מידע כללי. מסור עגול - כלי חיתוך עץ רב חיתוך בצורת דיסק עם שיניים מחורצות בקצה החיצוני. המסור העגול מקובע על הפיר ומסתובב איתו ברציפות בתהליך ניסור העץ. עם אספקה רציפה של חומר, ניסור עץ במסורים עגולים מתאפיין בפריון גבוה. קוטר מסורים עגולים בהתאם לייעודם - D = -125...1600 מ"מ, מספר שיני מסור - 2=24...120, גובה שיניים /=10...65 מ"מ, עובי להב 6=1.. 5 מ"מ, מהירות סיבוב היקפית u = 50...120 מ"ש.
קצב הזנה במסורים עגולים Vs=10...150 מ'/דקה. להבחין בניסור אורכי, רוחבי ומעורב. לכל סוג ניסור נעשה שימוש במסורים עגולים בעלי פרופיל שיניים מתאים. יש ניסור עם הזנה נגדית והזנה עוברת. במקרה של ניסור נגדי, הווקטורים של קצב ההזנה ומהירות החיתוך של ההזנה מכוונים זה לזה, ובמקרה של חולף הם חופפים לכיוון. מסורים מעגליים מגיעים עם מסורים עליון (ביחס לגובה השולחן) ומסורים תחתונים, אנכיים ואופקיים; יחיד ורב להב.
ניסור אורכי של עץ עם מסורים עגולים. יחסים קינמטיים.
איכות משטח החיתוך. על משטחי החיתוך, בעת ניסור במסורים עגולים, נוצרות אי סדרים שונים: סיכונים קינמטיים, אי סדרים רטטיים, אי סדרים עקב הרחבת שיניים לא מדויקת, התקנת המסור על הפיר, אי סדרים מבניים (משיכות, חריצים, שעירות, טחב), אי סדרים עקב התאוששות אלסטית לא אחידה של סיבי עץ באזורים של שכבות שנתיות. פרופיל המשטח המטופל במסורים עגולים תלוי בעיצוב פרופיל השן: שיטת הרחבת החיתוך, ערכי הגירושין והרידוד, צורת לוח הסגסוגת הקשה המולחמת והזווית התלת-תדרלית בחלק העליון החיצוני. של השן וכו'.
חיתוך עץ עם מסורים עגולים. בניסור רוחבי, תנאי העבודה של שיני המסור שונים באופן משמעותי מאלו בניסור קרע. עיקר תשומת הלב בחיתוך צולב ניתנת לשן הצדדית 1 ולחדות החלק העליון שלה. הלהב, יחד עם החלק העליון, חותך את הצ'יפס. הקצה הקדמי של השן 2 לוחץ על השבבים ממשטח החתך ויחד עם הקצה הקצר שוברים אותו. כדי להבטיח חריץ שבב מבלי להתקלקל על השיניים עבור חיתוך צולבעץ לעשות חידוד צד נמוך. בדרך כלל השחזה אלכסונית מתבצעת על המשטחים הקדמיים והאחוריים של השן על מנת להבטיח את תקינות הלהב הצדדי והחלק העליון של השן. היחסים הקינמטיים לחיתוך עגול ו-pi-iimi דומים ליחסים של ניסור אורכי. ההבדל טמון בתפקידם של אלמנטים שונים של השיניים, אשר הקצוות הצדדיים (ipia) הם העיקריים בניסור רוחבי.
כגון ראהיכול לחתוך לוחות 51 מ"מ, כלומר אפילו את הלוחות העבים ביותר מגלגלי שחיקה, עָגוֹל מסוריםעבור עץ, מקדחות בנייה ו עָגוֹלקבצים.
זה כולל: קלטת מסורים, עָגוֹל מסוריםלחיתוך אורכי ורוחב של עץ, חותכי כרסום, סכיני פלנר, כלי שוחק.
גובה שיניים עָגוֹלמִגזָר שתהלחיתוך מוטות עָגוֹלוחתך מרובע ניתן להלן. דיסקים שתהעשוי פלדה 50G או 65G; קשיות דיסק HB 228-321.
עדין שיניים מושחז היטב עָגוֹל ראהיכול לתת משטח חתך שדורש מעט או ללא הקצעה; לאחר השיוף, משטח כזה מתאים לגימור.
כאשר מעבדים קצוות עם שיפוע, חתוך ריבוע מדריך עָגוֹל ראהמחתיכת עץ בודדת או מודבקת משני דקים.
מטרה עיקרית עָגוֹלחַשׁמַלִי מסורים(כגון מסוריםנקרא לעתים קרובות עגול או דיסק) - ניסור אורכי ורוחב של עץ.
בלב המכשיר מסוריםשקרים עָגוֹליריעת מתכת בקוטר של עד 20 ס"מ ובעובי מרבי של 2 מ"מ. הדיסק מחובר למנוע של הכלי החשמלי ...
זה כולל: קלטת מסורים, עָגוֹל מסוריםלחיתוך אורכי ורוחב של עץ, חותכי כרסום, סכיני פלטה...
עָגוֹלמגזרית ראה 1 בקוטר 1010 מ"מ מסתובב ממנוע חשמלי 2 סוג A61-6 הספק 7 קילוואט עם מהירות פיר של 970 סל"ד...
לאחר אבטחה עָגוֹלמוט בסגן, מסור מתכת... ראהמורכב משני עמודים, המוכנסים לעיניים החלולות בקצוות המעובים של התמוך.
מדוע מסורים עגולים "שורפים"?מסורים מעגליים "שורפים" מחיכוך חזק על קירות החיתוך. זה קורה כאשר המסור חותך, כלומר. סוטה מחיתוך ישר, נותן גיאומטריית עץ גרועה. ישנן סיבות רבות לחיתוך. בהתחשב בכך שמערכת שלמה עובדת על ניסור עץ, המורכבת מנסר, בול עץ, מכונה ומסור, כשל יכול להתרחש בכל מקום בה. אבל בכל זאת, המסור הוא זה שאחראי ל-90% מהשחיטה. בואו נתחיל איתה.
המסור צריך להיות אחיד, כי הבליטות מתחככות בקירות החתך ומתחממות מאוד. עקב התפשטות תרמית, הם הופכים גדולים יותר ומשפשפים עוד יותר. כתמים כחולים ושחורים מופיעים על המסור - כוויות. המסור מתחמם בצורה לא אחידה ומתכופף בעזרת בורג. חיתוכים עמוקים לעץ אפשריים עם עיוות חזק של המסור. התהליך מתפתח כמו מפולת שלגים ואם לא מתערבים בזמן אפשר לאבד את המסור.
יתרה מכך, המסור מסודר כמו גלגל אופניים, רק החישורים הדמיוניים בגלגל זה אינם נלחצים פנימה, אלא כלפי חוץ. במרכז טבעת תמיכה לא מזויפת - "שרוול". האזור המרכזי המחושף באינטנסיביות של המסור מונח עליו - "חישורים" מקושתים. והם הפעילו לחץ על אזור החתונה, שקודם לכן התפוצץ במצב קר - ה"שפה" של הגלגל הדמיוני שלנו. השטח ישירות מתחת לשיני המסור ובערך עשירית מקוטרו.
למה זה נעשה? הנקודה היא שוב בהתפשטות התרמית של המתכת. המסור עושה את מלאכת החיתוך עם השיניים. היעילות של עבודה זו רחוקה מ-100%, חלק מהאנרגיה משתחררת בצורת חום על שיני המסור - הכתר, משם החום מתפשט לכל אזור השורשים, כי המסור הוא פלדה והן שלו. מוליכות תרמית נמוכה יחסית. מחימום, אזור הכתר של המסור מתרחב, ואם האזור המרכזי אינו מזויף קודם לכן, כוח המתיחה של אזור הכתר מכופף את המסור לדמות שמונה. לדוגמה, אזור הכתר של מסור מטר נוטה להתרחב ב-7-8 מ"מ במהלך הפעולה, והאזור המרכזי הלא מזויף יכול להימתח רק ב-1 מ"מ!
המסקנה מציעה את עצמה, בעבודה עם מסורים עגולים, אין אנו עוסקים במערכת מכנית, אלא במערכת תרמו-מכאנית. יתר על כן, מסורים עגולים פועלים בדרך כלל רק בתנאי של חימום אקסי-סימטרי ואחיד של אזור הכתר.
אם שיני המסור הן בגבהים שונים, שברים שלמים מהשיניים אינם עושים את עבודתם, אלא פשוט מחליקים מעבר לתחתית החתך. אבל שאר השיניים מקבלות כפליים. יחד עם זאת, השיניים העובדות הופכות במהירות קהות ומתחממות מאוד, מה שגורם למתיחה לא אחידה של אזור השורש, אשר מכופפת את המסור.
גם חימום של האזור המרכזי של מסור אסור. זה יכול להיגרם מצורת הקערה של להב המסור או ממיסבי גל מסור חמים! במקרה זה, המסור רוכש זיוף בטמפרטורה מוגזמת, מתכופף לתוך הקערה, ואז מתחיל להתחכך באינטנסיביות על קירות החתך ולחתוך את עצמו.
אם ציוד המסור העגול ממוקם בחדר לא מחומם, בחורף ובקיץ יש צורך להגדיר את המסור לדרגת חישול שונה. קודם כל, זה נוגע למסורים קוטר גדול 800 מ"מ ויותר. פרזול קיץ הוא הרבה יותר אינטנסיבי מהחורף. בקיץ, מסור בקוטר גדול עשוי להיות בעל חישול הדק חזק, כלומר. יש שני מצבים יציבים. ככל שהמסור יקבל פרזול אינטנסיבי יותר, כך הוא לא ידרוש הכנת ניסור זמן רב יותר. אבל כאן חשוב לא להגזים, כי פרזול הוא אינדיבידואלי גרידא לכל סוג מסור וערכו מושפע מקשיות הפלדה, קוטר ועובי המסור, מהירות הסיבוב ולבסוף. טמפרטורת עבודהסביבה.
לאחר חישול, המסור חייב להיות סימטרי. כלומר, השווה את סכום מתחי הפנים משני צידי המסור. הסימטריה נבדקת על ידי הנחת המסור במצב אנכי. החלת קו מסור ארוך על המסור מימין ומשמאל, אנו מוודאים שהרווח בין הסרגל למסור יהיה זהה משני הצדדים. אם לא, כדאי לזייף קלות את המסור מהצד שבו מרכז המסור נוגע בסרגל. סימטריית חישול ההדק נבדקת על ידי הטיית המסור כלפי עצמו והרחקה ממנו. מרכז המסור צריך "ליפול" באותה זווית נטייה של 5-7 מעלות ביחס למצב האנכי.
גירושין והשחזה של שיניים משפיעים מאוד על חיתוך המסור. יש לשלוט על ההתקנה על מסורי פלדה בכל משמרת ולשמור על דיוק של 0.03 מ"מ. אם המסור מהודק בחוזקה ביומן, יש להגדיר שוב את הגירושין.
