במלאי!
ביצועים גבוהים, נוחות, תפעול קל והפעלה אמינה.
מסכי ריתוך ווילונות מגן - במלאי!
הגנה מפני קרינה במהלך ריתוך וחיתוך. בחירה גדולה.
משלוחים לכל רוסיה!
ציוד: עצירת ציר C בציר הראשי וציר הנגד. צריח 12 שלבים עם מחזיק כלים דו צדדי. כלים סיבוביים לציר ראשי וציר ספירה. אתה יכול אפילו להפסיק להעביר תוכניות, להפעיל מחדש יציאות ולהסיר תוכניות מתור ההעברה ישירות מממשק האינטרנט.
המבנה המוצק שלו ובסיסי השרשרת מספקים דיוק רב יותר וקשיחות כללית. יש לו שולחן קריאה הניתן להזזה באמצעות מיסבים, מה שמקל על התנועה באזור החיתוך, בעוד שמערכת ההרכבה שלו קלה מאוד לתפעול.
בשליטה של המכונה נהוג להבין את מערך ההשפעות על מנגנוניה המבטיחים את ביצוע המחזור הטכנולוגי של העיבוד, ותחת מערכת הבקרה - מכשיר או מערך מכשירים המיישמים השפעות אלו.
בקרה נומרית (CNC) היא בקרה שבה התוכנית מצוינת בצורה של מערך מידע המוקלט על מדיום כלשהו. מידע הבקרה למערכות CNC הינו דיסקרטי ועיבודו בתהליך הבקרה מתבצע בשיטות דיגיטליות. מחזורים טכנולוגיים נשלטים כמעט אוניברסלית באמצעות בקרי לוגיקה ניתנים לתכנות המיושמים על בסיס העקרונות של התקני מחשוב אלקטרוניים דיגיטליים.
התנועות שהיא מבצעת נזילות ומדויקות הודות למערכת ההעברה המבוססת על מוטות עגולים. יש לו גם מערכת ניקוי מטאטא אשר מאריכה את חיי המסילות. ציוד זה מוכן להכיל עד ארבעה מצבי לפיד בהתאם לרוחב החיתוך השמיש.
יש לו את היכולת לעבוד עם ארבעה קיוסקים של חמצן ושתי פלזמות. תנועתו חלקה ומדויקת הודות למערכת ההנעה שלו באמצעות מנועים פלנטריים. זהו גב ממונע משולש מסונכרן בעל מבנה מוצק עם מסילות לרצפה המעניקות קשיחות רבה יותר לציוד לביצועים מושלמים. זהו ציוד שתוכנן במיוחד עבור 100%.
בשולחן. 8.1 מפרט את המטרות והתפקודים של התקן מודרני רב רמות CNC (CNC).
מערכות CNC מחליפות למעשה סוגים אחרים של מערכות בקרה.
על פי מטרתן ופונקציונליותן הטכנולוגית, מערכות CNC מחולקות לארבע קבוצות:
- מיקום, שבו מצוינות רק הקואורדינטות של נקודות הסיום של המיקום גופים מבצעיםלאחר שסיימו אלמנטים מסוימים של מחזור העבודה;
- קו מתאר או מתמשך, השולט בתנועת הגוף המבצע לאורך מסלול עקום נתון;
- אוניברסלי (משולב), שבו מתבצע תכנות של שתי התנועות במהלך המיקום ותנועת הגופים המבצעים לאורך המסלול, כמו גם החלפת כלים והעמסה ופריקה של חלקי עבודה.
- מערכות מרובות לולאות המספקות שליטה בו-זמנית או רציפה על פעולתן של מספר יחידות ומנגנונים של המכונה.
דוגמה לשימוש במערכות CNC מהקבוצה הראשונה הן מכונות קידוח, קידוח ומכונות קידוח. דוגמה לקבוצה השנייה הן מערכות CNC של מכונות חריטה, כרסום ושחזה גליליות שונות. הקבוצה השלישית כוללת מערכות CNC של מכונות חרטה וקידוח-כרסום-קידוח רב תכליתי שונות.
