בתערוכה "עיבוד מתכת-2017" שהתקיימה במוסקבה, התקיימה הבכורה של מכונת "Rapier SGS-01". הודות למראהו, ייצור החביות לנשק קל יכול לעלות שלב חדש
התערוכה הבינלאומית השמונה עשרה "עיבוד מתכות-2017" נפתחה במוסקבה, באקספומרכז בקרסניה פרסניה. היא תעבוד בין ה-15 ל-19 במאי. אחת התחושות האמיתיות של התערוכה היא הדגמת המכונה קידוח עמוק, שכמותם מעולם לא פרסמנו.
בסך הכל, על שטח של 39.5 אלף מ"ר 1000 חברות מ-30 מדינות מדגימות את הישגיהן. למרות הסנקציות, כלי מכונות מוצעים למפעלים רוסים על ידי מדינות כמו אוסטריה, בריטניה, גרמניה, ארה"ב, צרפת, שוויץ, שוודיה ויפן.
שר התעשייה והמסחר דניס מנטורוב ציין: "התערוכה מהווה אירוע מרכזי בתחום טכנולוגיית עיבוד החומר ותורמת תרומה משמעותית ליישום תוכניות ממשלתיות ופרויקטי השקעה רלוונטיים. היא מציגה הדוגמאות הטובות ביותר ציוד טכנולוגיעומד בכל הדרישות של התקנים הבינלאומיים".
משמח שיחד עם חברות כלי המכונות המובילות בעולם, מיוצגות גם חברות רוסיות. נכון, אני חייב לומר שהם מייצרים בעיקר מכונות מורשות המותאמות לתנאים שלנו.
אבל ברית המועצות הייתה אחת המובילות בעולם בתחום בניית כלי מכונות, לא משנה כמה מוזר זה נראה למישהו היום. עוד בשנת 1991, המדינה שלנו דורגה במקום השני בעולם מבחינת צריכת כלי מכונות ושלישי מבחינת הייצור שלהם - אחרי ארה"ב ויפן. יחד עם זאת, המכונות ה"סובייטיות" לא היו נחותות בהרבה באיכותן מדגמים זרים. ולייצור כלי מכונות עם מספרי ניהול תוכנהאפילו לקחנו את ההובלה. ותבשיל אמיתי תעשיית מכונות רוסיתבשנות ה-90 כמעט לא היה מקרי.
בתחילת שנות ה-2000 נעשו ניסיונות להחיות את ענף ההנדסה הזה. הוקצו מיליארדי רובלים. הם פשוט נגנבו. את החקירה הוביל ה-FSB. חלק מהאשמים נמצאו ונכלאו. אבל תעשיית הכלים לא ממש התחדשה בארצנו. כיום, כל המפעלים הרוסיים המודרניים ביותר, כולל המפעלים הביטחוניים, מצוידים במכונות מיובאות או מיוצרים בארצנו ברישיון.
לכן אפשר לקרוא להפגנת הבכורה של המכונה "Rapier SGS-01" סנסציונית. SGS-01 היא מכונת קידוח עמוק בעלת ציר אחד. ציר בודד, בתורו, מציין שניתן לעבד חתיכת עבודה אחת בכל פעם. עם זאת, כפי שמבטיחים המפתחים, במידת הצורך, ניתן לעשות זאת עם שני או אפילו שלושה צירים.
אבל אולי הדבר המפתיע ביותר הוא שהוא תוכנן והורכב לא על ידי מומחי כלי מכונות, אלא על ידי יוצרי הנשק הקל.
היוזם היה ראש לשכת העיצוב והמחקר המרכזית לנשק ספורט וצייד (TsKIB SOO), הממוקמת בטולה, אלכסיי סורוקין. הלשכה הזו עוסקת כמובן גם בנשק ספורט וגם בנשק ציד, אבל הכיוון העיקרי שלה הוא לחימה.
הנה מה שאמר אלכסיי סורוקין לכתב " עיתון רוסיעל למה אנחנו צריכים מכונת קידוח עמוק וכיצד היא נוצרה.
המכונה היא הפרויקט הפרטי שלי, בלי צניעות שווא, אבל גם בלי פאתוס, אומר מנהל TsKIB SOO. - מחד גיסא, יצירתו אינה קשורה לעיקר הפעילות - ניהול מפעל ביטחוני. מצד שני, אני רואה את כל הבעיות של בניית כלי מכונות ואני מבין היטב שאפשר לייצר נשק טוב רק במכונות טובות.
בפרט, על מנת לייצר קנה של רובה סער, מקלע או רובה ציד, יש צורך בציוד המאפשר את מה שנקרא קידוח עמוק. הוא לא מיוצר ברוסיה, והיבוא הוא יקר מאוד, ובעייתי לרכוש אותו היום. יצרנים מערביים אינם ששים למכור כלי מכונות למפעלים ביטחוניים.
קידוח עמוק מאופיין ביחס בין קוטר החור הנקדח לעומק הקידוח. אם היחס הזה הוא 1 עד 10, אז הוא כבר עמוק, למשל, חור בקוטר של 7.62 מ"מ עד עומק של 76 מ"מ הוא עמוק. אבל בקנה אקדח, היחס יכול להיות 1 עד 100 או אפילו יותר, וזה דורש טכנולוגיה מיוחדת.
לא בברית המועצות, ולא ברוסיה, מעולם לא יוצרו מכונות קידוח עמוק CNC עבור קליברים קטנים. אז היינו ראשונים. וניסינו להציב דרישות מקסימליות במהלך התכנון שלו, שיבטיחו שימוש יעיל שלו במגוון רחב של פעולות טכנולוגיות.
כך למשל, מדובר במגוון רחב של אפשרויות לסיבוב חומר העבודה, סיבוב נגדי של המקדחה, שליטה בטמפרטורות, כוחות וכדומה. בייצור המכונה השגנו גיאומטריה ייחודית. הדיוק של צירוף המקרים של כל האלמנטים לאורך ציר הקידוח הוא פחות ממיקרון, ושגיאת המיטה היא 4.7 מטר פחות ממאית המ"מ, דיוק כזה של המכונה יעניק דיוק חורים, טוהר גבוה ומינימלי סחיפה ממרכז למרכז. אנו יכולים לקדוח חלקים מכל הפלדה החזקה ביותר באורך של עד 1300 מ"מ. הקליבר המרבי הוא 30 מ"מ.
