During production and restoration furniture skin is applied. Sandpaper, according to the principle of operation, is no different from any cutting tool in the workshop. Particles sandpaper a large number of sharp edges that cut, for example, wood.
What is sandpaper grit?
The main parameter of sandpaper is "grain". Grain is the ratio of the number of abrasive particles per inch or centimeter of sandpaper. The lower the grit, the coarser the sandpaper and vice versa, the greater the number of grains per unit area, the smoother the sandpaper. Sandpaper is referred to as its grit size (for example, 150-grit sandpaper).
What grit sandpaper should you use?
The grit to use depends on what needs to be done. The list below is general recommendations for wood, other materials may require a different grain size.
Grain:
- from R12 before P60- used for rough grinding, peeling and roughing.
- from P80 before R120- medium grinding, used to smooth the surface, remove small imperfections.
- from P150 before P180- fine and final sanding before finishing wood processing.
- from P220 before P240- very fine sanding between paint and primer.
- from P280 before P320- it is used to remove dust specks or marks between coatings, for example between layers of varnish.
- from P360 before P500- fine final sanding to remove some gloss or stains and scratches on the surface.
Since 2005, sandpaper manufacturers in Russia have been marking according to European standards. But you can often find on paper the designation according to the old GOST. The table below shows the correspondence between old and new sandpaper grit numbers.
| GOST R 52381-2005 for flexible abrasive tool | GOST 3647-80 | Group of grinding materials |
|---|---|---|
| -- | 200 | grinding grain |
| P12 | 160 | |
| P16 | 125 | |
| P20 | 100 | |
| P24 | 80 | |
| P30 | 63 | |
| P36 | 50 | |
| P40 | 40 | |
| P50 | 32 | |
| P60 | 25 | |
| P80 | 20 | |
| P100 | 16 | |
| P120 | 12 | Grinding powder |
| P150 | 10 | |
| P180 | 8 | |
| P220 | 6 | |
| P240 | 5 | |
| 4 | ||
| P280 | M63 | Micro grinding powder |
| P320 | M50 | |
| P360 | ||
| P400 | M40 | |
| P500 |
Advance through graininess- during grinding, sandpaper should be used sequentially from a small number to a larger one (according to European marking). As you move through the grit, each subsequent number of sandpaper removes the scratches of the previous one. It is possible to skip several grit numbers in order to save time. This is possible when sanding soft woods.
In most cases, you can finish sanding at 150 or 180 grit. If you're planning on applying a water-based paint, it's best to finish with 200 grit sandpaper. This is because water-based paint can tend to highlight and increase scratches.
Types of abrasive on sandpaper.
There are four main types of abrasives for sandpaper used for woodworking: alumina, Garnet, silicon carbide and ceramic. The two most commonly used wood products are alumina and garnet.
Alumina is one of the most common abrasives for wood processing. This abrasive has a high degree of brittleness. This means that when heat and pressure are applied, it breaks. This is highly desirable because when the alumina breaks, it creates new sharp edges. This self-renewal property allows alumina to last longer than most other sandpapers.
Garnet is a natural abrasive that is also commonly used on wood. It is not as loose as alumina and tends to wear faster. This is quite bad, since the pomegranate will produce more smooth surface than alumina of the same grit number. However, it will cut slower. Garnet is also an excellent choice for final sanding. It tends to polish or seal the wood structure. This allows the pigmented paints to more evenly penetrate wood such as birch or pine.
Silicon carbide stronger than alumina and garnet. This makes it suitable for cutting heavy materials such as metal, paint, plastic and fiberglass. Silicon carbide is also a loose abrasive, but wood is not hard enough to crush its surface, so the abrasive tends to wear faster than alumina.
Ceramic abrasive is not loose material. It is the hardest of all commonly available abrasives. It is more often only available in rough paper grades for quick removal of wood during processing. The most common use of ceramic sandpaper is in shaping and leveling wood. It is also one of the most expensive available materials. It is most likely to be seen in ceramic abrasives used in sanding belts.
Story
The first mention of sandpaper dates back to the 13th century, when in China it was made from crushed shells, seeds and sand sown on parchment using natural glue. Some peoples used shark skin as sandpaper.
It is believed that the inventor of modern sanding paper is John Oakey (John Oakey) (1813 - January 10, 1887) - English inventor and founder of John Oakey and Sons, a manufacturer of sandpaper and other grinding materials.
As an apprentice in a craft workshop musical instruments, he began to make his first products by gluing sand and ground glass onto paper. Having improved the technology for mass production, in 1833 he founded a business in Walworth (London), and then moved it to Westminster Bridge Road, where, on the site of a former orphanage, he built a factory, the building of which was then called Wellington Mills. It has not been preserved to this day.
Okay has successively developed dry and wet sanding papers and a range of sanding materials including shoe polish, dish cleaner, furniture polish, and knife polish (patented by Wellington Knife Polish).
John Oakey died in 1887 and is buried in West Norwood Cemetery. His business passed to his sons Joseph and John.
Types and types of sanding paper. Marking examples
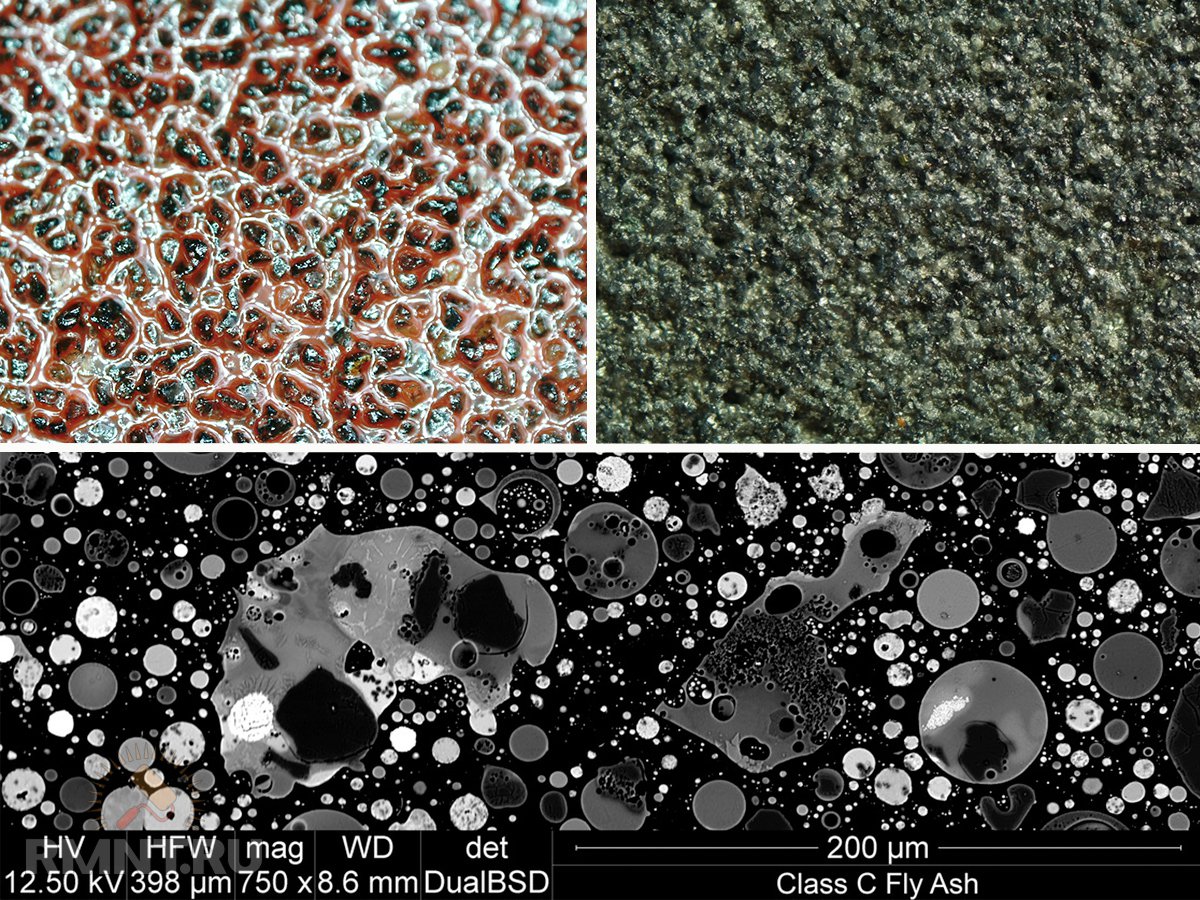
Strictly speaking, natural emery, a natural material that is a mixture of corundum and magnetite, is almost never used in the production of modern grinding materials. Most often, for the manufacture of grinding materials on a paper or fabric basis, artificially obtained aluminum oxide (electrocorundum) or silicon carbide is used.
Aluminium oxide
