קטגוריית K: נַגָרוּת
מכונות הקצעה
החסר המתקבל לאחר חיתוך מעובד בדרך כלל עבור מפלסים. כניסים הם כניסים להקצעה לפינה, כניסים להכנת קצוות מקבילים ופלסים בעלי ארבעה צדדים.
מפרקים
מכונת חיבור SF6-3 (איור 1) מיועדת להקצעה (חיבור) של משטחי לוחות, לוחות וסורגים לאורך המטוס, כמו גם קצוות צרים (קצוות) בזווית ישרה או אחרת שצוינה לקצה רחב.
אורז. 1. מכונת חיבור SF6-3: 1 - מנוע חשמלי, 2 - לוח אחורי של שולחן העבודה, 3 - סרגל מדריך, 4 - ידית של מחוון גובה הלוח הקדמי, 5 - מגן מאוורר, 6 - לוח קדמי של שולחן העבודה. 7 - מכשיר התחלה, 8 - פיר סכין, 9 - מסגרת
המפרק מורכב ממסגרת, שתיים צלחות ברזל יצוק, יצירת שולחן עבודה, פיר סכין (ראש חותך), סכיני פלנרולנהוג.
הצלחת הקדמית (הראשונה לאורך החומר) של המכונה משמשת להנחיית החומר לפני ההקצעה, והצלחת האחורית להנחיית החומר במהלך תהליך ההקצעה. הצלחת הקדמית מוגדרת 1.5-2 מ"מ נמוך יותר מהצלחת האחורית, כלומר, בעובי השבב שהוסר.
ניתן לכוון כל צלחת שולחן לגובה הנדרש. התאמת הצלחת הקדמית לגובה נעשית על ידי ידית שעליה יש סימני גובה. הלוח האחורי מותאם עם בורג ואומים.
בין הלוחות ממוקם פיר חותך 8. קצוות החיתוך של הסכינים המורכבים עליו צמודים למשטח הלוח האחורי. בקצוות הלוחות הפונים לפיר הסכין, מוצמדים ספוגי פלדה-רפידות פלדה בסמוך למשטח שלהם, שנועדו להגן על הלוחות מפני שחיקה והתפרקות, וכן לצמצם את הרווח בין הסכינים והצלחות ולתמוך בסיבים בעת החיתוך. צ'יפס. ציר הסכין מונע על ידי מנוע חשמלי דרך כונן V-V. פיר הסכין נסגר מלמעלה על ידי מגן מאוורר.
המכונה מצוידת בסרגל מנחה נשלף, הניתן להזזה על פני השולחן, לכוון בזווית הנדרשת או להטות כלפי מעלה.
בנוסף, למכונה מכשיר בלימה לבלימה מהירה של גל הסכין לאחר כיבוי המנוע.
בדרך כלל מבצעים שלושה סוגי עבודה על מפרק: חיבור פנים, חיבור פנים וחיבור קצה אחד, חיבור פנים וחיבור שני קצוות. בנוסף, ניתן להסיר נפילות בקרשים ומסגרות עם יישור בו-זמני של המטוס, חיתוך קופסאות לפי מידה, חיבור קצוות דיקט וכדומה. לפני החיבור יש להניח את החלק עם הצד הקעור כלפי מטה ליציבות רבה יותר.
הגשה עבור מפרקיםברוב המקרים זה נעשה באופן ידני.
במקביל, חלקים צרים מהוקצעים בו זמנית במספר חלקים. חיבור הקצוות של חלקות דקות מתבצע בקבוצות. כאשר עובדים על מכונה עם הזנת מסוע, החלקים מוזנים מקצה לקצה.
כדי להקל ולהבטיח את בטיחות העבודה, נעשה בו יותר ויותר שימוש מכשירים מיוחדים, המשרתים להזנה אוטומטית של חומר, מה שנקרא מזינים אוטומטיים (איור 2, א, ב). השימוש בהם מגדיל את הפרודוקטיביות פי 1.5-2.
המזין האוטומטי מותקן על מעמד המותקן על המכונה וניתן להתקין אותו בכל עמדה ביחס לציר העבודה, השולחן או מוביל המכונה.
ניתן להשתמש במזינים האוטומטיים האוניברסליים הזמינים כעת על פלחים, מסורים עגולים, כרסום, מסורי פס ו מכונות שחיקהולספק מיכון של הזנה במכונות אלו, המיוצרות בדרך כלל בהזנה ידנית.

אורז. 2. מזין אוטומטי אוניברסלי: א - התקנה להאכלה עם מהדק עליון, ב - התקנה להאכלה עם מהדק צדדי
הפגם העיקרי של הקצעה על מפרק הוא אי-ישור המשטח המהוקצע כתוצאה מלחץ חלש או לא אחיד על חומר העבודה. בנוסף, לעתים קרובות נצפים פגמים בצורה של בליטות בעומק של עד 1-1.5 מ"מ, שפשופים (בעת עיבוד כנגד השכבה). במקרים אלו יש צורך בניקוי סלקטיבי לאחר מכן, המתבצע במכונות החיבור של "ליליפוט".
יש להניח חלקי עבודה ליד המכונה כך שמפעיל המכונה לא יצטרך לבצע תנועות מיותרות. פריסת הארגון של מקום העבודה במפרק מוצגת באיור. 3.
אמצעי בטיחות בעת עבודה על מפרקים
1. המרחק בין הקצוות של שכבות שולחן העבודה לבין המשטח שמתארים להבי הסכין צריך להיות לא יותר מ-3 מ"מ.
2. חלק עובדיש לסגור את החריצים עם גדר הפועלת אוטומטית המאפשרת לבצע את כל העבודה במכונה ופותחת את חריץ הסכין רק לרוחב חומר העבודה. החלק הלא פועל של החריץ שמאחורי המוט חייב להיות סגור לחלוטין בכל מיקומי המוט.
3. בהקצעת חלקים קצרים מ-400 מ"מ, צרים מ-50 מ"מ ודקים מ-30 מ"מ, בהזנה ידנית של החומר יש להשתמש בלוקים דחיפה.
4. יישום פירי סכיןצורת ריבוע ושכבות על מנת לתת לפירים מרובעים צורה גלילית אסורה.
5. מותר להוציא את הסכינים מהפיר לא יותר מ-3 מ"מ.
6. המשטח של הצלחת האחורית חייב להתאים לקצה החיתוך של הסכינים.
7. הקצעת צורה ובחירת רבעים בפלנר אסורה.
מכונות עיבוי
מכונת עיבוי SR12 (איור 4, א, ב) מיועדת להקצעה חד צדדית של חלק מקביל לצד המפרק לעובי מוגדר.

אורז. 3. תכנית הארגון הרציונלי של מקום העבודה במפרק: 1 - חלקים לא מהוקצעים, 2-מקום של מפעיל המכונה,. 3 - חלקים מהוקצעים
השולחן (איור 4, א) של מכונת העובי מורכב מלוח מוצק אחד, ופיר הסכין ממוקם מעל השולחן. השולחן נע לגובה כדי לקבוע את המרחק הנדרש לקצוות החיתוך של הסכינים. עובי שכבת החומר שהוסרה ברוחב ההקצעה הגדול ביותר לא יעלה על 2 מ"מ.

