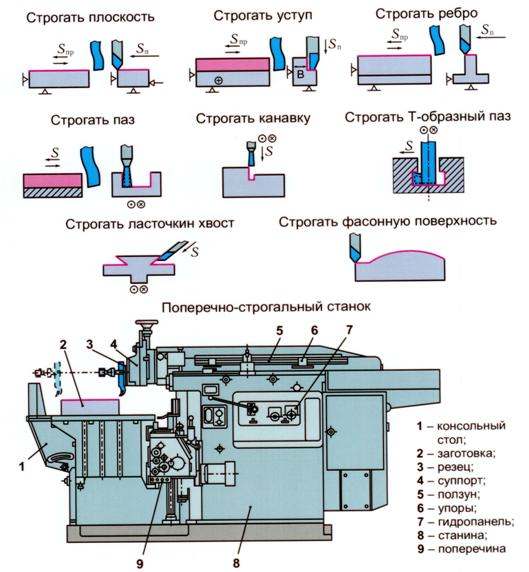
הקצעה היא תהליך של הסרת שכבות מתכת ממשטחים שטוחים של חלקי עבודה. הוא משמש, יחד עם כרסום, אך שונה בקינמטיקה שונה של תנועת כלי העבודה: אם החותך מבצע תנועה סיבובית, החותך על הכנף הוא חוזר. על ציוד כזה נעשים לפעמים גם חריצים וחריצים.
לניקוי שלוש מטרות עיקריות: ראשית, הסר את השכבות החיצוניות של עץ גס עד לעשירית המילימטר הקרובה ביותר. שנית, הוא משטח את פני השטח ומאזן רדיוסים וקשתות קטנים. לבסוף, ניקוי יוצר משטח חלקללא צ'יפס או צ'יפס.
מכונות לייצור חלונות לאיכות עקבית
יצירת חלונות מציבה אתגרים רבים עבור כל נגר. כיום חלונות צריכים לעמוד בדרישות מחמירות לדיוק ובידוד תרמי. עץ הוא חומר אידיאלי לייצור חלונות כיוון שהוא בעל תכונות סטטיות מצוינות ומספק רמות מקובלות של בידוד תרמי, אבל כמובן חלונות עץכוללים גם אחרים חומרים שוניםלפחות זכוכית אטמי גומי, מתכת ומנגנוני נעילה. בנוסף, חשוב ביותר לוודא שהמסגרת לא תחווה עיוות משמעותי לאחר ההרכבה, אחרת החלון יאבד מיד את רוב הפונקציונליות שלו: הוא כבר לא ייסגר כמו שצריך כך אוויר קרנכנס או נתקע.
זנים
הפלנר המתכת יכול להיות פלנר או קרוס פלנר. העיקרון של עיבוד חלקי עבודה על זנים אלה שונה מהותית. מכונות הקצעה מיועדות לעיבוד משטחים קצרים יחסית, לכן, השולחן, אליו מחובר חומר העבודה, מקבל בהם תנועה, בעוד שהחותך מותקן בראש החיתוך של העגלה ואינו זז ביחס למצע המכונה. ב-cross-planer, ההפך הוא הנכון: החותך זז, והמוצר הגמור למחצה המותקן על השולחן הוא ללא תנועה.
לכן, העץ הנבחר חייב להיות הולם ויכול להיות ממוכן בצורה מדויקת מאוד. ובגלל זה תעשיית העץ פיתחה מגוון של מכונות חלונות שאמנם מבוססות על עקרונות עיצוב שונים, אך קשורות בצורה כלשהי לחוטאי עצים.
סוגי מכונות לייצור חלונות וסוגי פלחים
מכונות כיפוףמכונות כיפוף מכונות הקצעה משולבות. ... מכונות הקצוות הן מכונות נייחות עם שולחן הקצעה גדול. הם מעוצבים בצורה פשוטה מאוד ומורכבים בעיקר משולחן פלדה, שבאמצעו ישנה גלגלת פלנר מסתובבת הממוקמת לרוחב. חומר העבודה נדחף על פני השולחן כאשר מחזיק המברשת עושה את עבודתו, ומסיר שכבה משמעותית של עץ מהמשטח.