The most widely used abrasive. Electrocorundum is obtained by reducing melting in arc furnaces of a charge consisting of bauxite agglomerate, low-ash carbonaceous material and iron shavings. Withstands strong pressure, has excellent cutting ability. Represents solid crystals with sharp edges on a fracture.
Silicon carbide
Brilliant, irregular crystals with very sharp edges. Silicon carbide is superior in hardness to aluminum oxide, but is more brittle. Under pressure during operation, the crystals break with the formation of new cutting edges. This property of silicon carbide preserves the working properties of grinding materials for a long time and prevents clogging of the abrasive surface. Silicon carbide abrasives are recommended for glass, plastic and metal finishing.
Grit classification of sanding paper
The main characteristics of abrasive materials, in addition to their nature, are such as "Grain" and "Grit" (grit).
"Corn"- size (diameter) of abrasive material granules.
"Grain"- number of abrasive particles per square inch.
At present, among foreign and some Russian manufacturers The most widespread standard of the European Federation of Producers of Abrasives FEPA (Federation of European Producers of Abrasives). This classification is completely identical to the classification of abrasive materials according to the International Organization for Standardization ISO (International Organization for Standardization).
The ISO 6344 standard consists of three parts: “Coated abrasives. Granulometric analysis. Part 1. Determination of particle size distribution”; “Coated abrasive. Granulometric analysis. Part 2. Determination of particle size distribution of micrograins from P 12 to P 220; “Coated abrasive. Granulometric analysis. Part 3. Determination of the granulometric composition of grinding powder from P240 to P2500 "
The granulometric composition of the grinding powder is indicated by the letter P and the numbers from 12 to 2500. The granulometric composition of grinding powders from P12 to P220 is determined by sieving through control sieves, with a certain mesh size, while for grinding powders (P240-P2500) measurement of the particle settling rate is used. Moreover, the "P" type series is valid for flexible materials. There is also a type series “F” similar to it - for solid products - circles, bars, some disks
The lower the grit, the coarser the sandpaper and vice versa. Grinding paper with grit from P12 to P4000 is presented on the market. Most often, sanding paper with a grain size of P80-P600 is used for construction and finishing works.
There are also products, the marking of which meets national standards:
Marking according to GOST. Painted on the reverse side
| L1E620×50P215A25-NMA GOST 6456-82 622 |
|---|
- L - sheet
- do not put a letter for a roll
- 1 - paper type. Options:
- 1 - for grinding materials of low hardness
- 2 - for grinding metals
- E - abrasive applied by electrostatic method
- 620×50 - size, width, mm x length, mm. Options:
- size, width, mm x length, mm for sheets
- size, width, mm x length, m for rolls
- P2 - base - paper 0-200. Options:
- L1, L2, M - wet-strength paper
- P1, ... P11 - non-wet strength paper
- S1, S1G, S2G, U1, U2, U1G, U2G - twill fabric
- P - semi-double fabric
- 15A - brand of normal electrocorundum. Options:
- 15A - normal electrocorundum
- 24A, 25A - white electrocorundum
- 43A, 45A - monocorundum
- 53С, 54С, 55С - black silicon carbide
- 62С, 63С - green silicon carbide
- 25 - the size of the main fraction of the abrasive, microns. Option:
- M63 ... M3 - microgrinding powders, size in microns
- -H - the content of the main fraction of the abrasive. Options:
- B - ≥ 60%
- P - ≥ 55%
- H - ≥ 45%
- D - ≥ 41%
- M - abrasive is glued with skin glue . Options:
- M - skin glue
- C - synthetic glue
- K - combined ligament (M + C)
- SFK - phenol-formaldehyde resin
- A - an indicator of wear resistance by class (presence of defects). Options:
- A - ≤ 0.5%
- B - ≤ 2%
- B - ≤ 3%
- GOST 6456-82 - standard. Options:
- GOST 13344-79 - waterproof fabric
- GOST 6456-82 - non-waterproof
- 622 - factory batch number (sometimes missing)
Marking
Paper based abrasives
The base paper must be very strong in order to withstand mechanical stress. It is classified depending on the density (g / m2) and marked with colored letters. This classification has been adopted (according to FEPA).
Paper can be either waterproof or regular. Pay attention to the manufacturer's label. The water resistance of sandpaper is also determined by the type of binder.
Advantages of the paper base:
Low cost;
There is no elongation of the base during operation;
The surface allows to apply the smallest fractions of grinding material.
Flaws:
Low strength and wear resistance;
Non-water resistant (water resistant paper base is usually used only for manual processing).
Abrasives on a cloth basis
Most often, cotton and polyester are used as the basis for abrasive materials. The fabrics are impregnated with polyester resin to make them more durable and water resistant. The main characteristics of fabrics are elasticity and tensile strength.
Class J cloth is used for finishing edge and profile sanding. Cloth X is usually used for dirty heavy work. Types W and Y are used when increased belt strength is required - in industrial sanding of panels. When choosing a cloth-based belt, always choose a type as hard as the sanding operation and the shape of the surface to be treated allow. The stiffness of the backing most often directly correlates with the service life of the tape.
Advantages of the fabric base:
High strength and wear resistance;
Water resistance.
Flaws:
Relatively high cost;
Elongation during work (depending on the type of fabric and the nature of the processing).
For the production of some abrasive materials are used combined bases(fabric glued to paper) with different properties.
Fiber base- a special type of base designed for the manufacture of fiber discs. Fiber is obtained by treating cellulose with zinc chloride, resulting in a completely new, hard and dense product. The basis is not waterproof, actively absorbs moisture.
Classification of sanding paper according to the type of abrasive application (filling).
