שיקום מכניהוא תהליך שבמהלכו משנים את הממדים והתצורה של חלקי העבודה והחלקים. אם נדבר על מוצרי מתכת, אזי משתמשים בכלי חיתוך מיוחדים לעיבודם כמו חותכים, סיכות, מקדחות, ברזים, חותכים ועוד. כל הפעולות מתבצעות במכונות חיתוך מתכת לפי המפה הטכנולוגית. במאמר זה נלמד מהן השיטות והסוגים של עיבוד מכני של מתכות.
המחושות של בולוניה, השייכות לקבוצת תעשיית האחוזה, משמשות לפעולות ניקיון לייצור נירוסטה המשמשת לייצור חלקי מטוסים הפועלים באטמוספרות אגרסיביות. מאז פלדה זו סופקה על ידי הלקוח, בולונז מוצרי נפחמצאו הבדלים במאפיינים מכניים בין חלקים. - נושא העבודה היה עריכת מעשה קבלה מהותי, הכולל: - בדיקה מיקרוגרפית השוואתית בין אזורים בריאים לאזורים מושפעים. – קודם כל היה צורך לבדוק את טוהר ההכלה, ולאחר מכן היה על התלמידים למדוד את גודל הגרגירים במצב גולמי ובמצב מוקשה ומחוסם.
שיטות עיבוד
עיבוד שבבי מתחלק לשניים קבוצות גדולות. הראשון כולל פעולות המתרחשות ללא הסרת המתכת. אלה כוללים זיוף, הטבעה, לחיצה, גלגול. זה מה שנקרא שימוש בלחץ או השפעה. הוא משמש כדי לתת את הצורה הרצויה לחומר העבודה. למתכות לא ברזליות משתמשים לרוב בפרזול ולמתכות ברזליות משתמשים לרוב בהטבעה.
התחל ניווט בפרק. סוף קטע תיבת הניווט. טיפול פני השטח מאפשר לך לשנות את המאפיינים של שכבת פני השטח של פלדה. טיפול פני השטח הראשון היה הזהבה, למטרות אסתטיות, ולאחר מכן התבקשה הגנה מפני קורוזיה.
גימור פני השטח משתנה כעת ומאפשר עלות חלק נמוכה יותר כאשר אין צורך בתכונות הליבה: פחות יעיל אך נעשה שימוש בפלדה מעובדת. זה גם מאפשר לחבר מאפייני משטח וליבה, כגון משטח קשה וליבה רקיעה.
הקבוצה השנייה כוללת פעולות שבמהלכן מסירים חלק מהמתכת מחומר העבודה. זה הכרחי כדי לתת לה הגדלים הנדרשים. עיבוד מכני כזה של מתכת נקרא חיתוך והוא מבוצע בשיטות העיבוד הנפוצות ביותר הן חריטה, קידוח, שקיעה נגדית, שחיקה, כרסום, קידוח, סיתות, הקצעה וסיטה.
מצד שני, אחד מהם מוגבל על ידי גודל החלק המעובד. בנוסף, טיפול פני השטח מוביל גם לעלויות נוספות ולבעיות סביבתיות: טיפול במוצרים רעילים, צריכת אנרגיה. טיפול פני השטח הוא בדרך כלל ניתוח אחרוןלפני לידה: כל ניתוח לאחר מכן עלול לפגוע בטיפול המקומי. עם זאת, זה לא שיטתי ואפילו עיבוד יכול לשנות מעט את מידות האובייקט ויש לתקן אותו כשהסובלנות מאוד מדויקת.
טיפול פני השטח מורכב בעיקר מארבעה סוגים. עיבוד שבבי: זהו דפורמציה של החומר על פני השטח, אפשר להסיר אותו; טיפול דיפוזיה: זה נובע מהעובדה שאטומים חודרים לפלדה, ובכך משנים את התוכן של יסודות סגסוגת על פני השטח; טיפולי המרה: זה מורכב מיצירת שכבה תגובה כימיתבין ברזל לסביבה, ציפויים: זה מורכב ממריחת שכבה נוספת של חומר על הפלדה. עיבוד על ידי המרה או ציפוי יכול להתבצע על ידי אלקטרוליזה: החלק המיועד לטיפול מרוווה באמבטיה ומועבר זרם חשמלי בין האלקטרודה לחלק.