מפלסים נחותים ממכונות כרסום בפרודוקטיביות, מכיוון שיש להם שלב סרק, כאשר חומר העבודה או החותך עוברים למיקום חדש. מצד שני, הכונן לא כל כך גוזל אנרגיה, כי התנועה הסיבובית של כלי העבודה (כמו במכונות כרסום) דורשת עלויות עבודה מוגדלות ממנוע ההנעה.
ניתן לכוונן את גלגלת הלהב בגזרה לפי הצורך כך שניתן להזיז אותה למעלה או למטה ביחס למשטח העבודה כדי למנוע את כמות חומר הכרחיוליצור חתיכת עץ בעובי הרצוי.
אם חומר העבודה כבר מספיק מוחלק ומקבל במקביל בזיזום, ניתן לעבד אותו עד עשירית המילימטר במקרר. לעוביים מסגרת בסיס המכילה שולחן עבודה ומשולבת סכין חיתוך... הרגולטור מאפשר לך להתאים את העבודה על פני כל שולחן העבודה, לא רק על הכנף המסתובב. הן המסגרת והן שולחן ההקצעה משמשים לקביעת העובי של חומר העבודה כולו.
סיווג של ה ציוד לחיתוך מתכתניתן לייצר על פי פרמטרים אחרים:
- לפי סוג הכונן. יחידות מיוצרות עם הנעה הידראולית של מהלך השולחן (או הכלי), כמו גם עם אפשרות הנעה של ארכובה ועול. בראשון, המהירויות של הצמתים הנעים קבועות, בעוד שבאחרון הן יכולות להשתנות בהתאם למוזרויות של טכנולוגיית העיבוד. כדי לעשות זאת, זה מספיק כדי להתקין מחדש את אבן מנגנון הנדנדה במצב חדש.
- לפי מספר משטחי העבודה שניתן לעבד בו זמנית. פלחים ארבע צדדיים למתכת יכולים לבצע עיבוד בו זמנית בכל הקצוות של המוצר הגמור למחצה, בעודם דו צדדיים - רק בצדדים מנוגדים. בהתאם, לתמיכה במכונות מהסוג הראשון יש יותר מבנה מורכבומיועד ל התקנה של ארבעהחותכות. מכונות חד-צדדיות הן בעיקר בגודל קטן.
- על ידי כוח הנעה. מכונות קטנות מוגבלות בפונקציונליות שלהן, אך הן מושכות את הצרכן מחיר קטןוקומפקטיות, כך שניתן להתקין אותם בתעשיות מתכת קטנות, או אפילו בבתי מלאכה פרטיים.
- לפי תצורת התנועה של הכלי או השולחן. למסלולים מורכבים מייצרים מכונות הקצעה למתכת, המסופקות עם מערכת CNC. הם משמשים בייצור בקנה מידה קטן, כאשר יש צורך להשיג משטחים שטוחים מורכבים על מוצרים. במקרה זה, אין חשיבות מיוחדת לכישורי העובד, שכן כל התנועות מתבצעות על פי הקואורדינטות שהוכנסו לזיכרון מערכת הקואורדינטות מראש.
התקן
לביצועים באיכות גבוהה של הפונקציות שהוקצו לו, מכונות הקצעה חייבות לכלול את היחידות הבאות:
שילוב המכשירים הזה פופולרי מאוד כי הוא חוסך מקום וגם עובד ביעילות רבה. עיצוב נראה כמו הברשה אנכית. במקום גלגלת ניקוי אופקית, מכונות היציקה משתמשות בגלגלת חיתוך אנכית, אך לא ניתן להזיז אותה בחופשיות כפי שקורה עם ספסל. מכונות כרסום... מכונת הדפוס משתמשת בעצירה רציפה שעליה ניתן להדק את חומר העבודה בצורה מאובטחת.
