In stock!
High performance, convenience, ease of operation and reliability in operation.
Welding screens and protective curtains - in stock!
Radiation protection when welding and cutting. Big choice.
Delivery throughout Russia!
Equipment: C-axis locking spindle on main spindle and counter spindle. 12-speed turret with double-sided tool holder. Rotating tools for main spindle and counting spindle. You can even stop transferring programs, restart ports, and remove programs from the transfer queue directly from the web interface.
Its rugged construction and chain bases provide greater precision and overall rigidity. It has a reading table that can be moved using bearings, making it easy to move around the cutting area, while its mounting system is very easy to operate.
The control of a machine tool is usually understood as a set of influences on its mechanisms that ensure the execution of the technological processing cycle, and the control system is a device or a set of devices that implements these influences.
Numerical control (CNC) is a control in which a program is specified in the form of an array of information recorded on some medium. Control information for CNC systems is discrete and its processing during the control process is carried out using digital methods. The control of technological cycles is almost universally carried out using programmable logic controllers, implemented on the basis of the principles of digital electronic computing devices.
The movements it makes are smooth and precise due to the transfer system based on round rods. It also has a sweeper cleaning system that extends the life of the guides. This equipment is prepared to accommodate up to four torch positions depending on the usable cutting width.
It has the ability to operate four oxygen kiosks and two plasmas. Its movement is smooth and precise thanks to its propulsion system using planetary motors. This is a triple synchronized motorized gantry stacker that has a rugged design with rails to the floor that provide greater rigidity to the equipment for perfect operation. This is a specially designed equipment for 100%.
In table 8.1 lists the goals and functions of a modern multi-level CNC device (CNC).
CNC systems are practically replacing other types of control systems.
According to technological purpose and functionality, CNC systems are divided into four groups:
- positional, in which only the coordinates of the end points of the position are specified executive bodies after they complete certain elements of the work cycle;
- contour or continuous, controlling the movement of the executive body along a given curvilinear trajectory;
- universal (combined), in which both movements during positioning and the movement of executive bodies along the trajectory are programmed, as well as changing tools and loading and unloading workpieces.
- multi-circuit systems that provide simultaneous or sequential control of the functioning of a number of components and mechanisms of the machine.
An example of the use of CNC systems of the first group are drilling, boring and jig boring machines. An example of the second group is the CNC systems of various turning, milling and cylindrical grinding machines. The third group includes CNC systems of various multi-purpose turning and drilling-milling-boring machines.
It has uniform displacements and precision, which are carried out at a speed of 10 meters per minute, in addition, it owns a sweeping type cleaning system. The movements of cables and hoses are carried out through plastic chains, which provide better performance, which is very important for the operation of the equipment, since it provides a greater degree of protection to the cable and hose system.
Robust, simple and synchronized traction for the longitudinal and transverse axes, made by pinion and rack, which guarantees the precision and excellent performance of the system. Placing movements at a speed of 12 meters per minute and cutting up to 7 meters per minute.
The fourth group includes centerless cylindrical grinding machines, in which CNC systems control various mechanisms: straightening, headstock feeding, etc. There are positional, contour, combined and multi-circuit (Fig. 8.1, a) control cycles.
According to the method of preparing and entering the control program, a distinction is made between the so-called CNC operating systems (in this case, the control program is prepared and edited directly on the machine, during the processing of the first part from a batch or simulating its processing) and systems for which the control program is prepared regardless of the processing location details. Moreover, independent preparation of the control program can be performed either using computer technology included in the CNC system of a given machine, or outside it (manually or using an automation programming system).
Cross-motion plasma carts provide initial setup in the cutting area, while cables and hose movements are carried out through plastic chains that provide better performance. It also has a cleaning system for cleaning the sweeper bench for the main guide. In turn, the carriage is equipped with guide bearings that guarantee perfect alignment of the goat.
For plasma cutting a smoke exhaust system is required for this type of cutting and high productivity. This type of cut requires a pantograph, which guarantees a perfect movement system. Considering in this case three planetary assemblies, as well as a strong and reliable structure. It has a table with a smoke extraction system, which is indispensable for this type of work.
Programmable controllers are devices for controlling the electrical automation of a machine. Most programmable controllers are modular in design, consisting of a power supply, a processing unit and programmable memory, as well as various input/output modules. Programming devices are used to create and debug machine operating programs. The principle of operation of the controller: the necessary inputs/outputs are polled and the received data is analyzed in the processing unit. In this case, logical problems are solved and the calculation result is transmitted to the corresponding logical or physical output for feeding into the corresponding mechanism of the machine.
Areas of application of CNC machines
This is another one of those famous acronyms that appears in countless technologies, and not everyone knows what it is or what it serves. If we see an image cube, each of the edges has its own unique coordinates; so if we want to direct the tip of the tool to touch each of these coordinates, we will only need to enter the appropriate commands into the program and load it into the machine, which will be responsible for executing the different paths.
