Our plant produces works on electroerosive processing of metal parts, assemblies, customer's tools to order. We take orders for electroerosive work in Moscow. We accept single orders for electroerosive machining of individual metal parts and steel assemblies.
You can order electroerosive work by contacting the sales department of our plant by phone +7 495 952-3966 or by e-mail This e-mail address is being protected from spambots. You need JavaScript enabled to view it . To speed up the response on the cost and terms of work, please send sketches or drawings by e-mail This e-mail address is being protected from spambots. You need JavaScript enabled to view it or by fax.
The STANKOKONSTRUKTSIYA plant provides the following EDM services:
EDM processing of parts with a complex profile with a straight vertical or inclined generatrix made of conductive materials, regardless of their hardness. Figured cutting of metal, steel cutting along the contour, high-precision cutting of metal.
Services for electroerosive processing of any conductive materials (of any hardness and brittleness) on wire (cut) and copy-piercing electroerosive machines. Creation of a complex profile contour with an accuracy of 0.01 mm.
Production of stamps, molds, pattern templates, non-standard tools on electroerosive machines.
EDM cutting of hard alloys, magnets, polycrystalline diamond, cubic boron nitrite, titanium, tungsten, molybdenum, semiconductors, etc. and their electroerosive processing.
Production of electroerosive machines, repair of electroerosive machines, equipment of electroerosive machines, adjustment of electroerosive machines, modernization of electroerosive machines with replacement of obsolete current generators and CNC.
Electroerosive machining is based on pulling out material particles from the surface by an electric discharge pulse. If the voltage (distance) between the electrodes immersed in a liquid dielectric is given, then when they approach each other (increase in voltage), a breakdown of the dielectric occurs, an electric discharge occurs, in the channel of which a plasma with a high temperature is formed.
Electroerosive processing methods are especially effective when processing hard materials and complex shaped products. When processing hard materials by mechanical means tool wear is of great importance. The advantage of electroerosive methods is that cheaper, easily machined materials are used to make tools. Often, the wear of the tools is negligible. For example, in the manufacture of some types of dies by mechanical means, more than 50% of the technological cost of processing is the cost of the tool used. When processing the same stamps by electroerosive methods, the cost of the tool does not exceed 3.5%. Conventionally, the technological methods of electroerosive machining can be divided into flashing and copying. By stitching, it is possible to obtain holes with a diameter of less than 0.3 mm, which is impossible to do mechanical methods. In this case, the tool is a thin wire. This technique reduced the cost of making holes in dies, including diamond ones, by 20-70%. Moreover, electroerosive methods make it possible to produce helical holes. Wire electrode processing is more common. In this way, for example, it is possible to obtain a punch and a stamp matrix from a single piece of material at the same time, and their correspondence is almost perfect.
Which term is correct: electrospark or electroerosive machining method?
At the end of the 30s of the twentieth century, the new electrophysical method of processing was called electrospark, and not electroerosive, by the Lazarenko spouses, Boris Romanovich Lazarenko and Natalya Ioasafovna Lazarenko, by their discoverers. Both in the first publications about Lazarenko's discovery (1943) and in the doctoral dissertation of Boris Romanovich Lazarenko (1947), the term "electrospark method" was used. The term "electroerosion" in relation to this technology appeared in the 50s rather as a result of the "ideological confrontation" of various teams that were dealing with problems by that time. new technology. The creator of the world's first wire-cutting machine (1954), Boris Ivanovich Stavitsky, a student of Lazarenko, in all his works uses the terms "electrospark" and "electrospark" in relation to both technology and the process and method of processing.
It seems to some that the term "electrospark" machining fits the name of the process better than "electroerosive". An electric spark is a tool that works in the process of processing, electroerosion is the result, the destruction of metal under the action of electric spark discharges. If, according to the same logic, according to which the processing is called "electroerosive", other processes are called, then drilling, for example, will be called "hole". Be that as it may, the term "electroerosion" is more established and official. In industries, electrospark (electroerosive) machining is sometimes referred to as "erosive", "electropulse", coordinate-piercing electrospark (electroerosive) machining is often called "burning". Some consider the correct terms are "electrospark machining", "electrospark machine", electroerosive machining, electroerosive machine, etc., however, the use of the term - "electroerosive machining", "electroerosive machine" is generally accepted.
