On this page of the site we will try enough plain language explain how work on a CNC machine For example jewelry modeling.
I am sure that almost any interested person will be able to master the methods of work.
However, do not forget that any technique requires attention, ... and patience.
First:
If you are not familiar with AutoCAD, then you will first need to learn the basics of this graphic editor. The fact is that it is on this platform that we design the trajectory of the movement of machine tools and create a working file for it. To this end, we have developed several embedded software modules.
Tutorials are required to learn with AutoCAD. There are a lot of them. Many are available on the Internet, freely available. To get started, you can read, for example, - AutoCAD for students.
You can use different versions of AutoCAD. True, we, for example, use the Mechanical Desktop R6 Power Pack. Suitable for our purposes the best way. And in case of difficulties with the installation or with the study of this program, we can provide all possible assistance.
Second:
To study the device of the machine and characteristics. For initial acquaintance we can provide 2 instructions.
We provide full-time and (or) distance learning. Basic course included in the cost of the machine.
Third:
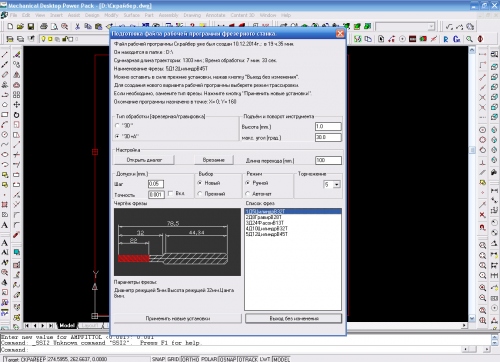
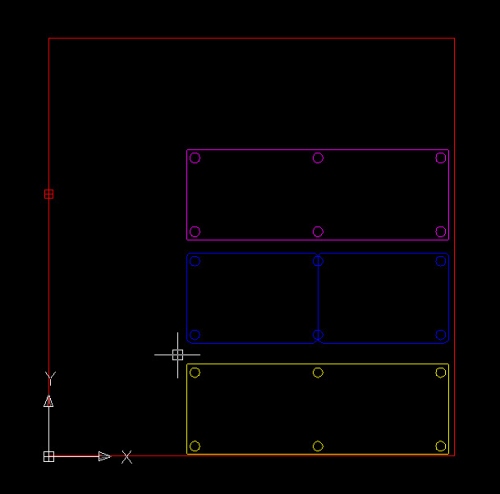 Together with the machine, we will provide the files necessary for work. All machine settings will be made and fixed in your computer, in the AutoCAD DWG file. This means that the boundaries of the working field will be set, seat for interchangeable plates, and the real settings of each tool of the machine (milling cutter, scriber, engraver) will be fixed (see fig. No. 1).
Together with the machine, we will provide the files necessary for work. All machine settings will be made and fixed in your computer, in the AutoCAD DWG file. This means that the boundaries of the working field will be set, seat for interchangeable plates, and the real settings of each tool of the machine (milling cutter, scriber, engraver) will be fixed (see fig. No. 1).
Having received the machine, you can immediately start modeling the product that you want to receive.
First of all, it is necessary to determine the geometry of the product. It is very good if you have (get) this information along with a perforated stamp. Otherwise, you will have to work quite hard with an electronic barbell and other meters ...
Having dimensions products, we use a milling cutter to make a seat for the product.
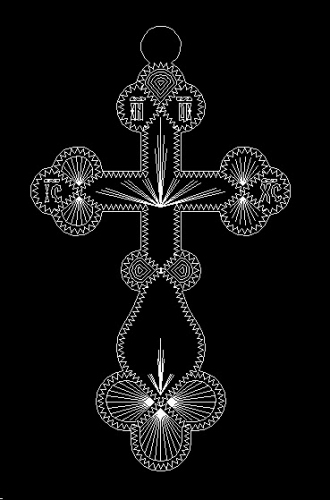
Now about the design of the future product. For example, it may look like it is presented in fig. No. 2.
This is a variant of a body jewelry cross. In this case, with the help of AutoCAD primitives (segments, arcs, polylines, splines ...), a trajectory of movement of working tools was created. To achieve the best artistic effect, this trajectory is made three-dimensional.