מהו סוג העיבוד
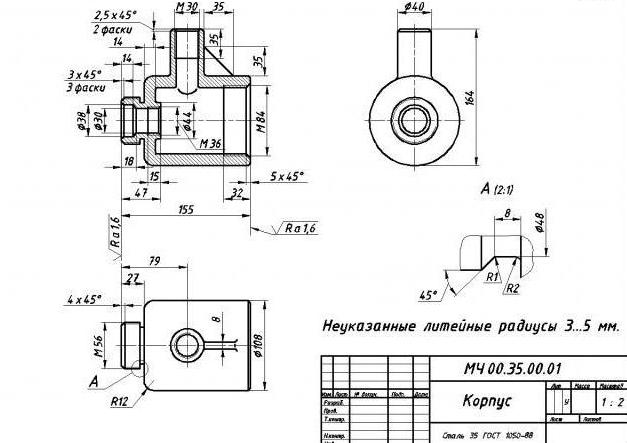
ייצור חלק מתכתמתוך ריק הוא תהליך מייגע ומסובך למדי. זה כולל פעולות רבות ושונות. אחד מהם הוא עיבוד מכני של מתכת. לפני שמתחילים את זה, השלימו מפה טכנולוגיתולעשות ציור של החלק המוגמר המציין את כל הממדים ושיעורי הדיוק הנדרשים. במקרים מסוימים, ציור נפרד מוכן גם עבור פעולות ביניים.
יונים בתמיסה נודדים אל החלק ומגיבים ליצירת שכבת המרה או משקעים. צבע אבקה. הטיפול העיקרי הוא ליטוש שהוא הסרת חומר על מנת להעלים שריטות ובעלי משטח חלק לחלוטין. למעשה, לשריטות יש מידות של חומר שוחק בלתי נראה לעין בלתי מזוינת. בנוסף לאסתטיקה, זה נותן תכונות אופטיות.
הסרה של חומר יכולה להתבצע גם על ידי פירוק חומצה, אופציונלי באמצעות זרם חשמלי. להיפך, המתכת יכולה להיות מקורקעת על ידי שריטות שוחקות בכיוון נתון, צורה מסוימת או על ידי מכה: חול או כדור.
בנוסף, יש עיבוד חיספוס, חצי גימור ועיבוד עיבוד מתכת. עבור כל אחד מהם מתבצע החישוב והקצבאות. סוג עיבוד המתכת בכללותו תלוי במשטח המיועד לטיפול, בדרגת הדיוק, בפרמטרי החספוס ובמידות החלק. לדוגמה, כדי לקבל חור לפי דרגת H11, נעשה שימוש בקידוח גס עם מקדחה, ולקידוח חצי נקי לדרגת דיוק 3, ניתן להשתמש בקידוח או בסינק. לאחר מכן, נלמד את שיטות העיבוד המכני של מתכות ביתר פירוט.
לבסוף, ניתן לצפות את הפלדה. שימו לב שהצבע הוא יציבות נמוכהלטמפרטורה ונגד שחיקה. יתכן ורצוי לקדם הצמדות של חומר אחר, כמו צבע, או להיפך, להפחיתו על מנת לצמצם תופעות הדבקה וחיכוך.
כדי לשפר את ההדבקה, חומר העבודה מוסר תחילה להסרת שומנים או, בהתאם לעיבוד שלאחר מכן, להסיר את השכבה המחומצת. לאחר מכן ניתן לפוצץ או לירות את חומר העבודה כדי ליצור חספוס. מצב פני השטח מאופיין בתופעות של הידבקות וחיכוך, אך לא בצורה מרשימה. מצד שני, שניים מאוד משטחים חלקיםיכול ליצור אפקט יניקה: מכיוון שאין אוויר בין המגעים שנמצאים במגע, הלחץ האטמוספרי שנותן את החלקים זה לזה אינו מאוזן.
