצי ארטזית היא עבודת בנייה וגיאולוגיה הבנויה מתחת לפני הקרקע תוך שימוש בתהליכים, טכנולוגיות וציוד דומים לאלה המשמשים לקידוח. בארות שמן. באר ארטזית או חצי ארטזיאנית, מנקודת מבט טכנית, היא באר צינורית עמוקה.
עבור קידוח עמוק, נעשה שימוש בטכנולוגיות עיבוד המתכות הבאות במכונה:
- רובה. טכניקת כן הציור הוותיקה ביותר בשימוש בארגונים במשך יותר מ-150 שנה. הוא משמש לייצור חורים בקוטר קטן (מ-1 מ"מ) ובעומק של עד 100 ד'.
- טכנולוגיית מפלט DTS. נוזל קירור מסתובב בין מוטות המקדחה הפנימיים והחיצוניים. זה מאפשר ליישם את הטכניקה הזו על מכונות קידוח וסיבובים מסורתיים מבלי לבצע אותן מחדש. שיטה זו של קידוח עמוק מאפשרת ליצור חורים בקוטר של עד 200 מ"מ.
- טכנולוגיית STS/BTA (מערכת STS עם סרגל יחיד). נעשה שימוש במוט מקדחה מיוחד, שדרכו מסופק נוזל קירור בלחץ גבוה ישירות לקצה החיתוך. הסרת שבבים מתרחשת יחד עם הנוזל. טכניקה זו מאפשרת לך לקדוח חורים בקוטר של יותר מ-200 מ"מ.
בהזמנת מכונת קידוח מתכת CNC מאתנו, מנהל אישי אחד עובד עם הלקוח. הוא נותן כל ייעוץ בעל אופי טכני ומסחרי. יש אולם תצוגה מיוחד לרוכשים.
קידוח בארות צינורות ארטזיות עמוקות או חצי-ארטזיות משתמש בכלים וציוד גדולים, כגון אסדות קידוח אוויר סיבוביות, היעילות יותר מאסדות הקשה הישנות או הקידוח הסיבובי ואשר קודחות 3 סוגי בארות בדיוק רב יותר: במשקעים, בסלעים. , או מעורב.
באר ארטזית וחצי ארטזית
באר ארטזית היא באר צינורית עמוקה שנקדחה במקומות שבהם קו הלחץ של האקוויפר נמצא מעל פני הקרקע, מה שגורם למים לזרום באופן ספונטני ללא צורך לדחוף את המשאבה. החיפוש אחר באר ארטזית תלוי אך ורק באזור ובמצב הגיאולוגי, ולא בטכניקה או בציוד המשמשים בקידוח. באר חצי ארטזיאנית ידועה כבאר צינורית עמוקה שאינה סתום, אשר נקדח במקומות שבהם קו הלחץ של האקוויפר נמצא בגובה פני הקרקע או מתחתיו. מכיוון שאין לחץ, המים לא זורמים החוצה באופן ספונטני ולכן צריך משאבה כדי לחלץ אותם. הרוב המכריע של בארות הצינוריות בברזיל הן מסוג זה, אם כי הן מכונות גם בארות "ארטזיות".
טוב במשקעים, בסלעים או מעורב
באר במשקע היא באר צינורית הבנויה באזורים שתת הקרקע שלו מורכבת מסלעי משקע בעלי שטחים חדירים התורמים ליצירת אקוויפר. בבאר זו מותקנים מסננים בגובה החולות המייצרים לאיסוף מים הזורמים בתצורה. השטח הקרוב לפני השטח נאטם כדי למנוע הפקת מים מהמפלס מי תהוםמה שמפחית את הסיכון לזיהום. כדי להגיע לסלע, המקדחה עוברת דרך חלק מהמשקעים, הנאטם כדי למנוע חדירה וזיהום אפשרי. באר מעורבת היא באר צינורית עמוקה שנועדה לאסוף מים בשתי תצורות: משקעים וסלע. בקידוח באר זה חודר משקעים עד שהוא נתקל בשברי מים בסלע. החלק המשקע אינו אטום, הוא מרופד בצינורות ומסננים כדי להשתמש במים מאבני חול חיוביות. זה ידוע גם כבאר שוצפת או צומחת. . באר קאסימבה, הידועה גם כבאר קאיפירה או בור מים, אינה באר צינורית עמוקה.בנוסף, ניתנת ללקוחות:
- הכנה מהירה של הצעה מסחרית;
- אבטחת איכות המוצר;
- משלוח חינם ברחבי הפדרציה הרוסית.