יש לו תזוזות ודיוק אחידים הפועלים במהירות של 10 מטר לדקה, בנוסף, בבעלותו מערכת ניקוי סוג טאטא. תנועות הכבלים והצינורות מבוצעות באמצעות שרשראות פלסטיק, המספקות ביצועים טובים יותר, דבר חשוב מאוד לתפעול הציוד, שכן הוא מספק רמת הגנה גבוהה יותר למערכת הכבלים והצינורות.
הצמדה חזקה, פשוטה ומסונכרנת לצירי האורך והרוחב, עשויה ע"י פיניון ומתלה, המבטיחה את הדיוק והביצועים המצוינים של המערכת. המיקום נע במהירות של 12 מטר לדקה וחותך עד 7 מטר לדקה.
הקבוצה הרביעית כוללת מכונות השחזה גליליות ללא מרכז, בהן מנגנונים שונים נשלטים ממערכות CNC: חבישה, הזנת ראש וכו'. ישנם מחזורי בקרה מיקום, קו מתאר, משולב ורב-מעגלי (איור 8.1, א).
על פי שיטת ההכנה והקלט של תוכנית הבקרה, נבדלות מה שנקרא מערכות CNC מבצעיות (במקרה זה, תוכנית הבקרה מוכנה ועורכת ישירות על המכונה, בתהליך של עיבוד החלק הראשון מהאצווה או הדמיית עיבודו) ומערכות שעבורן מוכנה תוכנית הבקרה ללא קשר למקום עיבוד הפרטים. יתרה מכך, הכנה עצמאית של תוכנית הבקרה יכולה להתבצע או באמצעות טכנולוגיית מחשב המהווה חלק ממערכת ה-CNC של מכונה זו, או מחוצה לה (ידנית או באמצעות מערכת אוטומציית תכנות).
עגלות פלזמה מוצלבות מספקות הגדרה ראשונית באזור החיתוך, בעוד תנועות הכבלים והצינור נעשות באמצעות שרשראות פלסטיק המספקות ביצועים טובים יותר. יש לו גם מערכת לניקוי ספסל מטאטא עבור המדריך הראשי. בתורו, הכרכרה מצוידת במיסבים מובילים המבטיחים יישור מושלם של השער.
ל חיתוך פלזמהנדרשת מערכת חילוץ עשן, הנחוצה לחיתוך מסוג זה ולפרודוקטיביות גבוהה. סוג חיתוך זה מצריך פנטוגרף, המבטיח מערכת תנועה מושלמת. בהתחשב במקרה זה שלושה מכלולים פלנטריים, כמו גם מבנה מוצק ואמין. יש לו שולחן עם מערכת פליטת עשן, הכרחית לעבודה מסוג זה.
בקרים ניתנים לתכנות הם התקני בקרת מכונה. לרוב הבקרים הניתנים לתכנות יש עיצוב מודולרי, הכולל ספק כוח, יחידת מעבד וזיכרון ניתן לתכנות, כמו גם מודולי I/O שונים. התקני תכנות משמשים ליצירת וניפוי באגים של תוכניות תפעול מכונה. עקרון הפעולה של הבקר: הכניסות/יציאות הנחוצות נחקרות והנתונים המתקבלים מנותחים ביחידת המעבד. במקרה זה, בעיות לוגיות נפתרות ותוצאת החישוב מועברת לפלט הלוגי או הפיזי המתאים להגשה למנגנון המתאים של המכונה.
תחומי יישום למכונות CNC
זהו עוד אחד מאותם ראשי תיבות מפורסמים המופיעים באינספור טכנולוגיות ולא כולם יודעים מה זה ומה זה משרת. אם אנו רואים קוביית תמונה, לכל אחד מהקצוות יש קואורדינטות ייחודיות משלו; כך שאם נרצה לכוון את קצה הכלי, לגעת בכל אחת מהקואורדינטות הללו, נצטרך רק להזין את הפקודות המתאימות לתוכנית ולטעון אותה למכונה, שתהיה אחראית על ביצוע נתיבים שונים.