אין ספק שיש להקפיד על זוויות ההשחזה המומלצות על ידי יצרן המסור. אבל הכי חשוב, זוויות ההשחזה חייבות להיות סימטריות לחלוטין למישור המסור. אחרת, זווית חדה יותר "תוציא" את כל המסור לכיוונו ותתרחש חיתוך יתר. אפילו עם חידוד ידני, יש להשחיז את שיני המסור בדיוק של מעלה אחת פלוס מינוס לפחות. באופן טבעי, מודרני מכונות שחיקהמסוגל לחדד פי עשרה בצורה מדויקת יותר.
מכאן המסקנה החשובה הבאה. המסור הוא מערכת סימטרית מושלמת, רק הסימטריה שלו מונעת ממנו לחתוך. יש ליישר ולזייף באופן סימטרי, לחדד אותו ולהפריד אותו באופן סימטרי. ובכן, כזכור, הוא מחומם בצורה צירית. במקרה זה, המסור חייב להיות מאוזן ובעל אותה צורה של השיניים. אבל פעולה זו לא יכולה להיעשות ידנית, היא יכולה להיעשות רק על ידי מכונות שחיקה.
גורם רב עוצמה המייצב את המסור בחיתוך הוא כוח האינרציה הצנטריפוגלי. מוכן כהלכה, המסור המסתובב מתייצב בחלל ומייצג הורוסקופ גדול ויציב. כפי שאומרים מומחים, "פורש כנפיים".
עם זאת, אוגן בעל קצה גדול ושקעים רדיאליים עלולים לשבש את הפעולה הרגילה של המסור. כאן נעבור לקבוצה הבאה של גורמי הדקירה. מסורים עגולים- לפרמטרים של המכונה והגדרותיה.
ככלל, המסור העגול אשם ב-90% בגיאומטריית עץ ירודה, אך 10% הנותרים מהגורמים לנקר שייכים למכונה. ישנם עיצובים רבים של מכונות עגולות. בואו ננסה לסכם את הסיבות לביצועים הגרועים שלהם.
כוח הנעה לא מספיק יכול להתבטא כאשר יותר מדי להבים או להבים עבים מדי על גל הכנופיה. לעתים קרובות, הם מנסים לפצות על הכנה לקויה של מסורים על ידי הגדלת עובי ומרווח שיניים גדול. רק מנסרה תוכל להכין מסורים דקים ולהגדיר את ההגדרה המינימלית כך שכוח ההנעה יספיק לפעולה רגילה של המכונה.
אין מספיק כוח הנעה כאשר קצב ההזנה של החומר המנוסר גבוה מאוד או שהוא צמיג וקשה, כגון לגש או אלון. עליך לבחור את קצב ההזנה. במכונות עם מסורים מקוררים במים, עליך לפקח מקרוב על אספקת המים. קיים לחץ חלש או חורים סתומים במכוונים שאינם מספקים את מידת הסיכה והקירור הנדרשת של המסורים. ויש סיבות שהן טריוויאליות לחלוטין. החגורות נפולות והגיע הזמן להחליף אותן או שאין מספיק שמן במערכת ההידראולית.
גם ההגדרות הגיאומטריות של המכונה חשובות. V מכונה טובהכמו בצבא הכל צריך להיות מקביל או מאונך. הפיר מוגדר בניצב לחלוטין לתנועת חומר העבודה, זה חשוב במיוחד כאשר יש את ההתאמה שלו. המסור חייב להיות מאונך לחלוטין למישור מיטת המכונה. מכשירי מדידה של מכונות כמו קארה ומגיסטרל מוגדרים במקביל למישור המסור. יש צורך להגדיר את כל מעצורי המסור והמנחים לפי ההוראות על המכונה. כמו גם חיתוך סכינים.
היו זהירים ביותר! כמעט כל הפעולות הנ"ל מבוצעות על מסור פועל. מסור עומד תופס עמדה שרירותית ואינו יכול לשמש כמישור ייחוס.
ניקור מסור יכול להתרחש עקב פיר מסור פגום. מסורים עגולים פועלים רק עם קצה מינימלי ונגיעה רדיאלית של פיר המסור או האוגן. פעימות מחושבות במאות המילימטר. לדוגמה, יציאת הקצה של האוגן של מסור מטר בטווח של 0.1 מ"מ מובילה להתחממות יתר מיידית של המסור מחיכוך על דפנות החיתוך וחיתוך עמוק. היצרן מנרמל מחוון זה בתוך 0.03 מ"מ. עדיף היה אם הערך שלו יהיה אפילו פחות. הבדיקה מתבצעת עם מחוון על מעמד מגנטי.
ציר המסור עלול לגרום לגזירה אם מיסבים גרועים, מהודקים מדי או לא משומנים מתחממים מדי. שימו לב היטב לבדיקה ושימון פיר המסור של המכונה. ניתן למצוא מיסבים גרועים בדרך הבאה. חברו מסילה קטנה עם קצוות חלקים למיקום המיסב והצמידו אליו את האוזן.
הקשיבו היטב לפעולת המיסב כאשר הציר מסתובב ועוצר. רעשנים, דפיקות חדות ונקישות אסורות. אתה צריך לשנות את המיסב בצורה נכונה, באמצעות מושכים. למיסבים דרגות דיוק שונות ולא כולם מתאימים להתקנה על פיר. אני אפילו לא חושב שזה מתאים להגיד את זה מקומות ישיבהמתחת למיסב חייב להיות טחון על ידי היצרן, מה שלא תמיד המצב כעת.
למכונות מסור צף יש סיבות משלהן לנקר. זה קורה אם הפערים במנחים מותאמים בצורה לא נכונה. יתרה מכך, עם רווח קטן, המסורים נחתכים עקב התחממות יתר, ובפער גדול, עקב שיטוט. יש צורך להגדיר את המרווחים המומלצים.
שיטוט המסורים מופיע גם כאשר מובילים עשויים פליז או בביט נטחנים בצורה לא אחידה. במקרה זה, שכבת הפליז משתנה, ושכבת הבאביט מתמזגת שוב.
קורה ששבב נתקע בין המדריכים למסור. זה מוביל לחסימה חמורה ולהתחממות יתר מיידית של המסורים. אפילו קירור מים לא חוסך. לאחר מכן, המסורים נוטים להפוך לצורת קערה וצריכים הכנת ניסור.
רבים מאמינים שהמשאב המהיר ביותר שצורכים מסורים עגולים הוא השחזה, מעבר כך הולךגירושין ורק אחריהם עריכה וזיוף. זה אכן המקרה אם משתמשים במסורים עבים. עם זאת, אם ברצונך לחסוך ברוחב החתך ולהיות בעל קצב התאוששות מוצק, ייצוגים אלה יצטרכו להשתנות. ואז הכנת המנסרה באה לידי ביטוי.
במסור רב המצויד במסורים דקים, לפעמים יש להתאים את המסורים כל שלוש עד ארבע שעות, כלומר. הרבה לפני שקצות הקרביד הופכות לקהות. וצריך להכיר בכך שמדובר בנוהג עולמי. אם אתם רוצים לחסוך כסף, הכינו מנסרה מקצועית.
לעתים קרובות שואלים אותי השאלה כמה עובי מסורים עדיין יכולים לחתוך באופן עקבי עם הכנת ניסור נכונה. זה תלוי ישירות בקוטר המסור ובעיצוב המכונה. אבל בעיקר ברוסיה ראו עם מסורים עבים מאוד. אז יש פחות טרחה, ובמקביל כסף עף החוצה לתוך הצינור, במובן זה לתוך צינור המפלט בצורת נסורת.
מניסיוני ניתן לחתוך בצורה מושלמת עם מסורי מטר בעובי 3.6 מ"מ, מסורים בקוטר 630 מ"מ ועובי 2.5 מ"מ. וזה רחוק מהגבול, כי מיומנות המנסרה לא עומדת מלכת. ביפן מצליחים לחתוך עם מסורים באורך מטר בעובי של כ-1.5 מ"מ! שעבורנו היא רק פנטזיה.
אנשים שואלים אותי איזה מסורים עדיף עם חריצים או בלי? המחשבה ההמצאתית של האנושות מונעת על ידי עצלות. הממציאים ביצעו הרבה חיתוכים מורכבים במסורים, עם מטרה אחת בלבד, לא משנה מה לערוך את המסורים או לזייף. והאמת היא ש המסורים הטובים ביותר- שלם. הם, בהגדרה, הדקים והיציבים ביותר. מי שיודע לבשל אותם במיומנות, קוצר בצדק פירות נדיבים.
מסורים עגולים
לקטגוריה:
מכונות לעיבוד עץ
מסורים עגולים
במסורים עגולים משתמשים במסורים עגולים בקוטר של עד 800 מ"מ ובעובי של עד 2.5 מ"מ. במכונות פורמט, בנוסף למסורים, מותקנים חותכי כרסום.
בהתאם לפרופיל, מסורים עגולים מחולקים למסורים שטוחים (איור 1, א, ב), בהם עובי הדיסק זהה לאורך כל החתך, ומסורים "עם חתך", כלומר עם חלק היקפי מעובה של הדיסק (איור 1, v). מסורים חתוכים נקראים מסורי פלנר. נעשה שימוש גם במסורים, שעל קצות שיניהם מולחמות לוחות סגסוגת קשים (איור 1, ד).
מסורים עם לוחות סגסוגת קשיחים נמצאים בשימוש נרחב בתעשיית העץ לעיבוד חלקי רהיטים, לוחות חיתוך ותיוק, דיקט, לוחות מרופדים, לניסור עץ מלא ומודבק. עמידות השיניים של מסורים כאלה גבוהה פי 30 - 40 מעמידות השיניים של מסורים העשויים מפלדות סגסוגות. קוטר המסורים מהשחזה מחדש יורד מעט. רוחב החריץ בעת ניסור בכלי בעל להבי קרביד גדול מעט מרוחב החריץ המתקבל בעת ניסור במסורים רגילים, אך זה (במיוחד בעת חיתוך חומרי גיליון) אין חשיבות רבה, בנוסף, הכנה מתאימה של מסורים עם לוחות סגסוגת קשיחים (שחיקת קצוות הצד של הלוחות לאחר הלחמתם) מאפשרת לקבל משטח חיתוך איכותי, המפצה על אובדן העץ עבור נְסוֹרֶת.
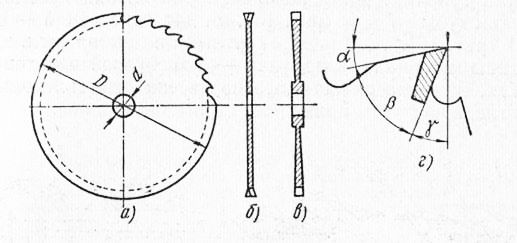
אורז. 1. מסורים עגולים: א - צורה כללית, b - פרופיל של מסור שטוח, c - פרופיל של מסור פלנר, d - שן מסור עם לוח סגסוגת קשיח
הקוטר החיצוני D של מסורים עגולים הוא קוטר המעגל הנמשך לאורך החלק העליון של השיניים. לכל מסור עגול יש חור פנימי להרכבתו על פיר המסור. הקוטר של החור הזה הוא קוטר פנימיד להב של מסור, עליו להתאים לקוטר ציר המסור. מותר פער של לא יותר מ-0.1 - 0.2 מ"מ בין פיר המסור לחור.