אורז. 4. מכונת עיבוי SR12: a - צורה כללית: 1 - מנוע פיר סכין, 2 - התקן התחלה, 3 - כיסוי בטיחות, 4 - שולחן עבודה, 5 - מנוע הזנה, 6 - מיטה; ב - תרשים של חלק העבודה: 1 - שולחן עבודה, 2 - חומר עבודה, 3 - קולבי בטיחות (ציפורניים), 4 - גליל הזנה גלי, 5 - כובע, 6 - פיר סכין, 7 - בלוק לחץ אחורי, 8 - מגן מעל רולר, 9 - רולר הזנה חלק, 10 - גלילי מדריך תחתונים; c - רולר הזנה חתך
האכלת חומרים במכונות פלנר נעשית בצורה מכנית. מנגנון ההזנה מורכב משני זוגות של גלילים. הזוג הראשון ממוקם מול פיר הסכין, והשני - מאחורי פיר. גלילי ההנעה העליונים מונעים על ידי מנוע חשמלי 5 דרך רכבת הילוכים. הגלילים התחתונים (מובילים) ממוקמים בדיוק מתחת לגלילים העליונים, מותקנים באופן חופשי ומונעים על ידי חומר ההזנה.
הגלילים התחתונים בולטים 0.2-0.3 מ"מ מעל פני השולחן. הגלילים הקדמיים העליונים עשויים גליים כדי שהחומר לא יחליק. התקן אותם 2-3 מ"מ מתחת לפני השטח של החומר המוזן. רולר ההזנה הגלי עשוי מחלקים נפרדים (איור 4, ג). זה מאפשר עיבוד סימולטני של מספר חלקי עבודה בעובי שונה (בתוך 4 מ"מ).
הרולר האחורי העליון עשוי חלק כדי לא לקלקל את המשטח המוקצע של חלקי העבודה. התקן אותו מתחת לקצוות החיתוך של הסכינים ב-1 מ"מ.
מול הרולר הגלי ישנם מתלים שמטרתם למנוע עוף של חלקים חזרה אל מחוץ למכונה.
ציר הסכין נסגר מלמעלה על ידי כובע סוגר מאסיבי, המהווה גם מכשיר להוצאת שבבים לתוך מתקן הפליטה (אקסאוסטר).
הקצה הקדמי של הכובע ממוקם קרוב מאוד לרדיוס הסיבוב של הסכינים. הוא לוחץ על המוט, מונע את הרטט שלו, ומשמש גם כתמיכה לסיבי העץ בנקודת היציאה של הסכין ומונע אפשרות של סתתים.
בעת הגדרת מכונת עיבוי, יש לוודא כי שולחן העבודה מותקן ללא עיוות, ולבדוק את המיקום הנכון של הגלילים התחתונים והעליונים.
הפרודוקטיביות של המכונה תלויה בקצב ההזנה ובמספר החלקים המעובדים בו זמנית.
מגנים עם קצה או מסגרות קשורות מוזנים אל המכונה בצורה אלכסונית, שכן בהזנה ישרה תתרחש הקצעה על פני הסיבים והמשטח יתברר כמחוספס וקצוות בקצוות.
אמצעי זהירות בעת עבודה על מכונות פלטה
1. בגלילים גליים לא יהיו סדקים, צלעות מופקעות ומשטח בלוי.
2. הגלילים העליונים חייבים להיות מוגנים לחלוטין מהצד העובד.
3. אורך חלקים מהוקצעים מותר לא פחות מהמרחק בין הגלגלים העליונים הקדמיים והאחוריים בתוספת 50 מ"מ.
4. חל איסור הקצעה בו-זמנית של שני חלקים או יותר בעובי שונה עם גלגלת הזנה רציפה.
כוננים ומעצבים מרובעים
לשילוב פעולות הקצעת הפנים והקצה, שלוש
- מכונות הקצעה
לעץ, או לחסר, המגיעים לאחר חיתוך לעיבוד נוסף, ככלל, יש סיכונים, חספוס, עיוות ופגמים אחרים שמתבטלים בקלות במהלך הקצעה.
בעת הקצעה (יחד עם ביטול פגמים אלו), יש צורך להשיג משטח מותאם מדויק (בסיסי) כך, בהתמקדות בו, ניתן ליישר את שאר המשטחים ולקבל חלקים בצורה נכונה.
חלק בצורת רגיל מתקבל אם, במהלך עיבוד בפלנר, הוא תופס מיקום מסוים ביחס לכלי החיתוך והמנחים (שולחן, סרגל), בעוד שהדיוק של החלק תלוי עד כמה הפנים והקצה הסמוכים ל התקני ההרכבה מיושרים (קו). הקצעה מביאה בדרך כלל למשטחים חלקים ומצוידים.
עבור הקצעה, פלנר, פלטה וארבע צדדים משמשים.
מַטָרָה מפרקים - יישור פני השטח של החלק לאורך המישור ואל הפינה. כאשר הקצעה על פלנר, נוצר משטח בסיס על החלקים, אשר הכרחי להמשך עיבודם במכונות. התעשייה שלנו מייצרת כניחות עם הזנה ידנית ומכנית. מכונות עם הזנה ידנית כוללות מפרקים SF4-4 ו-SF-6; למכונות עם הזנה מכנית - פלנר דו צדדי S2F-4 עם האכלה אוטומטית.
מפרקיםעם הזנה ידנית נמצאים בשימוש נרחב בייצור נגרות וניתן להמליץ עליהם לארגונים עם נפח ייצור קטן - עד 100-150 אלף מ"ר של נגרות בשנה. בְּ נפח גדולייצור, יש להשתמש במכונות חיבור עם הזנה מכנית, כפרודוקטיביות והבטוחות ביותר בפעולה.
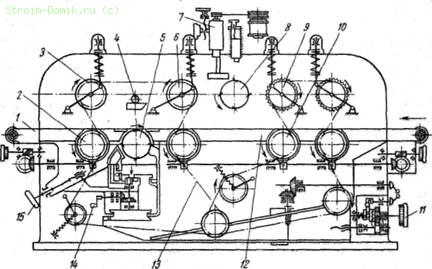
פלנרעם הזנה אוטומטית, המשמשת להקצעה בו-זמנית של הפנים והקצוות של חלקי עבודה, היא מיטה מברזל יצוק, שעליה, על תומכים אקסצנטריים, ממוקמות הלוחות הקדמיים והאחוריים של שולחן העבודה. בין הלוחות ישנו פיר סכין אופקי בקוטר 125 מ"מ, אורך 410 מ"מ, מסתובב במיסבים כדוריים. ציר הסכין מונע על ידי מנוע חשמלי בהספק של 2.8 קילוואט באמצעות תיבת V-Vorn. יש קו מנחה על הצלחות.
אורז. 1. סכימה של פלנר דו צדדי: 1 - חלק קבוע של הסרגל, 2 - בורג תיקון, 3 - תושבת, 4 - מתלה, 5 - תיבת הילוכים V-V, 6 - מנוע חשמלי, 7 - בורג התאמת מתח הרצועה , 8 - פלטה להתקנת המנוע החשמלי, 9 - ידית להרכבת התושבת, 10 - אקסצנטרית להתאמת התקנת החלק הנייד של הסרגל, 11 - החלק הנייד של הסרגל, 12 - ראש חותך, 13 - ציר
גודל שכבת העץ שהוסרה מווסת על ידי הרמה או הנמכה של השולחן הקדמי בעזרת ידית עם מחוון גובה. התאמת המיקום של הצלחת האחורית מתבצעת עם בורג ואום. בנוסף לפיר הסכין האופקי, מותקן ראש סכין אנכי על המכונה, שבעזרתו מקצעים את קצה חומר העבודה. ראש החותך האנכי מותקן על ציר המותקן על תומך מיוחד. ההנעה של הציר של ראש החותך האנכי מתבצעת ממנוע חשמלי עם הספק של 1.7 קילוואט דרך תמסורת V-V.