כפי שאמרנו, זה מאפשר לנו לשלוט תמיד באילו תנועות של הכלי, אז נשתמש כדי להשיג חלקים במידות מסוימות, כדי ליצור תוכניות שחוזרות עלינו במדויק חלקים שווים, גם בשימוש והרבה לבדוק את המידות של מה שנעשה.
משתמשים בבקרים ניתנים לתכנות סוגים שוניםזיכרון שבו מאוחסנת תוכנית האלקטרו-אוטומטיקה של המכונה: זיכרון חשמלי שניתן לתכנות מחדש לא נדיף; RAMעם גישה חופשית; מָחִיק קרינה אולטרא - סגולהוניתן לתכנות מחדש חשמלית.
לבקר הניתן לתכנות יש מערכת אבחון: כניסות/יציאות, שגיאות בפעולת המעבד, זיכרון, סוללה, תקשורת ואלמנטים נוספים. כדי לפשט את פתרון הבעיות, למודולים אינטליגנטיים מודרניים יש אבחון עצמי.
איך הם עשו את זה? אינטרפולציה ליניארית ומעגלית. ציון כלי חיתוך וחומר בסיס. בדיקה ותיקון התוכנית.
- מכונות בקרות מספריות מחשב.
- מערכות קואורדינטות.
- שיקולים כלליים למכונות עיבוד.
- בקרות מספריות במחשב.
נושא התוכנית עשוי להכיל מידע גיאומטרי וטכנולוגי כאחד. מידע טכנולוגי מספק מחזור מסוים של פעולת המכונה, ומידע גיאומטרי מאפיין את הצורה, מידות האלמנטים של חומר העבודה והכלי המעובד ואת מיקומם היחסי במרחב.
מכונות עם ניהול תוכנה(CP) לפי סוג הבקרה מתחלק למכונות עם מערכות בקרת תוכניות מחזוריות (CPU) ולמכונות עם מערכות בקרה מספרית (CNC). מערכות המעבד פשוטות יותר, שכן רק מחזור המכונה מתוכנת בהן, וגודל תנועות העבודה, כלומר. מידע גיאומטרי מוגדר בצורה פשוטה, למשל, באמצעות עצירות. במכונות CNC, הבקרה מתבצעת מנשא תוכנה, עליו מוזנים גם מידע גיאומטרי וגם מידע טכנולוגי בצורה מספרית.
אם מדברים על תעשיית הפלדה, עדיין יש תהליכים שמתבצעים באופן ידני, מה שמוביל לא רק לעלויות ייצור גבוהות, אלא גם ללחץ של עובדים, שמגביל גם את הפריון וגם את רווחי החברה. כדי להתגבר על כל הבעיות הללו, פותחה - וזמינה בשוק - כמות גדולה של תוכנות הקשורות לעיבוד ועיבוד מתכות.
בנוסף לתוכנה, מכונות CNC הן אחת מהן הכלים הטובים ביותרעבור - גימור, קידוח, שחיקה ופעולות חיתוך מתכות אחרות - אוטומטית באמצעות פקודות המתקבלות מהמחשב.
בקבוצה נפרדת מוקצים מכונות עם חיווי דיגיטלי ומערכת קבועה מראש של קואורדינטות. למכונות האלה יש מכשיר חשמליכדי לקבוע קואורדינטות נקודות רצויות(קאורדינטות מוגדרות מראש) ושולחן צולב מצויד בחיישני מיקום, שנותן פקודות לעבור למיקום הרצוי. במקביל, כל מיקום נוכחי של הטבלה מוצג על המסך (חיווי דיגיטלי). במכונות כאלה, ניתן להשתמש בקבוצה קבועה מראש של קואורדינטות או בחיווי דיגיטלי; תוכנית העבודה הראשונית נקבעת על ידי מפעיל המכונה.
יתר על כן, מאז מכונות נשלטות תוֹכנָהומשולב תוכנות מחשב, תהליכים מופסקים מוקדם יותר והשגיאות מצטמצמות, מה שמוביל לשיפור ביצועים כולל. המשמעות היא שהעובדים משוחררים מסכנות ובטיחות באזורי עבודתם.
