אידוי המתכות מתבצע בדרכים שונות לחלוטין, בהתאם ללחץ הכולל בשלב האדים-גז מעל ההיתוך. הלחץ הכולל בשלב האדים-גז קובע את הנתיב החופשי הממוצע של החלקיקים. אם הלחץ הכולל גבוה, הנתיב החופשי קטן מאוד, ולדוגמה, ב-10V5 Pa אינו עולה על 10V-4 ס"מ. בתנאים אלה, כמות המתכת האידויה M מתבטאת בחוק האמפירי של דלתון:
כאשר S הוא השטח של פני השטח החופשיים של ההיתוך, שממנו מתבצע אידוי; p° הוא לחץ האדים בשיווי המשקל של המתכת בטמפרטורה נתונה; p" הוא לחץ האדים בפועל של מתכת נתונה מעל ההיתוך; ptot הוא הלחץ הכולל בשלב האדים-גז מעל ההיתוך; t הוא הזמן; k הוא גורם המידתיות.
את ערכו של p" לא ניתן לקבוע מראש, הוא תלוי בצורת הכלי שבו נמצאת המתכת, מהירות תנועת הגזים על פני ההיתוך ונסיבות נוספות. בפועל, p" נקבע באופן אמפירי. אם p "≤p °, המתכת מתאדה; אם p" ≥ p °, נצפית תופעה הפוכה - עיבוי אדים.
נוסחת דלתון הנתונה מראה היטב את השפעת הלחץ הכולל בשלב האדים-גז על תהליך האידוי. כפי שניתן לראות מהנוסחה, ככל שהיא גדולה יותר, כמות המתכת המאודה קטנה יותר. לכן, על ידי הכנסת מעט גז אינרטי למתכת על פני ההיתוך, ניתן להאט משמעותית את תהליך האידוי, אם כי ערך לחץ האדים החלקי של המתכת עצמה אינו משתנה מכך. זה ידוע שזה נקבע רק לפי הטמפרטורה. אם נשקלת אידוי של רכיב X אחד מסגסוגת נוזלית, יש צורך להחליף את p°xNx במקום p°x בנוסחת דלתון, שבה Nx הוא החלק האטומי של רכיב זה בסגסוגת.
עם ירידה בלחץ הכולל מעל ההיתוך, הנתיב החופשי הממוצע של חלקיקים בשלב הגז גדל בהתאם, וכאשר אורך זה הופך להיות תואם לממדי הכלי שבו מתרחש אידוי, התהליך משתנה באופן קיצוני. בתנאי שדפנות הכלי קרות, כך שכמעט כל חלקיקי הגז שהגיעו אליהם מקובעים עליהם ואינם חוזרים לשלב הגז, ניתן לחשב את כמות המתכת שהתאדה. המעבר לדפוסי אידוי חדשים נצפה בלחץ כולל של לא יותר מ-0.133 פאה, כלומר, בנזילות עמוקה מספיק. לכן, תהליך זה נקרא אידוי בוואקום. זה מתואר על ידי הנוסחה של לנגמייר:
כאשר M היא מסת המתכת התאודה בזמן t מאזור S בטמפרטורת ההיתוך T; R הוא קבוע הגז; p°A הוא לחץ האדים של המתכת בטמפרטורה T, A היא המסה האטומית של המתכת. ברוב המקרים, אדי מתכת, כמו גזים אינרטיים, הם מונוטומיים.
במקרה שנחשב אידוי של מתכת A בוואקום מסגסוגת נוזלית, שבה החלק האטומי של מתכת זו הוא NA, הנוסחה של לנגמויר לובשת את הצורה הבאה:
מכיוון שהאידוי של מתכת A זו מגיע מהתמיסה, נלקח בחשבון לחץ האדים החלקי של מתכת זו, השווה למכפלת לחץ האדים של המתכת הטהורה P°A, השבר האטומי שלה בסגסוגת NA ו מקדם הפעילות γA. בנוסף, הנוסחה כבר לא כוללת רק את המסה של המתכת המתאדה, אלא את קצב האידוי, מבוטא כ-dm/dt. הסיבה לכך היא שלבסיס הסגסוגת ולמתכת המדוברת מסות אטומיות שונות ולחצי אדים שונים. לכן, הם יתנדפו אחרת. כתוצאה מכך, תכולת המתכת הנחשבת בהמסה תתחיל להשתנות מיד. רק ברגע הראשון של תהליך האידוי, הערך של NA ידוע בדיוק - זהו ריכוז המתכת בסגסוגת המקורית.