היתרון של מכונת הדפוס הוא שגלגל החותך ניתן להחלפה, כך שניתן ליצור שיפועים רדיאליים או למינציה בתוך קצה חומר העבודה. הדרך הכי טובהתרכובות של כבד קורות עץמורכב משימוש בחריצים ובחיצים, שהם חיבורים מדויקים המשמשים בחורים עיוורים ומורכבים מראש דרך חורים... המכונות המשמשות ליצירת מפרקי הרכז הן קליגדורות ומורכבות בעיקר ממכונת דפוס ומסור עגול קטן.
- מיטה;
- תמיכה עם חותך אחד או יותר;
- מסגרת (במכונות גדולות, למסגרת יש תצורת פורטל, במכונות קטנות יותר היא עשויה בצורה של קונסולה);
- מנגנון להזזת השולחן ו/או התמיכה;
- שולחן עבודה עם חריצים בצורת T למיקום מדויק של המוצר;
- מנוע חשמלי;
- תחנת שאיבה לאספקת חומרי סיכה חיתוך לאזור ההקצעה;
- איברים צולבים המחברים את אלמנטי המסגרת ומעניקים לו את הקשיחות הדרושה;
- יחידת בקרה.
מצד שני, החתכים של חיבורי הפינים קטנים יחסית, וכתוצאה מכך גם האטמים מאוד מכשירים קומפקטיים... מכונת ייצור החלונות היא שילוב מיוחד של מכונת גיבוש והקצעה הפועלת על עץ צדודית. מכונה מסוג זה מחליקה, מלטשת, חותכת, חותכת ומחדירה חריצים לעץ, ולאחר מכן החותך חותך אותו לאורך הרצוי. כדי לבצע משימות אלו, מכונות חלונות דורשות מגוון רחב של תחנות עיבוד, אך לאחר ההתקנה, ניתן לעבד לוחות עץ מכל הכיוונים במחזור עבודה אחד.
עבור תנועות העבודה של החותך במכונות הקצעה, נעשה שימוש בהנעת ארכובה-נדנדה. אפשרויות רבות להתאמתו מאפשרות לך לבצע פעולות עם מתכת לאורך מישורים אנכיים, אופקיים ואפילו משופעים.
רכישת פלחים תעשייתיים ומכונות משומשות לייצור חלונות
המכונות מתאימות לסדרות גדולות ויכולות לשמור על דיוק עקבי בחלקים רבים. לאחר עיבוד החלון במכונת ייצור החלונות, הוא מותקן על התקן תומך ומקובע היטב למסגרת. הפלנר הוא כנראה המכונה החזקה והקשוחה ביותר בתעשיית הנגרות. הודות ל עיצוב פשוטומבנה חזק ויציב, אפילו מכונות ישנות מאוד תקינות.
שינוי מהירות התנועה של חלקים נעים נעשה על ידי תיבת הילוכים, בעלת סט של מספר זוגות הילוכים. על ידי הכללת (ידנית או לפי תוכנית) זוג עבודה מסוים, מתקבלת מהירות תנועה חדשה של חומר העבודה או הכלי. הבחירה תלויה במאפיינים המכניים של המתכת המעובדת. עבור חומרים פחות רקיעים, נעשה שימוש בחיתוך בכוח, עם קצב הזנה מוגבר, וחלקי עבודה מפלסטיק מהוקצעים במהירויות מופחתות על מנת למנוע הדבקות של שבבים על החותך, להפחית את הפסדי החיכוך ולהפחית עיוות תרמי של חלק העבודה.
לגבי תהליך המכירה של פלנדרים משומשים, רצוי לבדוק את המכונה לפני משא ומתן על המחיר, שכן מדובר בקונה או המוכר. זכור כי החיסרון העיקרי של תעשייתי פלנרהוא המנוע, שכן הוא דורש שינויים תקופתיים וחלקי חילוף. מיסבי גובה ומסבי גלילה יכולים גם הם להישחק לאורך זמן, אך בדרך כלל קל להשיג חלקי חילוף. אולם מלבד זאת, מחירו של חוטב עצים למכירה בשוק המשני הוא לרוב די מקובל, וחוץ מזה, כמעט תמיד מדובר במכונות במצב מצוין שיכולות להחזיק מעמד עוד שנים רבות.
