הוא מיועד לעיבוד חורים עם סידור צירים, שהמידות ביניהם ניתנות במערכת קואורדינטות מלבנית.
לצד קעמום במכונה, במידת הצורך, ניתן לבצע קידוח, כרסום קל (עדין), סימון ובדיקה מידות ליניאריות, במיוחד המרחקים הבין-מרכזיים.
באמצעות השולחנות הסיבוביים והאביזרים האחרים המסופקים עם המכונה, ניתן גם לעבד חורים המצוינים במערכת הקואורדינטות הקוטבית, חורים משופעים ומאונכים זה לזה ומשטחי קצה מסתובבים.
המכונה מתאימה לעבודה הן בחנויות כלי עבודה והן בחנויות ייצור לעיבוד מדוייק של חלקים ללא ציוד מיוחד.
מאפיינים טכניים של המכונה 2A450זהו האינדיקטור העיקרי להתאמה של המכונה לבצע עבודה מסוימת. עבור מכונות משעממות ג'יג, המאפיינים העיקריים הם:
- גודל פלטת שולחן
- הקוטר הגדול ביותרעיבוד קידוח
- קוטר הסיבוב הגדול ביותר
- מרחק מקצה הציר למשטח העבודה של השולחן
- סיבובי ציר לדקה
להלן טבלה עם המאפיינים הטכניים של מחרטת בורג חיתוך 2A450. ביתר פירוט, ניתן למצוא את המאפיינים הטכניים של מחרטת החיתוך בהברגה בדרכון של המכונה 2A450
| שם הפרמטרים | יחידה. | כמיות |
| משטח עבודה של השולחן (LxW) | מ"מ | |
| תנועת האורך הגדולה ביותר של השולחן | ||
| התנועה הרוחבית הגדולה ביותר של השולחן | ||
| מרחק מקצה הציר למשטח העבודה של השולחן | מ"מ | 250...750 |
| תנועת ציר מקסימלית | ||
| יציאה של ציר מתלה | ||
| מגבלות מהירות ציר (ללא מדרגות) | סל"ד | 50...2000 |
| מגבלות הזנה לכל סיבוב ציר | ||
| קוטר קידוח מירבי בפלדה בחומר מוצק | ||
| קוטר קדח גדול | ||
| משקל חלק עבודה מותר כאשר מותקן על שולחן המכונה | ||
| כמות התנועה המהירה של השולחן והמזחלת | ||
| כמות התנועה של המוצר במהלך הטחינה | ||
| כוח מנוע ציר | ||
| מהירות מנוע ציר | ||
| מידות המכונה | 2670x3305x1266 |
|
| משקל המכונה |
תשומת הלב!המפרטים בטבלה לעיל הם לעיון בלבד. מכונות המיוצרות על ידי יצרנים שונים ובתוך שנים שונותעשויים להיות בעלי מאפיינים שונים מאלה המופיעים בטבלה.
דרכון של המכונה 2A450
מדריך הוראות זה" דרכון של המכונה 2A450"מכיל מידע הדרוש הן לצוות התחזוקה של מכונה זו והן לעובד ישירות קשור לעבודהבמכונה הזו. מדריך זה הוא גרסה אלקטרונית בפורמט PDF, גרסת הנייר המקורית. תיעוד זה מכיל את הדרכון ואת המדריך (הוראות) לתפעול מכונת 2A450.
- מטרת המכונה
- מפרט טכניכלי מכונה
- דרישות לתנאי ההפעלה של המכונה
- הובלה של המכונה
- התקנת המכונה וחיבור לרשת החשמל
- תיאום דרכונים מכונה משעממת
- תיאור התרשים הקינמטי של המכונה
- הכנת השקה
- שליטה במכונה
- מערכת ייחוס קואורדינטות אופטיות
- בטיחות מכונה
הורד דרכון של מכונת משעמם ג'יג 2A450 איכות טובהאתה יכול לעקוב אחר הקישור למטה.
דרכון של המכונה 2A450, תיאום משעמם. הורדה חינמית.
תרשים קינמטי של המכונה 2A450"

אתה יכול להוריד את הדיאגרמה הקינמטית של מכונת משעמם 2A450 ג'יג באיכות טובה מהקישור למטה.
תרשים קינמטי של המכונה 2A450. הורדה חינמית.
תרשים חשמלי של המכונה 2A450
להלן סקיצה של דף תיעוד אחד" ערכת המכונה 2A450"

הורדה חינמית תרשים חיווטמכונת משעמם ג'יג 2A450 באיכות טובה ניתן למצוא בקישור למטה:
תרשים חשמלי של המכונה 2A450, משעמם נענע. הורדה חינמית.
ראה עוד מידע נוסףעבור "מכונה 2A450" אתה יכול לעקוב אחר הקישור למטה:
מיועד לעיבוד חורים עם צירים מדויקים, שהמידות ביניהם מוגדרות במערכת קואורדינטות מלבנית. במכונה ניתן לבצע קידוח, כרסום קל (גימור), סימון ובדיקת מידות ליניאריות, בפרט מרחקי מרכז למרכז. המכונה מצוידת בשולחנות סיבוביים, המאפשרים לעבד חורים המצוינים במערכת הקואורדינטות הקוטבית, חורים משופעים ומאונכים הדדית ומישורי קצה מסתובבים.
מכונת משעמם Jig 2A450, 2D450, 2E450, 2E450AF30, 2450 משמשת לעבודה בחנויות כלים (עיבוד מוליכים ומתקנים) ובחנויות ייצור לעיבוד מדויק של חלקים ללא ציוד מיוחד. המכונה מצוידת בהתקני קריאת מסך אופטיים המאפשרים לספור את החלקים השלמים והשברים של גודל הקואורדינטות. בתנאי הפעלה רגילים, המכונה מבטיחה את הדיוק של הגדרת מרחקי המרכז למרכז במערכת קואורדינטות מלבנית - 0.004 מ"מ.
מכונה 2A450 - סוג עמודה אחת, בעלת שולחן מלבני עם תנועה אורכית ורוחבית. תנועת ההתאמה של ראש הציר מסופקת.
העבודה והתנועה המואצת של השולחן בכיווני האורך והרוחב מתבצעת כוננים חשמלייםעם מגוון רחב של ויסות, המאפשר להגביר את הקשיחות והפרודוקטיביות של המכונה במהלך הכרסום.
הגדרה מדויקת של הטבלה לקואורדינטה נתונה מתבצעת באופן ידני, עם גלגל יד. המכונה מצוידת בהתקן חיווי דיגיטלי, המאפשר למפעיל לקבוע קואורדינטות ברזולוציה של 0.001 מ"מ.
סיבוב הציר מתבצע מכונן חשמלי AC מתכוונן דרך תיבת הילוכים תלת-שלבית. הזנות ציר מבוצעות ללא שלב באמצעות וריאטור חיכוך. קיים מנגנון לכיבוי אוטומטי של הזנת הציר בעומק נתון.
המכונה מסופקת עם מהדקים מכאניים של השולחן, מזחלת והידוק ידני של ראש העמוד.
דרגת דיוק מכונה A לפי GOST 8-71
משטח עבודה שולחן (אורך x רוחב), מ"מ 1100x630
התנועה הגדולה ביותר של השולחן, מ"מ:
אֹרכִּי
רוחבי
lO0O
630
מרחק מחוטם הציר למשטח השולחן, מ"מ:
הגדול ביותר
הכי פחות
750
250
מרחק מציר הציר למתלה (הרחבה), מ"מ 710
קוטר הקידוח הגדול ביותר, מ"מ 30
הקוטר המשעמם הגדול ביותר, מ"מ 250
המשקל הגדול ביותר של המוצר המעובד, ק"ג 600
רזולוציית הגדרת קואורדינטות, מ"מ 0.001
דיוק הגדרת הקואורדינטות, מ"מ 0.005
קוטר שולחן סיבוב אוניברסלי, מ"מ 440
קוטר שולחן סיבובי אופקי, מ"מ 600
התחדד קדח ציר (מיוחד) 5°
המתח הגדול ביותר של כלי המורס מס' א'
התנועה הגדולה ביותר של הציר, מ"מ 250
התנועה הגדולה ביותר של ראש הציר, מ"מ 250
מגבלות סל"ד של ציר 50-2000
מגבלות הזנת ציר, מ"מ/סיבוב. 0.03-0.16
מהירות נסיעה בטבלה, עבודה מ"מ/דקה (במהלך כרסום):
עובד (בעת כרסום)
מוּאָץ
מידות המכונה, כולל מהלך שולחן ומגלשה (אורך x רוחב x גובה), מ"מ
משקל מכונה (ללא ארון חשמל ואביזרים), ק"ג
20..315
1200
2670 x 3305 x 2660
7300
שינויים
- 2450, 2L450A - מכונת משעמם קואורדינטות 1100 x 630 עם מערכת קואורדינטות אופטית לאורך צירי X ו-Y
- 2A450AF10, 2D450AF10 - מכונת קידוח משעמם עם התקן חיווי דיגיטלי לאורך צירי X ו-Y (DRO). מצב גלגל תנופה אלקטרוני.