As we said, this allows us to always control which movements of the tool, so we will use to obtain parts with certain measures, to create programs that repeat us with precise in equal parts, is also used a lot to check the measurements of what has been manufactured.
Programmable controllers use Various types memory in which the machine's electrical automation program is stored: electrical reprogrammable non-volatile memory; RAM with free access; washable ultraviolet radiation and electrically reprogrammable.
The programmable controller has a diagnostic system: inputs/outputs, errors in the operation of the processor, memory, battery, communication and other elements. To simplify troubleshooting, modern intelligent modules have self-diagnosis.
How did they do it? Linear and circular interpolation. Indication of cutting tools and base material. Checking and correcting the program.
- Machines Computer numerical controls.
- Coordinate systems.
- General considerations for machine processing.
- Computer numerical controls.
The software carrier can contain both geometric and technological information. Technological information provides a certain cycle of operation of the machine, and geometric information characterizes the shape, dimensions of the elements of the workpiece and tool being processed and their relative position in space.
Machines with program controlled(CP) according to the type of control are divided into machines with cyclic program control (CPU) systems and machines with numerical program control (CNC) systems. CPU systems are simpler, since only the machine operating cycle is programmed in them, and the magnitude of working movements, i.e. geometric information is specified in a simplified manner, for example using stops. In CNC machines, control is carried out from a program carrier on which both geometric and technological information are entered in numerical form.
When it comes to the metallurgical industry, there are still processes that are performed manually, which not only results in high production costs but also stress for workers, limiting both productivity and company profits. To overcome all these problems, a lot of software related to metal processing and processing has been developed - and is available on the market.
In addition to software, numerical control machines are one of the the best tools for - finishing, drilling, grinding and other metal cutting operations - automatically through commands received from the computer.
A separate group includes machines with digital display and pre-set coordinates. These machines have electronic device to set coordinates required points(preset coordinates) and a cross table equipped with position sensors, which gives commands to move to the required position. In this case, each current position of the table is displayed on the screen (digital display). In such machines, you can use either a preset of coordinates or a digital display; The initial work program is set by the machine operator.
Moreover, since the machines are controlled software and integrated computer programs, processes are terminated earlier and errors are reduced, leading to an overall increase in productivity. This means that workers are freed from danger and safety in their work premises.
Automatic removal of chips that include creates cleaner workspaces. Therefore, these systems provide the optimal solution for working with metals in different forms. They are improving reduction management to ensure the best way use and can also separate different types of chips to facilitate their reuse and recycling.
In models of machine tools with PU, the letter F with a number is added to indicate the degree of automation: F1 - machines with digital display and preset of coordinates; F2 - machines with positional and rectangular CNC systems; F3 - machines with CNC contour systems and F4 - machines with universal system CNC for positional and contour machining. A special group consists of machines with CNC for multi-circuit processing, for example centerless cylindrical grinding machines. For machines with cyclic control systems, the index Ts is introduced in the model designation; with operational systems, the index T is introduced (for example, 16K20T1).
Reduced worker participation
This significantly reduces implementation and training costs for machine operators, as well as human errors and accidents that occur in traditional processes. Sometimes you just have to replace the cutting tools.
Execution of complex processes
They can carry out complex processes that would require a lot of effort and time if done manually. All you need to do is set up the machine and integrate the programs.Operators are only required to monitor the machine and processes and can therefore run the process without interruption or failure. There is practically no possibility for production process, which does not rely on these powerful and universal machines. Therefore, in this article we will develop a summary to inform and provide some useful concepts.
CNC provides control of the movements of the working parts of the machine and the speed of their movement during shaping, as well as the sequence of the processing cycle, cutting modes, and various auxiliary functions.
A numerical program control (NCC) system is a set of specialized devices, methods and means necessary to implement CNC machine tools. A CNC (CNC) device for machine tools is a part of the CNC, made as a single unit with it and carrying out the issuance of control actions according to a given program.
Before and after numerical control
We can see this on simple example. To do this, the operator must perform many tasks: place the sheet on the driller's table, place it on the mandrel and lock it on the spindle, select the rotation speed by switching pulleys, activate the spindle and use the lever, or handwheel, to direct the bit to the sheet being processed. Now imagine the viability of such a process in an industrial environment where hundreds of holes must be made in hundreds of sheets in the shortest possible time, at the lowest cost, and with the highest quality products.
IN international practice The following designations are accepted: NC-CNC; HNC is a type of CNC device with the operator setting a program from a remote control using keys, switches, etc.; SNC - a CNC device that has memory for storing the entire control program; CNC - control of an autonomous CNC machine tool containing a minicomputer or processor; DNC - control of a group of machines from a common computer.