סיבוב וקידוח
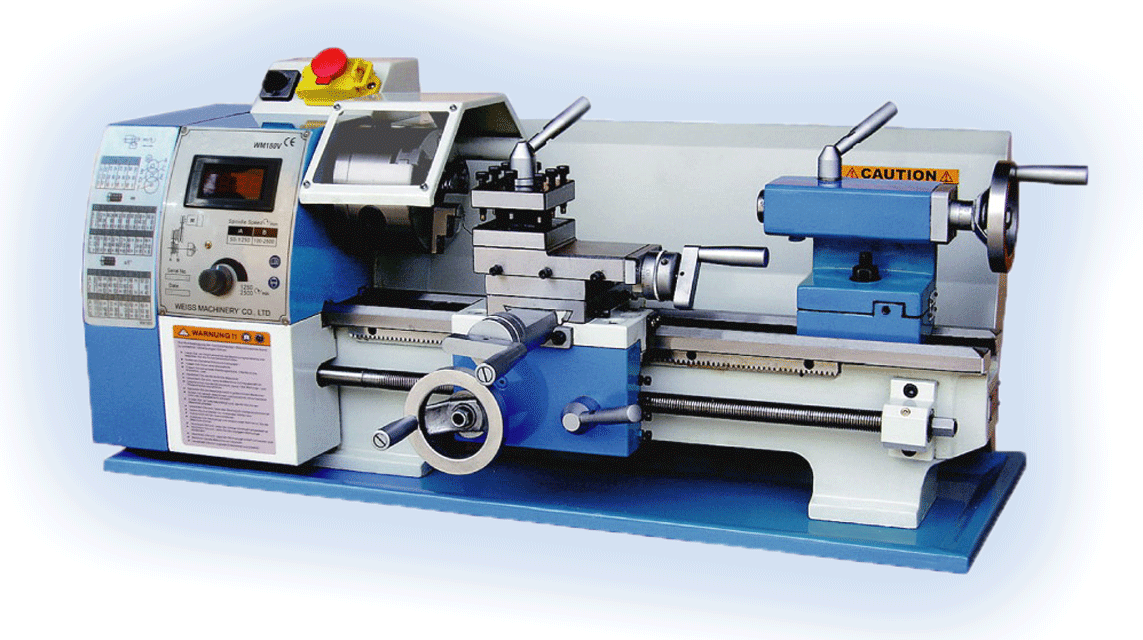
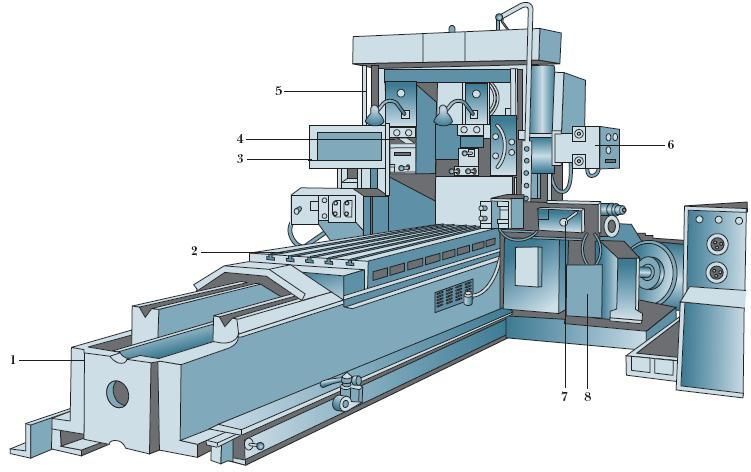
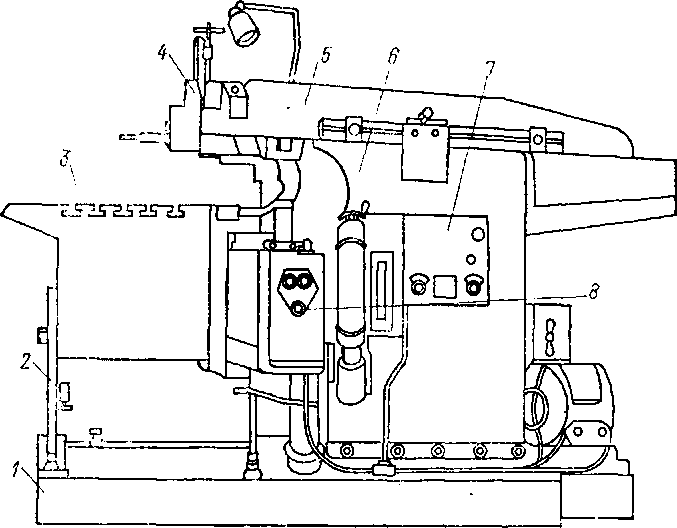
הסיבוב מתבצע במכונות של קבוצת הסיבוב בעזרת חותכים. חומר העבודה מחובר לציר, המסתובב במהירות נתונה. והחותך, המקובע בקליפר, עושה תנועות אורכיות-רוחביות. במכונות CNC חדשות, כל הפרמטרים הללו מוכנסים למחשב, והמכשיר עצמו מבצע פעולה הכרחית. בדגמים ישנים יותר, למשל, 16K20, תנועות אורך ורוחב מבוצעות באופן ידני. על מחרטות אפשר להפוך משטחים מעוצבים, חרוטיים וגיליליים.
