לקטגוריה:
מכונות לעיבוד עץ
מְרוּבָּע מכונות כרסום אורכיות
מכונות כרסום ארבע צדדיות מיועדות למישור ויצירת פרופילים במעבר אחד של כל ארבעת המשטחים של חומר העבודה או הלוח. לפעמים מותקנים מסורים על אותן מכונות כדי להפריד בין חלקי העבודה לפי רוחב או עובי.
אורז. 1: מכונת כרסום אנכית שלוחה
על פי המבנה והאחסון של הציר, אנו מחלקים אותם ל. אנכי - יש להם ציר עבודה בראש אנכי המותקן על מעמד למכונת כרסום. הם נוגעים בעיקר למשטחים שטוחים וחריצים עם חותכים, ראשי כרסום וחותכים. אופקי - הציר ממוקם אופקית, במקביל למישור שולחן העבודה. בפרט, החריצים מעובדים עם חותכי דיסק או פרופיל או עם צורות מורכבות עם חותכים. ניתן לעבד אותם גם לחריצים או למשטחים שטוחים חותכי כרסוםוראשי כרסום מהודקים בציר הכרסום.
אורז. 2: מכונת כרסום אופקית שלוחה
אוניברסלי - הם דומים לאלו האופקיים, אבל יש להם שולחן מסתובב של בערך 45 מעלות. התאמה זו מאפשרת לך לכרסם חריצי ברגים, ברגים, שיניים באמצעות המרווח האוניברסלי. האביזר הוא גם ראש כרסום אנכי או אוניברסלי הניתן לחיבור למסילה האנכית של מכונת כרסום. כלי - מאפשר כרסום קטעים נטויים בזוויות שונות - ייצור חלקי עבודה מורכבים. השולחן של מכונות כרסום אלה יכול להסתובב סביב הצירים האנכיים והאופקיים בנוסף לתנועות הרגילות. מסופק אביזר עשיר להידוק הכלי ואביזרים שונים. העתקה - לעיבוד דמויות מרחביות מורכבות בהתאם למודל שהוכן קודם לכן.חלקים עיקריים של מכונות כרסום שלוחות
אורז. 7: חלקים עיקריים של מכונות כרסום. ניתן לסובב את המגדל ± 45 מעלות. ... החלקים העיקריים של סוג זה של מכונות כרסום הם.לְעַצֵב
גופי העבודה של מכונת הכרסום האורכית ארבע-צדדית (איור 1) מורכבים משני צירים אופקיים - עליונים ותחתונים - ושני צירים אנכיים - ימין ושמאל. בדגמי מכונות מסוימים, מותקן בנוסף ציר אופקי תחתון חמישי. הזנת החומר היא רולר-זחל או רולר. המכונות מצוידות במסילות הדרכה ומהדקים. כל האלמנטים קבועים על מיטה יצוקה.
אורז. 8: חריצי T על שולחן הכרסום
לוחית הבסיס, ברזל יצוק אפור, נושאת את שאר חלקי המכונה ומשמשת בו-זמנית כמאגר לנוזל החיתוך. החלק התומך של כל החלקים והמנגנונים האחרים של מכונת הכרסום. זה מתכוונן אנכית עם בורג ואום על מסילה אנכית. זמינים גלגלי שיניים להזנה ידנית ומכונה. שקופית צולבת - מאפשרת לעבד את חומר העבודה לרוחב, והחלק העליון של חומר העבודה הוא המדריך האורך של השולחן. טבלה אורכית - נעה בזנב הישר האורכי של המדף הרוחבי ומספקת התאמה אורכית של חומר העבודה. משטח העבודה של השולחן מצויד בחריצי T להידוק חלקי עבודה ישירות על משטח העבודה או להידוק כלים, קבצים מצורפים. הזנת השולחן מסופקת על ידי מנגנון בורג. זוהי תיבת הילוכים המונעת על ידי מנוע חשמלי ראשי ומאפשרת לקבוע את המהירות האופטימלית של ציר הכרסום. זרוע תמיכה - מותקנת במשענת הזנב ונושאת מיסב אחד, שניים לתמיכה בפיני הכרסום הארוכים. כדי להזיז את הציר של מכונת הכרסום, ניתן לשנות את כיוון הסיבוב ומספר הסיבוב שלו כדי להבטיח את התנועה והמיקום של השולחן. אביזר - מאפשר למכונה לעבוד בצורה משמעותית. האביזרים כוללים: פגמים, מרווחים, ראש כרסום אנכי, ראש כרסום אוניברסלי, ראש כרסום, שולחנות סיבוביים.
- זה ברזל יצוק ברזל.
- יש סבתא בדלפק. הקונסולה היא ליהוק ריק.
- יש מגלשה צולבת בחלק העליון של התושבת.
- כונן ראשי.
בתהליך העבודה, חלקי עבודה (לוחות) מוזנים למנגנון ההזנה באופן רציף באופן ידני או בעזרת מכשיר הזנה. חומר העבודה שנלכד על ידי המזינים מוזן אל הסכינים של ראש החותך האופקי התחתון. ראש החותך התחתון מעבד את הפנים התחתונות, יוצר את משטח ההתייחסות הראשון, ואז חומר העבודה מוזן לראש החותך של הציר האנכי הימני, אשר, על ידי עיבוד הקצה, יוצר את משטח הייחוס השני. בהתבסס על שני משטחים אלה, חומר העבודה נדחף אל ראש החותך של הציר האנכי השמאלי, חותך את הקצה השני, ולבסוף, הראש האופקי העליון מכין את הפנים העליון.
זה מחולק אנכי ואופקי. ראש אופקי על מעמד. הניצבים קשיחים לפרודוקטיביות רבה יותר. מכונות כרסום אלו נבדלות מקונסולות בכך ששולחן העבודה נע רק בכיוון האורך של המיטה הקבועה. הם נועדו להתמודד עם חלקי העבודה הגדולים ביותר. משטחים שטוחים מעובדים עם ראשי כרסום, חותכי כרסום וחותכי כרסום וכרסום.
מכונות כרסום גאנטרי הן מכונות כרסום שטוחות בעלות מבנה קשיח מאוד עם שני עמודים, מוט צולב ומספר ראשים. הם עובדים על משטחים אופקיים, אנכיים ומשופעים על חלקי עבודה כבדים. מכונה מסוג זה מורכבת ממגוון רחב של סוגים המיועדים לפעולות כרסום שונות, המבנה מותאם לסוג העבודה המתבצעת בה.
הצירים לרוב מותקנים על קליפרים המאפשרים להם לשנות את מיקומם בעת התאמה במישור האנכי והאופקי. זה חשוב מאוד, שכן מכונות כרסום ארבע צדדיות מיועדות לעיבוד חלקי עבודה (לוחות) בגדלים שונים, הן ברוחב והן בעובי. ניתן גם להטות צירי מכונה אנכיים במישור הניצב לכיוון ההזנה.
חוטים, שיניים, חריצים, מצלמות, מכונות כרסום פנטוגרפיות. ... אלו מרכזי עיבוד או אופקיים מכונות משעממות... עובדי קידוח ו עבודת כרסום... עבור מכונות אלו, מחזור הכלים מבוצע בהתאם לתוכנית המתוכנתת. נכון להיום, עדיף להשתמש במכונות אלו לעיבוד רבגוניות, לעיבוד מתחמי צורות ומוצרים מדויקים מבחינה גיאומטרית.