נומנקלטורה וייעוד
כל הגדלים הסטנדרטיים ציוד הקצעההם חלק מקבוצת המכונות לעיבוד משטחים שטוחים. במקרה זה, מכונות מסומנות בנפרד מטרה כללית(גם הקצעה רוחבית וגם אורכית), מתמחה ומיוחד.
תהיו בטוחים שרכישת חוטב עצים משומש היא הימור בטוח, במיוחד אם אתם מוכנים לפרק אותו, לנקות אותו ולבדוק לוודא שהמכונה פועלת כהלכה. כמובן שכאשר מדובר בגרסאות מורכבות יותר, כמו מפלסים חשמליים, נדרשת תחזוקה תובענית יותר מאשר לפלסים פשוטים יותר: ברור שמכונת חלונות מסוגלת לעבד מספר צדדים במחזור עבודה אחד תדרוש יותר תחזוקהמאשר פלנר ידני.
יצרני מכונות מטוסים ומכונות חלונות
עם זאת, המכונות המשמשות לייצור החלונות של היצרנים המוכרים ביותר מיוצרות בסטנדרטים גבוהים והאיכות הגבוהה של מכונות אלו עדיין ניכרת שנים רבות לאחר ייצורן. בין היצרנים הפופולריים ביותר של מכונות משטחים ומכונות לייצור חלונות.
אינדקס הסיווג הכללי של ציוד כזה כולל ייעוד אלפאנומרי בצורת XXXX. האינדקס הראשון - מספר - קובע את ההקצאה של המכונה לסוג מסוים. עבור הציוד המדובר, זה תמיד מספר 7. הבא הוא מספר המציין את סוג המכונה:
- 1 - פלנר אורכי בעל עמודה אחת;
- 2 - כונן אורכי דו-פוסטי;
- 3 - מטוס צולב;
מחירו של חוטב עצים המשמש בשוק המכונות המשומשות משתלם למדי, ומי שמחפש מכונות משומשות ימצא מבחר רחב של מכונות פשוטות מבחינה טכנית במחירים נמוכים, גם כאלו הנושאות את התגים של המותגים החשובים ביותר. כמו כן, אם תבחר למכור את חוטב העצים שלך, יהיה זה חכם להסתכל על ספקי חוטב עצים מקוונים כדי לקבל מושג לגבי המחירים והתנאים עבור סוג זה של ציוד. תכנון דורש אומץ ורעיונות טובים.
אתגר אידיאלי עבור מתיאס הופמן והחברה שלו הס טימבר. מאחורי זה עומד ברנרד ארנו, איש העסקים העשיר בצרפת. הוא חובב אמנות ולאחרונה הקים מוזיאון להקמת לואי וויטון בדרום פריז. התכנון היה בידיו של האדריכל האמריקאי הנודע פרנק גרי.
שתי הספרות האחרונות של הסימון מציינות את הפרמטר הטכנולוגי העיקרי של הציוד. ככלל, זהו הממד הגדול ביותר של חומר העבודה בדצימטרים. לדוגמה, דרגה 7310 תציין כי יחידה זו היא משטחת צולבת, והיא מיועדת לעיבוד מתכת באורך מישור מרבי של עד 1000 מ"מ. האות בייעוד (לדוגמה, 7A110) מציינת שינוי בדגם הבסיס (לדוגמה, נוכחות של כונן הידראולי, יחידת הידוק נוספת וכו'). נוכחות האות Ф בייעוד מציינת כי ציוד זה מצויד במערכת CNC.
פלנר תוצרת בית
העלויות מילאו תפקיד משני, אך האיכות והיצירתיות של מגזרי המלאכה השונים היו חשובים ביותר. דרך החשיבה הלא שגרתית שלו ונכונותו לקחת סיכונים, הוא צבר מוניטין בינלאומי בענף הבנייה. הוא מצר על כך שהעבודה היומיומית הקשה של ייצור מבנים נושאי עומס לחללים פנימיים רגילים איבדה את הרלוונטיות שלה. המאמץ הנדרש לביצוע פרויקטים רחבי היקף הוא עצום. כל מדד מצריך טכנולוגיה חדשה כמעט", הוא אומר.
