축 배열이 있는 구멍을 처리하기 위한 것으로, 그 사이의 치수는 직교 좌표계로 표시됩니다.
기계의 보링과 함께 필요에 따라 드릴링, 경(미세) 밀링, 마킹 및 점검이 가능합니다. 선형 치수, 특히 중심간 거리.
기계와 함께 제공되는 회전 테이블 및 기타 액세서리를 사용하여 극좌표계에 지정된 구멍, 경사진 구멍 및 서로 수직인 구멍 및 선삭 끝면을 가공할 수도 있습니다.
이 기계는 부품의 정밀한 가공을 위해 공구 공장과 생산 공장 모두에서 작업하기에 적합합니다. 특수 장비.
기계 2A450의 기술적 특성이것은 특정 작업을 수행하는 기계의 적합성을 나타내는 주요 지표입니다. 지그 보링 머신의 주요 특성은 다음과 같습니다.
- 탁상용 크기
- 가장 큰 직경드릴링 가공
- 가장 큰 회전 직경
- 스핀들의 끝에서 테이블의 작업 표면까지의 거리
- 분당 스핀들 회전
아래는 2A450 나사 절삭 선반의 기술적 특성을 나타낸 표입니다. 더 자세하게 나사 절삭 선반의 기술적 특성은 기계 2A450의 여권에서 찾을 수 있습니다.
| 매개변수 이름 | 단위. | 수량 |
| 테이블의 작업 표면(LxW) | mm | |
| 테이블의 최대 세로 이동 | ||
| 테이블의 가장 큰 가로 이동 | ||
| 스핀들의 끝에서 테이블의 작업 표면까지의 거리 | mm | 250...750 |
| 최대 스핀들 이동 | ||
| 랙에서 스핀들 출발 | ||
| 스핀들 속도 제한(무단계) | rpm | 50...2000 |
| 스핀들 회전당 이송 제한 | ||
| 단단한 재료의 강철에서 최대 드릴링 직경 | ||
| 큰 구멍 직경 | ||
| 기계 테이블에 설치할 때 허용되는 공작물 무게 | ||
| 테이블과 썰매의 빠른 이동량 | ||
| 밀링 시 제품의 이동량 | ||
| 스핀들 모터 동력 | ||
| 스핀들 모터 속도 | ||
| 기계 치수 | 2670x3305x1266 |
|
| 기계 무게 |
주목!위 표의 사양은 참고용입니다. 다양한 제조사에서 생산되는 공작기계 다른 해표에 나와 있는 것과 다른 특성을 가질 수 있습니다.
기계 2A450의 여권
이 사용 설명서 " 기계 2A450의 여권"이 기계의 유지 보수 직원과 직원 모두에게 직접 필요한 정보가 포함되어 있습니다. 업무 관련이 기계에. 이 매뉴얼은 원본 종이 버전인 PDF 형식의 전자 버전입니다. 이 문서에는 2A450 기계 작동에 대한 여권 및 설명서(지시 사항)가 포함되어 있습니다.
- 기계의 목적
- 기술 사양공작 기계
- 기계의 작동 조건에 대한 요구 사항
- 기계 운송
- 기계 설치 및 전기 네트워크 연결
- 여권 좌표 천공기
- 기계의 운동도에 대한 설명
- 출시 준비
- 기계 제어
- 광학 좌표계
- 기계 안전
지그 보링 머신 2A450의 여권 다운로드 양질아래 링크를 따라갈 수 있습니다.
기계 2A450의 여권, 보링 좌표. 무료 다운로드.
기계 2A450의 기구학적 도표"

아래 링크에서 좋은 품질의 2A450 지그 보링 머신의 기구학적 다이어그램을 다운로드할 수 있습니다.
기계 2A450의 운동학 다이어그램. 무료 다운로드.
기계 2A450의 전기 다이어그램
아래는 한 문서 페이지의 스케치입니다." 기계 2A450의 구성표"

무료 다운로드 배선도좋은 품질의 2A450 지그 보링 머신은 아래 링크에서 찾을 수 있습니다.
기계 2A450의 전기 다이어그램, 지그 보링. 무료 다운로드.
더보기 추가 정보"Machine 2A450"의 경우 아래 링크를 따라갈 수 있습니다.
직교 좌표계에서 치수가 지정되는 정확한 축으로 구멍을 가공하도록 설계되었습니다. 기계에서 드릴링, 가벼운(정삭) 밀링, 마킹 및 선형 치수, 특히 중심 간 거리 확인을 수행할 수 있습니다. 이 기계에는 극좌표계에 지정된 구멍, 경사 및 상호 수직 구멍 및 회전 끝면을 처리할 수 있는 회전 테이블이 장착되어 있습니다.
지그 보링 머신 2A450, 2D450, 2E450, 2E450AF30, 2450은 특수 장비 없이 부품의 정밀 가공을 위한 도구 공장(도체 및 고정구 처리) 및 생산 공장의 작업에 사용됩니다. 이 기계에는 좌표 크기의 정수 및 소수 부분을 계산할 수 있는 광학 화면 판독 장치가 장착되어 있습니다. 정상적인 작동 조건에서 기계는 직교 좌표계에서 중심 간 거리 설정의 정확도(0.004mm)를 보장합니다.
기계 2A450 - 단일 열 유형, 세로 및 가로 이동이 있는 직사각형 테이블이 있습니다. 스핀들 헤드의 조정 움직임이 제공됩니다.
세로 및 가로 방향으로 테이블의 작업 및 가속 이동이 수행됩니다. 전기 드라이브광범위한 규제로 밀링 중 기계의 강성과 생산성을 높일 수 있습니다.
주어진 좌표에 대한 테이블의 정확한 설정은 핸드휠을 사용하여 수동으로 수행됩니다. 기계에는 디지털 표시 장치가 장착되어 있어 작업자가 0.001mm의 해상도로 좌표를 설정할 수 있습니다.
스핀들 회전은 3단 기어박스를 통해 조정 가능한 AC 전기 드라이브에서 수행됩니다. 스핀들 이송은 마찰 바리에이터를 사용하여 무단으로 수행됩니다. 주어진 깊이에서 스핀들 피드를 자동으로 차단하는 메커니즘이 있습니다.
기계에는 테이블의 기계적 클램프, 썰매 및 주축대의 수동 클램핑이 제공됩니다.
GOST 8-71에 따른 기계 정확도 등급 A
테이블 작업 표면(길이 x 너비), mm 1100x630
테이블의 가장 큰 움직임, mm:
세로
횡축
헐
630
스핀들 노즈에서 테이블 표면까지의 거리, mm:
가장 큰
최소
750
250
스핀들 축에서 랙까지의 거리(아웃리치), mm 710
최대 드릴링 직경, mm 30
최대 보링 직경, mm 250
가공품의 최대 중량, kg 600
좌표 설정 분해능, mm 0.001
좌표 설정 정확도, mm 0.005
범용 회전 테이블의 직경, mm 440
수평 회전 테이블의 직경, mm 600
스핀들 보어 테이퍼(특수) 5°
모스 도구 No.A의 가장 큰 테이퍼
스핀들의 최대 움직임, mm 250
스핀들 헤드의 최대 움직임, mm 250
스핀들 RPM 제한 50-2000
스핀들 이송 한계, mm/rev. 0.03-0.16
테이블 이동 속도, mm/min 작업(밀링 중):
작업 중(밀링 시)
가속
테이블 및 슬라이드 이동 거리(길이 x 너비 x 높이)를 포함한 기계 치수, mm
기계 무게(전기 캐비닛 및 액세서리 제외), kg
20..315
1200
2670 x 3305 x 2660
7300
수정
- 2450, 2L450A - X 및 Y 축을 따라 광학 좌표계가 있는 1100 x 630 좌표 보링 머신
- 2A450AF10, 2D450AF10 - X 및 Y 축(DRO)을 따라 디지털 표시 장치가 있는 지그 보링 머신. 전자 플라이휠 모드.
- 2D450AF11-01, 2L450AF11-01 - X, Y 및 Z 축을 따라 디지털 표시 장치가 있고 X 및 Y 축을 따라 예비 좌표 세트가 있는 지그 보링 머신 서보 포지셔닝 모드와 전자 플라이휠 모드가 있습니다. 0.001 및 0.01 mm의 테이블 변위 분해능.