מפעיל המכונה בוחר מסור בהתאם לחומר המעובד. לדוגמה, בעת חיתוך סיבית וסיבים, משתמשים במסורים עם להבי קרביד או שיניים עדינות. לניסור אורכי משתמשים במסורים בעלי פרופיל שן I w II (איור 2, א), לניסור רוחבי - עם פרופיל III ו- IV (איור 2, ב). הקוטר של מסורים מעגליים נבחר בהתאם לעובי החומר, והפרופיל - על החספוס הנדרש של החיתוך. לכן, אם המשטח מיועד להדבקה (לדוגמה, על פוגה חלקה), משתמשים במסורי הקצעה.
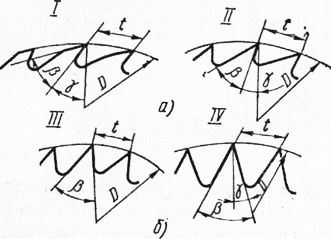
אורז. 2. נסורים פרופילי שיניים א - לניסור אורכי, ב - לניסור פלפל
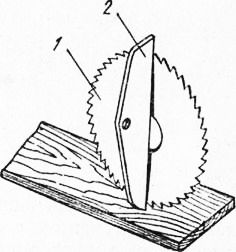
אורז. 3. בדיקת חישול מסורים עגולים: 1 - מסור, 2 - סרגל
יש להשתמש בלהבים בקוטר הקטן ביותר עבור תנאי הניסור הנתונים, שכן הדבר יקטין את צריכת החשמל, יקטין את רוחב החתך ויקטין את הגדרת השן. מסורים בקטרים קטנים יציבים יותר בעבודה, תן האיכות הטובה ביותרחיתוך משטחים, קל יותר להשחיז את השיניים שלהם, וגם יישור מסורים קל יותר.
הדרישות שמסורים עגולים חייבים לעמוד בהן הן כדלקמן:
1. יש לזייף את להב המסור, כלומר חלקו המרכזי נחלש במקצת על ידי מכות פטיש משני צידי החריקה המונחת על הסדן. יש צורך לזייף מסורים שטוחים בקוטר של 250 מ"מ או יותר. נכונות הזיוף נקבעת על ידי יישור, הנחתו על הדיסק בכיוון הרדיוסים (איור 3). בין הסרגל ללהב המסור בחלקו המרכזי חייב להיות מרווח זהה לכל מיקום של הסרגל. במקרה של פרזול לקוי, במיקום אחד של הסרגל בינו לבין הדיסק מתקבל רווח, באחר אין רווח או מופיעה בליטה.
ערך המרווח מאפיין את קיעור המסור ותלוי בקוטר ובעובי שלו.
הצורך במסורי חישול מוסבר בתנאי עבודתם. בתהליך הניסור, שיני המסור, במגע עם העץ, מתחממות ואם אמצע המסור אינו נחלש בחישול, להב המסור מכופף. אם העקמומיות משמעותית (היא חוצה את גבולות העיוותים האלסטיים), אזי צורת הדיסק אינה משוחזרת גם כאשר היא מקוררת. עם חישול מתאים, הכתר של המסור העגול, מתחמם, מגדיל מעט את גודלו בגלל האמצע המוחלש. מסור זה יציב בפעולה.
2. יש להפריד את שיניו של מסור שטוח, כלומר, יש לכופף את קצותיהן בזה אחר זה: שן אחת לצד ימין, השכנה משמאל. כמות הגירושין בצד אחד היא 0.3 - 0.5 מ"מ. למסורים המיועדים לניסור אורכי של עצים יבשים ועץ קשה יש הגדרה קטנה יותר, למסורים לניסור עצים רך שזה עתה נוסרו ולפרקט רך יש הגדרה גדולה יותר.
ניתן להחליף גירושי שיניים בהשטחה. בהשטחה גדל רוחב השיניים, שזוכות לצורת מרית. שיניים פחוסות יותר יציבות ועמומות פחות משיניים קבועות; צריכת האנרגיה ביישום שלהם מופחתת ב-12-15%.
3. שיני המסור חייבות להיות חדות. אסורים כתמים גדולים והיפוכים של העצות. שיני המסור לניסור רוחבי חייבות להיות בעלות השחזה אלכסונית בזווית של 40 מעלות לעצים רכים, 60 מעלות לעצים קשים, והחלק העליון שלהן חייב להיות מרווח אחד מהשני וממרכז הדיסק באותו מרחק.
4. מסורים שיש להם לפחות שן שבורה אחת או סדקים בחלק ההיקפי של הלהב נחשבים פגומים, התקן אותם. המכונה אסורה.
לפני התקנת להב המסור, נקה בזהירות את מכונת הכביסה ואת לוח הפיר עם סמרטוט או קצוות ובדוק את משטחי המיסב של הדסקיות. אם מתגלים אפילו בליטות קלות על משטח הנושא, הדסקיות מוחלפות.
אם קוטר החור הפנימי של המסור עולה על קוטר פיר המסור ביותר מ-0.1 - 0.2 מ"מ, יש להשתמש בתותבים להכנס כדי לכוון את המסורים בצורה מדויקת. המסור מקובע על הפיר עם דסקיות ואומים.
מסורים שטוחים עגולים לניסור רוחבי עם סט שיניים (איור 1, א, ב) משמשים לחיתוך ראשוני של החלק, שכן כאן לא נדרש ניסור באיכות גבוהה. לקיבוע על הציר יש למסור חור הרכבה שקוטרו d תלוי בקוטר הדיסק D ובעובי המסור ב. מספר שיני המסור צריך להיות 48, 60 או 72. פרופיל השן לחיתוך צולב מוצג באיור. 1ב. על השיניים להיות השחזה אלכסונית לרוחב לאורך הפנים הקדמיות והאחוריות, כמו גם זווית מתאר קדמית שלילית השווה למינוס 25 מעלות.
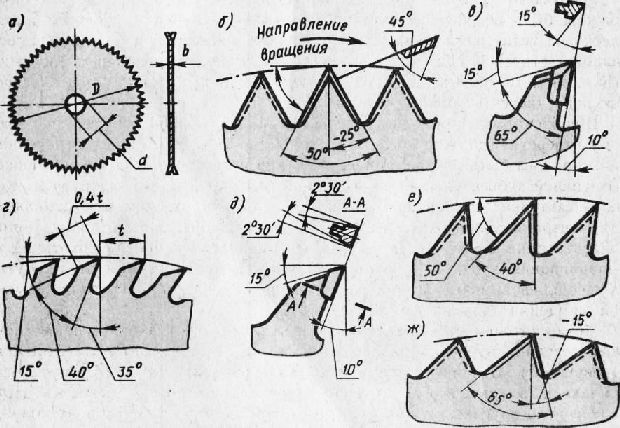
אורז. 4. מסורים עגולים: a - מבט כללי, b, c - לחיתוך צולב
במקרה זה, זווית ההשחזה של קצוות החיתוך הצדדיים של השן, הנמדדת בחתך נורמלי לקצוות, צריכה להיות 45 מעלות בעת ניסור עצים רך ו-55 מעלות בעת ניסור עצים. מסורים עגולים עם להבי טונגסטן קרביד משמשים לחיתוך צולב. שיני המסור עשויות עם משטח אחורי משופע, כפי שמוצג באיור. 4, ה. בהתאם לנטייה, אם אתה מסתכל על השן מלפנים, מסורים נבדלים, שמאלה, ימינה או עם נטייה לסירוגין סימטרית.
מסורים עבור קורעפלדה מוצקה מוצגים באיור. 4, ד א עם לוחות סגסוגת קשיחה - באיור. 4, ה מסורים עגולים לניסור מעורב חייבים להיות בעלי שיניים, שזווית המתאר הקדמית שלהן היא 0 מעלות (איור 4, ו).
אם נדרש ניסור באיכות גבוהה, נעשה שימוש במסורי פלנר בעלי זווית גריפה שלילית (איור 4, ז'), וכן במסורי קרביד עם נטייה סימטרית לסירוגין של המשטח האחורי של השיניים.
הכנה לעבודה של מסורים שטוחים עגולים כוללת עריכה, השחזה וקביעת שיניים. מסורים לאחר הכנה לעבודה חייבים לעמוד בדרישות הבאות. מספר השיניים והפרופיל שלהן חייבים להתאים לסוג הניסור. להב המסור חייב להיות שטוח. סטייה משטיחות (עיוות, בליטות וכו') בכל צד של דיסק בקוטר של עד 450 מ"מ צריכה להיות לא יותר מ-0.1 מ"מ. השטיחות של המסור נבדקת עם קצה ישר או מכשיר מיוחד.
יש לספק את הפרמטרים הזוויתיים הנדרשים של השיניים ואת החדות של קצוות החיתוך באמצעות השחזה. שיניים מושחזות לא צריכות להיות ברק בפינות הנוצרות על ידי ההצטלבות של קצוות העבודה של החותך. ברק מצביע על כך ששכבת מתכת לא מספקת נטחנה מהשן במהלך ההשחזה. ההבדל בגודל הזוויות הקדמיות וזוויות החידוד מותר לא יותר מ ± 2 מעלות.
החספוס של משטחי הקצה של המסורים והמשטחים של חור הנחיתה צריך להיות מיקרומטר. חיתוך שינייםמסורים מושחזים חייבים להיות נקיים מקוצים, שברים ופיתולים. כתמים מהפנים הצדדיות של השיניים מוסרים בעזרת אבן שחיקה עדינה. איכות חידוד המסור נבדקת באמצעות גוניומטר אוניברסלי או תבנית לשליטה באלמנטים הזוויתיים של השיניים. החלק העליון של השיניים צריך להיות ממוקם על אותו עיגול עם סטייה של לא יותר מ 0.15 מ"מ. כדי ליישר את גלגל השיניים בגובה וברוחב, שיני המסורים משולבות, כלומר. לטחון את החומר מקצות השיניים הבולטות ביותר כאשר המסור מסובב בתדירות הפעולה.
לאחר השחזה, מגדלים את השיניים של מסורי פלדה. במקביל, קצות השיניים הסמוכות כפופות לכיוונים שונים ב-1/3 מגובהן (לספור מלמעלה). ערך העיקול של כל שן (גירושין לצד) נקבע בהתאם למצב החיתוך ולמיני העץ. עבור חיתוך צולב עם מסורים בקוטר של 500 מ"מ, ההגדרה לכל צד צריכה להיות 0.3 מ"מ עבור עץ יבש ו-0.4 מ"מ עבור עץ עם תכולת לחות של יותר מ-30%. הדיוק של הגדרת השיניים נשלט על ידי מד חיווי או תבנית. סטייה מותרת ±0.05 מ"מ.