- דִיגִיטָלי חומרים חינוכיים- טכנולוגיית כרסום.
- תמונות יכולות להיות גם חלק מתוכן דיגיטלי שצוטט.
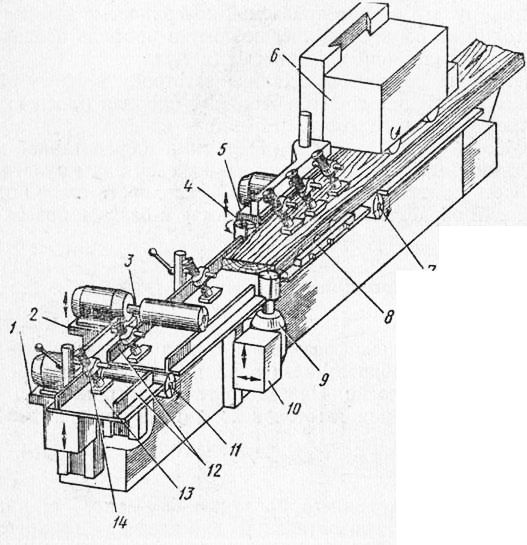
אורז. 1. תרשים של מכונת כרסום אורכית ארבע צדדים: 1 - תמיכת הציר החמישי (יציקה), 2 - תמיכת הציר האופקי העליון, 3 - ציר אופקי עליון, 4 - ציר אנכי ימני, 5 - תמיכת הציר התחתון. ציר אופקי, 6 - תמיכת מנגנון ההזנה, 7 - ציר אופקי תחתון, 8 - מלחציים אופקיים, 9 - ציר אנכי שמאלי, 10 - תמיכת הציר האנכי השמאלי, 11 - ציר יציקה, 12 - מובילי סרגל, 13 - בסיס צלחת, 14 - מהדק אנכי
קלות השימוש הקיצונית וחיי השירות הארוכים של מקטעי הקיפול מבטיחים חומר סינטטי מיוחד, בעל טעינה גבוהה. פיר המסור הכפול מאוזן אלקטרונית מונע על ידי חגורה שטוחה רב-חלקית. זה מבטיח העברה מקסימלית של כוח המנוע ללא אובדן ללהב המסור.
הלהבים מסדרת 700 מתאימים גם לחריצים. ניתן גם להגדיר את הגובה והזווית של הלהב לעשירית מילימטר מדויקת. לחיתוכים נקיים של חומרים עם כיסוי גדול. מכשירים התלויים ב להב של מסורוחתכים עצמאיים, ניתנים להתאמה הן לרוחב והן במאונך.
ציר חמישי תחתון נוסף ולעתים קרובות נקרא ציר דפוס, הוא נועד לחתוך פרופיל בפנים התחתונות של חלקי העבודה ולחלק אותם לפי רוחב או עובי לסורגים נפרדים. במקרה הראשון, חותכי פרופיל מחוברים לציר, במקרה השני - מסורים עגוליםקוטר עד 350 מ"מ. במכונות S16-4A, ניתן לארגן מחדש את תמיכת הדפוס מהמיקום התחתון לחלק העליון לצורך דגימת פרופיל עמוק על הפן העליון של חומר העבודה (הלוח). בנוסף, מכונות אלו מספקות את היכולת לסובב ציר נוסף ב-90 מעלות, מה שמאפשר להשתמש בו לחלוקת חלקי עבודה לפי עובי.
שליטה במנוע חשמלי מידית השולחן
גלילי מסילה בצורת X פועלים ללא חיכוך על משטחי מסילה מוקשים. לפי בקשה, נוכל לצייד את ה-700 שלך על ידי שליפת המנועים ממעקה שולחן העיצוב - תהנה מהטבה הזו! שולחן הבום המסיבי מאפשר לך להתמודד עם חלקי עבודה גדולים וכבדים. הדיוק והפעולה השקטה הגבוהה ביותר מובטחת על ידי שמונה גלגלי מובילי כדור בבום הטלסקופי. לפי בקשה, ניתן להרכיב את הרולר עד קצה הבום.
התאמה מדויקת של זווית ההטיה באמצעות תבנית זווית עם פיצוי לאורך
אין עוד שגיאות בקריאת הסולם והניאון. לא עוד בזבוז זמן בהצבת הסרגל במיקום הנכון. 100% מיקום והידוק מדויקים ללא בזבוז זמן וללא שגיאות חיסור. יתרונות צורת המצנפת של מצבים נוספים ב-15°, 20°, 25°, 30°, 35°, 40° ו-45° משמשים כמיקום סרגל. כל מיקום זוויתי מאפשר פיצוי אורך. הכלל מאובטח בנוחות עם ידית הידוק אקסצנטרית. אופציונלי: שקף עצירה עם מחוון דיגיטלי, לכוונון עדין של 0.1 מ"מ.
הצירים מסתובבים בתדירות של 5000-6000 סל"ד ממנועים חשמליים בודדים. לעתים קרובות על כלי מכונות מותקנים מנועים חשמליים עם פירים מוארכים (איור 141), שהם בו זמנית צירים.
הצירים, העשויים בנפרד מהמנועים החשמליים, מחוברים אליהם באמצעות צימודים או כונני רצועה; במקרה זה, מנועים חשמליים פועלים על זרם תדר הכוח, בכל השאר - מ זרם חשמליתדר מוגבר (100 הרץ).
שולחן הארכה עם רולר תמיכה לרצפה
ביד אחת תוכלו למקם בקלות ובדייקנות את הסרגל המקביל. כוונון עדין עוזר להבטיח שהסרגל נמצא במצב מדויק לאחר הנעילה. חיישן הקריאה שקוף למדי ומשולב בצורה מושלמת בשולחן הברזל היצוק. בלוק מיסב מברזל יצוק מוצק עם פיר פלנר, גלילי הזנה ומוטות לחץ המיועדים לעומס מירבי. אנית פלדה מבנית ורולר פלדה בעל מבנה מיקרו מבטיחים הזנה מושלמת של חלק העבודה. שני גלילי הפלדה בגודל מרשים וללא שחיקה.
דגמים מסוימים של מכונות כרסום מיטות 4 צדדיות מצוידות בסכיני גיהוץ (איור 3) המותקנות ישירות מאחורי הציר התחתון האופקי הראשון. מבין שלושת סכיני הגיהוץ המותקנות, שניים עובדים, והשלישי אקסצנטרי טובע מתחת למדריכים ונמצא במילואים. סכיני גיהוץ מסירים אי סדרים קטנים מהשכבות התחתונות המעובדות של חלקי העבודה. כל סכין מותקנת במגירה בזווית לכיוון התנועה של חלקי העבודה. ניתן לכוונן את הסכינים בגובה (כל אחד בנפרד) בעזרת גלילים אקסצנטריים. זה הכרחי כדי לשנות את עובי הצ'יפס שהוסרו.
זה מאפשר לפצות על הבדלי עובי גדולים ומאפשר ייצור של ריקים בו זמנית. מידות שונות... השילוב של גל פלנר, גלילי הובלה ועץ הוא קריטי לתוצאות הקצעה מצוינות. ברגי הידוק לא חזקים וסכינים מתכווננות עצמית מאפשרים החלפה תוך פחות משתי דקות.