האם אתה צריך מכונות קידוח עמוק ממתכת CNC מקוריות? צור קשר עם עולם מפעיל המכונה!
מציג רק תוצאה אחת
עיצובים.
נחפר ידנית כדי ללכוד ולאגור מים משולחן המים, שהיא שכבת האדמה החדירה השטחית ביותר שבה נכנסים מי גשמים. מסיבה זו, מפלס המים בבאר מסוג זה משתנה בהתאם לכמות הגשם. הוא עונה על צרכי אספקה חשובים כאשר אין חלופה, אך יש לו מגבלות סניטריות המגבילות את השימוש בו.
ייעוץ Artes Artesianos לא עושה את הסוג הזה טוב. מייצבים משמשים כחלקי שחיקה כדי לשמור על דיוק הקידוח. מוצרים אלו עמידים בחום, מציעים יכולת הלחמה מצוינת ומגיעים במגוון גיאומטריות מייצבות. הגנה זמינה כדי לשפר את ההגנה מפני חומרי מליטה אגרסיביים ותהליכים.
מכונות קידוח וקידוח מיוחדות כוללות מכונות המיועדות לבצע סוג מסוים של עיבוד או להשיג כל סוג מסוים של משטחים בטווח נתון של גדלים שלהם על חלקים ממעמד טכנולוגי אחד או אחר. המכונות הנפוצות ביותר הן לקידוח עמוק ולקידוח, חיתוך חוט וחיתוך אגוזים, מרכזי, לגימור קידוח.
מייצבי הקרביד שלנו מציעים עמידות בפני שחיקה מצוינת וזמינים בצורות וגדלים רבים. לחץ כאן למידע נוסף על קרביד לשימוש כמייצב. מוצר זה משלב את החוזק והקשיחות הנדרשים לדיג וכרסום. עמידות הבלאי והבלאי התרמי שלו מתאימים במיוחד ליישום זה.
אתה קובע את תנאי השימוש ואת התוצאה הרצויה, אנו קובעים עבורך את כלי החיתוך לעיבוד המתאים המתאים. נשמח לקחת את המידע הזה בחשבון וליישם את הכלי בהתאם לשרטוט שלך. יש לכם פרויקט חדש וזקוקים לכלים כדי לקבל את הפתרון הטוב ביותר לחלק זה? אנו מסייעים לכם בתכנון, הגדרת הגיאומטריה וקביעת הפרמטרים האופטימליים.
- האם אתה כבר מכיר את הכלי שאתה רוצה?
- אנו נספק לך כלי עם הגיאומטריה הנכונה.
7.4.1. מכונות לקידוח עמוק ולקידוח.
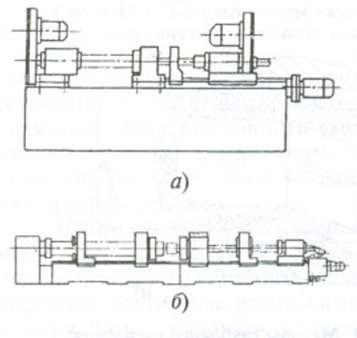
מיועד לקידוח (כולל חורים טבעתיים), חורים וקידוח עם יחס גדול בין אורך לקוטר, המגיע במקרים מסוימים ל-100 או יותר. מכונות מודרניות משתמשות בשלוש שיטות קידוח (איור 7.17). בעת קידוח עם כלי בעל קצה חד, נוזל חיתוך (נוזל קירור) מסופק דרך החלק החלול של שוק הכלי, והוא מוסר יחד עם השבבים דרך חריץ השבב החיצוני של השוק.
הכלים מיוצרים בדיוק וחזרה מרבית. זה מאפשר למשתמש לייצר את מוצריו בתהליך אמין ובדיוק הנדרש. קצב הזנה גבוה אפשרי הודות לשימוש בחסרי קרביד באיכות גבוהה, גיאומטריות חיתוך ומערכות קירור חדשניות וציפויים בעלי ביצועים גבוהים, המותאמים תמיד ליישום הספציפי. לפיכך, זמן העיבוד לקידוח קצר מאוד.
