GOST 8724-(ISO 261
주간 가판대
스레드 메트릭
직경 및 단계
공식판
표준화, 계측 및 인증을 위한 주간 위원회
MKS 21.040.10 그룹 G13
GOST 8724-2004(ISO 261-98) 기본 호환성 표준. 스레드는 미터법입니다. 직경 및 단계
(IUS No. 10 2004)
머리말
1 기계 공학 측정 기기의 과학 연구 및 설계 연구소(OJSC NIIizmereniya)에서 개발
2 러시아 국가 표준에 의해 도입됨
3 표준화, 계측 및 인증을 위한 주간 협의회에서 채택(2002년 11월 6일 회의록 22)
4 이 국제 표준은 동일한 텍스트입니다. 국제 표준 ISO 261-98 ISO 범용 스레드. 1 ~ 300mm" 범위의 직경 및 단차" 및 국가 경제의 요구 사항을 반영하는 추가 요구 사항 포함
5 국가위원회의 법령 러시아 연방 2003년 6월 23일자 No. ° 201-st의 표준화 및 계측에 대해 주간 표준 GOST 8724-2002(ISO 261-98)가 2004년 1월 1일부터 러시아 연방의 국가 표준으로 직접 시행되었습니다.
6 GOST 8724-81 대신
© IPK 표준 출판사, 2003
이 표준은 러시아 국가 표준의 허가 없이 러시아 연방 영역에서 공식 간행물로서 전체 또는 일부를 복제, 복제 및 배포할 수 없습니다.
1 사용 영역 .................................................................. ... .... 하나
3 정의.................................................................................. ... .............. 하나
4 직경 및 피치 선택.................................................................................. ... ....... 하나
5 스레드 명칭 .................................................................................. ........................................... 7
GOST 8724-2002(ISO 261-98)
주간 표준
호환성의 기본 규범
스레드 메트릭
직경 및 단계
호환성의 기본 규범. 미터법 나사산. 일반 계획
도입일자 2004-01-01
1 사용 영역
이 표준은 GOST 9150에 따른 프로파일이 있는 범용 미터 나사에 적용되며 직경은 0.25 ~ 600mm이고 피치는 0.075 ~ 8mm입니다.
주요 치수 미터 나사- GOST 24705에 따름.
스레드 공차 - GOST 9000 및 GOST 16093에 따름.
추가 요구 사항국가 경제의 필요를 반영하는 것은 기울임꼴입니다.
GOST 9000-81 호환성의 기본 규범. 직경이 1mm 미만인 나사산. 공차
GOST 9150-2002 호환성의 기본 규범. 스레드는 미터법입니다. 프로필
GOST 11708-82 호환성의 기본 규범. 실. 용어 및 정의
GOST 16093-70 호환성의 기본 규범. 스레드는 미터법입니다. 공차. 허가가 있는 착륙
GOST 24705-81 호환성의 기본 규범. 스레드는 미터법입니다. 주요 치수
3 정의
용어 및 정의 - GOST 11708에 따름.
4 직경 및 피치 선택
4.1 나사산의 지름 및 피치는 표 1에 표시된 것과 일치해야 합니다.
나사산 직경을 선택할 때 첫 번째 줄은 두 번째 줄보다, 두 번째 줄은 세 번째 줄보다 우선되어야 합니다.
공식판
| 1 번 테이블 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 공칭 나사 직경 d = D |
|||||||||||
| 표 1 계속 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 공칭 나사 직경 d = D |
||||||||||
| 표 1의 끝 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 스레드 지정
5.1 나사산 크기 기호는 문자 M, 공칭 나사산 직경 및 나사산 피치를 포함해야 하며, 밀리미터로 표시되며 "x" 기호로 구분됩니다.
예: M8x1.25
스레드 지정의 큰 단계는 생략할 수 있습니다.
예: M8.
5.2 왼쪽 실의 기호는 문자 LH로 보완되어야 합니다.
예 M8x1 - LH
5.3 다중 시작 나사는 문자 M, 공칭 나사 직경, 기호 x, 문자 Ph, 나사 리드 값, 문자 P 및 피치 값으로 표시되어야 합니다.
공칭 직경이 16mm, 스트로크가 3mm, 피치가 1.5mm인 2개 시작 나사 기호의 예:
왼쪽 스레드도 마찬가지입니다.