ההסרה האוטומטית של שבבים הכוללת יוצרת חללי עבודה נקיים יותר. לכן, מערכות אלו מספקות את הפתרון האופטימלי לעבודה עם מתכות בפנים צורות שונות. הם משפרים את ניהול התכווצות ל הדרך הכי טובהלהשתמש, ויכול גם להפריד סוגים שונים של שבבים כדי להקל על השימוש החוזר והמחזור שלהם.
בדגמים של מכונות עם PU, האות Ф עם מספר מתווספת כדי לציין את מידת האוטומציה: Ф1 - מכונות עם חיווי דיגיטלי והגדרה מראש של קואורדינטות; F2 - מכונות עם מערכות CNC פוזיציוניות ומלבניות; F3 - מכונות עם מערכות CNC קו מתאר ו-F4 - מכונות עם מערכת אוניברסלית CNC לעיבוד מיקום וקווי מתאר. קבוצה מיוחדת מורכבת ממכונות עם CNC לעיבוד רב-קונטור, למשל, מכונות השחזה גליליות ללא מרכז. עבור מכונות עם מערכות PU מחזוריות, המדד C מוצג בייעוד הדגם, עם מערכות תפעוליות - המדד T (לדוגמה, 16K20T1).
הפחתת השתתפות העובדים
זה מוזיל מאוד את עלות ההטמעה וההכשרה של מפעילי המכונות, כמו גם הפחתת טעויות אנוש ותאונות המתרחשות בתהליכים מסורתיים. לפעמים אתה פשוט צריך להחליף כלי חיתוך.
ביצוע תהליכים מורכבים
הם יכולים לבצע תהליכים מורכבים שידרשו הרבה מאמץ וזמן אם יעשו ביד. כל שעליכם לעשות הוא להגדיר את המכונה ולשלב את התוכניות.מפעילים נדרשים רק כדי לפקח על המכונה והתהליכים ולכן יכולים להפעיל את התהליך ללא הפרעה או כשל. אין כמעט אפשרות לכך תהליך ייצורמי לא סומך על אלה חזקים ו מכונות אוניברסליות. לכן, במאמר זה, נפתח סיכום כדי להודיע ולספק כמה מושגים שימושיים.
CNC שולט על תנועות גופי העבודה של המכונה ומהירות תנועתם במהלך העיצוב, כמו גם על רצף מחזור העיבוד, מצבי החיתוך ופונקציות עזר שונות.
מערכת בקרה מספרית (NC) היא קבוצה של מכשירים, שיטות וכלים מיוחדים הדרושים ליישום CNC על ידי כלי מכונה. מכשיר ה-CNC (CNC) עם כלי מכונות הוא חלק מה-CNC, המיוצר איתו כיחידה אחת ומבצע הוצאת פעולות בקרה לפי תוכנית נתונה.
לפני ואחרי בקרה מספרית
אנחנו יכולים לראות את זה דוגמה פשוטה. לשם כך, על המפעיל לבצע משימות רבות: הנח את הסדין על שולחן הקודח, הנח אותו על הפתח ונעל אותו על הציר, בחר את מהירות הסיבוב על ידי החלפת הגלגלות, הפעל את הציר והפעל את הידית או גלגל היד. , כדי להנחות את הביט אל הגיליון המעובד. כעת דמיינו את כדאיות תהליך כזה בסביבה תעשייתית בה יש לעשות מאות חורים במאות יריעות בזמן הקצר ביותר בעלות הנמוכה ביותר ובאיכות המוצר הגבוהה ביותר.
IN פרקטיקה בינלאומיתמתקבלים הכינויים הבאים: NC-CNC; HNC - מעין מכשיר CNC עם משימת תוכנית על ידי המפעיל מהקונסולה באמצעות מקשים, מתגים וכו'; SNC - מכשיר CNC בעל זיכרון לאחסון כל תוכנית הבקרה; CNC - שליטה במכונת CNC אוטונומית המכילה מיני מחשב או מעבד; DNC - שליטה בקבוצת מכונות ממחשב משותף.