לפיתוח שלנו, אגב, יש את היישומים הרחבים ביותר האפשריים. אחרי הכל, קידוח עמוק משמש לא רק בייצור נשק. זה כולל ציוד רפואי, אנרגיה ותעשיית הכלים (ייצור תעלות בתבניות), והנדסת הובלה, ואפילו ייצור של כלים מיוחדים ליעור – יש גם טכנולוגיות הדורשות קידוח עמוק של חורים בקוטר קטן.
למחזור טכנולוגי שלם של ייצור קנה אקדחיש צורך בשורה של תשע מכונות שונות. אנו מדמיינים בבירור מה צריכות להיות המכונות הללו, והכי חשוב, איך הן צריכות להתבצע. אם נמצא הבנה, אז אני בטוח שייצור חביות מקלע, מקלעים, נשק צלפים וכלי צייד בארצנו יעלה לרמה חדשה מבחינה איכותית. לכן חשובה לנו מאוד ההשתתפות בתערוכת Metalworking-2017.
הצלחנו ליישם פרויקט מחליף יבוא אמיתי. רוב המכונות הטובות ביותרקידוח עמוק מיוצר בגרמניה. אבל הם מאוד יקרים, ומבחינת המאפיינים שלהם הם לא עדיפים בשום אופן על המכונה שלנו, אותה אנו מציגים בתערוכה זו.
עסק הכרחי. צפיתי ב-ORSIS איך הופכים את החביות. המטבע בקצה המיטה הנעה לא זז. אבל יש מיובאים, והנה שלנו!
מכונות קידוח חורים עמוקים מוצגות בשתי פריסות עיקריות - אופקי ואנכי. הם משמשים בדרך כלל גם עבור חורים משעממים, והם שונים באופן משמעותי מסוגים אחרים של מכונות המיועדות לעיבוד חלקי עבודה ארוכים. מכונות תופסות שטחים נרחבים, מיועדות (לקידוח חורים במגוון רחב של קטרים), ככלל, בעיצוב אופקי ובעלי אורך פי שניים לפחות מאורך חלקי העבודה עבורם הם מיועדים. בדרך כלל, המיטות של מכונות כאלה מתוכננות כמו מרוכבים, הצטרפו. זה מבטיח את נוחות ייצורם ומשלוחם לצרכן.
מערכת מיוחדת לאספקת נוזל חיתוך (נוזל קירור) לאזור החיתוך, להובלת שבבים מאזור החיתוך, מקדחות סיכה וקירור תופסת מקום גדול בתכנון כלי מכונות. מערכת זו כוללת יחידת שאיבה, התקנים לאספקת נוזל קירור לחלק ובהמשך לאזור החיתוך, מערכת פינוי שבבים, קולט שבבים, מיכלי ניקוז עם מיכלי שיקוע, מלכודות (מסננים) מגנטיות ואחרות של חלקיקים מוצקים מנוזל הקירור. התקני קירור נוזל קירור. בנוסף, למכונות חייבות להיות מכסי הגנה כדי להגן מפני התזות ונזילות של נוזל קירור.
כמעט כל הדגמים יכולים לשמש לקידוח עמוק מחוספס ועדין (גרימת), כלומר, לעיבוד גלילי חלק ו(אם זמין) מכשירים מיוחדים) חורים חרוטיים.
במקרה של כשל עקב הספציפיות הטכנולוגית הגבוהה של תהליך העיבוד, קשה מאוד להחליף אותם במכונות אחרות. לכן, בעת תכנון הייצור, בהתחשב בכך שקידוח עמוק הוא אחת הפעולות הראשוניות תהליך טכנולוגי, תמיד כדאי שיהיה לך רזרבה של ציוד, לא רק מבחינת העמסה, אלא גם מבחינת מספר המכונות.
מכונות לקידוח עמוק ולקידוח,
במיוחד מכונות המיועדות לעיבוד מהיר, חייב לעמוד בדרישות הבאות:
התקנה נוחה ומהירה (יישור, תיקון) והסרה של חלקי עבודה;
טווח נדרש של מהירויות ציר ומגבלות הזנה (מצבי עיבוד) עם מערכות בקרה ברורות ללא מדרגות, במיוחד מתן בקרת קצב הזנה ללא מדרגות תוך כדי תנועה ואינדיקציה ברורה שלה;
הסרה רציפה ואמינה של השבבים שנוצרו (סילוף המורכב מנוזלי קירור ושבבים);
סינון וקירור נוזל קירור;
ניטור רציף של התהליך על ידי הפעלה אוטומטית של התקני הגנה ובקרה;
במידת האפשר, יש מערכת בקרה אוטומטית לכל תהליך העיבוד, בפרט, מערכת שליטה מספריתמכונה ועיבוד.
התקני קליטה מספיקים מבחינת קיבולת מעוקבת לאיסוף והפרדת השבבים שנוצרו מנוזל הקירור;
תנועות התאמה מהירה והידוק אמין במיוחד (במידת הצורך) של גופי העבודה של המכונה (מתלים קדמיים ועמודי גזע, קליפרים, לונטות וכו');
הגנה אמינה על אנשי ההפעלה ושטח הסדנה מפני התזת נוזל קירור;
עמוד בדרישות המוגברות של בטיחות אש ותברואה תעשייתית.
ספציפית למכונות המייצרות קידוחים עמוקים ומשעממים היא צריכת האנרגיה המוגברת שלהן בהשוואה למכונות רבות אחרות. במקרים מסוימים, עד 30% (ולפעמים יותר) מהאנרגיה הנצרכת רק לתהליך החיתוך במהלך הקידוח נצרכים רק להסרת שבבים.
כל מכונות הקידוח לעומק,
למרות גיוון מסוים , ניתן לחלק לקבוצות הבאות: סוג סיבוב; סוג מסתובב; ללא סיבוב של חומר העבודה בעת הקידוח. כל אחד מסוגי המכונות הללו נועד לעבד סוג מסוים של חומר עבודה.