השילוב האידיאלי של סוג וציפוי קרביד, מספר קצוות החיתוך והגיאומטריה שלהם, בשילוב עם פרמטרי העיבוד שאנו ממליצים, מספק זמן אופטימלישירות כלי עבודה. קוד זיהוי ייחודי על כל זנב כלי מאפשר מעקב והבטחת איכות. הודות ל זמנים קצריםעיבוד שבבי, חיי כלי עבודה ארוכים ודיוק מירבי עיבוד שבבינשמרים ברמה נמוכה. שירותי ההשחזה מחדש וראשי המקדחה הניתנים להחלפה שלנו מספקים חיסכון משמעותי תוך אספקת ביצועים טובים יותר להגדלת הרווחיות.
שיטה זו משמשת בדרך כלל לעיבוד חורים בקוטר של לא יותר מ-30 מ"מ.
קידוח המפלט מתבצע על ידי כלי בעל מספר קצוות חיתוך, המספק אספקת נוזל קירור דרך החלל הטבעתי שבין גזע המקדחה לצינור הסרת השבבים הנמצא בתוכו, וההוצאה יחד עם השבבים דרך צינור זה. כדי לשפר את זרימת הסרת השבבים והקירור, לצינור יש תעלות שדרכן חלק מהנוזל מהחלל הטבעתי נכנס ישירות לתוכו, ויוצר אפקט מפלט.
תכונות פתרון ספציפי ואופטימלי עבור מגוון רחב של יישומים. גָבוֹהַ פרמטרי הפעלה, קצב הזנה מרבי וחיי שירות ארוכים ויציבים. איזון טוב בין עמידות בפני שחיקה וקשיחות. קצה חיתוך מעוקל - אידיאלי להסרת שבבים.
אמינות וביצועים גבוהים. מקדחות מיקרו עם חור שמן לקידוח עמוק בקוטר קטן. דור חדש זה משלים ומשפר את טווח הביצועים הגבוה מאוד שלנו לקידוח בקוטר קטן. יתרונות עמידות גבוהה הסרת שבבים סדירה חיתוך שקט וכוחות חיתוך קבועים.
שיטת ה-VTA מבוססת על שימוש בראשי כלים המוברגים על גבי גזע חלול, המצויד בקצוות חיתוך ובלוחות הנחייה. נוזל הקירור דרך שרוול האיטום מוזרם דרך הרווח הטבעתי סביב גזע הכלי אל החלק המרכזי החלול של הראש ומוסר עם שבבים שנמחצו בשל צורת קצה החיתוך דרך התעלה הפנימית של הגבעול. שיטת BTA משמשת לעיבוד חורים בקוטר גדול ולקידוח טבעת של חורים בקוטר 120 - 150 מ"מ. משעמם חורים עמוקים בקוטר של עד 2500 מ"מ מתבצע עם ראשים עם דו צדדי, ככלל, סידור בלוקים חיתוך.
גימור - סטנדרטי - מאובטח להסרה מהירה של שבבים. חיי השירות ארוכים פי שניים. יתרונות פרודוקטיביות גבוהה דיוק מעולה קידוח חורים עמוקים באיכות גבוהה. באופן אידיאלי עבור תעשיות הרכב, התעופה והרפואה, מקדחי הטסיות החדשים משלבים שקיעת אדים כימית עבור הלוחות החיצוניים ואת תהליך שקיעת האדים הפיזי לשעבר עבור הלוחות הפנימיים, ובכך מייעלים את היעילות והמהירות שלהם.
חידוש יוצא דופן נוסף הוא שבריזה של שבבים מייעלת את פינוי השבבים, והופכת את ליבת המקדחה לקשיחה יותר. הפחתת משקל ושיפור הפונקציונליות של רכיבים הם לב ליבה של הפילוסופיה של תעשיית הרכב, התעופה והרפואה. מגמה זו מגבירה את הביקוש למוצרי קידוח מהירים ויעילים יותר שניתן להשתמש בהם סוגים שוניםחומרים ו תנאים שוניםהִתעַמְלוּת.