התאמות חובה ומתן תבניות התאמה יקרות ערך בעבר. החלפת סכין תחת סכינים מתכווננות עצמית של 2 דקות לדיוק גבוה להחלפה חלקה ברגי איטום ריצה שקטה במיוחד חיי שירות מקסימליים. אתה יכול להתאים את השבב ברציפות עד 4 מ"מ. זכוכית המגדלת מספקת הגדרות מדויקות.
סכיני גיהוץ מסירים שבבים ארוכים, שאינם ניתנים להסרה ע"י מפיצים, לכן המכונות מצוידות בנוסף במתקן ריסוק שבבים המופעל על ידי מנוע חשמלי נפרד.
אם השבבים סתומים מתחת לסכיני הגיהוץ, עלולים להיווצר בליטות, אי סדרים, חריצים ושקעים על המשטח הקדמי של חומר העבודה. אם נמצא פגם זה, נבדקת ההתקנה הנכונה של הסכין. על ידי סיבוב האקסצנטרי, הסכין מטביעה, את הקופסה עם הסכין מוציאים מהמכונה לבדיקה, וסכין המילואים מופעלת.
התאמת גובה שולחן עובי
מכוון הרמה נוטה ברציפות מ-90 מעלות ל-45 מעלות. שתי העצירות ממוקמות בשני עמדות הקצה. במקום מגן פיר המובנה במסגרת המכונה, חלק העבודה מיוצב. בדיוק של עשירית המילימטר, אתה קובע את טבלת הנתונים באמצעות גלגל יד עם קריאה דיגיטלית משולבת. גובה נשלף מקסימלי 230 מ"מ.
מכונת כרסום מסוג מיטה היא כלי נהדר לעיבוד שבבי
פיית היניקה מעוצבת ומיוצרת ביעילות פליטה גבוהה גם בשקעים הגבוהים ביותר.
סוגי מכונות כרסום אורכיות וכללי העבודה שלהן
מכונות כרסום אורכיות - יישום. מותגים מוכרים ומוכרים של מכונות כרסום אורכיות. חיתוך פלזמהמאפשר לך לחתוך חלקי מתכת של צורה מסוימת. חיתוך מתבצע באמצעות מכונה עם מספרית ניהול תוכנה... השיטה בה נעשה שימוש מאופיינת ביכולת חיתוך גבוהה עם עלות אופטימיזציה גבוהה ודיוק בטווח של 0.2-0.5 מ"מ והיא משמשת בעיקר בחיתוך חלקים, חלק מהמכונות והציוד.צ'יפים מונעים מתחת לסכין כאשר יש רווח בינה לבין מפסק השבבים (מקומי או לכל האורך) או אם הסכין בולטת מפורר השבבים בפחות מ-1-2 מ"מ, וכן כאשר הקצה האחורי של הסכין הוא מתחת לרמת שובר השבבים. לאחר ביטול החסרונות, הקופסה עם הסכין מונחת במקום.

סוג של עיבוד שבבי הכולל הסרת חלק מחלק בעזרת כלי חיתוך. העיבוד מתבצע במכונות. בגלל האופן שבו הטיפול הזה מיושם, אנחנו מפלים. סוג של עיבוד שבבי, כגון מתכת, המשמש בעיקר למשטחים חיצוניים וחלקים פנימיים בצורה של גופים מסתובבים. במהלך הסיבוב, חומר העבודה מסתובב סביב צירו, בעוד כלי כגון כלי מפנה, מבצע תנועת הזנה.
כרסום הוא שיקום מכניכלי מסתובב, הנקרא בדרך כלל חותך. עבור כרסום, סיבוב הכרסום של מכונת כרסום מאופיין בתנועה בו זמנית של חומר העבודה. המכונה שמבצעת כרסום נקראת מכונת כרסום.
אורז. 2. מנוע חשמלי בעל ציר המשמש בו זמנית כציר אנכי של מכונת כרסום מיטה: 1 - בית, 2 - אום, 3 - חותך כרסום, 4 - מנגנון הרמת ציר, 5 - מובילי החלקה, 6 - בורג להזזה הציר במישור האופקי
עם הזנת רולר-זחל, השרשרת והתופים מונעים על ידי אותו כונן (לעתים קרובות עם וריאטור לשינוי מהירות ללא מדרגות). מהירות ההזנה היא בטווח של 4-42 מ'/דקה. הגלילים העליונים ניתנים לכיוון גובה.
מזין הגלילים ממוקם בראש המכונה, אך ניתן לפזר את הגלילים לאורך המכונה. פני השטח שלהם גליים או חלקים. אם הגלילים מותקנים מאחורי גליל החותך העליון, הם מכוסים לפעמים בגומי, מה שנותן הידבקות טובה יותר לפני השטח של חומר העבודה ובמקביל שומר על דרגת החספוס של העיבוד שלו.

אורז. 3. סכיני גיהוץ: 1 - סכין, 2 קופסאות, 3 - בורג, 4 - רולר אקסצנטרי, 5 - מכשיר לריסוק שבבים
מכשירי הנחייה מורכבים מ לוחות פלדהומדריכי סרגל. הלוחות יוצרים משטח תמיכה עבור חלקי העבודה. לוחית הבסיס של השולחן הקדמי מול ראש הסכין האופקי התחתון נקבעת לגובה על ידי סיבוב גלגל היד של מנגנון ההברגה, והדבר מושג על ידי שינוי עובי השבבים שהוצאו מחומר העבודה. עובי זה לא יעלה על גובה האי-סדירות על פני חומר העבודה.
מכונות כרסום ארבע צדדיות מצוידות במערכת בקרה מרכזית, המספקת חיבור זה לזה כדי למנוע שבירה של רכיבי מכונה בודדים במקרה שמפעיל המכונה עושה טעות בבקרת המכונה.
למכונות כרסום אורכיות עם ארבע צדדים С10-2, С16-5, С16-4А, С25-01 יש הרבה מן המשותף בתכנון והן נבדלות בעיקר בגודלן, ובמקרים מסוימים, בסדר המיקום של גופי עבודה, הספק החשמלי מנועים של כוננים.
מכונת ה-C10-2 מיועדת לעבד בו-זמנית ארבעה צדדים של חלקי עבודה ולוחות ברוחב של עד 100 מ"מ (כפי שמצוין באינדקס הדגם) ובעובי של עד 50 מ"מ. כל מכונות C16 מיועדות לעיבוד חלקי עבודה ולוחות עד ברוחב 160 מ"מ ובעובי של עד 80 מ"מ; מכונות S25-01 - עבור חלקי עבודה של עד 260 מ"מ רוחב ועד 125 מ"מ עובי.
מכונת S16-4A היא העיקרית בקבוצת מכונות כרסום אורך ארבע צדדיות. הוא מיועד לכרסום משטח של קרשים, קרשים וקרשים בו זמנית מארבעה צדדים.
מיטת המכונה היא מברזל יצוק, בצורת קופסה. מנועים חשמליים קבועים על קליפרים של המיטה, ראשי סכינים מותקנים על הפירים שלהם. המיטה מצוידת גם בסרגלים מובילים ובגלגלי קפיצים ללחיצת חלקי העבודה לשולחן המכונה ולגדר ההדרכה.