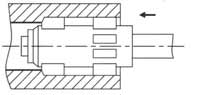
עבור מחרטות
(אורז. אחד) סבתא 10 דומה ל-headstock מַחֲרָטָה. ציר חלול (לעיתים מוצק) המיועד לסיבוב מהיר של חומר העבודה 2 ; החתך של הציר קטן יחסית. חומר העבודה לעיבוד מותקן עם קצה הפלט בתוך הצ'אק 11 , קבוע בקצה העבודה של הציר, וקצה הקלט נתמך על ידי מקלט שמן 8 , אם העיבוד מבוצע עם הסרת שבב פנימי, או מנוחה קבועה עם הסרת שבב חיצוני. חלקי עבודה ארוכים נתמכים בנוסף על ידי מנוחות קבועות במהלך העיבוד 1 . גֶזַע 3 עם מקדחה הוא קבוע או על עדר קליפר או במלאי גזע 5 . לראש הגבעול יש אספן שבבים 6 , השבבים שמהם נכנסים למנחת הקבלה ולאחר מכן לאספן השבבים. משענות גזע ממוקמות בין מלאי הגזע (קליפר) לבין חומר העבודה (מקלט שמן) עבור אורכי קידוח ארוכים 4 (מתלים) התומכים בגבעול.
ניתן לייצר מכונות מסוג מחרטה גם עם מתקן ציר סיבוב גזע, המותקן על ראש הגבעול ו(במידת הצורך) נותן את הגבעול, וכתוצאה מכך, את סיבוב הכלי.
במכונות מסוג מחרטה, ככלל, קודחים חלקי עבודה המעובדים מראש לאורך החלק העליון, אשר בצורתם מייצגים גופי סיבוב של ממדים רוחביים קטנים.
חלקים קטנים עם חורים עמוקים מעובדים בייצור המוני ובקנה מידה גדול הן במכונות שתי ורב-צירים, והן במכונות בעלות עיצוב אנכי. מכונות אלו מכונות בדרך כלל גם כקבוצה של מחרטות.
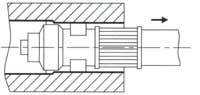
במכונות מסוג מסתובב ( אורז. 2) חומר עבודה 2 מותקן בחלקו בתוך ציר חלול, הנקרא מסתובב, המוצב בתוך מתלה 10 . הציר המסתובב בחלק מהמקרים מצויד בשני צ'אקים לקיבוע חומר העבודה בשני אזורים לאורך.
() חומר העבודה המיועד לעיבוד מותקן בחלקו בתוך ציר חלול, הנקרא מסתובב, המונח במדף. הציר המסתובב בחלק מהמקרים מצויד בשני צ'אקים לקיבוע חומר העבודה בשני אזורים לאורך.
מסתובב מול ציר מקדחהסוג מפנה יש ממדים רוחביים גדולים. לכן, העיצוב של המסתובב אינו מיועד לסיבוב מהיר של חומר העבודה במהלך הקידוח. הקצה השני של חומר העבודה יכול להיות מותקן (במידת הצורך) במשענת המסתובב 1 .
על המיטה 9 מוצב עמוד קדמי 7 עם מקלט שמן, שהשרוול שלו מחובר היטב לקצה החרוט של חומר העבודה. כאשר המכונה עובדת, המתלה 7 מקובע בצורה נוקשה למסגרת. ממערכת השאיבה, נוזל קירור מסופק למקלט השמן ובהמשך לאורך הרווח בין החור הנקדח לבין משטח חיצוניהגבעול מוזן למקדחה (לאזור החיתוך).
גֶזַע 3 קבוע בגרסת ההזנה 5 בעל כונן סיבוב גזע. ניתן להשתמש במנוחה יציבה כדי לתמוך בגבעול. 4 .
לכרכרה יש לוכד שבבים 6 , שאליו נכנס נוזל קירור עם שבבים דרך חור הגבעול מאזור החיתוך.
יש לקבוע את מהירות החיתוך בעת קידוח במכונות הפועלות עם סיבוב בו-זמני של חומר העבודה והכלי בהתאם לתדרי הסיבוב של הגבעול ושל חומר העבודה.
בדרך כלל, מכונות מסוג מסתובב מעבדות חלקי עבודה שלא רצוי או בלתי אפשרי לסובב במהירות. אלו הם פרזול, מוצרים מגולגלים וחלקים נוספים הנבדלים בצורתם במידת מה מגופי מהפכה, וחלקים שיש להם חוסר איזון משמעותי. חלקים כבדים כגון רוטורים וגלילים בעלי קטרים גדולים של הרגליים האמצעיות, בעלי חורים בקטרים קטנים, רצוי לעבד במכונות מסוג מסתובב באמצעות סיבוב נגד מהיר של הגבעול עם מקדחה.
בעת קידוח חלקי עבודה בעלי אורך יחסי גדול של חורים בייצור בקנה מידה גדול והמוני, רצוי להשתמש במכונות המספקות קידוח עמוק דו צדדי (מעין מכונות מסוג מסתובב).
מכונות קידוח עמוק ללא סיבוב חלקי העבודה
(אורז. 3) נפוצים הרבה פחות משני הסוגים הראשונים של כלי מכונות. הם משמשים לקידוח חלקים הדורשים קידוח. חורים עמוקיםללא סיבוב חומר העבודה ולקידוח מספר חורים עמוקים מקבילים. מכונות כאלה מגיעות בשני סוגים:
עם ראש גבעול המבצע תנועות אורך;
עם שולחן לקיבוע חומר העבודה, בעל תנועות אורכיות.
הסוג הראשון נפוץ יותר. במקרה זה, מכונה עם חומר עבודה שאינו מסתובב, בעת קידוח, דומה למכונה מודולרית עם ראש כוח הפועל בעצמו. במכונה כזו, חומר העבודה 2 קבוע על השולחן 1 מונח על המיטה 9 . עד לקצה חומר העבודה לפני הקידוח על ידי הזזת המתלה הקדמי 7 נלחץ על ידי מקלט שמן התותב שלו 8, מחובר באמצעות צינור למערכת השאיבה. גֶזַע 3 , נתמך במנוחה יציבה 4, קבוע בגרסת ההזנה 5 בעל כונן סיבוב גזע. כמו בתוכניות הנחשבות, אספן שבבים ממוקם בקצה הכרכרה 6 .
