Blacksmithing came to us from ancient times, from the Stone Age. In those distant times, simultaneously with the processing of stone and wood, a person comprehended the secrets blacksmith skills. Many museums around the world have blacksmith tools ancient times: small round stones with an annular belt - hammers, oval flat massive stones - anvils. Microscopic examination of the surface of these stones revealed traces of native metal. Reliefs depicting people working with stone hammers have been preserved on the walls of ancient Egyptian temples. For more than 10 thousand years, blacksmithing has become one of the most necessary and necessary productions, without which it is impossible to create a single machine and mechanism, not a single machine tool and spaceship. Today, the country's forges are equipped with the most powerful presses and hammers in the world, they are serviced by computer-controlled robots and manipulators.
Raw materials of higher purity can be introduced into the furnaces, increasing their productivity and the quality of the resulting iron. This was important as the recent introduction and expected rapid expansion railways sharply increased the demand for high-quality iron. He used an electromagnet he had developed to magnetize spikes; In fact, Henry's electromagnet was thought to be powerful enough to lift a blacksmith's anvil.
Its use in the process of separating iron ore was the first time electricity was used commercially, thus starting the electrical industry. Thomas Davenport was unaware of the discovery of magnetism and electricity when this new process stimulated his interest. His father died when Thomas's training opportunities were minimal, and at the age of 14 Thomas was hired for seven years as a blacksmith. His room and board and six weeks a year of rural schooling were provided in exchange for service in the workshop.
In this article, we will slightly open one of the pages blacksmith art. We will introduce lovers of technical skill to the beauty of forged artistic metal, we will talk about the basic methods of work, tools and equipment.
blacksmith tool
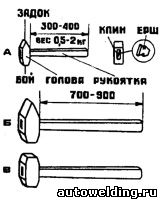
A - handbrake - the main tool of a blacksmith. B, C - war hammer (sledgehammer) - hammer tool.
The work was difficult, but later the boy was remembered for his curiosity, his interest in musical instruments and his passion for books. He created his own small successful store, married the daughter of a local merchant and started a family. His only means of learning was self-education. When the news from the ironworks cured his curiosity, he acquired books and magazines and began to read about experiments and discoveries that began to reveal some of the mysteries of electricity and magnetism.
A magnet made by Joseph Henry inspired Thomas Davenport when he saw it during a demonstration. Davenport's model of an electric "train". Round walkway 4 feet in diameter. Power is supplied from a stationary battery to the moving arm, using the rails as conductors for the electricity.

Blacksmithing is associated with fire, hot metal, powerful hammer blows, so for a comfortable and safe work it is necessary to choose a suitable place for the forge, acquire a reliable tool, purchase a canvas apron, mittens and goggles. All blacksmithing work should preferably be carried out on outdoors, choose a place where you do not interfere with others.
Static electric batteries such as Leiden banks provided only sudden electrical impulses during discharge. For the first time, researchers could draw on a continuous electrical current for hours, instead of relying on an intermittent spark in a Leyden jar.
Oersted noticed that the needle of a nearby compass moved as he closed the circuit through the wire and battery. This demonstrated that electricity causes magnetism. André-Marie Ampère in France soon showed that the magnetic effect could be multiplied by winding a wire.
The main tools of a blacksmith are a hammer, tongs, anvil, vise and forge. The hammer, or, as the blacksmiths call it, the handbrake, carries the main shock load, but therefore it must be especially reliable. It is better to wedge the hammer handle with a metal “brushed” wedge. When working "two-handed", that is, with a hammer, heavy war hammers or sledgehammers weighing up to 16 kg are used.
Now that it has been shown that electricity can produce magnetism, the reverse question arises: can magnetism produce electricity. The first attempts were to hold the magnet near the wire. Almost simultaneously, Joseph Henry, the inventor of the process of separating the ore that Davenport was so excited about, used a more powerful lifting magnet of his own design to show that electricity could be produced from magnetism by changing the strength of the magnet.
The discovery that magnetism could cause electricity was an important step towards the modern electrical world. The only previously demonstrated methods of generating electricity were the von Guericke limited-capacity static electrical generator and Volta's chemical reaction battery.