ההכנה לעבודה של מסורים עגולים עם תוספות קרביד מורכבת מהלחמת התוספות, השחזה וגימור השיניים. בנוסף, הם חייבים להיות מאוזנים. להבים לא מאוזנים בגלל העובי הלא אחיד שלהם עלולים לגרום ללהב המסור לאבד יציבות במהלך הפעולה, לנזלת ציר חזקה ולאיכות ניסור לא מספקת.
חוזק ההלחמה נבדק ע"י בדיקת המסורים בסיבוב במהירות היקפית של השיניים של לפחות 100 מ"ש. השחזה וגימור של מסורים המצוידים בלוחות סגסוגת קשיחים מתבצעים במכונות חצי אוטומטיות בעלות דיוק וקשיחות מוגברים. השחזה מוקדמת מתבצעת בשפשוף (קרבורונדום), והשחזה וגימור עדינים - עם גלגלי יהלום.
איזון סטטי של מסורים מתבצע על מכשיר מיוחד. חוסר איזון בדיסק מאופיין בחוסר איזון שיורי, השווה למכפלת המסה הלא מאוזנת ולכמות העקירה שלה ביחס לציר הסיבוב (אקסצנטריות). כמות חוסר האיזון הנותרת תלויה בקוטר להב המסור.
סוגי וגדלים של מסורים.
צורת השיניים של מסורים עגולים תלויה בכיוון החיתוך ובקשיות העץ הנחתך. עבור ניסור אורכי, שיניים אלכסוניות משמשות עם גב ישר, שבורה (שן זאב) וקמור; לניסור צולב - שווה שוקיים (סימטרי), א-סימטרי ומלבני.
שיניים עם גב שבור וקמור יציבות יותר מאשר עם ישר, לכן מסורים עם שיניים כאלה משמשים לניסור עץ קשה. ניתן לנסר עצים רכים ועצים קשים בעזרת מסורים בעלי גב ישר. על איור. 31 מציגה שיטה לקביעת זוויות השיניים של מסור עגול.
אורז. 5. פרופילי שיניים של מסורים עגולים: א - לניסור אורכי; ב - לניסור צולב
כאשר מתגרשים, החלק העליון של השיניים מכופף ב-0.3-e-0.5 מגובהם. שבירה בחלק האחורי של שן זאב מתבצעת מלמעלה במרחק השווה ל-0.4 מגודל המדרגה. חידוד שיניים למסורי קרע
ניסור - ישר רציף, למסורים לניסור רוחבי - אלכסוני דרך השן בזווית של 65 - 80 מעלות למישור המסור.
מסורי הקצעה הם סוג מיוחד של מסורים עגולים. הם משמשים לקבלת חיתוך נקי שאינו דורש הקצעה.
עובי המסור העגול הפלנר מהגלגל הטבעתי למרכז מעל 2/3 מהרדיוס יורד בהדרגה בזווית של 8 - 15 מעלות. לכן, שיני המסור אינן גדלות; קצוות החיתוך של השיניים הם הקצרים הקדמיים והצדדים. השיניים של מסורי פלנר מקובצות, או, כמו שאומרים, מחורצות עם "מסרקים". לכל קבוצה (סקאלופ) שן "עבודה" גדולה עם זווית מתחדדת של 45°. השן הזו היא שחותכת את העץ. מאחורי השן העובדת יש מ-3 עד 10 שיניים קטנות עם זווית השחזה של 40°. צורת השיניים של מסורי פלנר לניסור אורכי ורוחבי שונה.
אורז. 6. קביעת זוויות שיניים של מסור עגול
התעשייה מייצרת מסורי הקצעה בקוטר של 100 עד 650 מ"מ, עובי גלגל השיניים בין 1.7 ל-3.8 מ"מ. בשנים האחרונות נעשה שימוש יותר ויותר במסורי פלנר.
אורז. 7. מסורי פלנר
התקנה והידוק של מסורים עגולים. המסור העגול מחובר לפיר העובד באמצעות שתי דסקיות מהדקות (אוגנים), שאחת מהן מעובדת בדרך כלל יחד עם הפיר; מישור ההידוק שלו מאונך בהחלט לפיר. מכונת הכביסה השנייה מהודקת בעזרת אום בכיוון המנוגד לסיבוב המסור כדי למנוע את פתיחתו במהלך הפעולה.
דסקיות לא אמורות לבלוט מעל המישור של שולחן העבודה.
יש להדק היטב את האום עד לכישלון. המסור המותקן במכונה, כאשר נקפו עליו קלות, אמור להשמיע צליל צלול וברור.
גובה החיתוך בעבודה עם מסור עגול שווה בערך ל-1/3 מקוטר המסור.
בבחירת מסור, בהתאם לעובי החומר המיועד לניסור, ניתן להנחות אותך ביחסים הבאים (מידות במ"מ):
עובי חומר: 60 80 100 120 140 160 200 220 240 260 קוטר מסור: 200 250 300 350 400 450 500 600 650 700
יחסים כאלה של עובי החומר הנחתך וקוטר המסור נכונים כאשר דוחפים את החומר על המסור או המסור על החומר בקו ישר. עם זאת, אם להב המסור נדחף על החומר בקשת, כמו, למשל, במסור מטוטלת, קוטר להב המסור חייב להיות גדול יותר.
דרישות למסורים עגולים וטיפול בהם.
להב המסור חייב להיות טחון היטב, ללא סדקים, בליטות וכוויות. השיניים חייבות להיות מושחזות בחדות ומרווחות באופן שווה; אסורים עליהם כתמים וכוויות. שיניים של מסורי מכונה לחיתוך אורכי לרוב מרותקות או משוטחות במקום גרושות, כלומר, הקצוות (החלק העליון) שלהן מורחבים על ידי מכות או לחץ. לשם כך, השתמש במסמרות ומרכך מיוחדות. הריתוק והשטחה של השיניים נעשים ברוב המקרים במסורי פס עגולים ורחבים גדולים.
בעבודה עם דיסק מלוטש היטב החיכוך בין הדיסק לנסורת הנופלת לחתך מצטמצם, כך שהדיסק מתחמם פחות.
במקרה של חום חזק, הדיסק עלול להתעוות. נוצרות עליו בליטות, אשר יתחממו במהירות, וכתוצאה מכך מזגה מקומית של פלדה, מה שנקרא כוויות מתרחשות. ניתן לזהות כוויות כאלה על פי צבען הכהה יותר, על ידי הנחת סרגל על המסור, או על ידי מגע.
מסור עם כוויות אינו מתאים לעבודה, יש ליישר אותו בזיוף.
חישול מסור עגול מתבצע משני הצדדים על הסדן עם פטיש ספסל. חלקי הדיסק המקיפים את הצריבה (בליטה) מזויפים, ולא הצריבה עצמה. החישול מתחיל מהאזורים המרוחקים ביותר מהכוויה, מתקרב אליה בהדרגה ומפחית בהדרגה את עוצמת המכות. הדיסק המיושר צריך להיות שטוח לחלוטין.
מסור עגול מציג לעתים קרובות מתיחה לאורך גלגל השיניים, הגורם להיחלשות של האזורים המתוחים. מסור כזה לא נותן חתך ישיר, הוא, כמו שאומרים, "חותך".
המתח מתבטל על ידי יישור, כלומר, חישול המסור בחלק הטבעתי האמצעי בכיוון מהדסקיות לגלגל השיניים. זה משיג התארכות מסוימת של החלק הטבעתי האמצעי של המסור. היישור חוזר על עצמו מעת לעת. בצע יישור על מוקצע תנור ברזל יצוקבלם יד, נבחר לפי משקל בשיעור של 1 ק"ג לכל 300 מ"מ קוטר מסור.
אם למסור יש רק סדק קטן אחד, אז במקרים בהם אי אפשר להחליף אותו במסור בר שירות מושלם, קודחים חור קטן בקצה הסדק; זה מונע עלייה באורך הסדק - אתה יכול להמשיך לעבוד עם מסור כזה. עם זאת, אמצעי כזה הוא תמיד מאולץ, זמני, אי אפשר לפנות אליו כל הזמן.
התעשייה מייצרת מסורים עגולים עם חלקים מסתובבים מאוזנים. גם המסורים מאוזנים. עם זאת, בעתיד, האיזון עלול להיות מופרע עקב שחיקה של מסורים, עקב החלפת חלקים מסוימים של המכונה (פיר עבודה, מנקים, אגוזים).
חוסר האיזון של המסורים נבדק בסכיני איזון אופקי מקבילים. פיר העבודה המונח על הסכינים עם להב המסור המותקן עליו מסובב ביד סביב ציר הסיבוב, עוצר אותו במיקומים שונים לאורך ההיקף. אם הפיר עם הדיסק במהלך כל העצירות הללו נשאר ללא תנועה במצב שניתן לו, אז זה נחשב מאוזן. אם הפיר מבצע תנועה סיבובית נוספת, אז זה מצביע על איזון לא מספיק שלו.
מסורים מעגליים "שורפים" מחיכוך חזק על קירות החיתוך. זה קורה כאשר המסור חותך, כלומר. סוטה מחיתוך ישר, נותן גיאומטריית עץ גרועה. ישנן סיבות רבות לחיתוך. בהתחשב בכך שמערכת שלמה עובדת על ניסור עץ, המורכבת מנסר, בול עץ, מכונה ומסור, כשל יכול להתרחש בכל מקום בה. אבל בכל זאת, המסור הוא זה שאחראי ל-90% מהשחיטה. בואו נתחיל איתה.
המסור צריך להיות אחיד, כי הבליטות מתחככות בקירות החתך ומתחממות מאוד. עקב התפשטות תרמית, הם הופכים גדולים יותר ומשפשפים עוד יותר. כתמים כחולים ושחורים מופיעים על המסור - כוויות. המסור מתחמם בצורה לא אחידה ומתכופף בעזרת בורג. חיתוכים עמוקים לעץ אפשריים עם עיוות חזק של המסור. התהליך מתפתח כמו מפולת שלגים ואם לא מתערבים בזמן אפשר לאבד את המסור.
יתרה מכך, המסור מסודר כמו גלגל אופניים, רק החישורים הדמיוניים בגלגל זה אינם נלחצים פנימה, אלא כלפי חוץ. במרכז טבעת תמיכה לא מזויפת - "שרוול". האזור המרכזי המחושף באינטנסיביות של המסור מונח עליו - "חישורים" מקושתים. והם הפעילו לחץ על אזור החתונה, שקודם לכן התפוצץ במצב קר - ה"שפה" של הגלגל הדמיוני שלנו. השטח ישירות מתחת לשיני המסור ובערך עשירית מקוטרו.
