סעיף 3 מערכות בקרה ציוד טכנולוגי
נושא 3.1 סיווג מערכות בקרת ציוד
1. מגוון מערכות בקרה לציוד טכנולוגי
2. תכונות ומאפיינים של מערכות בקרה
3. מבנה מערכות בקרת ציוד
1.לִשְׁלוֹט - זוהי השפעה תכליתית על כל אובייקט או תהליך מתמשך על מנת לשנות באופן איכותי או כמותי את הפרמטרים ולהשיג מטרות מסוימות.
תוכנה או תוכנה - הגדרה, סוגים, שימושים
זהו מונח המשמש בתחום הטכני כדי להגדיר את יישומי המחשב המשמשים לשליטה וניטור של כל מערכת אלקטרונית. על שפה אנגליתמונח זה משמש בדרך כלל עבור כל תוכנת מחשבבכל אזור.
מערכת הפעלה היא קטגוריה של תוכנה המספקת תכונות ליבה ושירותים רבים ליישומי IT של משתמשים. מערכת ההפעלה היא ממשק המשתמש בין המשתמש לבין מערכת אלקטרוניתשבו הוא שולט.
כל ניהול של אובייקט טכנולוגי כולל את המרכיבים הבאים:
איסוף מידע ראשוני על האובייקט המנוהל (מידע על המוצר, הציוד ושיטות העיבוד שנרשמו ב-UE), מידע משני (מידע שהושג במהלך הניהול)
עיבוד המידע שהתקבל (ביצוע החישובים הדרושים, ניתוח נתונים, בדיקת תנאים וכו');
מערכת ההפעלה מאפשרת לכתוב ולקרוא מידע מאמצעי האחסון, לשלוח ולקבל מידע באמצעות ממשקי רשת, גישה למצלמות וידאו צמודות, הדפסת מסמכים וכו'. תוכנה היא תוכנה שדורשת שימוש מערכת הפעלה. התוכנה לא יכולה לגשת ישירות לחומרה, אלא רק דרך הפונקציות שמספקות מערכת ההפעלה.
§2.4. יצירת קובץ קידוח שיישלח למיקרו-בקר
יישומי תוכנה יכולים להיות גיליונות אלקטרוניים או תוכנות לעריכת טקסט, עריכת וידאו, השמעת מדיה, גלישה באינטרנט, טכנולוגיית שליטה תהליכים טכנולוגיים. תקנון האתר: ניתן להשתמש בתוכן האתר, ללא קשר למקום בו הוא נמצא באתר, וללא קשר לסוגו, לשימוש אישי בלבד.
מסקנות וקבלת החלטות נדרשות;
מתן פעולות בקרה.
CNCמיישם את כל הרכיבים בצורה מלאה ויעילה ביותר שליטה אוטומטית. CNC מעניק גמישות לציוד טכנולוגי, מאחר ושינוי המבנה שלו לסוג חדש של תהליך טכנולוגי, המוצרים מסתכמים בהגדרה מחדש של הציוד וטעינת ה-CNC בתוכניות בקרה חדשות עם החלפת פרמטרים חדשים במערכי נתונים.
כל שימוש בתכנים המתפרסמים באתר על ידי צדדים שלישיים למטרות שאינן שימוש אישי יכול להיעשות רק בהסכמה מראש ובכתב של האתר. חל איסור להעתיק, לחלץ, לשכפל, לפרסם, לשדר, למכור, בחלקו, במלואו או לשנות את התוכן של אתר זה או כל חלק ממנו, שנעשה למטרות שאינן שימוש אישי, למעט החריגים הבאים.
איזו תוכנת תצוגה דיגיטלית הכי מתאימה לעסק שלי?
מותר לשכפל שברי מאמרים שפורסמו ללא אישור האתר. . אתה עומד לחפור לתוך עולם הצגים הדיגיטליים. אתה מודע ליתרונות שלך ואתה מתכוון להשתמש בהם. השלב הבא הוא בחירת תוכנת התצוגה הדיגיטלית המשומשת, בעלת הערך והעדכנית ביותר.
סיווג STO.
לפי מבנה:שלב בודד ושני שלב.
1. חד-שלבי - במרכז הבקרה המרכזי (CDP) יש קווי תקשורת ישירים וערוצי טלמכניקה עם כל מתקני הייצור והמתחמים.
2. דו-שלבי - התקשורת מתבצעת באמצעות נקודות ביניים (של מפעיל או שלוח).
§1.1. ציוד עם בקרה מספרית. מטרות, פונקציות, פתרונות ומודלים קיימים
הגדלת מספר הדיגיטליים פרסום חוצותיוצר תכונות תוכנה ידידותיות יותר למשתמש. תזדקק לחומרה המתאימה לצרכים שלך, בהתאם לתצוגה הדיגיטלית שתבחר. בקיצור, התוכנה שתבחר תהיה הגורם המכריע בדיווח שלך למשתמשים. המסר שלך חייב להיות אפקטיבי אחרת מסע הפרסום הדיגיטלי שלך ייכשל.
לפי אופי השימוש:
1. להתערבות מהירה במהלך התהליך;
2. לשפר את ארגון הניהול;
3. ליצור תוכניות ועיצובים חדשים, לשפר מכונות ומתחמים.
לפי מידת הריכוזיות:
1. מרוכז (המאופיינת בנוכחות במערכת של מנגנון פיקוד יחיד, שבעזרתו מתבצעת פעולת הבקרה על גופי העבודה של המכונה, הקובעים את הרצף הנדרש, המהירות, ההזנה, כמות התנועה. )
בואו נסתכל באילו תכונות ופונקציות אתה צריך להשתמש כדי לעבוד עם תצוגה דיגיטלית כדי לקבל החלטה חכמה לקנות אותה. האם תצליחו לתרגם תמונות, תמונות ותוכן אחר באיכות גבוהה למסך? אם ברצונך לספק תוכן לקהל מסוים בנקודת זמן מסוימת, על ספק התוכנה להגדיר יכולות תזמון לקוח במוצר כדי להציג תוכן ספציפי על סמך נתונים נכנסים.
אם מזג האוויר קר או רטוב, התפריט מגיב ברוטב צ'ילי חריף או קפה. אחרת, כאשר השדה הוא 30 מעלות, התפריט עשוי להציג תכולה של משקאות קרים או שמנת קפואה. תוכנת תצוגה דיגיטלית בהתאמה אישית יכולה לשפר מאוד את האפקטיביות של כל קמפיין שיווק דיגיטלי בהתאם לצרכי הלקוח.
יתרונות- קומפקטיות, אורך קצר של קווי תקשורת.
פגמים- עלויות משמעותיות לציוד מחדש עקב שינויים בתכנון מנגנון הפיקוד.
דוגמה: גל ארכובה של מחרטת צריח;
2. מבוזרת (מאפיינת בהיעדר מכשיר פיקוד, פעולת הבקרה נוצרת על ידי כל גוף עובד בנפרד, באמצעות עצירות ומתגי גבול). כל הפעולות במערכות כאלה מבוצעות ברצף.
אותם רעיונות חלים על קמעונאות. המערכת גם שולטת בסוגי המוצרים המבוקשים בעונה המשתנה. ענקית הקמעונאות עובדת עם מזג אוויר ומכירות בחנויות בתגובה למכירות ברמת החנות ולפרסום דיגיטלי מקומי.
אם צפוי אזור מסוים גֶשֶׁם כָּבֵד, מוצעות שמשיות. אם צפוי שלג, מסופקות מחרשות שלג. אם צרכי הלקוחות שלך משתנים כמו אוויר, אפשרויות תכנון סחר הן חובה עבור התוכנה שתבחר.
יתרונות- האפשרות לארגן ניהול של מספר לא מבוטל של חפצים; הדרה של אותות עוקבים במקרה של כישלון של הקודמים, חריגה מהירה.
פגמים -אורך גדול של קווי תקשורת (עלייה בשגיאה), עקב התאמה והתקנה מחדש של העצירות, השקעה משמעותית של זמן.
אומרים שהפרמטרים מאוד חשובים. בתחום הצגים הדיגיטליים זה נכון. אם אתה משתמש בתוכנה מצוינת, אבל הרשת שמשדרת אותה חלשה, היא מאבדת את המשמעות שלה. הרשת המשמשת את התוכנה שלך חייבת לספק נתוני משתמש ללא כל אי נוחות.
נתונים שהוקצו מצביעים על כך שהתוכן שלך הוצג לקהל הנכון בזמן הנכון עם דרישות רכישה ספציפיות עתידיות. נדבר על זה מאוחר יותר. כעת נסתכל על הגדרות הרשת והמצגת.
דוגמה: קומפלקס רובוטי (RTK) של כונן הסרוו.
עבור בקרת תנועה:
1. נסיעה (בקרת מיקום באמצעות מתגי נסיעה, עצירות, מצלמות);
2. פיקוד (בקרת זמן בעזרת מכשירי פיקוד ו-PMK);
לפי סוג תוכנה:סרטים ודיסקים מגנטיים; כרטיסי אגרוף וסרטי אגרוף; LAN - רשתות מחשבים מקומיות; מכונות צילום ותבניות; מצלמות וגלגלי תנופה.
מדוע מצגת כל כך חשובה: רוב המודעות הדיגיטליות כיום אינן בשימוש במסכים גדולים. טלפונים ניידים הופכים לחלק בלתי נפרד מהזהות שלנו, ומסעות פרסום דיגיטליים משתמשים בנתונים ממסכים דיגיטליים לסמארטפונים.
בעת יצירת קמפיין ממוקד מוצר, עליו להגיע ללקוחות של אותם מוצרים היכן שהם נמצאים. כי שני שלישים מהאמריקאים משתמשים טלפונים ניידים, משתמשים יכולים לגשת בכל עת. מכיוון שלא רצה לקבל שביתה של מיליארד דולר, הסוחר הציע הודעות "מיוחדות" שנשלחו ללקוחות בסמארטפונים. ללקוחות הוצע מחיר מיוחד בעת קניות ואיסוף פריטים בחנות.