Open and semi-open coating: grains cover from 40 to 60% of the base surface. This paper is suitable for processing loose, soft materials- soft, resinous woods, putty surfaces, etc. open type filling eliminates clogging of the gaps between the grains with grinding waste and the formation of lumps on the abrasive surface.
Closed or continuous coating: abrasive grains cover the entire surface of the substrate. Solid-fill abrasives are more effective when sanding hard materials (metals, hard woods).
Sanding paper production technology. Application of abrasive
In the production of abrasive skins are used the following ways abrasive application.
Mechanical. Abrasive grains under the action of gravity fall on the main binding layer of the carrier material, located randomly. Abrasive materials in the production of which is used mechanical way grain application, less aggressive.
Deposition of grain in an electrostatic field. Negatively charged abrasive grains in an electrostatic field are attracted to the main bonding layer of the carrier base. Under the action of an electrostatic field, the grains are pressed into the adhesive base, located vertically, with the tip down. Abrasive materials that use the method of applying grain in an electrostatic field are more aggressive and allow you to remove more material with the same effort.
Binders
Binders are used to make sandpaper. various types and stamps. The type of bond is decisive for the strength and modes of operation of the abrasive tool. The task of the binder is to hold the abrasive grain on the base and remove heat from the grain during operation. In this case, the strength of fixing the grain in the binder should exceed the strength of the abrasive grain. In addition, the stiffness or elasticity of the skin and its water resistance depend to a large extent on the type of binder. Special components can also be added to the binder compositions to impart certain properties to the sandpaper, such as antistatic or anti-loading.
Some types of synthetic binders:- phenol-formaldehyde and urea-formaldehyde resins - based on lacquer - based on epoxy resins
Of the natural binders, the most widely used skin glue. Sanding paper using it does not have waterproof properties and is not suitable for wet sanding.
Application features
- Surface treatment should be general rule: Start with a coarser sanding paper, gradually changing to a paper with a finer grit (greater grit value). Coarse and very coarse grain is used for rough sanding of wood, removal old paint, rust from metal surfaces. Fine and very fine grain - for different stages fine grinding, grinding, polishing of painted surfaces, metal grinding. For plastics, silicon carbide sanding paper is successfully used.
- For wet sanding, water-resistant P400-P600 grit sanding paper is usually used. The use of water during grinding allows you to achieve a smoother surface, eliminates the formation of dust. Wet sanding is usually done by hand to carefully control the applied force.
- Nowadays, not only traditional paper and cloth based sanding sheets are available for manual and machine sanding, but also devices that are most suitable for some specific needs and facilitate the processing of difficult surfaces or loose bulk materials.
- Copper lamellas of electric motor collectors are recommended to be cleaned of carbon deposits only with glass sandpaper, any other will leave its grains on the copper surface and cause quick grinding of carbon or graphite brushes. Folk way- use for this "striking" surface (grater) of a matchbox containing glass dust.
- For manual grinding of large curved surfaces, it is convenient to fix sandpaper on a thick (about 1 cm) piece of soft rubber.
- For the convenience of working with sandpaper, it is wrapped around a bar (from any material - wood, plastic, foam plastic) with a piece of felt or porous rubber attached (nailed, glued) to it.
quality self made with pressure control combined with increased productivity
- As a fine sandpaper for plastics, you can use rough (wrapping or newsprint without text) paper.
Sanding sponges
The basis for sponges is foamed polyurethane. They are used for manual grinding of surfaces of complex shape, with recesses, grooves, rounded parts. The hard edges of the sponge perfectly grind inside corners. Best suited for sanding wood products, MDF. Coarse and medium-grained sponges prepare surfaces for a primer. Fine-grained sponges are used for grinding primers, used for intermediate grinding of lacquered surfaces.
According to the type of application of the abrasive material, the sponges can be one-sided, two-sided and four-sided.
Compared to sanding paper, the sponge is more durable because it can be washed out of sanding products and used again.
abrasive mesh
It is a fiberglass mesh with abrasive applied on both sides. The most commonly used abrasive is silicon carbide.
On the reverse side nets and on the packaging indicated grit. The grit size of the sanding mesh is the same as the grain size of the sanding paper.
For best results and to save your hands, sanding paper is fixed on a sanding block. You can use hand grinders (grinding graters) with locks or with a holder for a telescopic rod.
This grater is equipped with a foam pad, which provides a snug fit of the paper to the surface to be treated and more uniform grinding.
Machine use
Sanding paper serves as a snap for the following tools:
- vibratory grinders (sheets rectangular shape attached to clips or
Sanding is one of the basic techniques for working with a wide range of materials. Processing, whether manual or machine, is carried out abrasive skins. We will tell you about the numerous varieties of sandpaper and the principles of its choice in today's review.
Grits and numbers - how to determine grit
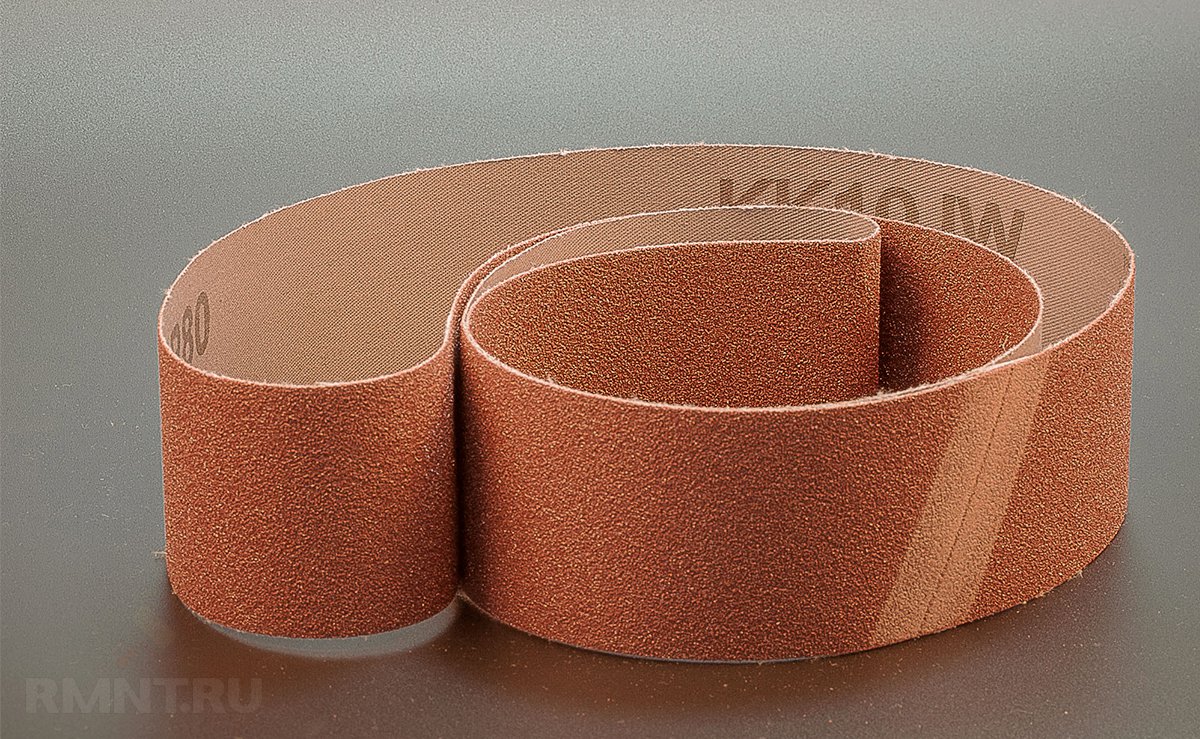
Grain, aka roughness, is a key parameter for any type of sandpaper. Grit is always indicated on the reverse side of the sandpaper after the letter P or the word Grit, sometimes both designations are used at once. Grain is defined by a number from 12 to 15000, sometimes even more.