אם אתה מוצא שגיאה, אנא בחר קטע טקסט ולחץ Ctrl + Enter.
לקטגוריה: עבודת נגרות
מכונות הקצעה
החסר המתקבל לאחר חיתוך מעובד בדרך כלל במכונות הקצעה. מכונות הקצעה הן הקצעה להקצעה לפינה, מכונות עיבוי להענקת מקביליות לקצוות ומכונות הקצעה בארבע צדדים.
אותו דבר קורה עם מוזיאון לואי ויטון. תומכי החניה הדרושים, בחלקם אפילו עם עיקולים כפולים, נעשו על ספסל בעיצובנו. בעת הזמנת ההזמנה, מתיאס הופמן הרשים את הלקוחות בצורה יוצאת הדופן של גודל הבלוק על המוט. אטרקציה מיוחדת היא הצלחת שנראית זהה מלמעלה ולמטה, לצדדים. הליך זה מבוסס על גיאומטריית מליטה מיוחדת המאפשרת להעביר מקטעי אלומה קצרים, למעשה ללא הגבלת אורך וללא אובדן כושר נשיאה.
מכונות חיבור
מכונת החיבור SF6-3 (איור 1) מיועדת להקצעה (הקצעה) של משטחי לוחות, לוחות וסורגים לאורך מישור, כמו גם קצוות צרים (קצוות) בזווית ישרה או אחרת שצוינה לקצה רחב.
אורז. 1. מכונת חיבור SF6-3: 1 - מנוע חשמלי, 2 - לוח אחורי של שולחן העבודה, 3 - סרגל מנחה, 4 - ידית מחוון גובה הלוח הקדמי, 5 - מגן מאוורר, 6 - לוח קדמי של שולחן העבודה . 7- מתקן התחלה, 8 - פיר סכין, 9 - מיטה
ברית האיכות הטרנס-אטלנטית
שוק החלונות האמריקאי הופך לתובעני יותר. במסצ'וסטס יש הוריקנים וטמפרטורות קרות מאוד, שום דבר יוצא דופן. סביבה אידיאלית לייצור חלונות תלת זכוכית באיכות גבוהה. מטרתה להשתתף בשוק האמריקני הענק עם ייצור ומכירה של אלמנטים חסכוניים באנרגיה לחלונות ולדלתות. לקוחות משקיעים בעיקר בשוק היוקרתי. דרישות גבוהות של לקוחות, לעומת זאת, דורשות טכנולוגיית ייצור מהשורה הראשונה. כל שתי דקות מיוצר חלק חדש ממוכן לחלוטין.
הפלנר מורכב ממיטה, שתיים צלחות ברזל יצוקיצירת שולחן העבודה, פיר החותך (ראש החותך), סכינים להקצעהולנהוג.
הצלחת הקדמית (הראשונה במהלך החומר) של המכונה משמשת להנחיית החומר לפני ההקצעה, והאחורית - להנחיית החומר במהלך תהליך ההקצעה. הצלחת הקדמית מותקנת 1.5-2 מ"מ נמוכה יותר מהפלטה האחורית, כלומר בעובי השבבים שהוסרו.
ג'ק דניאל הוא מזמן המדד לזיקוק וויסקי מהשורה הראשונה. ייצור חביות נמצא גם בחזית הטכנולוגיה. בכל העולם, הטעם, הריח והצבע של הוויסקי נקבעים במידה רבה על ידי החביות בהן הוא נשמר במשך שנים רבות. עם זאת, לאירופה ולארצות הברית יש העדפות פרוצדורליות משלהן.
בעוד שיצרני וויסקי אירופאים מסתמכים על האיכות של הישן חביות עץ אלון, האמריקאים מעדיפים חביות חדשות, מושחרות בעשן. היישון נותן לוויסקי ריח וניל חזק. לפני הכנסתו לחביות, התזקיק מסונן באיטיות בטפטוף דרך ערימת פחם בגובה של כמה מטרים. כך, הוויסקי הופך חלק ונקי יותר. ניתן למלא כל חבית פעם אחת בלבד.