לפי בסיס אלמנט: חשמלי; מֵכָנִי; הידראולי ופנאומטי.
2. משימות ה-STO: 1) הבטחת הפעולות הנדרשות של מנגנוני ביצוע.
2) הבטחת המצבים שצוינו.
3) הבטחת הפרמטרים הנדרשים של מתקן הייצור.
4) יישום פרמטרים עזר.
דרישות.
עם זאת, ב-80% מהמקרים הסחורה הייתה בחנויות אחרות. על ידי מתן אפשרויות משלוח מחנויות אחרות, מספר המכירות גדל באופן משמעותי. אם אתה משתמש ברשת נתונים מאובטחת ואמינה, הצרכנים יודעים שמציעים ללקוחות שלהם ההזדמנויות הטובות ביותרבזמן הנכון ובמקום הנכון.
תצוגות דיגיטליות צריכות להיות יותר מסתם קמפיין שיווקי עצמאי שבדרך כלל משנה תמונות וטקסט. לפני 30 שנה זה היה נורמלי ליצור מסכים דיגיטליים. יש עוד הרבה אפשרויות זמינות. בין אם אתה רוצה להשתמש בעדכונים של מדיה חברתית, במדיה אינטראקטיבית או במסכי מגע, אתה צריך תוכנה עם הגדרות מתקדמות. היכולת של התוכנה להשתלב עם ספקי נתונים של צד שלישי חשובה מאוד.
1) הבטחת ניידות גבוהה.
2) הבטחת יישום משימות תפקוד מורכבות.
3) עיצוב פשוט ובעלות נמוכה.
4) הזדמנות שלט רחוק.
5) אפשרות לוויסות עצמי.
צוותי STO.
טכנולוגי - מסופק על ידי התהליך הטכני.
מחזורית - שינוי פרמטרים, כלי, נוזל קירור, הפוך.
דמיינו תוכנה שמאפשרת ללקוחות שלכם "להרגיש" את העוצמה של צגים דיגיטליים. ההחלטה התקבלה להשתמש בחיישנים המגיבים לרכבת הקרובה בתצוגה דיגיטלית על רציף המטרו של שטוקהולם. כשהתקרבה הרכבת לרציף, הופעלו החיישנים על המסך ותמונת האישה הדיגיטלית התחדשה, שערה מסנוור.
השיער מפוצץ והמוח שלך מגיב אליו. חשוב על שירות לקוחות כשאתה מחליט באיזו תוכנה לבחור. סביר להניח שתקבלו שאלות רבות הדורשות תשובות והסברים מדוקדקים. חברות מסוימות מספקות ללקוחות שלהן שאלון בן שלושה עמודים כדי להבין טוב יותר על מה הקמפיין השיווקי שלהם.
שירות - מבוצע באמצעות פעולות לוגיות.
סיווג מערכות, לפי אופי המידע שנרשם על גבי התוכנית;מערכות רציפות, בדידות ובדידות-רציפות.
במערכות רציפות, התוכנית מוקלטת באופן רציף. אם נעשה שימוש במערכת אפנון פאזה, אז התוכנית מיוצגת על ידי מתח סינוסואידי, שהפאזה שלו פרופורציונלית לתנועות המתוכנתות; במערכות עם אפנון משרעת, התזוזות פרופורציונליות לאמפליטודה של מתח זה.
השאלון יעזור לכם להחליט מה מצפה הקונה מתצוגה דיגיטלית. ברגע שזה נקבע, הספקים עשויים להמליץ ציוד הכרחיותוכנה. זה שירות לקוחות. רוב החברות או הארגונים לא מבינים את התהליך עצמו כאשר מחפשים טכנולוגיות דיגיטליות או ספקי תוכנה, לכן חשוב למצוא חברה שתיתן לכם זמן ותעזור לכם להבין את התהליכים.
ישנם שני סוגים של תוכנות דיגיטליות זמינות עבורך: - תוכנת מסך דיגיטלי מבוסס ענן - תוכנת מסך דיגיטלי בחדר. מספק הבחנה בין השניים: העננים המשמשים את תוכנת התצוגה הדיגיטלית הם פתרון בלתי נראה. כל המידע שלך מאוחסן בענן.
טבלה 1 - דוגמאות ליישום ה-SMS
| יִעוּד | הַגדָרָה |
|
| מערכות מעקב (מחזור, העתקה) |
||
| בקרת תוכנה מספרית בהתאם לתוכנית שצוינה בצורה מקודדת בקיצור, התצוגה הדיגיטלית נמצאת בחנות שלכם והמידע הנשלח ישירות מגיע ממערכת ניהול תוכן. המשמעות היא שהתוכן מאוחסן בענן ועדכוני תוכנה נשלטים גם על ידי העננים. במקרה של תוכנת תצוגה דיגיטלית מקורה, החנות שלך דורשת גם תצוגה עם מידע שנשלח רק מהמשרד האחורי או ממטה החברה. המידע נשלח בנפרד לכל חנות. במקרה זה, התוכנה נמצאת בשרת שלך ואתה שולט בעדכונים שלה. איזה פתרון הכי מתאים לך? יש פחות סיכוי למצוא חברה שלא בוחרת בפתרונות ענן. חברות רוצות שהתוכנה תתעדכן אוטומטית, שאינה דורשת תחזוקה, שיכול לעזור, ושלא ידרוש ארונות שרתים. רוב החברות מחפשות תוכנה עם עקומת למידה נמוכה אשר תוכל למשוך ולהציע מגוון דפוסי עבודה. |
||
| מערכת CNC תפעולית עם תכנות ידני בלוח הבקרה |
||
| מערכת בקרה עם מיקרו מחשב או מעבד ויישום תוכנה של אלגוריתמים |
||
| מערכת בקרת תוכניתקבוצת מכונות ממחשב נפוץ המאחסנת ומפיצה תוכניות לפי בקשה ממכשירי בקרת מכונות מערכות בקרת מכונות אוטומטיותבמקרה זה, תוכנת הענן היא הבחירה הטובה ביותר. ההחלטה על התוכנה הטובה ביותר לא צריכה להיות קשה. זה צריך להתאים לצרכים ולתקציב שלך. מכיוון שכל מחירי התוכנה שונים, העלות לא צריכה להיות הגורם המכריע. הדבר החשוב ביותר הוא פונקציונליות. שאל את עצמך את השאלות הבאות: איזה מסר אתה רוצה להעביר? האם אתה רוצה שהקהל שלך ייצור אינטראקציה? אתה צריך פתרונות תמיכה מתקדמים יותר רשתות חברתיותאו ערוצי מדיה אינטראקטיביים אחרים? האם אתה רוצה לשלב ספק נתונים של צד שלישי? |
||
| מחשב אישי או מקצועי |
||
| התקן פקודה הניתן לתכנות הוא התקן לביצוע פונקציות לוגיות, כולל אוטומציה של ממסר. עשוי להיות חלק מה-CNC |
||
| רשת מחשוב מקומית |
||
| פרוטוקול LAN אוטומטי תעשייתי |
||
| בקרת נתוני חיתוך אדפטיבית או פיצוי שגיאות. ניתן לביצוע אלגוריתמית במערכת CNC |
||
במערכות בדידות (אימפולס), מידע על תזוזות ניתן על ידי המספר המתאים של דחפים. אם מנגנון התנועה מצויד בחיישן דופק ומעגל ספירה משמש כדי להסביר את התנועה, אזי המערכת נקראת ספירה-פולס. אם התקן המנהל הוא מנוע צעדים, אז המערכת נקראת צעד-פולס.
בהתקני CNC בפאזי דופק, סיכום הפולסים שצוין בתוכנית מתבצע בממיר פאזה, שאות המוצא שלו בצורה של זווית הסטת פאזה של מתח AC הוא פרופורציונלי למספר הפולסים של התוכנית.
סיווג מערכות על ידי שינוי מצבי העיבוד של מערכת ה-CNC
על ידי שינוי מצבי העיבוד, מערכות CNC מחולקות למחזוריות, תוכנית ואדפטיבית.
מערכות מחזוריות מבצעות תנועות עם מחזורים חוזרים. הם משתמשים במצלמות, חומרה, מיקרו-תוכנות ובקרה ניתנת לתכנות. עם בקרת פקה, לוחות חיבור משמשים להגדרת המצבים, בקרת החומרה מתבצעת באמצעות ציוד ממסר או ללא מגע. עבור בקרת מיקרו-תוכניות, נעשה שימוש בהתקני זיכרון מיקרו-פקודות, ובקרה ניתנת לתכנות של מצבי עיבוד מבוססת על שימוש בכלים לוגיים הניתנים לתכנות.
במערכות תוכנת CNC, השינוי במצבי העיבוד מתבצע על ידי תוכנה המשתמשת בתוכנה או בזיכרון מחשב.
השימוש בשליטה אדפטיבית מאפשר לך לשנות באופן אוטומטי את מצב העיבוד, ללא קשר לתוכנית.
בקרה מספרית מספקת שליטה על מספר קואורדינטות, ולכן נעשה בה שימוש נרחב במכונות מרובות פעולות (מרכזי עיבוד שבבי) עם החלפת כלי וחלקים אוטומטיים.
3. כל הודעות ה-SMS כוללים את הצמתים הבאים (איור 37): קורא שנועד להזין תוכנית בקרה מנשא תוכנית (CS); לוח קלט (PV); אשר נועד להיכנס לתוכנית הבקרה באמצעות המקלדת, כמו גם להקצות מצבי הפעלה, להוציא פקודות חד פעמיות ולציין את השליטה במצב המכשיר; צומת קלט (UVV), המספק בחירה של מצב קלט, מצב בקרת מכונה ומכשיר, קריאה למחזורים אוטומטיים על ידי פקודת G80 מיוחדת עם שילוב במחזורים של פרמטרים בפועל, שליטה בכונן הקלטת במצב התחלה-עצירה במהלך עיבוד של את תוכנית הבקרה (CP) והריצה לאחור של קלטת הבקרה לתחילת התוכנית, פענוח כתובות הפקודות, אחסון זמני של תוכנן והזנת תוכן הפקודות בכתובת המפוענחת לתוך אוגרי הזיכרון המתאימים. בנוסף, יחידה זו שולטת בכונן הקלטות במהלך חיפוש N frame שצוין ב-
איור 37 - תרשים מבני של CNC מיקום טיפוסי
מסוף התיקון (PC) מיועד להקלדה ואחסון תיקונים בכתובות שצוינו. צומת התיקון (בריטניה) מספק קריאה רציפה של מידע דיגיטלי המותקן על המתגים, קלט של מידע הקריאה עם נורמליזציה לפי בקשה ב-UE לכתובות המתאימות (כתובות של כלים או קואורדינטות).