לעץ, או לחסר, המגיעים לאחר חיתוך לעיבוד נוסף, ככלל, יש סיכונים, חספוס, עיוות ופגמים אחרים שמתבטלים בקלות במהלך הקצעה.
בעת הקצעה (יחד עם ביטול פגמים אלו), יש צורך להשיג משטח מותאם מדויק (בסיסי) כך, בהתמקדות בו, ניתן ליישר את שאר המשטחים ולקבל חלקים בצורה נכונה.
חלק בצורת רגיל מתקבל אם, במהלך עיבוד בפלנר, הוא תופס מיקום מסוים ביחס לכלי החיתוך והמנחים (שולחן, סרגל), בעוד שהדיוק של החלק תלוי עד כמה הפנים והקצה הסמוכים ל התקני ההרכבה מיושרים (קו). הקצעה מביאה בדרך כלל למשטחים חלקים ומצוידים.
עבור הקצעה, פלנר, פלטה וארבע צדדים משמשים.
מטרתן של מכונות פלטה היא ליישר את פני החלק לאורך המישור ולתוך הפינה. כאשר הקצעה על פלנר, נוצר משטח בסיס על החלקים, אשר הכרחי להמשך עיבודם במכונות. התעשייה שלנו מייצרת כניחות עם הזנה ידנית ומכנית.
מכונות עם הזנה ידנית כוללות מפרקים SF4-4 ו-SF-6; למכונות עם הזנה מכנית - פלנר דו צדדי S2F-4 עם הזנה אוטומטית.
מפרקים עם הזנה ידנית נמצאים בשימוש נרחב בייצור נגרות וניתן להמליץ עליהם למפעלים עם נפח ייצור קטן - עד 100-150 אלף מ"ר של נגרות בשנה. עם נפח גדול של ייצור, יש להשתמש במכונות הקצעה עם הזנה מכנית, כפרודוקטיביות והבטוחות ביותר בפעולה.
פלטה עם הזנה אוטומטית (איור 127), המשמשת להקצעה בו-זמנית של הפנים והקצוות של חלקי עבודה, היא מיטה מברזל יצוק, שעליה, על תומכים אקסצנטריים, ממוקמות הלוחות הקדמיים והאחוריים של שולחן העבודה. בין הלוחות ישנו פיר סכין אופקי בקוטר 125 מ"מ, אורך 410 מ"מ, מסתובב במיסבים כדוריים. ציר הסכין מונע על ידי מנוע חשמלי בהספק של 2.8 קילוואט באמצעות תיבת V-Vorn. על הלוחות יש סרגל מנחה 1, 11.
אורז. 127. סכימה של פלטה דו צדדית:
1 - חלק קבוע של הסרגל. 2 - בורג תיקון, 8 - רקע מט, 4 - מתלים, 5 - תיבת הילוכים רצועת V, 6 - מנוע חשמלי, 7 - בורג כוונון מתח הרצועה, 8 - לוחית להתקנת המנוע החשמלי, 9 - ידית להתקנת התושבת , 10 - אקסצנטרי לוויסות ההתקנה של החלק הנייד של הסרגל, 11 - החלק הנייד של הסרגל, 12 - ראש חותך, 13 - ציר
גודל שכבת העץ שהוסרה מווסת על ידי הרמה או הנמכה של השולחן הקדמי בעזרת ידית עם מחוון גובה. התאמת המיקום של הצלחת האחורית מתבצעת עם בורג ואום. בנוסף לציר החותך האופקי, מותקן ראש חותך אנכי 12 על המכונה, אשר חותך את קצה חומר העבודה. ראש החותך האנכי מותקן על ציר 13 המותקן על תומך מיוחד. הנעת הציר של ראש החותך האנכי מתבצעת ממנוע חשמלי 6 עם הספק של 1.7 קילוואט דרך תיבת V-V-5.
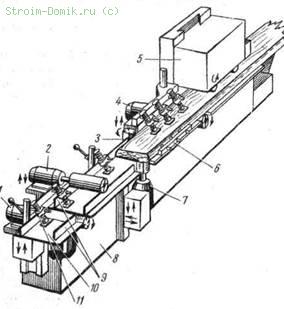
אספקת החסר והעץ לפיר הסכין האופקי ולראש האנכי מתבצעת על ידי מזין אוטומטי המונע על ידי מנוע חשמלי דרך תיבת הילוכים. ניתן להזיז את ה-ADF הן אנכית והן לרוחב. ניתן לבנות את המכונה בעיצוב זה בקו חצי אוטומטי לעיבוד חלקי סרגל.

אורז. 128. סכימת הכנף

אורז. 129. מכשירים עבור עבודה בטוחהעל מכונות חיבור:
a - גידור מסוג מאוורר, ב - בלוק הידוק; 1 - בלוק, 2 - ידית, 3 - חומר עבודה
עבודה על מכונות חיתוך. המשימה העיקרית של עיבוד בפלנר היא להשיג פנים שטוחים וישרים לחלוטין וקצה צד אחד בצורה כזו שהם בזוית ישרה זה לזה. במהלך עיבוד נוסף במכונות עובי, הקצעה, יציקה, טונינג ואחרות, משטחים אלה הם בסיסיים - מהנכונות והדיוק שלהם; תלוי באיכות החלקים. זה ראוי לציון; שאם לחומר העבודה יש עקמומיות של הפנים והקצוות, אז לאחר עיבוד במכונות עיבוי והקצעה, הפגמים הללו נשארים בחלק המוגמר, ובמכונות חיתוך, קידוח וחריצים ועוד זה מוביל לעיוותים של דוקרנים, חורים ושקעים. , מה שמביא למוצרים באיכות נמוכה.
התוכנית של המפרק מוצגת באיור. 128. לפני העבודה על הפלנר, יש צורך לבדוק את חומר העבודה 8, ולבצע את העיבוד מהצד הקעור, לכוון אותו לפיר הסכין 1 בצורה כזו שלא תהיה שחיקה של הסיבים מהאלכסון המתקרב. שִׁכבָה. יש צורך להזין את חלקי העבודה על פיר הסכין באופן שווה, ללא טלטולים.
אין לעבד עקומות של חומר העבודה, מכיוון שעדיין לא תקבל חלק איכותי. יש לבצע הקצעה של חומר העבודה עד שנוצר משטח נקי ללא פער. איכות הניקור במפרק נבדקת באופן הבא: חלקים משותפים מקופלים בקצוות או שכבות מעובדות, אם אין פערים ביניהם, העיבוד נחשב מספיק
בעת עבודה על המכונה, יש להקפיד על תקנות הבטיחות, שכן פיר מסתובב פתוח מסוכן מאוד; ציר הסכין חייב להיות מצויד במגן מסוג מאוורר (איור 129, א),נפתח רק במהלך המעבר של חומר העבודה ונסגר אוטומטית לאחר עיבוד חומר העבודה. יש לעבד חלקי עבודה קצרים באמצעות בלוק הידוק (איור 129, ב).יש להתאים את המכונה כך שהפערים בין להבי הסכינים והצלחות יהיו מינימליים; בנוסף, פני השטח של הלוחות חייבים להיות אופקיים.