ניתן לכוון כל צלחת שולחן לגובה הנדרש. התאמת הגובה של הצלחת הקדמית נעשית בעזרת ידית עם סימני גובה. הצלחת האחורית מותאמת באמצעות בורג ואומים.
בין הפלטות ממוקם פיר סכין 8. קצוות החיתוך של הסכינים הקבועים עליו צמודים למשטח הצלחת האחורית. בקצוות הלוחות הפונים לפיר הסכין, מוצמדים ספוגי פלדה-רפידות פלדה בסמוך למשטח שלהם, שנועדו להגן על הלוחות מפני שחיקה והתפרקות, וכן לצמצם את הרווח בין הסכינים והצלחות ולתמוך בסיבים בעת החיתוך. הצ'יפס. ציר הסכין מונע על ידי מנוע חשמלי דרך כונן V-V. פיר הסכין סגור בחלק העליון עם מגן מאוורר.
הדבר נכון גם לגבי ביתו המסורתי של ג'ק דניאל: במפעל הייצור הממוחשב המלא שלו באלבמה, מזוקקות מדי יום כאלף חביות של הבורבון המפורסם. עד לאחרונה, עמודים היו תוצאה של עמל עבודה ידנית... העץ היה גרוע באותה מידה. בדרך זו, ניתן לעבד חלקי עבודה מדויקים מבחינה גיאומטרית, אפילו בקצב הזנה גבוה. איגוד העץ האמריקאי התרשם גם הוא מהמומחיות הטכנית.
עובדה שמעולם לא התחרט עליה: סיפורו של דאוארהולץ
אבל ספינות הייצור נבנו במדינה הפדרלית הגרמנית מקלנבורג-וורפומרן, מה שהוביל לפריחה של החברה. המועצות הטריטוריאליות של דאוארהולץ היו כבר זמן רב נושא של נושא שנוי במחלוקת חריפה. לפני כמה שנים, נגר מהמבורג גילה תגלית מרעישה: שלא כמו סוכנים שמרניים דומים, שעווה מחוממת חודרת לליבת העץ ומספקת הגנה עמוקה. המעצב הגאוני מצא מלווים נועזים רבים שהאמינו ברעיון הזה, במיוחד בגלל שהשטחים החיצוניים מכוסים בטרסות. רצפות עץוהמגוונים ביותר מבני עץ, מציעים תחום רחב לעץ בשעווה אקולוגי בעל עמידות גבוהה בפני השפעות אקלים, לחות ומזיקים.
המכונה מצוידת בגדר הנחיה נשלפת הניתנת להזזה על פני השולחן, לכוון בזווית הרצויה או להטייה כלפי מעלה.
בנוסף, למכונה מכשיר בלימה לבלימה מהירה של ציר הסכין לאחר כיבוי המנוע החשמלי.
בדרך כלל דולק פלנרלבצע שלושה סוגי עבודה: הקצעה משטח, הקצעת פנים וקצה אחד, הקצעת פנים ושני קצוות. בנוסף, ניתן להסיר נפילות על לוחות ומסגרות עם יישור בו-זמני של המטוס, לקצץ קופסאות לפי מידה, הקצעת קצוות דיקט וכדומה. לפני החיבור יש להניח את החלק עם הצד הקעור כלפי מטה ליציבות רבה יותר.
ברוב המקרים, האכלה במכונות הקצעה נעשית באופן ידני.
במקרה זה, חלקים צרים מהוקצעים בו זמנית במספר חתיכות. הקצוות של חלקות דקות מהוקצעות בקבוצות. כאשר עובדים על מכונה עם הזנת מסוע, החלקים מוזנים מקצה לקצה.
כדי להקל ולהבטיח את בטיחות העבודה, נעשה בו יותר ויותר שימוש מכשירים מיוחדיםמשרת עבור הזנה אוטומטיתחומר, מה שנקרא המזינים האוטומטיים (איור 2, א, ב). השימוש בהם מגדיל את הפרודוקטיביות פי 1.5-2.