כדי לקבל את מצב המשטח הטוב ביותר, מתבצעת השחזה או אפילו ליטוש. פוספטינג היא שיטת טרנספורמציה המורכבת מיצירת שכבה של פוספטי ברזל. הוא מתקבל על ידי השריית אבץ או מגנזיום פוספט לתמיסה, המעודדת הידבקות צבע, ובשכבה עבה מגן מפני קורוזיה.
איטום פני השטח שימושי למניעת שבירה כתוצאה מהשפעה, מחצלת ובלאי. הדרך הראשונה להקשיח משטח היא להתקשות, ולכן מבצעים עיבוד שבבי. בנוסף להתזת חול ופיצוץ ניתן לתרגל גם גלגול: גלילים דוחי מתכת. יקר, מאפשר גם גימורי משטח באיכות גבוהה מאוד עם סובלנות מימדים הדוקים מאוד.

קידוח הוא פעולה שמתבצעת להשגת חורים. כלי העבודה העיקרי הוא מקדחה. ככלל, קידוח אינו מספק דרגת דיוק גבוהה והוא גס או חצי גימור. כדי להשיג חור באיכות מתחת ל-H8, משתמשים ברישול, בריצה, בקידוח ובטביעה נגדית. בנוסף, לאחר הקידוח ניתן לבצע גם חיתוך חוט פנימי. עיבוד כזה של מתכת מתבצע באמצעות ברזים וכמה סוגים של חותכים.
התמצקות יוצרת מתחי דחיסה, פני השטח נמתחים מראש, מה שתורם גם להתקשות שלו. שימו לב שטיפול הדיפוזיה מציג אטומים בתוך רשת הברזל וגם דוחס את פני השטח. אפשר גם כיבוי פני השטח. העיקרון הוא לחמם את פני השטח מבלי לחמם יתר על המידה את הלב. נעשה שימוש בלפיד או בחימום אינדוקציה: גל אלקטרומגנטי יוצר זרם פני השטח הגורם לחימום ג'ול. הציוד כולל גוף חימום ומיד לאחר מקלחת הלחץ.
כרסום וטחינה
כרסום היא אחת הדרכים המעניינות ביותר לעיבוד מתכת. פעולה זו מתבצעת באמצעות מגוון רחב של חותכים במכונות כרסום. יש סוף, מעוצב, סוף ועיבוד היקפי. כרסום יכול להיות גם גס וגם גימור למחצה, וגימור. האיכות הקטנה ביותר של דיוק המתקבלת במהלך הגימור היא 6. בעזרת חותכים, דיבלים שונים, חריצים, בארות, חתכים מעובדים במכונה, פרופילים כוחנים.
השיטות האחרונות מציעות דרכים אחרות לחימום: לייזר, חותך פלזמה, תדרים גבוהים. בְּמַהֲלָך עבודת ריתוךניתן להשתמש בגז פחמן כדי להעשיר את הריתוך בפחמן. חימום מוקדם והאצת ריתוך שולטים בתנאי הקירור ובכך מרבים את האוויר.
ניטרידינג כרוך בהחדרת חנקן לפלדה. חנקן יוצר ניטרידים עם ברזל ואלמנטים סגסוגים; ניטרידים הם קרמיקה קשה מאוד. נוצר אזור שילוב על פני השטח, שנוצר מחנקות ברזל, ולאחר מכן אזור דיפוזיה, שבו חנקן נמצא בתמיסה המוצקה של התוספת. באזור דיפוזיה זה, ניתן להשיג משקעים מתקשות ניטריד בגבולות התבואה.
השחזה היא פעולה מכנית המשמשת לשיפור איכות החספוס, כמו גם להסרת שכבת מתכת עודפת עד למיקרון. בְּדֶרֶך כְּלַל, העיבוד הזההוא השלב האחרון בייצור חלקים, מה שאומר שהוא מסיים. לחיתוך משתמשים בגלגלים שוחקים שעל פני השטח שלהם יש מספר עצום של גרגרים שיש להם צורה שונהשיא הטכנולוגיה. במהלך עיבוד זה, החלק חם מאוד. על מנת שהמתכת לא תהיה מעוותת ולא תישבר, משתמשים בנוזלי חיתוך (LLC). עיבוד שבבי של מתכות לא ברזליות מתבצע בעזרת כלי יהלום. זה מאפשר לספק איכות מעולהחלק מיוצר.
ניתן לבצע ניטרידינג בשלוש דרכים. טמפרטורת העיבוד מטילה פלדת מוליבדן. Carbonitriding הוא שילוב של ניטרידינג וקרבוריזציה ומתבצע בטמפרטורה של כ-800 מעלות צלזיוס, ולאחר מכן מתרחשת כיבוי פני השטח, אשר יוצר מרטנזיט עם חנקן. תערובת של גז מפחם ואמוניה.