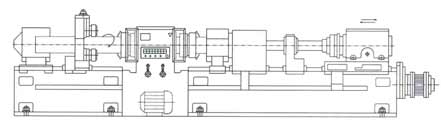
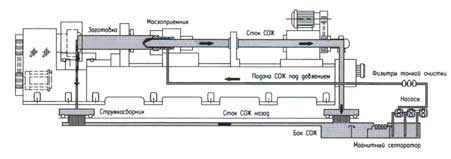
כדוגמה ליחידות ולמכלולים המרכיבים את המכונה, היא מוצגת (עם מוסכמה מסוימת) ב- אורז. 4. בגרסה אמיתית, המכונה יכולה לשמש לקידוח חלקי עבודה באורך של עד 6000 מ"מ ובקוטר חיצוני של 80...400 מ"מ. על המכונה אפשר לייצר: קידוח רציף של חורים? מ-8 עד 80 מ"מ, קידוח חורים? עד 320 מ"מ, חורים משעממים? עד 320 מ"מ וניקוב חורים? עד 320 מ"מ. למכונה מיטה יצוקה של שניים - שלושה חלקים באורך של 22,000 מ"מ. ראש הציר מקובע משמאל בחלק העליון של המיטה 2 עם צ'אק מיוחד - סיר. סיבוב חלקי העבודה 3 , קבוע במחבת הראש ובשרוול מדריך מקלט השמן, מתבצע מהמנוע 1 הספק DC 40 קילוואט. מהירות הסיבוב הזוויתית של הציר ניתנת להתאמה אינסופית בין 40 ל-1000 דקות 1. באופן טבעי, בעת התקנת חלקי עבודה ארוכים על המכונה, משתמשים במנחים קבועים לתמיכה בהם.
המכונה מצוידת במקלט שמן מסיבי לאספקת נוזל קירור לאזור החיתוך עם הסרת שבבים פנימית (טכנולוגיית STS (BTA)). באופן טבעי, המכונה חייבת להיות בעלת סט קולטי שמן לקידוח חורים בקטרים שונים.
מקלט השמן מותקן בעמוד הקדמי 4 , אשר בעת התקנת החלק, לוחץ את מקלט השמן לקצה חומר העבודה ומוצמד למסגרת המכונה. על המתלה יש לוח בקרה בלחיצת כפתור ומכשור המאפשר לשלוט על פעולת המכונה שהחשמלאי שלה ממוקם בארון החשמל 14 .
המכונה מצוידת בגררת הזנה 6 , שבו מחובר גזע ST. בעת הקידוח, הגבעול נתמך על ידי משענת גזע 5 . לכרכרה יש תנועות עבודה ומואצות מתיבת ההזנה 7 . ההזנות גם משתנות ללא שלב (מ-5 ל-3000 מ"מ/דקה), והתנועות המהירות של הכרכרה (עם גזע ומקדחה) נעשות במהירות של 5000 מ"מ/דקה.
הכרכרה מיועדת להתקין או מחזיק גבעול או ראש גבעול מיוחד במהירות גבוהה עם כונן סיבוב גבעול עם מהירות ציר מתכווננת עד 2000 דקות 1 . זה מאפשר למכונה לבצע תהליך של קידוח עמוק עם סיבוב נגדי של הכלי, הכרחי בעת קידוח חורים בקוטר קטן בחלקי עבודה גדולים.
(יש לציין שבמספר עיצובי מכונות, הכרכרה ותיבת ההזנה משולבים ליחידה אחת - עגלת הזנת הכלים, המספקת הן את הזנת הכלים ובמידת הצורך גם את סיבובו).
לקצה האחורי של תושבת מחזיק הגבעול הממוקמת בגררה 6 , ברך מוזרה מחוברת 10 להסרה לאספן השבבים 9 נוזלים וצ'יפס. עם רשת למעלה, אספן שבבים 9 מפריד בין צ'יפס גדול לנוזל.
אספן שבבים 9 נע לאורך המדריכים של הטנק - טנק 8 עבור נוזל קירור, הממוקם בחלק האחורי של המסגרת וממוקם מתחת למפלס הרצפה. מיכל נוזל הקירור במכונות יכול להיות קיבולת גדולהומכילים עד 6...8 מ"ר נוזל קירור, התורם לתהליך הקירור הטבעי של נוזל הקירור לאחר מעברו במחזורו. זה נחשב חובה להיות בעל קיבולת מיכל נוזל קירור של לפחות פי עשרה מהזרימה המקסימלית של נוזל קירור קידוח לדקה. כך, למשל, אם קצב הזרימה המקסימלי האפשרי בעת קידוח במכונה הוא 300 ליטר / דקה, הקיבולת של מיכל נוזל הקירור צריכה להיות לפחות 3 מ"ר.
המכונה חייבת להיות מצוידת בקולט - בור 12 , שאליו נכנס נוזל קירור מזוהם ממיכל קולט השבבים. נוזל הקירור מקורר בקולט הבור, ולבסוף מנקים מחלקיקים קטנים מסננים שונים, כולל מפרידים מגנטיים, ומתמזג דרך הצינור לתוך המיכל הראשי.
למכונה מערכת הידראולית חזקה 13 (מוצג בתנאי), המורכב ממשאבות עם כוננים, שסתומי בטיחותוהתקני שליטה. בגרסה האמיתית, משאבות נוזל הקירור ממוקמות כטבולות באזור מיכל נוזל הקירור, מה שהופך את המכונה להרבה יותר קומפקטית. במספר עיצובים מותקנות באזור המיכל גם מערכות ניקוי נוזל קירור.
במהלך פעולת המכונה, נוזל הקירור מהמשאבות מסופק למקלט השמן בלחץ המתאים ובקצב הזרימה הנדרש. בעת שימוש במכונה לעיבוד חורים במגוון רחב של קטרים, על מערכת המשאבה להיות מסוגלת לספק נוזל קירור בלחצים של עד 10 MPa ובקצבי זרימה של עד 300 ליטר לדקה.