- 2D450AF11-01, 2L450AF11-01 - מכונת קימום ג'יג עם התקן חיווי דיגיטלי לאורך צירי X, Y ו-Z ומערכת ראשונית של קואורדינטות לאורך צירי X ו-Y. יש מצב מיקום סרוו ומצב גלגל תנופה אלקטרוני עם רזולוציית תנועת שולחן של 0.001 ו-0.01 מ"מ.
- 2L450A, 2L450AF11-015, 2L450AF4-02 - מכונת קידוח משעמם עם שולחן חלוקה סיבובי אוניברסלי בקוטר לוח חזית של 400 מ"מ.
- 2E450AF30 - מכונת משעמם ג'יג עם מכשיר שליטה מספרית(CNC) עם יכולת להגדיר את תוכנית העיבוד במצב דיאלוג לאורך צירי X ו-Y וחיווי דיגיטלי של הקואורדינטות לאורך ציר Z.
- 2450A, 2D450, 2D450A, 2E450A - מכונת קידוח קואורדינטות בגודל 1120 x 630 עם מערכת קואורדינטות אופטית לאורך צירי X ו-Y
- 2450AF1, 2D450AF1, 2E450AF1 - מכונת קידוח משעמם עם התקן חיווי דיגיטלי (DRO)
- 2450AF2, 2D450AMF2, 2E450AMF4, 2L450AF4-02 - מכונת קידוח משעמם עם בקרה מספרית (CNC)
- 2E450AF4, 2E450AMF4 - מכונת קידוח ג'יג עם התקן בקרה מספרי (CNC) עם קווי מתאר לאורך צירי X, Y ו-Z. הצג הגרפי מאפשר לנפות באגים בתוכניות מבלי לנוע לאורך הצירים. ניתן להכין תוכניות חלק באופן מקוון עם קבצי טקסט סטנדרטיים או מערכות אוטומטיות.
יצרנית המכונות מוסקבה מפעל של מכונות משעממות קואורדינטות MZKRS ו-Kuibyshev מפעל של מכונות משעממות קואורדינטות (איגוד כלי העבודה של קויבישב). ההיסטוריה של מפעל Kuibyshev של מכונות משעממות קואורדינטות מתחילה בשנת 1963, כאשר השלב הראשון של מפעל זה הוזמן. הצוות הצעיר של המפעל השתלט תוך זמן קצר בייצור כלי מכונות בעלי דיוק גבוה וכבר בשנת 1966 ייצר כמה מאות מהם.
המפעל חדל להתקיים בשנת 1991, ונפתחו כמה מפעלי מכונות במתקני הייצור שלו, שממשיכים לייצר מכונות משעממות ג'יג'ים, עוסקים בתיקון ובמודרניזציה שלהן. מפעל של מכונות קידוח ג'יג "Stan-Samara" CJSC, Samara Research and Production Enterprise של מכונות קידוח ג'יג, CJSC, "Stankoservis" LLC וכו'.
מכונת קידוח 2A450 ג'יג מיועדת לעיבוד חורים עם צירים מדויקים, שהמידות ביניהם מוגדרות במערכת קואורדינטות מלבנית. במכונה ניתן לבצע קידוח, כרסום קל (גימור), סימון ובדיקת מידות ליניאריות, בפרט מרחקי מרכז למרכז. המכונה מצוידת בהתקני קריאת מסך אופטיים המאפשרים לספור את החלקים השלמים והשברים של גודל הקואורדינטות.
מכונת 2A450 מצוידת בשולחנות סיבוביים, המאפשרים לעבד חורים המצוינים במערכת הקואורדינטות הקוטבית, חורים משופעים ומאונכים זה לזה, ומישורי קצה מסתובבים. בתנאי הפעלה רגילים, המכונה מבטיחה את הדיוק של הגדרת מרחקי המרכז למרכז במערכת קואורדינטות מלבנית - 0.004 מ"מ. המכונה משמשת לעבודה בחנויות כלי עבודה (עיבוד מוליכים ומתקנים) ובחנויות ייצור לעיבוד מדויק של חלקים ללא ציוד מיוחד.
דרגת דיוק מכונה A לפי GOST 8-71.
יַצרָן
מפעל מוסקבה של מכונות משעממות קואורדינטות MZKRSו מפעל קויבישב של מכונות משעממות קואורדינטות(אגודת כלי-מכונות קויבישב).
מצב וציוד
מצב: מצב מכני טוב, במצב לא עובד (הצגת פרמטרי קואורדינטות שגויים על הסרגלים), מפורק חלקית, דורש תיקונים מזעריים(תיאום הגדרות סרגל).
סט שלם: לא שלם - אין ארגז עם ציוד וכלים, יש שולחנות סיבוביים נוספים 1 ו-2 צירים (שולחנות מסופקים בתשלום).
שירותים: לבקשת הלקוח, ניתן לבצע תיקונים ולשחזר את הפרמטרים של המכונה.
מידע על היצרן של מכונת משעמם ג'יג 2A450
יצרן מכונת משעמם ג'יג 2А450 מפעל מוסקבה של מכונות משעממות תיאום "MZKRS", נוסדה בשנת 1942 ו מפעל קויבישב של מכונות משעממות קואורדינטות(אגודת כלי-מכונות קויבישב).
ההיסטוריה של מפעל Kuibyshev של מכונות משעממות קואורדינטות מתחילה בשנת 1963, כאשר השלב הראשון של מפעל זה הוזמן. הצוות הצעיר של המפעל השתלט תוך זמן קצר בייצור כלי מכונות בעלי דיוק גבוה וכבר בשנת 1966 ייצר כמה מאות מהם.
המפעל חדל מלהתקיים בשנת 1991, ובמתקני הייצור שלו נפתחו מספר מפעלי מכונות, שממשיכים לייצר מכונות משעממות, לתקן ולחדש אותן: מפעל של מכונות משעממות קואורדינטות "סטן-סמרה" CJSC; Samara Research and Production Enterprise for Coordinate Boring Machines, LLC "NPP KRS"; "Stankoservis" LLC וכו'.
תיאום מכונות משעממות. מידע כללי
מילים נרדפות: מכונת משעממת נענע, מכונת משעממת נענע.
מכונות קידוח קואורדינטות מיועדות לעיבוד חורים במוליכים, מתקנים וחלקים הדורשים דיוק גבוה במיקום יחסי של חורים (בתוך 0.005 - 0.001 מ"מ), ללא שימוש בכלים להנחיית הכלי.
מכונות אלו יכולות לשמש לקידוח, קידוח, שקיעה וסילוף של חורים, כרסום עדין של קצוות, מדידה ובקרה של חלקים וכן עבודות סימון.
ניתן להשתמש במכונות לעיבוד חורים במוליכים, מתקנים וחלקים הדורשים דיוק גבוה במיקום היחסי של החורים. לצד הקדום, ניתן לבצע סימון ובדיקה של מידות ליניאריות, בפרט מרחקי מרכז למרכז, במכונות. באמצעות השולחנות הסיבוביים והאביזרים האחרים המסופקים עם המכונה, ניתן גם לעבד חורים המצוינים במערכת הקואורדינטות הקוטביות, חורים משופעים ומניצבים זה לזה ומשטחי קצה של מכונה.
מכונות קידוח קואורדינטות מיועדות לעיבוד חורים עם המיקום המדויק של הצירים שלהם ללא שימוש בסימונים. הדיוק של מיקום החורים מושג במכונות אלו בטווח של 0.005-0.001 מ"מ. ניתן להשתמש במכונות אלו לקידוח, קידוח, שקיעה נגדית, קידוח חורים וכרסום פני השטח (כרסום מבוצע לעתים רחוקות). מכונות קידוח קואורדינטות משמשות גם למדידה ובקרה של חלקים, לעבודת סימון מדויקת.
מכונות משעממות קואורדינטות משמשות לעתים קרובות יותר בחנויות כלים וניסויים.
מכונות משעממות קואורדינטות הן יחידות ודו-עמודות.
למכונות עם עמודה אחת יש שולחן צולב שנועד להזיז את חומר העבודה בשני כיוונים מאונכים זה לזה.
למכונות דו-עמודות יש שולחן הממוקם על מדריכי המיטה. השולחן מזיז את חומר העבודה המוצב עליו רק בכיוון של קואורדינטת ה-x. מתלים ממוקמים משני צידי המיטה, עליהם מונח איבר צלב, שעל המדריכים שלו יש ראש ציר. כאשר העמוד הראשי נע לאורך המדריכים של המוט הצולבי, ציר הציר נע ביחס למוצר המותקן על השולחן בכיוון הקואורדינטה y השנייה. כדי להעלות או להנמיך את העמוד הראשי, המוט הצולבי מזיז למעלה או למטה לאורך מובילי המתלה. בכל סוגי מכונות קידוחי ג'יג, חורים מעובדים עם הזנת ציר אנכית עם ראש ציר קבוע ושולחן.