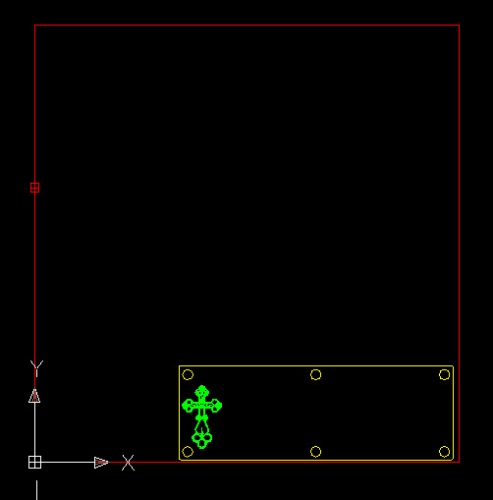
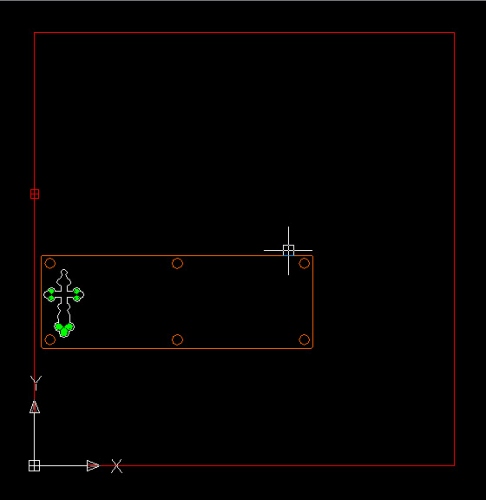
Now a few words about drawings No. 3 and No. 4. Here we have separated the primitives that define the operation of each of the two tools. And for convenience further use, created two separate files.
 |
|
Fourth:
Now everything is ready to calculate the working files for the machine. For example, let's first perform such a calculation for a scriber. To do this, open the desired file and run the corresponding function of our software module AutoCAD adaptations. The initial view of the dialog box of this function is presented in Fig. No. 5. Next, you need to perform a few simple sequential steps. These actions are determined by the calculation function algorithm. One of the main tasks here is to specify the sequence of processing primitives. As a result of the dialogue, if necessary, you can change the direction of movement on the desired sections of the trajectory. After the end of the calculation, a working file for the scriber will be prepared. This file has the extension lpm. This format is developed by us and "understandable" only by our machine controller.
Fifth:
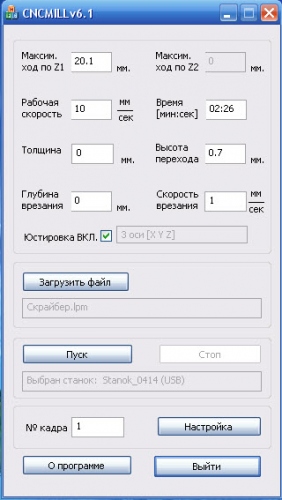
The prepared working file can now be immediately processed. To do this, open the dialog box of the machine control driver and load the file. Appearance driver submitted in Fig. No. 6.
The control of the machine is quite simple. The main task of the operator is to set the desired tool depth. To do this, he has at his disposal an electronic indicator of the Z coordinate. It shows the current position (distance) relative to the zero point sensor in Z. The task of the operator is to find the distance from the zero position to the tool touching the surface of the product and add the desired depth. For example, according to the electronic indicator, the contact with the workpiece was fixed at a value of 20 mm. The cutting depth is usually 0.1 mm. Therefore, the maximum depth will be 20.1 mm. We enter this data into the program window (Max. travel in Z) Thus, we connect the program and machine zero. This parameter very easy to adjust, if necessary, along the tuning pass.
Outcome:
Almost anyone can become a machine operator. Engraving time for one side of the middle cross is approximately 2-3 minutes. In particular, for the considered product, scribing front side took 2 min. 26 sec. Time spent processing reverse side was 1min.58sec. The work of the engraver lasted 1 min. 32sec. The result is shown in fig. No. 7 and No. 8.
 |
|

Suppose you have a working CNC machine that has just been purchased, but there is not enough knowledge about it yet. Suppose now that this milling machine with CNC for metal, and that in the first place you will be interested in milling metal, which is easy to process.