עובי עובי מיועדים להקצעת חלקים לגודל נתון בעובי וליצירת מישורים מקבילים בהחלט בהם. ישנם עוביים חד-צדדיים (SR6-6 ו-SR-12-1) להקצעה של מישור אחד ודו-צדדי (C2R8-2 ו-C2R12-1) להקצעה בו-זמנית של שני מישורים מקבילים.
המאפיינים הטכניים של מכונות עיבוי ניתנים בטבלה. שְׁלוֹשׁ עֶשׂרֵה.
|
אינדיקטורים |
דוּ צְדָדִי |
חַד צְדָדִי |
|
|
רוחב הקצעה מקסימלי |
|||
|
עובי המוצר ב מ"מ |
|||
|
האורך הקטן ביותר של החומר המעובד ב מ"מ. |
|||
|
קוטר פיר החותך פנימה מ"מ |
|||
|
מספר הסיבובים של ציר החותך |
|||
|
מהירות הזנה פנימה מ'/דקה |
ללא צעדים 4.2-25 |
||
|
מספר סכינים |
|||
|
ההספק הכולל של מנועים חשמליים ב ket. |
|||
|
מידות המכונה (אורך X רוחב X גובה) ב מ"מ.... |
2025X2900 X X1800 |
1615x1585x1550 |
1100X1380XX1560 |
|
מִשׁקָל בק"ג.......... |
|||
מכונת עיבוי SR6-6 משמשת להקצעה מישורית חד צדדית של לוחות, סורגים ומגנים עד ברוחב 630 מ"מ ובעובי של 5 עד 200 מ"מ.
המכונה היא מיטה מברזל יצוק, עליה מונחים שולחן, פיר סכין, מנגנון הזנה ומנגנוני הנעה. ניתן להזיז את שולחן המכונה למעלה ולמטה על ידי מנגנון הרמה המונע על ידי מנוע חשמלי. השולחן נקבע לגובה בהתאם לעובי חלקי העבודה המעובדים.
ציר הסכין המסתובב במיסבים מופעל באמצעות תיבת V-רצועת V ממנוע חשמלי. מפיר הסכין, דרך הנעה של רצועת V ותיבת הזנה עם ארבעה מהירויות, מונע מנגנון הזנת החומר.
החומר מוזן על ידי שני גלילים עליונים ותחתונים, מהם העליון, הקדמי, בעל עיצוב חתך (איור 130). טבעות עם משטח גלי 3 עם אצבעות גומי 4 מונחות על פיר החתך 5. הנוכחות של טבעות ואצבעות גומי מאפשרת למכונה לעבד בו זמנית חלקי עבודה עם עובי לא אחיד בתוך 4 מ"מ.

אורז. 130. תוכנית ההתקן של רולר גלי חתך של מכונת עובי:
a - תוכנית להזנת ריק, ב - עיצוב של רולר גלי; 1 - מיסב, 2 - מתלה להרכבת התקן ההידוק, 3 - טבעת, 4 - אצבעות גומי, 5 - מוט להתקנת טבעות
גלילי ההזנה החלקים התחתונים, עליהם נשען המוט המעובד, בולטות מהצלחת לגובה קטן (2 מ"מ), וניתן לכוון את ערך הבליטה הזה באמצעות ברגים הממוקמים בקצותיהם. לתפעול יעיל של המכונה, על הגלילים לבלוט לגובה הרצוי ובאותה מידה בשני הקצוות.
מעל ציר הסכין מותקן מכסה מתכת מאסיבי עם צירים, שקצהו החד הקדמי נשען על החומר הנחתך מול הסכינים של ציר הסכין המסתובב. על ידי לחיצת האבנים על השולחן כדי להפחית את הרטט, הקצה החד של מכסה המנוע פועל כשובר שבבים נוסף לניקור איכותי. גובה מכסה הלחץ מותאם על ידי ברגי התאמת התמיכה.
מול גלילי ההזנה מותקנים "ציפורניים" נגד נשיפה כדי למנוע פליטה אפשרית של מוטות דקים יותר על ידי הסכינים. המכונה מצוידת במתקן להצבעה וחיבור סכינים ישירות על המכונה.
מכונת עיבוי SR-12-1 מיועדת להקצעה בצד אחד של לוחות עץ, חלקי חלונות ודלתות ברוחב של עד 1200 מ"מ וכן לניקוי פני השטח של מסגרות חלונות ולוחות דלתות. במעבר אחד על המכונה שכבת עץ בעובי של עד 2 מ"מ. עיצוב המכונה מאפשר לתכנן בו זמנית מספר חלקי עבודה בעובי לא אחיד עד 4 מ"מ.
אורז. 131. תכנית המכשיר של מכונת העובי הדו-צדדית S2P8-2:
1 - שולחן נייד הממוקם אחרי הפיר התחתון, 2, 3, c, 9, 10 - גלילי הזנה, 4 - מהדק, 5 - פיר סכין תחתון, 7 - מתקן השחזה, 8 - פיר סכין עליון, 11 - גלגל יד של ההרמה מנגנון והורדת שולחן, 12 - שולחן, 13 - שרשרת, 14 - ידית, 15 - גלגל יד של מנגנון הזזת השולחן האחורי לגובה
מכונות דו-צדדיות לעובי מיועדות להקצעה בו-זמנית של חלקי נגרות לגודל נתון בעובי. במכונות, ניתן להקצע מספר חלקים בו-זמנית עם הבדל בעובי של עד 4 מ"מ. הסכימה של מכונת raismus דו צדדית С2Р8 = 2 מוצגת באיור. 131.
מכונת עיבוי S2P8-2 מיועדת להקצעה דו צדדית של מוצרים או פנלים ברוחב של עד 800 מ"מ. על מסגרת המכונה יש בלוק עליון עם גלילי הזנה עליונים 3, 6, 9 ופיר סכין עליון 8. על המסגרת יש גם שולחן עליו מותקן פיר הסכין התחתון 5, שנמצא מאחורי המכונה. פיר סכין עליון במהלך עיבוד חלקים. ניתן להעלות או להוריד את טבלה 1 באמצעות מנגנון המונע על ידי מנוע חשמלי 1 קילוואט, או באופן ידני. הזנת החומר לעיבוד מתבצעת על ידי גלילי ההזנה דרך תיבת ההילוכים של המנוע החשמלי בעל ארבעה הילוכים. כדי לעצור במהירות את פירי הסכין, המכונה מצוידת בבלמים אלקטרומגנטיים.
מכונת העובי S2P12-1 דומה בקירוב למכונה מסוג S2P8-2, אך בעלת רוחב הקצעה של 1250 מ"מ. שתי המכונות מצוידות במכשירים להצבעה וחיבור של סכינים.
עבודה על מכונות פלנר. כדי להשיג מקבילות של שכבות או קצוות מנוגדים, חלקי העבודה מוקצעים מאחד הצדדים או משני הצדדים במכונות עיבוי. הסורגים המעובדים (החסר) מונחים על שולחן אופקי והמזין (הגלילים) מופנה לפיר מסתובב עליו ממוקמים הסכינים. במכונות עיבוי חד-צדדיות, ציר הסכין ממוקם בחלק העליון, ובדו-צדדיות, בחלק העליון והתחתון של חומר העבודה. כדי לשפר את ניקיון ההקצעה, המכונה מצוידת ברפידות הידוק, אשר על ידי הלחץ שלהן על חומר העבודה, מגינות עליה מפני רעידות.