ה-ADF מותקן על מעמד, אשר מותקן על המכונה, וניתן להתקין אותו בכל עמדה ביחס לציר העבודה, השולחן או גדר ההדרכה של המכונה.
ניתן להשתמש במזינים אוניברסליים המיוצרים כיום בפלנר, מסור עגול, כרסום, מסור פס ו מכונות שחיקהולספק מיכון של ההזנה במכונות אלו, המוזנות בדרך כלל ביד.

אורז. 2. מזין אוטומטי רב תכליתי: א - התקנה להאכלה בלחץ עליון, ב - התקנה להאכלה בלחץ צדדי
הפגם העיקרי של הקצעה במכונת הקצעה הוא אי-ישור המשטח המהוקצע כתוצאה מלחץ חלש או לא אחיד על חומר העבודה. בנוסף, פגמים נצפים לעתים קרובות בצורה של בליטות בעומק של עד 1-1.5 מ"מ, ניקוד (בעת עיבוד נגד השכבה). במקרים אלו יש צורך בניקוי סלקטיבי לאחר מכן, המתבצע במכונות ההקצעה של "ליליפוט".
חלקי העבודה לעיבוד צריכים להיות ממוקמים ליד המכונה כך שמפעיל המכונה לא יצטרך לבצע תנועות מיותרות. הפריסה של מקום העבודה במכונת החיבור מוצגת באיור. 3.
אמצעי בטיחות בעת עבודה על מכונות הקצעה
1. המרחק בין הקצוות של שכבות שולחן העבודה למשטח, המתואר על ידי להבי הסכינים, לא צריך להיות יותר מ-3 מ"מ.
2. חלק עובדיש לסגור את החריצים על ידי גדר הפועלת אוטומטית, המאפשרת לבצע את כל העבודה במכונה ופותחת את חריץ הסכין רק לרוחב חומר העבודה. החלק הלא פועל של החריץ שמאחורי גדר ההדרכה חייב להיות סגור לחלוטין בכל עמדות הגדר.
3. בהקצעת חלקים קצרים מ-400 מ"מ, צרים מ-50 מ"מ ודקים מ-30 מ"מ, יש להשתמש בדוחפים להזנה ידנית של חומר.
4. יישום פירי סכיןפירים מרובעים וגליליים אסורים.
5. מותר להוציא את הסכינים מהפיר לא יותר מ-3 מ"מ.
6. משטח הצלחת האחורית חייב להתאים לקצה החיתוך של הסכינים.
7. הקצעה מעוצבת וחיתוך רבעים בפלנר אסורים.
מכונות לעובי
מכונת עיבוי CP12 (איור 4, א, ב) מיועדת להקצעה חד צדדית של חלק מקביל לצד המוקצע לעובי נתון.

אורז. 3. תכנית הארגון הרציונלי של מקום העבודה במכונת החיבור: 1 - חלקים לא מהוקצעים, 2-מקום של מפעיל המכונה ,. 3 - חלקים חתוכים
השולחן (איור 4, א) של מכונת העובי מורכב מלוח מוצק אחד, ופיר הסכין ממוקם מעל השולחן. השולחן נע לגובה כדי לקבוע את המרחק הנדרש לקצוות החיתוך של הסכינים. עובי שכבת החומר שהוסרה ברוחב ההקצעה הגדול ביותר לא יעלה על 2 מ"מ.