לוח התצוגה (PI) מספק חיווי מידע על המסך בכתובות המעורבות (שורה אחר שורה או לפי עמודים) והוא צינור קרן, שבצדו השמאלי קווי הרסטר מציינים את מיקומם בפועל של הגופים הפועלים, ובצד ימין - הערכים שנקבעו ב-UE. לוח החיווי יכול לפעול במצבי עבודה ובדיקה (ללא בדיקה), מה שמאפשר לקבל את המידע הדרוש. לוח החיווי יחד עם לוח הקלט הוא צג וידאו.
צומת המהירות (SS) מספק שליטה במהירויות לפי הקואורדינטות הנוכחיות, שליטה בבלימה ובחירת כיוון התנועה.
לצומת הזיכרון בגישה אקראית (RAM) יש זיכרון לאחסון מידע קלט ומידע של תוצאות חישובים במהלך העיבוד. בנוסף, ל-UOP יש ROM לאחסון הרכב של מחזורים אוטומטיים עם כתובות. G81 - G89.
צומת שירות (SO) הוא מיקרו-מעבד מיוחד המעבד מידע גיאומטרי, כלומר. חישוב זווית חוסר התאמה עבור כל הקואורדינטות המבוקרות, מבצע את הפונקציות של טיימר, שולט בלוח התצוגה.
יחידת החיישנים (SM) מיועדת להמיר את אותות חיישני המיקום לקוד CNC, להפעיל את החיישנים ולהגביר את האותות.
בלוק המחברים החיצוני (EBB) הוא ממשק סטנדרטי בצורת מתאם או מיקרו-בקר. מספק תקשורת בין ה-CNC והמכשירים האלקטרו-אוטומטיים של המכונה והשליטה בהם. ה-BRV מיועד לפענוח, הפקה והפצה של אותות בקרה למפעילים, כמו גם לאיסוף ואחסון מידע על מצב האובייקט, אותות מצב של גופים עובדים ואותות מוכנות.
נושא 3.2 מערכות בקרה מספריות ציוד תעשייתי
1. סיווג CNC
2. מבנה מערכות בקרה מספריות
1. מערכת בקרה מספרית - מכלול של מכשירים וציוד, כולל: CNC; אובייקט שליטה; מכשירים אלקטרו-אוטומטיים השולטים ישירות בצמתים של האובייקט; ציוד וכלים; תמיכה בתוכנה ומתמטית; אמצעי שליטה.
ניתן לסווג CNC לפי קריטריונים שונים.
סיווג מערכות לפי תכונות המבנה של מערכת CNC:מערכות קונטור ומשולבות CNC
מערכות מתאר CNC לאפשר עיבוד משטחים מעוקלים במהלך כרסום, חריטה, שחיקה וסוגים אחרים של עיבוד מתכת. מערכות אלו מתכנתות את נתיב כלי החיתוך, וזו הסיבה שהן מכונה לעתים קרובות מערכות בקרת תנועה.
מערכות CNC משולבות הם שילוב של מיקום וקונטור ונקראים גם אוניברסליים. הם משמשים במכונות מרובות פעולות בהן נדרשת בקרת מיקום.
בעת ייעוד דגם של כלי מכונת CNC המצויד במערכת מיקום, מתווסף לו האינדקס "F 2", מצויד במערכת קווי מתאר - האינדקס "F Z" ומשולב - האינדקס "F 4". האינדקס "Ф 1" בייעוד דגם המכונה מציין שהמכונה מצוידת בחיווי דיגיטלי ובקרה ידנית.
מערכות CNC מיקום
מערכות CNC למכונות חיתוך מתכת מסווגות לפי קריטריונים שונים. על פי סוג תנועות העבודה של כלי המכונה, ניתן לחלק מערכות CNC למיקום, קונטור ומשולב.
מערכות CNC מיקום לאפשר תנועה יחסית של הכלי וחומר העבודה מנקודה (מיקום) אחת לאחרת.
בקרה כזו משמשת במכונות קידוח, משעמם ואחרות, בהן מתבצע עיבוד לאחר התקנת הכלי במיקום נתון.
מכיוון שהמשימה העיקרית של מערכות כאלה היא להעביר את הכלי (חלק) לקואורדינטות שצוינו, הן נקראות גם מערכות של בקרת קואורדינטות ובקרת מיקום.
2. כאשר מפתחים CNCs אוניברסליים מודרניים, הם שואפים לתת למכשירים אלה את תכונות האיחוד, כלומר, הם נוצרים על בסיס צמתים מאוחדים בעלי גמישות תפקודית רבה. בעת פיתוח CNC, הם מספקים אוטומציה מלאה יותר של התכנות, אפשרות להטמיע CNC באובייקט בקרה, אשר בתורו יכול להיות מוטמע במודול טכנולוגי או במכלול טכנולוגי גדול יותר, כמו גם עגינה של CNC עם CNCs אחרים , CNCs ומחשבים יותר דרג גבוה.
המיקרו-מחשבים בהם נעשה שימוש מבנה פונקציונליותוכנות מתמטיות ממוקדות בעייתיות לניהול כל מיני אובייקטים טכנולוגיים. במיקרו מחשב, ארגון התהליך החישובי והפעולה הלוגית מספקים עיבוד מידע בקרה, העברת נתונים וקבלת מידע מאובייקט הבקרה בזמן אמת.
כדי לפשט את התמצאות הבעיה, מיקרו מחשבים והתקנים אחרים מתוכננים מבחינה ארכיטקטונית, פונקציונלית ומבנית כמודולים נפרדים. CNC אוניברסלי, שנוצר על בסיס מיקרו מחשבים, עשוי לכלול מודולים פונקציונליים שונים.
מודול המיקרו-מעבד (MP) עשוי לכלול מעבד ראשי ומיקרו-מעבד עזר, כשהראשי מעבד מידע בקרת ותזמון, והעזר עובד על הכנת מידע. לדוגמה, מיקרו-מעבד עזר עובד במערכת תכנות אוטומטית, מחשב את מסלול התנועה בשיטה של אינטרפולציה ליניארית-מעגלית, והראשי מעבד את מידע הבקרה עבור כל המכשירים. ב-MP, שיטת חילופי המידע היא תא המטען, ולבקרה יש ארגון מיקרו-תוכנות, לכן, MP כולל, ככלל, מודול עצמאי של בקרת מיקרו-תוכנות. ה-MP עשוי לכלול אוגרי חיץ לנוחות ההפעלה עם פורמטים של נתונים. בנוסף, חברי פרלמנט יכולים להיות מרובים, מה שמאפשר להגדיל קטעים ולפעול בכל הפורמטים הדרושים. מודול התקן הבקרה (CU) מספק את ארגון השליטה של התקני CNC.
מודול ה-RAM (RAM) נועד לאחסן מידע תפעולי. זה עשוי לכלול מודול זיכרון מחסנית לארגון כל מיני פסיקות UE ("מחסנית" מהמילה האנגלית stack, bale). מודול זה נועד לאחסן נתונים לפני הפרעה ל-NC. אוגרי מחסנית מאחסנים את תוכן המונים, כתובות נתונים לפני ההפרעה כדי לשחזר אותם בתוכנית הראשית לאחר החזרה מהפסיקה (אוגרים אלו מחליפים מידע בסדר הבא: הכתובת הראשונה נכתבת, האחרונה נקראת).
מודולי זיכרון לקריאה בלבד (ROM) שאינם ניתנים לתכנות מחדש וניתנים לתכנות מחדש בצורה של התקן זיכרון שניתן לתכנות מחדש (PROM) מיועדים לאחסן מידע קבוע.
מודולי זיכרון מאגר מאחסנים מידע ביניים, המאפשר להחליף נתוני מנות, כמו גם להחליף מידע עם מכשירים הפועלים במהירויות שונות.
מודולי ממשק מסוג מתאם משמשים לתקשורת עם מסופים שונים (לוח חיווי, מדפסת, תצוגה וכו').
מודולי מיקרו-בקר (MC) שולטים בהתקנים חיצוניים שונים עם ניהול כלליהמעבד המרכזי.
מודולי טיימר מרווחים נועדו להגדיר את מרווחי הזמן הדרושים לתיאום ההתקנים הפועלים.
מודולי תקשורת עם אובייקט הבקרה כוללים התקני DAC ו-ADC ומיקרו-בקרים השולטים בהם, המשרתים את האותות של ה-CNC והמכשירים האלקטרו-אוטומטיים של המכונה לצורה הנדרשת; מיקרו-בקרים לוגיים המעבדים פקודות שניתנו למערכת ההפעלה במיקרו-בקר, המשוואות הלוגיות הנתונות לשליטה בגופים הפועלים מומרות לאותות היוצרים מחזורים לוגיים-זמניים לשליטה במכשירים אלקטרו-אוטומטיים.
מודולי התקני הפעלה (מתאמי תוכנה) ממירים מידע מסוג אחד למידע מסוג אחר. מודולי בקרה מסתגלים נועדו לאסוף, לעבד מידע טכנולוגי ולארגן PM מתקן.
תרשים הבלוק של CNC אוניברסלי טיפוסי מוצג באיור 38. ההתקן מורכב ממספר מודולים סטנדרטיים.