איור.7.17. שיטות קידוח עמוק:
a - כלי חד קצה; 6 - מפלט; v- שיטת VTA
עם קידוח עמוק וקימום, בהתאם לקוטר העיבוד והחומר, מושג הדיוק של גודל H7 - H9, סטיות מהיישור של הקטעים של החור המעובד הן בטווח של 0.03 - 0.05 לכל 100 מ"מ (עם אי סיבוב של המוצר 0.08 - 0.12 לכל 100 מ"מ), חספוס פני השטח Ra = 0.32 - 2.5 מיקרומטר.
מהירות גבוהה ויעילות גבוהה לשימוש על חומרים שונים. רוחות הגשר מעוצבות בצורה כזו שניתן להשתמש בארבעת הקצוות שלהן, ובכך להוזיל את עלויות הייצור של הלקוחות. זוויות חיתוך בלעדיות מאפשרות פינוי שבבים מצוין גם במקרה של קידוח עמוק.
הודות לשילוב של קשיחות גבוהה וחוזק נמוך, הדגם החדש מסוגל לקדוח יותר חורים עמוקיםבעיקר לקידוח בקטגוריה זו. פירסינג הוא הפעולה הכי בנאלית בנפשו של הציבור הרחב, ללא צורך בהסבר ספציפי כלשהו, כאילו הוא משמעותי. זאת בשל הצלחת ציוד הכוח, שהמקדחה הייתה חלוצה ושעדיין מחזיק בשיא המכירות.
הסיווג של כלי מכונות לפי מאפייני הפריסה והעיצוב העיקריים ניתן בטבלה 7.12. כפרמטר העיקרי של המכונות, הגדול ביותר קוטר נומינליקידוח (בחומר מוצק) בחלקים עשויים פלדה בינונית קשה.
לרוב המכונות האופקיות יש מיטות ארוכות מורכבות. למכונות לעיבוד חלקים גדולים וכבדים במיוחד יכולות להיות מיטות נפרדות לחלקי העבודה ולחלק הכלי, לרבות אלו הממוקמים על יסודות בגבהים שונים.
מכונות אלו, שפעם היו בשימוש על ידי אנשי מקצוע רק בגלל העלות שלהן, זמינות כעת לכולם עם מרקחות טייוואניות, והעיצוב שלהן בשילוב עם משקלן מנוע אסינכרוניוהנעת רצועה הופכים את המכונות לשקטות, אם רק ניתן לשלוט בכמה תנודות גוף בקלות עם רפידות קצף. המומנט גבוה יחסית למהירות הנבחרת. הדיוק וההכוונה טובים בהרבה מאשר בכלים חשמליים.
המגוון הוא נרחב והבחירה תהיה תלויה בחצרים שלך, שחייבים להיות בעלי גובה ומקום פנוי מספיק כדי להיות תואם למעבר של חלקים ארוכים או מגושמים. שְׁנִיָה נקודה חשובהלגבי מהירויות סיבוב. בנקודה אחרונה זו באיור. 1 מציג שתי מכונות שונות רק בגובה ובמהלך. אין מה לעצור מעט תחזוקה על עמוד שניתן לנקות רק ביום שצריך לעבד אותו חדר גדול. עם מכונות קידוח הגיוני לומר "מי יכול לעשות הכי הרבה".
תכונות העיצוב של מכלולי הציר של מניות הכלים נקבעות על ידי כוחות צירים משמעותיים והצורך באספקת כמויות משמעותיות של נוזל קירור דרך הציר. כונני הסיבוב הן לראש חומר העבודה והן לראש עמוד הכלי עשויים במדרגה ממנוע אסינכרוני או מתכוונן ללא שלב - כאשר משתמשים במנוע DC. חיישני מומנט אלקטרו-מכניים או חשמליים מובנים בכונן סיבוב הכלי כדי להגן מפני עומס יתר. בהנעי הזנה, עם מהלכים קטנים יחסית, משתמשים בגלגלי שיניים בורגיים ובצילינדרים הידראוליים, ובמהלכים גדולים משתמשים בגלגלי מתלה.
המכונות מצוידות בהתקני בקרה המספקים פעולה אוטומטית או חצי אוטומטית. במכונות עם תנועות קואורדינטות של השולחן והראש, ניתן להשתמש בהתקני CNC ושינוי אוטומטי של הגדרות הכלים (כלים עם תותבים מובילים).