Forging tongs take out the heated blanks from the hearth and hold them during forging. Pliers should be light, with springy handles. To clamp the workpiece, a special ring is sometimes put on the handles of the tongs - a spanner. The jaws of the pliers must match the shape of the workpiece. Pincers with flat jaws are designed for flat sheet and strip workpieces, with cylindrical or corner jaws - for longitudinal gripping of round bars, with radius jaws - for gripping workpieces of complex shape.
Joseph Henry was to be the only American to have his name applied to a unit of electricity: Henry is a measure of electrical inductance. Henry's iron separation technique was, in a sense, the magnetic equivalent of cotton gin. For the first time, growing cotton was profitable because one worker could produce 50 pounds. pure cotton per day. Machine cars were built on a similar principle. The ancient process of grinding wheat with a wooden clutch to separate the grain from the chaff had to be replaced by spikes on a rotating drum.
Most blacksmithing is done on an anvil. There are several varieties of anvils, ranging from rectangular steel bars to anvils with multiple horns, various technological protrusions and holes. The most convenient in work is a two-horned anvil weighing from 70 to 250 kg. On its front surface there are one or two round holes (12-15 mm in diameter) for punching holes in the forging and one square hole (35 X 35 mm) located in the tail area, into which a backing tool (bottoms) is inserted.
Shortly after learning about Henry's magnet, Davenport rode the 25 miles to Corona Point on horseback to witness the wonders of the lifting magnetic force. The astonishing spectacle further piqued his interest. He decided to drive another 80 miles south to Albany to meet Henry, only to find out that he had moved to Princeton.
Returning home from the money, Davenport called his brother, a merchant, to join him with his cart to go to Crown Point. Once there they auctioned brother's products and traded a good horse for a lower one to get money to buy a magnet. When they returned home, the brother suggested that they try to recover the value by putting up a magnet for a fee.
The anvil is set on a massive wooden deck-chair, which is buried in the ground and well tamped or poured with concrete. For small work, the anvil can simply be installed on the bench through a gasket made of thick sheet rubber. ABOUT good quality The anvil makes a high and clear sound when it is struck with a hammer. The surface of the anvil should be flat and smooth, and the edges should be free of kinks and chips.
Thomas Davenport had other plans. He unwound and dismantled the magnet as his wife Emily took notes on the construction method. He then started his own experiments and built two more magnets of his own design. Requires insulated wire, but only bare wire is available. Emily Davenport cut her Wedding Dress on strips of silk to provide the necessary insulation, which allowed for the maximum number of windings.
The power source for the magnets was a galvanic battery of the type developed by Volta. He used a bucket of weak acid for the electrolyte. The bucket contained concentric cylinders of various metals for the electrodes; they were connected to provide external electric current magnet.
For small work, a spur is used as a support tool, which is inserted with a shank into a square hole in the anvil.
The blacksmith's chair vise is designed for clamping workpieces. Vices are made of steel (therefore, unlike cast iron, they withstand shock well) and are securely mounted on a special chair or on the main pillar of the workbench.
Davenport installed one magnet on the wheel; the other magnet is attached to the fixed frame. The interaction between the two magnets caused the rotor to turn half a turn. He learned that by flipping the wires over one of the magnets, he could make the rotor complete another turn. Davenport then developed what we now call the brush and commutator. Fixed wires from the applied current to the segmented conductor that supplied the current to the rotary electromagnet. This provided an automatic two-turn reversal of the polarity of the rotor-mounted magnet, resulting in continuous rotation.
A blacksmith cannot do without a backing tool. It is substituted under the handbrake or war hammer when performing certain operations.
A blacksmith's chisel differs from a metalwork chisel in that it has a hole (insert) for the handle. The working part of the chisel can be parallel to the handle or perpendicular. In the first case, the chisel serves for transverse cutting, in the second - for longitudinal cutting. For cutting workpieces without a hammer, a cutting is used, which is installed in the anvil socket, and a workpiece is placed on it and chopped with handbrake blows.
This model of the Davenport Motor Patent Office is now at the Smithsonian Institution in Washington. Reading about experiments and discoveries piqued Davenport's interest and led to his invention of the electric motor. Motor had the ability to drive some of the equipment in Davenport's shop, but he had even bigger ideas. The era of the steam locomotive and railways was just beginning, but frequent failures and explosions of boilers, tragic events, had already occurred. Davenport's solution was an electric locomotive. He built a model electric train that ran on a circular track; power is supplied from a stationary battery to moving electrical equipment using rails as conductors for power transmission.