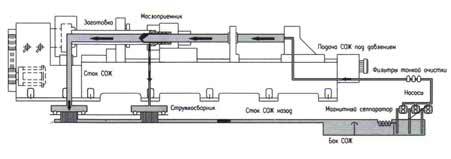
מחרטה עם חור עמוק עיצוב פשוט ( אורז. 5) מאפשר לבצע קידוחים עמוקים וקידוחים מבלי לסובב את הכלי. בדרך כלל, למכונות מסוג זה יש גובה מרכזי של לא יותר מ-300 מ"מ ומאפשרות קידוח חורים בקוטר של עד 40 ... 50 מ"מ בחלקים באורך של עד 3000 מ"מ.
על ציר ה-headstock 12 מחסנית קבועה - סיר 13 עם חלונות רדיאליים. דרך חלונות אלו, לאחר קידוח או שעמום, ניתן לנתק את הכלי מהגבעול כדי לא להוציא את הכלי דרך החור המעובד הפוך.
חלק להתקנה 1 החרוט של החלק הקדמי מרוכז מראש בתותב מקלט השמן 5 , אז זה מאומת (לאורך הצוואר A על החלק) במחסנית - סיר 13 (על ידי הזזת המצלמות) והוא מותקן במחסנית - סיר 13 את אגרופיו. מקלט שמן 5 מותקן בעמוד המדריך הקדמי 6 . על ידי הזזת המתלה, מקלט השמן מובא אל החלק כדי לקבע אותו וליצור מגע הדוק בין שרוול ההובלה של מקלט השמן לקונוס של החלק כאשר החלק מותקן. ואז לצוואר 4 הפרטים מובאים במצלמות מנוחה יציבה 3 .
גֶזַע 7 עם מקדחה 2 קבוע בכרכרה 8 , שתנועתו מתבצעת מהבורג העופרת המגיע מהראש.
כאשר המכונה פועלת נוזל קירור מהמשאבה 11 מוזנת דרך הצינור למקלט השמן 5 ובהמשך לאורך הפער בין הגבעול לחור לתוך אזור החיתוך. יתר על כן, דרך החור בגבעול, נוזל הקירור עם השבבים נכנס לאספן השבבים 9 , שבו שבבים מופרדים מנוזל הקירור ומנקזים לתוך המיכל 10 . ניתן להציב במיכל מערכות לניקוי יסודי יותר של נוזל הקירור מתכלילים מוצקים. ככלל, במכונות מסוג זה, כל מערכת השאיבה, כולל מיכל נוזל הקירור והמשאבות, ממוקמת מתחת למפלס הרצפה. מכיוון שניתן לקדוח חורים בקוטר קטן במכונה הנתונה, מערכת השאיבה חייבת להבטיח אספקת נוזל קירור בלחץ של לפחות 10 MPa בקצבי זרימה של עד 100 ליטר לדקה.
מכונות קידוח אקדח
בנוי לפי תכנית כללית, למרות שהפריסה הכללית שלהם יכולה להיות אופקית, אנכית, נוטה ו סוגים שונים- סיבוב או לפי סוג הקידוח של חומר עבודה קבוע. במקרה זה, דפוסי תנועה שונים אפשריים: חומר עבודה נייח - מקדחה מסתובבת, חומר עבודה מסתובב - מקדחה לא מסתובבת, וסיבוב נגדי של חומר העבודה והמקדחה. באופן טבעי, ההזנה מחוברת לרוב למכשיר.
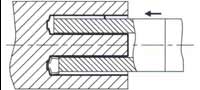
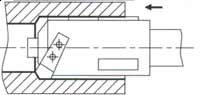
בתרשים לעיל ( אורז. 6, א) ריק 1 קבוע בין שני תותבים 10 . תותב מנחה נלחץ לקצה החיצוני של חומר העבודה 9 קבוע במחזיק מיוחד 8 . השרוול מספק את הכיוון הראשוני של המקדחה 2 כאשר חותכים אותו. גֶזַע 3 שוק מקדחה 4 קבוע בציר 5 ממוקם בגרסת ההזנה. בעת הקידוח, הכרכרה מקבלת הזנה, והמקדחה מקבלת סיבוב. ניתן להשתמש בשרוולים לתמיכה בגבעול במערכת. 6 ממוקם במנחים ובמתלה הקדמי. טבעת איטום 7 ממוקם במחזיק 11 עמוד קדמי, מונע יציאת נוזל קירור עם שבבים מעבר לאספן השבבים בעמוד הקדמי.
ערכת קידוח אקדח ( אורז. 6ב) מספקת אספקת נוזל קירור לתוך החור של הגבעול, והסרה של שבבים מבחוץ - לאורך החריץ של הגבעול.
קידוח מפלט
(ראה RITM, 2009, מס' 9, עמ' 1114), ככלל, משמש על מכונות אוניברסליות. תרשים של התאמה אפשרית של מחרטה לקידוח מפלט (טכנולוגיית DTS) מוצג ב אורז. 7.
על הקליפר 7 כלי מכונה מוצב 5 כדי לאבטח את חומר העבודה 6 . באותו מכשיר מניחים גם שרוול מוליך. 4 . כלי מפלט 3 קבוע במחבת הציר 1 מחרטה, מספקת אספקת נוזל קירור לכלי מסתובב והסרת שבבים לתוך אספן שבבים. בעת הקידוח, הכלי מקבל סיבוב מציר המכונה, וחתיכת העבודה מוזנת יחד עם הקליפר. תחנת המשאבה וצינורות נוזל הקירור אינם מוצגים בתרשים. בעת מודרניזציה והתאמת המכונה, יש צורך למקם תותב מוליך 4 במתקן 5 בכיוון הציר שלו כך שבין קצה חומר העבודה 6 ולתותב היה פער של לא יותר מ-1 מ"מ. עם הערכים שצוינו של הפער ואורך השרוול, מסופקים תנאים נוחים למחזור נוזל הקירור ואפקט הפליטה.
חשוב גם להבטיח את יישור החור פנימה תוֹתַב מֵסַבוחורים בצ'אק עבור הצינור החיצוני של הכלי.
תלוי בקוטר הקידוח תחנת שאיבהחייב לספק נוזל קירור עם פרמטרים מסוימים.