M16xPMP1.5 - LH
더 명확하게 하기 위해 텍스트는 괄호 안에 스레드 시작 횟수를 나타낼 수 있습니다.
예: M16xPM1.5(2패스)
5.4 완전한 나사 지정에는 GOST 9000 또는 GOST 16093에 따른 크기 지정 및 나사 공차 필드가 포함됩니다.
UDC 621.882.082.1:006.354 MKS 21.040.10 G13 OKSTU 0071
편집자 R.G. Goverdovskaya 기술 편집자 V.N. Prusakova 교정자 M.S. Kabashova 컴퓨터 레이아웃 S.V. 랴보보이
에드. 명. 2000년 7월 14일자 번호 02354. 2003년 8월 12일 세트로 넘어갔습니다. 2003년 9월 15일 발행을 위해 서명했습니다. Conditions.print.l. 1.40. Uch.-ed.l. 0.65.
발행부수 1150부. 11890.3ac.786에서.
IPK Standards Publishing House, 107076 Moscow, Kolodezny per., 14. http://www.standards.ru 이메일: [이메일 보호됨]
IPK Publishing House of Standards의 PC 지점에서 Publishing House에 입력 - 유형. 모스크바 프린터, 105062 Moscow, Lyalin per., 6.
나사 구멍 직경 표
실외부(수나사) 및 내부(암나사) 원통형 또는 원추형 표면. 기계 장치와 기계에서 부품을 연결하고 회전 운동을 병진 운동으로 또는 그 반대로 변환하는 데 사용됩니다.
스레드하나의 나선형 라인(나사산)으로 구성된 단일 시작 또는 두 개 이상의 라인으로 구성된 다중 시작이 있습니다.
나선 방향으로 조각오른쪽과 왼쪽으로 나뉩니다.
사이즈 체계에 따라 조각미터법, 인치, 파이프가 있습니다.
미터법 조각삼각형 프로파일의 각도는 60°, 외부, 중간 및 내경와 단계 조각밀리미터로 표시됩니다. 거친 피치 미터법 나사는 다음을 나타내는 문자와 숫자로 지정됩니다. 외경밀리미터 단위: M10, M16 등. 지정하다 조각작은 피치(회전 사이의 거리)로 피치를 나타내는 이 데이터에 숫자가 추가됩니다. 조각밀리미터 단위: M6×0.6, M20×1.5 등.
인치 조각삼각형 프로파일의 각도는 55°이고 나사 직경은 인치(1인치 = 2.54cm)로 표시되며 피치는 인치당 나사 수입니다.
지정 예: 1 1/4″(O.D. 조각인치로).
트루브나야 실초기 크기가 외경이 아니라 파이프 개구부의 지름이라는 점에서 인치와 다릅니다. 외부 표면잘린 것 실.
지정 예: 3/4″ 파이프. (숫자는 파이프의 내부 직경을 인치 단위로 나타냄).
절단 조각드릴링, 터닝 및 특수 나사 절단 (프로파일 롤링) 기계 및 수동으로 수행됩니다. 금속을 수동으로 가공할 때 내부 조각탭으로 자르고 외부 - 다이로 자릅니다.
따라서 컷의 프로파일에 따라 조각탭은 미터법, 인치 및 파이프의 세 가지 유형으로 나뉩니다.
수동(자물쇠 제조공) 탭은 일반적으로 3개 또는 2개 세트로 만들어집니다. 첫 번째 및 두 번째 탭 조각세 번째는 최종 크기와 모양을 제공합니다. 일반적으로 각 탭 세트의 수는 꼬리의 긁힌 수로 표시됩니다. 예비(거친) 및 마무리의 두 가지 탭으로 구성된 세트가 있습니다. 첫 번째와 두 번째. 탭은 고강도 탄소강과 합금강으로 만들어집니다.
외부 절단용 다이 또는 면판 조각, 디자인에 따라 원형과 각형(슬라이딩)으로 나뉩니다.
스레딩 중 라운드 다이는 다이 홀더인 특수 손잡이에 고정됩니다.
내부 스레딩
내부 절단용 조각구멍은 먼저 탭으로 준비됩니다. 드릴은 필요한 내경보다 약간 큰 직경으로 가져옵니다. 조각: 이 직경이 같으면 절단 중에 압출된 재료가 공구의 톱니를 강하게 누르게 됩니다. 그 결과 치아가 뜨거워지고 금속 입자가 달라붙어 실찢어진 가리비 (실)로 밝혀지고 탭이 부러 질 수 있습니다.