על מנת לקבל מרחק מדויק יותר בין מרכזי החורים, יש להתקין מכונות לקידוח ג'יג ב חדרים נפרדים, שבו יש צורך תמיד לשמור על טמפרטורה קבועה של + 20 מעלות צלזיוס עם סטייה של לא יותר מ ± 1 מעלות.
מדידת המרחק בין צירי החורים יכולה להתבצע באמצעות:
- אמצעי גבול קשיחים ומתכווננים המשמשים בשילוב עם התקני חיווי
- ברגים מובילים מדויקים עם גפיים ורניירים
- סולמות מדויקים בשילוב עם מכשירים אופטיים
- חיישני בורג הזנה אינדוקטיבי
לפי השיטה הראשונה נמדד עם סט בלוקים של מד ומד. הם ממוקמים בין עצירה ניתנת להזזה המותקנת על שולחן ופין מחוון המותקן על מעמד קבוע.
לפי השיטה השנייה נמדד עם ברגי עופרת מדויקים, שנועדו להזיז את השולחן וחלקים אחרים. כמות התנועה נספרת על ידי איבר עם ורנייה. כדי למנוע שגיאות של בורג עופרת, לרוב משתמשים בסרגלים לתיקון, אשר באמצעות מערכת מנוף מייצרים תנועה נוספת של השולחן.
המדידה נספרת לפי השיטה השלישית בקנה מידה מאוד מדויק הנצפה דרך מיקרוסקופ. הסולם הוא פיר פלדה מראה עם סיכון סליל דק המוחל על פניו עם צעד t = 2 מ"מ או בצורה של סקאלת מראה שטוחה. היתרון של שיטת מדידה זו הוא שאין בלאי בפיר המראה או סקאלת המראה, שאינם משמשים להזזת השולחן.
שיטת מדידה רביעית באמצעות בדיקות בורג אינדוקטיביותמספק אפשרות להתבוננות מרחוק פחות מעייפת בחץ ובקנה מידה של המחוון החשמלי.
2A450 מכונת משעמם לנענע חד-עמודה. מטרה ותחום
מכונת קידוח 2A450 ג'יג מיועדת לעיבוד חורים עם צירים מדויקים, שהמידות ביניהם מוגדרות במערכת קואורדינטות מלבנית.
במכונה ניתן לבצע קידוח, כרסום קל (גימור), סימון ובדיקת מידות ליניאריות, בפרט מרחקי מרכז למרכז. המכונה מצוידת בשולחנות סיבוביים, המאפשרים לעבד חורים המצוינים במערכת הקואורדינטות הקוטבית, חורים משופעים ומאונכים הדדית ומישורי קצה מסתובבים.
המכונה משמשת לעבודה בחנויות כלי עבודה (עיבוד מוליכים ומתקנים) ובחנויות ייצור לעיבוד מדויק של חלקים ללא ציוד מיוחד.
למכונת משעמם ג'יג 2A450 יש את התכונה שהיא יכולה לייצר סט ראשוני של קואורדינטות במהלך העיבוד של החור הקודם; זה מקטין מאוד את זמן ההשבתה.
המכונה מצוידת במערכת מדידה אופטית של קואורדינטות: הסיכונים הדיגיטליים של סרגל מקווקו מזכוכית מוקרנים על רסטר קבוע, שבאמצעותו ניתן לספור ישירות, במקום אחד, את כל המקומות העשרוניים של הקואורדינטה הנקבעת.
המכונה יכולה לקדוח חורים בקוטר של עד 40 מ"מ, לסמן תבניות מדויקות, לבדוק מידות ליניאריות ומרחקי מרכז. ניתן גם לבצע עליו עבודות כרסום קטנות.
המכונה משמשת בסדנאות לייצור כלים, בניית מכונות וייצור מכשירים לעיבוד חלקים של חלקים, הן חלקים בודדים והן ייצור סדרתי.
המכונה מצוידת בהתקני קריאת מסך אופטיים המאפשרים לספור את החלקים השלמים והשברים של גודל הקואורדינטות. בתנאי הפעלה רגילים, המכונה מבטיחה את הדיוק של הגדרת מרחקי המרכז למרכז במערכת קואורדינטות מלבנית - 0.004 מ"מ.
הגדרה מדויקת של הטבלה לקואורדינטה נתונה מתבצעת באופן ידני, עם גלגל יד. המכונה מצוידת בהתקן חיווי דיגיטלי, המאפשר למפעיל לקבוע קואורדינטות ברזולוציה של 0.001 מ"מ.
סיבוב הציר מתבצע מכונן חשמלי AC מתכוונן דרך תיבת הילוכים תלת-שלבית. הזנות ציר מבוצעות ללא שלב באמצעות וריאטור חיכוך. קיים מנגנון לכיבוי אוטומטי של הזנת הציר בעומק נתון.
המכונה מסופקת עם מהדקים מכאניים של השולחן, מזחלת והידוק ידני של ראש העמוד.
דרגת דיוק מכונה A לפי GOST 8-71.
שינויים במכונת משעמם הקואורדינטות 2A450
2450, 2L450A- מכונת קואורדינטות 1100 x 630 עם מערכת קואורדינטות אופטית לאורך צירי X ו-Y
2A450AF10, 2D450AF10- מכונת משעמם של ג'יג עם התקן תצוגה דיגיטלי לאורך צירי X ו-Y (DRO). מצב גלגל תנופה אלקטרוני.
2D450AF11-01, 2L450AF11-01- מכונת משעמם לתאם עם התקן חיווי דיגיטלי לאורך צירי X, Y ו-Z ומערכת ראשונית של קואורדינטות לאורך צירי X ו-Y. קיים מצב מיקום סרוו ומצב גלגל תנופה אלקטרוני ברזולוציית תנועת שולחן של 0.001 ו-0.01 מ"מ.
2L450A, 2L450AF11-015, 2L450AF4-02- מכונת קידוח משעמם עם שולחן חלוקה סיבובי אוניברסלי בקוטר לוח חזית של 400 מ"מ.
2E450AF30- מכונת משעמם ג'יג עם התקן בקרה מספרי (CNC) עם יכולת להגדיר תוכנית עיבוד במצב דיאלוג לאורך צירי X ו-Y וחיווי דיגיטלי של הקואורדינטות לאורך ציר Z.
2450A, 2D450, 2D450A, 2E450A- מכונת קואורדינטות 1120 x 630 עם מערכת קואורדינטות אופטית לאורך צירי X ו-Y
2450AF1, 2D450AF1, 2E450AF1- מכונת משעמם עם מכשיר תצוגה דיגיטלי (DRO)
2450AF2, 2D450AMF2, 2E450AMF4, 2L450AF4-02- מכונת קידוח משעמם עם התקן בקרה נומרי (CNC)
2E450AF4, 2E450AMF4- מכונת קידוח משעמם עם התקן בקרה מספרי (CNC) עם קווי מתאר לאורך צירי X, Y ו-Z. המוניטור הגרפי מאפשר לבצע איתור באגים בתוכניות מבלי לנוע לאורך הצירים. ניתן להכין תוכניות חלק באופן מקוון עם קבצי טקסט סטנדרטיים או מערכות אוטומטיות.
2A450 מידות מרחב העבודה של מכונת משעמם הג'יג





2A450 סידור והרכב כללי של מכונת משעמם הג'יג
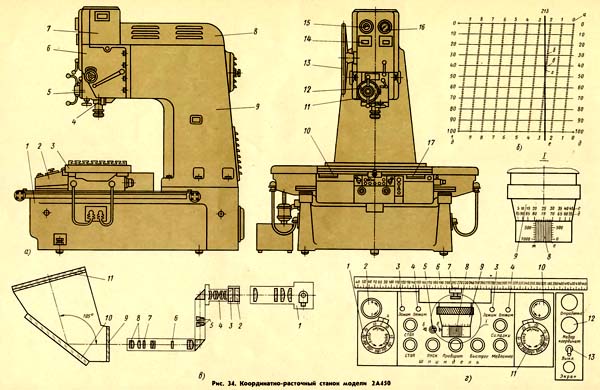
טופס כלליופריסה של המכונה מוצגים באיור. 34, א.
המכונה מורכבת מהיחידות העיקריות הבאות: מיטה 1, מתלה 9, ראש ציר 5, שולחן 3, מזחלת 2. מערכת אופטית משמשת למדידה מדויקת של תנועות השולחן והמזחלת במכונה.
העיצוב והמאפיינים של הרכיבים העיקריים של מכונת משעמם ג'יג 2A450
סטנינה 1 (איור 34, א) הוא בסיס המכונה. המזחלת מזיזה לאורך שני מוביליה השטוחים והאחד בצורת T (אמצעי). החלק האחורי של המסגרת משמש כמשטח תמיכה למתלה 9.