In the simplest representation, this figure is the number of abrasive particles per square inch, if they are scattered in a continuous uniform layer. In reality, this number is determined by the number of wires per square inch of the sieve through which the abrasive was sieved. The actual particle size ranges from visible to the naked eye (1–1.5 mm) to completely microscopic (whole and tenths of a micron).
Let's define the scope of sandpaper depending on the grain size:
- up to P80 - for rough peeling and grinding in order to level the surface;
- from P100 to P220 - used in the second stage of grinding, if you need to eliminate small grooves and scratches;
- up to P280 - used for fine grinding;
- smaller skins are already classified as polishing.
You can read more about the exact choice of sandpaper for various purposes.
The rule for choosing sandpaper by grain size is very simple - the higher it is, the smoother the surface will be after processing. But at the same time, the finer the sandpaper, the faster it grinds, and the removed layer of material becomes smaller. It should also be taken into account that the greater the hardness of the material being processed, the coarser the paper can be used for finishing. At the same time, on soft wood, even with a grit in P220, quite visible scratches can remain.

Skins by type of base
Even in a small town, walking through hardware stores, you can find several dozen different samples of sandpaper. They will differ not only in grain size, but also in the method of applying the abrasive material, the type of coating and binder, as well as the abrasive material used or a mixture thereof. However, in practice, the type of substrate on which the abrasive is applied is of paramount importance.