- 2L450A, 2L450AF11-015, 2L450AF4-02 - 면판 직경이 400mm인 범용 회전 분할 테이블이 있는 지그 보링 머신.
- 2E450AF30 - 장치가 있는 지그 보링 머신 수치 제어(CNC) X 및 Y 축을 따라 대화식 모드로 처리 프로그램을 설정하고 Z 축을 따라 좌표를 디지털로 표시하는 기능이 있습니다.
- 2450A, 2D450, 2D450A, 2E450A - X 및 Y 축을 따라 광학 좌표계가 있는 1120 x 630 좌표 보링 머신
- 2450AF1, 2D450AF1, 2E450AF1 - 디지털 표시 장치(DRO)가 있는 지그 보링 머신
- 2450AF2, 2D450AMF2, 2E450AMF4, 2L450AF4-02 - 수치 제어 기능이 있는 지그 보링 머신(CNC)
- 2E450AF4, 2E450AMF4 - X, Y 및 Z 축을 따라 윤곽을 그리는 수치 제어 장치(CNC)가 있는 지그 보링 머신 그래픽 모니터를 사용하면 축을 따라 이동하지 않고도 프로그램을 디버깅할 수 있습니다. 부품 프로그램은 표준 텍스트 파일 또는 자동화 시스템을 사용하여 온라인으로 준비할 수 있습니다.
기계 제조업체 모스크바 지그 보링 머신 공장 MZKRS 및 Kuibyshev 지그 보링 머신 공장(Kuibyshev Machine Tool Association). 좌표 보링 머신 Kuibyshev 공장의 역사는 이 기업의 첫 번째 단계가 시운전된 1963년으로 거슬러 올라갑니다. 공장의 젊은 팀은 단기간에 고정밀 공작 기계 생산을 마스터했으며 이미 1966 년에 수백 대를 생산했습니다.
공장은 1991년에 사라졌고 지그 보링 머신을 계속 생산하는 여러 공작 기계 기업이 생산 시설에 개설되어 수리 및 현대화에 종사하고 있습니다. 지그 보링 머신 "Stan-Samara" 공장 CJSC, 지그 보링 머신의 Samara Research and Production Enterprise, CJSC, "Stankoservis" LLC 등
2A450 지그 보링 머신은 축의 정확한 배열로 구멍을 가공하도록 설계되었으며, 축 사이의 치수는 직교 좌표계로 지정됩니다. 기계에서 드릴링, 가벼운(미세) 밀링, 마킹 및 선형 치수, 특히 중심 간 거리 검사를 수행할 수 있습니다. 이 기계에는 좌표 크기의 정수 및 소수 부분을 계산할 수 있는 광학 화면 판독 장치가 장착되어 있습니다.
2A450 기계에는 극좌표계에 지정된 구멍, 경사 및 상호 수직 구멍 및 회전 끝 평면에 지정된 구멍을 처리할 수 있는 회전 테이블이 장착되어 있습니다. 정상적인 작동 조건에서 기계는 직교 좌표계에서 중심 간 거리 설정의 정확도(0.004mm)를 보장합니다. 이 기계는 공구 작업장(도체 및 고정구 가공) 및 생산 작업장에서 특수 장비 없이 부품의 정밀 가공에 사용됩니다.
GOST 8-71에 따른 기계 정확도 등급 A.
제조사
모스크바 좌표 보링 머신 공장 MZKRS그리고 Coordinate Boring Machines의 Kuibyshev 공장(Kuibyshev 공작 기계 협회).
상태 및 장비
상태: 기계적 상태 양호, 작동하지 않는 상태(자에 잘못된 좌표 매개변수 표시), 부분적으로 분해됨, 필요 사소한 수리(좌표 눈금자 설정).
완전한 세트: 미완성 - 장비와 도구가 포함된 상자가 없으며 추가 회전 테이블 1 및 2축이 있습니다(테이블은 유료로 제공됨).
서비스: 고객의 요청에 따라 수리를 수행하고 기계의 매개변수를 복원할 수 있습니다.
지그 보링 머신 2A450 제조사 정보
지그 보링 머신 2А450 제조사 좌표 보링 머신 "MZKRS"의 모스크바 공장, 1942년에 설립되었으며 Coordinate Boring Machines의 Kuibyshev 공장(Kuibyshev 공작 기계 협회).
좌표 보링 머신 Kuibyshev 공장의 역사는 이 기업의 첫 번째 단계가 시운전된 1963년으로 거슬러 올라갑니다. 공장의 젊은 팀은 단기간에 고정밀 공작 기계 생산을 마스터했으며 이미 1966 년에 수백 대를 생산했습니다.
공장은 1991년에 더 이상 존재하지 않게 되었고, 지그 보링 머신을 계속 생산하고 수리 및 현대화하는 생산 시설에 여러 공작 기계 기업이 문을 열었습니다. 좌표 보링 머신 "Stan-Samara" CJSC 공장; Coordinate Boring Machines, LLC "NPP KRS"를 위한 Samara 연구 및 생산 기업; "Stankoservis" LLC 등
보링 머신을 조정합니다. 일반 정보
동의어: 지그 보링 머신, 지그 보링 머신.
좌표 보링 머신은 도구를 안내하는 도구를 사용하지 않고 구멍의 상대 위치(0.005 - 0.001mm 이내)에서 높은 정확도를 요구하는 도체, 고정구 및 부품의 구멍을 처리하도록 설계되었습니다.
이 기계는 구멍의 보링, 드릴링, 카운터싱크 및 리밍, 끝단의 미세 밀링, 부품 측정 및 제어, 마킹 작업에 사용할 수 있습니다.
기계는 구멍의 상대 위치에서 높은 정확도가 필요한 도체, 고정 장치 및 부품의 구멍을 처리하는 데 사용할 수 있습니다. 보링과 함께 선형 치수, 특히 중심 간 거리의 마킹 및 검사를 기계에서 수행할 수 있습니다. 기계와 함께 제공된 회전 테이블 및 기타 액세서리를 사용하여 극좌표계에 지정된 구멍, 경사진 구멍 및 서로 수직인 구멍 및 기계 단면을 가공할 수도 있습니다.
좌표 보링 머신은 마킹을 사용하지 않고 축의 정확한 위치로 구멍을 가공하도록 설계되었습니다. 구멍 위치의 정확도는 0.005-0.001mm 범위에서 이러한 기계에서 달성됩니다. 이 기계는 드릴링, 리밍, 카운터싱킹, 보링 홀 및 표면 밀링(밀링은 거의 수행되지 않음)에 사용할 수 있습니다. 좌표 보링 머신은 정밀한 마킹 작업을 위해 부품 측정 및 제어에도 사용됩니다.
좌표 보링 머신은 도구 및 실험 공장에서 더 자주 사용됩니다.
좌표 보링 머신은 단일 및 이중 열입니다.
단일 열 기계에는 공작물을 서로 수직인 두 방향으로 이동하도록 설계된 크로스 테이블이 있습니다.
2열 기계에는 침대 가이드에 테이블이 있습니다. 테이블은 그 위에 놓인 공작물을 x 좌표 방향으로만 이동합니다. 랙은 침대의 양쪽에 있으며 크로스 멤버가 그 위에 놓여 있으며 가이드에는 스핀들 헤드가 있습니다. 주축대가 크로스바의 가이드를 따라 이동하면 스핀들 축이 테이블에 설치된 제품을 기준으로 두 번째 좌표 y 방향으로 이동합니다. 주축대를 올리거나 내리기 위해 크로스바를 랙 가이드를 따라 위아래로 움직입니다. 모든 유형의 지그 보링 머신에서 구멍은 고정된 스핀들 헤드와 테이블이 있는 수직 스핀들 이송으로 가공됩니다.
구멍의 중심 사이의 보다 정확한 거리를 확보하기 위해 지그 보링 머신은 다음 위치에 설치되어야 합니다. 별도의 방, ± 1 ° 이하의 편차로 + 20 ° C의 일정한 온도를 항상 유지해야합니다.
구멍 축 사이의 거리 측정은 다음을 사용하여 수행할 수 있습니다.