לפי מידת האוטומציה
מכונות קידוח חורים עמוקים ניתן לחלק בעיקר לשלוש קבוצות;
מכונות עם מחזור עבודה אוטומטי;
מכונות עם אוטומציה חלקית של העיבוד או בקרת התהליך;
מכונות ללא התקני אוטומציה.
נכון לעכשיו, הקבוצה השנייה של מכונות נמצאת בשימוש הנפוץ ביותר. קבוצה זו כוללת כלי מכונות בעלי אמצעי בטיחות הפעלה אוטומטיים, בעיקר להגנה מפני עומס יתר, חימום יתר של הנוזל, לניקוי הנוזל ממוצקים וקירור הנוזל וכו'.
ייצור מכונות לקידוח עמוק
ולמסור אותם ל השוק הרוסיהן מפעלים מקומיים והן חברות זרות מעורבים.
LLC "מפעל כלי מכונות ריאזאן"
- היצרן המקומי העיקרי של מכונות לקידוח עמוק ולשעמום. כל דגמי המכונות נפגשים רמה גבוההעל ידי ציוד קונסטרוקטיבי ועל ידי רמת האוטומציה של מרכיבי תהליכי בקרה. מכונות זמינות במספר צורות עיצוב:
מסתובב, מסתובב, גוף.
בהתאם לדגם, המכונות יכולות לבצע קידוחים עמוקים בטכנולוגיית STS (BTA), טכנולוגיית ELB (קידוח אקדח), קידוח מפלט (טכנולוגיית DTS) וקידוח עם כלי צינור אחד עם אספקת נוזל קירור פנימית. מכונות מוצגות לעיבוד חלקים בטווח גדול למדי של אורכים וקטרים של חורים מעובדים.
JSC "מפעל כלי מכונות של Melitopol על שמו. 23 באוקטובר"
(אוקראינה ) . מוצגים מכונות שעובדות על פי ערכת קידוח האקדח: מוד חצי אוטומטי עם ציר יחיד. GS750, GS1100, GS3500; ציר יחיד חצי אוטומטי מוד. MG53GV.700; מוד דופלקס חצי אוטומטי. 2GV600. קוטר קידוח עד 10 מ"מ, עומק קידוח עד 600 מ"מ. הקוטר המרבי של חומר העבודה המותקן הוא 250 מ"מ.
חברת Vnesh Komplekt
(אוקראינה) מציגה מכונת קידוח עמוק מדגם 2GV - 600. הקידוח מתבצע עם מקדחי אקדח בקוטר של 7 עד 10 מ"מ עם עומק קידוח מרבי של 600 מ"מ (
קידוח עמוק - נוף עיבוד שבבימתכות על ידי חיתוך חורים עם כלי מסתובב. קידוח עמוק - עומק החור חייב להיות יותר מ-10 ס"מ, או מימד עמוק מ-5 קטרים מקוריים (5*ד).
קיימות מספר שיטות לקידוח עמוק:
- שיטת STS (קידוח פיר בודד) - שיטה זו מתאימה ביותר לעיבוד חלקים בייצור בנפח גבוה או המוני. המורכבות של התהליך טמונה בעובדה שנדרש להשתמש במקלט שמן עם צינורות אספקה רבים, בזמן שחומר העבודה מסתובב. מערכת המוט הבודד נחשבת ליעילה ביותר לייצור חורים באיכות גבוהה;
- קידוח מפלט (Ejector) - טכנולוגיית מפלט של קידוח עמוק, המשמשת להשגת חורים בקוטר של 18 עד 180 מ"מ (עד 250 מ"מ - בעת קידוח). נוזל סיכה מסופק למרווח שביניהם צינור חיצוניוצינור פנימי (שיטת שני צינורות - DTS, Double Tube System). נוזל הקירור נכנס מבחוץ של ראש הקידוח, שוטף אותו ונפלט יחד עם השבבים לתוך פנימית. שיטת המפלט מתאימה לביצוע חורים d=20-60 מ"מ. ועומק של עד 1200 מ"מ, לא כולל חורים לסירוגין.
- מערכת קידוח עם מקדחי אקדח או צינור להב עם נוזל חיתוך פנימי (ELB) - שיטה זו מתאימה למפעלים קטנים שבהם הטכנולוגיה דורשת להשיג חורים עמוקים בקוטר קטן. דוב מומלץ = 35-40 מ"מ, עד 50 * ד. בְּ השיטה הזאתאין צורך לבצע פעולות כגון גזירה וריזור.
מכונות קידוח עמוק מוצאות את היישום שלהן במגוון רחב של תעשיות, לרבות: תעשייה ביטחונית, תעשיית רכב, תעשיית נפט וגז, אנרגיה, ייצור צילינדרים הידראוליים, הנדסה כבדה.
מכונות קידוח עמוק משמשות כמעט בכל תעשייה הנדסית: בייצור מכוניות וטרקטורים, כלי נהר וימי, בייצור מכשירים.
רוב חלקי החורים העמוקים עשויים מיציקות, כיפוף וריתוך לאחר מכן לצינורות, גלגול וכו', כלומר. טכנולוגיות פרודוקטיביות יותר.
מכונת קידוח חורים עמוקים מסוג מחרטה מכונת קידוח חורים עמוקים מסוג מסתובב מכונת קידוח חורים עמוקים רב-צירים
ציוד לקידוח חורים עמוקים
דרישות ספציפיות קפדניות מוטלות על קבוצת ציוד זו:
- הם חייבים להיות מסוגלים לשנות ולהתקין במהירות חלקי עבודה;
- הסרת שבבים חייבת להתבצע ללא עצירה;
- חייב להיות בעל יכולת יעילה לקרר ולנקות את נוזל הקירור;
- חייב להיות בטוח לאנשי הצוות.
מכונות קידוח עמוק מחולקות למספר סוגים, אותם נשקול להלן.