על דְפוּפָה 9 ממוקמים: בלוק של 6 מדריכים, תיבת הילוכים 7 ומארז 8 של תיבת הילוכים רצועת V. לבלוק b יש מדריכים לתנועה אנכית והידוק של העמוד הראשי 5. תיבת הילוכים 7 קבועה בחלקה העליון.
V ראש סטוק 5 יש שרוול 4 עם ציר. הרמה והורדה של ראש העמוד מתבצעת על ידי סיבוב גלגל היד 13.
שולחן 3 נועד להתקין עליו חלקי עבודה ולהזיז אותם בכיוון קואורדינטת X, המתרחשת כאשר השולחן נע לאורך המדריכים האורכיים של השקופית.
מִזחֶלֶת 2 משמשים להזזת השולחן וחומר העבודה המותקן עליו בכיוון קואורדינטת ה-y כאשר המזחלת נעה לאורך המנחים הרוחביים של המסגרת 1.
הזזת חומר העבודה למיקום הנדרש לעיבוד החור הבא יכולה להיעשות על ידי שליטה ידנית בתנועות השולחן והשקופית, או עם סט ראשוני של קואורדינטות.
שליטה ידנית בתנועות השולחןמתבצע על ידי סיבוב הכפתור 1 (איור 34, ד) ממצב אפס לחלוקה המציינת את מהירות תנועת השולחן (במ"מ/דקה). ברגע סיבוב הווסת השולחן מסתובב, בעוד הנורה האדומה 3 כבה והנורית הירוקה 4. לאחר מכן השולחן נע במהירות שנקבעה לכיוון המתאים לכיתוב ולחץ. המיקום החדש של הטבלה נספר בערך על סולם הסרגל 6 ומצביע 7.
כאשר הטבלה מתקרבת למצב הרצוי, יש להפחית את מהירות תנועתו על ידי סיבוב הכפתור 1 ולאחר מכן לכבות על ידי הגדרת סולם האפס של הכפתור 1 כנגד הקו הקבוע a.
התנועה הצידית של המגלשה נשלטת על ידי הרגולטור 11 ובאותו אופן כמו בקרת תנועות השולחן.
סט ראשוני של טיולי שולחן ומזחלתמקצר את הזמן להגדיר אותם במיקום הרצוי.
כיוון התנועה של השולחן נקבע על ידי מתג 5 (איור 34, ד). כדי להזיז את הטבלה שמאלה, המתג פונה שמאלה (בכיוון החץ b). עם מיקום זה, כמות התנועה של השולחן שמאלה נקבעת על המאזניים: d - איבר 9 ו-e - vernier 8.
כדי להזיז את הטבלה ימינה, מתג 5 מסובב ימינה (בכיוון החץ פנימה). במקרה זה, כמות התנועה של השולחן ימינה נקבעת על המאזניים: g - איבר 9 ו- g - vernier 8.
כמות תנועת השולחן הרצויה מחווגת על ידי סיבוב החוגה 9. עבור כל סיבוב של החוגה, מהלך השולחן גדל (או יורד) ב-100 מ"מ. חלוקות ומספרים על סולמות e ו- j vernier 8 מציינים את המהלך שנקבע של הטבלה במאות המילימטר. סולמות r, d וחלוקות על איבר 9 מאפשרים לקבוע את מהלך השולחן בדיוק של מילימטר, ואת הקווים של vernier 8 - בדיוק של עשיריות המילימטר. הספירה לאחור של מהלך השולחן שיש לקבוע חייבת להיעשות תמיד מחלוקות האפס של הלימבוס והוורנייה.
סט ראשוני של הכיוון הרצוי וכמות הנסיעה של המזחלת נעשה על ידי מתג וחוגה נוספים, המסודרים בדיוק באותו אופן כמו מתג 5 וחוגה 9, אך ממוקם על צד ימיןמִזחֶלֶת.
לאחר הגדרה מראש של כיוון התנועה וערכי הנסיעה של השולחן והמזחלת, ניתן לסובב את המתג 13 (איור 34, ד) למצב "סט של קואורדינטות" בכל רגע הכרחי ועל ידי לחיצה על הכפתור 12 "אימון" להפעיל את התנועה המהירה של השולחן והמזחלת. במקביל, השולחן והמגלשה יתחילו להזיז את חומר העבודה בדיוק גס (עד 0.1 מ"מ) למיקום לעיבוד החור הבא. כאשר האפס של סולם החוגה 9 מתקרב לאפס של סולם הוורנייר 8, השולחן והמזחלת יעצרו. ההתקנה המדויקת של השולחן והמזחלת מתבצעת באמצעות מסכים אופטיים 10 ו-17 (איור 34, א).
מכשירים אופטיים. מדידה מדויקת של ערכי תזוזות הקואורדינטות של השולחן והמזחלת מתבצעת על ידי מכשירים אופטיים וסרגלי זכוכית מדויקים. בסרגל השולחן יש 1000 ובסרגל ההחלקה 630 חלוקות. כל חלוקה שווה למילימטר אחד.
המכשירים האופטיים של השולחן והמזחלת זהים, לכן, נשקול רק מכשיר למדידה מדויקת של תנועות השולחן בכיוון האורך (איור 34, ג).
אלומת הקרניים מהמנורה 1 מאירה דרך מערכת העדשות את קנה המידה של הסרגל 3. באמצעות עדשה 4, מנסרות, עדשות ושני טריזים אופטיים 5, תמונת המשיכות והמספרים של סרגל הדיוק 3, מוגדלת פי 5 , מועבר למישור הרסטר 7.
על הרסטר, נעשה ציור הכרחי לקריאה מדויקת של מיקום השולחן. ציור זה ותמונת הקו והמספרים המוקרנים עליו מסרגל הדיוק מוגדלים על ידי עדשות העינית 8 ב-25 פעמים נוספות ובצורה זו מועבר למסך 11. במקביל, המרחק בין העין 8 משיכות, השווה ל-1 מ"מ על פס הקנה מידה, מוקרנות על המסך בהגדלה של פי 125, כלומר שווה ל-125 מ"מ.
סרגל הזכוכית 2 מגן מפני אבק על המשיכות והמספרים המודפסים על סרגל סולם הדיוק 3. זכוכית המגן 9 מגנה על החלל הפנימי של המסך 11 מפני זיהום. מראה 10 מפנה את תמונת רסטר 7 למסך 11.
תבנית הרסטר 7 ותמונת המהלך והמספרים של סרגל קנה המידה 3 המוקרנת על המסך מאפשרות לקבוע בדיוק רב את תנועת השולחן מהמיקום הקיצוני. יש לקרוא את כמות תנועת הטבלה על המסך (איור 34, 6) ברצף בשלמותה, עשיריות ואלפי המילימטר. מספר שלם נכתב מעל הקו האנכי e. עשיריות המילימטר נקראות בשורה, אך מעל הקו הנטוי b של הרסטר, החותך את הקו e.
בשתי עמודות אנכיות q נמצאים מספרים המציינים אלפיות המילימטר. בסולם זה, אתה צריך למצוא איזה מספר של הסולם מתאים לנקודת החיתוך של שבץ e עם הקו המשופע b של הרסטר. לנוחות ההתייחסות, הם מונחים על ידי העובדה שהקווים האופקיים משמשים לספירת כל 0.010 מ"מ, והמעגלים r - לספור כל 0.002 מ"מ. אם הקו e חוצה את הקו המשופע b בין שני מעגלים סמוכים, אז יש להוסיף אלפית המילימטר לקריאה.
לדוגמה, התמונה המוצגת באיור. 34, ב, וממנו ניתן לקרוא את כמות התנועה של הטבלה מהמיקום הימני הקיצוני. המספר 213, הכתוב מעל קו e, מציין מספר שלם במ"מ (213 מ"מ). המספר 2, הכתוב מעל לקו b של הרסטר, הנחתך על ידי קו e, מציין עשיריות המילימטר (0.2 מ"מ).
אלפיות המילימטר נמצאות לפי המספרים של הסולם האנכי d, המקרינים עליו את נקודת החיתוך של הקו המשופע b של הרסטר עם המהלך e (0.042 מ"מ).
הוספת ערכים אלה, נקבל x \u003d 213 + 0.2 + 0.042 \u003d 213.242 מ"מ - המרחק שהטבלה זזה בכיוון קואורדינטת x מהמיקום הימני הקיצוני.
רצוי שעם המיקום הראשוני של הטבלה, הקריאה על המסכים תתחיל במספר שלם של מילימטרים. זה מושג על ידי הזזת תמונת השבץ על המסך בתוך ±0.5 מ"מ מהקריאה. לשם כך, טריזים אופטיים 5 (איור 34, ג) מסובבים על ידי גלגלי תנופה 2 ו- 10 (איור 34, ד).
כדי לשפר את הדיוק של קריאות אופטיות, המכונה מצוידת בסרגלים, אשר בעזרת דוחף ומנוף מטים את הלוח המקביל למטוס 6 (איור 34, ג). זה משיג שינוי של התמונה על המסך של השבץ הנראה לפי כמות התיקון.