יש לציין כי האידוי מקבל משמעות מעשית להתכה רק אם למתכת המדוברת יש לחץ אדים גבוה מספיק בטמפרטורה נתונה. כאשר האידוי מתרחש בסביבה של גזים אחרים בלחץ כולל של יותר מ-1330 Pa, יש לקחת בחשבון תופעה זו אם לחץ האדים בשיווי המשקל של המתכת הוא יותר מ-100-200 Pa. במקרה של אידוי בוואקום בלחץ כולל שיורי של פחות מ-0.133 Pa, התהליך מקבל משמעות מעשית להכנת סגסוגות אם לחץ שיווי המשקל של אדי מתכת עולה על 13 Pa. לכן אבץ, מגנזיום, סידן, מנגן וכרום נקראים נדיפים.
הרתחה של מתכות טהורות במהלך התכה בבתי יציקה היא נדירה. עם זאת, תופעה זו נצפית כאשר עובדים עם סגסוגות, הכוללות רכיבים נדיפים. ניתן לשקול את תופעת הרתיחה של סגסוגות על פי התרשים באיור. 3. איור זה מציג את דיאגרמת המצב של מערכת B של מתכות A ו-B, היוצרות תמיסות מוצקות ונוזליות רציפות. בנוסף לאזורים הרגילים של מצבים מוצקים, נוזליים ומוצקים-נוזלים, מצוין כאן גם אזור המצב הגזי, השוכן בטמפרטורות גבוהות. התרשים מתאים לשיווי משקל בלחץ של 10v5 Pa. לכן, הנקודות tboilA ו-tboilB הן נקודות הרתיחה הרגילות של המתכות הטהורות הללו, שמעליהן המתכות נמצאות במצב גזי. בתרשים יש אזור של נוזל מצב דו-פאזי - גז. הקו tmA - t2 - tmB מציג את הטמפרטורה הסופית של התכת סגסוגת. הקו - t3 - מתאר את הטמפרטורה שבה מתחילות הסגסוגות לרתוח.
סימון צבע של פלדות
מים רותחים, עם שלל בועות העולות מפני השטח כשהמים מגיעים לרתיחה, הם מרכזיים ברוב תחנות הכוח, מערכות החימום והקירור ומתחנות ההתפלה. מידת השליטה הזו על תהליך הרתיחה, ללא קשר לטמפרטורה, אומר וואנג, לא הוכחה בעבר, למרות נוכחות הרתיחה בתהליכים תעשייתיים. מערכות אחרות פותחו כדי לשלוט על הרתיחה באמצעות שדות חשמליים, אך הן דורשות נוזלים מיוחדים, לא מים, והן גדולות פי אלפי מונים. מתחים גבוהים, מה שהופך אותם ללא חסכוניים עבור רוב היישומים.