שמנים מינרליים עם תוספת של תרכובות אורגניות מסיסות של גופרית וכלור משמשים כנוזלי קירור. נוזל קירור בנפחים משמעותיים (200 - 1800 ליטר / דקה) מסופק לאזור החיתוך בלחץ של 2.5 - 8 MPa (עם עלייה בקוטר העיבוד ועלייה בצריכת נוזל הקירור, הלחץ יורד) בלחץ גבוה משאבות ציוד, בורג או שבשבת. פסולת נוזלים מנוקה ביסודיות משבבים באמצעות מערכות ניקוי רב-שלביות באמצעות מפרידים ומוטות מגנטיים, צנטריפוגות, מסננים ובוץ במיכלים מבולבלים.
טבלה 7.12. הסוגים העיקריים של מכונות לקידוח עמוק ולשעמום
|
סוג ותכניות של מכונות |
אזור יישום |
|
|
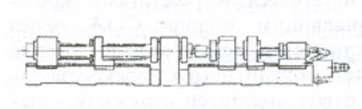
עם שולחן כוח זז לאורך לעיבוד חלקים כגון גופי מהפכה 1) |
מכונות אופקיות בודדות ומרובות ציר עם ראשי ציר מותקנים על שולחן חשמל, נעות לאורך מובילי המסגרת לאורך ציר הקידוח; עם ראש קבוע של חומר העבודה, לחוץ מהצד של תחילת הקידוח על ידי תותב המדריך של הכלי; עם סיבוב הכלי וסיבוב נוסף אפשרי של חומר העבודה (א); עם אפשרות לשמור על הכלי וחומר העבודה במנוחה יציבה (ב) |
מכונות עם קוטר קידוח נומינלי של 3 - 80 מ"מ. הם משמשים לעיבוד חלקים ארוכים קטנים ובינוניים כגון גופי מהפכה בייצור סדרתי, וכאשר מצוידים בהתקני טעינה אוטומטיים - ייצור בקנה מידה גדול |
|
עם עמוד ראש מסוג מסתובב או מסתובב (חלול) לעיבוד חלקים כגון גופי מהפכה
|
מכונות אופקיות בעלות ציר אחד ושני עם ראש ציר הנעים לאורך ציר הקידוח, נעות לאורך מדריכי המיטה; עם הידוק של חלקי העבודה במחבת הראש והתמיכה שלו במשענות רולר טבעתיות או פתוחות; עם סיבוב של חומר העבודה וסיבוב נוסף אפשרי של הכלי |
מכונות עם קוטר נומינלי של קידוח בחומר מוצק 80 - 320 מ"מ (קוטר עיבוד נומינלי 250 - 2500 מ"מ). משמש לעיבוד חלקים ארוכים וגדולים כגון גופי מהפכה בתנאי ייצור שונים |
|
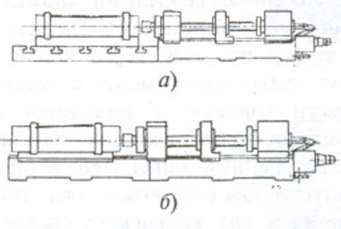
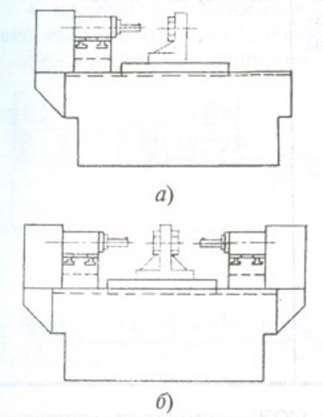
עם לוח שולחן לעיבוד חלקים בצורה חופשית 3) |
מכונות אופקיות חד-ציר עם ראש ציר הנעים לאורך ציר הקידוח, נעות לאורך מובילי המיטה; עם הידוק של החלק על לוח השולחן, קבוע (א) או בעל תנועה צירית מתכווננת לאורך מובילי המסגרת (o), עם סיבוב והזנה של הכלי; עם אפשרות לתמוך בגבעול הכלי במשענות קבועות ובשרוול מנחה |
מכונות עם קוטר קידוח 80 - 320 מ"מ (קוטר עיבוד 250 - 2500 מ"מ). משמש לעיבוד חלקים גדולים בעלי צורה חופשית בתנאי ייצור שונים |