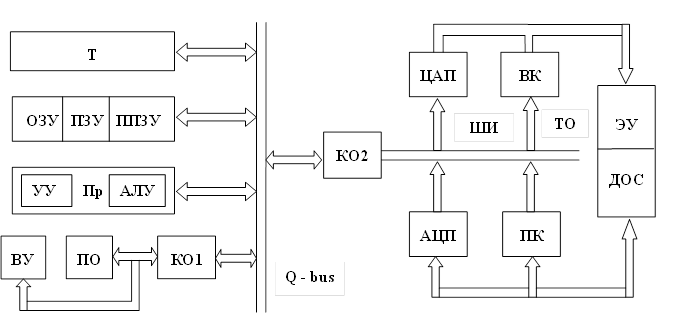
איור 38 תרשים מבני של CNC אוניברסלי טיפוסי
המעבד (PR) הוא ממיר מידע מתוכנת וכולל: יחידה לוגית אריתמטית (ALU) המשמשת לעיבוד מתמטי של מידע וביצוע פעולות ניתוח; התקן הבקרה (CU) שולט על פעולת המעבד לפי אלגוריתם המיקרו-תוכנית (ארגון בקרה חד-מפלסית או רב-שכבתית).
זיכרון גישה אקראית (RAM) מיועד לאחסן תוכניות בקרה וארגון, תוכניות בקרה לשליטה בהתקנים האלקטרו-אוטומטיים של המכונה באמצעות בקר ניתן לתכנות, לאחסון הפרמטרים של האובייקט הטכנולוגי ו-CNC, מערכים, תוכניות שירות ותיקון, תתי שגרות סטנדרטיות ומערכי נתונים אחרים. ה-ROM מאחסן תוכניות של מחזורים סטנדרטיים (נהלים), תוכנות לעיבוד מידע, קושחה סטנדרטית לשליטה במכשירים שונים באמצעות מתאמים (מתאמים לשליטה בכוננים, לוח חיווי וכו'), תוכניות סטנדרטיות לשליטה בחומרה אחרת.
נשף משמש להקלטת התוכנית של מיקרו-בקרים לוגיים השולטים בהתקנים אלקטרו-אוטומטיים של אובייקט טכנולוגי, להקליט בקרי UE לגישה להתקנים חיצוניים, להקליט תוכניות בדיקה וכו'.
קונסולת מפעיל (תוכנה) מיועד להתערבות מהירה בתפעול ה-CNC, כלומר הוצאת פקודות בקרה ידניות, הקצאת מצבי פעולה, צפייה ב-NC, עריכתו, ניטור פעולת המערכת, דיאלוג עם ה-CNC וכו'.
למכשירים חיצוניים (ED) עשויים לכלול: מערכות בקרת בדיקה, מסכי וידאו (מכשירים הכוללים תצוגה ומקלדת לטעינת ה-CNC בפקודות או תוכניות בקרה, להתקשרות וצפייה בהן), מסופי וידאו, מכשירי הדפסה שונים (מדפסות), קונסולות תכנות בקוד ISO או בשפה מוכוונת מכונה, קונסולות תכנות למכשירי UE אלקטרו-אוטומטיים של ציוד טכנולוגי, מערכות מחשב לתכנות אוטומטי ומחשבים בדרגה גבוהה יותר.
טיימר (T) מארגן תוויות בזמן אמת הנחוצות לשליטה בכל המכשירים, כולל אובייקט הבקרה.
ממשק מסוג בקר Exchange (KO1) משמשת להבטיח תקשורת של CNC עם התקני בקרה חיצוניים, שליטה בחילופי מידע עם כל ההתקנים החיצוניים.
התקשורת עם אובייקט הבקרה וההתקנים העיקריים של האובייקט מתבצעת באמצעות ממשק סטנדרטי מהסוג ש = אוֹטוֹבּוּס, שהוא בקר לניהול חילופי מידע, וכביש מהיר של 16 סיביות. החלפת בקר עם אובייקט הבקרה (K02) מספק שליטה על חילופי המידע בין האובייקט הטכנולוגי לבין ה-CNC באמצעות אוטובוסים של ממשק מקומי (LI) .
ממירים אנלוגיים לדיגיטליים מרובי-ערוציים (ADC) משמשים להמרת אותות אנלוגיים המתקבלים מחיישנים מָשׁוֹב(DSP) , ממוקם באובייקט הטכנולוגי, לתוך הקוד המספרי של ה-CNC (מספר הערוצים נקבע לפי מספר הקואורדינטות הנשלטות).
ממירים דיגיטליים לאנלוגיים (DAC) להמיר קודים דיגיטליים לאותות אנלוגיים ולהוציא אותם להתקני הפעלה (להתקנים ולכוננים אלקטרו-אוטומטיים).
צמתי קליטה (PC) ופלט (VK) קודים הם, כביכול, התקני יציאת חיץ לאחסון זמני של מידע חליפין, פענוח כתובות פקודות וכו'.
אובייקט טכנולוגי (TO) עם מפעילים, מכשירים אלקטרו-אוטומטיים (EU) ומערכת מדידה מיישמת פקודות בקרה ובקרת ביצוע באמצעות DOS.
נושא 3.3 התקני בקרת מיקרו-מעבד
1. דיאגרמת בלוקים של התקני מיקרו-מעבד
2. מיקרו-בקרים ניתנים לתכנות
3. נטיות מודרניותבפיתוח מיקרו-מחשב
1. מיקרו מחשבים פועלים עם מספר קטן בהרבה של הוראות ממחשבים גדולים, אך עדיין הוא מגיע לכמה עשרות, ונדרשים לפחות שישה ביטים כדי לכתוב אותם בקוד בינארי. מכיוון שנפח הכתובת של ROM הוא בדרך כלל כמה עשרות אלפים, לרוב מילים, חלק הכתובת של הפקודה חייב להכיל ספרות, כלומר, ה"אורך" הכולל של הפקודה חייב להיות בסדר ספרות, אשר, עם הרגיל "אורך" של תאי זיכרון של מיקרו-מחשב, שהוא ספרות, דורש שלושה תאי זיכרון ROM. זוהי אחת התכונות של מחשבי מיני ומיקרו, אשר מסבכת את התכנות ומפחיתה את המהירות המתקבלת שלהם, שלרוב אינה עולה על 150-200 אלף פעולות כגון הוספה ב-1 שניות.
המיקרו-מחשב פועל בדרך כלל עם מערכת הוראות uniaddress, שבה לחלק הכתובת של ההוראה יש כתובת אחת בלבד - הכתובת של האופרנד שיש להעביר ל-ALU. האופרנד השני נמצא תמיד בצובר; התוצאה של פעולת ALU על שני אופרנדים תמיד נשארת בצובר. הפקודות הן מכמה סוגים: פקודות העברה, כגון "העברת נתונים מ-RAM ל-CPU"; פקודות לפעולות אריתמטיות, למשל, "הוסף" או "חיסור"; פקודות של פעולות לוגיות, למשל, "השווה בין שני מספרים"; פקודות, מעבר "לך", "התקשר", "חזור"; פקודות מיוחדות, כגון "עצור". רשימה מלאהפקודות המופעלות על ידי המיקרו-מחשב ניתנות בתיעוד הנלווה במחשב.
V סך הכללתוכנית יכולות להיות אלפים רבים של הוראות שצריך להדר ולעבוד, ולאחר מכן לכתוב ל-ROM.
דיאגרמת הבלוק של MP חתך טיפוסי מוצג באיור 39, MP מורכב משני מודולים פונקציונליים: יחידת בקרת מיקרו-תוכנית (MPCU) ויחידת הפעלה (OU) הבנויה מחלקים נפרדים. MPUU כולל: זיכרון מיקרו-הוראות (PMK) , אשר נועד לאחסן פקודות שהתקבלו; בקר רצף מיקרו-הוראות (KPMK) , המטרה העיקרית שלהם היא יישום מבני בקרה (שברים) שנמצאים בהוראות מיקרו. לפיכך, הבקר מספק פענוח של קוד פעולת הפקודה לגישה למיקרו-פקודה הראשונה של המיקרו-תוכנית, מייצר את הכתובות של המיקרו-פקודות הבאות, הן ברצף ליניארי והן בקפיצות מותנות או בלתי מותנות למיקרו-תוכנה. בנוסף, חלק מהבקרים יכולים לאחסן סימן של מעברים, לנהל הפרעות ברמת הקושחה. ככלל, ערכת המיקרו-מעבד כוללת מודולים עבור בקרי רצף מיקרו-הוראות לארגון הבקרה מצבים שונים.
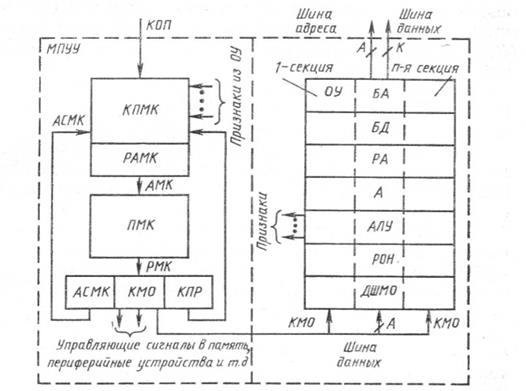
איור 39 - תרשים מבני של מיקרו-מעבד חתך טיפוסי
MPUU פועל כדלקמן. קוד הפעולה (COP) מאוגר הפקודות מוזן לבקר רצף המיקרו-הוראות (KPMK) , וביציאה של אוגר כתובות המיקרו-הוראות (RAMC) בקר, הכתובת של המיקרו-הוראה הראשונה (AMC) נוצרת קושחה ניתנת להפעלה. המיקרו-הוראות שיש ליישם במחזור המיקרו-הוראות הנוכחי נקרא מהזיכרון לתוך אוגרי המיקרו-הוראות (RMC) .
המיקרו-הוראה מכילה שלושה תחומים עיקריים, שהתוכן שלו מאוחסן בצמתים המתאימים:
1) שדה קוד מיקרו-פעולה (CMO) , קביעת סוג הפעולה המבוצעת על ידי אחד ממכשירי המיקרו-מחשב;
2) השדה שבו מקודדים מאפייני התוצאה (CRC), מגיע ממערכת ההפעלה לבקר ונותח על ידי הבקר בעת ביצוע פקודות קפיצה מותנית בהתאם לתנאים הנתונים;
3) שדה המכיל את קוד הכתובת להפקת הכתובת של הפקודה הבאה (ASMK). לאחר ביצוע המיקרו-הוראה לקריאה, המחזור חוזר על עצמו. אותות הבקרה של המיקרו-פקודות מוזנים למכשירים המתאימים של המיקרו-מחשב.