חלקי עבודה שעברו עיבוד במכונות פלנר מוזנות למכונת העובי. בעת עיבוד חלקי עבודה ללא חיבור מקדים, כלומר מעוותים, מתקבלים חלקים באיכות נמוכה. זה נובע מהעובדה שתחת הלחץ של גלילי ההזנה, חומר העבודה מפולס תחילה, וכאשר עוזבים את המכונה, הוא שוב מקבל את צורתו המעוותת המקורית.
כאשר עובדים על מכונת עובי, יש צורך להבטיח כי רוחב העבודה של שולחן המכונה ישמש בצורה מלאה ככל האפשר - לשם כך, המספר המרבי של ברים - ריקים לעיבוד מונחים בו זמנית. חלקי העבודה מוזנים למכונה מקצה לקצה, כלומר מקצה לקצה. אין להזין סורגים עם פגמים בולטים למכונה, שכן לאחר הקצעה הסורגים יידחו.
הסורגים מהוקצעים לא צריכים להיות עם סיכות, קרעים, שעירות, סיכונים (קמורים). נוכחותם של שעירות ושריטות מעידה על כך שהחסר הוקצעו בסכינים קהות. הגליות על פני הסורגים המהוקצעים היא תוצאה של סתימת שבבים בין הסכין לשובר השבבים. סיכות או קרעים בסורגים נוצרים כתוצאה מהעובדה שבלוק הלחץ לא מותאם (לחוץ).
לפני העבודה על המכונה, יש לבדוק עד כמה הסכינים מותקנים ומושחזים היטב. המישורים של פיר הסכין, עליהם מונחים הסכינים, חייבים להיות נקיים, ללא בורות ושקעים. הקצה של פורץ השבבים חייב להיות ישר לחלוטין וללא בורות. כמו כן, יש צורך שלשולחן המכונה יהיה משטח אופקי נקי ללא בורות. אסור למנגנון ההזנה (גלילים מחורצים או חתכים וחלקים) להיות מעוות או כפוף.
כדי למנוע מהפיר להכות, מותקנים על הנג סכינים מאוזנות באותו משקל, עובי, רוחב ואורך.
בעת העבודה, עליך להקפיד על כללי הבטיחות. אורך החלקים מהוקצעים צריך להיות 50 מ"מ יותר מהמרחק בין צירי ההזנה (הקדמי והאחורי). על מנת למנוע השלכת הסורגים לאחור, המכונה מצוידת בסקטורים (ציפורני שמירה); יש להגן על המזין והחלקים המסתובבים של המכונה (פיר, כונן וכו'); אסור לנקות, להתאים ולתקן את המכונה תוך כדי תנועה
כוננים ארבע צדדיים C10-2, C16-4 ו-C26-2 מיועדים להקצעת חלקי נגרות מארבעה צדדים ביצירת פרופיל. מכונות עם 4-5 צירים עובדים מיוצרים; יש להם פירי סכין אופקיים תחתונים ועליונים, איתם מהוקצעים את החלקים, וכן פירי סכין אנכיים (ימין ושמאל), המשמשים להקצעה חלקה ופרופילית של קצוות.
אורז. 132. פלח ארבע צדדי C10-2:
1 - תמיכה של ציר התבנית התחתון החמישי, 2 - תמיכה של הציר האופקי העליון, 3 - ציר אנכי ימני, 4 - תמיכה של הציר האופקי התחתון, S - תמיכה במנגנון ההזנה, 6 - התקן הידוק אופקי, 7 - תמיכה של הציר האנכי השמאלי, 8 - מסגרת, 9 - קווי מנחה, 10 - לוחות בסיס, 11 - מהדק
בפלסים בעלי ארבע צדדים (אחרי פירי סכין אנכיים) ישנו פיר סכין נוסף חמישי, המיועד להקצעת פרופיל של פלטה או לניסור חלקים מהוקצעים למספר חלקים. בנוכחות פיר הסכין החמישי על המכונה, ניתן לתכנן שני חלקים או יותר מחומר עבודה אחד בו-זמנית, לחתוך אותם ישירות לאחר הניקור. בארגונים רבים, באמצעות מכונה כזו, הם מתכננים בו זמנית שני סורגים של מארזי חלונות וכו'.
בפלנדרים, צירי העבודה מסודרים בצורה כזו שיותר נוח להתקין את הכלי. ניתן להזיז את התומכים בהם מותקנים הצירים הן אנכית והן אופקית. אספקת החומרים להקצעה מתבצעת על ידי מנגנון ההזנה, ובמכונות הפועלות בקצב הזנה של יותר מ-25 מ'/דקה קיימת שולחן הזנה מיוחד המבטיח את רציפות אספקת החומר למכונה. הסכימה של הפלנר בעל ארבע צדדים C10-2 ומרכיביו האישיים מוצגים באיור. 132.
הכנף ארבע צדדי C10-2, המיועד להקצעה מארבעה צדדים עם יצירת פרופיל, הוא מסגרת טרומית מברזל יצוק שעליה ממוקמים מנגנון הזנת רולר-זחל, מסילות ההובלה, מנגנוני ההידוק ותומכי גל הסכין. הנוכחות של הפיר החמישי על המכונה מאפשרת, יחד עם הקצעה, ניסור של חלקים מהוקצעים לאורך. המכונה מעבדת בעיקר פרטים - סורגים של כנפי חלונות, פריסות זכוכית, הבזקים, שקעים, בטנה לדלתות פאנל וכו'.
הכנף ארבע צדדי C16-4 כמעט זהה למכונת C10-2, אלא שמכונה זו יכולה לתכנן חלקים ברוחב של עד 160 מ"מ (במקום 100 מ"מ במכונת C10-2) ובעובי של 10 עד 80 מ"מ. (במקום 6-50 מ"מ). הוא מיועד להקצעה מארבעה צדדים עם יצירת פרופיל של החלקים הבאים של מוצרי נגרות: סורגים של קופסאות ארונות, פריסות, חזיתות, הבזקים, סורגים של כנפי חלונות, לוחות עוקפות, פילטים, פלטה וכו'.
הפלנר ארבע צדדי C26-2, המיועד להקצעה מארבעה צדדים עם יצירת פרופיל, הוא מכונה חזקה יותר - היא יכולה לעבד חלקים בעלי חתכים גדולים יותר.
המכונה היא מסגרת טרומית מברזל יצוק עם מנגנון הזנת רולר-זחל ולוחות בסיס, קליפרים עם ראשי חיתוך, מנגנוני הידוק וקווי הדרכה הממוקמים עליה. למכונה חמישה ראשי חותך מסודרים בסדר הבא: תבנית תחתון אופקית, ימין ושמאל אנכי, תבנית עליונה אופקית ותחתונה. במקום ראש דפוס, ניתן להתקין תומך ציר אנכי.
במכונה S26-2, הם מעבדים בעיקר סורגים של חלונות ו משקופים, מוטות של כריכות, לוחות של רצפה נקייה, וכו ' בנוסף, יחד עם הקצעה, מכונה זו יכולה לנסר חלקים מעובדים לאורך.