Chances are you're itching to start milling interesting parts, building a tool magazine, or maybe putting together a Colt 1911 pistol. With CNC, you can build just about anything, and you're full of ideas to get started on your favorite projects.
Consider first some of the nuances of metal milling
A friend of mine has been cutting metal for some time with his CNC machine, which has working field 400x600 mm. How he does it? You just need to follow the following parameters:
- depth per pass;
- feed rate;
- choose the right end mill and its cooling.
However, metals can be cut without cooling.
When milling metal, you need to be extremely careful, especially with aluminum, this material begins to melt at a temperature of about 648 degrees Celsius, and when using an end mill rotating at a high speed (about 13,000 rpm), it will get very hot and melt the end face workpieces during processing. Aluminum is a low-melting metal. Comparing it to steel that melts at 1150 degrees Celsius, some CNC metalworkers will say that mild steel is easier to cut than aluminum simply because the cutter can run at a slower feed rate and gnaw through the material.

Ways to control the temperature of the cutting tool
- The first and most widely used method is to apply coolant to the end mill while it is running. This is a special substance that, in combination with the cutting fluid, provides the best cutting performance.
- The second way is that only coolant can be sprayed onto the cutter, which is usually done by hand. Usually, isopropyl alcohol is used for such purposes, which at the same time perfectly cleans the cutting tool.
- The third method is based on supplying a jet of compressed air to the cutter. This method consists in creating a vortex system in which a stream of cold air is supplied from one nozzle, the temperature of which is about -50 degrees Celsius, and air with a high temperature (above 100 degrees) is supplied from the other.
- The last method is to find the right balance of depth per pass, spindle speed, feed rate, end mill selection, and swirl cooling angle to achieve dry cut.
Achieving such a balance is not easy, and by the last statement that the industry is moving in this direction, it seems that people do not yet know how to achieve this. Well, actually, it is practiced, but not with ideal parameters, and finding those ideal parameters is the holy grail of metal cutting.

Cutting aluminum and how to get good results
Balance: A metal milling machine with a high feed rate and a very shallow depth per pass allows the cutter to cool well. It will travel over the aluminum alloy workpiece fast enough to cool itself down, but if the tool stays too long (slow feed and deep depth per pass) in the same place, it will heat up and melt the cut on the workpiece due to friction. Keep in mind that CNC milling machines of almost any type can successfully cut aluminum.
Consider this analogy: an adult can dig a hole quite quickly and gain a large number of sand in a shovel at a time. The child can dig in the sand too, but only scratch the surface over and over, rather than picking up a full shovel. The child will eventually reach the same depth as the adult, but it will take a little longer.
Problem: a child does not use the shovel most effectively because the sharp tip of the shovel will dull faster than the top of the shovel, while an adult will work the entire shovel evenly. This is the case with end mills. The deeper you can go into the workpiece with the cutter, the more evenly it will wear, extending its life.

So, what parameters should be observed? This is an important question, because the result can cost a pretty penny. We have good example. As already mentioned above, a compact CNC metal milling machine and a vortex system are used to blow the cutter with air at a temperature of -50 degrees. The material being cut is 6061, which is a structural grade of aluminium, and its thickness is 5 mm, but it doesn't matter because the cutting is done with a large number of passes. The thicker the material, the longer it will take to process, however, this is already clear.
For cutting, a Chinese spindle with a speed of 13,000 rpm is used. The feed rate (the speed at which the end mill passes through the cut) is set between 300 and 430 mm/min. Depth per pass is an important parameter that should be carefully selected. Onsrud, who has extensive experience in the manufacture of face mills, recommends that the depth per pass be 1/2 of the cutter's cutting diameter. For a 3 mm end mill this is about 1.5 mm, but for finishing it is still better to take a depth equal to a quarter of the diameter of the cutting tool.
In end mills, infeed is generally the most damaging to the tool, so a slow plunge rate is preferred. Typically for aluminum, the immersion speed is set to 150 mm/min. If diving is planned to a greater depth, then it is better to pre-drill a hole in this place using drilling machine. When diving into the beginning of a profile, it's best to go to the material first (by giving the cutter a horizontal movement as the z-axis goes down or up).