그림은 내부 절단을 보여줍니다. 조각:
a - 탭, b - 절단 조각.
탭 디자인
1 - 흡입 부분;
2 - 보정 부품;
3 - 칩 홈;
4 - 생크;
5 - 정사각형.
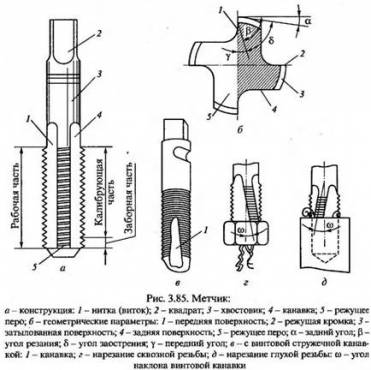
다음 그림은 외부 절단을 보여줍니다. 조각:
a - 원형 다이, b - 프리즘(슬라이딩) 다이, c - 절단 조각.
기본 명칭:
d1 - 내경 조각볼트.
D2 - 평균 직경 조각볼트.
D1 - 내경 조각견과류.
D2 - 평균 직경 조각견과류.
P - 단계 조각.
H1 - 프로파일 높이.
디 대응 - 절단을 위한 구멍 직경 조각.
아래 구멍의 직경을 계산하지 않기 위해
조각테이블을 사용할 수 있습니다.
| 나사 직경(mm) | D2 = D2 mm | D1 = d1 mm | mm(mm) | H1 mm | 디 대응 mm |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
미터법 나사의 치수와 값 표를 사용하면 복잡한 수학적 계산에 의존하지 않고도 고품질 절단을 수행할 수 있습니다. 이 표는 구멍의 직경, 사용된 피치, 드릴 등에 관한 필요한 정보를 제공합니다. 모든 매개변수가 표준화되어 있어 손으로 고품질의 안정적인 나사산 연결을 얻을 수 있습니다.
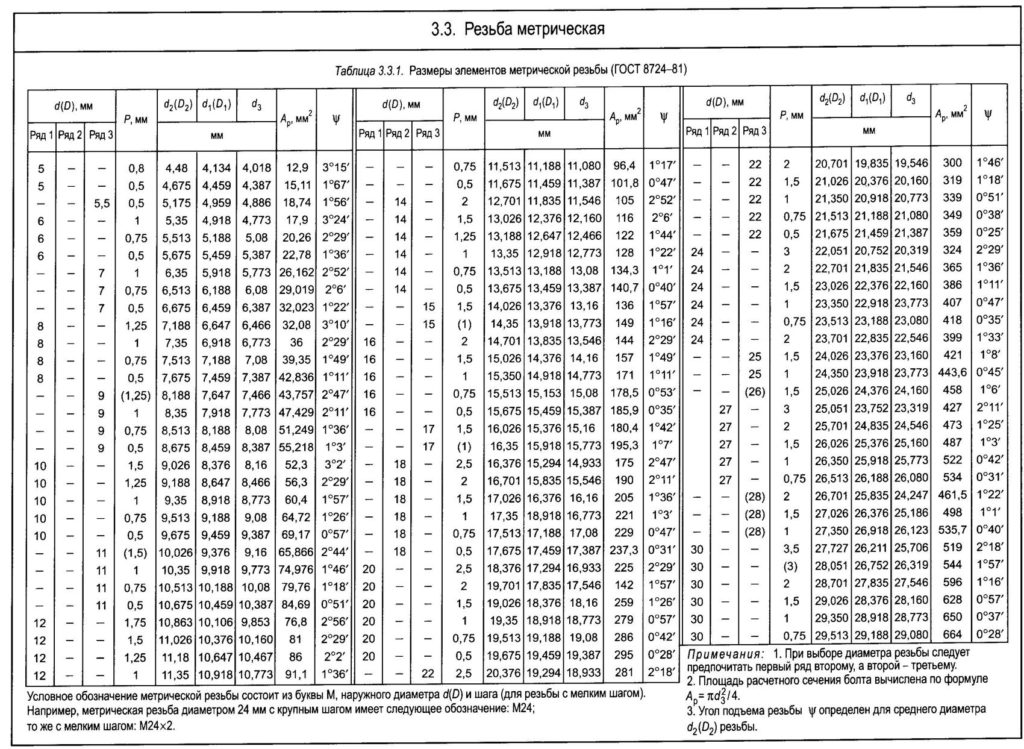
사진 테이블 미터 나사
- 대다수의 패스너는 우리나라의 미터법 나사산을 기반으로 합니다.