2A450 דיאגרמה קינמטית של מכונת קידוח ג'יג

סכימה קינמטית של המכונה
התרשים הקינמטי של המכונה מוצג באיור. 35
תנועות במכונה: תנועה ראשית, תנועה אנכית של הציר, תנועה אורכית של השולחן, תנועה רוחבית של המגלשה, תנועה אנכית של ראש העמוד.
שרשרת קינמטית של ההנעה של התנועה הראשית. ציר III מונע על ידי מנוע DC M1, שמהירותו ניתנת לשינוי בין 700 ל-2800 סל"ד.
בנוסף, כדי להגדיל את טווח המהירויות, ניתן להפעיל את גלגל התנופה 7 כדי להפעיל כל אחד משלושת השלבים של מהירות הציר III. גלגל תנופה 7 מסובב את הגל XI וגלגלי הילוכים z=18, z=18, z=45, 2=33, z=33.
גלגל ההילוך הראשון z=33 מסובב את הציר XII ואת מצלמת התוף 9, אשר מעביר את יחידת B1 ואת המצמד Mf1 דרך המנופים, כולל אחד משלושת השלבים הבאים של מהירות הציר III: 50-200 או 145-575 , או 505-2000 סל"ד. טווחי תדרים אלו מופיעים לסירוגין בחור המצביע 14 (איור 34, א) כאשר הדיסק 8 מסובב (איור 35).
השינוי ביחס ההילוכים של משתנה החיכוך, וכתוצאה מכך, ערך ההזנה האנכית של שרוול הציר נעשה על ידי סיבוב גלגל התנופה 15. במקביל, דרך גלגלי השיניים z=18, z=18, z =31, z=25, הבורג מוזז למעלה או למטה - דחף XV , אשר דוחף או מזיז את הקונוסים 11 של הווריאטור. כמות ההזנה שיש להגדיר מצוינת בדיסק 14.
כיוון ההזנה משתנה על ידי סיבוב הידית 10, אשר מחליפה את המצמד Mf2. במצב האמצעי של הידית, מצמד Mf2 ואספקת שרוול הציר מושבתים.
ההזנה מופעלת על ידי סיבוב הידיות הכפולות 4 "הרחק ממך". במקביל, הקונוס 5 מפריד בין הדוחפים, כולל מצמד MfZ, אשר מעביר סיבוב מגלגל התולעת z=56 לציר IX ולגלגל ההילוכים z=15. כדי לכבות את ההזנה על ידי סיבוב הידית 4 "אליך", מצמד MfZ מנותק.
כיבוי אוטומטי של ההזנה בעת עיבוד חורים לעומק נתון מתבצע על ידי מצלמת 6.
כדי להגדיר את כמות המהלך הרצויה, הציר מוריד תחילה למצב שבו הכלי מובא אל פני השטח לעיבוד. לאחר מכן, על ידי סיבוב הידית 12 (איור 34, א), האיבר 11 משוחרר מהמהדק ומסובב למצב שבו חלוקת הגפה, המציינת את כמות המהלך הרצויה של הציר, עולה בקנה אחד עם הסיכון האפס של הוורנייר א. במצב זה, האיבר קבוע. כאשר מגדירים את מהלך הציר הרצוי, יש לסובב את החוגה רק נגד כיוון השעון על מנת לבטל משחק בשילוב ההילוכים.
לאחר מכן, על ידי הזזת הידיות הכפולות 4 "הרחק ממך" (איור 35), הזנת הציר מופעל. כאשר ההזנה פועלת, האיבר מקבל סיבוב מהפיר IX דרך הגלגלים עם מספרי השיניים z=58, 2=35, 2=23 ו-2=70. הציר יירד למצב שבו האפס של סולם החוגה עולה בקנה אחד עם האפס של הוורנייר א. עם מיקום זה של הגפה, הפקה 6 תנתק את גלגל ההילוכים r = 21, וכתוצאה מכך ייפסק סיבוב הציר VIII וההזנה האנכית של הציר.
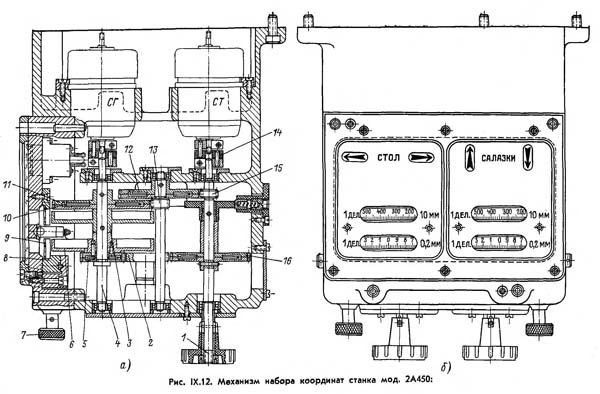

מנגנון סט קואורדינטות(איור IX.12) היא תיבת הילוכים דו-שלבית עם גלגלי שיניים 15, 12 ו-13, 11, שיחס ההילוכים הכולל שלה הוא:
16/80 16/96 = 1/30
ערך הקואורדינטה הבאה נקבע בדיוק קטן יחסית בלוח הבקרה של מכשיר ההגדרה לפני תחילת התנועה; ניתן לשלב הגדרה זו בזמן עם העיבוד של החור הקודם.
הפקודה מבוצעת לאחר לחיצה על כפתור בלוח הבקרה. הגודל והדיוק שצוינו בביצוע מבטיחים שהשולחן או המזחלת ינועו למיקום קרוב למיקום האחרון. תנועה נוספת מתבצעת באופן ידני עם שליטה על הרסטר על מסך המכשיר האופטי (ראה איור IX.9, א). המנגנון של מערכת קואורדינטות (איור IX.12) מורכב משני חלקים עצמאיים, זהים בעיצוב ובשליטה: האחד - תנועת השולחן, השני - תנועת המזחלת.
הגלגלת 1 של הגדרת הגודל מחוברת באמצעות צימוד 14 עם ה-selsyn ST המדויק, והרולר 4 מחובר ל-selsyn הגס SG. איבר 6 ספירת עשיריות מילימטר מונח בחופשיות על רולר 4 וחוגה 3 הסופרת עשרות מילימטרים קבועה. איבר 6 מחובר לאיבר 3 על ידי גלגלי שיניים 5 ו-2, 2 ו-16, 15 ו-12, 13 ו-11, שיחס ההילוכים שלהם שווה ל:
i = 42/42 42/77 16/80 16/96 = 1/55
סיבוב אחד של החוגה העדינה 6 מתאים לתנועה של 40 מ"מ, וחצי סיבוב של החוגה הגסה 3 מתאים לתנועה השווה ל:
1/2 40 x 55 = 1100 מ"מ
גלגלי השיניים של המנגנון מתוכננים כך שבכל זוג גלגל השיניים הגדול (16, 12 ו-11) מורכב משני חלקים, שביניהם ממוקם קפיץ ספירלי 10, המסובב את חישוקי ההילוכים לכיוונים מנוגדים ובכך בוחר את הרווחים ב האירוסין.
כדי שהקריאה על הגפיים לא תחרוג מהקריאה בסולם המדויק, לאחר הזזת תמונת השבץ עם טריז אופטי 8 (איור IX.9), יש צורך להזיז את סימן המיקוד של לוח הקריאה 9 ( איור IX.12, ג) באותה כמות. לשם כך, על ידי סיבוב הידית (ראש) 7, המחוון 8 מועבר דרך זוג גלגלים חרוטיים, שבעזרתם מהודקים לוחית 9. 300
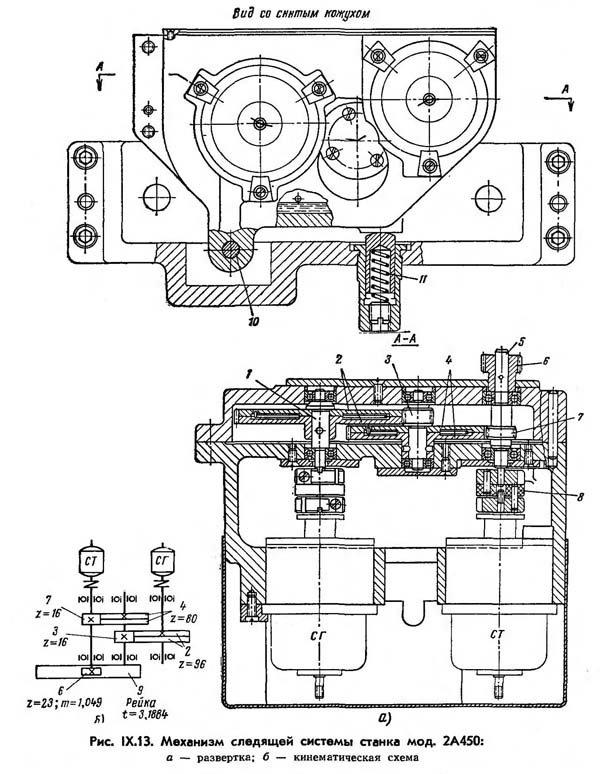
מנגנון מערכת מעקב(איור IX.13) היא תיבת הילוכים דו-שלבית עם גלגלי שיניים 7 ו-4, 3 ו-2, בעלת יחס העברה כולל של 1:30. רולר ההנעה 5 מצד אחד דרך גלגל המתלה 6 מחובר ל- מסילה 9 של השולחן או המזחלת, עם הצד השני דרך צימוד 8 עם סט סינכרון מדויק.