שכבת המרת פני השטח מכילה ניטרידים וגפרי ברזל המשפרים החלקה ומונעים לכידה.השכבה הבסיסית היא שכבת ניטריד קשה מאוד. יריעה מגולוונת, ניתנת לזיהוי בקלות בשל הקשתית, המוציאה את גבישי האבץ.
בתעשיות בניית מכונות, מתכת, בבנייה הם משתמשים דרכים שונותעיבוד מתכת, חיתוך - אחד הזנים שלהם.

מכיוון שיש מגוון עצום של חלקי מתכת, הם שונים בצורה, גודל, משקל, הרכב סגסוגת, ולכן חיתוך מתכת מתבצע גם בכמה דרכים. ניתן להבחין בין העיקריים שבהם:
הצבע שכבר הוזכר לעיל מגן מפני קורוזיה על ידי יצירת מחסום סביבהכאשר הטמפרטורה בינונית ואין סכנת שחיקה. ננטשו עקב נוכחות מינייום, תחמוצת עופרת רעילה, אך חלק מהצבעים מכילים חומר מילוי אבץ המספק הגנה משופרת. חלק מהצבעים המונעים את לכידתם של בעלי חיים ימיים ואצות, שבאמצעות חילוף החומרים שלהם מפרקים את הצבע או יכולים להאיץ קורוזיה. מצד שני, הציפוי הפוספטי מקל הן על הידבקות הצבע והן משפר את ההגנה מפני קורוזיה.
- חֲרִיטָה;
- הִתעַמְלוּת;
- כִּרסוּם;
- הַקצָעָה;
- שְׁחִיקָה.
כל סוג כרוך בשימוש בציוד מיוחד - לרוב מדובר במכונות נייחות.
הפיכת חלקי מתכת
שיטה זו משמשת כאשר צריך להביא מעט את חומר העבודה המקורי הגדלים הנכוניםותצורה. כדי לעשות זאת, מומחים משתמשים מַחֲרָטָה, סט של מקדחות או חותכים. החלק המיועד לעיבוד ממוקם במתקן סיבובי מיוחד, שסביבו נע מנגנון החיתוך.
כרומטיזציה רכה מורכבת מהיווצרות שכבת דיפוזיה בעובי קטן. זה נעשה באותו אופן כמו כרומטיזציה קשה. ניתן ליישם כרומטיזציה לאחר פוספטציה. אין לבלבל תהליך זה עם ציפוי כרום או כרום. הגלוון מורכב מציפוי פלדת אבץ על ידי טבילה באמבט אבץ נוזלי, יעיל מאוד כנגד קורוזיה אטמוספרית, אך עמיד בצורה גרועה לטמפרטורה ועמיד בפני שחיקה לקויה.
לאחר מכן ניתן לבצע כרומט פלדה מגולוונת: חלק ממנה טובלים באמבט של אשלגן או נתרן דיכרומט, מה שיוצר שכבת המרה, המכונה לעתים החלק ה"ביכרומטי". אבל מונע היווצרות של תחמוצת אבץ לבנה, כך שזה בעצם אפקט אסתטי. מצד שני, זה מקדם את הידבקות הצבע. פלדה חשופה לא יכולה להיות מצופה כרום.
בשל הכוח המופעל, קצה קצה המקדחה חותך לתוך החלק ומסיר את השכבה העודפת, שהופכת ל סוג אחרנְסוֹרֶת. בהתאם לסוג החיתוך המבוצע, שבבים יכולים להיות:
אפשר גם לפח אלקטרוליטית ואז להגדיר כ"פח". בגלוון, כמו בפח, תחמוצת המתכת מתחמצנת והתגובה מונעת חלודה. ציפוי כרום קשיח וציפוי ניקל אינם משמשים עוד להגנה מפני קורוזיה: הם גורמים לקורוזיה מואצת במקרה של שריטות. לתנאים אגרסיביים מאוד כמו טמפרטורות גבוהות או מוצרים קורוזיביים מאוד, ניתן לצפות במתכת קרמית. דֶרֶך ריסוס פלזמה: אבקת הקרמיקה מומסת בלפיד הפלזמה ולאחר מכן מוקרנת על המתכת או מתמצקת; על ידי תגובה עם גז. המשקע שביר ומהווה סיכון להיסדק בעת הקירור.