The cheapest and most quickly consumed paper is produced on a paper basis. sandpaper. It has few advantages: in addition to the low price, the paper is convenient if you need to quickly tear off a fresh shred for work. The abrasive from such a skin crumbles quite quickly, especially in places of fracture, however, the paper base makes it easier to process relief surfaces.

A fabric-based skin has a slightly higher cost, but is much more durable. In many households, half a dozen scraps of cloth sandpaper can be found lying around, which are successfully used from time to time for several years and have not lost their abrasive qualities. It does not do without drawbacks: the fabric impregnated with epoxy is rough, the treated surface is felt worse under it. Also, cloth sanding belts tend to stretch, although this mainly applies to consumables for machining.

Finally, there is a third type of sanding paper - soft backed. This includes foam or polyurethane skin, used for finishing embossed wood and plaster parts, and fiber sanding paper. The latter, although it has similar properties as a pressure to the part, is used for fastening to the working body with Velcro, for example, to rotary grinders.
Dry and wet sanding
Depending on the abrasive material and its binder, sandpaper may differ in the admissibility of grinding with surface wetting. In addition to the fact that wet sanding paper is more expensive than normal paper, there are a number of other reasons why this distinction is important.
When removing particles from the treated surface, the friction forces at certain points can be so high that the generated temperature is sufficient to sinter the metal dust. This, in particular, is true for aluminum and most non-ferrous metals: if the skin is not periodically shaken off, it will quickly become clogged and become unusable.

In some varieties of paper, this problem is solved by a special abrasive material. So, silicon carbide, especially applied by electrostatics, is able to crumble, forming new cutting edges, so this paper practically does not clog. However, there can be a lot of particles of removed material, for example, when processing plastic, and then it is necessary to prevent them from sticking together by moistening the sandpaper with water.
 Polishing natural stone, marble or concrete also can not do without the use of water or special formulations. Wetting improves the quality of grinding and prevents the spread of stone dust
Polishing natural stone, marble or concrete also can not do without the use of water or special formulations. Wetting improves the quality of grinding and prevents the spread of stone dust
Wetting resistance is determined by the standard, which is indicated at the end of the marking on the back. Paper according to GOST 13344–79 allows work in a humid environment, but according to GOST 6456–82 it does not. There are exceptions, because water resistance is generally determined by the type of binder, that is, glue. Although the type of binder is usually not specified, abrasives bonded with synthetic materials such as bituminous, polyester resins, phenolic varnishes, etc. are suitable for wet processing. Very often, the possibility of using paper for wet work is additionally indicated by the letter "B" or the word Waterproof.
For manual processing
Often home master have to process their products manually. So the quality of grinding is much higher, there are fewer untreated areas. For manual processing, paper is available in sheets, strips and rolls.