- 미터법 나사의 삼각형 프로파일 각도는 60도입니다.
- 모든 치수는 밀리미터 단위입니다.
- 미터법 절단은 거친 피치 제품과 미세 피치 제품으로 나뉩니다.
- 거친 피치는 직경 1-68mm, 미세 피치 - 직경 1-600mm에 적합합니다.
- 거친 절단은 충격 하중을 받는 조인트에 사용됩니다.
- 미세 피치 스레드는 벽이 얇은 부품 및 연결을 단단히 만드는 데 적합합니다.
- 미세 피치 절단은 패스너 조정 및 조정에 널리 사용됩니다. 이것은 그들의 도움으로 매개 변수를 높은 정확도로 쉽게 조정할 수 있기 때문입니다.
- 모든 최신 기계는 미터법 스레드만 사용하여 설계되었습니다.
특성 및 명칭
기본 크기의 사진 테이블
미터법, 인치, 파이프 절단이 있습니다. 각각은 몇 가지 기준에 따라 분류됩니다.
- 회전 방향은 왼쪽과 오른쪽입니다.
- 프로파일 모양 - 원형, 영구, 삼각형 등
- 위치 - 외부, 내부;
- 표면 및 기능의 특성 - 인치, 미터법, 원추형 등
- 방문 횟수 - 단일 패스 및 다중 패스.
동시에 인치 및 파이프 절단은 미터법만큼 일반적이지 않습니다. 이와 관련하여 인치를 남겨두고 파이프 스레드, 메트릭 하나를 더 자세히 고려하십시오.
스레드에는 두 가지 주요 특성이 있습니다.
- 공칭 직경. 그들은 표기법에 사용된 조건부 차원을 호출합니다. 공칭 직경은 서로 동일한 너트와 볼트의 외경과 같습니다.
- 나사 피치. 나사산 피치의 치수는 동일한 평면에 있는 가장 가까운 프로파일의 동일한 두 점 사이의 거리와 같습니다. 정의는 다소 복잡하지만 실제로 이러한 차원을 찾는 것은 매우 쉽습니다. 치수를 결정하려면 코어에서 고밀도 용지에 볼트를 굴려 가장 가까운 홈 사이의 피치를 측정해야 합니다. 이것이 단계입니다. 이러한 방식으로 유사한 치수를 결정하는 것은 매우 정확한 방법이 아닙니다. 그러나 치수가 올바르게 계산되었는지 확인하기 위해 특수 테이블이 있습니다. 이 표를 사용하면 측정이나 수학적 계산에 의존하지 않고 계산을 확인하거나 필요한 매개변수를 결정할 수 있습니다.
인치, 파이프 및 미터법 나사산에는 크기 및 기타 매개변수에 대한 특정 명칭이 있습니다. 표가 불필요한 질문을 많이 일으키지 않도록 표에 제시된 지정의 모든 뉘앙스에 대해 이야기하려고 노력할 것입니다.
문자와 숫자는 스레드를 지정하는 데 사용됩니다. 예를 들어, 스레드 M40. 여기:
- 문자 M은 절단 유형을 의미합니다. M - 미터법. 그것은 인치가 아닙니다, 파이프. 여기에서 모든 것이 매우 명확합니다.
- 40은 공칭 직경입니다. 문자 뒤의 숫자는 나사산의 공칭 직경을 의미합니다. 우리의 경우 이것은 40mm입니다.
- 나사산 피치가 크면 어떤 식으로든 지정에 표시되지 않습니다. GOST에 따라 결정할 수 있습니다.
대안으로 M30x2라는 작은 단계가 있는 예를 고려하십시오.
- 여기서 상황은 직경과 유사합니다. 이 수치는 30입니다.
- 절단은 문자 M이 알려주듯이 미터법입니다.
- 2는 피치가 2밀리미터임을 의미합니다.
그리고 몇 가지 더 중요한 점.
- 스레드는 다른 피치를 가질 수 있으며 왼손잡이 또는 오른손잡이일 수 있습니다.
- 오른쪽 나사는 지정에 표시되지 않습니다.
- M20 LH 같은 것이 보이면 왼쪽 나사산입니다.