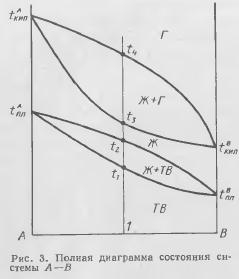
המיקום ההדדי של קווים אלה קובע את אזור הקיום של סגסוגות במצב נוזלי. לדוגמה, סגסוגת 1 תתחיל להימס ב-t2, תתחיל לרתוח ב-t3, תהפוך לגזי לחלוטין מעל t1. על איור. 3 מראה שאזור הטמפרטורה של המצב הנוזלי הוא הצר ביותר בחלק האמצעי של התרשים. כפי שניתן לראות, נקודת הרתיחה הראשונית של סגסוגת 1, השווה ל-t3, נמוכה מעט מנקודת ההיתוך של רכיב טהור A. סידור זה של הקווים של סוף ההיתוך ותחילת הרתיחה נובע מכך ש רכיב B הרבה יותר מתיך ממרכיב A, ובנוסף, נקודת הרתיחה של רכיב B היא מתחת לנקודת ההיתוך של רכיב טהור A, ונקודת הרתיחה של רכיב טהור A גבוהה מאוד. בתנאים כאלה, מתברר שלסגסוגות השוכנות בחלק האמצעי של התרשים יש נקודת רתיחה ראשונית קרובה מאוד לנקודת הסיום של ההיתוך. לכן, התחממות יתר הרגילה בהכנת סגסוגות יכולה להוביל להרתחה של ההמסה. לפי איור. 3 יכול גם להסביר את תופעת הרתיחה זמנית של ההמסה כאשר מרכיב מתיך ונדיף מאוד מוכנס לנוזל, שאינו נדיף. לדוגמה, אם אתה מכניס למתכת נוזלית טהורה A מתכת מוצקהב, אז האחרון לא רק יתחיל להמיס, אלא עשוי גם לרתוח, שכן tboilB≤tmA. הרתיחה תהיה קצרת מועד, שכן הפירוק בו-זמני של B ל-A יוביל להיווצרות סגסוגות שנקודת הרתיחה הראשונית שלהן גבוהה בהרבה. תופעות דומות מתרחשות למעשה בעת המסת פליז (סגסוגות נחושת-אבץ).
במערכת הנחושת-אבץ, לסגסוגות יש את טמפרטורות סוף ההיתוך הבאות (טמפרטורות נוזל) וטמפרטורות נקודת רתיחה:
ההבדל הקטן ביותר בין הטמפרטורות של סוף ההיתוך לתחילת הרתיחה יש סגסוגות המכילות 40-46% Zn. הבדל זה אינו עולה על 120 מעלות צלזיוס. כתוצאה מכך, כאשר הם מתחממים יתר על המידה רק ב-120-130 מעלות צלזיוס, סגסוגות אלו מתחילות לרתוח אם ההמסה מתבצעת בלחץ של 10-5 Pa. החדרת אבץ לנחושת נוזלית מלווה תמיד בהרתחה של מתכת זו, שכן רתיחה Zn = 905 מעלות צלזיוס, ונחושת נוזלית נשמרת בטמפרטורה של 1150-1200 מעלות צלזיוס במהלך ההמסה. אותה תופעה מתרחשת כאשר מגנזיום מוכנס לנחושת נוזלית. הסגסוגות שלו (תרתיחה = 1100 מעלות צלזיוס), קדמיום = 760 מעלות צלזיוס), זרחן (רתיחה = 280 מעלות צלזיוס). החדרת מגנזיום לברזל יצוק מותך (לצורך שינוי וקבלת צורה כדורית של גרפיט) מלווה בתהליך רתיחה מהיר של מתכת זו, שכן להמסה טמפרטורה של לפחות 1300 מעלות צלזיוס, ומגנזיום, בעל tboil = 1100 מעלות צלזיוס, הוא כמעט בלתי מסיס בהמסה זו.
שלב שני של ייצור פלדה - רתיחה
ייצור פלדה
הישג חדש הושג על ידי הוספת חומרים פעילי שטח למים - בעצם יצירת נוזל סבון. מולקולות פעילי שטח הנושאות מטען חשמלי יכולות להימשך או להדחות על ידי משטח מתכת על ידי היפוך הקוטביות של המתח המופעל על המתכת. וואנג מסביר שזה הופך את פני המתכת בין הידרופילי להידרופובי.