כלי חיתוך להקצעה. עבור הקצעה, כלי חיתוך משמש בצורה של סכינים וחותכי כרסום, המורכבים על פירים. פירי הסכינים הם עגולים (להידוק סכינים דקים) ומרובעים (להידוק סכינים עבים). פירים מרובעים משמשים רק בפלסים ובפלסים בעלי ארבע צדדים; אסור להשתמש בהם בפלסים המוזנים ידנית מכיוון שהדבר עלול לגרום לפציעה.
תלוי בעיצוב של פירי סכיןאפשר להדק בין 2 ל-32 סכינים. סכינים דקות מחוברות לפיר הסכין עם רפידות הנלחצות אל הפיר עם ברגים או ספינות בצורת טריז. השיטה האחרונה של הידוק היא עמידה ביותר בשימוש נרחב.
כאשר הקצעה, סכינים שטוחים (GOST 6567-61) עם קצה חיתוך ישר משמשים (איור 133); להקצעת פרופיל - סכינים בצורת; להקצעה חלקה ופרופיל - חותכי (חותכי קונוס).
סכינים מעוצבות להקצעת פרופילים הוחלפו לאחרונה בחותכי כרסום.

אורז. 133. סכינים שטוחות עם קצה חיתוך ישר לכרסום עץ:
א - ללא חריצים (סכינים דקות), 1 - פנים אחוריות, 2 - פנים חיצוניות, 3 - פנים קדמיות, 4 - פנים אורכיות, B - קצה חיתוך, 6 - פנים קצה; b - עם חריצים (סכינים עבים): אורך L B - רוחב
סכינים שטוחות עם קצה חיתוך ישר משמשות להקצעה על מפרקים, עוביים ופלסים בעלי ארבע צדדים. עובי סכינים 3 ו-10 מ"מ. סכינים בעובי של 3 מ"מ משמשות לפלסים ולפלסים בעלי ארבע צדדים עם פיר סכין לארבעה סכינים או יותר; סכינים בעובי 10 מ"מ - בעיקר עבור פירים מרובעים של פלחים ופלסים ארבע צדדיים. במישור של סכינים כאלה נעשים חתכים להרכבת ברגים.
סכינים עבים (10 מ"מ) - דו שכבתי, החלק העיקרי של הסכין עשוי מפלדה עדינה, החלק המרותך (החיתוך) עשוי פלדה איכותיתעובי 2.5-3.5 מ"מ. אורכם של סכינים עבים הוא מ 40 עד 310 מ"מ, הרוחב הוא מ 100 עד 125 מ"מ.
סכינים דקים (3 מ"מ) - חד שכבתי, ללא חריצים, עשויים מפלדה איכותית. אורך סכינים דקות - מ-30 עד 1610 מ"מ, רוחב - 25-45 מ"מ.
לפני התקנת הסכינים על המכונה, יש להשחיז אותם היטב ולאזן אותם כך שיהיו בעלי אותו אורך, רוחב, עובי ומשקל. איזון סכינים מתבצע על מכשיר מיוחד או על סולם איזון; ההבדל במשקל של סכינים זוגיות מותר לא יותר מ-0.5%. בנוסף, יש לאזן גם את פיר הסכין עליו מחוברים הסכינים והמחברים.
בעת התקנת הסכינים על הפיר, יש צורך לוודא שהם מתאימים היטב למשטחים התומכים, תוך מתן תשומת לב מיוחדת לאטימות של הקצה הקדמי של הסכין לקצה מפסק השבבים. יש להתקין את הסכינים בצורה כזו שקצה החיתוך שלהם יבלוט מעבר לקצה מפסק השבבים בלא יותר מ-1 מ"מ. מהדקים (הדקים) את הסכינים עם ברגים לסירוגין, החל מאמצע הפיר ועד לקצוות.
חותכי כרסום הם כלי שהפך נפוץ בייצור נגרות. לחותך 4-6 חותכים, ההתקנה שלו פשוטה מאוד, יותר בטוח לעבוד איתו מאשר עם סכינים. איכות ההקצעה בעבודה עם חותכים טובה בהרבה מאשר בעבודה עם סכינים. בייצור מוצרי נגרות ומוצרי בניין משתמשים בעיקר בחותכי קצה וקונכיות: כרסמות קצה - בעבודה על מכונות כרסום וחבטות; רכוב - על פלחים ו מכונות כרסום. הבדיל בין טחנות קליפות מוצקות (פרופיל) ומורכבות. חותכים מוצקים משמשים מעט, שכן לאחר כל השחזה הם שוברים את פרופיל השן; מרוכבים - נמצאים בשימוש נרחב לעיבוד מדויק של חלקי פרופיל.
חותכי מורכבים הם סט של חותכים מהודקים בסיכות; כתוצאה מהתאמת חותך אחד ביחס למשנהו, הפרמטרים הזוויתיים נשמרים, ולכן, לאחר השחזה, פרופיל החלק נשאר ללא שינוי. טחנות מונפקות לפי תקינות. קוטר החותכים הוא בין 80 ל-180 מ"מ, מספר השיניים הוא בין 4 ל-8.
פרמטרים זוויתיים: y-35°-20° - זווית גריפה; זווית הצבעה p=60°-45°; a=10°-15° - זווית גב.
לעיבוד הפרוזדור הימני של כנפי חלונות, נעשה שימוש בחותך בודד (איור 134) בקוטר של 160 מ"מ עם ארבע שיניים.
חותך מרוכב לעיבוד החריץ של עלה דלת מצופה בלוח קשיח (איור 135) מורכב משלושה חותכים המחוברים בסיכות. הסכינים מקובעים לגוף החותך באמצעות ברגים 1 ויתד 3. לחותך עמידות גבוהה פי 15-20 מזו של חותכים רגילים. גוף החותך והסכינים עשויים מפלדה דרגה 45, הלהבים עשויים מסגסוגת VK-15.
עבודה על מכונות הקצעה בארבע צדדים. לפלנר ארבע צדדי יש בדרך כלל שניים או שלושה פירי עבודה אופקיים ושניים אנכיים.

אורז. 134. חותך לעיבוד הפרוזדור הימני של כנפי חלונות
סכינים המורכבות על אחד עובד חייב להיות באותו משקל, אורך,

אורז. 135. חותך מרוכב לעיבוד החריץ של עלה דלת מרופד בסיבים קשיחים: 1 - בורג, 2 - סכין, 3 - טריז, 4 - לוח סגסוגת קשה, 5 -
חותכים המורכבים על פירים אנכיים חייבים להיות מאוזנים ומושחזים היטב. בעת התקנת סכינים וחותכי כרסום, יש לשאוף לכך שהעומסים על פירי הסכין המתרחשים במהלך ההקצעה אינם עולים על המותרים, כלומר, כך שהוצאת שבבים תהיה מינימלית ככל האפשר.
בפלסים בעלי ארבע צדדים, כל ראשי החיתוך ומנגנון ההזנה סגורים. פירי סכינים וראשים חייבים להיות עגולים, למעט אותם פירי סכינים שסגורים במארזים ריקים. הידוק סכינים בראשים ובפירים חייב להיות אמין ובעיקר טריז. מנגנון ההזנה של המכונה חסום עם ראשי החיתוך בצורה כזו שההזנה לא יכולה לעבוד לפני שהם מתחילים.
מנגנוני הידוק (רולר, בלוק) מותקנים בצורה כזו שהבר המעובד יכול לעבור בחופשיות לתוך המכונה ולא לרטוט בו זמנית. מנגנון ההזנה (גלגלי ההזנה העליונים) מותאם כך שכאשר מורידים אותם, גובהם מתאים לעובי הסורגים לאחר הקצעה; גלילי ההזנה התחתונים בדרך כלל בולטים מעל השולחנות ב-1.5-2 מ"מ לכל היותר.