- 표시 장치와 함께 사용되는 엄격하고 조정 가능한 한계 측정
- 팔다리와 버니어가 있는 정밀 리드 나사
- 광학 기기와 결합된 정확한 저울
- 유도 피드스루 나사 센서
첫 번째 방법에 따르면 게이지 블록과 게이지 세트로 측정. 테이블에 장착된 이동식 스톱과 고정 스탠드에 장착된 표시기 핀 사이에 있습니다.
두 번째 방법에 따르면 정밀 제작 리드 나사로 측정, 테이블 및 기타 부품을 이동하도록 설계되었습니다. 움직임의 양은 버니어가 있는 팔다리로 계산됩니다. 리드 스크류 오류를 제거하기 위해 레버 시스템을 통해 테이블의 추가 움직임을 생성하는 수정 눈금자가 종종 사용됩니다.
측정은 세 번째 방법에 따라 계산됩니다. 현미경으로 관찰한 매우 정밀한 스케일로. 스케일은 t = 2mm의 스텝으로 표면에 적용된 얇은 나선형 위험이 있는 미러 스틸 샤프트 또는 평평한 미러 스케일 형태입니다. 이 측정 방법의 장점은 테이블을 이동하는 데 사용되지 않는 미러 샤프트 또는 미러 스케일에 마모가 없다는 것입니다.
네 번째 측정 방법 유도 나사 프로브 사용화살표와 전기 표시기의 눈금을 원격으로 덜 피곤하게 관찰할 수 있는 가능성을 제공합니다.
2A450 단일 열 지그 보링 머신. 목적과 범위
2A450 지그 보링 머신은 직교 좌표계에서 치수가 지정되는 정확한 축으로 구멍을 가공하도록 설계되었습니다.
기계에서 드릴링, 가벼운(정삭) 밀링, 마킹 및 선형 치수, 특히 중심 간 거리 확인을 수행할 수 있습니다. 이 기계에는 극좌표계에 지정된 구멍, 경사 및 상호 수직 구멍 및 회전 끝면을 처리할 수 있는 회전 테이블이 장착되어 있습니다.
이 기계는 공구 작업장(도체 및 고정구 가공) 및 생산 작업장에서 특수 장비 없이 부품의 정밀 가공에 사용됩니다.
2A450 지그 보링 머신은 이전 홀 가공 중에 예비 좌표 세트를 생성할 수 있는 기능이 있습니다. 이렇게 하면 가동 중지 시간이 크게 줄어듭니다.
이 기계에는 광학 좌표 측정 시스템이 장착되어 있습니다. 유리 점선 자의 디지털화된 위험은 고정 래스터에 투영되어 한 곳에서 설정 중인 좌표의 모든 소수점 이하 자릿수를 직접 계산할 수 있습니다.
이 기계는 최대 직경 40mm의 구멍을 뚫고 정확한 템플릿을 표시하고 선형 치수와 중심 거리를 확인할 수 있습니다. 작은 밀링 작업을 수행할 수도 있습니다.
이 기계는 단일 부품 및 연속 생산 모두에서 부품 블랭크를 처리하기 위한 도구, 기계 제작 및 기기 제작 작업장에서 사용됩니다.
이 기계에는 좌표 크기의 정수 및 소수 부분을 계산할 수 있는 광학 화면 판독 장치가 장착되어 있습니다. 정상적인 작동 조건에서 기계는 직교 좌표계에서 중심 간 거리 설정의 정확도(0.004mm)를 보장합니다.
주어진 좌표에 대한 테이블의 정확한 설정은 핸드휠을 사용하여 수동으로 수행됩니다. 기계에는 디지털 표시 장치가 장착되어 있어 작업자가 0.001mm의 해상도로 좌표를 설정할 수 있습니다.
스핀들 회전은 3단 기어박스를 통해 조정 가능한 AC 전기 드라이브에서 수행됩니다. 스핀들 이송은 마찰 바리에이터를 사용하여 무단으로 수행됩니다. 주어진 깊이에서 스핀들 피드를 자동으로 차단하는 메커니즘이 있습니다.
기계에는 테이블의 기계적 클램프, 썰매 및 주축대의 수동 클램핑이 제공됩니다.
GOST 8-71에 따른 기계 정확도 등급 A.
좌표 보링 머신 2A450의 수정
2450, 2L450A- X 및 Y 축을 따라 광학 좌표계가 있는 1100 x 630 좌표 보링 머신
2A450AF10, 2D450AF10- X 및 Y 축(DRO)을 따라 디지털 디스플레이 장치가 있는 지그 보링 머신. 전자 플라이휠 모드.
2D450AF11-01, 2L450AF11-01- X, Y 및 Z 축을 따라 디지털 표시 장치가 있고 X 및 Y 축을 따라 예비 좌표 세트가 있는 좌표 보링 머신 테이블 이동 분해능이 0.001 및 0.01인 서보 포지셔닝 모드와 전자 플라이휠 모드가 있습니다. mm.
2L450A, 2L450AF11-015, 2L450AF4-02- 400mm 직경의 페이스 플레이트를 가진 범용 회전 분할 테이블이 있는 지그 보링 머신.
2E450AF30- X 및 Y 축을 따라 대화 모드에서 처리 프로그램을 설정하고 Z 축을 따라 좌표를 디지털로 표시할 수 있는 수치 제어 장치(CNC)가 있는 지그 보링 머신.
2450A, 2D450, 2D450A, 2E450A- X 및 Y 축을 따라 광학 좌표계가 있는 1120 x 630 좌표 보링 머신
2450AF1, 2D450AF1, 2E450AF1- 디지털 디스플레이 장치(DRO)가 장착된 지그 보링 머신
2450AF2, 2D450AMF2, 2E450AMF4, 2L450AF4-02- 수치제어장치(CNC)가 부착된 지그 보링 머신
2E450AF4, 2E450AMF4- X, Y 및 Z 축을 따라 윤곽을 그리는 수치 제어 장치(CNC)가 있는 지그 보링 머신 그래픽 모니터를 사용하면 축을 따라 이동하지 않고도 프로그램을 디버그할 수 있습니다. 부품 프로그램은 표준 텍스트 파일 또는 자동화 시스템을 사용하여 온라인으로 준비할 수 있습니다.
2A450 지그 보링 머신 작업 공간 치수





2A450 지그 보링 머신의 일반 배치 및 구성
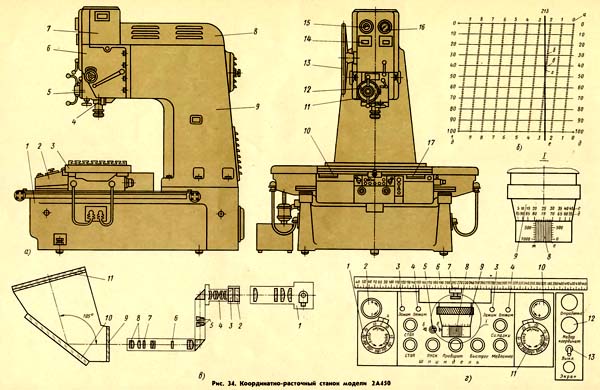
일반 양식기계의 레이아웃은 그림 1에 나와 있습니다. 34, 에이.
기계는 베드 1, 랙 9, 스핀들 헤드 5, 테이블 3, 썰매 2의 주요 장치로 구성됩니다. 광학 시스템은 장비에서 테이블과 썰매의 움직임을 정확하게 측정하는 데 사용됩니다.
지그 보링 머신 2A450의 주요 구성 요소의 설계 및 특성
침대 1(그림 34, a)은 기계의 베이스입니다. 썰매는 2개의 평평한 가이드와 1개의 T자형(가운데) 가이드를 따라 움직입니다. 프레임의 뒷면은 랙 9의 지지면 역할을 합니다.
에 고문 9개: 6개의 가이드 블록, 기어박스 7 및 V-벨트 변속기의 케이싱 8이 배치됩니다. 블록 b에는 주축대 5의 수직 이동 및 고정을 위한 가이드가 있습니다. 기어박스 7은 상부에 고정되어 있습니다.
V 주축대 5 스핀들이 있는 슬리브 4가 있습니다. 주축대의 상승 및 하강은 핸드휠(13)을 회전시켜 수행됩니다.
테이블 3은 그 위에 공작물을 설치하고 테이블이 슬라이드의 세로 가이드를 따라 이동할 때 발생하는 X 좌표 방향으로 이동하도록 설계되었습니다.