מטרת סגסוגת פלדה
תוספת של חומר פעיל שטח גורמת למשטח להפוך להידרופובי יותר, מה שמגביר את קצב הגרעין ליצירת בועות. אבל שינוי במטען על פני השטח גורם למשטח להיות הידרופילי ומונע היווצרות של בועות. החוקרים גילו שהם יכולים להשיג שינוי פי עשרה בקצב היווצרות הבועות על ידי החלפת המטען.
פְּלָדָה- מדובר בסגסוגת ברזל-פחמן המכילה כ-1.5% פחמן, אם תכולתה גדלה אזי השבריריות והקשיות של הפלדה עולים משמעותית. חומר המקור העיקרי עבור ייצור פלדה- גרוטאות פלדה וברזל חזיר.
קודם כל, ברזל מתחמצן במהלך האינטראקציה של חמצן וברזל יצוק בתנורי פלדה. יחד עם ברזל מתחמצנים זרחן, סיליקון, פחמן ומנגן. תחמוצת ברזל, שנוצרת בגובה גבוה משטר טמפרטורה, נותן את החמצן שלו בברזל יצוק לזיהומים פעילים יותר, תוך חמצון.
כשם שעיבוי, כמו היווצרות טיפות גשם, מצריך "זרעים" כמו חלקיק אבק כדי להתחיל בתהליך הגרעין, גם בועות שנוצרות על ידי מים רותחים דורשות גרעין. בליטות זעירות על פני המתכת יכולות לספק את נקודות הגרעין הללו, אך אם פני השטח הידרופיליים, היווצרות בועות מעוכבת.
"המושג כולו מבוסס על האם משטח הידרופובי או הידרופילי משפיע על קצב הגרעין", אומר צ'ו. "אם זה הידרופילי, קשה מאוד ליצור בועות גרעיניות." לפיכך, על ידי החלפת הקוטביות, ניתן לשלוט במדויק על מהירות הבעבוע.
ייצור הפלדה מתבצע בשלושה שלבים.
שלב ראשון של ייצור פלדה - התכת סלעים
המטען נמס ואמבטיית המתכת הנוזלית מחוממת. טמפרטורת המתכת נמוכה, ברזל מתחמצן נמרץ, נוצרת תחמוצת ברזל וזיהומים מתחמצנים: מנגן, סיליקון וזרחן.
המשימה החשובה ביותר בשלב זה ייצור פלדההוא סילוק זרחן. כדי לעשות זאת, יש צורך לבצע התכה בכבשן הראשי, שבו הסיגים יכיל תחמוצת סידן (CaO). אנהידריד זרחתי - P2O5 יצור תרכובת חלשה (FeO) 3 x P2O5 עם תחמוצת ברזל. תחמוצת סידן - כבסיס חזק יותר מתחמוצת ברזל, ובטמפרטורות לא גבוהות במיוחד קושר P2O5 והופך אותו לסיגים.
בניגוד לגישות אחרות לשינוי יכולת ההרטבה של משטחי מתכת על בסיס יצירת תצוגות מדויקות של טקסטורות ננומטריות על פני השטח, מערכת זו מנצלת את החספוס הזעיר הקיים באופן טבעי על פני המתכת ואינה דורשת עיבוד מיוחד.
היכולת לשלוט באופן אקטיבי בקצב היווצרות הבועות, בתורה, מאפשרת לך לשלוט בקצב העברת החום בין המתכת לנוזל. זה יאפשר לייצר דוודים יעילים יותר עבור תחנות כוח או יישומים אחרים, שכן עבור עיצובים מודרנייםנדרש מרווח בטיחות משמעותי כדי למנוע את האפשרות של נקודות חמות שעלולות לגרום נזק חמור לציוד. בעוד שרוב תחנות הכוח הללו יציבות רוב הזמן, היכולת להתאים באופן דינמי את קצבי העברת החום יכולה לשפר את היעילות שלהן כשהן עולות או יורדות מ כל העוצמהובכך להקל על ביצוע שינויים בזמן אמת בתפוקה שלהם ללא אובדן יעילות.