לפני העבודה הם בודקים בקפידה את הידוק הסכינים והחותכים, ולאחר מכן הם מתחילים לסירוגין פירים אופקיים ואנכיים, ואז שולטים בברים, ורק לאחר בדיקה ומדידה (אם המכונה מוגדרת כהלכה) הם מתחילים לעבוד.
החומר (סורגים, לוחות) חייב לזרום לתוך הפלנר ארבעת הצדדים ברציפות, ללא הפסקות, כלומר מקצה לקצה. אין להגיש סורגים עם ריקבון ופגמים אחרים, כמו גם עם תכלילי מתכת (מסמרים וכו'). אסור בתכלית האיסור לקדם בלוק תקוע במכה. יש צורך להבטיח כי סורגים ולוחות באותו עובי ורוחב מוזנים לתוך המכונה, כלומר, של הקטע שעבורו המכונה מוגדרת לניקור.
בתהליך העבודה, יש צורך לבדוק מעת לעת את איכות הסורגים מהוקצעים; אם מתגלים פגמים, יש לעצור את המכונה, להתאים אותה ורק אז להמשיך לעבוד. קצב ההזנה נבחר בהתאם למצב הפעולה הנתון. יש להקצע סורגים קצרים במספר גדלים, ולאחר מכן לקצץ אותם. בעת עבודה על המכונה, יש צורך להקפיד על תקנות הבטיחות. אסור לנקות, לשמן ולהתאים את המכונה בתנועה. לאחר סיום העבודה יש לעצור את המכונה ולנקות מנסורת ושבבים.
מחיר: 150,000 רובל
מכונת sba-200 מיועדת להקצעת לוחות ועצים עד ברוחב 260 מ"מ.
המכונה מבצעת הקצעה ושיפוף.
קבלו ייעוץ חינם או בצע הזמנה:
אנשי קשר למכירות:
טֵלֵפוֹן: 8 800 100 95 12
(שיחה חינם בתוך רוסיה)
אימייל:
יַצרָן:
מפעל ציוד לעיבוד עץ ENERGOTEH-ALTAI
תקופת אחריות:
תקופת האחריות לציוד זה היא שנה.
מפרטים:
תיאור מוצר:
המכונה מיועדת להקצעת עצים או לוחות עד ברוחב 260 מ"מ.
ישנן שתי יחידות עבודה על המכונה, אחת להקצעה, והשנייה לשיוף במידת הצורך. חומר העבודה מקובע באופן קבוע על המדריכים. תנועת המכונה מתבצעת באופן ידני.
אחד האלמנטים המבוקשים והפופולריים ביותר במפעלי עיבוד עץ הוא מכונת הקורות sba 260. השימוש ביחידה זו יכול להאיץ משמעותית את העבודה עם העץ ולהגדיל את הפרודוקטיביות של הארגון.
מגוון רחב של שימושים
כיום קשה אפילו לדמיין ייצור של מוצרי עץ ללא הקצעה מוקדמת שלו. הליך זה כרוך בעיבוד הלוחות בצורה כזו שלאחר השלמתו, חומר העבודה מתאים לגודל הנבחר. בבית, כלים ידניים יספיקו למדי, אבל לייצור רישום אתה צריך אמין, כלומר מכונה מקצועיתלהקצעה. בניגוד כלי עבודה, לפלסים אוטומטיים יש את המאפיינים הבאים:
- פרודוקטיביות גבוהה - ישנן מכונות ביכולות שונות, אך מכונת sba 260 מבטיחה תפוקה גדולה של עצים מהוקצעים בפרק זמן קצר;
- דיוק חיתוך - כאשר המכונה עובדת, המידות מוצרים מוגמריםלהתאים עד מילימטר;
- איכות מעולה של חומר מהוקצע - לכל החסר יש משטח חלק;
- אוטומציה מלאה של התהליך - בקנה מידה ייצור זה הרבה יותר רווחי, שכן השימוש ביחידה כזו מספק תשואה גדולה של מוצר מהוקצע.
בנוסף, מתאפיינים פלנרים רמה גבוההבטיחות, מה שהופך את הציוד הזה למבוקש להפליא לייצור מודרני.
העיצוב והמטרה של המכשיר
המכונה להקצעת עצים sba 260 משמשת בייצור לעיבוד עצים ולוחות עד ברוחב 260 מ"מ, ואורך חומר הגלם לא יעלה על 6000 מ"מ. מכונה דומה לחיתוך עץ מאופיינת בנוכחות של שתי יחידות עבודה. הראשון שבהם הוא הקצעה - לעיבוד לוחות, והצומת השני מיועד לשיפוף, במידת הצורך. תהליך החיתוך בטוח לחלוטין ומתקדם במהירות, מכיוון שחומר העבודה מחובר בצורה מאובטחת וללא תנועה למובילים של יחידה זו.
איך לעשות את הבחירה הנכונה
בעת רכישת פלנר לייצור, אתה צריך ללמוד בזהירות את המאפיינים ולשקול את היתרונות והחסרונות. אחרי הכל, יעילות העבודה תלויה באיזו מידה המכונה נבחרה או. יש לקחת בחשבון את הרוחב - זהו הרוחב המרבי המותר של הלוח המעובד, ועומק ההקצעה - כמה מילימטרים של חומר נחתכים בסכינים במכה אחת. כדאי גם לשקול כמה לוחות יעובדו. על בסיס זה, אתה יכול לרכוש פלנר ביתי או מקצועי.
מכונות הקצעה הן הכרחיות בייצור מודרני ובהרבה משקי בית פרטיים. על מנת שהרכישה תהיה רציונלית ומשתלמת, כדאי להפנות שאלות כאלו רק לחנות מכובדת ואמינה. אתה יכול גם לקנות מכונות מהסוחרים שלנו באופה, קרסנויארסק, סנט פטרסבורג, יקטרנבורג, מוסקבה ועוד 50 ערים ב-7 מדינות בעולם.
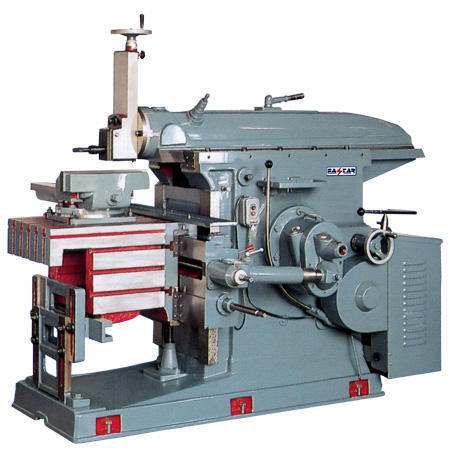
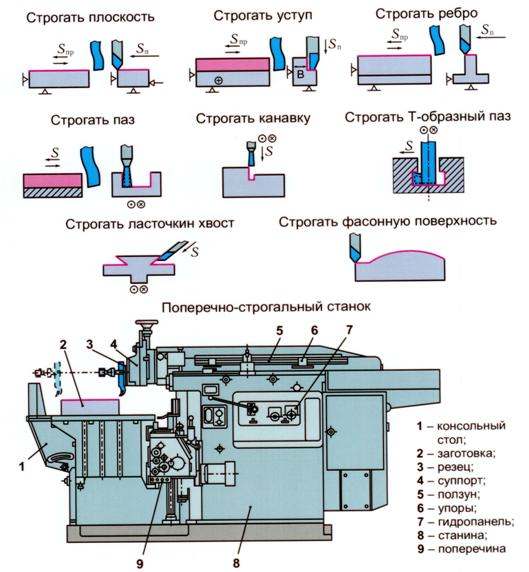
הקצעה היא תהליך של הסרת שכבות מתכת ממשטחים שטוחים של חלקי עבודה. הוא משמש יחד עם כרסום, אך שונה בקינמטיקה שונה של התנועה של כלי העבודה: אם החותך מבצע תנועה סיבובית, החותך על הכנף הוא הדדי. בציוד כזה מבוצעים לפעמים גם חריצים וחריצים.