Thus, already in the 1950s, the concept of numerical control was introduced in the United States, using vacuum tube technology and data loading was performed using punched cards. As early as the 1960s, vacuum valves were replaced by transistors, until the introduction of computers in the 1970s laid the final foundation for what we now know as computerized digital control technology.
Microprocessors have revolutionized the world of numerical control, allowing the integration of features such as advanced programming tools, graphical path representation, subroutines and fixed cycles, as well as communication and network integration.
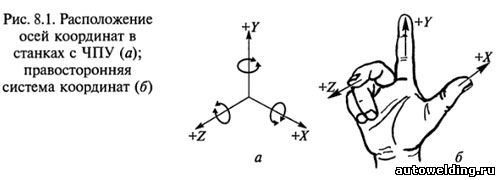
For CNC machines, the directions of movement and their symbols are standardized. The ISO-R841 standard considers the positive direction of movement of a machine element to be that in which the tool or workpiece moves away from one another. The reference axis (Z axis) is the axis of the work spindle. If this axis is rotary, then its position is chosen perpendicular to the plane of fastening of the part. The positive direction of the Z axis is from the part fastening device to the tool. Then the X and Y axes will be located as shown in Fig. 8.1.
In short, computer numerical control- is the use of a computer to control and control the movements of the machine. Among these machines, both static and portable, we may mention: “Machine, with or without assistance,” etc. larger machines have a dedicated computer that is part of the hardware and most of them have a complex system feedback, which constantly monitors and regulates the speed and position of the cutting tool. Less demanding machines used in workshops support the use of an external personal computer.
The use of a specific type of CNC equipment depends on the complexity of the part being manufactured and the serial production. The smaller the production volume, the greater the technological flexibility the machine should have.
When manufacturing parts with complex spatial profiles in single and small-scale production, the use of CNC machines is almost the only technically justified solution. This equipment is also advisable to use in cases where it is impossible to quickly produce equipment. In mass production, it is also advisable to use CNC machines. Recently, autonomous CNC machines or systems of such machines have been widely used in conditions of reconfigured large-scale production.
Input device Control unit or controller Machine Drive system Feedback devices Monitor. The axis of motion can be linear or rotational. In general, the greater the number of axes, the greater the complexity. If we continue with the example of an industrial drill, the axes will position the tool on the hole being machined and perform the operation. The axes are called letters.
The motion control can be carried out by two systems, which can work individually or in combination. Absolute values, where the coordinates of the target point are relative to the origin. Incremental values, where the coordinates of the target point are relative to the current point. . Almost all machines are programmed in several other ways. Thus, for example, one will have at least the following specific programmable functions.
The fundamental feature of a CNC machine is the work control program(UP), which records the operating cycle of equipment for processing a specific part and technological modes. When changing a part processed on a machine, you simply need to change the program, which reduces the labor intensity of readjustment by 80... 90% compared to the labor intensity of this operation on manually controlled machines.
Automatic Tool: Most machining centers can have multiple various instruments located in the tool holder. If necessary, the required tool can be automatically placed on the spindle to perform the appropriate processing. Spindle speed and activation: The spindle speed can be easily determined, and the spindle can not only rotate clockwise or counterclockwise, but can also be stopped. Coolant: for many applications machining requires the coolant to be lubricated and cooled. The refrigerant can be turned on and off during the machine's operating cycle. . This is a sequential list of instructions that will start the machine.
Main advantages of CNC machines:
- the productivity of the machine increases by 1.5... 2.5 times compared to the productivity of similar manually controlled machines;
- combines the flexibility of universal equipment with the accuracy and productivity of an automatic machine;
- the need for qualified machine operators is reduced, and production preparation is transferred to the field of engineering;
- parts manufactured according to the same program are interchangeable, which reduces the time of fitting work during the assembly process;
- the preparation time and transition to the production of new parts are reduced due to the preliminary preparation of programs, simpler and more universal technological equipment;
- The cycle time for manufacturing parts is reduced and the stock of work in progress is reduced.
The site you are currently on is an Internet showcase of the CNC machine shop of the Router machine tool company. Our assortment includes a large selection of milling and engraving equipment with numerical control, designed to solve a wide range of problems.
What does the stated price of the machine include?
The price of each machine on the website is indicated for its standard configuration. During formation and production non-standard order(spindle replacement, additional options or accessories) the price of the machine may vary.
Please also note that the cost of CNC machines indicated in the online store does not include VAT.
Are the machines available?
Yes, many machine models presented in the online store are available in our showroom. You can buy and pick up these machines on a daily basis. Also, if necessary, we will help arrange delivery by a transport company.
Please check availability of machines with our consulting engineers by phone: +7 499 686 11 86 .










Dua for Sadness Anxiety and Depression
Buddhism: the basics of religion, how many Buddhists are there in the world
Obligatory prayers: features and order of performance by men
Druid horoscope by date of birth: interpretation and features
What is oregano: all about the amazingly healthy seasoning!