התמיכה עם המנוע החשמלי של ראש הסכין האופקי התחתון (הראשון בכיוון ההזנה) ניתנת להזזה אנכית ומתקבעת עם מהדק אקסצנטרי. התמיכה עם המנוע החשמלי של הראש האנכי הימני (השני בכיוון האכלה) יכול לנוע בכיוון הרוחבי והוא קבוע עם מהדק. התמיכה של הראש האנכי השמאלי (השלישי בכיוון האכלה) נעה אנכית עם גלגל יד ומתקבעת עם מהדק; בכיוון הצירי, המיקום של התמיכה משתנה ומקובע עם ברגים.
להגדרת גלילי ההזנה, ראשי החותך ורכיבי ההידוק לגודל החומר המוקצע, המכונה מסופקת עם מאזניים מתאימים. המכונה מצוידת בדלפק יציקה, לוח הבקרה ממוקם בחלק הגמלוני של המיטה, הציוד החשמלי של המכונה ממוקם בארון החשמל. חלקי העבודה מוזנים למכונה באופן ידני בעזרת מגזין, הם נאספים על ידי גלילי ההזנה (שניים תחתונים ושני עליונים) מההנע, הכולל מנוע חשמלי, וריאטור, מפחית וגיר. קצב ההזנה משתנה לאין שיעור.
המיקום של חומר העבודה הנעים במהלך העיבוד נקבע על ידי טבלאות התמיכה והסרגלים של מובילי הצד.
כל הצירים מצוידים בהתקני הגנה, המשמשים בו זמנית ככלי קיבול לשבבים. מגביל עובי קרש ומגן טפרים מותקנים מול מנגנון ההזנה.
מערכת בקרת המכונה מבטיחה את חוסר האפשרות להפעיל ולהפעיל את מנגנון ההזנה כאשר לפחות אחד מהמנועים החשמליים של הגופים הפועלים כבוי, חוסר האפשרות להפעיל את המנועים החשמליים כאשר המגנים אינם מותקנים.
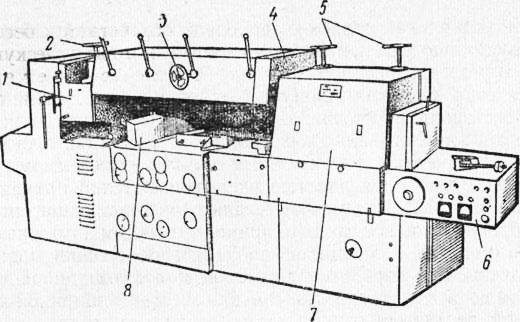
אורז. 4. מכונת כרסום מסוג מיטה בעלת ארבע צדדים С25-01: 1 - תמיכה של ציר החותך העליון, גלגל יד לכוונון ציר החותך העליון, 3 - גלגל יד לכוונון בלוק מכשירי הלחץ, 4 - בלוק מכשירי לחץ, 5 - גלגלי יד להתאמת מנגנון ההזנה, 6 - לוח בקרה, 7 - בלוק עם מנגנון הזנה, 8 - קולט פליטה של הציר האנכי השמאלי
עוצמת המנועים החשמליים של המכונה וקצב ההזנה הגבוה מאפשרים להשתמש במצבי עיבוד מהירים במהלך פעולת המכונה.
מכונה S16-4A כמכונה עם עיבוד רציף, עם קצב הזנה ללא שלבים ניתן לכלול בקו האוטומטי.
מכונת כרסום המיטה עם ארבע צדדים C25-01 היא גם דגם הבסיס. בלוק הקדמי של המיטה מותקן מנגנון הזנת רולר משתנה לאין שיעור. עיצוב המכונה מאפשר להוסיף לה מזין מגזינים אוטומטי, אשר להנעתו מסופקת כוכבית על אחד מהפירים של מנגנון הזנת המכונה. התאמת גלילי ההזנה לעובי החומר נעשית באמצעות גלגלי יד. אלמנטי ההידוק הממוקמים באזור הצירים האנכיים מותקנים בבלוק משותף. בעת התאמת אלמנטי הלחץ לגובה, הבלוק נע במישור האנכי עם גלגל יד. מוט החותך האופקי העליון מותקן על תומך בצד שמאל של המיטה. כדי להתאים את גובהו, מסופק מנגנון בורג להזזת הקליפר עם גלגל יד. לוח הבקרה של המכונה ממוקם בקדמת המכונה, שם מקום עבודהמפעיל מכונה.
בחירת מצב הפעולה
מצב הפעולה נבחר על פי הספק של המנוע החשמלי הטעון ביותר ועל פי דרגת החספוס של המשטח המטופל. אינדיקטורים אלה מחושבים באותו אופן כמו עבור מכונות עובי, אבל עבור כל המנועים החשמליים של גופים עובדים. לאחר מכן קצב ההזנה נבחר בהתאם להספק של המנוע הטעון ביותר, בתנאי שמתקבל דרגת החספוס הנדרשת של המשטח המעובד.
הגדרת מכונה
מכונות כרסום מיטות ארבע צדדיות מבחינת הגדרה הן המורכבות ביותר מכל קבוצת מכונות כרסום המיטה. הם מקימים יחידות חיתוך, רכיבי הידוק והתקני הזנה.
הגנרטריקס העליון של משטח החיתוך הגלילי של ראש הסכין האופקי התחתון, הממוקם מול שאר כלי החיתוך של המכונה, חייב להיות בקנה אחד עם משטח העבודה של השולחן האחורי (הנייח) או להיות גבוה ב-0.02-0.05 מ"מ מ- זה. מיקום ראש החותך ביחס לשולחן האחורי נבדק באותו אופן כמו בעת ההגדרה פלנר, כלומר, פס בקרה. צירוף המקרים של המשיק האופקי למשטח החיתוך ולמשטח העבודה של השולחן האחורי מובטח על ידי הזזת ציר ראש הסכין לאורך גובה התמיכה, סיבוב הגלגלת האקסצנטרית עליה מונחת התמיכה, או הזזת התמיכה על ידי מכשירים אחרים .
השולחן הקדמי (הזז) של המכונה מוגדר נמוך יותר מהחלק האחורי לפי כמות שכבת העץ המנותקת ממשטח העבודה. מימד זה תלוי בקצבת העיבוד ונע בין 1 ל-3 מ"מ.
אם העיצוב של השולחן הקדמי מספק את היכולת לנוע בגובה רק הלסת שלו הממוקמת בראש הסכין, אז עובי השכבה שיש לחתוך קובע את מיקומה של הלסת הזו. עיצוב זה של השולחן מאפשר לך לשנות בקלות את עובי שכבת העץ שהוסרה.
בעת התאמת ראש החותך האופקי התחתון לכרסום פרופילים, בנוסף להגדרת הגובה שלו, יש צורך להתאים את מיקומו לאורך רוחב השולחן. להתאמה, השתמש בחלק ייחוס או בקטע של חלק שעבר במכונה. החלק מונח על השולחן האחורי מעל ראש החותך ונלחץ כנגד הסרגל האנכי הימני.