When cutting metal, workpiece vibration is the main problem that needs to be eliminated. At home, you can use the most various ways fixings, starting from clamps and ending with a special vacuum table. Whatever clamping or fastening method is used, make sure it will not move at all and that the clamp (screws, clamp) is as close to the cut as possible.

Summing up
Based on the foregoing, we can highlight such points, remembering which it will become much easier to mill metal:
- Do not hurry. It is better to spend more time processing than to kill a mountain of expensive tools and ruin more than one workpiece.
- Use carbide cutters. They will serve for a very long time with properly selected cutting conditions. And it is advisable to buy cutters from trusted manufacturers and in specialized stores.
- Use cutters with a smaller diameter. Better make more passes and get a nice place cut than to remove a kilogram of aluminum in one cut, throw away the "burnt" tool and see the torn edges of the workpiece.
- Don't be paranoid about cleaning your cuts. You do not need to stand with a brush or a vacuum cleaner over the workpiece that you are processing, it is enough at the end to simply sweep away all the waste or collect it with a magnet (if it is a ferromagnetic material).
- Lubricate working tools with coolant mist. The effect of "fog" is achieved by using a special fitting on the fluid supply pipe.
- Don't slow down the feed too much. If the feed is too slow, instead of cutting the material, the cutter begins to rub against it and heats up very much, which leads to overheating of the tool and melting of the cut point (if the workpiece is made of fusible material).
- If your metal cutting machines don't feed fast enough, use fewer passes and increase the cutter diameter.
Milling modes for aluminum and its alloys
As everyone knows, the main parameters in cutting are the spindle speed and feed rate. The diameter of the cutter is selected based on two parameters - the width and depth of processing. The width of the cut, or the width of the passage, is usually calculated when developing a drawing and directly depends on the size of the part or the processing field. If more than one workpiece is milled on the CNC at the same time, then the processing width increases by a multiple of the workpiece size.
Here are the data for milling aluminum and its alloys:
CNC machines are modern devices that allow you to work with a large number of workpieces and process them at a fast pace. To work with such a machine, you do not need to have special education. Having a minimum experience in this field allows you to effectively cope with such a device. In this article we will talk about how you can make money on a CNC machine.
Wood processing
CNC milling machines allow you to quickly and masterfully process wooden blanks. Such a device allows you to create curvilinear reliefs of traditional and non-traditional shapes. good machine for wood processing allows sawing wooden blanks, creating grooves and grooves on them.
Such devices are most often used:
- Furniture manufacturing companies. Allows you to create quite original products from the most different materials.
- Development various forms for other industries.
- Production of souvenirs and original household items, gifts.
- Marketing area - production of logos, etc.
The broadest prospects for making money with the help of CNC machines open up in the field of developing the most different forms and models. The specificity of these devices makes it possible to produce the necessary (even rather complex) part or shape with the least expenditure of time and money. At the same time, they do everything quickly and efficiently. The made molds can be used for mass production of required goods.
Metal processing
CNC milling machines for machining metal products not much different from the same woodworking machines. On the other hand, such devices have a wider scope, and their products are in great demand in the modern market. There are several ways to make money with these devices:
- Create online ads on advertising resources. Write in detail there the products that you can produce, add to this ad the maximum number of photos of your products. Pay special attention to highlighting the benefits of your work. If you specify the price of your products, be sure to justify it. Specify the maximum amount of goods that you can produce in a certain period of time.
- Collaborate with other workshops. Feel free to seek allies. Among other masters, you can find not only competitors, but also potential and regular customers. They will not only buy your products for own production but they can also recommend it to their clients. In this case, the ability to show yourself and your products with the most better side, describe all the benefits of a possible cooperation.
- Try to specialize in a particular market segment. It is better to make one part that is in high demand than a lot of parts that are difficult to sell. With each new completed order, you will improve the quality of your products and acquire new customers. In this case, the correct analysis of the market and its potential place in it is of great importance.
Video: what can be done on a CNC machine?
Consider these recommendations before purchasing machines or before starting serious production. Try to get the maximum amount of information in the future area of \u200b\u200bits work. Feel free and don't be afraid to ask for advice on specialized forums and from people who have already achieved some success in this field.