על מנת להסיר זרחן יש צורך בטמפרטורה לא גבוהה במיוחד, באמבטיות סיגים ומתכת ותכולה מספקת של FeO בסיג. על מנת להגביר את תכולת ה-FeO בסיג ולהאיץ את חמצון הזיהומים, מוסיפים לכבשן אבנית ועפרות ברזל, מה שגורם לסיגי ברזל. בהדרגה, ככל שהזרחן מוסר מהמתכת לתוך הסיגים, תכולת הזרחן בסיג עולה. אז אתה צריך להסיר סיגים זה ממראה המתכת, ולאחר מכן להחליף אותו עם אחד חדש עם תוספות טריות של תחמוצת סידן.
כמו כן, קירור נוזלי לאלקטרוניקה מתקדמת יכול להיות יעיל יותר על ידי היכולת לשלוט במהירות הבעבוע כדי למנוע התחממות יתר בנקודות חמות, אומר הצוות. מערכת זו, מוסיף צ'ו, מספקת "את היכולת לבחור את פרופיל העברת החום הטוב ביותר לפי הצורך", במקום לבחור בהתנהגות גרעינית אחידה המאפשרת להשתמש בשדות לחום הקיצוני ביותר שאי פעם צפוי להתקן זה. "זה מאפשר לך לבחור את קצב העברת החום האופטימלי באופן מיידי", הוא אומר. "על ידי קיומו של דוד שיכול להגיב לשינויים מהירים", הוא יכול לספק גמישות נוספת לרשת החשמל. "זה נותן לך ידית נוספת" כדי לשלוט במערכת.
שלב שני של ייצור פלדה - רתיחה
אמבט המתכת רותחת. זה מתחיל בהדרגה, כאשר הוא מתחמם לטמפרטורות גבוהות. עם עלייה בטמפרטורה, תגובת החמצון של פחמן ממשיכה בצורה אינטנסיבית יותר, וממשיכה עם ספיגת החום.
על מנת לחמצן פחמן, כמות קטנה של אבנית, עפרה מוכנסת למתכת, או מכניסים חמצן. כאשר פחמן מגיב עם תחמוצת ברזל, בועות של פחמן חד חמצני מוסרות מהמתכת הנוזלית, ומתרחשת "רתיחה באמבטיה". במהלך "הרתחה", תכולת הפחמן במתכת מצטמצמת לכמות הנדרשת, הטמפרטורה משתווה על פני נפח האמבטיה, תכלילים לא מתכתיים הנדבקים לבועות ה-CO המתעוררות וגזים החודרים לבועות ה-CO מוסרים מעט. . כל זה מוביל לעלייה באיכות המתכת. המשמעות היא ששלב זה הוא העיקרי בתהליך ייצור הפלדה.
וואנג אומר שהעבודה הזו הוכיחה שאתה יכול לשנות באופן פעיל את קצב הגרעין. זה לא הוכח בעבר כאפשרי. מפעילי תחנות כוח שמרנים בצדק לגבי ביצוע שינויים, אומר צ'ו, מכיוון שאנשים תלויים במוצרים שלהם, כך שבעוד שנדרשים רק שינויים קלים יחסית למערכת הזו, יידרש מפעל הדגמה כדי להוכיח את הרעיון בקנה מידה תפעולי. אבל "אני לא חושב שיש חסמים ענקיים" להפגנה כזו, הוא אומר. "תיאורטית, זה צריך להיות קל", אומר וואנג, אם כי רק עם מערכת בקנה מידה מלא ניתן להראות שהיתרונות עולים על עלויות ההתקנה.









המורשת של הציוויליזציה האטלנטית
מהו החלום של האבן האדומה
פרשנות חלומית של משפחת המלוכה. המלך חלם. ספר חלומות רוסי ישן
מה לעשות כדי להעלות המוגלובין במהלך ההריון: מוצרים, כדורים, המלצות כלליות מוצרים להגברת המוגלובין בנשים בהריון
מושג הנגטיביזם: סימפטומים ותכונות של ביטוי אצל ילדים ומבוגרים