אם ניתנת הכרסום הבא של הקצוות של חומר העבודה, אז ממקמים מרווחים בעובי השווה לעובי שכבת העץ שנכרתה על ידי ראש הסכין הימני בין חלק הייחוס לסרגל. הראש מותקן בכיוונים האופקיים והאנכיים לאורך חלק הייחוס ומקובע.
ממוקם לאחר שראש החותך האופקי העליון התחתון מוגדר כך שהמרחק מקצוות החיתוך של הלהבים לשולחן הממוקם מתחת לראש שווה לעובי של חלקי העבודה המעובדים.
אם ראש החותך העליון ממוקם תחילה על חומר העבודה, אזי השולחן העליון מותאם גם הוא, אל מול משטח העבודה שלו חומר העבודה נלחץ על ידי הפן העליון בעת כרסום פניו התחתונים עם ראש החותך האופקי התחתון. שולחן זה מותקן מעל השולחן האחורי של ראש הסכין האופקי התחתון במקביל למשטח השולחן עד לגובה השווה לעובי חומר העבודה שנטחן. הראש מותקן כך שמישור החיתוך האופקי עולה בקנה אחד עם משטח העבודה של השולחן העליון.
לעיבוד פרופיל של הפנים, ראש הסכין העליון האופקי מותאם באותו אופן כמו הפרופיל התחתון.
ראש החותך האנכי הימני (או החותך) מותקן במישור האופקי כך שמובטחת הסרת שכבת עץ בעובי נתון מהקצה הימני של חומר העבודה. לשם כך, קצה החיתוך של הכלי, בעל רדיוס הסיבוב הקטן ביותר (עם כרסום פרופיל של הקצה), צריך לבלוט שמאלה מעבר למישור הסרגל האנכי הקדמי הימני בכמות השווה לעובי הסרגל. שכבת עץ מהחלק הבולט ביותר של הפרופיל. הראש האנכי השמאלי (חותך) מוגדר אופקית לרוחב המצוין של החלק.
משטח העבודה של סרגל המדריך השמאלי נקבע במישור המשיק למעגל הסיבוב של קצה החיתוך של הכלי בעל הרדיוס הקטן ביותר, במקביל לכיוון ההזנה של חומר העבודה. בכיוון האנכי, כלי החיתוך מותקן כך שהחותכים שלו חופפים את עובי החלק,
עבור פרופיל של קצוות, חותכים על צירים אנכיים מותאמים בהתאם לחלק הייחוס. החותך מוזז לגובה, ומשיג את צירוף המקרים של הפרופיל שלו עם הפרופיל של חלק הייחוס, לחוץ על שולחן המכונה. אם, לאחר פרופיל הקצוות, צפוי להסיר שכבת עץ מהפנים התחתונות של חומר העבודה, אזי החותכים מותאמים בהתאם לחלק הייחוס המונח על האטם. עובי ה-shims חייב להיות שווה לעובי שכבת העץ שהוסרה. משטח התמיכה של הגלילים או המסלולים צריך לבלוט ממשטח השולחן ב-0.3-0.5 מ"מ. איברי ההזנה התחתונים מותאמים על ידי הזזתם לגובה.
גלילי ההזנה העליונים מוגדרים לגובה במרחק מהמשטח של הגלילים התחתונים או הזחל שווה לעובי של חומר העבודה המעובד או מעט פחות (ב-1-1 (5 מ"מ). כדי להתגבר על התנגדות ההזנה; באותו הזמן זמן, אסור ליצור לחץ רב מדי של הגלילים על חומר העבודה, שכן הדבר גורם לכוחות הזנה נוספים.
בעת כוונון המהדקים האנכיים, כוונן את מיקומם בגובה וקבע את ערך כוח ההידוק.
כל רכיבי ההידוק האנכיים הממוקמים מול ראש החותך העליון מוגדרים 1.5 מ"מ מתחת למישור האופקי של כרסום האורך של הראש כך שהאשוחית לוחצת על חומר העבודה, גם אם מסתבר שפניה העליונה אינה כרסום, ומבטיחה הפעולה הרגילה של כלי חיתוך אחרים של המכונה. התקני אחיזה אנכיים לאחר ראש החותך העליון מוגדרים 0.5 מ"מ מתחת למישור החיתוך האופקי של הראש.
המהדקים השמאליים האופקיים נקבעים ברמה של מישור החיתוך של הראש האנכי השמאלי (חותך). המהדקים, המשמשים לתמיכה בשבבים מול כלי החיתוך (אופקיים ואנכיים), נקבעים בגובה מישור החיתוך של הכלי במקביל לכיוון ההזנה.
מהדקים צריכים למנוע רטט של חומר העבודה או יציאתו ממשטחי הייחוס. מידת הלחץ מותאמת על ידי הידוק הקפיצים.
לאחר סיום הגדרת המכונה, עליך להסיר חפצים זרים מאזור כלי החיתוך ומנגנונים אחרים של המכונה, לבדוק את קלות הסיבוב של כלי החיתוך ביד, לשים את כל המגנים על המכונה. לאחר מכן הפעל את המכונה ובצע עיבוד ניסיון של חלקי העבודה. לאחר בדיקת מידות ואיכות החלקים שהתקבלו, המכונה מותאמת במידת הצורך.
מכונה מכווננת כהלכה חייבת להבטיח את הדיוק של הממדים והצורה של החלקים המעובדים עם סטיות מישור הקצוות הצדדיים של לא יותר מ-0.2 מ"מ לאורך של 1000 מ"מ; מההקבלה של הקצוות הצדדיים - לא יותר מ-0.3 מ"מ לאורך של 1000 מ"מ; מהניצב של הקצה והפנים - לא יותר מ-0.15 מ"מ לאורך של 100 מ"מ; מאחידות בעובי, בהתאם לדרג ה-2 של דיוק העיבוד.
לאחר התאמה ראשונית של המכונה לגודל עיבוד נתון, מעבדים שניים או שלושה נקודות בדיקה ריקות, ועל סמך תוצאות המדידה, הם נחשבים להשלים או מותאמים.
חלק הייחוס המשמש להתאמה הוא עותק של החלק שנעשה ברמת דיוק אחת גבוהה יותר ממחלקת הדיוק של החלק. התקן עשוי מעץ קשה או, יותר טוב, מליגנופול. יש לבדוק את מידות הפניה מעת לעת.
מותר להשתמש בקטע של חלק שעבר עיבוד בעבר בעת הגדרת מכונות עבור טיפול גסחלקים לפי הדרג השלישי של דיוק. התנאים לעיבוד חלקי בדיקה, לפיהם מותאמת המכונה, והחלקים עצמם, חייבים להיות אופייניים עבור אצווה נתונה של ריקים.
בעת ההגדרה, יש צורך להשתמש במכשירי מדידה מדויקים.
עבודה על מכונות
מכונת כרסום המיטה בעלת ארבעת הצדדים מוגשת על ידי שניים או שלושה עובדים. לפני תחילת העבודה, ודא שיש מספר מספיק של ריקים ושמערכת הפליטה תקינה,
לפני הפעלת המכונה, בדוק את יכולת השירות ונכונות המיקום של כל אמצעי המיגון, ולפני הגדרה, כבה את מגן המכונה, עליו ממוקמת בקרת הלחצן, על מנת למנוע אפשרות של הפעלה שגויה של המכונה. מְכוֹנָה.