썰매 2는 썰매가 프레임 1의 가로 가이드를 따라 이동할 때 테이블과 테이블에 장착된 공작물을 y 좌표 방향으로 이동시키는 역할을 합니다.
공작물을 다음 구멍 처리에 필요한 위치로 이동하는 것은 테이블과 슬라이드의 움직임을 수동으로 제어하거나 예비 좌표 세트를 사용하여 수행할 수 있습니다.
수동으로 테이블 이동 제어노브 1 (그림 34, d)을 0 위치에서 테이블 이동 속도 (mm / min 단위)를 나타내는 눈금으로 돌려서 수행됩니다. 레귤레이터를 돌리는 순간 테이블이 회전하면서 빨간불 3이 꺼지고 초록불 4가 켜지면서 테이블은 비문과 화살표에 해당하는 방향으로 설정된 속도로 움직입니다. 테이블의 새 위치는 눈금자 눈금 6과 포인터 7에서 대략적으로 계산됩니다.
테이블이 원하는 위치에 도달하면 노브 1을 돌려 이동 속도를 줄이고 고정 라인 a에 대해 노브 1의 제로 스케일을 설정하여 테이블을 꺼야 합니다.
슬라이드의 측면 이동은 조절기(11)에 의해 제어되며 테이블 이동의 제어와 동일한 방식으로 제어됩니다.
테이블과 썰매 여행의 예비 세트원하는 위치에 설정하는 시간을 단축합니다.
테이블의 이동 방향은 스위치 5에 의해 설정됩니다(그림 34, d). 테이블을 왼쪽으로 이동하려면 스위치를 왼쪽(화살표 b 방향)으로 돌립니다. 이 위치에서 왼쪽으로 테이블의 이동량은 d - limb 9 및 e-vernier 8과 같은 저울에 설정됩니다.
테이블을 오른쪽으로 이동하려면 스위치 5를 오른쪽(안쪽 화살표 방향)으로 돌립니다. 이 경우 오른쪽으로 테이블의 이동량은 g - limb 9 및 g - vernier 8과 같은 저울에 설정됩니다.
다이얼 9를 돌려 원하는 테이블 이동량을 조절합니다. 다이얼을 돌릴 때마다 테이블 이동 거리가 100mm 증가(또는 감소)합니다. e 및 j vernier 8의 눈금과 숫자는 테이블의 설정 이동을 밀리미터 단위로 나타냅니다. 사지 9의 눈금 r, d 및 눈금을 사용하면 밀리미터의 정확도로 테이블 획을 설정하고 밀리미터의 1/10의 정확도로 버니어 8의 선을 설정할 수 있습니다. 설정할 테이블 스트로크의 카운트다운은 항상 림부스와 버니어의 0 분할에서 이루어져야 합니다.
썰매의 원하는 방향과 이동량의 예비 설정은 스위치 5 및 다이얼 9와 정확히 같은 방식으로 배열된 다른 스위치와 다이얼에 의해 이루어집니다. 오른쪽썰매.
이동 방향과 테이블과 썰매의 이동 값을 미리 설정한 후 버튼을 눌러 필요한 순간에 스위치 13(그림 34, d)을 "좌표 설정" 위치로 돌릴 수 있습니다 12 "운동"은 테이블과 썰매의 빠른 움직임을 켭니다. 동시에 테이블과 슬라이드는 공작물을 대략적인 정확도(최대 0.1mm)로 다음 구멍 처리 위치로 이동하기 시작합니다. 다이얼 눈금 9의 영점이 버니어 눈금 8의 영점에 가까워지면 테이블과 썰매가 멈춥니다. 테이블과 썰매의 정확한 설치는 광학 스크린 10 및 17을 사용하여 수행됩니다(그림 34, a).
광학 장치. 테이블과 썰매의 좌표 변위 값의 정확한 측정은 광학 장치와 정밀 유리 눈금자에 의해 수행됩니다. 테이블 눈금자는 1000, 슬라이드 눈금자는 630 눈금이 있습니다. 각 분할은 1밀리미터와 같습니다.
테이블과 썰매의 광학 장치는 동일하므로 세로 방향으로 테이블의 움직임을 정확하게 측정하는 장치만 고려할 것입니다(그림 34, c).
램프 1에서 나오는 광선은 렌즈 시스템을 통해 눈금자 3의 눈금을 조명합니다.렌즈 4, 프리즘, 렌즈 및 두 개의 광학 쐐기 5를 사용하여 정밀 눈금자 3의 획 및 숫자 이미지를 5배로 확대합니다. , 래스터 평면 7로 전송됩니다.
래스터에는 테이블 위치를 정확하게 읽는 데 필요한 그림이 그려집니다. 이 그림과 정밀자로부터 투영된 획과 숫자의 이미지는 접안렌즈(8)의 렌즈에 의해 또 다른 25배 확대되고 이 형태로 스크린(11)으로 전달된다. 눈금 막대의 1mm와 동일한 스트로크는 125배 확대된 화면에 투영됩니다. 즉, 125mm와 같습니다.
유리자(2)는 정밀 눈금자(3)에 인쇄된 획과 숫자를 먼지로부터 보호하고, 보호유리(9)는 스크린(11)의 내부 공동을 오염으로부터 보호한다. 미러 10은 래스터 이미지 7을 화면 11로 보냅니다.
래스터 패턴(7)과 화면에 투영된 눈금 막대(3)의 획 이미지 및 숫자를 통해 극단 위치에서 테이블의 움직임을 매우 정확하게 결정할 수 있습니다. 테이블 이동량은 화면(그림 34, 6)에서 전체, 1/10, 1/1000mm 순으로 읽어야 합니다. 수직 획 e 위에 정수가 기록됩니다. 밀리미터의 10분의 1은 연속으로 읽히지만 획 e와 교차하는 래스터의 사선 b 위에 있습니다.
두 개의 수직 열에서 q는 밀리미터의 천분의 일을 나타내는 숫자입니다. 이 눈금에서 스트로크 e와 래스터의 경사선 b가 교차하는 지점에 해당하는 눈금의 수를 찾아야 합니다. 읽기의 편의를 위해 수평선은 각각 0.010mm, 원 r은 각각 0.002mm를 센다는 사실에 따라 안내됩니다. 스트로크 e가 인접한 두 원 사이의 경사선 b를 가로지르면 1/1000밀리미터를 판독값에 추가해야 합니다.
예를 들어 그림 1에 표시된 이미지. 34, b에서 가장 오른쪽 위치에서 테이블의 이동량을 읽을 수 있습니다. 획 e 위에 쓰여진 숫자 213은 mm(213mm) 단위의 정수를 나타냅니다. 스트로크 e와 교차하는 래스터의 선 b 위에 쓰여진 숫자 2는 밀리미터(0.2mm)의 1/10을 나타냅니다.
밀리미터의 천분의 1은 수직 눈금 d의 숫자로 발견되며, 그 위에 래스터의 경사 선 b와 스트로크 e(0.042mm)의 교차점을 투영합니다.
이 값을 더하면 x \u003d 213 + 0.2 + 0.042 \u003d 213.242 mm가 됩니다. 테이블이 맨 오른쪽 위치에서 x 좌표 방향으로 이동한 거리입니다.
테이블의 초기 위치에서 화면의 판독값은 정수 밀리미터로 시작하는 것이 바람직합니다. 이것은 판독값의 ±0.5mm 내에서 화면의 획 이미지를 이동함으로써 달성됩니다. 이를 위해 광학 웨지 5(그림 34, c)는 플라이휠 2와 10(그림 34, d)에 의해 회전됩니다.
광학 판독의 정확도를 향상시키기 위해 기계에는 푸셔와 레버를 사용하여 평면 평행 판 6을 기울이는 눈금자가 장착되어 있습니다(그림 34, c). 이것은 보정량만큼 관찰된 스트로크의 화면에서 이미지의 이동을 달성합니다.
2A450 지그 보링 머신의 기구학적 다이어그램

기계의 운동 학적 계획
기계의 운동 학적 다이어그램이 그림 1에 나와 있습니다. 35
기계의 움직임: 주이동, 주축의 상하이동, 테이블의 세로이동, 슬라이드의 가로이동, 주축대의 상하이동.