Holes are punched with punches, in which working part can be round, square or rectangular depending on the shape of the punched holes.
To level surfaces, smoothers with flat or cylindrical working surfaces are used.
Crimps are used as a paired backing tool to give forgings regular cylindrical or prismatic shapes, and to speed up the drawing of metal, shims are used. The upper part of the tool (tops) has wooden handles. The lower part (lowers or bottoms) is inserted with a tetrahedral tail into the square hole of the anvil. To disembark the heads of bolts and nails, special boards with holes are used - nailers.
However, when Davenport went to Washington to apply for a patent, his application was rejected: there were no provisional patents for electrical equipment. He began a tour of colleges to meet professors of natural philosophy who could study his invention and provide letters of support to the patent office. Yu recently founded as the nation's first engineering school by Stephen Van Rensselaer. The last of eight generations of land-owning patrons, Van Rensselaer was commissioner overseeing the construction of the Erie and Champlain Canals that opened at the school.
For the manufacture of curls, meanders and curves from bars and strips, as well as parts from sheet material use a variety of shaped and profiled mandrels, plates with holes for pins, grooves and cutouts.
The horn is the most complex blacksmith's tool. Stationary forges are usually installed near the main wall or in the center of the room, they serve as the heart of the forge. The pedestal for the hearth is made of metal, brick or stone. In rural areas, it is more often just a box with wooden, brick or stone walls, filled with compacted sand with clay and stones.
He was given a mission to qualify teachers to train the sons and daughters of farmers and mechanics in developing methods for applying science to the common goals of life. Davenport met Rensselaer's founding president Amos Eaton, an eminent lawyer, botanist, geologist, chemist, educator and innovator, who was amazed by the engine and the self-taught blacksmith who built it. Eton put on an additional exhibition for the citizens of Troy, and Stephen Van Rensselaer himself bought a Davenport motor for the school.
The country's first engineering school now has the world's first electric motor. With the sale of his motor, Davenport was able to buy some of the already insulated wire, and he returned home to build another motor. He went to Princeton to meet Joseph Henry and then to the University of Pennsylvania to meet Dr. Benjamin Franklin Basch, Benjamin Franklin's grandson and eminent scientist.
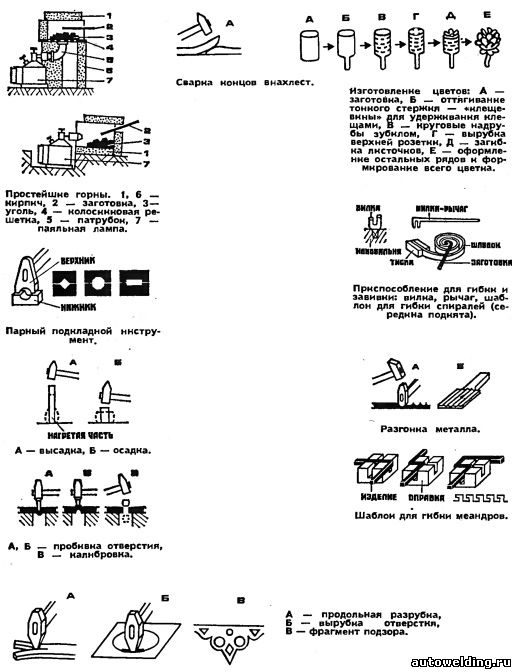
For work in the field, as well as for amateur purposes, you can make a simple portable bugle. Another option is to place the hearth in a recess in the ground. Air is supplied by a household electric fan, a vacuum cleaner or a foot pump. The fuel is wood or coal, coke, peat, firewood and bark, as well as mixtures thereof. For small blacksmithing jobs, you can fold a refractory brick hearth using a blowtorch to heat it up.
The self-educated blacksmith, who had now impressed the most prominent people in the country, returned to the patent office with letters and a working model. However, his troubles are not over yet. The model was destroyed by fire before being examined. He built another and tried again. Finally, the first patent for any electric car was issued to Thomas Davenport for his electric motor on 25 February.