רולר הפלט 1 מחובר ל-selsyn ST גס. החיבור בין המנגנון של מערכת קואורדינטות ומערכות מעקב מתבצע באופן חשמלי. תיבת ההילוכים של מערכת הסרוו מחוברת למגלשה (מסגרת) דרך סיכת הציר 10 והקפיץ 11 לוחץ את גלגל הגלגלים כנגד המסילה, ובכך בוחר את הרווח.
לשולחן ולמגלשה יש מנחה שטוח אחד ומוביל גלגול מנסרתי אחד. במישור התחתון והצדדי של השולחן מותקנים: סרגל קנה מידה גס, סרטי הידוק, סרגל קנה מידה אופטי, סרגל תיקון, מסילה לתנועת שולחן ומסילה למערכת מעקב.
מסכים של תנועות אורך ורוחב, סט ראשוני של מנגנון קואורדינטות ולוח בקרה של המכונה מותקנים על הקיר הקדמי של השקופית.
התקני אופטיקה להקרנה, מפחיתי תנועת שולחן ומזחלת, ומפחית מהדק שולחן מותקנים בתוך המזחלת. בחלק הזנב האחורי של המזחלת מותקנים מנועים להנעת השולחן והמזחלת ומנגנון למערכת העקיבה להנעת השולחן. במצבים הקיצוניים של השולחן והמזחלת, המנועים לתנועתם כבויים אוטומטית.
העיצוב המתואר של המכונה שופר בהשוואה לדגם הקודם של המכונה 2A450. פותח מעגל חשמלי חדש המאפשר להזיז בו-זמנית את השולחן ואת המזחלת, שונתה שיטת הבאת הקואורדינטה הנתונה לקבוצה המוקדמת, המעגל האופטי שופר, כונן סיבוב הציר והשיטה של הרגולציה חסרת המדרגות שלו תוקנה, ובוצעו כמה שיפורים נוספים.
2A450 דיאגרמת חיווט של מכונת קידוח ג'יג
תרשים סכמטי של מכונת 2A450 ללא מערכת בקרת תנועה שולחן ומזחלת
- A - מד זרם
- VV - מתג כניסה
- VK - מגביל מהלך ציר
- 1VK1, 1VK2, 2VK1, 2VK2 - עצירות נסיעה בשולחן ומזחלת
- 6VK - מגביל נסיעות שקופיות
- KE - מתנע מגנטי להפעלת EMU
- 1K - מתנע מגנטי של הגנה אפסית
- KT - מתנע בלם מגנטי
- KP1 - מתנע מגנטי של השלב הראשון של תחילת הציר
- KP2 - מתנע מגנטי של השלב השני של התחלת הציר
- KZSH - מתנע מגנטי של האטת ציר
- 1KZ ו-2KZ - מתנעי מהדק שולחן מגנטי ומזחלת
- 1KO ו-2KO - סטרטרים מגנטיים סוחטים את השולחן והמזחלת
- 1KU - כפתור עצירה כללי
- 2KU - כפתור הכנה לעבודה
- ZKU - כפתור תאורה אופטיקה
- 4KU - כפתור עצירת ציר
- 5KU - כפתור התנעת ציר
- 6KU - כפתור סיבוב איטי
- TKU, 8KU - כפתור להפעלת המהדק וסחיטת השולחן והמזחלת
- 9KU - כפתור התנעה של שולחן ומזחלת
- 11KU, 12KU - כפתורים לשינוי מהירות הציר
- 1L1, 2L1 - מנורות תאורה אופטיות
- lL4, 2L4 - מנורות תאורה עבור איברים של סט ראשוני של קואורדינטות
- 4L, 5L - מנורות לתאורה אחורית של איברי מכונה
- 7L - תאורה אחורית של סרגל מזחלות
- 1L2, 1L3, 2L2, 2L3 - מנורות איתות ללחיצה והידוק השולחן והמזחלת
- ЗЛ - מנורת איתות להפעלת המתח
- 1L5, 1L6 - מנורות איתות כיוון תנועה
- 6L - מנורת מיקרוסקופ Point Finder
- LO - מנורת תאורה מקומית
- OSD - מתפתל מנוע סינכרוני
- OVDSh - מתפתל עירור מוטורי DSh
- RT - ממסרים תרמיים
- RO - אופטיקה של תאורת ממסר
- RMV - ממסר של סיבוב איטי של הציר
- 1РВ, 2РВ - ממסר תנועה קדימה - החלקה, ימינה - שולחן
- 1РН, 2РН - ממסר תנועה הפוכה - החלקה, שמאלה - שולחן
- 1RBP, 2RBP - ממסר לתנועה מהירה של השולחן והמזחלת
- 1РЗ, 2РЗ - ממסר זיכרון מהדק שולחן ומזחלת
- 1ROK, 2ROK - ממסר עיבוד קואורדינטות
- RVO - ממסר זמן תאורה אופטיקה
- RVP - ממסר זמן של השלב השני של התנעה ובלימה של הציר
- 1РВВ, 2РВВ - ממסר זמן מהדק וסיבוב
- RVD - ווסת עירור מנוע DSh
- 1TP - שנאי מעגל בקרה
- 2TP - שנאי תאורה אופטית
- MU - מגבר מגנטי
- 2P - מתג תאורה מקומי
תרשים חשמלי של המכונה ומערכת הקואורדינטות הראשונית
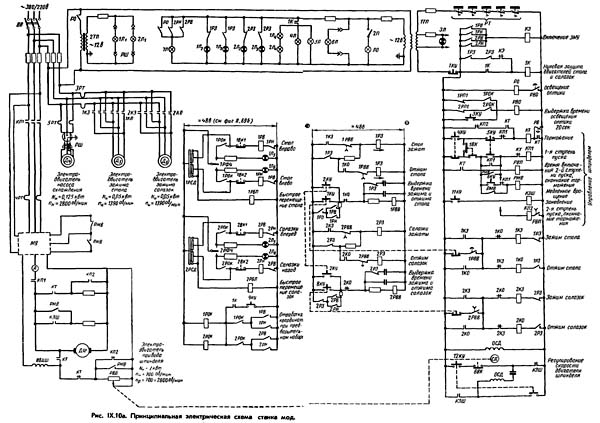
המעגל החשמלי של המכונה (איור IX.10 ו-IX.11) כולל את הכוננים החשמליים של הציר, השולחן והמזחלת, מנגנוני הידוק, קירור ומספק הארה של האופטיקה של המכונה, חסימה והגנה על יחידותיה במהלך מצבים שוניםעֲבוֹדָה.
סיבוב הציר המשעמם, תנועות השולחן והמזחלת עשויים ממנועי DC, והידוק השולחן והמזחלת וההנעה של משאבת הקירור הם מ מנועים חשמליים אסינכרוניים. להנעת מנועי DC, ישנם מגברי מכונות מגנטיים וחשמליים.
המעגל החשמלי מספק את הכללת סיבוב הציר (איור IX.10, א), כיבוי שלו עם בלימה, שינוי חסר שלבים במספר הסיבובים, כמו גם סיבוב איטי עם מהירות "זוחלת".
הציר מופעל בשני שלבים באמצעות סטרטרים מגנטיים ונשלט על ידי ממסר זמן. ניתן לאפשר את הסיבוב האיטי של הציר רק לאחר שהוא נעצר. עומס הציר נשלט על ידי מד זרם. מהלך הציר מוגבל על ידי מתג הגבלה.
כוננים חשמליים לשולחן ומזחלת. המעגל החשמלי של המכונה מספק את מצבי הפעולה הבאים: סט ראשוני של קואורדינטות מבסיס קבוע; סט קואורדינטות על ידי המפעיל (ללא הגדרה מקדימה); הזנת עבודה של השולחן והמזחלת במהלך הכרסום ותנועותיהם המהירות.
תנועת השולחן והמזחלת יכולה להתרחש בו זמנית, בשל נוכחותן של שתי תוכניות זהות לחלוטין עם שכפול ציוד.
מצב הפעולה הנדרש של המכונה נקבע על ידי מתגים בלוח הבקרה. מערכת הגדרת הקואורדינטות מבטיחה את תנועת השולחן והמזחלת על ידי ערך שנקבע קודם לכן בחוגות המנגנון לקבוצת הקואורדינטות הראשונית (ראה איור IX.12). במקביל, בהתאם לכיוון הקואורדינטה המוגדרת - "ימין" או "שמאל", "קדימה" או "אחורה", הממסרים המתאימים מופעלים ונוריות האות דולקות.