메인 무브먼트 구동의 키네마틱 체인. Spindle III는 DC 모터 M1에 의해 구동되며, 속도는 700~2800rpm 사이에서 변할 수 있습니다.
또한 속도 범위를 늘리려면 플라이휠 7을 켜서 스핀들 III 속도의 세 단계 중 하나를 켤 수 있습니다. 플라이휠 7은 샤프트 XI와 기어 z=18, z=18, z=45, 2=33, z=33을 회전합니다.
첫 번째 기어 휠 z=33은 스핀들 속도 III의 다음 세 단계 중 하나를 포함하여 레버를 통해 B1 장치와 Mf1 클러치를 전환하는 샤프트 XII와 드럼 캠 9를 돌립니다. 50-200 또는 145-575 , 또는 505-2000 rpm . 이러한 주파수 범위는 디스크(8)가 회전할 때(도 35) 포인터 구멍(14)(도 34, a)에 교대로 나타납니다.
마찰 바리에이터의 기어비의 변화와 결과적으로 스핀들 슬리브의 수직 이송 값은 플라이휠 15를 회전시켜 만들어집니다. 동시에 기어를 통해 z=18, z=18, z =31, z=25, 나사는 위 또는 아래로 움직입니다. 추력 XV , 이는 바리에이터의 원뿔(11)을 밀거나 이동시킵니다. 설정할 피드의 양은 디스크 14에 표시됩니다.
Mf2 클러치를 전환하는 핸들 10을 돌려 이송 방향을 변경합니다. 핸들의 중간 위치에서 Mf2 클러치와 스핀들 슬리브의 공급이 비활성화됩니다.
이중 핸들 4를 "당신에게서 멀어지게" 돌리면 피드가 켜집니다. 동시에 콘(5)은 웜 휠 z=56에서 샤프트 IX와 랙 및 피니언 기어 z=15로 회전을 전달하는 MfZ 클러치를 포함한 푸셔를 분리합니다. 핸들 4를 "자신을 향해" 돌려서 피드를 끄려면 MfZ 클러치가 분리됩니다.
캠 6에 의해 주어진 깊이로 구멍을 가공할 때 피드가 자동으로 종료됩니다.
원하는 스트로크 양을 설정하려면 먼저 공구를 가공할 표면으로 가져오는 위치로 스핀들을 내립니다. 그런 다음 핸들 12(그림 34, a)를 돌리면 다리 11이 클램프에서 해제되고 원하는 스핀들 이동량을 나타내는 다리의 분할이 0의 위험과 일치하는 위치로 회전됩니다. 버니어 라. 이 위치에서 팔다리가 고정됩니다. 원하는 스핀들 트래블을 설정할 때 기어 맞물림의 유격을 없애기 위해 다이얼을 시계 반대 방향으로만 돌려야 합니다.
그런 다음 이중 핸들 4를 "멀리"(그림 35) 이동하면 스핀들 피드가 켜집니다. 피드가 켜져 있으면 팔다리는 톱니 수가 z=58, 2=35, 2=23 및 2=70인 바퀴를 통해 샤프트 IX에서 회전을 받습니다. 스핀들은 다이얼 눈금의 영점이 버니어 a의 영점과 일치하는 위치로 하강합니다. 팔다리의이 위치에서 캠 6은 기어 휠 r = 21을 해제하여 결과적으로 샤프트 VIII의 회전과 스핀들의 수직 이송이 중지됩니다.
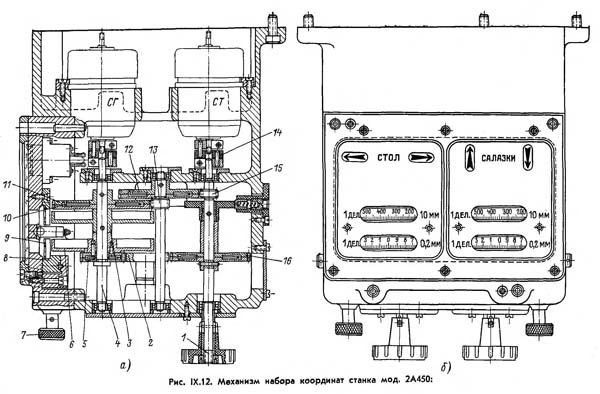

좌표 설정 메커니즘(그림 IX.12)는 평 기어 15, 12 및 13, 11이 있는 2단 기어박스로, 총 기어비는 다음과 같습니다.
16/80 16/96 = 1/30
다음 좌표의 값은 이동이 시작되기 전에 설정 장치의 제어판에서 비교적 작은 정확도로 설정됩니다. 이 설정은 이전 구멍의 처리와 제 시간에 결합될 수 있습니다.
명령은 제어판의 버튼을 누른 후 실행됩니다. 지정된 크기와 실행 정확도는 테이블이나 썰매가 최종 테이블에 가까운 위치로 이동하도록 합니다. 추가 이동은 광학 장치 화면의 래스터를 제어하여 수동으로 수행됩니다(그림 IX.9, a 참조). 좌표 세트의 메커니즘 (그림 IX.12)은 설계 및 제어가 동일한 두 개의 독립적 인 섹션으로 구성됩니다. 하나는 테이블의 움직임이고 두 번째는 썰매의 움직임입니다.
크기 설정의 롤러(1)는 커플링(14)으로 정확한 selsyn ST와 연결되고 롤러(4)는 거친 selsyn SG와 연결됩니다. 밀리미터의 1/10을 세는 다리 6은 롤러 4에 자유롭게 놓여지고 수십 밀리미터를 세는 다이얼 3은 고정됩니다. 다리 6은 기어 5와 2, 2와 16, 15와 12, 13과 11에 의해 다리 3에 연결되며, 기어비는 다음과 같습니다.
나는 = 42/42 42/77 16/80 16/96 = 1/55
가는 다이얼 6의 한 바퀴 회전은 40mm의 이동에 해당하고 거친 다이얼 3의 반 바퀴 회전은 다음과 같은 이동에 해당합니다.
1/2 40 x 55 = 1100mm
메커니즘의 기어는 각 쌍에서 큰 기어(16, 12 및 11)가 두 부분으로 구성되도록 설계되었으며, 그 사이에 나선형 스프링(10)이 배치되어 기어 림을 반대 방향으로 돌려서 간격을 선택합니다. 약혼.
팔다리의 판독 값이 정확한 눈금의 판독 값과 다르지 않도록 광학 쐐기 8 (그림 IX.9)로 획 이미지를 이동 한 후 판독 판 9의 표적 표시를 이동해야합니다 ( 그림 IX.12, c) 같은 양만큼. 이를 위해 핸들(헤드) 7을 회전시키면 슬라이더 8이 플레이트 9가 고정되는 한 쌍의 원추형 휠을 통해 이동됩니다.
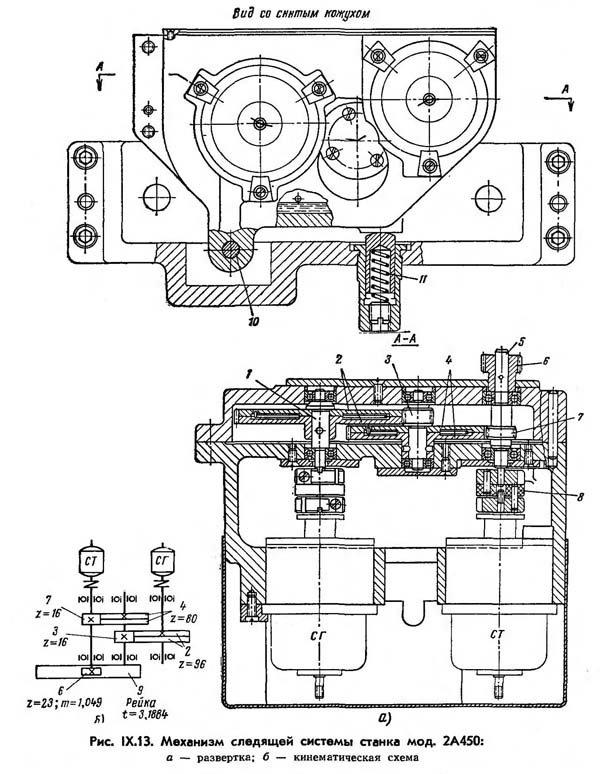
추적 시스템 메커니즘(그림 IX.13)은 총 기어비가 1:30인 평 기어 7과 4, 3, 2가 있는 2단 기어박스입니다. 랙 휠 6을 통해 한쪽에 있는 구동 롤러 5는 테이블 또는 썰매의 9번 랙, 다른 쪽이 통과하도록 커플 링 8 정확한 싱크로 ST.