OU מיועד לבצע את כל הפעולות האריתמטיות והלוגיות. OU מורכב מחלקים של רכיבי מעבד, שכל אחד מהם מכיל יחידה לוגית אריתמטית (ALU) , אוגרים למטרות כלליות (RON) , מצבר (A) - אוגר צובר, מפענח מיקרו-פעולה (DShMO) , מאגר נתונים (DB) ומאגר כתובת (BA) , המאפשר לאחסן זמנית את הכתובת (L) והנתונים (D).
אחת התכונות של מערכת ההפעלה היא חלוקה אנכית, הדורשת פחות שידורי קוד בין LSIs בודדים. אוטובוסים של נתונים, אפיקי כתובת וקוד מיקרו-פעולה משולבים בעמוד שדרה משותף. היתרונות העיקריים של חברי פרלמנט חתך הם האפשרות לפתח מיקרו מחשב עם התאמה מרבית למבנה המשימות המתאפיינות, אי הכללת יתירות במבנה ובסיביות, ובחירה בקיבולת שרירותית לא סטנדרטית. זמינות של אפיקי כתובות עצמאיים ואסיפי נתונים קלט ופלט (אוטובוסי כתובות ונתונים יכולים להיות בפורמטים שונים) מאפשרת לארגן התממשקות עם זיכרון והתקנים היקפיים ללא שימוש בריבוי.
2. מיקרו-בקרים לוגיים ניתנים לתכנות (PLMCs) מתמקדים בעיקר ביישום פונקציות לוגיות ומשמשים במקום מעגלי בקרה ממסר, כלומר. לשלוט במעגלי מוליכים למחצה של מכשירים אלקטרו-אוטומטיים של אובייקטים טכנולוגיים.
PLMCs מיישמים את הפונקציות של התקני פיקוד ומיקרו-בקרים והם נוצרים על בסיס מיקרו-מחשב. מיקרו מחשבים אלה יכולים להיחשב כדגם אוניברסלי להגדרת תוכנה של אוטומט בקרה דיגיטלי. האפשרות להשתמש ב-PLMC כמכשיר בקרה מקומי אוניברסלי לתהליכים טכנולוגיים שונים מושגת על ידי הכנסת ל-PLMC תוכנית הקובעת את אלגוריתם הפעולה של אובייקט בקרה מסוים מבלי לשנות את המבנה החשמלי שלו.
הרכב ה-PLMC, לפחות, כולל מיקרו-מעבד לוגי עם יחידת בקרה, RAM, שלט רחוק להגדרה וטעינה של תוכנית הבקרה והתקן לתקשורת עם אובייקט הבקרה (איור 40).
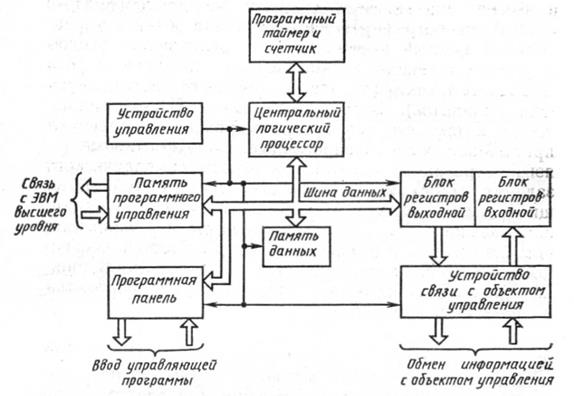
איור 40 - מיקרו-בקר לוגי ניתן לתכנות
איור 40 מציג תרשים בלוקים כללי של ה-PLMC, הכולל מכשירים שונים. המעבד הלוגי המרכזי (CLP) מספק עיבוד לוגי של מידע נכנס בהתאם לתוכנית הרשומה בזיכרון התוכנית ומדגמן מעגל ממסר ספציפי. התקן הבקרה של המעבד הלוגי חוקר את כל הכניסות והיציאות של בלוק האוגר, מבצע השוואה לוגית של מצב הכניסות והיציאות, ובהתבסס על תוצאות ההשוואה, מפעיל או מכבה מסוימות גופים מבצעיםדרך התוכנית של מכשיר התקשורת עם אובייקט הבקרה. המיקרו-בקר, באמצעות טיימר ומונה תוכנית, ברצף, שורה אחר שורה, חוקר (סורק) את זיכרון התוכנית, ובאמצעות ה-CLP מחשב פונקציות לוגיות לפי המשוואות המגיעות מזיכרון התוכנית, ומזין את הערכים המחושבים לתוך זיכרון הנתונים. לאחר סיום סקר הזיכרון, יחידת הבקרה של המיקרו-בקר מבצעת חילופי נתונים בין אוגרי הקלט והיציאה של בלוק האוגר וזיכרון הנתונים. לאחר מכן, השאיל של זיכרון התוכנית חוזר על עצמו מתחילתו ועד סופו.
לפיכך, החקירה של זיכרון התוכנית וחילופי הנתונים חוזרים על עצמם מעת לעת במהלך תהליך הבקרה. מעבר בודד של המעבד הלוגי לאורך התוכנית נקרא מחזור שאילת זיכרון מלא (סריקה), והזמן שבמהלכו מחזור זה מבוצע הוא זמן המחזור. זה מאפיין את מהירות המיקרו-בקר.
מיקרו-בקרי לוגיקה ניתנים לתכנות מיישמים פונקציות בקרה פשוטות יחסית ויש להם מספר תכונות חשובות. ראשוןאחד מהם הוא שהמחזורים חוזרים על עצמם ברציפות במצב בקרת אובייקט. המחזורים מורכבים מביטויים נפרדים בעלי התוכן הבא: "צילום" מצב הצמתים של האובייקט (יציאות סקר), עיבוד הנתונים יחד עם נתוני הביטוי החדש והנפקת אותות בקרה לגופים המבצעים. "צילום" מצב אובייקט הבקרה ברגע נתון מיושם על ידי הזנת אותות לשאילת מצב האובייקט לתוך תאי הזיכרון המתאימים (קבלת תגובות מהמכשירים המתאימים).
שְׁנִיָהתכונה של PLMC היא שלתכנות הם משתמשים בשפות התכנות הפשוטות ביותר, אך היעילות ביותר, להקצאה סמלית של אלגוריתמי בקרה: פשוטות המתארות מעגלי מגע ממסר; פונקציות לוגיות; תיאור UE בעזרת מפעילי בקרה; קידוד סמלי וכו'.
שְׁלִישִׁיתכונה של PLMC היא שהם יכולים לתפקד ללא צוות תחזוקה קבוע במהלך הפעולה.
3. הזדמנויות רחבות לבניית התקני CNC פותחות את השימוש במיקרו-מעבדים ובמיני מחשבים.
אלגוריתם הפעולה של מכונה או קבוצת מכונות תלוי במורכבות התצורה של חומר העבודה, בהשגת דיוק העיבוד הנדרש וחספוס פני השטח.
כדי לפתור את הבעיות של עיבוד חלקים של תצורה פשוטה עם דרישות נמוכות לדיוק ואיכות העיבוד, אלגוריתם התפקוד צריך להיות די פשוט.
מעבד המחשב במקרה זה יכול להתבצע על בסיס בלוקים סטנדרטיים שמהם נוצר התקן הבקרה. הוא משחזר את מודל בקרת המכונה, מאפשר ביצוע מקביל של פעולות המיישמות פונקציות פשוטות. התקני בקרה כאלה נקראים מודלים דיגיטליים. התעשייה מייצרת מערכות CNC כאלה מסוג H22, N3Z, הבנויות על אלמנטים מיקרואלקטרוניים. הם נועדו לשלוט בכלי מכונות ולבצע בקרת מיקום, מלבנית וקווי מתאר (במישור). ארגון מחדש של אלגוריתמי בקרה במערכות כאלה הוא בלתי אפשרי.
מיקרו מחשבים נבדלים ממחשבי מיני באורך מילים קטן יותר ובקיבולת זיכרון, מיושמים על המספר המינימלי של מעגלים משולבים עם רמה גבוהה של אינטגרציה ומשמשים ליצירת מערכות אוטומטיותניהול חפצים פשוטים; התקני תקשורת עם מיני מחשבים, מחשבים אישיים (PC) וכו'.
המעבר ממיקרו-מעבד רב גבישי ליחיד גביש ולבסוף למיקרו מחשב המוצב על שבב בודד יוצר את האפקט הכלכלי הגדול ביותר ביישום מחשבים פשוטים. למיקרו-מעבדים מרובי-שבבים יש שלמות פונקציונלית גדולה יותר, כוח מחשוב וביצועים והם היעילים ביותר בבניית מיקרו- ומיני מחשבים לשליטה בהתקנות ובתהליכים טכנולוגיים מורכבים יותר.
נושא 3.4 מערכות בקרת תוכניות אדפטיביות
1. תרשים מבני של מערכת הבקרה עם בלוק ההתאמה
2. תרשים פונקציונלי.
1. העיקרון של בניית מערכת בקרה מבוסס על העובדה שהבקרה פועלת על פי אלגוריתם נתון, המוגדר על ידי תוכנית בקרהבהתאם למידע הראשוני על האובייקט המנוהל, התהליך הטכנולוגי והפרמטרים שלו, וכן תיקון ומבנה מחדש של אלגוריתם הבקרה בהתבסס על המידע המשני שהתקבל על האובייקט המנוהל (מידע על השינוי בנתונים הראשוניים, סטייה של הפרמטרים בפועל מהערכים שנקבעו ב-PM וכו').