מערכת ייחוס הקואורדינטות נעשית על בסיס מערכת מעקב, שבה selsyns ללא מגע הפועלים במצב שנאי משמשים כמטרי חוסר התאמה בין המצבים הזוויתיים של הקישור הראשוני (מאסטר) והסופי.
- 1 בתרשימים לפני ייעוד המכשירים והמכונות, המספר 1 מלפנים אומר שהמכשיר מתייחס לכונן השולחן, המספר 2 - למזחלת
- בתיאור, לשם הפשט, יינתנו הסמלים המתייחסים לטבלה בלבד.
2A450 מעגל חשמלי לבקרת תנועות השולחן והמזחלת של המכונה
![]()
תרשים סכמטי של בקרת התנועה של השולחן והמזחלת של המכונה 2a450
- 1VG, 2VG - מיישרי גרמניום
- VSV, VSU - מיישרי סלניום
- 1EI, 2E1 - קבלים אנטי תנודות מָשׁוֹב
- 1E2, 2E2 - קבלי סינון הרמוניים גבוהים יותר
- 1KO, 2KO - פיתולים מפצים EMU
- OV1D, OV2D - פיתולי עירור של מנועים חשמליים D1 ו-D2
- OB1T, OB2T - פיתולי עירור של טכוגנרטורים 1TG ו-2TG
- 10U1, 10U11, 20U1, 20U11 - פיתולי בקרה 1EMU ו-2EMU
- 1П - מתג להפעלת מערכת הקואורדינטות הראשונית
- 5PP - נתיך
- 1RSD, 2RSD - בקרי מהירות שולחן ומזחלת
- 1RFCh, 2RFCh - ממסרים רגישים לשלב
- 1RP1, 2RP1 - ממסר למעבר מסלסין גס לעדין
- 1RT, 2RT - ממסרים תרמיים
- 1STO, 2STO - עמדות הגבלת זרם סלניום
- 1C1, 2C1 - נגדי בלימה
- 1C2, 2C2 - עמידות משוב אנטי תנודות
- 1C3, 2СЗ - התנגדויות הגנה
- 1S4, 2S4 - התאמת התנגדויות
- 1С5, 2С5 - התנגדות של תנועות מהירות
- 1C5, 2C6 - התנגדות תנועה על הסינכרון המדויק
- CMEA - התנגדות כלכלית
- 1SDG - 1SDT - סלסין של ספירה גסה ועדינה, קובע את תנועת השולחן
- 2SDG, 2SDT - selsyns של קריאה גסה ועדינה, קובע את תנועת המזחלת
- 1SPG, 1SPT - סלינס של ספירה גסה ועדינה, השולטים בתנועת השולחן
- 2SPG, 2SPT - סלסין קריאה גס ועדין השולטים בתנועת המזחלת
- SI - מייצב מתח
- 1T1, 2T1 - שנאי בידוד
- 5T - שנאי מטה
- 1ShKO, 2ShKO - שאנטים של פיתולי פיצוי
מערכת המעקב עשויה כאן דו-ערוצית, כלומר ישנם שני חיישני סלסין ושני מקלטי סלסין עבור קבוצה של כל אחת מהקואורדינטות (איור IX.12, c ו-IX.13). עם זאת, זוג סינכרון (חיישן ומקלט) כלולים במערכת ביחס העברה של 1:1 ויוצרים קריאה מדויקת של ה-TO של המערכת, המשמשת להבטיח התאמה בזוויות אי-התאמה קטנות. זוג סלסין נוסף כלול במערכת דרך תיבות הילוכים ויוצר קריאה גסה של ה-GO, מה שמבטיח תיאום בזוויות חוסר התאמה גדולות. ל-Selsyns GO יש רק מיקום מתואם יציב אחד בזווית אי התאמה של עד 180 מעלות.
זה בלתי אפשרי להחיל שגיאות TO ו-GO על הקלט של מגבר המתח בו זמנית, מכיוון שהן יעוותו אחת את השנייה ובערכים מסוימים עלולות להיות באנטיפאז. כדי לבטל את האפשרות לכך, הוכנס למעגל בורר ממסר של קריאות גסות ועדינות, המורכב ממיישר VG11 (ראה איור IX.10B), ממסר מקוטב RP וממסר RP1.
בזוויות חוסר התאמה גדולות, הבקרה היא פונקציה של המתח של Selsyn גס LNG (איור IX. 10b), ובזוויות קטנות, היא פונקציה של Selsyn העדין של SPT. כניסת הבורר מסופקת עם מתח סינכרון גס, המוסדר על ידי ההתנגדות C27 (איור IX.10c). כאשר מתח זה יורד, ממסר RP פותח את המגעים שלו, אשר מכבים את ממסר RP1. אנשי הקשר RP1 מכבים את האות של תנועה מהירה ומחברים את מעגל הסינכרון המדויק. במקרה זה, במקום מתח selsyn גס, מתח selsyn דק יופעל על הקלט של המכשיר הרגיש לפאזה.
כדי להגביר את אות שגיאת המעקב, כמו גם את האות מהתקני הייצוב, הן במונחים של מתח והן, לערכים הדרושים להפעלת מנוע המנהלים, מגבר אלקטרוני 1EU (איור IX) .10b ו-11) ומגבר מכונה חשמלית 1EMU (איור IX.106).
ביציאה של המגבר האלקטרוני מחוברות פיתולי הבקרה 10U1 ו-10UP של מגבר המכונה החשמלית 1EMU, המזינה את פיתול האבזור של המנוע החשמלי D1 של כונן השולחן.
בכניסה של המגבר האלקטרוני 1EU, בנוכחות חוסר התאמה של זוויות, ההבדל במתח של אות המניע, שנלקח מהפיתול של החיישן selsyn 1SDT או שנאי 1T1, והמתח של הטכוגנרטור 1T G.
עם עלייה במתח של אות המניע, המתח בכניסה של ה-1EU עולה, העירור והמתח של ה-1EMU עולים, וכתוצאה מכך מספר הסיבובים של המנוע החשמלי D1 עולה. עם ירידה באות ההגדרה, מספר הסיבובים של המנוע החשמלי D1 יורד בהתאם.
עם ערך קבוע של אות ההגדרה, כתוצאה מעלייה בעומס וכו', מספר הסיבובים של המנוע החשמלי יקטן; זה מפחית את המתח של הטכוגנרטור ומגביר את המתח בכניסה של ה-1EU, וכתוצאה מכך העירור של YuMU והמתח גדלים, ומהירות המנוע החשמלי תשוחזר.
כל כך נתמך מהירות קבועהתנועת שולחן.
פיתולי העירור של המנוע החשמלי D1 - OV1D ושל הטכוגנרטור OB1T מופעלים על ידי המתח של מיישר הסלניום VSV.
כדי להפחית את החימום של מנועים חשמליים כאשר הם כבויים, ההתנגדות של SEV מוצגת בסדרה עם פיתולי העירור.
מגברים אלקטרוניים מופעלים על ידי מתח מיוצב.
עבור עלייה משמעותית במהירות של המנוע D1, התנגדות 1C5 מופעלת בסדרה עם פיתול עירור של הטכוגנרטור, ולעלייה קלה במהירות כאשר פועלים מסלסין מדויקת, התנגדות 1C6.
כיוון התנועה של השולחן או המזחלת בעת עבודה עם קבוצה ראשונית של קואורדינטות נקבע על פי הסימן של זווית אי ההתאמה, כלומר, כיוון הסיבוב של הרוטורים של הסינכרון הראשי 1SDT, 1SDG. כאשר המפעיל מסובב את הסלסינים הללו, מתח חוסר התאמה מופיע על הפיתולים שלהם, המוזן לכניסה של היחידה הרגישה לפאזה (איור IX.10B).
בהתאם למיקום הממסר RP ו-RP1, מתח כזה או אחר מסופק לרשת של מנורת 6N2P. מעגל האנודה של מנורת 6N2P מופעל על ידי מתח זרם חילופין מיוצב. כאשר סוגים שונים של מתחי אי-התאמה מופעלים לרשתות שלו (במקביל לשלב עם המתח של מעגל האנודה או מוזז ב-180 מעלות), מגע כזה או אחר של ממסר רגיש לפאזה 1РФЧ נסגר (איור IX.10, ב). , ג). ממסר 1РВЧ מכין את מעגל סליל ממסר 1РВ (איור IX.10, ב) להזזת הטבלה ימינה או מעגל סליל ממסר 1РН שמאלה.
כיוון התנועה מצוין על ידי מנורות איתות. המעגל החשמלי מספק אפשרות להפעיל את המנועים החשמליים של השולחן והמזחלת רק לאחר לחיצתם החוצה. הידוק וסיבוב מתרחשים על ידי לחיצה על כפתור בלוח הבקרה.
בעזרת מכשיר למערכת ראשונית של קואורדינטות, ספירת התנועות בעת קביעת קואורדינטות נקבעת בדיוק של 0.1 מ"מ. הכרייה מתבצעת לנקודה בטווח של 0.5 מ"מ לקואורדינטה נתונה. התקנה מדויקת דורשת תנועה ידנית עם שליטה על המסכים.
