ডিভাইস শ্রেণীবিভাগ
স্পারো উৎপাদনের জন্য টুলিংয়ের নকশা
ফিক্সচারের উদ্দেশ্য
ডিভাইসগুলি হ'ল প্রযুক্তিগত সরঞ্জামগুলির একটি অংশ যা ক্রিয়াকলাপকে গতি বাড়ানো এবং সহজতর করতে ব্যবহৃত হয়। মেশিনিং, সমাবেশ এবং নিয়ন্ত্রণ.
ডিভাইসের ব্যবহার এতে অবদান রাখে:
1) উত্পাদনশীলতা এবং প্রক্রিয়াকরণ, সমাবেশ এবং নিয়ন্ত্রণের নির্ভুলতা উন্নত করা।
2) শ্রমিকদের কাজের সুবিধা দিন।
3) সরঞ্জামের প্রযুক্তিগত ক্ষমতা সম্প্রসারণ।
4) শ্রম নিরাপত্তা উন্নত করা।
5) কর্মীদের প্রয়োজনীয় যোগ্যতা হ্রাস করা।
6) কোন মার্কআপ প্রয়োজন নেই.
ডিভাইস শ্রেণীবিভাগ
ডিভাইসগুলি তাদের উদ্দেশ্য এবং বিশেষীকরণের ডিগ্রি অনুসারে শ্রেণিবদ্ধ করা হয়।
উদ্দেশ্য অনুযায়ী, ডিভাইসগুলি 5 টি গ্রুপে বিভক্ত:
1) মেশিন টুলস। প্রক্রিয়াজাত প্রস্তুতির ইনস্টলেশন এবং ফিক্সিংয়ের জন্য ব্যবহৃত হয়। তারা ডিভাইসের মোট বহরের 80 থেকে 90% তৈরি করে। মেশিনের ধরন অনুসারে এগুলোর নামকরণ করা হয়েছে।
2) কাজের টুল (অক্সিলারী টুল) ঠিক করার জন্য মেশিন ফিক্সচার। ম্যান্ড্রেল, অ্যাডাপ্টারের হাতা, কাটিং টুল চক, হোল্ডার।
3) সমাবেশ ফিক্সচার - সমাবেশ এবং পণ্যের মধ্যে সঙ্গমের অংশগুলির সংযোগ তৈরির জন্য।
ক) বেস অংশ বা সমাবেশ ইউনিট (সমাবেশ) বেঁধে রাখার জন্য।
খ) নিশ্চিত করা সঠিক ইনস্টলেশনপণ্যের সাথে সংযুক্ত উপাদান।
গ) ইলাস্টিক উপাদানের মিলনের প্রাথমিক বিকৃতির জন্য।
d) চাপ, riveting, flaring জন্য.
4) কন্ট্রোল ডিভাইস - ফাঁকা জায়গা এবং অংশ, সেইসাথে একত্রিত মেশিন উপাদান পরীক্ষা করার জন্য।
5) ওয়ার্কপিস এবং অ্যাসেম্বলি ইউনিটগুলিকে আঁকড়ে ধরা, সরানো এবং বাঁক দেওয়ার জন্য।
বিশেষীকরণের ডিগ্রি অনুসারে, ডিভাইসগুলিকে বিভক্ত করা হয়েছে:
1) সর্বজনীন
1.1) ইউনিভার্সাল নন-অ্যাডজাস্টমেন্ট (UBP) - বিভিন্ন আকার এবং মাপের অংশগুলির ইনস্টলেশন এবং ফিক্সিংয়ের জন্য একক এবং সিরিয়াল উত্পাদনে ব্যবহৃত হয়। ইউনিভার্সাল চক, ভিস, ইত্যাদি
1.2) ইউনিভার্সাল সেটিং (UNP) - বিভিন্ন কনফিগারেশনের ওয়ার্কপিস সুরক্ষিত করতে ব্যবহৃত হয়। 2টি অংশ নিয়ে গঠিত: সর্বজনীন এবং প্রতিস্থাপনযোগ্য।
সার্বজনীন অংশ হল হাউজিং এবং ড্রাইভ। বাকিটা বিনিময়যোগ্য।
বিনিময়যোগ্য চোয়াল, গ্রুপ ফিক্সচার সহ সর্বজনীন চক। এগুলি বিভিন্ন আকারের অংশ প্রক্রিয়াকরণের জন্য ছোট আকারের এবং মাঝারি আকারের উত্পাদনে ব্যবহৃত হয়।
2) বিশেষায়িত
2.1) স্পেশালাইজড নন-অ্যাডজাস্টমেন্ট (SBP) - একই বেস সারফেস এবং একই প্রসেসিং প্রয়োজনের সাথে ডিজাইন এবং টেকনোলজিক্যাল ফিচারে একই রকম ওয়ার্কপিস ঠিক করতে ব্যবহৃত হয়। বিশদ বিবরণ: রোলার, বুশিং, বন্ধনী।
2.2) বিশেষায়িত সেটআপ (SNP) - একই আকারের ওয়ার্কপিস সুরক্ষিত করতে ব্যবহৃত হয়। 2টি অংশ নিয়ে গঠিত: সর্বজনীন এবং প্রতিস্থাপনযোগ্য। তাদের মধ্যে, আপনি বিভিন্ন আকারের অংশ প্রক্রিয়াকরণের জন্য ইনস্টলেশন উপাদানগুলি সামঞ্জস্য করতে পারেন। এগুলি অংশগুলির গ্রুপ প্রক্রিয়াকরণের জন্য ব্যাপক উত্পাদনে ব্যবহৃত হয়।
3) বিশেষ
3.1) অ-বিভাজ্য বিশেষ ডিভাইস (NSP)। তারা নির্দিষ্ট ভর-উত্পাদিত অংশ তৈরি করতে স্বাভাবিক অংশ থেকে একত্রিত করা হয়.