Here is how the same names will be called in different terminologies:
electroerosive machining (EI machining)
electroerosive machining
electrospark processing (EI processing)
electroerosion
electroerosive machine (EES)
EDM machine
electric spark machine (EIS)
electroerosive technologies (EE technologies)
electroerosive technologies
electrospark technologies (EI technologies)
electroerosive jig-piercing machine
electroerosive jig-piercing machine
electroerosive piercing machine
electric spark jig stitching machine
EDM wire-cutting machine
EDM wire cutter
electric spark wire-cutting machine
electroerosive "superdrill"
electroerosive "superdrill"
electric spark "superdrill"
services for electroerosive machining of parts, repair and adjustment of electroerosive machines
services for electroerosive processing of parts, repair and adjustment of electroerosive machines
services for electric spark processing of parts, repair and adjustment of electric spark machines
Electroerosive machining of metals and alloys in Moscow is a service that our factory provides to its customers. We have all necessary equipment operated by qualified professionals. We carry out all orders with high quality and on time.
laser cutting
From Wikipedia, the free encyclopedia
Current version.
Laser cutting of steel sheet.
A high power laser cutting and nesting technology commonly used in industrial production lines. A focused laser beam, usually controlled by a computer, provides a high concentration of energy and allows you to cut almost any material, regardless of their thermal properties. During the cutting process, under the influence of a laser beam, the material of the section being cut melts, ignites, evaporates or is blown out by a gas jet. In this case, narrow cuts with a minimum heat-affected zone can be obtained. Laser cutting is distinguished by the absence of mechanical impact on the material being processed, minimal deformations occur, both temporary during the cutting process and residual after complete cooling. As a result, laser cutting, even of easily deformable and non-rigid workpieces and parts, can be carried out with a high degree of accuracy. Thanks to the high power of the laser radiation, high process productivity is ensured in combination with high quality cut surfaces. Easy and relatively simple control of laser radiation allows laser cutting along a complex contour of flat and three-dimensional parts and workpieces with a high degree of automation of the process.
Process
For laser cutting metals, technological installations based on solid-state and gas CO2 lasers are used, operating both in continuous and repetitively pulsed radiation modes. Industrial Application gas laser cutting is increasing every year, but this process cannot completely replace traditional methods of metal separation. In comparison with many of the installations used in production, the cost of laser cutting equipment is still quite high, although recently there has been a tendency to reduce it. In this regard, the laser cutting process becomes effective only under the condition of a reasonable and reasonable choice of the application area, when the use of traditional methods is laborious or even impossible.
Laser cutting is carried out by burning through sheet metals with a laser beam. This technology has some obvious benefits before other cutting methods:
The absence of mechanical contact allows processing brittle and deformable materials;
Materials from hard alloys can be processed;
When producing small batches of products, it is more expedient to carry out laser cutting of the material than to manufacture expensive molds or casting molds for this;
For automatic cutting of material, it is enough to prepare a drawing file in any drawing program and transfer the file to the computer of the installation, which will withstand errors in very small amounts;
Literature
SA Astapchik, VS Golubev, AG Maklakov Laser technologies in mechanical engineering and metalworking. - Belarusian science. - ISBN 978-985-08-0920-9
Cherpakov B.I., Alperovich T.A. Metal cutting machines. - ISBN 5-7695-1141-9
Colin E. Webb, Julian D.C. Jones Handbook Of Laser Technology And Applications book 1. - IOP. - ISBN 0-7503-0960-1
Colin E. Webb, Julian D.C. Jones Handbook Of Laser Technology And Applications book 2. - IOP. - ISBN 0-7503-0963-6
William M. Steen Laser Material Processing. - 2nd edition. - Great Britain: Springer-Verlag. - ISBN 3-540-76174-8
To give a metal product a certain shape and size, you can use different ways turning.
But sometimes the requirements for the quality of such processing require increased strength in the area of impact on the metal. To this end hardware processed by electroerosive method.
In addition to obtaining the desired shape and parameters of parts, it allows you to obtain through holes, shaped grooves in the form of recesses and grooves in blanks. With the help of electrical discharge machining of metals, it is possible to produce different kinds tools, the strength requirements for which are increased.
Electroerosion is a change in the structure and shape of the metal by the action of an electric discharge. It occurs when a voltage is created between the electrodes. One of them is a metal product, and the second is a working electrode.