The running types of grit in the economy are tissue paper P60, P80 and P120. More fine skin usually has paper base. It is recommended to always keep in stock different numbers of abrasive paper for fine grinding up to P400.
Cloth-based skins above P300 grit are produced mainly for machine processing, although they can be worked with alternate success by hand. The main difficulty is that the abrasive is filled with a solid layer of binder, and manual processing of such a tape is extremely slow, especially at high grain sizes. However, wet grinding with such paper is a pleasure.

Also, for manual processing, polyurethane grinding sponges will be very useful, which are very convenient for processing parts with small relief. If you are fond of woodworking, always have a supply of foam rubber skins, this is the most effective remedy for preparation for painting or varnishing.
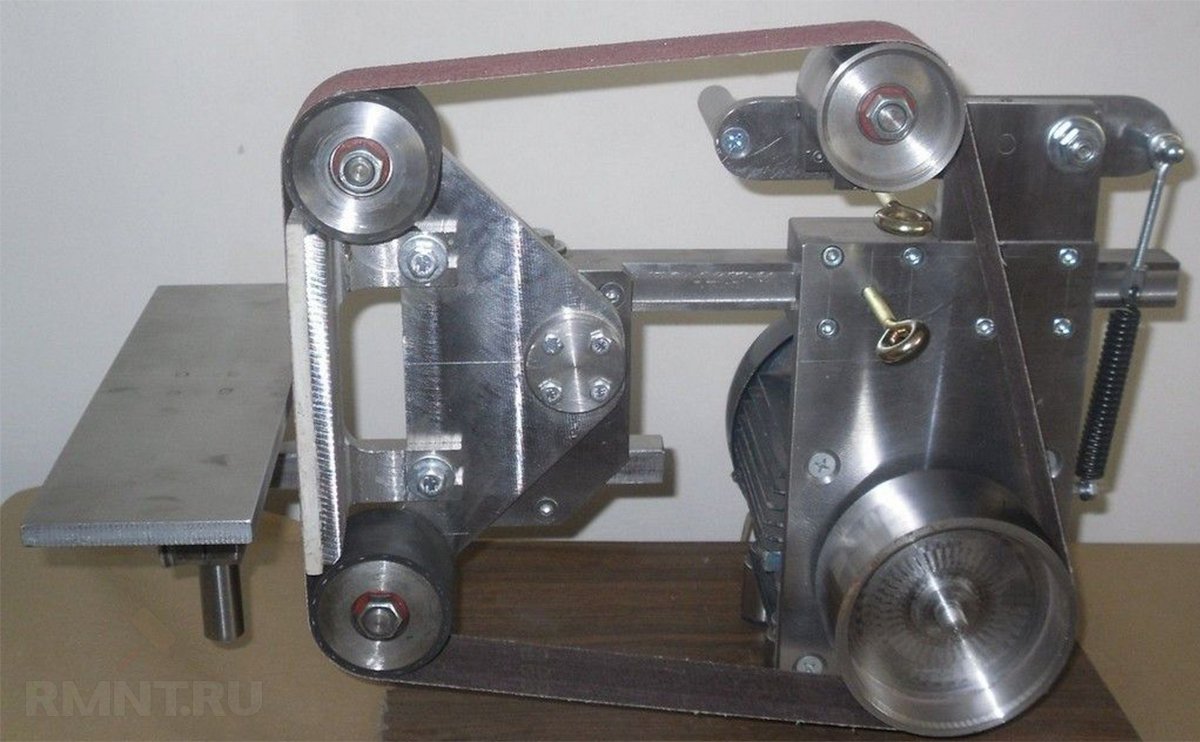
Belts and discs for machine grinding
When buying consumables for grinders, it is difficult to make a mistake. All of them have a specific type and working dimensions - either length and width, or dimensional number, or diameter.

For belt sanders and grinders, cloth-based paper rolled into a ring is used. The length and width in millimeters is the main parameter of such an sandpaper, which determines the suitability for use with a particular tool.
While you can still play around with the width by using a narrower band or tearing off the excess, then bands of arbitrary length can only be used on grinders with adjustable tension. Also note that only one direction of movement is valid for the ring belt, indicated by the arrow on the back.

With abrasive paper for rotary and delta sanders, it's even easier. They either fit or they don't - size fits Supplies clearly indicated in the instructions for the equipment. When choosing, you should also pay attention to the position of the dust extraction holes. Since we are talking about a power tool, almost all sandpaper in consumables is designed for dry grinding. It remains only to choose the right grain size according to the type of material and the desired surface quality, and then gradually reduce it during processing.