המשך טבלה 7.12
|
סוג ותכניות של מכונות |
מאפייני פריסה ועיצוב עיקריים |
אזור יישום |
|
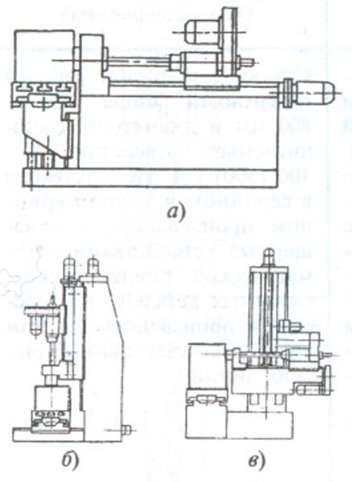
עם תנועת קואורדינטות של השולחן (ראש ציר) לעיבוד חלקים בצורה חופשית 4) |
מכונות אופקיות (א) ואנכיות (ב) חד-ציריות עם תנועה צולבת של השולחן או אופקית עם תנועה צולבת של ראש העמוד (ג) עם אפשרות להצטייד בהתאמות כלים מתחלפות (כולל אוטומטיות) לחורים בקטרים שונים ומכשיר CNC |
מכונות בקוטר קידוח של 4 - 40 מ"מ (עד 20 מ"מ למכונות אנכיות). משמש לעיבוד חור אחד או יותר בחלקים בעלי צורה חופשית בתנאי ייצור שונים |
7.4.2 מכונות גימור וקעמום (OPC)מיועד לקידוח גימור עדין של גנרטריקס גלילי וחופשי של חורים מדויקים עם דיוק גבוה ואיכות פני השטח ומיקום יחסי. המכונות יכולות גם לבצע חיתוך נוסף של קצוות חיצוניים ופנימיים, הפיכת חריצים, הפיכת משטחים גליליים חיצוניים, חרוטיים ומעוקלים. המכונות מיועדות לעיבוד חלקים בייצור בקנה מידה גדול וייצור המוני, אולם יצירת OPCs בקלות יחסית הובילה לאפשרות השימוש בהן בייצור יציב של חלקים בעלי סדרתיות נמוכה יותר.
סיווג ה-OCR המופיע בטבלה 7.13 אינו ממצה. מכונות מיוצרות גם בהן חלקי העבודה מותקנים בצ'אק המותקן על ציר, והכלי בקליפר המותקן על שולחן נייד; מכונות עם ראשים זזים ושולחן דו-קואורדינטות; מכונות משולבות עם ראשי ציר נעים אופקיים ואנכיים וכו'.
איכות העיבוד ב-ORS נקבעת על ידי העגלגלות של החתך והפרופיל של החתך האורך (גליליות) של החור המשועמם. במכונות אופקיות עם שולחן זז, הסטייה של חורים מעגלגלות בכל טווח החורים הקדומים היא בטווח של 0.5 - 1.2 מיקרון, והחספוס אינו גס יותר מ- Ra = 0.32 + 0.63 מיקרון (תלוי בחומר חומר העבודה) .
קשיחות, עמידות בפני רעידות ויציבות תרמית של ה-OPC כפופים לדרישות גבוהות, מה שמוביל לדרישות תואמות לחלקים הבסיסיים, העשויים מברזל יצוק אפור איכותי ובעלי צורת קופסה עם צלעות טובות. ככלל, קשיחות המיטה של מכונות אופקיות עם שולחן הזזה מאפשרת להתקין את המכונה על בסיס על שלושה אלמנטים תומכים. הוכרה הכדאיות של ייצור מסגרות וגשרים מגרניט או חומרים מלאכותיים (לדוגמה, סינטגרן) בעלי יכולת שיכוך גבוהה ויציבות תרמית. עבור מכלולים הנעים אופקית, משתמשים בעיקר במנחי הזזה שטוחים ואחד בצורת V, מסורתיים לכלי מכונות מדויקים, ולמכלולים הנעים אנכית משתמשים במובילים מלבניים סגורים.