For the mass production of high-quality metal products, industrial enterprises use a CNC milling machine - an efficient unit with program numerical control.
1 CNC machines - briefly about the main
On machines for milling with numerical control, using end and face mills, spatial and flat surfaces of complex configurations, cams, molds, and dies are processed (watch the video). Also, these units for metal make it possible to perform reaming and drilling operations using the appropriate tool, which is mounted in special working heads.
Structurally, CNC is not much different from conventional milling units.
At the same time, the installation of software on the equipment numerical control significantly increases its productivity, reliability and accuracy of operations at high cutting speeds, as well as the unique positioning accuracy of cutters and other cutting tools.
CNC machines for metal are classified according to four criteria:
- the option of supplying working devices for cutting - automatic or manual;
- the number of coordinate movements of the headstock of the unit or its working surface;
- the location of the spindle assembly - vertically or horizontally;
- by the number of tools - multi- or single-tool machines.
In addition, metal aggregates are divided into different categories depending on their layout. From this point of view, a CNC milling machine can be universal, longitudinal or cantilever milling, vertical milling. In the latter case, the unit is necessarily equipped with a cross-shaped table.
CNC systems on machines for metal work are:
- open - stepper motor clearly doses the process of movement of the working units of the equipment, while there is no need to use feedback sensors;
- closed - they are equipped with sensors that during the operation of the machine control the progress of processing operations, as well as a drive that moves the work units in a continuous pattern.

The main movement on modern CNC machines for metal is provided by DC electric motors and asynchronous motors, which direct the rotation to the spindle by means of a direct drive, belt drive or a special gear mechanism.
On machines of the horizontal type, the processing of case and large-sized products is usually carried out. In production, they are used less frequently than vertical units, which are recognized as many times more versatile and efficient.
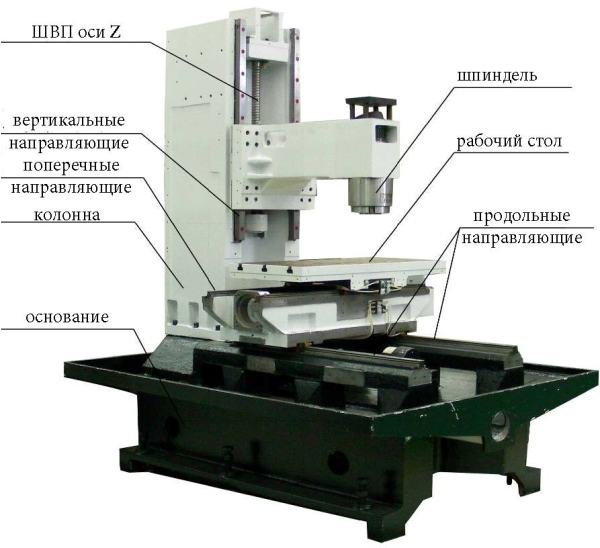
2 The main components of CNC machines for metal
The bed is made welded or cast. It is welded when it is required to obtain a structure with a complex shape. In other cases, it is recommended to produce a cast frame, characterized by high damping potential and rigidity.
Sliding guides are an indispensable element of any wide-universal milling equipment. They work on sliding friction, which reduces the accuracy of their interpolation and the speed of movement of the working bodies. At the same time, they have increased rigidity. Linear guides, on the other hand, guarantee excellent movement accuracy, as they operate on rolling friction, but are described by low rigidity.
The spindle of CNC machines on which metal blanks are processed can be of two types:
- An electric motor with a rotor used to mount milling cutters and other cutting devices.
- A mechanism associated with a clutch or belt drive.
The first type of spindle allows you to develop a rotation speed of up to 100 thousand revolutions per minute. Therefore, it is installed on units that work with molds and complex dies. The second type has a lower speed (as a rule, no more than 15 thousand revolutions). At a price it is much cheaper, which led to its widespread use. We add that a modern CNC milling machine can have a spindle mechanism with hydrostatic, aerodynamic and conventional rolling bearings.

To other important units of aggregates with program management include:
- shop for working tools;
- CNC system;
- electric motor.