אורז. 4. עובי CP12: א - צורה כללית: 1 - מנוע חשמלי פיר חותך, 2 - התקן התחלה, 3 - כיסוי בטיחות, 4 - שולחן עבודה, 5 - מנוע הזנה, 6 - מיטה; ב - תרשים של חלק העבודה: 1 - שולחן עבודה, 2 - חומר עבודה, 3 - קולבי בטיחות (ציפורניים), 4 - רולר הזנה גלי, 5 - כובע, 6 - פיר סכין, 7 - בלוק לחץ אחורי, 8 - מגן מעל הרולר, 9 - רולר הזנה חלק, 10 - גלילי מדריך תחתונים; в - רולר הזנה חתך
האכלת חומרים במכונות עיבוי נעשית בצורה מכנית. מנגנון ההזנה מורכב משני זוגות של גלילים. הזוג הראשון ממוקם מול פיר סכין, והשני - מאחורי הפיר. גלילי ההנעה העליונים מסובבים מהמנוע החשמלי 5 דרך רכבת הילוכים. הגלילים התחתונים (המדריכים) ממוקמים בדיוק מתחת לעליונים, מותקנים באופן חופשי ומונעים בסיבוב על ידי החומר המסופק.
הגלילים התחתונים בולטים ממשטח השולחן ב-0.2-0.3 מ"מ. הגלילים הקדמיים העליונים מחורצים כך שהחומר לא יחליק. התקן אותם 2-3 מ"מ מתחת לפני השטח של החומר שסופק. רולר ההזנה הגלי עשוי מקטעים נפרדים (איור 4, ג). זה מאפשר עיבוד סימולטני של מספר חלקי עבודה בעובי שונה (בתוך 4 מ"מ).
הרולר האחורי העליון עשוי חלק כדי לא לקלקל את המשטח המוקצע של חלקי העבודה. התקן אותו מתחת לקצוות החיתוך של הסכינים ב-1 מ"מ.
לפני הרולר המחורץ יש מתלים שמטרתם למנוע יציאה לאחור של חלקים מהמכונה.
פיר הסכין נסגר מלמעלה על ידי כובע מגן מאסיבי, המהווה במקביל מתקן להוצאת שבבים לתוך מתקן פליטה (אקסאוסטר).
הקצה המוביל של מכסה המנוע קרוב מאוד לרדיוס הסיבוב של הסכינים. הוא לוחץ על הבלוק, מונע את הרטט שלו, ומשמש גם כתמיכה לסיבי העץ בנקודת היציאה מהסכין ומונע אפשרות של התפרקות.
בעת התאמת מכונת העובי, יש לוודא כי שולחן העבודה מותקן ללא הטיה, ולבדוק את המיקום הנכון של הגלילים התחתונים והעליונים.
הפרודוקטיביות של המכונה תלויה בקצב ההזנה ובמספר החלקים המעובדים בו זמנית.
מגנים עם טיפים או מסגרות מחוברות מוזנים אל המכונה בצורה אלכסונית, שכן בהזנה ישירה תתרחש הקצעה על פני הסיבים והמשטח יתברר כמחוספס וקצוות בקצוות.
אמצעי בטיחות בעת עבודה על מכונות עיבוי
1. גלילים גליים לא צריכים להיות עם סדקים, צלעות דפוקות ומשטח בלוי.
2. הגלילים העליונים חייבים להיות מוגנים לחלוטין מהצד של תחנת העבודה.
3. אורך החלקים מהוקצעים מותר לא פחות מהמרחק בין הגלילים העליונים הקדמיים והאחוריים בתוספת 50 מ"מ.
4. הקצעה בו-זמנית של שני חלקים או יותר בעובי שונה עם גלגלת הזנה רציפה אסורה.
מכונות הקצעה ויציקה לארבעה צדדים
לשילוב פעולות הקצעת הפנים והקצה, שלוש
- מכונות הקצעה





 נישואים עתידיים של הנסיך הארי שנה NTV")



משקאות אנרגיה: תנו מרץ, אבל קחו את הבריאות מה יקרה אם תשתו 4 משקאות אנרגיה
חרדל לירידה במשקל: איך להשתמש בתיבול עם תועלת מרבית האם לילדים יש חרדל
היתרונות והנזקים של חרדל לגוף האדם יתרונות ונזקים של חרדל שולחן
כיצד לטפל באוזן לאחר פירסינג: סוגי חומרי חיטוי, הרכבם, הכללים ותכונות הטיפול באוזן מנוקבת
הקפלה הסיסטינית בוותיקן: תיאור, היסטוריה, מאפיינים אדריכליים