טבלה 7.13. הסוגים העיקריים של מכונות גימור ומשעממות
|
סוג ותכניות של מכונות |
מאפייני פריסה ועיצוב עיקריים |
אזור יישום |
|
אופקי עם שולחן הזזה 1) |
מכונות בודדות או מרובות ציר עם ראשי ציר מקבילים נייחים הממוקמים על קורות בצורת U ("גשרים") הקבועות בקשיחות למסגרת עם אחד (א)או שני צדדים מנוגדים (ב) של חומר העבודה; שולחן נע לאורך מובילי המיטה במקביל לצירי הצירים, עליו קבועים חלקי העבודה במתקן |
מכונות עם רוחב משטח העבודה של השולחן 320 800 מ"מ וקוטר של חורים משעמם 8 - 400 (500) מ"מ. הם משמשים בייצור סדרתי ובקנה מידה גדול, ומצוידים במכשירים להחלפה אוטומטית של חלקי עבודה - בייצור המוני, כולל כחלק מקווים אוטומטיים |
|
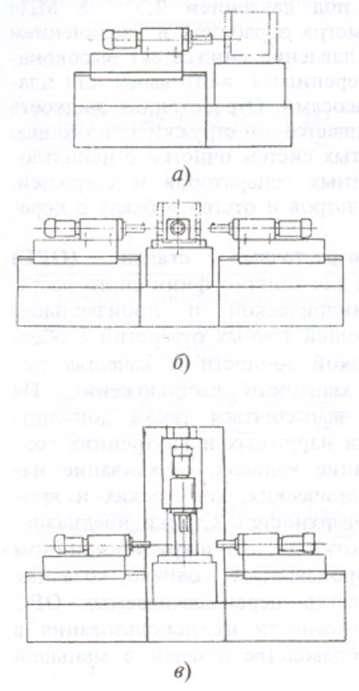
עם שולחן קבוע וראשי ציר נעים 2) |
מכונות בודדות או מרובות ציר עם ראשי ציר הממוקמים על שולחנות כוח הנעים במקביל לציר הציר ביחס לחומר העבודה באחד (א), מספר צדדים באופקי (ב) ומספר צדדים במישור האופקי והאנכי (v).שולחן קבוע עם משטח עבודה אופקי לקביעת חומר העבודה (בדרך כלל במתקן מיוחד) |
מכונות עם רוחב משטח העבודה של שולחן החשמל 500 - 1250 מ"מ וקוטר משעמם של 8 - 400 (500) מ"מ. הם משמשים בייצור בקנה מידה גדול, כולל כחלק מקווים אוטומטיים, לעיבוד חלקי גוף עם דרישות מוגבלות לדיוק צורה ומיקום יחסי של משטחים מעובדים. |
ראשי ציר הם המרכיבים הקריטיים ביותר של ה-OPC, בעיקר קובעים את הדיוק ואיכות העיבוד. ראשי ציר בודד, ככלל, הם יחידות מאוחדות, שמידות החיבור שלהן סטנדרטיות (GOST 19590-85). ניתן לבנות התקנים בראשי הציר להזנה רדיאלית של החותך בעת קעמום חורים בקוטר ראל וגיזום הקצוות, לכוונון החותכים בזמן בלאי, החזרת החותך מהמשטח המשועמם במהלך התנועה ההפוכה, הידוק חומר העבודה, עיבוד שליטה וכו'.