08.02.2011
Sandpaper works just like any cutting tool. Its surface consists of numerous sharp edges that cut wood or any other workable surface.
Those who are seriously involved in wood processing will first of all recognize two concepts, without which it is impossible to understand the types and types of sandpaper.
Grit is the amount of abrasive particles found on one inch of sandpaper. The larger the abrasive particles and the farther apart they are, the coarser the sandpaper.
Abrasive particles are small, hard particles that adhere to the fabric backing of sandpaper. The principle of their operation is the removal of the material of the treated surface with the sharp edges of the abrasive.
Sandpaper is divided into several types, depending on the grain size. Each type is designed for different jobs.
Sandpaper grit:
Sandpaper with a grit of 40-60 is considered the roughest. The grains of this type of paper are large and located quite far from each other. Such sandpaper is usually used for primary surface roughing.
Sandpaper with grit 80-120 - medium grit paper. It is used to smooth surfaces and remove minor imperfections and irregularities.
150-180 grit sandpaper is fine paper. Specialists use it for the final polishing of the product at the final stage of wood processing.
Usually polishing of the product is finished on paper 150 or 180 grit. However, for finer work, sandpaper with even greater grit is sometimes used.
Sandpaper with a grit of 220-240 is a very fine sandpaper used for grinding the product between paint and primer.
Paper with a grain size of 280-320 is already extra-thin paper. It is designed to remove dust flecks and marks before finishing the coating.
And the finest sandpaper is 360-600 grit paper. Paper with such a high grain is not used very often. Typically, such paper is used for final polishing of the product or removing stains or light scratches from its surface.
Sandpaper is divided into types not only by the density of the grains, but also by the types of abrasives. Of these, there are four types.
ceramic abrasive.
The hardest of all abrasives. It is most often used for primary processing of wood - for leveling the most rough surfaces. Usually sold in the form of sanding belts.
 Silicon carbide.
Silicon carbide.
The second hardest material after ceramic abrasive. More durable than alumina and garnet abrasive. Suitable for processing heavy materials (metal, paint, plastic, fiberglass).
Not suitable for woodworking and wears out faster than alumina sandpaper.
Alumina. This abrasive is used in the production of sandpaper for woodworking. The most brittle of all abrasives - breaks under pressure. However, this is not a disadvantage, but an advantage. When broken, the alumina abrasive gives new edges, which allows the sandpaper to last longer.
Garnet. Garnet sandpaper is also most commonly used for woodworking. Compared with alumina abrasive, it has its own advantages and disadvantages.
The main disadvantage is that such sandpaper wears out faster, as it is the softest of all abrasives available. In addition, processing wood with such an abrasive is more laborious and takes more time, since the abrasive cuts more slowly.
There are several advantages. First, sanding wood with garnet gives a smoother finish than sanding wood with the same grain size alumina. Secondly, garnet sandpaper is well suited for the final stage of wood processing. The garnet abrasive has the property of polishing and sealing the grain of the wood, which allows the paint to penetrate the wood more evenly.
In addition, there is sandpaper with open and closed coating. An open-coated sandpaper is preferable, as there are gaps between the grains in such paper. Such open spaces sometimes make up 40 - 60% of the entire surface of the sandpaper. Sandpaper with a closed coating does not have such surfaces.
Which paper is best? None. It all depends on the purpose for which it is used.
Open coated sandpaper is used for wood processing. Due to the gaps in the paper, the sawdust does not remain under the sandpaper, but comes out and does not clog either the surface of the paper itself or the surface of the product.
Sandpaper with a closed coating is used for working with metal surfaces - for grinding metal. Sometimes such paper is also used for final grinding of wooden surfaces.
In addition, there is a division into commercial and industrial sandpaper. Commercial paper is sold in regular hardware stores. Industrial - only in stores selling industrial products. As the name suggests, industrial paper is designed for use in industrial material processing.
The industrial grade is considered by specialists to be of better quality. For the production of industrial grade sandpaper, more than quality materials and it is done to more stringent standards.
Abrasive particles in industrial paper are harder, they break less and do not wear out longer. Higher requirements also apply to the degree of density of the abrasive.
Commercial sandpaper grades usually use low quality kraft paper or cloth as the backing on which the abrasive is applied. For industrial sandpaper, fine cotton or polyester is usually used as the backing.
 The type of glue that holds the abrasive particles on the base also differs. The adhesive used to make commercial sandpaper does not handle heat and moisture well. Industrial grades of sandpaper use phenolic resins, which are higher quality bonding agents.
The type of glue that holds the abrasive particles on the base also differs. The adhesive used to make commercial sandpaper does not handle heat and moisture well. Industrial grades of sandpaper use phenolic resins, which are higher quality bonding agents.
However, this is not to say that commercial grades of sandpaper are bad and unusable. In fact, they are simply not well suited only for industrial material processing. For processing materials at home or in a private workshop, they are quite suitable and often even more convenient to use than industrial grades of sandpaper.
Sanding is one of the basic techniques for working with a wide range of materials. Processing, be it manual or machine, is carried out with abrasive skins. We will tell you about the numerous varieties of sandpaper and the principles of its choice in today's review.
Grits and numbers - how to determine grit
Grain, aka roughness, is a key parameter for any type of sandpaper. Grit is always indicated on the reverse side of the sandpaper after the letter P or the word Grit, sometimes both designations are used at once. Grain is defined by a number from 12 to 15000, sometimes even more.

In the simplest representation, this figure is the number of abrasive particles per square inch, if they are scattered in a continuous uniform layer. In reality, this number is determined by the number of wires per square inch of the sieve through which the abrasive was sieved. The actual particle size ranges from visible to the naked eye (1–1.5 mm) to completely microscopic (whole and tenths of a micron).
Let's define the scope of sandpaper depending on the grain size:
· up to P80 - for rough peeling and grinding in order to level the surface;
· from P100 to P220 - used in the second stage of grinding, if you need to eliminate small grooves and scratches;
· up to P280 - used for fine grinding;
· smaller skins are already classified as polishing.
The rule for choosing sandpaper by grain size is very simple - the higher it is, the smoother the surface will be after processing. But at the same time, the finer the sandpaper, the faster it grinds, and the removed layer of material becomes smaller. It should also be taken into account that the greater the hardness of the material being processed, the coarser the paper can be used for finishing. At the same time, on soft wood, even with a grit in P220, quite visible scratches can remain.