- אלמנטלי - מתקבל על ידי עיבוד מתכת סופר קשה כמו טיטניום, תהליכים מבוצעים במהירויות נמוכות;
- מיזוג - נוצר במהלך סיבוב מהיר של חלקים עשויים פלדה לא קשיחה, נחושת, פח, פלסטיק;
- שבר - מתרחש כתוצאה מחיתוך חלקי מתכת-פלסטיק;
- שבבים מדורגים מתקבלים כתוצאה מעיבוד מתכות בעלות קשיות בינונית.
עבור סוגים שונים של מתכת, נבחר מהירות מתאימה, ולכן יש להשחיז מתכות עקשן וסופר-קשות במהירות מינימלית. זה מחושב לפני תחילת העבודה ומוגדר בפרמטרים מַלתָעָה, אז המהירות נשמרת אוטומטית.
שוב, זה יותר פרק תרבות משותפת. יש להכיר את המרכיבים העיקריים של שיטות הטיפול העיקריות. טיפול פני השטח מתוכנן בצורה כזו שיספק מיוחד מראה חיצוניומאפיינים של חלקי מתכת. השימוש בהם הוא כדלקמן: נגד קורוזיה, נגד שחיקה, מראה, מוליכות, מקדם חיכוך וכו'. ציפוי מתכתמיושם אלקטרוליטי או כימי. תהליך זה מורכב משלושה שלבים עיקריים: - הסרת שומנים או הסרת שומנים של תומכי מתכת, - עיבוד בצורת הפה הנכונה, - שטיפת החלק.

יש להבין כי יותר מדויק ו עבודות נקיותמסופקים במהירות נמוכה יותר, וניתן לבצע חיספוס במקסימום המותר.
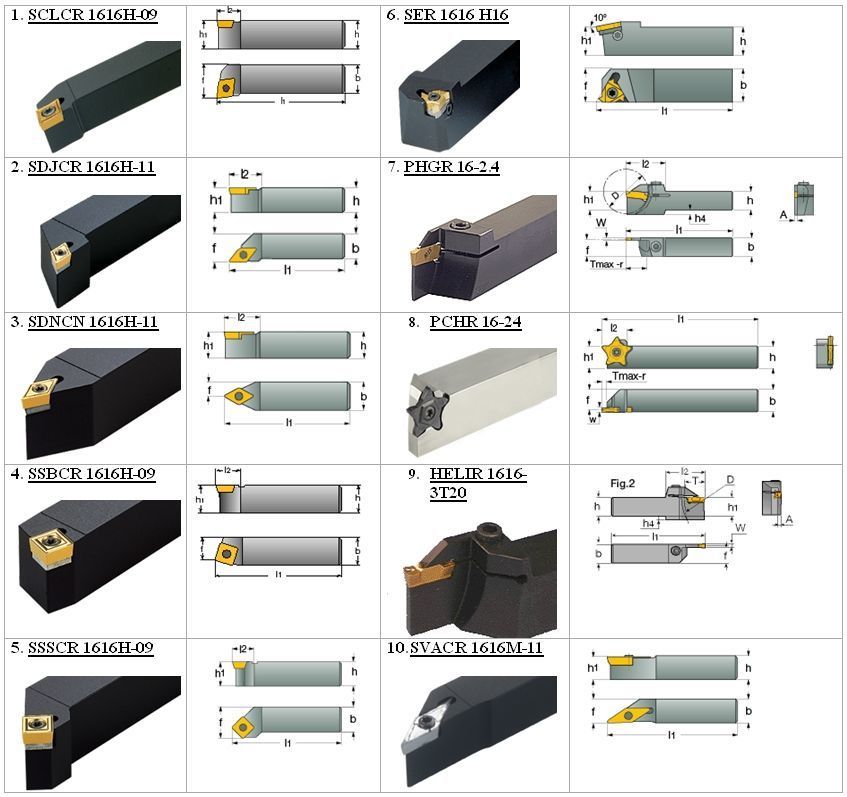
נקודה חשובה היא סגסוגות המתכת שמהן עשויים החותכים. המחדד צריך להיות עשוי מסגסוגת חזקה יותר מהחלק שיש לחתוך. לרוב, טיטניום, טונגסטן, טנטלום משמשים לחותכים.
ישנן שלושים שיטות המקובצות ל-5 משפחות: עיבוד מכני, עיבוד תרמוכימי, עיבוד מים ויבש, צבעים, טיפול המרה. טיפול פני השטח משמש בעיקר בתעשיות הרכב, התקשורת, האלקטרוניקה, התעופה והחלל, התכשיטים והחומרה. בין המזהמים השונים שניתן למצוא באמבטיות ובבוצות ניתן למצוא: חומרים אורגניים, זרחניים או חנקניים, מוצקים מרחפים, אורגנוהלידים, ציאנידים, פלואורידים, מתכות ומלחים.