כך, כבר בשנות החמישים הוצג בארצות הברית המושג של בקרה מספרית, תוך שימוש בטכנולוגיית שפופרת ואקום והעמסת נתונים בוצעה באמצעות כרטיסים מחוררים. כבר בשנות ה-60 הוחלפו שסתומי הוואקום בטרנזיסטורים, עד שהכנסת המחשבים בשנות ה-70 הניחה את הבסיס הסופי למה שאנו מכירים כיום כטכנולוגיית בקרה דיגיטלית ממוחשבת.
המיקרו-מעבדים חוללו מהפכה בעולם הבקרה המספרית, ואיפשרו שילוב של תכונות כגון כלי תכנות מתקדמים, ייצוג נתיבי כלים גרפיים, תתי שגרות ומחזורים קבועים, כמו גם אינטגרציה של תקשורת ורשת.
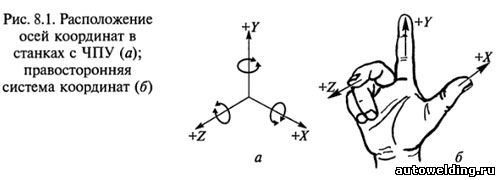
עבור מכונות CNC, כיווני התנועה והסמלים שלהם הם סטנדרטיים. תקן ISO-R841 מחשיב את כיוון התנועה החיובי של רכיב מכונה ככיוון שבו הכלי או חלק העבודה מתרחקים אחד מהשני. ציר הבית (ציר Z) הוא ציר ציר העבודה. אם ציר זה הוא סיבובי, אזי המיקום שלו נבחר בניצב למישור ההידוק של החלק. הכיוון החיובי של ציר ה-Z הוא ממחזיק החלק אל הכלי. אז צירי X ו-Y ימוקמו כפי שמוצג באיור. 8.1.
בקיצור, מחשב שליטה מספריתהוא השימוש במחשב לשליטה ובקרה על תנועות המכונה. בין המכונות הללו, הן סטטיות והן ניידות, ניתן לציין: "מכונה, עם או בלי עזרה" וכו'. למכונות גדולות יש מחשב ייעודי שהוא חלק חומרה ולרובם יש מערכת מורכבת מָשׁוֹב, אשר מנטר ומתאים כל הזמן את המהירות והמיקום של כלי החיתוך. מכונות פחות תובעניות המשמשות בסדנאות תומכות בשימוש במחשב אישי חיצוני.
השימוש בסוג מסוים של ציוד CNC תלוי במורכבות החלק המיוצר ובייצור הסדרתי. ככל שהייצור הסדרתי קטן יותר, כך צריכה להיות למכונה הגמישות הטכנולוגית גדולה יותר.
בייצור חלקים בעלי פרופילים מרחביים מורכבים בייצור יחיד ובקנה מידה קטן, השימוש במכונות CNC הוא כמעט הפתרון המוצדק מבחינה טכנית. ציוד זה מומלץ להשתמש גם אם אי אפשר לייצר ציוד במהירות. בייצור המוני כדאי גם להשתמש במכונות CNC.לאחרונה, נעשה שימוש נרחב במכונות CNC עצמאיות או מערכות של מכונות כאלה בתנאים של ייצור בקנה מידה גדול שהוגדר מחדש.
התקן קלט יחידת בקרה או בקר מכונה מערכת כונן התקני משוב צג. ציר התנועה יכול להיות ליניארי או סיבובי. באופן כללי, ככל שמספר הצירים גדול יותר, המורכבות גדולה יותר. אם נמשיך בדוגמאת המקדחה התעשייתית, הצירים ימקמו את הכלי על החור המעובד ויבצעו את הפעולה. הצירים נקראים אותיות.
בקרת תנועה יכולה להתבצע על ידי שתי מערכות, שיכולות לעבוד בנפרד או בשילוב. ערכים מוחלטים שבהם הקואורדינטות של נקודת המטרה הן ביחס לנקודת המוצא. ערכים מצטברים שבהם הקואורדינטות של נקודת היעד הן ביחס לנקודה הנוכחית. . כמעט כל המכונות מתוכנתות בכמה דרכים אחרות. כך, למשל, לאחד יהיו לפחות התכונות הספציפיות הניתנות לתכנות הבאות.