המשך טבלה 7.13
|
סוג ותכניות של מכונות |
מאפייני פריסה ועיצוב עיקריים |
אזור יישום |
|
אנכי עם ראשים זזים על שולחן כוח (פלטפורמה)
|
מכונות יחיד ורב-צירים עם ראשי ציר הממוקמים על מזחלות או שולחנות כוח הנעים במקביל לציר הצירים; שולחן קבוע (מתגלגל להחלפת חלקי עבודה) עם משטח עבודה אופקי להתקנת חלק או מתקן |
מכונות עם רוחב מחסן הכוח 630 - 1250 מ"מ והקוטר הגדול ביותר של חורים משעמם 8 - 400 (500) מ"מ. משמש בייצור סדרתי ובקנה מידה גדול לעיבוד חורים (כולל כאלה עם יחס אורך לקוטר מוגבר) בחלקי גוף בינוניים וגדולים |
|
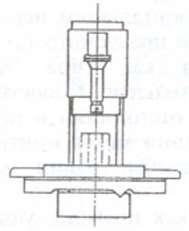
אנכי עם ראש מזיז
|
מכונות בעלות ציר בודד עם מתלה הניתן להזזה אנכית לאורך המסילות headstock, המספק את היכולת לעבוד עם צירים הניתנים להחלפה עבור טווחים שונים של חורים משעממים. שולחן אופקי קבוע, מתגלגל או צולב |
מכונות עם שולחנות ברוחב 400 - 630 מ"מ. משמש לייצור תיקון של סוגים שונים של מנועים |
בכלי מכונות לעיבוד חלק מסוים, נעשה שימוש בכונן בלתי מווסת של התנועה הראשית עם מנוע חשמלי אסינכרוני, ובמכונות הניתנות להגדרה מחדש, נעשה שימוש בכונן DC מתכוונן. בכל המקרים, כונן רצועה משמש כחוליה האחרונה להפחתת רטט הציר. אם יש צורך לבודד את יחידות הציר מהשפעת ההשפעות המטרידות של ההנעה, ניתן להשתמש בהנעת רצועה עם שתי קשתות של מגע רצועה עם גלגלת מונעת המותקנת על ראש הציר עקב מיקום המתח. רולר בצד השני של גלגלת ההינע (ביחס לגלגלת המונעת).
אספקת גופי העבודה מתבצעת באמצעות צילינדרים הידראוליים או גלגלי שיניים.
בורג מתגלגל, ובמקרה האחרון, כאשר מיוצרים מנועים חשמליים הניתנים להתאמה נרחבת, זה פשוט ואמין יחסית להבטיח את החלקות של הזנות עבודה קטנות הנדרשות לגימור.
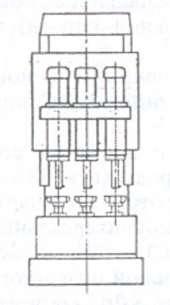
7.4.3. מכונות קידוח רב-צירים לעיבוד חלקים שטוחים.המכונות מיועדות לקידוח מספר רב של חורים בחלקים כגון סורגים, מתלים, מעגלים מודפסיםוכו' בייצור סדרתי ובקנה מידה גדול. המכונות הנפוצות ביותר לעיבוד מעגלים מודפסים מחומרים לא מתכתיים לתעשיית האלקטרוניקה. רוב המכונות הללו מספקות את היכולת לבצע כרסום קווי מתאר של פני הקצה החיצוניים של חלקי עבודה, חלונות וחריצים בתצורות שונות. המכונות מצוידות בהתקני CNC, החלפה אוטומטית של כלים וחלקים.
פרודוקטיביות גבוהה מושגת הודות למספר הצירים הפועלים בו זמנית ומהירות המנגנונים. בהקשר זה, נעשה שימוש נרחב בתומכים ומנחים אווירוסטטיים של הגופים המנהלים, אשר מרטיבים היטב רעידות ומגבירים את היציבות התרמית במהלך עבודה אינטנסיבית, חומרים כגון גרניט או תחליפיו המלאכותיים (כגון גרניט).
מהירות הציר בעת קידוח חומרים לא מתכתיים מגיעה ל-100 - 120 אלף דקות "1, מהירות נסיעה - 12,000 - 15,000 מ"מ/דקה עם זמן האצה והאטה של 0.1 - 0.15 שניות. זה מבטיח את הדיוק של מרכז למרכז מרחקים בסדר גודל של 20 מיקרומטר ושגיאת הסטייה מקו המתאר הטחינה היא בערך 30 מיקרומטר.








עוף בקפיר - מתכונים לעופות כבושים, מבושלים ואפויים לכל טעם!
מתכון עוף פשוט באנגלית (מטוגן) מתכונים באנגלית עם תרגום
לבבות עוף עם תפוחי אדמה: מתכוני בישול איך לבשל לבבות עוף טעימים עם תפוחי אדמה
מתכונים לבצק ומילויים לפשטידות ג'לי עם פטריות
חציל ממולא עם עוף ופטריות אפויות בתנור עם קרום גבינה בישול חציל ממולא עוף