תלוי איזה סוג של סיבוב נחוץ, החותכים יש צורות שונותומידות, מגוון אלמנטים לחיתוך יאפשרו לך לעבוד בדיוק גבוה ופחות שבבים, כלומר ללא בזבוז משמעותי.
ניתן לסווג את החותך לפי סוגי העיבוד העיקריים:
- מְשַׁעֲמֵם;
- מוּשׁחָל;
- חָרִיץ;
- מחסום;
- גְזִירָה;
- לְעַרְעֵר;
- מְעוּצָב.
המחרטה עצמה יכולה להיות מכנית ואוטומטית עם לוח בקרה של תוכנה. זה האחרון נותן את הדיוק ומהירות העבודה הגדולים ביותר, סוג זה של כלי מכונה החליף את המכאני והוא מחליף אותם בהדרגה מייצור.
כל החישובים - מהירות, זוויות נדרשות, כיווני חוט מחושבים ב מורכבות תוכנה, זה פותח הזדמנויות רחבות לייצור חלקים לא סטנדרטיים. אם היה משמש עבורם מכאני, ייקח זמן לא מבוטל להתקנה ואחוז גדול של דחיות לא נשלל.
קידוח חלקי עבודה ממתכת
סוג נוסף של חיתוך של חלקי מתכת הוא קידוח, הוא מתבצע בציוד המתאים, והחותך עצמו נקרא מקדחה. מהות השיטה היא שהמקדחה או השקיעה מונעת באופן מכניומסתובב סביב הציר שלו.
מקדחה. התאמה אישית וטריקים אחרים
בשל תנועות כאלה, הכלי מתרסק לתוך חלק מתכת, עושה בו חור. המקדחה מונעת על ידי מתקן ידני, מכונות מכניות ואוטומטיות. באמצעות מקדחה, אתה יכול לעשות חורים בחומר עבודה מתכת סוג אחר, גודל ועומק:
- נוֹצָה;
- סְלִילִי;
- מִרכּוּז.
הסוג הספירלי הנפוץ ביותר של מקדחה, הוא מורכב משלושה חלקים: החלק העובד, הצוואר והשוק. לחלק החיתוך שני קצוות הממוקמים בזווית מסוימת זה לזה, למשל, כדי לחתוך חלק ברזל יצוק, נדרשת זווית של 118 o.
מכונת קידוח מתלה היגוי
השוק נחוץ לקיבוע המקדחה בצ'אק של המכונה או המקדחה. זה יכול להיות בשתי צורות: גלילי או חרוטי. בקצה השוק מותקנת רגל הנחוצה כדי לדחוף את המקדחה מהשקע לאחר השימוש.
צוואר המקדחה הוא חוליית מעבר הנחוצה כדי להבטיח את היציאה במהלך תהליך השחזה של הגלגל השוחק. המקדחה מסומנת על הצוואר.
לפני שמתחילים בקידוח צריך לסמן את החלק, עדיף לעשות את המרכז לעומק עם אגרוף מרכזי כדי שבתחילת העבודה המקדחה לא תעוף מהנקודה המיועדת.
ניתן להשתמש בכלים שונים לקידוח חלקי מתכת:

כרסום חלקי מתכת
חיתוך מתכת עם חותך כרסום הוא אחת השיטות הנפוצות ביותר. אלמנט החיתוך העיקרי בעיצוב המכונה הוא חותך - גלגל עגול עם קצוות משוננים. המנוע החשמלי מניע את מנגנון החיתוך, במהירות גבוהה החותך חותך לתוך חומר העבודה המתכתי ומסיר שכבות במקומות הנכונים.
מכונת חריטה וכרסום DMG CTX gamma 2000
התוצאה היא חיתוך לחלקים ושבבים של חומר פסולת. קוֹדֶם מכונות כרסוםמונע רק על ידי מומחה, בשל המהירויות הגבוהות וקוטר הגלגל, התקבלו הרבה פסולת וחלקים פגומים. מכונות מודרניות נשלטות תוֹכנָה, שבזכותו רמה גבוההדיוק חיתוך.
מכונת כרסום למתכת קורבט 416 אנקור
חותכים יכול להיות מידות שונותוצורות ומשמשים בהתאם לגודל הנדרש של החיתוך, סוג המתכת המעובדת.