If a current is passed through the electrodes, then a voltage will appear in the space between them due to electric field. When the distance between the electrodes approaches the critical one, a discharge will occur, which serves as a conducting channel of electricity.
To increase the strength of the discharge, the electrodes are placed in a liquid that is a dielectric, which is used as various mineral oils or kerosene. The current passing through the formed channel heats the dielectric liquid, bringing it to a boil and subsequent evaporation with the formation of a gas bubble. A powerful discharge occurs inside this bubble, accompanied by a flow of electrons and ions.
By bombarding the electrode, they create a plasma stream. As a result, the temperature in the discharge zone rises to 10000–12000°C and instantly melts the metal with the formation of an erosion depression in the form of a dimple. A significant part of the melt evaporates, and after cooling, a layer remains on the surface of the metal in the hole, the composition of which differs from that of the original metal.
The figure (below) shows a dimple that arose under the influence of an electric pulse, where: 1 is the volume of the dimple, 2 is the doped layer, 3 is the dimple bead, 4 is the metal part.
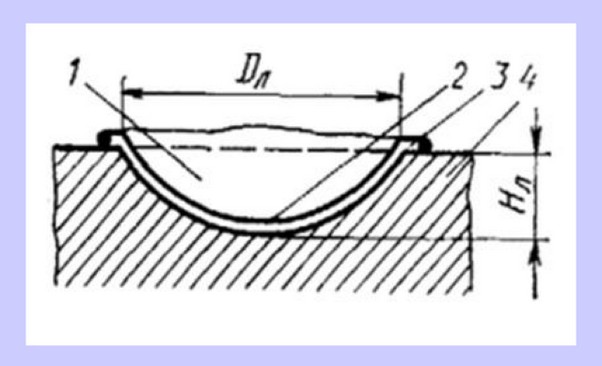
The composition of the surface layer includes not only the components of the evaporated liquid, which saturate the metal with carbon to form iron carbides, but also elements of the working electrode metal melt.
As a result of such electroerosive processing, steel blanks at the impact site can be alloyed with elements such as chromium, titanium, tungsten and others. Such alloying significantly strengthens the surface of the metal workpiece at the site of electroerosive machining.
EDM cutting
The most demanded is electroerosive cutting of metals. Its essence is the effect on a metal workpiece of spark electrical discharges formed during the flow of pulsed current in the electrodes, with their maximum convergence and being in a liquid dielectric medium.
Thus, in order to conduct EDM cutting throughout the entire cutting process, it is necessary to provide:
- voltage supply to the electrodes in the form of pulses;
- periodically reduce the distance between the electrodes to a critical size;
- ensure the presence of a liquid medium (kerosene or oil).
Under these conditions, metal part under the influence of high temperature, arising due to the action of the discharge arc, particles are knocked out, which are then washed out by the dielectric liquid. The dielectric also acts as a catalyst for the decomposition of metal particles, since it evaporates at high temperatures.
Since a single discharge must occur with periodic constancy in the form of short-term sparks, in order to achieve cutting the workpiece along the intended contour, a certain mode of operation must be observed. There are two processing modes: electrospark and electropulse type.
Electrospark processing
In the mode of electrospark processing of workpieces, it is carried out using short-term discharges that occur in the form of sparks through a dielectric liquid.
In this mode, the following pulse supply scheme is observed:
- the workpiece being processed serves as an anode with a positive charge, to which the flow of electrons from the working electrode rushes.
- the metal ions of the part act on the working electrode. So that it does not collapse, use an impulse voltage for 10-3 s.
Electropulse processing
In the electric pulse mode, the workpiece serves as a cathode with a negative pulse, which acts for a fraction of a second. An arc discharge is created, directing the flow of ions towards the part. In this mode, a high rate of metal removal is provided, but the purity of metal processing is worse than in the electric spark mode.
EDM uses spark discharges, which are provided by pulses electric current generated by the generator special machine for such processing.
EDM machine

Simplified work on the EDM machine goes like this:
- A pulsed current is applied to the workpiece and the molybdenum wire electrode. Tungsten, brass, copper and other metals can also be used.
- Simultaneously with the supply of pulsed current to the electrode, the part is moved using the guides of the CNC machine in the desired direction.
- The resulting spark discharge pulses burn out the metal area at the cut site.
- The molten metal is washed away by the coolant.
- During operation, simultaneous movement of the wire wound on a special drum is ensured.