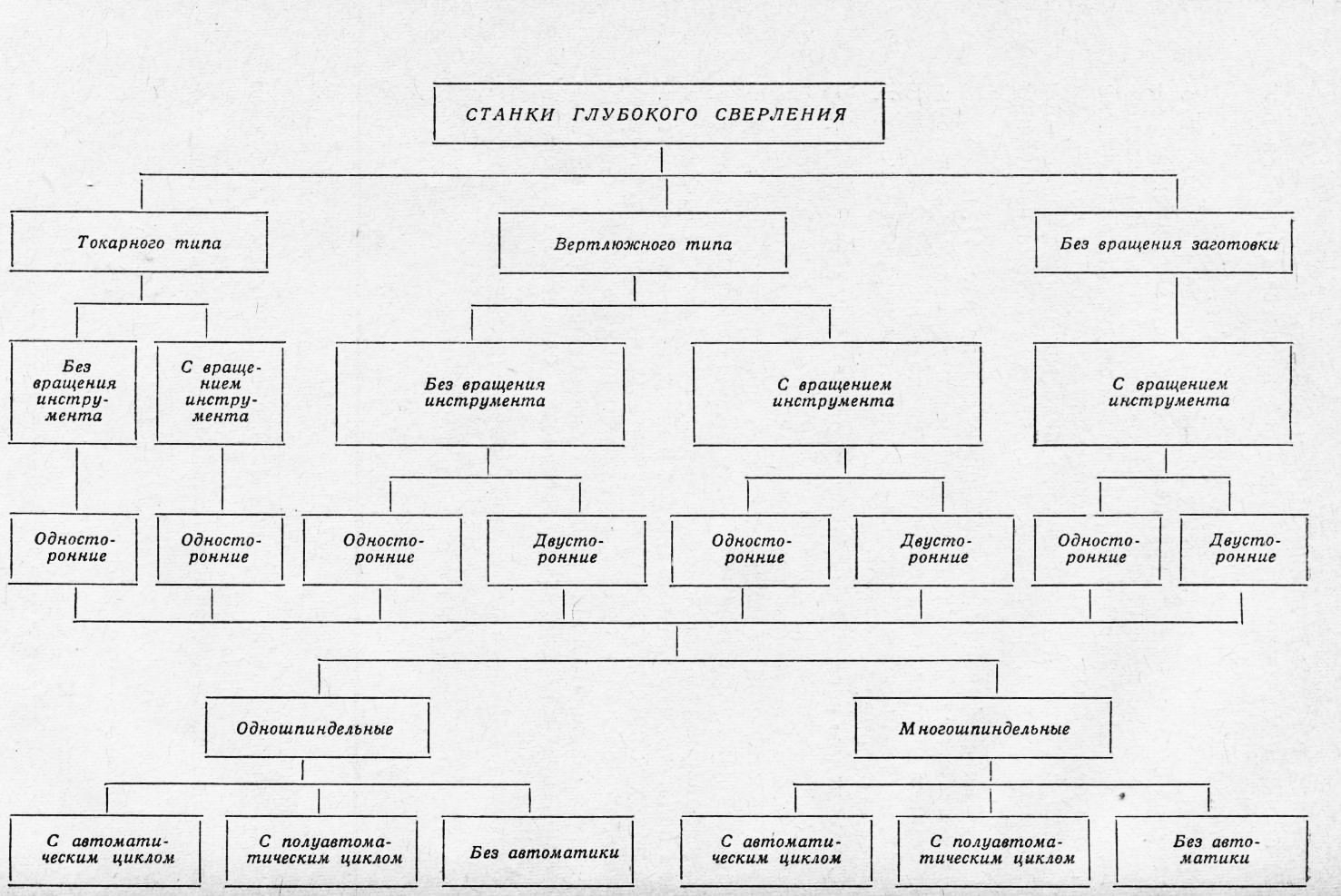
סיווג מכונות קידוח חורים עמוקים
הסוג הראשון הוא סיבוב. הם מאפשרים עיבוד גופי מהפכה שעובדו בעבר על ציוד אחר. על ידי לְעַצֵב Headstock דומים מחרטות קלאסיות.
חומר העבודה מקובע בצ'אק המותקן על ציר, מה שנותן לו סיבוב מהיר. הקצה הנגדי של החלק מותקן במנוחה היציבה (תמיכת מרכז), אם השבבים מוסרים מבחוץ, נתמך על ידי מקלט שמן - מכשיר מיוחד, שנועד לספק נוזל קירור לאזור החיתוך, וגם לבצע מספר פונקציות אם מתרחשת הסרת שבב פנימי. הגבעול עם המקדחה מותקן במלאי הגבעול או בעמוד הקליפר. מבחינת הקומפקטיות, הם נחותים רק ממכונות מסוג מסתובב.
החיסרון הוא היעדר האפשרות לקידוח דו צדדי בו זמנית.
במכונות מסוג מסתובב, קצה אחד של חומר העבודה קבוע בתוך ציר חלול עם מהירויות סיבוב נמוכות. במכונות מסתובבות, חומר העבודה וכלי החיתוך מסתובבים בו זמנית. הם תופסים הכי פחות מקום בחנות, כלומר. הם קומפקטיים. במונחים של צריכת חשמל, הם תופסים מיקום ממוצע ביחס מחרטות ומכונות ללא סיבוב של חומר העבודה.
מסתובב - ציר חלול בעל ממדים רוחביים גדולים.
הצמתים העיקריים דומים לצמתים של מחרטות. בחלק מהדגמים, לציר יש 2 צ'אקים להתקנת חלקים.
מכונות מסוג זה משמשות לקידוח חורים עמוקים בחלקי עבודה הרגישים למהירויות גבוהות: בעלות אקסצנטריות - ציר החור מוסט ביחס לציר הראשי וכן חלקים שאינם מאוזנים או כבדים.
רצוי להשתמש בקידוח דו צדדי רק בייצור מספר גדולפרטים, כלומר. באופן מסיבי, עם חורים ארוכים מאוד מבלי להטיל דרישות גבוהות על דיוק חורים, קידוח חומרים קשים לעיבוד או שני חורים עיוורים קואקסיאליים.
החיסרון של השיטה הוא הצורך בנוכחות בו זמנית של מקדחות ימין ושמאל.