אין להוביל קרשים בעלי כנף, עם סיכונים או עיקולים עמוקים, כמו גם מיובשים מדי עם עיוות גדול, לתוך מכונת כרסום מיטה בעלת ארבע צדדים.
בתהליך העבודה, מפעיל המכונה, העומד ליד שולחן ההאכלה, מוודא שהקרשים יעברו בשורה אחת לאורך גלילי השולחן, ללא עיוותים משמעותיים, תוך תיקון לוחות שוכבים שגויים באופן ידני.אם המכונה אינה מצוידת בשולחן האכלה , ואז הלוחות או החסר מהערימה מונחים על השולחן בחזית כלי המכונה. יש להזין את החומר ללא פערי קצה. בעת הקצעה של חלקי עבודה קצרים, פערים בין קצוות מובילים לעצירה של חלק העבודה במכונה, מה שעלול להוביל להיווצרות פגמי עיבוד על פני השטח המעובדים (קרעים על החלק, הצתה). אם בקצב הזנה נתון, קרעים פנים אל פנים הם בלתי נמנעים, יש להפחית את קצב ההזנה.
מפעיל המכונה חייב לפקח מיקום נכוןמפסיקה להגביל את הממדים של חלקי העבודה שסופקו, שכן בליעה של חלקי עבודה עם כמות מוגזמת לתוך המכונה עלולה להוביל להתמוטטות המכונה או להתחממות יתר של מנועים חשמליים.
יש לבדוק את מידות חלקי העבודה לאחר כרסום כל 20-30 דקות באמצעות מדידים. אם במהלך הפעולה יורדת מהירותו של אחד מהגופים הפועלים (זוהה על ידי התרחשות של רעש, חריג לפעולה רגילה של המכונה), על מפעיל המכונה לכבות מיד את ההזנה עד שהגופים הפועלים יסתובבו במהירות הנדרשת . אם גלילי ההזנה מחליקים, המעידים על היחלשות של המהדקים, עצור את המכונה ולאחר בחינתה, בטל את הסיבה שמפריעה לאספקה הרגילה של חלקי העבודה למכונה.
בעת עצירת המכונה, בדוק את מצב המנועים החשמליים והנעי הרצועה. אם מזוהה חימום בלתי מקובל של לפחות מנוע חשמלי אחד, יש צורך לעצור את המכונה ולחסל את הגורם לחימום. לאחר 1.5-2 שעות עבודה, יש צורך לתכנן ולסיים את הסכינים.
אם מלוכלכים, יש לנקות שולחנות או גלילים. הסיבה להופעת שבבים, קרעים, טחב ושעירות על פני השטח המטופלים יכולה להיות עובי גדול של שכבת העץ שהוסרה. משטח קצוץ או הבדל גדול באורך הגל עשויים לנבוע מרפיון במיסבים.
בניית מכונות. מכונות כרסום אורכיות ארבע צדדיות מיוצרות לעיבוד עם חתך הרוחב הגדול ביותר של חלקי עבודה ברוחב ובעובי של 100X50 מ"מ (C10-3), 160X80 מ"מ (C16-2A, S16F-1A) ו-250X125 מ"מ (C26-2M, C25-1A, C25-2A). לעיבוד לוחות פרקט קיימות מכונות ברוחב כרסום הגדול ביותר של 70 מ"מ (PARK7) ו-100 מ"מ (PARK9).
עבור מיכון הטעינה, נעשה שימוש במכשירי טעינת מגזין, המחוברים למכונה, או שולחנות הזנה מיוחדים. עבור פעולות פריקה, המכונות מצוידות במסועים פוסט-מיטה ומערמים אוטומטיים של חלקים מוגמרים.
מכונת כרסום אורך ארבע צדדים C26-2M מיועדת לעיבוד לוחות וחלקי סרגל. על המיטה בצורת קופסה יש תומכים ממוקמים ברצף עבור הציר התחתון האופקי, הציר האנכי והשמאלי והציר האופקי העליון. ניתן לצייד את המכונה בתמיכת יציקה נוספת, המיועדת ליצירת חריצים בחלק או לחיתוכו לחתיכות ביציאה מהמכונה.

אורז. 1. מכונת כרסום מסוג מיטה בעלת ארבע צדדים С26-2M: 1 - מיטה, 2,3,5 - צירים, 4 - תמיכת דפוס, 6 - שולחן, 7 - רולר לחץ, 8 - תמיכת לחץ, 9 - גלגלי יד, 10 , 14 - גלילים, H - הגנה על טפרים, 12 - מהדק צד, 13 - גדר מנחה
כלי החיתוך מותקנים על צירים, אשר מונעים על ידי מנועים חשמליים בודדים באמצעות כונן רצועה. המכונה מצוידת במגן טפרים המונע פליטה לאחור של חומר העבודה מהמכונה. בקרבת מקום יש בר המשמש כמגביל להזנת חלקי עבודה עם קצבה גדולה באופן בלתי מתקבל על הדעת.
מנגנון ההזנה של המכונה ממוקם מול הצירים הפועלים ומורכב משני גלילים תחתונים לא מונעים ושני גלילים מונעים עליונים. הגלילים העליונים מחורצים להדבקה טובה יותר לחומר העבודה. הגלילים מונעים על ידי מנוע חשמלי נפרד עם גלגלת מתכווננת דרך רצועת V (וריאטור) ומערכת הילוכים. הווריאטור מאפשר לך לשנות בצורה חלקה את מהירות ההזנה מ-7.5 ל-42 מ'/דקה. רולים קפיציים 7 מותקנים על התומך, לוחצים את החלק על השולחן. מהצד, חומר העבודה נלחץ אל גדר ההדרכה על ידי מהדק קפיץ.
המכונות לעיבוד לוחות פרקט דומות בעיצובן. תכונה ייחודיתמכונות - נוכחות של מנגנון הזנת מסוע לעיבוד חלקי עבודה קצרים. זהו מסוע מונע דו-שרשרת עם דוקרנים טעוני קפיץ. הדוקרנים מספקים הידבקות והזנה אמינים של חלקי עבודה הנבדלים בגודל קצבת העיבוד של עד 2 ... 3 מ"מ.
בחירת מצב הפעולה. מצב הפעולה של המכונה נבחר בהתאם לממדים הנומינליים של החלק מבחינת רוחב ועובי, מורכבות הפרופיל המתקבל ואיכות העיבוד הנדרשת.
המידות הנתונות של החלק וקצבאות העיבוד הידועות משמשות לחישוב העובי והרוחב של השכבה שיש להסיר על ידי כל כלי חיתוך. נתונים אלה משמשים לבחירת קצב ההזנה המותר ממצב העומס המרבי של המנועים החשמליים של מנגנוני החיתוך. הבחירה נעשית על פי הגרפים המופיעים במדריך ההפעלה של המכונה, או על ידי חישוב באמצעות הנוסחאות. לעתים קרובות, העומס ביותר הוא ראש החותך העליון או החותך השמאלי, המייצר פרופילים עמוקים ומורכבים. אם צוינו דרישות מוגברות לניקיון המשטח המתקבל, יש להקצות את המהירות המרבית של חומר העבודה ממצב ההזנה המותרת לכל חותך.