- 방문 횟수. 단일 시작 스레드의 경우 항상 1이므로 숫자가 표시되지 않습니다. 다중 시작 스레드인 경우 지정은 M30x3(P2)과 같습니다. 여기서 나사산 피치는 괄호로 표시하고 2는 항목 수입니다.
탭 선택
탭은 주요 작업 도구입니다. 내부 스레드미래 스레드 연결. 하기 때문에 다른 종류특정 피치의 스레드에서 작업을 완료하려면 탭을 올바르게 선택해야 합니다.
- 먼저 마스터는 계획된 조각에 적합한 탭 유형을 선택해야 합니다. 우리의 경우 미터법 절단을 위한 탭에 대해 이야기하고 있습니다.
- 또한 목적이 결정됩니다 - 단계, 공차, 프로파일 모양;
- 정확도 등급에 따라 마스터는 한 번의 탭으로 작업을 완료할 수 있는지 또는 작업을 완료하기 위해 거친 탭과 마무리 탭을 획득해야 하는지를 결정합니다.
- 절단할 재료입니다. 조각의 주요 재료는 금속입니다. 동시에 탭의 특성 선택이 직접적으로 의존하는 강도 측면에서 다를 수 있습니다.
- 날카롭게하는 치아의 전면 각도. 각 유형의 금속에는 특정 값이 있습니다. 강철의 경우 각도는 5도에서 10도, 구리의 경우 0도에서 5도, 알루미늄의 경우 25도에서 30도입니다.
- 탭은 일반, 고강도 강철 또는 일반 금속으로 만들 수 있지만 강도가 증가된 브레이징을 사용합니다. 마지막 옵션탭 생산 비용을 줄이는 것이 가능하지만 높은 신뢰성을 유지합니다.
- 탭 선택의 요점은 구멍의 지름입니다. 절단이 수행 될 것입니다. 내부 스레드;
- 이 경우 도구의 지름은 구멍의 지름보다 약간 작아야 합니다. 미터법 나사산 유형 M20이 필요한 경우, 즉 탭 직경이 20mm이면 구멍 직경은 19mm가 됩니다. 모든 필수 매개변수는 특별 표준화된 테이블에 의해 결정됩니다.
- 나사산에 특별한 요구 사항이 없으면 표에 표시된 표준 피치가 사용됩니다.
절단의 뉘앙스
필요한 나사산의 직경 및 기타 매개변수가 결정되고 탭 자체가 선택되면 절단 작업을 수행해야 합니다.
- 절단이 수행되는 공작물은 바이스에 고정됩니다.
- 구멍의 축은 가능한 한 데스크탑에 수직으로 위치해야 합니다.
- 탭은 칼라의 소켓에 설치되며 수직 위치에서 공작물의 구멍 아래 모따기에 감겨 있습니다.
- 두 손으로 주인은 손잡이를 잡고 탭을 부분으로 누르고 시계 방향으로 돌립니다.
- 도구는 약간의 압력으로 부드럽고 매끄럽고 균일하게 회전해야 합니다.
- 두 번 완전히 회전한 후 반시계 방향으로 다시 반 바퀴를 돌립니다.
- 실을 만드는 과정에서 도구는 냉각되어야 합니다. 알루미늄의 경우 등유를 사용하고 구리는 냉각제 역할을 하고 테레빈유는 철강 제품의 경우 유제 역할을 합니다. 주철과 청동은 냉각이 필요하지 않습니다.
- 내부 스레드는 탭 세트로 만들어집니다.
- 먼저 드래프트 도구를 사용한 다음 중간 도구를 사용하고 마무리 도구를 사용하여 작업을 완료합니다. 탭 중 하나를 제거하면 절단 프로세스 속도가 빨라지지는 않지만 스레드 자체는 품질이 훨씬 나빠집니다.
적절한 도구를 사용하고 전문 테이블의 표준화된 매개변수에 의존하면 미터법 절단을 수행하는 것이 어렵지 않습니다.










이해 방법: 새끼 고양이가 푹신할 것입니까?
임산부에게 어떤 종류의 가벼운 알코올을 마실 수 있습니까? 음주의 결과
임산부의 발의 발목과 발목에서 다리가 붓는 이유 : 원인과 치료 방법
해리 왕자와 메건 마클의 결혼식 : 결혼에 대한 수치스럽고 비밀스러운 세부 사항 (사진) 해리 왕자의 미래 결혼 NTV
겨울 동안 흰 자두를 닫는 방법