מערכת תרמו מכנית
למה זה נעשה? הנקודה היא שוב בהתפשטות התרמית של המתכת. המסור עושה את מלאכת החיתוך עם השיניים. היעילות של עבודה זו רחוקה מ-100%, חלק מהאנרגיה משתחררת בצורת חום על שיני המסור - הכתר, משם החום מתפשט לכל אזור השורשים, כי המסור הוא פלדה והן שלו. מוליכות תרמית נמוכה יחסית. מחימום, אזור הכתר של המסור מתרחב, ואם האזור המרכזי אינו מזויף קודם לכן, כוח המתיחה של אזור הכתר מכופף את המסור לדמות שמונה. לדוגמה, אזור הכתר של מסור מטר נוטה להתרחב ב-7-8 מ"מ במהלך הפעולה, והאזור המרכזי הלא מזויף יכול להימתח רק ב-1 מ"מ!
המסקנה מציעה את עצמה, בעבודה עם מסורים עגולים, אין אנו עוסקים במערכת מכנית, אלא במערכת תרמו-מכאנית.יתר על כן, מסורים עגולים פועלים בדרך כלל רק בתנאי של חימום אקסי-סימטרי ואחיד של אזור הכתר.
אם שיני המסור הן בגבהים שונים, שברים שלמים מהשיניים אינם עושים את עבודתם, אלא פשוט מחליקים מעבר לתחתית החתך. אבל שאר השיניים מקבלות כפליים. יחד עם זאת, השיניים העובדות הופכות במהירות קהות ומתחממות מאוד, מה שגורם למתיחה לא אחידה של אזור השורש, אשר מכופפת את המסור.
גם חימום של האזור המרכזי של מסור אסור. זה יכול להיגרם מצורת הקערה של להב המסור או ממיסבי גל מסור חמים! במקרה זה, המסור רוכש זיוף בטמפרטורה מוגזמת, מתכופף לתוך הקערה, ואז מתחיל להתחכך באינטנסיביות על קירות החתך ולחתוך את עצמו.
אם ציוד המסור העגול ממוקם בחדר לא מחומם, בחורף ובקיץ יש צורך להגדיר את המסור לדרגת חישול שונה. קודם כל, זה חל על מסורים בקוטר גדול של 800 מ"מ ומעלה. פרזול קיץ הוא הרבה יותר אינטנסיבי מהחורף. בקיץ, מסור בקוטר גדול עשוי להיות מחושל, כלומר. יש שני מצבים יציבים. ככל שהמסור יקבל פרזול אינטנסיבי יותר, כך הוא לא ידרוש הכנת ניסור זמן רב יותר. אבל כאן חשוב לא להגזים, כי פרזול הוא אינדיבידואלי גרידא לכל סוג מסור וערכו מושפע מקשיות הפלדה, קוטר ועובי המסור, מהירות הסיבוב ולבסוף מטמפרטורת הפעולה. של המדיום.
לאחר חישול, המסור חייב להיות סימטרי. כלומר, השווה את סכום מתחי הפנים משני צידי המסור. הסימטריה נבדקת על ידי הנחת המסור במצב אנכי. החלת קו מסור ארוך על המסור מימין ומשמאל, אנו מוודאים שהרווח בין הסרגל למסור יהיה זהה משני הצדדים. אם לא, כדאי לזייף קלות את המסור מהצד שבו מרכז המסור נוגע בסרגל. סימטריית חישול ההדק נבדקת על ידי הטיית המסור כלפי עצמו והרחקה ממנו. מרכז המסור צריך "ליפול" באותה זווית נטייה של 5-7 מעלות ביחס למצב האנכי.
גירושין והשחזה של שיניים משפיעים מאוד על חיתוך המסור. יש לשלוט על ההתקנה על מסורי פלדה בכל משמרת ולשמור על דיוק של 0.03 מ"מ. אם המסור מהודק בחוזקה ביומן, יש להגדיר שוב את הגירושין.
אין ספק שיש להקפיד על זוויות ההשחזה המומלצות על ידי יצרן המסור. אבל הכי חשוב, זוויות ההשחזה חייבות להיות סימטריות לחלוטין למישור המסור. אחרת, זווית חדה יותר "תוציא" את כל המסור לכיוונו ותתרחש חיתוך יתר. גם בהשחזה ידנית, יש להשחיז את שיני המסור בדיוק של מעלה פלוס מינוס 1 לפחות. מטבע הדברים, מכונות השחזה המודרניות מסוגלות להשחיז עשרות מונים בצורה מדויקת יותר.
מערכת סימטרית
מכאן המסקנה החשובה הבאה. המסור הוא מערכת סימטרית מושלמת, רק הסימטריה שלו מונעת ממנו לחתוך.יש ליישר ולזייף באופן סימטרי, לחדד אותו ולהפריד אותו באופן סימטרי. ובכן, כזכור, הוא מחומם בצורה צירית. במקרה זה, המסור חייב להיות מאוזן ובעל אותה צורה של השיניים. אבל פעולה זו לא יכולה להיעשות ידנית, היא יכולה להיעשות רק על ידי מכונות שחיקה.
גורם רב עוצמה המייצב את המסור בחיתוך הוא כוח האינרציה הצנטריפוגלי. מוכן כהלכה, המסור המסתובב מתייצב בחלל והוא גירוסקופ שטוח ויציב. כפי שאומרים מומחים, "פורש כנפיים".
עם זאת, אוגן בעל קצה גדול ושקעים רדיאליים עלולים לשבש את הפעולה הרגילה של המסור. כאן נעבור לקבוצת הסיבות הבאה לחיתוך מסורים עגולים - לפרמטרים של המכונה והגדרותיה.
ככלל, המסור העגול אשם בגיאומטריית עצים ירודה, אך 10% הנותרים מהגורמים לנקר שייכים למכונה. ישנם עיצובים רבים של מכונות עגולות. בואו ננסה לסכם את הסיבות לביצועים הגרועים שלהם.
כוח הנעה לא מספיק יכול להתבטא כאשר יותר מדי להבים או להבים עבים מדי על גל הכנופיה. לעתים קרובות, הם מנסים לפצות על הכנה לקויה של מסורים על ידי הגדלת עובי ומרווח שיניים גדול. רק מנסרה תוכל להכין מסורים דקים ולהגדיר את ההגדרה המינימלית כך שכוח ההנעה יספיק לפעולה רגילה של המכונה.
אין מספיק כוח הנעה כאשר קצב ההזנה של החומר המנוסר גבוה מאוד או שהוא צמיג וקשה, כגון לגש או אלון. עליך לבחור את קצב ההזנה. במכונות עם מסורים מקוררים במים, עליך לפקח מקרוב על אספקת המים. קיים לחץ חלש או חורים סתומים במכוונים שאינם מספקים את מידת הסיכה והקירור הנדרשת של המסורים. ויש סיבות שהן טריוויאליות לחלוטין. החגורות נפולות והגיע הזמן להחליף אותן או שאין מספיק שמן במערכת ההידראולית.
גם ההגדרות הגיאומטריות של המכונה חשובות. במכונה טובה, כמו בצבא, הכל צריך להיות מקביל או מאונך. הפיר מוגדר בניצב לחלוטין לתנועת חומר העבודה, זה חשוב במיוחד כאשר יש את ההתאמה שלו. המסור חייב להיות מאונך לחלוטין למישור מיטת המכונה. מכשירי מדידה של מכונות כמו קארה ומגיסטרל מוגדרים במקביל למישור המסור. יש צורך להגדיר את כל מעצורי המסור והמנחים לפי ההוראות על המכונה. כמו גם חיתוך סכינים.
היו זהירים ביותר! כמעט כל הפעולות הנ"ל מבוצעות על מסור פועל. מסור עומד תופס עמדה שרירותית ואינו יכול לשמש כמישור ייחוס.
פיר מסור
ניקור מסור יכול להתרחש עקב פיר מסור פגום. מסורים עגולים פועלים רק עם קצה מינימלי ונגיעה רדיאלית של פיר המסור או האוגן. פעימות מחושבות במאות המילימטר. לדוגמה, יציאת הקצה של האוגן של מסור מטר בטווח של 0.1 מ"מ מובילה להתחממות יתר מיידית של המסור מחיכוך על דפנות החיתוך וחיתוך עמוק. היצרן מנרמל מחוון זה בתוך 0.03 מ"מ. עדיף היה אם הערך שלו יהיה אפילו פחות. הבדיקה מתבצעת עם מחוון על מעמד מגנטי.
ציר המסור עלול לגרום לגזירה אם מיסבים גרועים, מהודקים מדי או לא משומנים מתחממים מדי. שימו לב היטב לבדיקה ושימון פיר המסור של המכונה. ניתן לזהות מסבים גרועים בדרך הבאה. חברו מסילה קטנה עם קצוות חלקים למיקום המיסב והצמידו אליו את האוזן. הקשיבו היטב לפעולת המיסב כאשר הציר מסתובב ועוצר. רעשנים, דפיקות חדות ונקישות אסורות. אתה צריך לשנות את המיסב בצורה נכונה, באמצעות מושכים. למיסבים דרגות דיוק שונות ולא כולם מתאימים להתקנה על פיר. אני אפילו רואה שזה לא מתאים לומר שמושבי המיסבים חייבים להיות מלוטשים על ידי היצרן, וזה רחוק מלהיות המצב עכשיו.
למכונות מסור צף יש סיבות משלהן לנקר. אחד מהם, אישורים לא נכונים במדריכים. יתרה מכך, עם רווח קטן, המסורים נחתכים עקב התחממות יתר, ובפער גדול, עקב שיטוט. יש צורך להגדיר את המרווחים המומלצים.
שיטוט המסורים מופיע גם כאשר מובילים עשויים פליז או בביט נטחנים בצורה לא אחידה. במקרה זה, שכבת הפליז משתנה, ושכבת הבאביט מתמזגת שוב.
קורה ששבב נתקע בין המדריכים למסור. זה מוביל לחסימה חמורה ולהתחממות יתר מיידית של המסורים. אפילו קירור מים לא חוסך. לאחר מכן, המסורים נוטים להפוך לצורת קערה וצריכים הכנת ניסור.
גורמים אחרים
אנשים רבים מאמינים שהמשאב המהיר ביותר למסורים עגולים הוא השחזה, לאחר מכן חיתוך ורק לאחר מכן יישור ופריסה. זה אכן המקרה אם משתמשים במסורים עבים. עם זאת, אם ברצונך לחסוך ברוחב החתך ולהיות בעל קצב התאוששות מוצק, ייצוגים אלה יצטרכו להשתנות. ואז הכנת המנסרה באה לידי ביטוי. במסור רב המצויד במסורים דקים, לפעמים יש להתאים את המסורים כל שלוש עד ארבע שעות, כלומר. הרבה לפני שקצות הקרביד הופכות לקהות. וצריך להכיר בכך שמדובר בנוהג עולמי. אם אתם רוצים לחסוך כסף, הכינו מנסרה מקצועית.