CNC עם ארגון בקרה כזה נקרא מערכת בקרה אדפטיבית.עבור מערכת כזו, ה-UE מהווה את מטרת הבקרה (אלגוריתמי בקרה הקובעים את מסלול התנועה של גופי העבודה, המהירויות שלהם, כמו גם פרמטרים טכנולוגיים ופקודות אחרים המבוססים על מידע ידוע על אובייקט הבקרה, חלק העבודה, שיטות העיבוד, כלי וכו'), שאליו מערכת הניהול צריכה לשאוף. לפיכך, עבור מערכות בקרה אדפטיבית, ה-UE המוקלט, הקובע את האלגוריתם הנתון לשליטה באובייקט והפרמטרים הנתונים, הוא מידע על מטרות השליטה, וכאשר המצב באובייקט הנשלט משתנה, מערכת כזו תסתגל, תשתנה משמעת הבקרה, תוך התחשבות בתנאים הספציפיים שהשתנו, כלומר ניהול מכשירים יפתח הוראות ניהול נוספות ל-UE הקיים.
ב-CNCs אוניברסליים שנוצרו על בסיס מיקרו-מחשב כדי לספק בקרה אדפטיבית, נוצרים מודולי ממשק מיוחדים לחיבור אובייקט הבקרה עם ה-CNC עבור בקרה אדפטיבית. יתר על כן, נוצרים גם מודולים נוספים בצורה של מיקרו-בקרים ניתנים לתכנות ליישום בקרה אדפטיבית באובייקט. מודול הממשק כולל ממירים אנלוגיים לדיגיטליים נוספים להמרת אותות חיישנים המודדים פרמטרים טכנולוגיים שונים במהלך הבקרה, המומרים לקוד דיגיטלי. בנוסף, מיקרו-בקרים ניתנים לתכנות משמשים לעיבוד מידע משני והכנסתו ל-UE הראשי. כל המודולים המפורטים לעיל נשלטים בדרך כלל מהמעבד המרכזי של המיקרו-מחשב.
ב-CNC, שנבנה על בסיס מיקרו-מחשב, מאוחסנות בזיכרון מתמטיות ותוכנות שפותחו במיוחד לארגון בקרה אדפטיבית יחד עם ה-CNC.
איור 41 מציג תרשים בלוקים של CNC אוניברסלי עם בלוק הסתגלות (adaptation ADC), המספק יישום של בקרה אדפטיבית של אובייקט. ה-CNC האוניברסלי בנוי על בסיס המיקרו-מחשב Elektronika-60, הכולל את המעבד, הזיכרון וה-ROM, ערוץ המחשב הראשי. בנוסף למודול ההתאמה, ה-CNC כולל את המודולים הבאים: ממשק תקשורת עם קונסולת התיקון (SPK), ממשק תקשורת עם התקני הדפסה (PU) וממשק תקשורת מכונת כתיבה חשמלית (EPM) עם תקשורת יחידת תצוגת מידע (BOSI) ממשק עם הפוטוקורא (FSU), ממשק תקשורת עם ניקוב, ממשק תקשורת עם כונן קלטות מגנטי (KNML) ממשק תקשורת U עם יחידת המרת קוד ויחידות כפל (CU, BPC), ממשק תקשורת עם מחשב של א. דרגה גבוהה יותר.

איור 41 - תרשים מבני של מערכת הבקרה האדפטיבית
ערוץ המחשב דרך ממשק התקשורת עם האובייקט הטכנולוגי (TO) מחובר עם התקנים חיצוניים באמצעות קו תקשורת נוסף עם אובייקט הבקרה. לפיכך, ממשק התקשורת עם TO שולט בחילופי המידע בין המיקרו-מחשב לבין התקנים חיצוניים הממוקמים על אובייקט הבקרה.
לתקשורת בין ה-CNC לאובייקט הבקרה, נעשה שימוש בלוקים הבאים, העשויים בצורה של מודולים סטנדרטיים (בלוקים המשרתים את גופי העבודה של אובייקט הבקרה); בלוק של אותות פלט וקלט, בלוק תקשורת עם כונן צעד (BSSHP), ממשק תקשורת עם כונן המוזן ונשלט על ידי ממיר תיריסטור עם בקרת PFM או PWM; מודול תקשורת עם חיישני משוב (ADC DOS), המודדים כל מיני פרמטרים טכנולוגיים, לכן, מודול זה יכול לשמש חלקית כדי לקבל מידע משני מאובייקט הבקרה ולעבד אותו.
יש להשתמש בכל ה-CNC המסתגלים היכן שהם מספקים ערך כלכלי ומצדיקים את העלות הראשונית באמצעות יתירות נמוכה בחומרה ובמודולים סטנדרטיים.
CNCs אדפטיביים המשמשים ברובוטים תעשייתיים מצוידים במתמטיקה ותוכנה מיוחדים הנרשמים ב-RAM ו-ROM. ניתן לצייד את ה-CNC בכלי ראייה טכניים באמצעות ממשק אחיד מיוחד בעת התאמה למצב, צורה גיאומטרית, מדידת כוח אחיזה לקיבוע ב- רגע האחיזה, סימון חלקי עבודה. , מיקום יחסי, מדידת מתח צירי במהלך ההרכבה וכו'. כקולטני ראייה, שפופרות קרני קתודיות, גלאי פוטו משולבים מסוג מטריצה (IFS), התקני מטריקס מצמדים למטען, מנתחים (מנתחים הם טלוויזיה צינור עם סריקה שרירותית) ניתן להשתמש בקרן), מדי מתח מטריצה וכו'.
CNCs אדפטיביים נמצאים בשימוש נרחב גם באותם מתקנים טכנולוגיים שבהם מונחות דרישות גבוהות לפרמטרים של תהליכים טכנולוגיים או לפרמטרים של המוצרים המתקבלים. בנוסף, הם משמשים במקרים בהם ההפרעות בתהליך הטכנולוגי הן משמעותיות ואקראיות במהותן, מה שמאפשר לקחת בחשבון חריגות אלו ב-UE או לתקן אותן מלוח הבקרה במהלך תהליך הבקרה.
מערכות בקרה אדפטיבית נבדלות בדרכי התאמה, סוגי ארגון של מערכות מדידה, דרכי ארגון בקרה אדפטיבית ומגוון חומרה איתה מאורגנת הבקרה האדפטיבית. על פי עקרון ההסתגלות, מערכות בקרה אדפטיביות מובדלות: עם ויסות פונקציונלי, שבו תהליך ההסתגלות מתבצע על ידי ויסות פרמטרים התלויים מבחינה תפקודית בערכים חריגים; עם רגולציה קיצונית, שמטרת ההסתגלות היא להשיג את התוצאה המקסימלית או המינימלית; עם שליטה מיטבית, כאשר פרמטרים רבים מוסדרים לתוצאה האופטימלית על פי קריטריון אופטימליות מורכב.
מערכות בקרה אדפטיביות יכולות להיות שונות בדרכי השליטה על הפרמטרים הגורמים להשפעה המטרידה, ובדרכים להשפיע על פרמטרי הבקרה, שבאמצעותם, ככלל, מתבצעת התאמה תוך התחשבות בתנאי בקרה חדשים. לרוב, הפרמטרים המפריעים או מווסתים הם כוח וכוח חיתוך, קוטר עיבוד, קצבת עיבוד, טמפרטורה באזור החיתוך, דפורמציה במערכת מכונה-כלי-כלי-חומר, בלאי כלי חיתוך וכו'.
מערכות בקרה אדפטיביות יכולות להיות שונות במספר ערוצי הבקרה, סוג וחוק פעולות הבקרה.
2. CNC אדפטיבי עם שימוש בשליטה אופטימלית בנוי על בסיס CNC אוניברסלי עם המתמטי והתוכנה הנוספים המתאימים (איור 42).

איור 42 - תרשים פונקציונלי של מערכת הבקרה האדפטיבית
הדיאגרמה הפונקציונלית של מכשיר ההסתגלות כוללת את הצמתים הבאים: צומת שבו מתרחש תהליך החיתוך (PR) ונמדדים הפרמטרים הדרושים של תהליך העיבוד; המערכת האלסטית של המכונה (USS), שהיא מכונת המערכת בפועל - מתקן - כלי - חומר עבודה; כונן הזנה (PP); כונן ראשי (GP); חיישן סנכרון מעגל עם מהירות ציר (DS); חיישן המודד את משרעת התנודות (DC), חיישן זרם או הספק (DT), מגבר חיישן תנודות (UDC) יחידת קנה המידה של אותות משוב הספק ופיצוי אות שנוצר על ידי בקרת קצב הזנה ללא עומס (BMC). יחידות מגבילות אותות (υ s ) ומהירות ציר (B01, B02); מחולל פקודות (G); יחידות כפל מסנן פס (PF) התאמת יחידות (BS) (BU1, BU2); בקר תנודות קיצוניות על ידי שינוי בקר התנודה של מהירות הציר (ERC) על ידי שינוי קצב ההזנה, (RK) בלוק לוגי להשוואת מהירות הציר עם הפרמטרים שצוינו (BL); וסת כוח (PM); כמויות פיזיקליות המאפיינות את קצב ההזנה, מהירות הציר, משרעת התנודה, כוח החיתוך (הספק) וזרם העומס במהלך העיבוד.
בהתבסס על קריטריון האופטימיות המורכב, מערכת הבקרה האדפטיבית מיישמת מספר אלגוריתמי בקרה אוטומטיים אופטימליים עם יישום מלא או חלקי של פונקציית האופטימיות. שיטה זו מתבצעת על ידי ויסות לסירוגין של הגדרת העדיפות על פי אלגוריתם בקרה כזה או אחר או על ידי ויסות משותף על פי כל הפרמטרים הדרושים של קריטריון זה. מערכת בקרה אדפטיבית יכולה ליישם מספר אלגוריתמים לבקרה אוטומטית של פרמטרי תהליך.