EDM equipment includes:
- the machine on which the operation is carried out;
- voltage generator providing pulse mode;
- device for supplying dielectric liquid and its purification;
- pumping system from the working area of the formed gases.
The machine itself consists of:
- bases in the form of a bed;
- bath placed on the table;
- spindle heads;
- control panel for process control;
- systems for ensuring the supply of impulses to the part;
- automatic process control systems.
There are machines that may have some difference in the device. For example, they may have a cleaning system as a separate device.
Pulse generators are separate units located next to the main machine. There are types of devices in which the generator is built into the machine.
There are quite a few various ways used to change the size, shape, quality of the metal. Some allow you to significantly improve the quality of the surface and speed up the process of resizing. Electroerosive machining is a method of changing the shape, dimensions, roughness index, surface properties, which consists in the effect of an electric discharge on the workpiece when using a tool electrode.
Technology Fundamentals
The following points can be attributed to the features that electrical discharge machining has:
- The workpiece acts as one of the electrodes, the tool electrode as the other.
- The discharge is applied periodically, in the form of short pulses, since such an effect makes it possible to restore the electrical strength of the medium between the electrodes.
- Unipolar pulses are applied in order to reduce wear on the tool electrode being used.
- An important point can be called how long the impulse lasts. With a short duration of the applied pulse, the wear of the anode increases significantly. However, with a long pulse duration, the wear of the cathode increases significantly.
Often in practice, a method is used to connect to the positive and negative plus of the alternator.

Classification of methods
Exists the following ways electroerosive processing of workpieces:
- Combined method - involves the use of several methods of exposure at once. Some equipment allows you to combine mechanical and electroerosive processing. This method is quite popular lately, as it makes it possible to achieve high results.
- EECHO or electroerosive-chemical grinding is a method of exposure that involves a combination of the method of supplying current and electrolyte. The method is quite popular, it allows you to improve the quality of the surface and change the shape of the workpiece.
- Abrasive with the supply of electric current allows you to influence the workpiece to change the roughness. In this case, the equipment is designed exclusively to obtain a certain roughness.
- Anode-mechanical action is determined by the fact that the process takes place in a liquid medium. In this case, after applying current to the surface, a film appears, which is subsequently removed mechanically.
- EDM hardening by electrical treatment is characterized by the fact that the equipment used can significantly increase the strength of the surface layer. The procedure does not take much time, it is easy to perform.
- Volumetric copying - the equipment in this case has a tool of a certain shape and size, which are reflected on the workpiece when current is applied.
- Stitching - a way electrical impact at which a hole of a certain diameter and shape is formed.
- Marking is carried out by applying certain information that remains for a long time. This marking is easy to perform, less expensive.
- EDM cutting is carried out quite often. It differs in that it is possible to obtain high-precision dimensions by cutting with this method.
- Grinding is also carried out quite often.
The above points determine that the electrical discharge machining of metals allows you to obtain a workpiece with the most suitable performance.
Electric Discharge Characteristics
Much depends on how the electrical discharge is delivered. Electrospark machining can be characterized by the following points:
- The first stage was an electrical breakdown. It causes a spark discharge.
- The next step is the occurrence of an arc discharge, which has a more serious impact.
The above points determine that many generators are capable of delivering a multi-stage discharge. This approach can significantly improve the quality of the result.
The duration and frequency of the pulse is determined by what effect should be exerted on the surface. The duration of one pulse can be in the range of 0.1 ... 10 −7 seconds. Also an important indicator can be called frequencies in the range from 5 kHz to 0.5 MHz. It should be noted that electroerosion makes it possible to obtain the surface quality with the least roughness: the shorter the pulse duration, the lower the index. The area of the workpiece determines how much current is used. For example, with an area of 3,600 square millimeters, the current strength is 100 A.
Advantages of the considered method
The advantages of this method include the following points:
- The tool used, which acts as an electrode, may be of any shape. This moment determines that it is possible to carry out the formation of closed channels. Mechanical metal removal has many limitations in terms of what shapes can be obtained.
- The workpiece can be represented by any conductive material. However, we note that materials with high resistance cannot be used. High rate resistance leads to surface heating.
- The process in question is fully automated. This point determines that the likelihood of a human factor leading to marriage is excluded.
- The accuracy of the obtained dimensions and the degree of roughness is very high. It is important to note that it is possible to obtain high accuracy of shape, size, roughness and other indicators.