The scientific community and the media reacted with great excitement and high expectations. Davenport set up a laboratory and workshop near Wall Street in hopes of attracting investors. To further advertise his motor, Davenport created his own newspaper, Electromagnet and Mechanics Scout, and used his electric motor to drive his rotary printing press.
forged art products usually made from low carbon steels. It is not difficult to select such steel: it practically does not give sparks on an emery wheel. The workpiece is heated over a calm fire to a light yellow (lemon) color, preventing the metal from burning. Stop forging with a dark red glow.
Working methods
Forged metal requires a concise, finished design. Therefore, it is necessary to carefully approach the selection of the composition, work it out in sketches or mold it from plasticine. It is advisable to make templates of all elements from wire, and only after you are satisfied with the overall design and composition of the product, start forging.
The engine was an impressive technological success, but it became a commercial failure. No one knew how to predict the amount of energy in chemical batteries, and a battery-powered motor cannot compete with a steam engine. Funds were promised but not delivered. Bankrupt and distressed, Davenport returned to Vermont and began writing a book describing his work and his vision for his electric motor.
What Davenport did not expect, and what no one else would describe for another 20 years, was that his engine would be turned by water or steam power and run in reverse like an electric generator. During the 40 years of his death, electrified trains and bogies became commonplace when Davenport's machine created electricity in the power plant and its engine, and then turned that electricity back into mechanical power to move cars.
Consider the technology of work on the example of small decorative grilles (see Fig.), which cover the batteries, windows that are installed on country and garden plots etc.
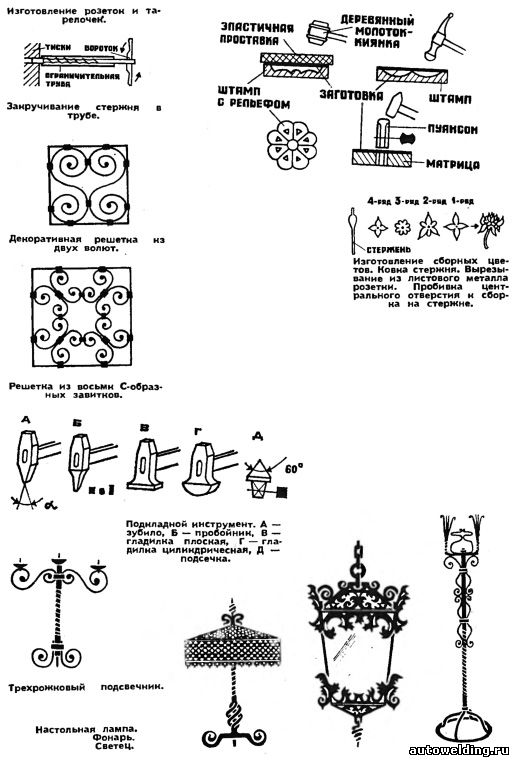
The lattice consists of a frame in which two volutes (curls) are embedded. For the manufacture of volutes, strip or bar material is taken, the required workpiece is chopped off with a chisel or by cutting, and then a figure of a given shape is bent according to a template on a conical horn of an anvil or on a mandrel. A square frame is made from a strip, the ends are connected with rivets or forge welding. Holes in a thin (1-2 mm) strip can be punched with a punch without heating, and in a thick one - with heating. The workpiece is placed on an anvil over a round hole, a punch is installed and hit with a war hammer, rivets are inserted into the holes and riveted.
The company's first products were engines and generators that copied the design and principles of Thomas Davenport's engine. The ultimate tribute to Edison was that during his lifetime the benefits of his inventions became such an important part of daily life.
Davenport died 30 years before the world was ready for his invention. Today, the electrification of the world and the myriad of vital applications of electricity can be seen as the greatest technological marvel in human history. Electric light has increased the overall activity of man to 24 hours a day. Electric cooling is now taken for granted. Air conditioning has made the most inhospitable regions comfortable for year-round living and has spawned new big cities.
To connect the ends of the frame by forge welding, the metal is heated under a layer of flux (quartz sand, borax or table salt) to a white-hot temperature, one end of the strip is applied to the other, and they are welded with hammer blows.
IN finished frame volutes are inserted and connected to the frame with rivets or intercepts (thin staples). To make the thing look “antique”, the ends of the volutes are finished with a tight ball or foot, and the joints are closed with interceptions.