הקמת מכונות. הקמת מכונות כרסום מיטות ארבע צדדיות היא פעולה מורכבת וגוזלת זמן. כדי להפחית את מספר ההתאמות מחדש, יש לעבד חלקי עבודה באותו גודל סטנדרטי בקבוצות. גודל האצווה הקטן ביותר נבחר כך שסוף העיבוד שלו יתאים, במידת האפשר, להחלפת כלי חיתוך קהים. בנוסף, האצווה הבאה של חלקי העבודה צריכה להיות עם סוג כזה של עיבוד שלאחר דילוג על האצווה הראשונה, נדרש זמן מינימלי להחלפת המכונה. זה משפר את פריון העבודה.
הגדרת המכונה מורכבת מהגדרת הכלים לממדי העיבוד שצוינו, התאמת השולחנות והמדריכים הנעים, כמו גם התאמת רכיבי ההזנה וההידוק. רצף ביצוע פעולות הכוונון נקבע לפי סוג העיבוד, עיצוב המכונה, שיטת הכוונון וכלי הכוונון.
התוכנית להגדרת המכונה לפי תבנית או חלק ייחוס מוצגת באיור. 86. התבנית מותקנת במכונה, לאחר שהזיזה בעבר את הקליפרים, רכיבי ההזנה וההידוק במרחק העולה במעט על גודל ההגדרה. התבנית נלחצת כנגד משטח העבודה של השולחן וסרגל המדריך האחורי. ראשית, התאם את מובילי הסרגל כך שמשטחי העבודה שלהם יהיו מקבילים זה לזה. יתרה מכך, הסרגל האחורי צריך להיות ממוקם באופן משיק למעגל החיתוך ולבלוט ביחס לסרגל הקדמי בעובי השכבה שהוסרה (2 ... 3 מ"מ). הסרגל הקדמי מאומת באמצעות מרווחים שעובים שווה לעובי השכבה להסרה.

אורז. 2. תוכנית התאמת מכונת כרסום ארבע צדדית לפי תבנית: 1 - שולחן אחורי, 2 - תבנית, 3 - סרגל אחורי, 4 - סרגל קדמי, 5 - מרווחים
התאמת הממדים של כלי החיתוך מתבצעת מצד אספקת החומר ברצף הבא: ראש סכין אופקי תחתון, ראשי סכין אנכיים משמאל וימין, ראש סכין אופקי עליון וטחנת יציקה (במידת הצורך).
התאמת הממדים של כל כלי החיתוך דומה וכוללת את הפעולות הבאות: פתיחת המגלשה, התאמת מיקום כלי החיתוך ביחס לתבנית, קיבוע המגלשה. הקליפר מוזז על ידי ידית נשלפת או גלגל יד. קצה החיתוך של הסכין מוכנס עד שהוא נוגע במשטח העבודה של התבנית בעת סיבוב ראש הסכין ביד.
שיטה נוספת להתאמת כלי חיתוך עושה שימוש בכלי מדידה מובנים: מאזניים וחוגות. באיור. 3 מציג את ההתאמה של ראש החותך האופקי העליון של מכונת כרסום מיטה בעלת ארבעה צדדים. הקליפר מוזז עם גלגל יד, תוך ספירת כמות התנועה לאורך הסקאלה. לאחר התקנת הקליפר במיקום קבוע מראש, המשך לשכבת העל של אלמנטי הלחץ. נעלי לחץ אחוריות 9 בראש החותך העליון מותאמות לגובה עם אומים כך שהמרחק מהשולחן למשטח העבודה של הנעליים הוא 2 ... 3 מ"מ פחות מממד ההגדרה X. לחץ הנעליים מוסדר על ידי שינוי מתח הקפיץ עם אגוזים. המהדק הקדמי (שובר שבב) מותאם לגובה על ידי סיבוב האומים. ההתאמה מתבצעת עד שהמרחק מהשולחן לקצה העבודה של מפסק השבבים שווה לגודל ההגדרה. כוח הלחיצה של שובר השבבים לחומר המעובד מותאם באמצעות גלגל יד, דוחס או משחרר את הקפיץ.
רכיבי לחץ הרולר מוגדרים כדלקמן. כל המהדקים מנותקים ברצף במהלך הזנת חומר העבודה ומיקומם ביחס לשולחן וסרגלים המכוונים מותאם. בעת התאמה, השתמש במאזני המדידה הקבועים ליד האלמנט המתכוונן. לחץ הגלילים מווסת על ידי שינוי עומס הקפיץ מראש. כוח ההידוק נבחר בהתאם לסוג העץ וגודל החומר המעובד. אל תלחץ יתר על המידה על חומר העבודה על השולחן, שכן עקבות של גלילי הלחץ יישארו על פני החלק המוגמר.
גלילי ההזנה התחתונים מוגדרים ביחס לטבלה בהתאם לגזע, גודל ומצב החומר המעובד. עבור עץ קשה וחלקי עבודה עבים, ערך הבליטה נלקח כ-0.2 ... 0.3 מ"מ, עבור עצים רכים ועץ דק - 0.3 ... 0.5 מ"מ.
קצה העבודה של השולחן הקדמי מותאם לגובה על ידי סיבוב הגלגלת האקסצנטרית עם ידית מנגנון ההתאמה. יש להנמיך את השולחן ביחס לשולחן האחורי בכמות השכבה שהוסרה מהפנים התחתונים, הנקבעת באמצעות מכשיר הקריאה של מנגנון ההתאמה.
לאחר מכן, גלגלי ההזנה העליונים מותאמים לגובה, ומוגדר הגבול ומגן הטפרים נקבעים בהתאם לעובי חומר העבודה המעובד. הגלילים העליונים מותאמים עם גלגל היד באמצעות גלגל השיניים והמוטות.

אורז. 3. כוונון ראש החותך האופקי העליון של מכונת כרסום אורכית בעלת ארבע צדדים: 1 - גלגל יד, 2 - גלגל יד לכוונון מפסק שבבים, 3, 6, 7 - אגוזים, 4 - תמיכה, 5 - קפיץ, 8 - מפסק שבבים, 9 - בלוק לחץ, 10 - סולם
כוח ההזנה נוצר על ידי לחיצת הגלילים העליונים כנגד החומר והגלילים התחתונים דרך הקפיצים. עומס הקפיץ מותאם באמצעות אגוזים.
לאחר סיום התאמת הממדים של המכונה, עליך לבדוק היטב את החלקים הנעים ולהתקין את המגנים. צינורות רשת הפליטה מחוברים למקלטי השבבים וכוללים ואקום במערכת יניקת השבבים. על ידי לחיצה על הכפתור, הפעל את הסיבוב של כלי החיתוך. לאחר הגעה למהירות מלאה עם הציר הקודם, הציר הבא מופעל.
יש צורך לוודא שכל כלי החיתוך פועלים ללא תקלות, להפעיל את ההזנה ולעבד את חלקי הבדיקה. קצב ההזנה נבחר בהתאם לסוג העץ, גודל המלאי להסרה ואיכות העיבוד הנדרשת.
לאחר העיבוד יש למדוד את חלקי הבדיקה בעזרת כלי מדידה: קליפר, מד עובי מחוון או קליבר. ישרות המשטחים המטופלים נבדקת עם סרגל בקרה ובדיקה. חספוס פני השטח נקבע חזותית בהשוואה לתקן או נמדד עם מכשיר TSP-4.