Skins by type of base
Even in a small town, walking through hardware stores, you can find several dozen different samples of sandpaper. They will differ not only in grain size, but also in the method of applying the abrasive material, the type of coating and binder, as well as the abrasive material used or a mixture thereof. However, in practice, the type of substrate on which the abrasive is applied is of paramount importance.

The cheapest and most quickly consumed emery cloth is made on a paper basis. It has few advantages: in addition to the low price, the paper is convenient if you need to quickly tear off a fresh shred for work. The abrasive from such a skin crumbles quite quickly, especially in places of fracture, however, the paper base makes it easier to process relief surfaces.

A fabric-based skin has a slightly higher cost, but is much more durable. In many households, half a dozen scraps of cloth sandpaper can be found lying around, which are successfully used from time to time for several years and have not lost their abrasive qualities. It does not do without drawbacks: the fabric impregnated with epoxy is rough, the treated surface is felt worse under it. Also, cloth sanding belts tend to stretch, although this mainly applies to consumables for machining.

Finally, there is a third type of sanding paper - soft backed. This includes foam or polyurethane skin, used for finishing embossed wood and plaster parts, and fiber sanding paper. The latter, although it has similar properties as a pressure to the part, is used for fastening to the working body with Velcro, for example, to rotary grinders.
Dry and wet sanding
Depending on the abrasive material and its binder, sandpaper may differ in the admissibility of grinding with surface wetting. In addition to the fact that wet sanding paper is more expensive than normal paper, there are a number of other reasons why this distinction is important.
When removing particles from the treated surface, the friction forces at certain points can be so high that the generated temperature is sufficient to sinter the metal dust. This, in particular, is true for aluminum and most non-ferrous metals: if the skin is not periodically shaken off, it will quickly become clogged and become unusable.

In some varieties of paper, this problem is solved by a special abrasive material. So, silicon carbide, especially applied by electrostatics, is able to crumble, forming new cutting edges, so this paper practically does not clog. However, there can be a lot of particles of removed material, for example, when processing plastic, and then it is necessary to prevent them from sticking together by moistening the sandpaper with water.

Polishing of natural stone, marble or concrete is also not complete without the use of water or special compounds. Wetting improves the quality of grinding and prevents the spread of stone dust
Wetting resistance is determined by the standard, which is indicated at the end of the marking on the back. Paper according to GOST 13344–79 allows work in a humid environment, but according to GOST 6456–82 it does not. There are exceptions, because water resistance is generally determined by the type of binder, that is, glue. Although the type of binder is usually not specified, abrasives bonded with synthetic materials such as bituminous, polyester resins, phenolic varnishes, etc. are suitable for wet processing. Very often, the possibility of using paper for wet work is additionally indicated by the letter "B" or the word Waterproof.
For manual processing
Often a home craftsman has to process their products manually. So the quality of grinding is much higher, there are fewer untreated areas. For manual processing, paper is available in sheets, strips and rolls.

The running types of grit in the economy are tissue paper P60, P80 and P120. Smaller skins usually have a paper base. It is recommended to always keep in stock different numbers of abrasive paper for fine grinding up to P400.
Cloth-based skins above P300 grit are produced primarily for machine processing, although they can also be worked by hand with varying degrees of success. The main difficulty is that the abrasive is filled with a solid layer of binder, and manual processing of such a tape is extremely slow, especially at high grain sizes. However, wet grinding with such paper is a pleasure.

Also, for manual processing, polyurethane grinding sponges will be very useful, which are very convenient for processing parts with small relief. If you are fond of woodworking, always have a supply of foam rubber skins, this is the most effective tool for preparing for painting or varnishing.
Belts and discs for machine grinding
When buying consumables for grinders, it is difficult to make a mistake. All of them have a specific type and working dimensions - either length and width, or dimensional number, or diameter.

For belt sanders and grinders, cloth-based paper rolled into a ring is used. The length and width in millimeters is the main parameter of such an sandpaper, which determines the suitability for use with a particular tool.

While you can still play around with the width by using a narrower band or tearing off the excess, then bands of arbitrary length can only be used on grinders with adjustable tension. Also note that only one direction of movement is valid for the ring belt, indicated by the arrow on the back.

With abrasive paper for rotary and delta sanders, it's even easier. They either fit in size or they don't - the size of suitable consumables is clearly indicated in the instructions for the equipment. When choosing, you should also pay attention to the position of the dust extraction holes. Since we are talking about a power tool, almost all sandpaper in consumables is designed for dry grinding. It remains only to choose the right grain size according to the type of material and the desired surface quality, and then gradually reduce it during processing.

http://www. rmnt . ru/ - RMNT website. en










Mixed Personality Disorder: Causes, Symptoms, Types and Treatments
GTA 4 control settings
FAQ on Smuggling in GTA Online
LSPDFR - welcome to the police
The huge map of Grand Theft Auto San Andreas and its secrets