EDM - modern method production, which is becoming more and more popular every year. Recently, quite a lot of equipment has been created that can have the effect of an electric discharge.
Flaws
There are certain disadvantages that determine the lack of the possibility of widespread use of electrical discharge machining. What are the main disadvantages?
- Low performance. To change the shape or size, the quality of the surface requires a fairly long exposure to an electric discharge. Most of the equipment has the following performance indicator: 10 millimeters per minute.
- High power consumption determines that the cost of obtaining parts is very high. Electricity is the most expensive source of energy used in many industries.
- The complexity of the process determines that only a professional can operate the equipment.
- There are certain requirements for where the equipment is installed. It should be borne in mind that the technology provides for the supply of current with high strength current and voltage.
In conclusion, we note that electrical discharge machining has recently been used in various industries to change the performance of the material. With a certain impact, it is possible to increase the resistance of the surface to scratches, fingerprints, and so on.
If you find an error, please highlight a piece of text and click Ctrl+Enter.
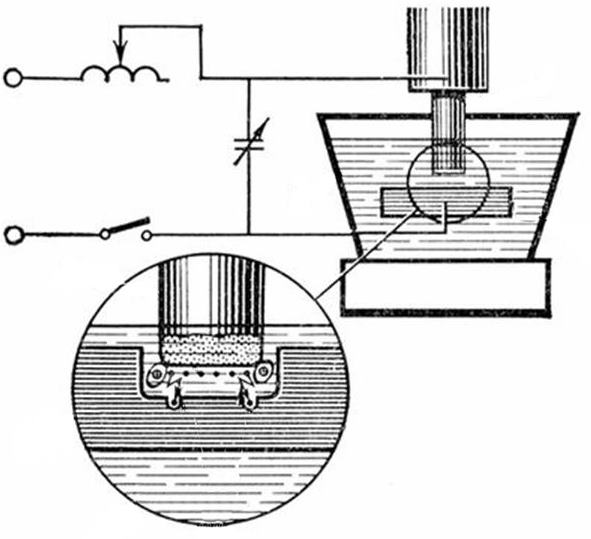
EDM of a profiled cavity. Switching on reverse polarity. 1 - workpiece, 2 - discharges in the gap, 3 - electrode-tool, 4 - process current pulse generator.
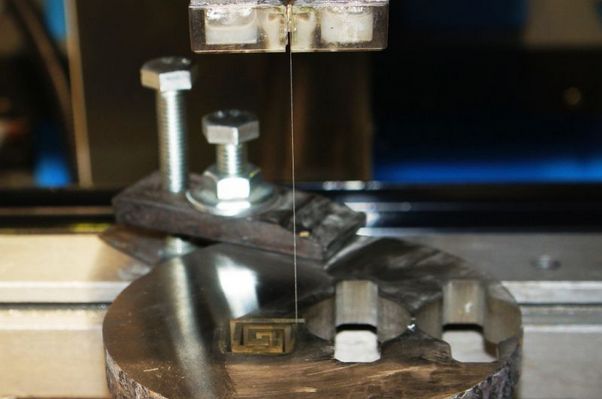
Processing the workpiece on an electroerosive copy-piercing machine. The workpiece is in a working bath filled with working fluid.
EDM(abbr. EEO) - Processing, which consists in changing the shape, size, roughness and properties of the surface of an electrically conductive workpiece under the influence of electrical discharges arising between the workpiece and the electrode-tool.
One of the electrodes is a workpiece, the other is a tool electrode. Discharges are produced periodically, pulsed, so that the medium between the electrodes restores its electrical strength. To reduce the wear of the tool electrode, unipolar process current pulses are applied. The polarity depends on the pulse duration, since at a short pulse duration, erosion (wear) of the anode predominates, and at a long pulse duration, erosion (wear) of the cathode predominates. In practice, both methods of supplying unipolar pulses are used: with the workpiece connected to the positive pole of the pulse generator (the so-called direct polarity connection), and with the workpiece connected to the negative pole (the so-called reverse polarity connection).
Types of EEE
- Combined electrical discharge machining -- performed simultaneously with other types of machining
- Electroerosive-chemical machining (EECM) - combined electroerosive machining, carried out simultaneously with the electrochemical dissolution of the workpiece material in the electrolyte
- Electroerosive abrasive processing - abrasive processing using electroerosive destruction of metal
- Anode-mechanical processing is electrochemical processing in a liquid medium, in which the material of the electrode-workpiece is dissolved under the action of an electric current with the formation of oxide films on the treated surface and their removal by mechanical action.