לעיבוד שני חורים מקבילים או יותר, משתמשים במכונות ללא חלקי עבודה מסתובבים. הקידוח יכול להתבצע על ידי ראש גזע, שזז ביחס לחומר עבודה קבוע, או שהחלק מותקן על שולחן בעל יכולת תנועה לאורך. מבחינת צריכת החשמל, המכונות הן החסכוניות ביותר. החיסרון של סוג זה של ציוד הוא באיכות ירודה של קידוח.
על פי מידת האוטומציה, ניתן לסווג מכונות לשלוש קבוצות:
- מכונות אוטומטיות;
- חצי אוטומטי - הם הנפוצים ביותר;
- מדריך ל.
תהליך ושיטות קידוח עמוק
קידוח עמוק משמש רק כאשר יש צורך להשיג חור ברמת דיוק ואיכות מסוימת, ושיטה זו תהיה הטובה ביותר מבחינת ביצועים.
בעת קידוח חורים עמוקים, הבעיה העיקרית מתעוררת - הסרת שבבים ונוזל חיתוך, לכן, הסרה מתמדת של שבבים נאלצת על ידי אספקת נוזל קירור או אוויר דחוס בלחץ.
קידוח עמוק יכול להתבצע בשתי דרכים:
- מוצק - חור חלול הוא קדח לתוך החלק (קידוח מסורתי);
- טבעתי - חלק מהחומר קודחים לתוך החלק בצורה של טבעת כך שנשאר מוט בפנים. אם החור עובר, אז המוט מופרד מהחלק, אם הוא חירש, המוט מוסר בשיטות מיוחדות.
שיטה זו משמשת כאשר יש צורך בעיבוד חורים שאורכם יותר מ-80 קוטר קידוח.
אם אתה מוצא שגיאה, אנא סמן קטע טקסט ולחץ Ctrl+Enter.
כדי להבטיח איכות ופרודוקטיביות גבוהים בעיבוד חורים עמוקים, נדרשת מכונה מיוחדת מודרנית, בעלת ביצועים גבוהים ואמינה.
מכונות לעיבוד חורים עמוקים המיוצרים על ידי Ryazan Machine Tool Plant עומדים בדרישות אלו.
פותחו בהתבסס על מגוון משימות מעשיות מכונות מיוחדותגדלים סטנדרטיים שונים ובעיצובים שונים.
הטפסים הבאים עשויים לחול:
טופס מבנה מס' 1 (מכונת מחרטה):
איתור מוצר מסתובב במשבצת הראש ובמשענות הרולר. הגבעול עם הכלי המותקן מחובר למלאי הגבעול. עיבוד חורים נעשה עם כלי שאינו מסתובב.

טופס מבנה מס' 2 (מכונת מחרטה):
איתור מוצר מסתובב במשבצת הראש ובמשענות הרולר. בהתאם לצרכים הטכנולוגיים, ניתן לבצע עיבוד עם מוצר מסתובב עם כלי לא מסתובב וגם עם כלי מסתובב.

טופס מבנה מס' 3 (מכונה מסתובבת):
איתור מוצר מסתובב במשבצות הראש ובמשענות הגליל. פני הקצה של תכשירים חלולים נגישים בקלות למדידות, החלפת כלים; עבודה בשיטת "משעמם לצייר". עיבוד שבבי מתבצע עם כלי שאינו מסתובב.
טופס מבנה מס' 4 (מכונה מסתובבת):
איתור מוצר מסתובב במשבצות הראש ובמשענות הגליל. ניתן לבצע עיבוד עם מוצר מסתובב ככלי שאינו מסתובב ומסתובב.

טופס מבנה מס' 5 (מכונה לביצוע תיק):ביסוס מוצר שאינו מסתובב בגופים. עיבוד חורים נעשה עם כלי מסתובב.
שיטות עיבוד יעילות להשגת איכות גבוהה.
עיבוד חורים עמוקים בדיוק רב ואיכות פני השטח נחשבת לפעולה טכנולוגית קשה. נעשה שימוש בשיטות עיבוד מיוחדות העומדות בדרישות הגבוהות לאיכות העיבוד ויכולות להפחית משמעותית את הזמן הטכנולוגי.
שיטות עיבוד:
קידוח בחומר מוצק: זה שונה בכך שכל החומר הקדח מוסר בצורה של שבבים. קוטר קידוח 40 ... 125 מ"מ. |
|
קידוח חורים: |
|
מְשַׁעֲמֵם: |
|
משוך משעמם: |
|
גִלגוּל: |
|


קידוח איכותי אפשרי רק עם הסרת שבבים מתמשכת מאזור החיתוך. בנוסף, לטמפרטורת החיתוך יש השפעה משמעותית על חיי הכלי. שני הגורמים דורשים יחידת קירור בעלת ביצועים גבוהים עם מיכל גדול ויחידת משאבה חזקה.
בעת הקידוח, המכונה פועלת עם אספקת נוזל קירור חיצונית והסרה פנימית של שבבים, נוזל קירור מסופק בין המוט המשעמם לדופן החומר ללהב הכלי. הוצאת התערובת מנוזל הקירור והשבבים מתבצעת דרך החלל הפנימי של המוט. כך, מגע בין המשטח המעובד לשבבים מתבטל, מה שתורם לקבלת משטח טוב יותר:
כאשר משעמם, השיטה עם הסרת שבבים חיצוניים נמצאת בשימוש נרחב, שעבורה משמש חור בחומר שהושג בפעולות קודמות. נוזל הקירור, יחד עם השבבים, מוזרם לאספן השבבים. דרך מקלט השבבים, נוזל הקירור חוזר למאגר המשותף ובכך מסתיים המחזור:
בקשה בכתב לרכישת מכונה ניתן להשאיר באתר במדור
קנה מכונות לקידוח עמוק ולשעמום, מכונות משעממותייצור מפעל המכונה Ryazan אפשרי רק מהנציגים הרשמיים של RSZ. פרטי התקשרות בדפים:
כל קבוצות המכונות RSZ










איך לבשל בשר חזיר בתנור בבית
כאב בבטן התחתונה במהלך ההריון, סיבות מה לעשות האם הבטן התחתונה יכולה לכאוב בהריון
חלבון לעלייה בשריר
הויטמינים הטובים ביותר לגברים על פי ביקורות לקוחות
איך לרדת במשקל בתזונה טבעונית?