출력 롤러(1)는 거친 selsyn ST에 연결됩니다. 좌표 세트와 추적 시스템 간의 연결은 전기적으로 수행됩니다. 서보 시스템 기어 박스는 힌지 핀 10을 통해 슬라이드 (프레임)에 부착되고 스프링 11은 레일에 대해 피니언 휠을 눌러 간격을 선택합니다.
테이블과 슬라이드에는 하나의 플랫 가이드와 하나의 프리즘 롤링 가이드가 있습니다. 테이블의 아래쪽 및 측면 평면에는 거친 눈금자, 클램프 테이프, 광학 눈금자, 수정 눈금자, 테이블 이동 레일 및 추적 시스템 레일이 장착되어 있습니다.
세로 및 가로 이동 화면, 좌표 메커니즘의 예비 세트 및 기계 제어 패널이 슬라이드의 전면 벽에 장착됩니다.
투사 광학 장치, 테이블 및 썰매 이동 감속기, 테이블 클램프 감속기가 썰매 내부에 장착됩니다. 썰매의 뒤쪽 꼬리 부분에는 테이블과 썰매를 이동시키기 위한 모터와 테이블을 이동시키는 추적 시스템을 위한 메커니즘이 장착되어 있습니다. 테이블과 썰매의 극한 위치에서는 이동을 위한 모터가 자동으로 꺼집니다.
설명된 기계 설계는 기계 2A450의 이전 모델에 비해 개선되었습니다. 테이블과 썰매를 동시에 이동할 수 있는 새로운 전기 회로가 개발되었으며, 주어진 좌표를 예비 세트로 최종적으로 가져오는 방법이 수정되었으며, 광학 회로가 개선되었으며, 스핀들 회전 구동 및 방법이 무단계 규정이 수정되었으며 일부 기타 개선 사항이 있습니다.
2A450 지그 보링 머신의 배선도
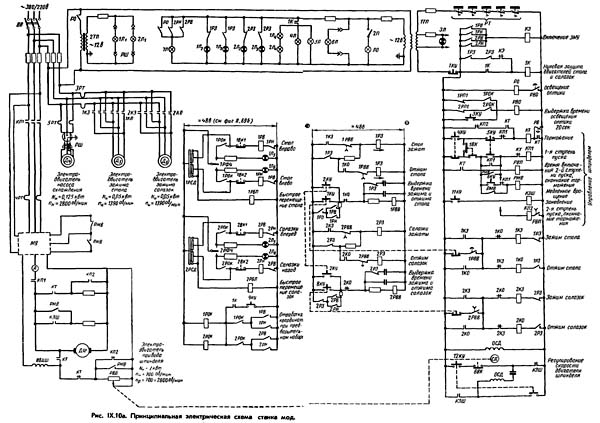
테이블과 썰매 모션 제어 시스템이 없는 2A450 기계의 개략도
- A - 전류계
- VV - 입력 스위치
- VK - 스핀들 스트로크 제한기
- 1VK1, 1VK2, 2VK1, 2VK2 - 테이블 및 썰매 여행 정류장
- 6VK - 슬라이드 트래블 리미터
- KE - EMU 켜기용 마그네틱 스타터
- 1K - 제로 보호 마그네틱 스타터
- KT - 마그네틱 브레이크 스타터
- KP1 - 스핀들 시작의 1단계 마그네틱 스타터
- KP2 - 스핀들 시작의 2단계 마그네틱 스타터
- KZSH - 스핀들 감속의 마그네틱 스타터
- 1KZ 및 2KZ - 마그네틱 테이블 및 슬레드 클램프 스타터
- 1KO 및 2KO - 테이블과 썰매를 짜는 마그네틱 스타터
- 1KU - 일반 정지 버튼
- 2KU - 취업준비 버튼
- ZKU - 광학 조명 버튼
- 4KU - 스핀들 정지 버튼
- 5KU - 스핀들 시작 버튼
- 6KU - 느린 회전 버튼
- TKU, 8KU - 클램프를 켜고 테이블과 썰매를 짜내는 버튼
- 9KU - 테이블 및 썰매 시작 버튼
- 11KU, 12KU - 스핀들 속도 변경 버튼
- 1L1, 2L1 - 광학 조명 램프
- lL4, 2L4 - 예비 좌표 세트의 팔다리 조명 램프
- 4L, 5L - 백라이팅 기계 팔다리용 램프
- 7L - 썰매 자 백라이트
- 1L2, 1L3, 2L2, 2L3 - 테이블과 썰매를 누르고 고정하기 위한 신호등
- ЗЛ - 전압을 켜기 위한 신호 램프
- 1L5, 1L6 - 교통 방향 신호등
- 6L - 포인트 파인더 현미경 램프
- LO - 국부 조명 램프
- OSD - 와인딩 동기 모터
- OVDSh - 모터 여자 권선 DSh
- RT - 열 릴레이
- RO - 릴레이 조명 광학
- RMV - 스핀들의 느린 회전 릴레이
- 1РВ, 2РВ - 전진 이동 릴레이 - 슬라이드, 오른쪽 - 테이블
- 1РН, 2РН - 역 이동 릴레이 - 슬라이드, 왼쪽 - 테이블
- 1RBP, 2RBP - 테이블과 썰매의 빠른 이동을 위한 릴레이
- 1РЗ, 2РЗ - 테이블 및 썰매 클램프 메모리 릴레이
- 1ROK, 2ROK - 좌표 처리 릴레이
- RVO - 광학 조명 시간 릴레이
- RVP - 스핀들 시동 및 제동의 2단계 시간 릴레이
- 1РВВ, 2РВВ - 클램프 및 스핀 시간 릴레이
- RVD - 엔진 여기 레귤레이터 DSh
- 1TP - 제어 회로 변압기
- 2TP - 광학 조명 변압기
- MU - 자기 증폭기
- 2P - 로컬 조명 스위치
기계의 전기 다이어그램 및 예비 좌표 세트 시스템
기계의 전기 회로(그림 IX.10 및 IX.11)에는 스핀들, 테이블 및 썰매의 전기 드라이브, 클램핑 메커니즘, 냉각이 포함되며 기계의 광학 장치에 대한 조명 제공, 다양한 모드일하다.
보링 스핀들의 회전, 테이블과 썰매의 움직임은 DC 모터에서 이루어지며 테이블과 썰매의 클램핑 및 냉각 펌프의 구동은 비동기식 전동기. DC 모터에 전원을 공급하기 위해 자기 및 전기 기계 증폭기가 있습니다.
전기 회로는 스핀들 회전 (그림 IX.10, a), 제동으로 인한 종료, 회전 수의 무단 변경 및 "크리핑"속도로 느린 회전을 포함합니다.
스핀들은 마그네틱 스타터를 사용하여 2단계로 시작되며 시간 릴레이로 제어됩니다. 스핀들의 느린 회전은 멈춘 후에만 활성화할 수 있습니다. 스핀들 부하는 전류계로 제어됩니다. 스핀들 이동은 리미트 스위치에 의해 제한됩니다.
테이블 및 썰매 전기 드라이브. 기계의 전기 회로는 다음과 같은 작동 모드를 제공합니다. 고정 베이스의 예비 좌표 세트; 연산자에 의한 좌표 세트(예비 세트 없음); 밀링 중 테이블 및 썰매의 작업 피드 및 빠른 움직임.
장비 복제와 함께 완전히 동일한 두 가지 구성표가 있기 때문에 테이블과 썰매의 움직임이 동시에 발생할 수 있습니다.
기계의 필요한 작동 모드는 제어판의 스위치로 설정됩니다. 좌표 설정 시스템은 예비 좌표 세트에 대한 메커니즘의 팔다리에 미리 설정된 값으로 테이블과 썰매의 움직임을 보장합니다(그림 IX.12 참조). 이 경우 설정되는 좌표의 방향("오른쪽" 또는 "왼쪽", "앞으로" 또는 "뒤로")에 따라 해당 릴레이가 켜지고 신호등이 켜집니다.