בעת שליטה ידנית בכונן להזזת השולחן והמזחלת, המפעיל משתמש בווסת 1RSD (איור IX.10, ב). כדי להזיז במהירות את השולחן, הרגולטור 1RSD ממוקם במצב קיצוני, מה שמוביל לירידה במתח של הטכוגנרטור, וכתוצאה מכך לעלייה במהירות הסיבוב של המנוע החשמלי D1. במצבים קיצוניים, תנועת השולחן מוגבלת על ידי מתגי גבול.
2A450 תרשים של יחידה רגישה לפאזה ומגבר אלקטרוני

סכימה של הבלוק הרגיש לשלב
- TRF - שנאי בידוד
- C21, C22 - התנגדויות לרשת
- C23, C24 - התנגדות מפריד
- C25 - איזון התנגדות
- C26 - ווסת רגישות לכניסת הselsyn המדויקת
- C27 - ווסת רגישות בורר
- RP - ממסר בורר
- RP1 - ממסר בורר ממסר כפל אותות
- RFCh - ממסר רגיש לפאזה
- E10, E11, E12 - קבלי סינון
- EL11 - טריודה כפולה
- VGP - מיישר בורר גרמניום
מכונת משעמם 2A450 ג'יג. וִידֵאוֹ.
מאפיינים טכניים של מכונת משעמם ג'יג 2A450
| שם פרמטר | 2A450 | |
|---|---|---|
| פרמטרים עיקריים של המכונה | ||
| משטח עבודה של השולחן, מ"מ | 1100 x 630 | |
| המסה הגדולה ביותר של המוצר המעובד, ק"ג | 600 | |
| קוטר הקידוח הגדול ביותר בפלדה 45, מ"מ | 30 | |
| קוטר משעמם הגדול ביותר בפלדה 45, מ"מ | 250 | |
| המרחק הקטן והגדול ביותר מקצה הציר לשולחן, מ"מ | 250...750 | |
| התנועה הגדולה ביותר של השולחן, מ"מ | 1000 x 630 | |
| התנועה האנכית (המסע) הגדולה ביותר של הציר (ידנית, מכנית), מ"מ | 250 | |
| התנועה האנכית הגדולה ביותר של ה-headstock (התאמה), מ"מ | 250 | |
| מרחק מציר הציר למתלה (על ציר), מ"מ | 710 | |
| מתחדדת פנימית של ציר | מיוחד | |
| המתח הגדול ביותר של הכלי שיש להדק | מורס 4 | |
| חיבור קופסת הציר למסילות | מדריך ל | |
| הגנה מפני עומס יתר של מנגנון הזנה | יש | |
| מספר חריצי T על השולחן | 7 | |
| ערך התנועה המואצת של השולחן, מ"מ/דקה | 1200 | |
| מגבלות הזנות עבודה במהלך כרסום, מ"מ/דקה | 30...200 | |
| מחיר חלוקת רשת הרסטר לקביעת הקואורדינטות, מ"מ | 0,002 | |
| מהירות ציר (וויסות b/s), סל"ד | 50...2000 | |
| מגבלות הזנות עבודה לכל סיבוב ציר (וויסות b/s), מ"מ | 0,03...0,16 | |
| יחידת הנעה | ||
| מספר מנועים חשמליים במכונה | 6 | |
| כונן ראשי מנוע חשמלי הספק, קילוואט | 4,5 | |
| מנוע חשמלי הנעה ראשית, סל"ד | 1800 | |
| הנעת תנועת שולחן. הספק, קילוואט | 0,245 | |
| הנעת תנועת שולחן, סל"ד | 3600 | |
| הנעת תנועת סליידר. הספק, קילוואט | 0,245 | |
| הנעת תנועת סליידר, סל"ד | 3600 | |
הוא מיועד לעיבוד חורים עם סידור צירים, שהמידות ביניהם ניתנות במערכת קואורדינטות מלבנית.
במקביל לקידוח במכונה, במידת הצורך, ניתן לבצע קידוח, כרסום קל (עדין), סימון ובדיקת מידות ליניאריות, בפרט מרחקי מרכז למרכז.
באמצעות השולחנות הסיבוביים והאביזרים האחרים המסופקים עם המכונה, ניתן גם לעבד חורים המצוינים במערכת הקואורדינטות הקוטבית, חורים משופעים ומאונכים זה לזה ומשטחי קצה מסתובבים.
המכונה מתאימה לעבודה הן בחנויות כלי עבודה והן בחנויות ייצור לעיבוד מדוייק של חלקים ללא ציוד מיוחד.
מאפיינים טכניים של המכונה 2A450זהו האינדיקטור העיקרי להתאמה של המכונה לבצע עבודה מסוימת. עבור מכונות משעממות ג'יג, המאפיינים העיקריים הם:
- גודל פלטת שולחן
- קוטר עיבוד הקידוח הגדול ביותר
- קוטר הסיבוב הגדול ביותר
- מרחק מקצה הציר למשטח העבודה של השולחן
- סיבובי ציר לדקה
להלן טבלה עם המאפיינים הטכניים של מחרטת בורג חיתוך 2A450. ביתר פירוט, ניתן למצוא את המאפיינים הטכניים של מחרטת החיתוך בהברגה בדרכון של המכונה 2A450
| שם הפרמטרים | יחידה. | כמיות |
| משטח עבודה של השולחן (LxW) | מ"מ | |
| תנועת האורך הגדולה ביותר של השולחן | ||
| התנועה הרוחבית הגדולה ביותר של השולחן | ||
| מרחק מקצה הציר למשטח העבודה של השולחן | מ"מ | 250...750 |
| תנועת ציר מקסימלית | ||
| יציאה של ציר מתלה | ||
| מגבלות מהירות ציר (ללא מדרגות) | סל"ד | 50...2000 |
| מגבלות הזנה לכל סיבוב ציר | ||
| קוטר קידוח מירבי בפלדה בחומר מוצק | ||
| קוטר קדח גדול | ||
| משקל חלק עבודה מותר כאשר מותקן על שולחן המכונה | ||
| כמות התנועה המהירה של השולחן והמזחלת | ||
| כמות התנועה של המוצר במהלך הטחינה | ||
| כוח מנוע ציר | ||
| מהירות מנוע ציר | ||
| מידות המכונה | 2670x3305x1266 |
|
| משקל המכונה |
תשומת הלב!המפרטים בטבלה לעיל הם לעיון בלבד. מכונות המיוצרות על ידי יצרנים שונים ובשנים שונות עשויים להיות בעלי מאפיינים שונים מאלה המופיעים בטבלה.
דרכון של המכונה 2A450
מדריך הוראות זה" דרכון של המכונה 2A450"מכיל מידע הדרוש הן לצוות התחזוקה של מכונה זו והן לעובד המעורב ישירות בעבודה על מכונה זו. מדריך זה הוא גרסה אלקטרונית בפורמט PDF, גרסת הנייר המקורית. תיעוד זה מכיל את הדרכון ואת המדריך (הוראות) להפעלת המכונה 2A450.
- מטרת המכונה
- מאפיינים טכניים של המכונה
- דרישות לתנאי ההפעלה של המכונה
- הובלה של המכונה
- התקנת המכונה וחיבור לרשת החשמל
- דרכון של מכונת משעמם ג'יג
- תיאור התרשים הקינמטי של המכונה
- הכנת השקה
- שליטה במכונה
- מערכת ייחוס קואורדינטות אופטיות
- בטיחות מכונה
ניתן להוריד את הדרכון של מכונת משעמם Jig 2A450 באיכות טובה מהקישור למטה.
דרכון של המכונה 2A450, תיאום משעמם. הורדה חינמית.
תרשים קינמטי של המכונה 2A450"
אתה יכול להוריד את הדיאגרמה הקינמטית של מכונת משעמם 2A450 ג'יג באיכות טובה מהקישור למטה.
תרשים קינמטי של המכונה 2A450. הורדה חינמית.
תרשים חשמלי של המכונה 2A450
להלן סקיצה של דף תיעוד אחד" ערכת המכונה 2A450"
ניתן להוריד בחינם את המעגל החשמלי של מכונת משעמם Jig 2A450 באיכות טובה מהקישור למטה:
תרשים חשמלי של המכונה 2A450, משעמם נענע. הורדה חינמית.
אתה יכול להציג מידע נוסף על "מכונה 2A450" בקישור למטה:










איך להבין: האם החתלתול יהיה רך?
איזה אלכוהול קל נשים הרות יכולות לשתות: השלכות הצריכה
מדוע הרגליים מתנפחות בקרסוליים ובקרסוליים של הרגליים אצל נשים בהריון: סיבות ודרכי טיפול
החתונה של הנסיך הארי ומייגן מרקל: פרטים שערורייתיים וסודיים של הנישואים (תמונה) הנישואים העתידיים של הנסיך הארי שנה NTV
איך סוגרים שזיפים לבנים לחורף