בהתאמה נכונה של מכונות ארבע צדדיות, מותרות הסטיות הבאות בדיוק של החלקים המעובדים: אחידות בעובי וברוחב של החלק לכל אורכו - לפי כיתה י"ב; אי ישרות של קצוות צד - לא יותר מ-0.2 מ"מ לאורך של 1000 מ"מ; אי-מקבילות של קצוות צד - לא יותר מ-0.3 מ"מ לאורך של 1000 מ"מ; אי-ניצב של משטחי צד סמוכים - לא יותר מ-0.15 מ"מ לאורך של 100 מ"מ.
בהתאם לתוצאות בדיקת חלקי הבדיקה, המכונה מותאמת ומתכווננת מחדש.
עבודה על מכונות. מכונות שאינן מצוידות במכשירי טעינה ופריקה מוגשות לרוב על ידי שני עובדים. לאחר הפעלת המכונה, מפעיל המכונה מניח את חומר העבודה הבא על השולחן, מבסס אותו על הקצה לאורך גדר ההדרכה. לאחר אחיזה בחומר העבודה עם גלילי ההזנה, מפעיל המכונה מכין את הבא.
כדי להבטיח פעולה רציפה ואחידה של המכונה, יש להזין את החומר ללא פערים בין קצוות, לשם כך, בעת הזנת חלקי עבודה קצרים, ניתן להפחית את המהירות.
על העובד השני לקבל את החלקים המוגמרים, לבדוק ויזואלית את איכות העיבוד שלהם ולערום אותם בערימה.
בעת טעינה ופריקה מכנית של המכונה, על מפעיל המכונה לוודא עבודה נכונהכל המרכיבים של כלי המכונה והמנגנונים הקרובים לתחנה. מידת הטעינה של המנועים החשמליים החיתוכים נשלטת על ידי מד זרם המובנה בלוח הבקרה של המכונה.
אם המנועים עמוסים יתר על המידה, הרעש מתגבר, ומתרחשת דפיקה או ירידה במהירות הסיבוב של הכלים, כבה את המכונה וקבע את סיבת הבעיה. סיבה נפוצה להפסקת מכונות היא שימוש לא נכון. אין להאכיל חלקי עבודה עם קצבאות גדולות באופן בלתי מקובל או שהם דקים מדי, מעוותים או צורה לא סדירה... כאשר חלק העבודה נתקע או נעצר, יש צורך להפעיל את ההזנה הפוכה ולהוציא את חלק העבודה מהמכונה. יש להחליף חותכים קהים אם מופיעים טחב ושעירות על המשטחים המטופלים.
מכונות כרסום מסוג מיטהבעלי הממדים הגדולים ביותר. ציוד זה מיועד בעיקר לכרסום מחוספס, חצי גימור וכרסום של חלקים גדולים כגון בתי מגורים, חוצות, מובילים העשויים ממתכות ברזליות, לא ברזליות וסגסוגות. עיבוד שבבי במכונות כרסום אורכיות משפיע הן על משטחים שטוחים והן על משטחים מעוצבים ומתבצע סוגים שוניםמִספָּרַיִם. לרוב, נעשה שימוש בחותכי קרביד וחותכים העשויים מפלדה מהירה מסוג קצה, צורה, דיסק, קצה וגליל.
סוגי פריסות מכונות כרסום מיטה:
ציוד כרסום מסוג מיטהבדרך כלל נמצא בשתי גרסאות - עמודה אחת ושתי עמודות.
בייצור מודרני בקנה מידה גדול, משתמשים בדרך כלל במכונות כרסום מסוג מיטת ארבע צירים מסוג שני עמודים. המכונה (כפי שהשם מרמז) מורכבת משני מתלים אנכיים המחוברים בפורטל (חוצה הנעה בכיוון האופקי). שולחן סיבובי ממוקם בדרך כלל מתחת לפורטל, מה שמבטיח הידוק אמין של חלק עבודה אחד או יותר במהלך העיבוד.
שולחן העבודה של מכונת הכרסום מסוג מיטה מסוגל להסתובב בכיוון האורך הן במהירות רגילה (הזנת עבודה) והן במצב מואץ. כל אחת משתי הרגליים האנכיות של המכונה מצוידת בראש כרסום עם ציר אופקי. הפורטל (חוצה אופקית המחבר את שני העמודים האנכיים) מצויד בשני צירים בכיוון אנכי ושני ראשי כרסום. בנוסף, מודרני למכונות כרסום ישהיכולת לשנות את זוויות הנטייה של ציר הציר ביחס למישור שולחן העבודה (הסיבובי).
תכונות העבודה של מכונות כרסום אורכיות
כמו אצל אחרים מכונות כרסום, התנועה העיקרית של המכונה היא סיבוב החותך. התנועה של כלי העבודה במצב האורך, הרוחבי והאנכי מכונה תנועה משנית. שולחן המכונה נותן ליצירה תנועה הדדית בכיוון האורך. כלי החיתוך (חותך כרסום) הקבוע בציר יכול לנוע בכיוון האנכי והרוחבי.
למכונת כרסום מסוג מיטה יש הנעה נפרדת לכל ארבעת הצירים והזנה משותפת. התקנה של שרוולים נשלפים מיוחדים בציר מאפשרת להסיר ולהתקין בו במהירות כלי בגודל נתון. עיבוד שבבי בסוג זה של מכונת כרסום קשה בגלל השילוב של סיבוב עם העמסת זעזועים. תכונות הפעלה כאלה אילצו את המפתחים להחיל שימון מאולץ של מספר יחידות (צירים, ראשי כרסום, פורטל, שולחן סיבובי). מערכת הסיכה הכפויה מופעלת באופן ידני או אוטומטי ומורכבת ממשאבת העברה (אספקה), קווי שמן ומאגר.
כלי החיתוך מותקן בראש באמצעות מחזיקי כלי מיוחד מסוג חרוט. חומר העבודה קבוע על שולחן העבודה באמצעות אוניברסלי או מכשירים מיוחדים, מחולק ליחיד ולרב מושב. ראשי ברגי ההידוק של המחברים מוכנסים לתוך חריצים מיוחדים על פני הפטיפון.
פרמטרים של מכונה סוג כרסום אורכי:
- מידות כוללות של הפטיפון;
- המסה המרבית המותרת של חומר העבודה לעיבוד;
- מספר צירים;
- ערכי התנועות המקסימליות של הפורטל, השולחן, שרוולי הציר והראשים עם כלי עבודה;
- מספר מהירויות הסיבוב של הציר;
- כוח כונן;
- טווחי עבודה ועסקאות מהירות, מהירות ציר.










איך להבין: האם החתלתול יהיה רך?
איזה אלכוהול קל נשים הרות יכולות לשתות: השלכות הצריכה
מדוע הרגליים מתנפחות בקרסוליים ובקרסוליים של רגליים אצל נשים בהריון: סיבות ושיטות טיפול
החתונה של הנסיך הארי ומייגן מרקל: פרטים שערורייתיים וסודיים של הנישואים (תמונה) נישואים עתידיים של הנסיך הארי שנה NTV
איך סוגרים שזיפים לבנים לחורף