לעתים קרובות שואלים אותי השאלה כמה עובי מסורים עדיין יכולים לחתוך באופן עקבי עם הכנת ניסור נכונה. זה תלוי ישירות בקוטר המסור ובעיצוב המכונה. אבל בעיקר ברוסיה ראו עם מסורים עבים מאוד. נדמה לנצלנים שזו פחות טרחה, והכסף בו בזמן עף החוצה מהצינור, במובן של צינור המפלט בצורת נסורת.
מניסיוני ניתן לחתוך בצורה מושלמת עם מסורי מטר בעובי 3.6 מ"מ, מסורים בקוטר 630 מ"מ ועובי 2.5 מ"מ. וזה רחוק מהגבול, כי מיומנות המנסרה לא עומדת מלכת. ביפן מצליחים לחתוך במסורים באורך מטר בהתאמה צפה בעובי 1.5 מ"מ! שעבורנו היא רק פנטזיה.
אנשים שואלים אותי איזה מסורים עדיף עם חריצים או בלי? המחשבה ההמצאתית של האנושות מונעת על ידי עצלות. הממציאים ביצעו הרבה חיתוכים מורכבים במסורים, עם מטרה אחת בלבד, לא משנה מה לערוך את המסורים או לזייף. והאמת היא שהמסורים הטובים ביותר הם מוצקים. הם, בהגדרה, הדקים והיציבים ביותר. מי שיודע לבשל אותם במיומנות, קוצר בצדק פירות נדיבים.
מנהל LLC "Piloprav.ru"
מארגן בית הספר למנסרות באורל על שם א. נ"ק יאקונינה
קוצ'רוב V.V
כעת אורח אחד וללא משתמש רשום באתר
תכונות השימוש במסורים עגולים עשויים מסגסוגות קשות
ניסור עץ מלא
לביצוע ניסור אורכי כמו גם רוחבי של עץ מלא, כיום משתמשים במסורים עגולים מיוחדים, המצוידים בלוחות מיוחדים מסגסוגות קשות. ככלל, בתהליך של חיתוך צולב, אין שום בעיות בשימוש במסורים, ולכן נתמקד בתכונות השימוש במסורים עגולים לקריעה.
בתהליך עיבוד עץ מלא יש צורך להשתמש במסורים התואמים לחלוטין את אופי העבודה המתבצעת, מוכנים כהלכה, מגולגלים על פי כל הכללים או מחושלים, וגם שאין בהם נזק מכני. . לעתים קרובות, עקב רשלנות ואי ציות לכל המלצות היצרן לשימוש מסורים עגולים(DP) הם נכשלים בטרם עת (נשברים, נשחקים). בליטות מופיעות על הבד עצמו, כמו גם רפיון, שיש להם עקבות אופייניים של כוויות. בנוסף, שיניים עלולות להתפורר או להישבר, ולבסוף, במקרה הכי לא חיובי, המסור יכול פשוט להישבר. השלכות כאלה של אי ציות לכללים והמלצות יסודיים עלולות להוביל לעתים קרובות לתוצאות הרות אסון.
אז איך אפשר להציל כלי יקר באמת מכשל בטרם עת, תוך הגברת רמת בטיחות המפעיל, כמו גם הגדלת רמת הפרודוקטיביות של ניסור עם ציוד מסור עגול?
עיצוב מסור
ליישום עבודה מסוימת, יש צורך לבחור מסורים עגולים כאלה שיהיו בעלי הקוטר הקטן ביותר האפשרי. מסורים בקוטר קטן יציבים יותר וגם מספקים איכות חיתוך ברמה גבוהה מאוד, מה שמאפשר להגיע לגידול בנפח המוצרים המיוצרים ובהתאם לרמת איכות גבוהה יותר, בהשוואה לשימוש באותו כלי חיתוך, אך כפוף לקוטר גדול יותר. כדי להבטיח תנועה חופשית של המסור בחיתוך, יש להפריד את שיניו של כלי החיתוך (של מסור זה) או להצטייד בקצות קרביד מיוחדות. יחד עם זאת, יש לציין כי במקרה של גירושין בשיניים יש צורך לכופף רק 1/3 מגובה השן. מסורים עם הלחמת סגסוגת קשיחה (לוחות מיוחדות מולחמות שעשויות מסגסוגת קשה), או סטליט, פריסת השן הזו חסרת תועלת לחלוטין.
החתלה לאורך
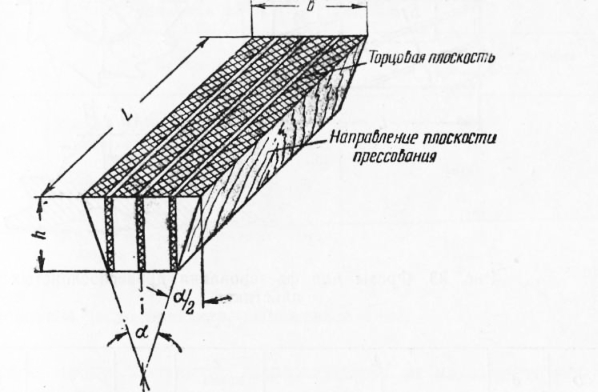
בתהליך ניסור אורכי, השחזה של צמרות השיניים צריכה להיות ישרה, ללא שיפועים. החזית, כמו גם זווית ההשחזה האחורית, בהתאם לסוג החומר המעובד (חתוך), לא יחרוג מהמגבלות של 15° -25°. רוחב קצה השן (אורך הלהב) צריך להיות רחב יותר ב-0.6-1.6 מילימטרים מעובי להב המסור. במילים אחרות, רוחב החריף הוא: S = b + 2S1, כאשר b הוא עובי להב המסור במילימטרים ו-S1 הוא ההתלקחות לכל צד במילימטרים.
הרחבה בצד יכולה להיות מגוונת לחלוטין. זה תלוי במידת הקשיות של העץ המטופל, כמו גם במצב הצבירה שלו (במילים אחרות, חם, חתוך טרי, מיובש או קפוא וכו'). לדוגמה, בתנאים של עיבוד עץ גולמי (עץ רטוב ורך, צמיג), ההרחבה המקסימלית לכל צד יכולה להיות בין 0.8 ל-0.8 מילימטרים. יתרה מכך, במקרה של עיבוד פרקט יבש (יבש), הרחבה כזו יכולה להיות לפחות 0.4-0.5 מילימטרים. זאת בשל העובדה שבגלל כוחות החיכוך הנוצרים בתהליך ניסור העץ ובמקביל מביאים לחימום חזק של גוף המסור, מתבצעת השחזור האלסטי של העץ המעובד בחיתוך של מצבי צבירה שונים. באופן שונה. ההחלמה הפחותה בחיתוך מתרחשת בעץ יבש, קשה וקפוא, בעוד שרמת ההתאוששות המרבית מתרחשת בעץ רך, רטוב וצמיג.
סכיני ניקוי (מולטקסים)
ניתן להלחים לוחות מיוחדים מסגסוגת קשיחה (מה שנקרא סכיני ניקוי או רבבות) בגוף המסור. בתהליך העבודה (חיתוך), לוחות אלו, בשל העובדה שרוחבם קטן מרוחב להב השן, אינם מתחככים כלל בדפנות החיתוך. יתר על כן, גם בתנאים של אובדן שטוחות (יציבות) של הדיסק, מסיבה כלשהי, החיכוך של להב המסור על החתך, הודות לסכיני הניקוי (multexes), אינו נכלל לחלוטין. לוחות מולחמים אלו משמרים ומגנים על להב המסור, כמו גם על המסור עצמו בכללותו, מפני יצירת רמת חום גבוהה מדי שעלולה לפגוע במסור. רצוי מאוד שבתהליך ניסור חומרים בעלי עובי של יותר מ-100 מילימטרים יצוידו המסורים במרבבים כאלה.
הכנה לעבודת המסור העגול (DP)
לפני שתתקין מסור עגול (DP) על הציוד, יש להכין אותו כראוי לעבודה. בפרט, זה חל במיוחד על הלהב של כלי חיתוך כזה. יש צורך ליצור מתחים מכניים פנימיים בבד. מסורים עגולים מודרניים ללא מתחים פנימיים אינם מתאימים לחלוטין לשימוש. זאת בשל העובדה שהם מאופיינים בפעימות לרוחב, כמו גם רמה נמוכה של יציבות הלהב בתהליך הניסור. ברגע של עיבוד (ניסור) החומר, מסורים כאלה "צפים", במילים אחרות, להב ה-DP מאבד את יציבותו, ולאחר מכן הוא מקבל כוויות גדולות למדי ברגעים הבאים.
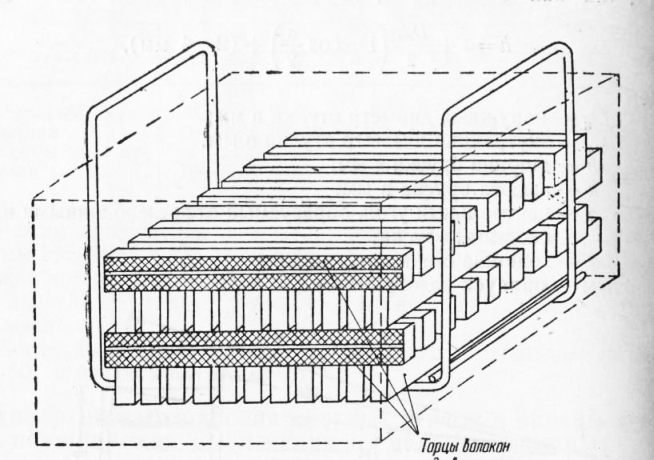
נוכחותם של מתחים פנימיים בלהבי מסורים עגולים היא התנאי המקדים החשוב ביותר לפעולה המוצלחת ביותר של כלי כזה. זאת בשל העובדה שבתהליך ביצוע העבודה, אזור השיניים (הכתר) מתחמם חזק יותר, בהשוואה לאזורים אחרים, בעוד שמופיעים מתחי דחיסה תרמיים. עליהם מונחים מתחים משיקים מכוח צנטריפוגלי. שני הלחצים הללו מסוכמים, מה שעלול להוביל בהכרח להשלכות השליליות ביותר על הכלי (מסור עגול). בדיוק בגלל זה יש צורך לנקוט באמצעים שיבטלו תופעות כאלה על ידי פנייה לגלגול או חישול גוף המסור.
על מנת למנוע מאזור שיני המסור להפוך גלי במהלך הניסור, יש צורך להרחיב את האזור האמצעי של להב המסור. במקרה זה, קצה המסור עצמו מקבל חופש מתיחה והמסור, מסתובב, נשאר שטוח. מתחים במגזר האמצעי של להב המסור נוצרים בעזרת גלגול או חישול (במילים אחרות, מכות בפטיש מיוחד על סדן יישור מיוחד). גלגול להב המסור העגול מתבצע באמצעות ציוד מיוחד. בתהליך ההלבשה הידנית של להב הדיסק, יש להפעיל מכות פטיש על פי תכנית מיוחדת, בהתאם למאפייני המסור עצמו, במצבי החיתוך, בקצב ההזנה של החומר המעובד, וגם בהרבה גורמים אחרים. מסור עגול מתוח כהלכה המותקן בצורה אנכית לא אמור לרטוט מאגרופים באמצע.