מכונות הדור האחרון מצוידות בלייזר, המאפשר לא רק להשיג דיוק מרבי, אלא גם לבצע עבודה על חיתוך מורכב. הלייזר התרמי שורף את הקצה במקומות הנכונים, והלייזר השחזה עובר מספר פעמים לאורך הקצה, חותך את המתכת, גישה זו מבטיחה להסיר את שכבת המינימום של חומר העבודה. הפלט הוא חתך נקי, ללא קוצים ושבבים, חלק כזה לא ידרוש ניקוי נוסף.
חיתוך פלנר של מתכת
עיבוד מתכת על ידי חיתוך בצורה הקצעה כרוך בהסרה שכבות עליונותפני השטח של החלק המעובד. סוג זה של עיבוד כולל שימוש במכונות מיוחדות:
- הקצעה וחריץ;
- חתך רוחב ואורכי;
- חיתוך קצוות.
המכונות נבדלות בדרך התנועה של מנגנון החיתוך, פרודוקטיביות, איכות עיבוד המתכת.
תכונה של מכונות הקצעה היא השימוש בחותכי הקצעה ישרים בלבד, הם מותקנים בסיפוגים קצרים, מכיוון שהם אינם נבדלים בעמידות הרטט, אך הם די פשוטים לתפעול.
החיסרון של חותכים כאלה הוא חוסר האפשרות להשיג את תוצאות החיתוך המדויקות ביותר. כדי לבטל את החיסרון הזה, למכונות מסוימות יש את היכולת להרכיב מספר חותכים.
עובד עם מפלסיםחשוב לקחת בחשבון שחלקי החיתוך חזקים למדי ומסוגלים לצלול לתוך המתכת לעומק רב מהלחיצה הראשונה, מה שעלול להרוס את המוצר.
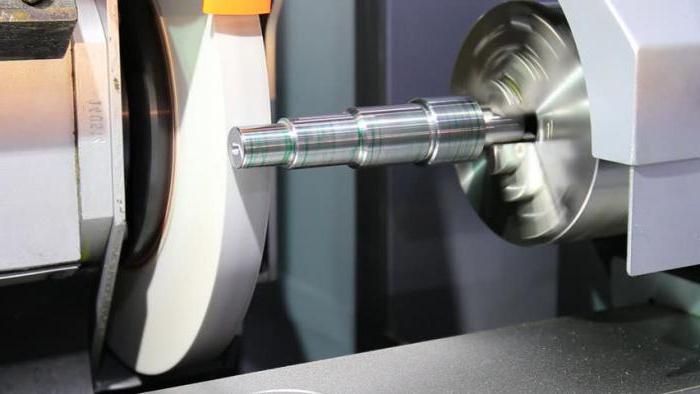
השחזה כדרך לחיתוך מתכת
שיטת השחזה לחיתוך חלקי מתכת כרוכה בשימוש בגלגלי שוחקים שונים. הם מורכבים מגרגרים קטנים ממקור מינרלי, המחוברים זה לזה בחבורה.

טכניקת החיתוך מצטמצמת לתהליך הבא: כאשר חרירי השוחקים זזים, הקצוות החדים חותכים את השכבות העליונות של המתכת ומשאירים שקע חלק מאחוריהם. כל התנועות מתבצעות במהירות גבוהה מאוד, לפעמים היא מגיעה ל-3000 מטר בדקה אחת, לשם השוואה, בפנייה המהירות המרבית היא 30 מטר.
בשל המהירות הגבוהה והסידור הכאוטי של הגרגירים מתקבלים שבבים קטנים מאוד המתפזרים לכל הכיוונים ולאורך מספר מטרים. תכונה זו צריכה להילקח בחשבון בעת הארגון תנאים בטוחיםעוֹבֵד.
השחזה מאפשרת להגיע לתוצאות חיתוך מדויקות, אולם המכונה צורכת הרבה חשמל, פי 10 יותר מאשר למשל מחרטה. תכונה נוספת של השחזה היא מידת החימום הגבוהה של חלק המתכת עצמו, במקרים מסוימים עד 1000 o. זה חייב להילקח בחשבון בעת עיבוד מתכות רכות, כגון נחושת, פח, ברזל יצוק ואחרים, הם יכולים פשוט להמיס מפעולת גלגל השחזה.
וידאו: האפשרויות המדהימות של מכונות CNC









היסטוריה של פנסי שמיים
תיאור התפקיד: תפיסה, מטרה, מבנה, נוהל חיבור ופורמליזציה מטרה ותוכן של תיאורי תפקיד למנהלים
שאלות ראיון באיזו עבודה אתה הולך לעבוד?
מה לעשות אם הבוס מבקר כל הזמן אם הבוס לא עושה כלום
איך להבין: האם החתלתול יהיה רך?