3 Processing workpieces on CNC machines - technology and features
Proper adjustment of the software control system for milling equipment makes it possible to move milling cutters and other cutting devices along any path in the working area of the machine. Due to this, it turns out to process many different surfaces of the product in one fastening (video). Almost every modern CNC milling machine allows you to perform the following work:
- deployment, countersinking, drilling holes;
- milling of curved, cylindrical surfaces and planes;
- turning of cylindrical external surfaces.
Similar work is performed on all machines with three coordinate axes. In the presence of the fourth and fifth axis, more complex processing of metal blanks can be carried out. So, for example, on five-coordinate units, work is carried out related to high-quality and fast cutting of shaped surfaces.

A five-axis machine is a piece of equipment that allows the workpiece to be rotated around a designated axis in addition to the main movement of the tool in relation to the workpiece. Often the function of the fifth coordinate is performed by the angle of inclination of the spindle axis. If it is changed during operation (by setting the appropriate program in the CNC system), for one fastening of the product on the machine, small-radius fillets can be processed - this is how transitional surfaces are called in the language of professionals. A similar operation is carried out with conical end mills, which have a characteristic rounding in the form of a sphere.
Upgrading a three-coordinate unit to a four- or five-coordinate unit is easy. It is enough to mount the rotary additional work surface on the main table. But it is important to understand here that work zone milling unit will decrease.

Setting up CNC machines, produced today for working with metal products, does not cause difficulties for specialists. It is only important to take into account common features, characterizing the milling processing of workpieces, in particular such:
- nature of cutting operations;
- product shape;
- number of coordinates (3–5);
- use of a tool with a set of different blades;
- the roughness index of a part after it has been processed.
4 Overview of popular CNC milling units
Soviet machine tool factories (Ulyanovsky, Lvovsky, Gorky, Dmitrovsky) produced a fairly wide the lineup units for milling with program control, which are still in operation at industrial enterprises. Such equipment includes:
- Gorky plant: a powerful three-coordinate unit with six high-torque motors. Adaptive control complexes, as well as WL4M and H33-2M control systems, were installed on it. 6R13FZ uses end mills (up to 4 cm in diameter) and end mills (up to 12.5 cm), provides feeds up to 4800 mm / min. Setting up the CNC unit is very easy. The video shows how this machine processes cams, dies, copiers and other complex shapes.
- Console machines 6R11FZ and 6M11FZ created on the basis of milling equipment 6M11. Setting up these units also does not require special efforts, all work operations are programmed in just a couple of minutes with a clear technological map workpiece processing.
- Machine tools of the Lviv plant LF66FZ and Ulyanovsk 654FZ- vertical milling equipment with a cross table.

V last years In Russia, CNC units of foreign manufacturers are in demand. Three-axis vertical and horizontal machines, as well as five-coordinate equipment of the Taiwanese company Victor:
- VCenter H-400: horizontal center to work with structural steels and aluminum products. The shop of the machine contains 40 cutting devices. It is possible to increase its capacity up to 90 tools. H-400 Equipped with an easy-to-understand control system FANUC 0i-MD(easy programming and setup).
- VCenter-55/7(130, 110, 102): for large-medium batch production of parts from various metals, ranging from titanium to aluminum.
- AH-800, X300, AH-350: Machines with five axes - high-performance milling centers.
Popular units and other foreign manufacturers - Hurco, Zenitech, ARES-SEIKI, Yangli, KNUTH.
From our new article you will learn:
- Features of the profession of a CNC machine operator;
- What are the duties of a machine operator, what knowledge and skills do you need;
- How much does a CNC machine operator earn?
- How to learn to work on CNC machines.
The operator (adjuster) of CNC machines is the most important link in the modern production process. In connection with the growth of automation, specialists in programming, setting up and monitoring machine tools with numerical control are required today in most factories and manufacturing enterprises in the field of mechanical engineering, machine tool building, aircraft and shipbuilding, woodworking and furniture production.
CNC machines (milling, turning, boring, drilling) are used for automated conveyor production of mass-produced parts made of metal, alloys, plastics and wood. Based on drawings and terms of reference the operator sets the program and makes technical specifications, according to which the machine performs a programmed sequence of operations to obtain parts of the same type right size and forms.
Responsibilities of a CNC machine operator
Operators or CNC technicians in large factories most often work day or night shifts to ensure continuity production process. In the work of the operator of machine tools with numerical control, mental and physical activities alternate.