좌표 참조 시스템은 트랜스포머 모드에서 작동하는 비접촉 selsyns가 초기(마스터)와 최종 링크의 각도 위치 사이의 불일치 미터로 사용되는 추적 시스템을 기반으로 합니다.
- 1 장치 및 기계를 지정하기 전의 다이어그램에서 앞의 숫자 1은 장치가 테이블 드라이브를 의미하고 숫자 2는 슬레드를 의미합니다.
- 설명에서는 편의상 표와 관련된 기호만 표기한다.
2A450 기계의 테이블과 썰매의 움직임을 제어하기 위한 전기 회로
![]()
기계 2a450의 테이블과 썰매의 이동 제어 개략도
- 1VG, 2VG - 게르마늄 정류기
- VSV, VSU - 셀레늄 정류기
- 1EI, 2E1 - 진동 방지 커패시터 피드백
- 1E2, 2E2 - 고조파 필터링 커패시터
- 1KO, 2KO - 보상 권선 EMU
- OV1D, OV2D - 전기 모터 D1 및 D2의 여자 권선
- OB1T, OB2T - 회전 속도 발전기 1TG 및 2TG의 여자 권선
- 10U1, 10U11, 20U1, 20U11 - 제어 권선 1EMU 및 2EMU
- 1П - 예비 좌표 세트를 켜기 위한 스위치
- 5PP - 퓨즈
- 1RSD, 2RSD - 테이블 및 슬레드 속도 컨트롤러
- 1RFCh, 2RFCh - 위상 감지 릴레이
- 1RP1, 2RP1 - 거친 selsyn에서 미세로 전환하기 위한 릴레이
- 1RT, 2RT - 열 릴레이
- 1STO, 2STO - 셀레늄 전류 제한 포스트
- 1C1, 2C1 - 제동 저항기
- 1C2, 2C2 - 진동 방지 피드백 저항
- 1C3, 2СЗ - 보호 저항
- 1S4, 2S4 - 저항 조정
- 1С5, 2С5 - 빠른 움직임에 대한 저항
- 1C5, 2C6 - 정확한 싱크로의 움직임 저항
- CMEA - 경제적 저항
- 1SDG - 1SDT - 거친 및 미세 계산의 selsyns, 테이블의 움직임 설정
- 2SDG, 2SDT - 썰매의 움직임을 설정하는 거친 및 미세 읽기의 selsyns
- 1SPG, 1SPT - 거친 및 미세 계산의 selsyns, 테이블의 움직임 제어
- 2SPG, 2SPT - 썰매의 움직임을 제어하는 거친 및 미세 읽기 selsyns
- SI - 전압 안정기
- 1T1, 2T1 - 절연 변압기
- 5T - 강압 변압기
- 1ShKO, 2ShKO - 보상 권선 션트
추적 시스템은 여기에서 2채널로 구성됩니다. 즉, 각 좌표 세트에 대해 2개의 selsyn 센서와 2개의 selsyn 수신기가 있습니다(그림 IX.12, c 및 IX.13). 그러나 한 쌍의 싱크로(센서 및 수신기)는 기어비가 1:1인 시스템에 포함되어 있으며 시스템의 TO에 대한 정확한 판독값을 형성하여 작은 불일치 각도에서 일치를 보장하는 역할을 합니다. 또 다른 한 쌍의 selsyns는 기어박스를 통해 시스템에 포함되며 GO의 대략적인 판독값을 형성하여 큰 불일치 각도에서 조정을 보장합니다. Selsyns GO는 최대 180°의 불일치 각도에서 안정적인 좌표 위치를 하나만 가지고 있습니다.
전압 증폭기의 입력에 TO 및 GO 오류를 동시에 적용하는 것은 불가능합니다. 서로 왜곡되고 특정 값에서 역위상일 수 있기 때문입니다. 이러한 가능성을 배제하기 위해 VG11 정류기(그림 IX.10B 참조), 극성 릴레이 RP 및 릴레이 RP1으로 구성된 대략 및 미세 판독의 릴레이 선택기가 회로에 도입되었습니다.
큰 불일치 각도에서 제어는 LNG 거친 selsyn의 전압의 함수이고(그림 IX. 10b) 작은 각도에서는 SPT의 미세 selsyn의 함수입니다. 선택기 입력에는 저항 C27(그림 IX.10c)에 의해 조정되는 거친 동기 전압이 공급됩니다. 이 전압이 감소하면 RP 릴레이가 접점을 열어 RP1 릴레이를 끕니다. 접점 RP1은 빠른 움직임의 신호를 끄고 정확한 싱크로 회로를 연결합니다. 이 경우 위상 감지 장치의 입력에 대략적인 selsyn 전압 대신 미세한 selsyn 전압이 적용됩니다.
추적 오류 신호와 안정화 장치의 신호를 전압 및 전력 측면에서 집행 엔진의 작동에 필요한 값으로 증폭하기 위해 전자 증폭기 1EU(그림 IX .10b 및 11) 및 전기 기계 증폭기 1EMU(그림 IX.106).
전자 증폭기의 출력에서 전기 기계 증폭기 1EMU의 제어 권선 10U1 및 10UP이 연결되어 테이블 드라이브의 전기 모터 D1의 전기자 권선에 전원을 공급합니다.
전자 증폭기 1EU의 입력에서 불일치 각도가있는 경우 selsyn-sensor 1SDT 또는 변압기 1T1의 권선에서 가져온 구동 신호 전압의 차이와 회전 속도 발전기 1T G의 전압.
구동 신호의 전압이 증가함에 따라 1EU의 입력 전압이 증가하고 1EMU의 여기 및 전압이 증가하여 결과적으로 전기 모터 D1의 회전 수가 증가합니다. 설정 신호가 감소함에 따라 전기 모터(D1)의 회전 수가 그에 따라 감소합니다.
부하 등의 증가로 인해 설정 신호의 값이 일정하면 전기 모터의 회전 수가 감소합니다. 이것은 회전 속도 발전기의 전압을 낮추고 1EU의 입력에서 전압을 증가시켜 YuMU의 여기와 전압이 증가하고 전기 모터의 속도가 복원됩니다.
그래서 지원 일정한 속도테이블 이동.
전기 모터 D1 - OV1D 및 회전 속도 발전기 OB1T의 여자 권선은 셀레늄 정류기 VSV의 전압에 의해 구동됩니다.
전기 모터가 꺼질 때 발열을 줄이기 위해 SEV의 저항이 여자 권선과 직렬로 도입됩니다.
전자 증폭기는 안정화된 전압으로 구동됩니다.
D1 엔진의 속도가 크게 증가하기 위해 회전 속도 발전기의 여자 권선과 직렬로 저항 1C5가 켜지고 정확한 셀신에서 작동할 때 속도가 약간 증가하기 위해 저항 1C6이 켜집니다.
예비 좌표 세트로 작업할 때 테이블 또는 썰매의 이동 방향은 불일치 각도의 부호, 즉 마스터 selsyns 1SDT, 1SDG의 로터 회전 방향에 의해 결정됩니다. 작업자가 이러한 selsyn을 돌리면 권선에 불일치 전압이 나타나 위상 감지 장치의 입력에 공급됩니다(그림 IX.10B).
릴레이 RP 및 RP1의 위치에 따라 하나 또는 다른 전압이 6N2P 램프의 그리드에 공급됩니다. 6N2P 램프의 양극 회로는 안정화된 교류 전압에 의해 전원이 공급됩니다. 다른 유형의 불일치 전압이 그리드에 켜지면 (양극 회로의 전압과 위상이 일치하거나 180 ° 이동) 위상 감지 계전기 1РФЧ의 하나 또는 다른 접점이 닫힙니다 (그림 IX.10, b , 씨). 1РВЧ 릴레이는 테이블을 오른쪽으로 이동하거나 1РН 릴레이 코일 회로를 왼쪽으로 이동하기 위해 1РВ 릴레이 코일 회로(그림 IX.10, b)를 준비합니다.
이동 방향은 신호 램프로 표시됩니다. 전기 회로는 테이블과 썰매의 전기 모터를 밀어낸 후에만 켤 수 있는 가능성을 제공합니다. 제어 패널의 버튼을 누르면 클램핑 및 회전이 발생합니다.