בקרת מתח פנימית
שליטה בלחצים פנימיים בלהב מסור יכולה להיעשות בשיטות הבאות: הטה מעט את להב המסור ביד שמאל, תוך כדי יד ימיןהצמד קצה ישר מיוחד לקנבס. במקרה זה, יש להופיע פער קל, המהווה סימן לנוכחות של מתחים פנימיים. בדיוק אותו מרווח חייב להיות קיים בעת בדיקת הצד השני של להב המסור. ערכים משוערים של מרווח האור למהירות חיתוך של 50 מטר לשנייה: 0.3-0.5 מילימטר, בתנאי שקוטר המסור הוא 400-800 מילימטרים ו-1.6-1.8 מילימטרים עבור מסורים בקוטר 1000 מילימטרים.
בחירת מספר השיניים בלהב מסור
על מנת להגיע לאיכות ניסור ברמה גבוהה ישנה חשיבות רבה למספר השיניים בלהב מסור. חוק כלליהוא כדלקמן: עבור ניסור חומרים דקים יותר, יש צורך להשתמש במסורים שיש מספר גדול שלשיניים, בעוד שניסור חומרים עבים יותר דורש להבי מסור עם פחות שיניים. עבור ניסור עץ מלא, לפחות שתיים ומקסימום ארבע שיניים חייבות לעבוד בו זמנית. במקרה שבו יש פחות משתי שיני מסור בחומר הנחתך, ה-DP לא יוכל לתפקד בצורה יציבה ואמינה. עם זאת, במקרה זה, אם יש יותר מארבע שיניים בחומר המעובד (בחיתוך), אז האזור החיצוני (הכתר) של להב המסור יתחמם באופן בלתי מקובל. במקרה זה, המסור מאבד את השטיחות שלו ועלול בהחלט להיכשל עקב כוח החיכוך של הדיסק כנגד דפנות החומר הנחתך.
ניתן לחשב את המספר האופטימלי ביותר של שיניים (Z) שצריך להיות בחומר המעובד באמצעות נוסחה פשוטה: Z \u003d (H / t) + 1, כאשר H הוא גובה החיתוך (במילימטרים) ו-t הוא ה- גובה שיני המסור (במילימטרים).
בכל מקרה, ללא קשר לחומר הנחתך ולמידותיו ומאפייני המסור, תמיד צריכה להיות יותר משן אחת בחומר הנחתך. אחרת, זה בלתי אפשרי לחלוטין לספק ערבויות לישירות הניסור. מספר השיניים האופטימלי ביותר בחתך הוא שתיים עד שלוש שיניים. יותר מדי שיניים על המסור הוא סיבה מרכזיתהגדלת רמת העומס על מנוע הכונן. מסיבה זו מנוע ההנעה חייב להיות מספיק רמה גבוההכּוֹחַ. ניתן לקבוע את גובה השן t (במילימטרים) לפי הנוסחה הבאה: t = Dπ/z, כאשר "D" הוא קוטר המסור עצמו (במילימטרים), ו-"n" בתורו שווה ל-3.14, בעוד Z הוא מספר השיניים של מסור עגול (ביחידות/יחידות).
גובה שיניים DP
שיפוע שן גס של מסור עגול, שהוא בטווח של 30-45 מילימטרים, מומלץ לשמש בתהליך של ניסור אורכי של עץ, בגבהי ניסור גבוהים או בניסור עץ רך. בתורו, גובה השיניים העדין של מסורים עגולים מומלץ לשמש בתנאים של ניסור רוחבי של עץ, בתנאים של גובה חיתוך קטן, או בתהליך של חיתוך מיני העץ הקשים ביותר. מספיק ערך רבבתהליך בחירת מסור עגול לחיתוך עץ מלא, דווקא לצורת פרופיל השן יש. יחד עם זאת, כדאי לזכור כי בתהליך ניסור עצים קשים, כמו גם בתהליך של ניסור עצים קפואים, הצורה והנפח בין חלל השן משפיעים בצורה משמעותית ביותר על רמת האיכות, כמו גם על מהירות נְסִירָה.
בתנאים של מספר מספיק גדול של שיניים ובהתאם, חלל קטן בין חלל השן, נוצרת נסורת קטנה מאוד. יחד עם זאת, הוצאת נסורת כזו מהחתך קשה, וחלק מהנסורת נופלת בין דפנות החיתוך לגוף המסור. כך, המסור מתחיל להתחמם, וכמות גדולה מאוד של שרף, כמו גם אבק, נדבקת ללהב המסור. במקרה זה, המסור מתחיל להישרף וכתוצאה מכך, במהירות להיות עמום. בשל כך, המפעיל נאלץ לחדד מסור כזה לעתים קרובות למדי. בנוסף, צריכת החשמל ליחידת מוצרים מיוצרים עולה בחדות.
קצב הזנה
בתהליך הזנה מכנית של חומר לאזור הניסור כדאי לבחור ברמת מהירות שבה ההזנה לשן (Uz) תהיה 0.2-0.7 מילימטר בתנאי עיבוד עץ גולמי ו-0.1-0.3 מילימטרים בעיבוד עץ יבש. ערך זה מושפע ממספר השיניים והוא מסופק אם החומר המעובד מוזן לאזור החיתוך בקצב הזנה (מ'/דקה): U = UzZn/1000, כאשר Uz הוא ההזנה לכל שן (במילימטרים) , Z הוא מספר השיניים במסור, ו-"n" הוא המהירות של פיר המסור - 1/דקה. (מהפכה / לדקה).
במקרה שאנו יודעים את קצב ההזנה, את מהירות הסיבוב של המסור, כמו גם את הערך האופטימלי של הזנה לכל שן עבור סוגי עץ שונים, כמו גם סוגי חומרים, אז יש לנו הזדמנות לבחור באופן עצמאי את המרב מספר שיניים נכון ומתאים שיהיו למסור עגול. ערכי הזנה לכל שן עבור חומרים שונים מוצגים בטבלה.
קצב הזנת חומר מינימלי
רמת המהירות של ההזנה המכנית של החומר המעובד צריכה להיות לפחות 20-30 מטר לדקה. בתנאים של קצב הזנה נמוך יותר, יש שחיקה מוגברת (מהירה) של שיני המסור, התחממות יתר של כלי החיתוך וכתוצאה מכך כשל במסור זה. כדי לעבד חומרים, מסורים חייבים להיות חדים במיוחד. ניסור עצים באמצעות כלים קהים מעלה משמעותית את צריכת האנרגיה החשמלית, וגם מחמיר את רמת האיכות של המוצרים המיוצרים וללא ספק מהווה את אחד הגורמים העיקריים לשבירת המסור.
חשיבות עליונה לביצוע העבודה היציבה ביותר, כמו גם לעמידות להב המסור, היא המצב הטכני של ציוד העיבוד, כמו גם שיטת אספקת החומר לעיבוד לאזור העיבוד (ניסור ישיר). ). במקרה שלציוד יש יציאה רדיאלית משמעותית (היא עולה על 0.02 מילימטר לכל 100 מילימטר אורך), של פיר המסור, חובה לבטל את כל הבעיות ללא דיחוי. רצוי ביותר לשים את המסור על הפיר, וגם לבדוק את המסור לנזילות לרוחב באמצעות מחוון מיוחד. בהתאם לקוטר הכלי (המסור), מותרות סטיות מרביות ממישור המהלך, שנעות בין 0.01 מ"מ ל-0.03 מ"מ.
על ציוד עם הזנת רולר, ברוב המכריע של המקרים, ככלל, מערכת פליטה המסירה נסורת שנוצרה במהלך העיבוד מתיבת המסור מחוברת למכונה מלמטה. יחד עם הנסורת המתקבלת, נכנסות למערכת הפליטה גם חתיכות של קליפה שבורה, כמו גם פסולת תעשייתית אחרת, העלולה לסתום במהירות את ערוץ פינוי השבבים. במקביל, התפוקה של מערכת הפליטה תפחת משמעותית לאחר ניסור 10-15 בר. כתוצאה מפעולות כאלה, השבבים מקופסת המסור מפסיקים למעשה להיות מוסרים, מה שבתורו גורר חימום מהיר מאוד של להב המסור המשמש לעיבוד, כמו גם כישלונו. אם לוקחים בחשבון תכונות כאלה, עדיף ומועיל ביותר להשתמש בציוד המצויד בהזנת זחל של החומר המעובד לאזור הניסור.
הבעיות הנפוצות ביותר בתהליך השחזה של מסורים עגולים:
- המשאב של המסור העגול אינו תואם (פחות) למשאב המוצהר על ידי מוכר כלי זה;
- המסור העגול אינו מסוגל לעמוד במספר גדול מספיק של השחזה.
מספר חידודי DP המצוידים בהלחמת סגסוגת קשיחה תלוי במספר גורמים:
- מרמת האיכות של הסגסוגת הקשה;
- מהחומר שצריך לנסר;
- מהפעלה נכונה (שמירה על כל הכללים וההמלצות);
- מכמות החומר המנוסר;
- מזמן השחזה של המסור;
- מ מצב טכני ציוד טכנולוגי, בעזרתו מתבצע ניסור;
- מתרבות הייצור, כמו גם מעמידה בכל הטכנולוגיות והכללים;
- ולבסוף, מציוד העיבוד עצמו, בעזרתו מתבצעת השחזה.
איכות מסור עגול
רוב כלי טובבהתאם, יש לו עלות גבוהה, עם זאת, כלי כזה משמש במשך זמן רב. איכות להב המסור תלויה בסוג הקרביד בו משתמש היצרן. בתורו, התכונות המכניות של סגסוגות קשות נקבעות באמצעות אחוז הקרבידים, כמו גם קלסרים, וגודל החלקיקים של אבקת הסגסוגת הקשה. בנוסף, ניתן להשפיע עליהם תהליך טכנולוגיהכנת תערובת, מצבי אפייה, מצבי עיבוד במהלך הטחינה, וכן שיטות להלחמת לוחות חיתוך על גוף כלי החיתוך (המסור) עצמו. יש להוסיף כי רמת הקשיות הגבוהה ביותר שונה צלחות העשויות מסגסוגת בעלת תכולת הקובלט הנמוכה ביותר (3-5%). עם זאת, בתנאי שכמות מסוימת של טיטניום קרביד קיימת בהרכב הסגסוגת הקשה, רמות הכיפוף וחוזק ההשפעה של הסגסוגת יפחתו. עלייה בתכולת הקובלט בהרכב הקלסר מורידה את רמת הקשיות, אולם הדבר מגביר את הכיפוף וחוזק ההשפעה של הסגסוגת. כך, סגסוגת באיכות נמוכה קורסת במהירות ומתבלה. בתהליך ההשחזה לביצוע עריכה של גיאומטריית השן, יש צורך להסיר שכבה גדולה של סגסוגת קשיחה מולחמת, אשר גוררת בתורה ירידה במספר השחיזות המסור (במילים אחרות, ירידה בחיי הכלי).