The central pattern of another lattice consists of eight identical C-shaped curls. Here it is also necessary to first make templates, bend curls along them, punch holes for rivets in them and assemble them into a frame.
It is somewhat more difficult to make candlesticks, flower stands - here you need to combine several technological operations. For example, for the manufacture of a three-arm candlestick, it is necessary to forge 3 bent brackets for the base, 2 brackets for candles, 3 plates and a central rod. For the central rod, a square section is taken. One of its ends is clamped in a chair vise, a crank or a gas key is put on the second and twisted in the longitudinal direction. Cold metal has a larger step, hot metal has a smaller one. If you need to twist a large number of identical workpieces at the same angle, put a restrictive tube on the workpiece and twist it until the knob rests against the pipe. To get a variable pitch, the heated metal is cooled with a wet cloth as it is twisted or given to the workpiece. uneven heating by lenght. Finally, a small cylindrical tip is pulled on the rod to attach the central plate.
To make plates for candles, flowers, sockets, you need to cut the metal and cut it out along the contour with shaped chisels. After that, with the help of mandrels, hammers and chisels, they give the product the intended shape and punch a central hole for fastening. A large number of identical rosettes can be made by stamping with an elastic tool (this method was known to the ancient Scythians in the 7th century BC). A blank made of thin soft metal is applied to a stamp with some kind of relief, and a blank is placed on it. elastic pad(sheet lead or thick rubber) and a strong blow is applied to the gasket. To protect the lead from cracking, the edges are seized with a steel ring bandage. On the workpiece, a reverse copy of the relief is obtained. In this way, you can stamp flowers, rosettes, etc. The stamp is made of metal, stone, and even hardwood. The final assembly of the candlestick is done with rivets or forge welding.
Great art requires the production of lights. In the XVIII-XIX centuries, the light was one of the most common household items, they tried to decorate it in every possible way. The blacksmith, who forged the light, put his whole soul and skill into his work. When forging svetzets, many techniques are used, ranging from bending to forge welding. The central, main rod, as a rule, has an axial curl, from below it is usually cut with a chisel into four parts and is also attached to a massive base ring. Often the rod is decorated with curls or snakes that are riveted or welded. The greatest attention is paid to the "head" of the light. For splinters, splits are made by longitudinal cutting of vertical rods, and for candles, a sleeve is forged.
Using the same technology, it is possible to manufacture a modern table lamp or floor lamp. Beautiful forged racks are obtained from two or four rods cut along the axis and twisted. After cutting, the branches are expanded, forged, and then twisted at a small angle (see Fig.). An interesting twist can be obtained from several thin rods welded at the ends. During twisting, it is necessary to slightly upset the rods along the axis with a hammer blow.
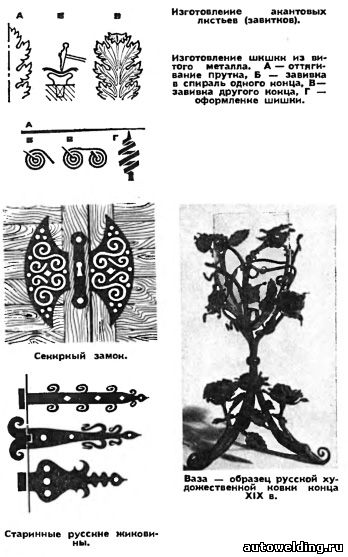
Above the lampshade, a cone of twisted metal is often made. Curling it is also not an easy task. First, the bar is pulled, and then one part of the workpiece is folded into three or four turns. The opposite end of the rod is fixed in a vice and folded in the same way. After that, two twisted figures are placed one above the other, and after the next heating, the entire cone is stretched to a certain length with the help of mandrels, a hammer and a chisel. The base of the lampshade can be made of perforated metal. In Russia, gaps were made from perforated metal, which completed the overhangs of roofs, crests of gables and spillways. This work is not very difficult, although painstaking. A drawing is applied to the sheet blank, and then a notch is made with the help of chisels on the anvil. In order not to spoil the face of the anvil, a sheet of soft metal is placed under the workpiece. For punching a large number of shaped holes, special punches and dies are usually made.
To create identical ornaments on sheet metal, embossing can also be used using matrix boards made by casting with subsequent engraving. This type of processing is called basma. A sheet of metal 0.2-0.3 mm thick is placed on the matrix board, then a pillow of lead or sheet rubber is placed, and it is struck with a wooden hammer or clamped in a vice or in a press.