The job responsibilities of a CNC machine operator include:
- Computer modeling of parts;
- Editing control program, selection of cutting mode and setting of processing parameters;
- Selection of cutting tools (cutters, drills, knives) and other working elements of the machine, installation in tool blocks, adjustment of all units and mechanisms;
- Installation of blanks and eat the finished part;
- Control and measuring operations: measurement and control of the conformity of the dimensions of the machined parts to the technical specifications;
- Control correct operation machine by signal lamps and digital displays, periodic inspection of the cutting tool;
- Correction of control programs and reconfiguration of the machine for each new batch of parts;
- Workplace preparation and cleaning.
Requirements for the personal qualities and physical characteristics of the machine operator:
- Technical mindset and developed spatial thinking;
- Hand-eye coordination and a good eye;
- Perseverance and ability to long-term concentration;
- Speed reaction.
By the way, there are no special physical restrictions in this profession - women work as CNC machine operators on an equal basis with men. However, stamina will still come in handy, because you will have to perform the same type of operation throughout the entire shift. It is not recommended to work on CNC machines for people with a predisposition to arthritis and joint diseases, problems with vision and respiratory tract.
How much does a CNC machine operator earn?
The salary of a CNC machine operator depends on the experience, grade and qualifications of the specialist. The 2nd category is considered basic, which is assigned to novice specialists without work experience in this position, the full digit range according to the ECTS varies from 2nd to 5th, there is also the prospect of further growth of the rank for shift foremen and section heads.
According to the Job50.ru portal, the average salary for a CNC operator in Moscow is 50,000 rubles per month. Sample wages CNC Machine Operators is compiled based on the published vacancies and resumes on the specified site as of July 2016.
In vacancies:
- The average salary of a CNC operator is 50,000 rubles.
- Maximum salary - 60,000 rubles.
- Minimum salary - 45,000 rubles.
In summary:
- Average salary of a CNC operator: 30,000 rubles.
According to the Trud.ru portal, a CNC machine operator in the Moscow region in 2016 earns from 30,000 rubles to 70,000+ rubles monthly. Particularly favorable wage conditions are offered to operators working on complex CNC equipment of a certain brand or with specific parts. Such specialists can count on salary from 70,000 to 100,000 rubles per month.
How to learn how to work on a CNC machine
Both people with higher technical education and specialists who have undergone special training on the basis of secondary or secondary technical come to this profession. In some cases, CNC training is carried out directly at the factory, however, a specialist with basic skills, grade and relevant qualification documents is of much higher value to employers.
It is almost impossible to learn how to work on a CNC machine on your own (with the exception of simple machines for home use, which use private masters for their own needs). For effective employment, it is better to undergo full-fledged professional training and receive a diploma or a state-recognized certificate with qualifications.
What a CNC machine operator needs to know:
- Reading drawings and technical documentation;
- The device and principles of operation of the main types of machine tools with numerical control and control and measuring tools;
- Properties and mechanical characteristics of the materials used;
- The system of tolerances and landings;
- Computer modeling, processing and fine-tuning of parts of the desired shape and size;
- Detail cutting modes;
- The main types of malfunctions of machine tools and cutting tools, ways to eliminate them;
- Norms of electrical and fire safety, safety precautions when working with machine tools and cutting tools, labor protection and industrial sanitation.
You can learn the profession of a CNC machine tool adjuster in vocational colleges, training in which takes an average of 1.5-2 years. Faster, but no less effective method- training courses for CNC machine operators in the center of additional vocational education for specialists in construction and technical areas "101 course" in Moscow. In just 72 academic hours (18 lessons) you will get all the necessary knowledge and experience practical work with CNC machines. Graduates are assigned a basic 2nd category and are assisted with employment.










How to understand: will the kitten be fluffy?
What kind of light alcohol can be drunk for pregnant women: the consequences of drinking
Why do the legs swell in the ankles and ankles of the feet in pregnant women: causes and methods of treatment
The wedding of Prince Harry and Meghan Markle: scandalous and secret details of the marriage (photo) The future marriage of Prince Harry year NTV
How to close white plums for the winter