בחירת מסור בהתאם לחומר המעובד
בין היתר, החומר לניסור מסוגל להשפיע גם על הפרמטרים התפעוליים (המכניים) של כלי החיתוך (המסור). בשל כך, יש צורך ביישום הבחירה הנכונה ביותר של הכלי בהתאמה מוחלטת לייעודו. במשימה זו, קטלוגים מיוחדים יכולים לעזור לך, בהם היצרנים הגדולים ביותר מציינים לאיזה חומר מסוים מיועד כלי (מסור) זה או אחר. בנוסף, קטלוגים אלו מכילים את כל המידע הדרוש על הקוטר, וכן מספר שיניים של מסורים לעיבוד החומרים הרלוונטיים. יישום העיבוד של חומר לא איכותי (מזוהם) יכול גם להוביל להרס (הרס) של הלחמת סגסוגת קשה. זה, בתורו, אומר שבתהליך השחזה של כלי באיכות נמוכה, יש צורך להסיר שכבה גדולה מאוד, בהשוואה לכלי שעשוי מקרביד איכותי.
יישום שימוש נכוןכלי חיתוך, כמו גם כמות החומר המעובד (מנוסר) הם דברים הקשורים זה בזה. לדוגמה, אם נעשה שימוש בכלי לפתרון המשימות המורכבות והנפחיות ביותר שהוגדרו לייצור, שעבורן הכלי הזה לחלוטין לא מיועד (כדאי לזכור שהקטלוג של יצרן כלי החיתוך מכיל מידע על כמות הניסור המשוערת. לרגע ההשחזה, ורמת קצב ההזנה של החומר המעובד, ומספר הסיבובים של המסור העגול), אז במוקדם או במאוחר (אך במוקדם יותר) כלי כזה יתחיל להיכשל. למרבה הצער, לעתים קרובות היצרנים מתעלמים מהמלצות יצרני כלים לשימוש במסורים עגולים, המכילות מידע על מידת הניסור (משך הזמן) בין ההשחזה עבורם הם מיועדים. מחזיקי כלים חסרי מזל כאלה משתמשים בבשרו עד שמופיעים שוליים, אזוב או שבבים על החומר, דבר שאינו מקובל ביותר וטומן בחובו השלכות שליליות ביותר.
ציוד להשחזה של מסור עגול
אחד ה גורמים חשוביםהתפוקה של הכלי טמונה בציוד שעליו משחיזים את להב המסור. כאן, די הרבה תלוי באיזה סוג של ציוד מדובר - אוטומטי או חצי אוטומטי. לדוגמה, יישום השחזה של מסור עגול עם הלחמת סגסוגת קשיחה באמצעות ציוד אוטומטי של חברות אירופאיות מספק הזדמנות לשמור באופן אידיאלי על המרחק בין השיניים, תצורת השיניים, כמו גם זוויות ההשחזה של המפעל. אחד היתרונות העיקריים של ציוד זה הוא רמת התנועה המינימלית של ראש ההשחזה, שהיא 0.01 מ"מ. עבור מעבר אחד של האזור המושחז בעזרתו, ניתן להסיר שכבה של סגסוגת קשה בעובי של לא יותר מ-0.02 מ"מ. היחס הגיאומטרי של גובה ועובי השן למסור עגול על מנת להעלות את רמת היציבות של השיניים בחיתוך הוא בערך 1:3-5 (במילים אחרות, אם עובי השן הוא שלושה מילימטרים, אז גובהו יהיה כ-9, עד 15 מילימטרים). 1: השאר 3 עד 5 כפי שהם - זה אומר שבמקרה שבו, למשל, יש להסיר 0.02 מילימטר (עובי) בתהליך של השחזה של הקצה הקדמי של השן, אז יש להסיר 0.06-0 לאורך הגב קצה, 1 מ"מ קרביד (גובה), כדי לא להפר את הקשר הגיאומטרי, ולכן, את התכונות המכניות של השן.
בפועל, נמצא כי על ידי הסרת כמות כזו של סגסוגת קשה בהשחזה אחת באמצעות ציוד השחזה אוטומטי, ניתן להשחיז את המסור עד 25 פעמים. לפיכך, בתהליך ההשחזה בעזרת ציוד כזה, חיי השירות של הכלי גדלים, מה שבתורו מפחית את עלות עדכון המסור. בתהליך השחזה בעזרת חצי אוטומטי, ועוד יותר בעזרת ציוד ההשחזה הפשוט ביותר, המשאבים התפעוליים של הכלי מצטמצמים ב-30-40% לפחות לעומת השחזה בעזרת ציוד אוטומטי. להשחזת הכלי.
מאילו סיבות הכלי יכול להופיע שבבים במהלך תקופת העבודה הראשונית?
במהלך פעולת כלי החיתוך, ניתן לחלק באופן מותנה את הזמן שבו הוא נשחק לשתי תקופות:
- תקופת לבישת חירום. ממש בתחילת יישום השימוש בכלי החיתוך, בזמן שבו מתבצעת המיקרו-שבבים של קצה החיתוך, המהווה את הגורם להופעת שבבים;
- זמן ללבוש הדרגתי (מונוטוני). במקרה זה, שחיקה (שחיקה, קהה) של משטח העבודה של להב החיתוך של השן מתרחשת בהדרגה במהלך פעולת המסור.
בקטלוגים של יצרני כלים שכבר הוכיחו את עצמם אך ורק עם צד חיובי, בלי להיכשל יש טבלאות של מהירות ההזנה של החומר המעובד, כמו גם מהירות החיתוך של מסורים עגולים. כל הנתונים הללו מתאימים לחלוטין למסורים מסוימים, כמו גם לחומרים. במקרה שהפרמטרים הללו אינם תואמים את המציאות (הם אינם נשמרים), אזי רמת האיכות של המשטחים המטופלים יורדת, וכלי העבודה נתון לעומסים גבוהים. כתוצאה מכך מופיעים שבבים על קצה החיתוך, המאפיינים של קצה כזה אובדים, מה שגורר ירידה בחיי השירות של מסור כזה (ירידה במשאב שלו), בעוד שיש הוצאת יתר משמעותית של אנרגיה חשמלית.
מהירות החיתוך של המסור V (m/s) נקבעת באמצעות מהירות הסיבוב של כלי זה, כמו גם הקוטר שלו: V = Dπn/60, כאשר D הוא קוטר הכלי עצמו (במילימטרים), "p " שווה ל-3.14, ו-"n" בתורו הוא מספר הסיבובים של הכלי (1/דקה, סל"ד).
כללים כלליים לשימוש במסור עגול
- ציוד העיבוד בו נעשה שימוש חייב להיות תקין, ולחלופין אסור להזיז את הציר;
- אוגני הידוק (מנסור) חייבים להיות בעלי אותו קוטר בדיוק, השווה לפחות ל-1/3 מקוטר כלי החיתוך (המסור) המשמש. קוטר האוגן (d) נקבע על ידי הנוסחה הבאה: d = 5√D, כאשר D הוא קוטר כלי החיתוך (במילימטרים) ו-d הוא בהתאמה קוטר האוגן (במילימטרים);
- טבעות הרכבה, כמו גם דסקיות, חייבות להיות מקבילות לחלוטין;
- כלי החיתוך (המסור) חייב לבלוט מעל חומר העבודה בגובה שן לפחות, אך לא פחות מ-5 מילימטרים;
- העיגול של לוח החיתוך של השן (להב) לפני ההשחזה הבא לא יעלה על 0.2 מ"מ;
- לפני שתמשיך ביישום התקנת כלי החיתוך על ציוד העיבוד, יש לנקות את פני השטח שלהם הדרך הכי טובהעם ממס. שימו לב: אין להשתמש בממיסים העשויים על בסיס קאוסטי!;
- יש צורך להקפיד על ניקיון האוגנים, כמו גם הטבעות;
- יש להקפיד על כך שגוף המסור יהיה תמיד מקביל למדריכים, כמו גם לסרגל.
חֲדָשׁוֹת
טחנת כדורים - מיועדת לייצור כדורי עץ (כדורים) מפסולת עץ יבשה. חומר הגלם המעובד העיקרי הוא נסורת. טחנות כדורים קטנות מאפשרות להשיג כדורים מכל ביומסה. טחנות גלולות קטנות מבוקשות במשקי בית פרטיים, כמו גם בתעשיות קטנות. משמש לייצור כדורים, לחימום חלל, וכן לייצור מזון לבעלי חיים. יותר......
מחירים מוזלים למכונות לייזר מסדרת ארנב בפורמט גדול. מכונת לייזר ארנב 2030 (שפופרת לייזר 80W), 2000x3000 מ"מ מחיר מהמלאי - 960,000 רובל, מחיר בהזמנה - 800,000 רובל מכונת לייזר ארנב 2030 (צינור לייזר Reci W2), 2000x3000 מ"מ מחיר ממלאי - 0,000 מ"מ מחיר ממלאי -0,0 הזמנה. רובל מכונת לייזר ארנב 2030 (צינור לייזר Reci W6), 2000x3000 מ"מ מחיר מהמלאי - 1,028,500 רובל, מחיר לפי ההזמנה - 868,500 רובל מכונת לייזר לייזר FB 1525, משטח עבודה 1500x2500 מ"מ מחיר מהמלאי - 60 הזמנה מתחת להזמנה - 608 000 רובל מכונת לייזר לייזר FB 1626, משטח עבודה 1600x2600 מ"ממחיר מהמלאי - 835 200...
INTERLASER שמחה להודיע ללקוחותיה על הוזלת מחיר משמעותית (12.5%) עבור מכונות כרסום Carver-0609. הדגמים החדשים של מכונות כרסום Carver-0609 מצוידים בציר מקורר מים 1.5 קילוואט, חיישן שולחן אפס אלקטרוני, מובילי מסילה מתקדמים של HIWIN (טייוואן) על כל הצירים, ומשאבת מים מסופקת גם עם המכונות. לִשְׁלוֹט מכונת טחינהבאמצעות בקר DSP, תוכנת Type3 כלולה. אספקת הציוד מתבצעת תוך 60 ימי עבודה ממועד התשלום מראש (70% מהעלות). לכל השאלות נא לפנות למשרדי המכירות שלנו במספרי הטלפון המופיעים באתר.










הפרעת אישיות מעורבת: גורמים, תסמינים, סוגים וטיפולים
הגדרות בקרה של GTA 4
שאלות נפוצות על הברחה ב-GTA Online
LSPDFR - ברוכים הבאים למשטרה
המפה הענקית של Grand Theft Auto San Andreas והסודות שלה