Wrought iron lanterns or lamps are often decorated with acanthus leaves and swirls. They are made from sheet material. First, the product is scanned, then cut down along the contour. The given shape is given with the help of special hammers and mandrels. The leaves are connected to the product with rivets or forge welding.
Forged metal can be interesting to decorate doors, gates and gates. Main decorative element doors and gates in Russia were zhikovina (a special kind of hinges), door handles, overhead ax locks and masks.
Zhikovins were forged from thick sheet material. At one end, a bushing for the axle was bent, and at the other end, a decorative finish was made in the form of little chervonoks or curls (see Fig.). To make curls, the main strip was cut into longitudinal strips, which were then forged and shaped into curls. The surface of the zhikovins was decorated with a notch, dots, circles and other ornamental elements. On forged surfaces, they often made “stuffing” - with trowels and a hammer they gave them a faceted surface.
The door ring, or stucco, is made by bending from a round bar, and the bead in the middle of the ring is made by upsetting and subsequent forging on crimps. The overlay for the glass is cut out of sheet material and decorated with an ornament.
Ax locks look very expressive on wooden gates. The central part of the ax plates has a beautiful notch, under which colored materials are placed - this decorates the gate. Caskets, chests and headrests were previously made with the same decorative perforated overlays.
In conclusion, we note that forged and punched metal looks very good both on its own and in combination with colored glass, ornamental stone, tinted wood and smooth fabrics.
The development of crafts among the Slavs was facilitated by the rich Natural resources including iron ore. Its extraction was not difficult. Bog meadow ore - limonite - was in special demand. The basis of the swamp ore was rust - iron hydroxyl. At the bottom of the reservoirs, rounded pebbles the size of an egg formed from rust and other iron compounds. Thus, iron ore was born.
Bronze, bone and stone were used in everyday life along with iron. Parts of tools and weapons were forged from iron.
The Iron Age brought blacksmithing to the fore, and blacksmiths became in-demand artisans. IN Kievan Rus all weapons of warriors and tools were forged from black metal.
With the help of a cheese-blowing press, iron was obtained from iron ore. The old Russian cheese-making stove was placed on a base of large stones, coated with clay. The walls of the furnace were also laid out of stone, or made of clay. They kindled the stoves, as they do now - with charcoal. A hole was made in the front wall of the furnace, into which a mold (nozzle) was inserted. Through it, they also took out the kritsu - the final product of melting. Kritsa, which was for sale, was shaped by ancient Russian metallurgists into a cake.
Carbon steel was obtained using a cheese-blowing furnace, a forge, and also by carburizing iron or raw steel.
Metal forging technologies:
core technology machining metal was hot forging . In addition to forging, iron-steel welding, soldering, carburizing, metal cutting with a file and on a grinding wheel were used in working with ferrous metal. As well as polishing and inlay of ferrous metal with non-ferrous and precious metals. A significant part of steel objects was either simply hardened or hardened followed by tempering. Used for hardening vegetable oil, animal fat, water with the addition of honey or sugar. Some products were hardened entirely, others - only in the working part, due to which the product had a hard blade, a soft body and a smooth transition between them. Blacksmiths sacredly kept the secrets of steel hardening and did not give them out to anyone.
One of the most important equipment for blacksmiths was the forge, which was a brazier on an adobe elevation. At one of the edges of the brazier was a crucible for coals. Archaeological research has proven that blacksmiths in Russia had all the tools necessary for work: anvil, hammers, chisels, tongs, punches, crimps and a vice.
For the manufacture of the most necessary tool in everyday life - a knife, a combination of two metals was used in Russia: iron and steel. Nails were no less common iron object. So there was a special specialization of the blacksmith - carnation.
Another important field of activity of blacksmiths was the manufacture of horseshoes, of which there were more than 100 types. And all of them were obtained by hand forging. And attempts to cast and stamp horseshoes were not crowned with success.








The meaning of the name diamond is sonan
Pirantel instructions for use for
What is a genetic passport What does a genetic passport include
Nebilet - a powerful tool in the fight against hypertension
Solution, aerosol Berodual: instructions for use for inhalation