זנים
פלנר למתכת יכול להיות פלנר אורכי או פלנר צולב. העיקרון של עיבוד ריקים על זנים אלה שונה מהותית. משטחים אורכיים מיועדים לעיבוד משטחים קצרים יחסית, ולכן הם נעים על השולחן שאליו מוצמד חומר העבודה, בעוד החותך מותקן בראש החותך של הקליפר ואינו זז ביחס למצע המכונה. במכונת חיתוך צולבת, ההיפך הוא הנכון: החותך זז, והמוצר הגמור למחצה המותקן על השולחן הוא ללא תנועה.
מטוסים מפסידים למכונות כרסום בפרודוקטיביות מכיוון שיש להם שלב סרק כאשר חומר העבודה או החותך מועברים למיקום חדש. אבל הכונן אינו כה עתיר אנרגיה, כי. תנועה סיבובית של כלי העבודה (כמו במכונות כרסום) דורשת עלויות עבודה מוגדלות ממנוע ההנעה.
סיווג הנחשב ציוד לחיתוך מתכתניתן לעשות בדרכים אחרות:
- סוג כונן. יחידות מיוצרות עם הנעה הידראולית של השולחן (או הכלי), כמו גם עם גרסת ארכובה נדנדה של הכונן. עבור הראשונים, המהירויות של היחידות הנעות קבועות, בעוד שלאחרות הן יכולות להשתנות בהתאם למאפייני טכנולוגיית העיבוד. כדי לעשות זאת, זה מספיק כדי להתקין מחדש את האבן של מנגנון הנדנדה במיקום חדש.
- לפי מספר משטחי העבודה שניתן לעבד בו זמנית. פלחים ארבע צדדיים למתכת יכולים לעבד בו זמנית מכל הצדדים של המוצר הגמור למחצה, בעוד דו צדדי - רק מצדדים מנוגדים. בהתאם, לקליפר של כלי מכונות מהזן הראשון יש יותר מבנה מורכבומיועד ל ארבעחותכות. מכונות חד-צדדיות הן לרוב בגודל קטן.
- כוח כונן. מכונות בגודל קטן מוגבלות בפונקציונליות שלהן, אך מושכות את הצרכן במחיר קטןוקומפקטיות, כך שניתן להתקין אותם בתעשיות מתכת קטנות, או אפילו בבתי מלאכה פרטיים.
- בהתאם לתצורת תנועת הכלי או הטבלה. עבור מסלולים מורכבים, מייצרים מכונות הקצעה מתכת, המצוידות במערכת CNC. הם משמשים בייצור בקנה מידה קטן, אם יש צורך להשיג משטחים שטוחים מורכבים על מוצרים. במקרה זה, ההסמכה של העובד אינה משנה הרבה, שכן כל התנועות מתבצעות על פי הקואורדינטות שהוזנו מראש לזיכרון המערכת.
התקן
לצורך הביצוע האיכותי של הפונקציות שהוקצו לו, מכונות הקצעה חייבות לכלול את הרכיבים הבאים:
- מיטה;
- קליפר עם מחזיק כלים אחד או יותר;
- מסגרת (במכונות גדולות, למסגרת יש תצורת פורטל, בקטנות יותר היא עשויה בצורה של קונסולה);
- מנגנון להזזת השולחן ו/או התמיכה;
- שולחן עבודה עם חריצי T למיקום מדויק של המוצר;
- מנוע חשמלי;
- תחנת שאיבה לאספקת חומרי סיכה-קירור לאזור ההקצעה;
- מוטות צולבים המחברים את מרכיבי המסגרת ומעניקים לה את הקשיחות הדרושה;
- יחידת בקרה.
עבור תנועות עבודה של החותך בפלסים אורכיים, נעשה שימוש בהנעת ארכובה-נדנדה. אפשרויות רבות להגדרות שלה מאפשרות לך לבצע פעולות עם מתכת במישורים אנכיים, אופקיים ואפילו משופעים.
השינוי במהירות התנועה של חלקים נעים נעשה על ידי תיבת הילוכים בה יש סט של מספר זוגות הילוכים. על ידי הכללת (ידנית או לפי התוכנית) זוג עבודה מסוים, מתקבלת מהירות תנועה חדשה של חומר העבודה או הכלי. הבחירה תלויה במאפיינים המכניים של המתכת המעובדת. עבור חומרים פחות רקיעים, נעשה שימוש בחיתוך חשמל, עם קצב הזנה מוגבר, וחלקי עבודה רקיעים מהוקצעים במהירויות מופחתות על מנת למנוע הידבקות של שבבים לחותך, להפחית את הפסדי החיכוך ולהפחית עיוות תרמי של חלק העבודה.
נומנקלטורה וייעוד
כל המידות ציוד הקצעהשייכים לקבוצת המכונות לעיבוד משטחים שטוחים. במקביל, מכונות מסומנות בנפרד מטרה כללית(גם הקצעה רוחבית וגם אורכית), מתמחה ומיוחד.
אינדקס הסיווג הכללי של ציוד כזה כולל ייעוד אלפאנומרי מסוג XXXX. האינדקס הראשון - מספר - קובע את ההקצאה של המכונה לסוג מסוים. עבור הציוד המדובר, זה תמיד המספר 7. אחריו מופיע מספר המציין את סוג המכונה:
- 1 - הקצעה אורכית בעמודה אחת;
- 2 - הקצעה לאורך שני עמודים;
- 3 - הקצעה צולבת;
שתי הספרות האחרונות של הסימון מציינות את הפרמטר הטכנולוגי העיקרי של הציוד. ככלל, זהו הממד הגדול ביותר של חומר העבודה בדצימטרים. לדוגמא, המותג 7310 יציין כי יחידה זו מוקצעת צולבת, והיא מיועדת לעיבוד מתכת באורך מישור מרבי של עד 1000 מ"מ. האות בייעוד (לדוגמה, 7A110) מציינת שינוי בדגם הבסיסי (לדוגמה, נוכחות של כונן הידראולי, יחידת הידוק נוספת וכו'). נוכחות האות F בייעוד מצביעה על כך שציוד זה מצויד במערכת CNC.
אם אתה מוצא שגיאה, אנא סמן קטע טקסט ולחץ Ctrl+Enter.









היסטוריה של פנסי שמיים
תיאור התפקיד: תפיסה, מטרה, מבנה, נוהל חיבור ופורמליזציה מטרה ותוכן של תיאורי תפקיד למנהלים
שאלות ראיון באיזו עבודה אתה הולך לעבוד?
מה לעשות אם הבוס מבקר כל הזמן אם הבוס לא עושה כלום
איך להבין: האם החתלתול יהיה רך?