נושא 3.5 מערכות ייצור גמישות ומודולי ייצור גמישים
1. מונחים והגדרות בסיסיות של ה-GPS
2. גמיש קווים אוטומטיים
3. ניהול GPS
4. מגמות עדכניות בשימוש ב-GPS
1. מערכת ייצור גמישה (FMS)הוא סט של שילובים שונים של ציוד CNC, מתחמים טכנולוגיים רובוטיים, מודולי ייצור גמישים, יחידות בודדות של ציוד טכנולוגי ומערכות להבטחת תפקודם במצב אוטומטי בפרק זמן נתון. כל TPSיש את המאפיין של התאמה אוטומטית מחדש בייצור מוצרים בטווח שרירותי בתוך הגבולות שנקבעו של ערכי המאפיינים שלהם.
קומפלקס טכנולוגי רובוטי (RTK) מורכבת מיחידת ציוד טכנולוגי, רובוט תעשייתי וציוד (מכשירים לצבירה, התמצאות ואספקת חלקים של מוצרים). RTK יכול לתפקד באופן אוטונומי, ולבצע מספר מחזורי עיבוד. אם RTCs מתוכננים לעבוד כחלק מה-GPS, אז הם חייבים להיות בעלי התאמה אוטומטית מחדש ויכולת להשתלב במערכת.
מודול ייצור גמיש (FPM)- זוהי יחידה של ציוד טכנולוגי לייצור מוצרים בטווח שרירותי בגבולות הערכים של המאפיינים שלהם, מתפקד באופן אוטונומי, מבצע אוטומטית פונקציות הקשורות לייצור מוצרים, ובעל יכולת לבנות לתוך ה-GPS.
מבחינה ארגונית, אפשר להבחין 3 סוגי GPS: TAL, GAU ו-GAC.
1) בקו אוטומטי גמיש ( GAL) ציוד טכנולוגי ממוקם ברצף המקובל של פעולות טכנולוגיות.
2) קטע אוטומטי גמיש ( GAU) פועלת במסלול טכנולוגי, המקנה אפשרות לשינוי רצף השימוש בציוד טכנולוגי.
3) הרכב בית המלאכה האוטומטי הגמיש (GAC) כולל בשילובים שונים קווים אוטומטיים גמישים, קווי ייצור רובוטיים, מקטעים אוטומטיים גמישים וקווי ייצור רובוטיים וחלקים לייצור מוצרים מטווח נתון.
לפיכך, ה-GPS הינו מערכת ייצור ארגונית וטכנית המאפשרת, בתנאים של ייצור רב-מוצרי בקנה מידה קטן, סדרתי ובמקרים גדול, להחליף עם עלות מינימליתותוך זמן קצר ייצרו מוצרים לחדש.
במבנה של FMS טיפוסי, יש צורך בשלוש קבוצות של רכיבים: טכנולוגי, ניהול וקדם-ייצור. כל אחת מקבוצות הרכיבים המצוינות היוצרות את המערכת (או תת-המערכת) המתאימה היא אדם-מכונה, שבה הפונקציות עתירות העבודה מבוצעות על ידי ציוד המחשב הכלול במערכת, והפונקציות היצירתיות מבוצעות על ידי מעצבים, טכנולוגים ומארגני ייצור העובדים על תחנת העבודה.
טֶכנוֹלוֹגִימערכתהוא סט של ציוד טכנולוגי ראשי ועזר וציוד טכנולוגי המיושם עליו תהליך ייצור, שיכולים להיות עיבוד שבבי, הרכבה, יציקה, פרזול, ריתוך, ציפוי אלקטרוני וכו'. פונקציות ייצורמתבצעים באמצעים טכניים ספציפיים לכל סוג ייצור, הבנויים על בסיס מודולרי.
במקביל נפתרות המשימות הבאות: הרכבה, אחסון, שינוע וצבירת ביניים של חומר המקור, ריקים, מוצרים חצי מוגמרים ו ציוד טכנולוגי; עיבוד והרכבה של מתקני ייצור; שליטה בחסר, מוצרים מוגמרים למחצה ו מוצרים מוגמרים; בקרה על הפרמטרים של התהליך הטכנולוגי ומצב הכלי, ניקוי פסולת ייצור (שבבים, פלאש, שפיצים); אספקת חומרים תומכים ( חוֹמֶר סִיכָּה, נוזל קירור, חומרי דפוס).
הפקהגְמִישׁוּת GPS נקבע על ידי גמישות טכנולוגית, מבנית-ארגונית ופרמטרית. במקביל, מתחת גְמִישׁוּת להבין את יכולת ההתאמה של ה-GPS לשינויים הקשורים ליישום תוכנית הייצור. מערכת הייצור נחשבת גמישה וניתנת להתאמה מהירה ללא עלויות משמעותיות במידה והרכב מרכיבי המערכת והרכב קישורי המידע אינם משתנים כאשר אובייקטי הייצור משתנים.
2. בדרך כלל קווים אוטומטיים במכונה שנוצרו לעיבוד של חלק ספציפי אחד קשים מאוד לשימוש לעיבוד חלק חדש, אפילו דומה בעיצוב. כלי אוטומציה חדשים ביסודו, שהופיעו בצורה של GPS, אפשרו ליצור עבור תעשיות כאלה קווים אוטומטיים גמישים(GAL).
GALs מיועדים לעיבוד קבוצתי של מספר חלקים ידועים בעבר דומים בטכנולוגיית התכנון והייצור. הם מורכבים ממכונות מודולריות הניתנות להגדרה מחדש ומכונות CNC, המאוחדות על ידי מערכת הובלה אוטומטית אחת. מכונות CNC משמשות בקווים כאלה למחזורי עיבוד מורכבים ובמידת הצורך מיישמות בקרת קווי מתאר. הציוד הטכנולוגי של הג"ל ממוקם ברצף הפעולות הטכנולוגיות המקובל.
GALs שנוצרו על בסיס מכונות מודולריות עם קופסאות ציר להחלפה לעיבוד חלקי גוף נמצאים בשימוש נרחב.
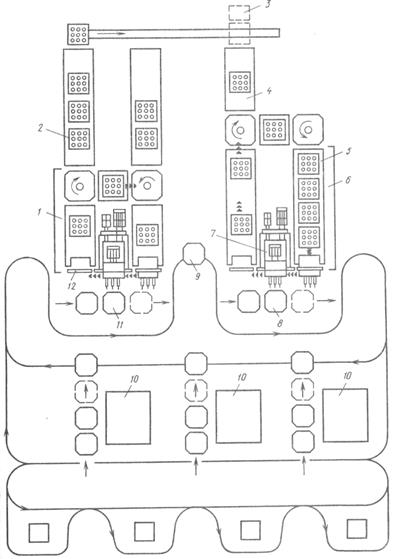 איור 43 מציג דוגמה לקו כזה, הכולל: שתי קבוצות של צמתים מאוחדים 1
ו 6
לעיבוד שבבי, שני חלקים אוטומטיים של מסועי תיבת הציר 2
ו 4,
דְפוּפָה 3
לאחסון קופסאות ציר שאינן בשימוש במחזור עבודה נתון, שלושה עמדות 10
התקנה של חלקי עבודה על התקני הידוק-לוויינים, מערכת הובלה האכלה אוטומטיתחלקים עם לוויינים לעמדות עבודה 11
ו 8
(עמדה 9
לשליטה ביניים בפרטים). לקבוצות של צמתים מאוחדים יש שולחן כוח עם תיבת הילוכים 7
לחיבור קופסאות ציר מתחלפות 5
, מזין עבור קופסאות ציר שולחן כוח 12,
סט של חלקי מסוע ושולחנות סיבוביים. בקו משמשים עד 28 קופסאות מרובות ציר, המועברות על גבי לוויינים בפרק הזמן הנדרש של מחזור העיבוד ליחידת הכוח, שם הם מקובעים באופן אוטומטי אחד אחד. בעת ההחלפה, סט חדש של קופסאות מועמס על המסוע מהמחסן.
איור 43 מציג דוגמה לקו כזה, הכולל: שתי קבוצות של צמתים מאוחדים 1
ו 6
לעיבוד שבבי, שני חלקים אוטומטיים של מסועי תיבת הציר 2
ו 4,
דְפוּפָה 3
לאחסון קופסאות ציר שאינן בשימוש במחזור עבודה נתון, שלושה עמדות 10
התקנה של חלקי עבודה על התקני הידוק-לוויינים, מערכת הובלה האכלה אוטומטיתחלקים עם לוויינים לעמדות עבודה 11
ו 8
(עמדה 9
לשליטה ביניים בפרטים). לקבוצות של צמתים מאוחדים יש שולחן כוח עם תיבת הילוכים 7
לחיבור קופסאות ציר מתחלפות 5
, מזין עבור קופסאות ציר שולחן כוח 12,
סט של חלקי מסוע ושולחנות סיבוביים. בקו משמשים עד 28 קופסאות מרובות ציר, המועברות על גבי לוויינים בפרק הזמן הנדרש של מחזור העיבוד ליחידת הכוח, שם הם מקובעים באופן אוטומטי אחד אחד. בעת ההחלפה, סט חדש של קופסאות מועמס על המסוע מהמחסן.
כמו כן, מכונות CNC מצטברות שנוצרו מקבוצות של יחידות מאוחדות (טבלאות סוגים שונים, מנגנוני החלפת כלים אוטומטיים).
3. ניהול GPS מיישם רב-תכליתיות מורכבות שנבנו בצורה היררכית מערכות אוטומטיותהַנהָלָה(ACS) שבו ניתן להבחין שתייםפוּנקצִיוֹנָלִי רכיבים:
בקרת תהליכים (APCS)
ניהול ארגוני וטכנולוגי (ACS).
הראשון פותר את הבעיות של ניהול קבוצתי של טכנולוגיות ו ציוד הובלה, והשנייה - משימות התכנון, השיגור וההתחשבנות בהתקדמות הייצור. שני הרכיבים של ACS GPS קשורים זה בזה הן בחומרה והן בתוכנה.
ACS TP מיועד לפתח פעולות בקרה על מתחמים (קבוצות) של הציוד הראשי והעזר של ה-GPS, העברת תוכניות בקרה ומידע נדרש אחר להתקני בקרה מקומיים (ציוד CNC, התקני אוטומציה חשמליים), קבלת מידע ממכשירי בקרה מקומיים, כמו גם לארגן אחסון בזיכרון המחשב של ספריית תוכנות הבקרה וכל התיעוד הטכנולוגי הדרוש. ה-APCS כולל מודולי בקרה מקומיים, מדידת מידע וציוד מחשוב.