예비 좌표 설정 장치의 도움으로 좌표 설정 시 움직임 계산은 0.1mm의 정확도로 설정됩니다. 마이닝은 주어진 좌표에 대해 0.5mm 이내의 지점까지 수행됩니다. 정확한 설치를 위해서는 스크린을 제어하는 수동 이동이 필요합니다.
테이블과 썰매를 이동하기 위한 드라이브를 수동으로 제어할 때 작업자는 1RSD 조절기를 사용합니다(그림 IX.10, b). 테이블을 빠르게 이동시키기 위해 1RSD 레귤레이터가 극단적 인 위치에 배치되어 회전 속도 발전기의 전압이 감소하고 결과적으로 전기 모터 D1의 회전 속도가 증가합니다. 극한 위치에서 테이블의 움직임은 리미트 스위치에 의해 제한됩니다.
2A450 위상 감지 장치 및 전자 증폭기의 다이어그램

위상 감지 블록의 구조
- TRF - 절연 변압기
- C21, C22 - 그리드 저항
- C23, C24 - 분배기 저항
- C25 - 균형 저항
- C26 - 정확한 selsyn 입력을 위한 감도 조절기
- C27 - 선택기 감도 조절기
- RP - 선택기 릴레이
- RP1 - 신호 곱셈 릴레이 선택기 릴레이
- RFCh - 위상 감지 릴레이
- E10, E11, E12 - 필터 커패시터
- EL11 - 이중 삼극관
- VGP - 게르마늄 선택기 정류기
2A450 지그 보링 머신. 동영상.
지그 보링 머신 2A450의 기술적 특성
| 매개변수 이름 | 2A450 | |
|---|---|---|
| 기계의 주요 매개변수 | ||
| 테이블의 작업 표면, mm | 1100 x 630 | |
| 가공된 제품의 최대 질량, kg | 600 | |
| 강철 45, mm의 최대 드릴링 직경 | 30 | |
| 강철 45, mm의 가장 큰 보링 직경 | 250 | |
| 스핀들 끝에서 테이블까지의 최소 및 최대 거리, mm | 250...750 | |
| 테이블의 가장 큰 움직임, mm | 1000 x 630 | |
| 스핀들의 최대 수직(이동) 이동(수동, 기계), mm | 250 | |
| 주축대의 최대 수직 이동(조정), mm | 250 | |
| 스핀들 축에서 랙까지의 거리(스핀들 돌출부), mm | 710 | |
| 스핀들 내부 테이퍼 | 특별한 | |
| 클램핑할 공구의 가장 큰 테이퍼 | 모스 4 | |
| 레일에 스핀들 박스 부착 | 설명서 | |
| 피드 메커니즘 과부하 보호 | 있다 | |
| 테이블의 T 슬롯 수 | 7 | |
| 테이블의 가속 이동 값, mm / min | 1200 | |
| 밀링 중 작업 이송의 한계, mm/min | 30...200 | |
| 좌표 설정을 위한 래스터 그리드 분할 가격, mm | 0,002 | |
| 스핀들 속도(b/s 조절), rpm | 50...2000 | |
| 스핀들 회전당 작업 피드의 한계(b / s 조절), mm | 0,03...0,16 | |
| 구동 장치 | ||
| 기계의 전기 모터 수 | 6 | |
| 메인 드라이브 전기 모터 전력, kW | 4,5 | |
| 메인 드라이브 전기 모터, rpm | 1800 | |
| 테이블 이동 드라이브. 전력, kWt | 0,245 | |
| 테이블 이동 드라이브, rpm | 3600 | |
| 슬라이더 이동 드라이브. 전력, kWt | 0,245 | |
| 슬라이더 이동 드라이브, rpm | 3600 | |
축 배열이 있는 구멍을 처리하기 위한 것으로, 그 사이의 치수는 직교 좌표계로 표시됩니다.
기계의 보링과 함께 필요한 경우 드릴링, 가벼운(미세) 밀링, 선형 치수, 특히 중심 거리 표시 및 확인을 수행할 수 있습니다.
기계와 함께 제공되는 회전 테이블 및 기타 액세서리를 사용하여 극좌표계에 지정된 구멍, 경사진 구멍 및 서로 수직인 구멍 및 선삭 끝면을 가공할 수도 있습니다.
이 기계는 특수 장비 없이 부품을 정밀하게 가공하기 위해 공구 공장과 생산 공장 모두에서 작업하기에 적합합니다.
기계 2A450의 기술적 특성이것은 특정 작업을 수행하는 기계의 적합성을 나타내는 주요 지표입니다. 지그 보링 머신의 주요 특성은 다음과 같습니다.
- 탁상용 크기
- 가장 큰 드릴링 가공 직경
- 가장 큰 회전 직경
- 스핀들의 끝에서 테이블의 작업 표면까지의 거리
- 분당 스핀들 회전
아래는 2A450 나사 절삭 선반의 기술적 특성을 나타낸 표입니다. 더 자세하게 나사 절삭 선반의 기술적 특성은 기계 2A450의 여권에서 찾을 수 있습니다.
| 매개변수 이름 | 단위. | 수량 |
| 테이블의 작업 표면(LxW) | mm | |
| 테이블의 최대 세로 이동 | ||
| 테이블의 가장 큰 가로 이동 | ||
| 스핀들의 끝에서 테이블의 작업 표면까지의 거리 | mm | 250...750 |
| 최대 스핀들 이동 | ||
| 랙에서 스핀들 출발 | ||
| 스핀들 속도 제한(무단계) | rpm | 50...2000 |
| 스핀들 회전당 이송 제한 | ||
| 단단한 재료의 강철에서 최대 드릴링 직경 | ||
| 큰 구멍 직경 | ||
| 기계 테이블에 설치할 때 허용되는 공작물 무게 | ||
| 테이블과 썰매의 빠른 이동량 | ||
| 밀링 시 제품의 이동량 | ||
| 스핀들 모터 동력 | ||
| 스핀들 모터 속도 | ||
| 기계 치수 | 2670x3305x1266 |
|
| 기계 무게 |
주목!위 표의 사양은 참고용입니다. 다른 제조업체에서 다른 연도에 생산된 공작 기계는 표에 나와 있는 것과 다른 특성을 가질 수 있습니다.
기계 2A450의 여권
이 사용 설명서 " 기계 2A450의 여권"이 기계의 유지보수 담당자와 이 기계의 작업에 직접 관련된 직원 모두에게 필요한 정보가 포함되어 있습니다. 이 매뉴얼은 PDF 형식의 전자 버전, 원본 종이 버전입니다. 이 문서에는 여권과 매뉴얼(사용 지침)이 포함되어 있습니다. 기계 2A450 작동용.
- 기계의 목적
- 기계의 기술적 특성
- 기계의 작동 조건에 대한 요구 사항
- 기계 운송
- 기계 설치 및 전기 네트워크 연결
- 지그 보링 머신 여권
- 기계의 운동도에 대한 설명
- 출시 준비
- 기계 제어
- 광학 좌표계
- 기계 안전
아래 링크에서 양질의 2A450 지그 보링 머신의 여권을 다운로드 할 수 있습니다.
기계 2A450의 여권, 보링 좌표. 무료 다운로드.
기계 2A450의 기구학적 도표"
아래 링크에서 좋은 품질의 2A450 지그 보링 머신의 기구학적 다이어그램을 다운로드할 수 있습니다.
기계 2A450의 운동학 다이어그램. 무료 다운로드.
기계 2A450의 전기 다이어그램
아래는 한 문서 페이지의 스케치입니다." 기계 2A450의 구성표"
아래 링크에서 양질의 2A450 지그 보링 머신의 전기 회로를 무료로 다운로드할 수 있습니다.
기계 2A450의 전기 다이어그램, 지그 보링. 무료 다운로드.
아래 링크에서 "Machine 2A450"에 대한 추가 정보를 볼 수 있습니다.










집에서 오븐에서 햄을 요리하는 법
임신 중 하복부의 통증,해야 할 일의 이유 임신하면 하복부가 아플 수 있습니까?
근육 증가를 위한 단백질
고객 리뷰에 따르면 남성을 위한 최고의 비타민
완전 채식으로 체중을 줄이는 방법?