Can be followed by electroerosive machining
- Electroerosive hardening - electroerosive processing, which increases the strength of the surface layer of the workpiece
- Electroerosive volumetric copying - electroerosive machining, in which the shape of the surface of the electrode-tool is displayed on the workpiece electrode
- Electroerosive flashing - electroerosive machining, in which the electrode-tool, delving into the electrode-workpiece, forms a hole of constant cross section
- EDM marking
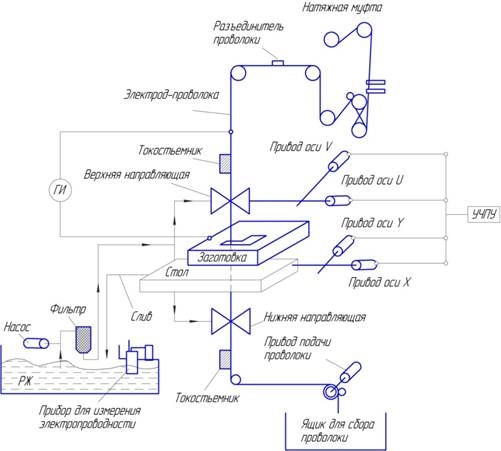
- Electroerosive cutting - electroerosive machining, in which the electrode-tool in the form of a continuously rewinding wire during the feed movement bypasses the workpiece along a given path, forming a surface of a given contour
- EDM cutting - EDM, in which the workpiece is divided into parts
- Electroerosive grinding - grinding using electroerosive destruction of metal
- EDM
- EDM with straight polarity
- Reverse polarity EDM
- Multi-electrode erosion machining
- Multi-contour machining
Characteristics of the electric discharge during EEE
The electrical discharge between the electrodes proceeds in several stages: first, an electrical breakdown occurs, which may be accompanied by spark discharges; then an arc discharge is established. Therefore, many generators are capable of outputting a multi-stage pulse shape.
The frequency of pulses and their duration is selected based on the technological requirements for the treated surface. The pulse duration is usually in the range 0.1 .. 10 −7 seconds, the frequency is from 5 kHz to 0.5 MHz. The shorter the pulse duration, the lower the roughness of the resulting surface. The average current during EEA depends on the area of the treated surface. With an area of 3600 mm², the optimum current is approximately 100.
Features of EEE
The tool electrode can have a fairly arbitrary shape, which allows processing closed channels that are inaccessible to conventional machining.
EEE can be exposed to any conductive materials. The main disadvantages of EDM are low productivity (feed rate is usually ~10 mm/min) and high energy consumption.
Story
Robert Boyle (1694), Benjamin Franklin (1751), Joseph Priestley (1766) Lichtenberg Georg Christian (1777): made the first reports on electrical discharges and the effects that accompany them.
In 1941, doctors Boris Romanovich Lazarenko and Natalya Iosifovna Lazarenko (Moscow State University) was instructed to find methods to increase the service life of ignition distributors for automotive engines.
As a result of research and experiments with tungsten, attention was drawn to the directed destruction by electric discharges created by pulses of a certain form of current, which served as an impetus for the creation in 1943 of a new technological process workpiece processing using electroerosion.
In 1943, Soviet scientists, the spouses Boris Romanovich Lazarenko and Natalia Ioasafovna Lazarenko, proposed using the electroerosive properties of discharges in the air gap for shaping (electrospark method of electroerosive machining). The invention received an author's certificate No. 70010 dated 04/3/1943, French patent No. 525414 dated 06/18/1946, UK patent No. 285822 dated 09/24/1946, US patent No. 6992718 dated 08/23/1946 (the specified patent has a completely different date and subject), Swiss patent No. 8177 dated 07/14/1946, Swedish patent No. 9992/46 dated 11/1/1946 See also
Notes
Links
- GOST 25331-82 Electroerosive processing. Terms and Definitions
- Nemilov E.F. Electroerosive processing of materials. - L .: Mashinostroenie, 1983.*










How to cook ham in the oven at home
Pain in the lower abdomen during pregnancy, reasons for what to do Can the lower abdomen hurt if pregnant
Protein for muscle gain
The best vitamins for men according to customer reviews
How to lose weight on a vegan diet?