התכונה הבסיסית של מכונת CNC היא העבודה על תוכנית בקרה(UE), שבו נרשמים מחזור פעולת הציוד לעיבוד חלק ספציפי ואופנים טכנולוגיים. בעת שינוי החלק המעובד במכונה, אתה רק צריך לשנות את התוכנית, אשר מפחיתה את עוצמת העבודה של המעבר ב-80 ... 90% בהשוואה לעוצמת העבודה של פעולה זו במכונות עם שליטה ידנית.
כלי עבודה אוטומטיים: רוב מרכזי העיבוד יכולים לכלול מגוון של כלים שוניםממוקם במחזיק הכלי. במידת הצורך, ניתן להניח את הכלי הנדרש באופן אוטומטי על הציר לביצוע העיבוד המתאים. מהירות ציר והפעלה: ניתן לקבוע בקלות את מהירות הציר, והציר יכול לא רק להסתובב עם כיוון השעון או נגד כיוון השעון, אלא גם ניתן לעצור. נוזל קירור: לפעולות רבות עיבוד שבבייש צורך לשמן ולקרר את נוזל הקירור. נוזל הקירור עשוי להידלק ולכבות במהלך מחזור העבודה של המכונה. . זוהי רשימה רציפה של הוראות שיפעילו את המכשיר.
היתרונות העיקריים של מכונות CNC:
- הפרודוקטיביות של המכונה גדלה פי 1.5 ... 2.5 בהשוואה לפרודוקטיביות של מכונות דומות עם שליטה ידנית;
- הגמישות של ציוד אוניברסלי משולבת עם הדיוק והפרודוקטיביות של מכונה אוטומטית;
- הצורך במפעילי מכונות מיומנים מצטמצם, והכנת הייצור מועברת לתחום העבודה ההנדסית;
- חלקים שנעשו על פי תוכנית אחת ניתנים להחלפה, מה שמפחית את זמן עבודת ההתאמה בתהליך ההרכבה;
- תנאי ההכנה והמעבר לייצור חלקים חדשים מצטמצמים עקב הכנה מוקדמת של תוכניות, ציוד טכנולוגי פשוט ורב-תכליתי יותר;
- משך מחזור ייצור החלקים מצטמצם ומלאי העבודות בתהליך מצטמצם.
האתר בו אתה מבקר כעת הוא חלון ראווה באינטרנט של חנות מכונות CNC של חברת מכונות נתב. מגוון המוצרים שלנו כולל מבחר גדול של ציוד כרסום וחריטה CNC שנועד לפתור מגוון רחב של משימות.
מה כולל המחיר הרשום של המכונה?
המחיר של כל מכונה באתר מצוין עבור התצורה הסטנדרטית שלה. בגיבוש ובייצור סדר מותאם אישית(החלפת הציר, אפשרויות נוספות או אביזרים) מחיר המכונה עשוי להשתנות.
שימו לב גם שעלות מכונות CNC המצוינת בחנות המקוונת אינה כוללת מע"מ.
האם יש מכונות זמינות?
כן, רבים מדגמי המכונות המוצגים בחנות האינטרנט זמינים באולם התצוגה שלנו. אתה יכול לקנות ולאסוף מכונות אלו "עד לאותו היום". כמו כן, במידת הצורך נסייע בהסדרת משלוח על ידי חברת הובלה.
בדוק את זמינות המכונות עם המהנדסים היועצים שלנו בטלפון: +7 499 686 11 86 .










דואה לעצבות חרדה ודיכאון
בודהיזם: יסודות הדת, כמה בודהיסטים יש בעולם
תפילות חובה: תכונות וסדר ביצוע של גברים
הורוסקופ דרואידי לפי תאריך לידה: פרשנות ותכונות
מה זה אורגנו: הכל על התיבול השימושי להפליא!