ב-GPS, בקרת תוכנה מבטיחה את פעולת הציוד במצב אוטומטי בהתאם לתוכנית נתונה ואפשרות לשנות את תהליכי התפקוד בעת שינוי התוכנית.
הבעיה העיקרית, הנובעת בפיתוח מערכת בקרה קבוצתית לציוד GPS - הבטחת אינטראקציה של מכשיר בקרה מקומי עם מחשב. הפתרון לבעיה זו קשור באיחוד וסטנדרטיזציה של ממשקי חומרה-תוכנה (פיזי, לוגי ומידע).
ממשק פיזיקובע את שיטת הממשק החשמלי והמכני של מחשבים והתקני בקרה מקומיים. ממשק לוגיקובע את שיטת העברת המידע (פרוטוקול החלפת מידע) על פני ערוץ התקשורת: שיטת הקמת וסיום הפעלות תקשורת, גודל ההודעות המועברות. מידעהממשק קובע את ההרכב והפורמט של הודעות המועברות בערוץ התקשורת, כלומר. שפת חילופי מידע בין מחשבים והתקני בקרה מקומיים.
4. HPS משמשים בעיקר בבניית כלי מכונות והנדסת מכונות.
ניתוח ה-GPS מאפשר לנו להסיק כמה מסקנות:
- ניהול מערכות הובלה ותפעול כלי מכונות מתבצע על ידי מחשב נפרד אחד או יותר;
- מספר המכונות ב-FMS נע בין 2 ל-50. עם זאת, 80% מה-FMS מורכב מ-4-5 מכונות ו-15% מ-8-10;
- מערכות של 30-50 מכונות פחות נפוצות (2-3%);
- ההשפעה הכלכלית הגדולה ביותר מהשימוש ב-HPS מושגת בעיבוד של חלקי גוף, ולא מהשימוש בהם בעיבוד של חלקים אחרים, למשל, חלקים כמו גופי מהפכה. לדוגמה, בגרמניה יש 60% מהם, ביפן - יותר מ-70, בארה"ב - כ-90%;
- גם מידת הגמישות של ה-GPS שונה. לדוגמה, בארה"ב שוררות מערכות לעיבוד מוצרים בתוך 4-10 פריטים, בגרמניה - מ-50 עד 200;
- מונח נורמטיביהחזר של GPS במדינות שונות 2 - 4.5 שנים.
בעיות שהתעוררו ביישום מערכות גמישות:
· GMS לא השיגה את יעדי הרווחיות שלה; הוא הוכיח את עצמו כיקר מדי בהשוואה ליתרונות שהושגו באמצעותו. נמצא כי הסיבה לעלות הגבוהה של הציוד היא עלויות בלתי מידתיות עבור מתקנים ומערך ההובלה;
· הפיתוח וההפעלה של GPS משולב התגלו כקשים וגם יקרים;
· מחוסר ניסיון, היה קשה לבחור את סוגי המערכות והציוד המתאימים לו;
· יש מעט ספקי מערכות שיכולים לספק מערכות מורכבות.
· במקרים מסוימים, מפעילים חוו גמישות מועטה למעשה;
· אלמנטים מבניים GAPS, למשל, כלי מכונות, מערכות בקרה וציוד היקפי התגלו פעמים רבות כלא מתאימים למערכת וגרמו לבעיות עגינה מיותרות.
· לרוב אין למפעילים מוכנות מספקת להפעיל מערכת מורכבת;
· יישום פרויקט ארוך טווח משלב התכנון ועד השקת המערכת.
סיכויים לשימוש במערכות גמישות
עלייה בו זמנית ביעילות ובגמישות;
הגדלת מידת האוטומציה מבלי להפחית את הגמישות;
שיפור של שיטות מדידה ובקרה כאלה השולטות במצב הכלי וחלקי העבודה בתהליך העיבוד, הכרחי להתאמה האוטומטית המתאימה;
צמצום מספר המתקנים והמשטחים על ידי אוטומציה של הידוק החלקים;
· הכנסת פעולות כגון כביסה, ציפוי, טיפול בחום, הרכבה וכו' ל-HPS;
פיתוח תחזוקה מונעת.
ערך GPS
· מקדם שימוש גבוה יותר במכונות (פי 2-4 בהשוואה לשימוש במכונות נפרדות);
יותר זמן קצרמעבר ייצור;
· חלקו של ייצור לא גמור יורד, כלומר. מספר מלאי החלקים במחסנים יורד, כלומר ירידה במוצרים הקשורים לייצור;
· זרימת חומרים ברורה יותר, פחות הובלות חוזרות ופחות נקודות בקרת ייצור;
עלויות מופחתות עבור שכר;
איכות מוצר אחידה יותר;
סביבה ותנאי עבודה נוחים ונוחים יותר לעובדים.
[הרצאה קודמת] [תוכן עניינים] [הרצאה הבאה]| הרצאות מומלצות |
| AU ו-DNR |
| הרצאה 1 |
| 2 - הכנת אוויר |
| 3.6. זרם נוזלי |
| נושא 4. מוח מוארך ואחורי |
תוכנית ההרצאה:
1. בקרה מספרית של ציוד ו
תפקידו בהפקה.
2. היתרונות העיקריים של שימוש במכונות CNC.
3. מבנה המתחם "מכונה עם CNC".
4. הרעיון של מערכת CNC ותפקידיה העיקריים.
5. מערכות CNC פוזיציוניות, קונטור ומשולבות.
1. בקרה מספרית בציוד ותפקידו בייצור
הרזרבה החשובה ביותר לצמיחת פריון העבודה בהנדסת מכונות היא הפחתת עוצמת העבודה של חלקי עיבוד שבבי במכונות חיתוך מתכת. הדרך העיקרית להשתמש ברזרבה זו היא לבצע אוטומציה של תהליכי עיבוד חלקים המבוססים על שימוש בכלי מכונות עם בקרה נומרית (CNC), וכן קווים אוטומטיים וחתכים אוטומטיים המבוססים על מכונות אלו.
אוטומציה של ייצור בקנה מידה גדול והמוני מובטחת על ידי שימוש במכונות אוטומטיות וקווים אוטומטיים. לייצור בקנה מידה קטן והמוני, המכסה כ-75-80% מהמוצרים ההנדסיים, דרושים כלי אוטומציה המשלבים את הפרודוקטיביות והדיוק של כלי מכונות אוטומטיים עם הגמישות של ציוד אוניברסלי.
אמצעי אוטומציה כאלה הם מכונות CNC. מכונת CNC היא מכונה בעלת חיבור גמיש, אשר פעולתה נשלטת על ידי מכשיר אלקטרוני מיוחד. תוכנית עיבוד החלקים כתובה בצורה מספרית על גבי התוכנית ומיושמת באמצעות מערכת CNC. במקרה זה, הדיוק של הגדרת הממדים אינו תלוי במאפיינים של נושא התוכנית, אלא רק ברזולוציה של מערכת ה-CNC. מכונת ה-CNC אינה דורשת התאמה ממושכת בעת המעבר לעיבוד של חלק חדש. כדי לעשות זאת, זה מספיק כדי לשנות את התוכנית, כלי חיתוך ומתקן. זה מאפשר לך לעבד מגוון רחב של חלקים במכונה. מכונת CNC עובדת במחזור אוטומטי, שומרת על המאפיינים של מכונה אוניברסלית עם שליטה ידנית.
השימוש במכונות CNC מציב דרישות חדשות לתכנון ועיבוד חלקים. ההכנה הטכנולוגית לייצור (TPP) משתנה באופן קיצוני: מרכז הכובד שלה מועבר מתחום הייצור לתחום העבודה ההנדסית, הוא הופך מורכב יותר וגדל בנפחו.
מופיעים אלמנטים חדשים בתהליך הטכנולוגי: נתיב כלי, תיקון נתיב, תוכנית בקרת עיבוד, יישור מימד של מיקום החלק והכלי במערכת הקואורדינטות של המזחלת, הגדרת הכלים מחוץ למכונה בדיוק גבוה וכו'.
אופי ונפח העבודה של הטכנולוג משתנים באופן קיצוני. עיבוד שבבי CNC מאפשר למסד תהליך זה וליישם מחשבים ואמצעי אוטומציה אחרים של עבודה הנדסית לתכנון תהליכים טכנולוגיים.
הכנסת עיבוד שבבי CNC לייצור הוא אירוע ארגוני וטכני גדול. היא חייבת להיות מלווה בתוכנית מחושבת בקפידה של כל העבודה הנובעת ממשימה זו, לרבות אחת בעדיפות כמו הכשרת הצוות הדרוש והכשרת מומחים בתחום תכנון תהליכים טכנולוגיים לעיבוד שבבי במכונות CNC.
התמחות מהנדס-מכונאי 12.01.00 "טכנולוגיה של הנדסת מכונות" חייבת להיות מסוגלת לפתור בעיות בהן תלוי שימוש מוצלח במכונות CNC בהנדסת מכונות. לשם כך עליו להכיר היטב את היכולות הטכנולוגיות של מכונות CNC והציוד הטכני שלהן, בדיקת היתכנות שימוש במכונות CNC, שיטות לתכנון תהליכים טכנולוגיים לעיבוד חלקים במכונות אלו, שיטות לפיתוח תוכניות בקרה. (NC), הנוהל להידור ועיבוד תיעוד טכנולוגי.










איך להבין: האם החתלתול יהיה רך?
איזה סוג של אלכוהול קל אפשר לשתות לנשים בהריון: ההשלכות של השתייה
מדוע הרגליים מתנפחות בקרסוליים ובקרסוליים של הרגליים אצל נשים בהריון: סיבות ודרכי טיפול
החתונה של הנסיך הארי ומייגן מרקל: פרטים שערורייתיים וסודיים של הנישואים (תמונה) הנישואים העתידיים של הנסיך הארי שנה NTV
איך סוגרים שזיפים לבנים לחורף