3.2) সংকোচনযোগ্য ফিক্সচার। তারা কাস্টম ক্ল্যাম্পিং এবং পাওয়ার ইউনিট ব্যবহার করে, যা এই প্ল্যান্টে অনেকবার ব্যবহার করা যেতে পারে।
3.3) ইউনিভার্সাল প্রিফ্যাব্রিকেটেড ডিভাইস (ইউএসপি)। বিভিন্ন সামগ্রিক মাত্রার 3টি সিরিজ তৈরি করুন। সম্পূর্ণ ইউএসপি সেটটি অংশগুলির গ্রুপ নিয়ে গঠিত:
মৌলিক বিবরণ;
শরীরের অংশ;
গাইড
ক্ল্যাম্পিং অংশ;
ফাস্টেনার;
অবিনাশী গিঁট।
ইউএসপি অংশগুলি ইস্পাত 12KhN3A, HRC 62…64 দিয়ে তৈরি। ইউএসপি পরিষেবা জীবন 15-20 বছর।
ফিক্সচারের প্রকারভেদ।
ধারণায় প্রযুক্তিগত সরঞ্জামবিভিন্ন ডিভাইস অন্তর্ভুক্ত - যান্ত্রিক ডিভাইসগুলি মেশিনিং, সমাবেশ এবং বিভিন্ন পণ্যের নিয়ন্ত্রণের সময় ওয়ার্কপিস সুরক্ষিত করতে ব্যবহৃত হয়। শ্রেণিবিন্যাস অনুসারে, ডিভাইসগুলিকে নিম্নলিখিত প্রকারে ভাগ করা হয়েছে: 1. মেশিন টুলস- প্রক্রিয়াকৃত প্রস্তুতির মেশিনে ইনস্টলেশন এবং ফিক্সিংয়ের জন্য প্রয়োগ করা হয়েছে। 2. কাটিং টুল ইনস্টল এবং সুরক্ষিত করতে।3. সমাবেশ ফিক্সচার- সমাবেশ ইউনিট এবং সমাবেশগুলিতে মিলনের অংশগুলিকে সংযুক্ত করার জন্য। এগুলি ইলাস্টিক উপাদানগুলির (স্প্রিংস) প্রাক-সমাবেশের জন্য, টাইট সংযোগ তৈরির জন্য ব্যবহার করা হয়।4.কন্ট্রোল ফিক্সচার- অংশগুলির মাত্রাগুলির মধ্যবর্তী এবং চূড়ান্ত নিয়ন্ত্রণের জন্য ব্যবহৃত। বিশেষীকরণের স্তর অনুসারে, ডিভাইসগুলিকে আলাদা করা হয়:
- সর্বজনীন- বিভিন্ন ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে (vises, 3-চোয়ালের চক (চিত্র 1 দেখুন), বিভাজন টেবিল এবং মাথা ইত্যাদি);
- বিশেষজ্ঞ- একই ধরণের ওয়ার্কপিস প্রক্রিয়াকরণের জন্য (বিনিময়যোগ্য ডিভাইসের সাথে বিভিন্ন প্রক্রিয়া - বিনিময়যোগ্য কোলেটগুলির একটি সেট সহ ডিভাইস ভাগ করা);
- বিশেষ- একটি নির্দিষ্ট অংশে এক বা একাধিক অপারেশন করার জন্য ডিজাইন করা হয়েছে (ওভারহেড কন্ডাক্টর - চিত্র 2, ইত্যাদি)।
 ভাত। 2.
ভাত। 2.
ব্যাপক উত্পাদনের পরিস্থিতিতে, তথাকথিত সর্বজনীনভাবে বিপরীত ডিভাইসগুলিও ব্যবহৃত হয়। এগুলি অনেকগুলি স্বাভাবিক উপাদান নিয়ে গঠিত এবং দ্রুত এবং বারবার পুনরায় সাজানো যেতে পারে, যার ফলস্বরূপ এগুলি বিভিন্ন ক্রিয়াকলাপ সম্পাদন করতে ব্যবহার করা যেতে পারে। এটি প্রযুক্তিগত সরঞ্জামগুলির উত্পাদন এবং বাস্তবায়নের সময় হ্রাস করতে সহায়তা করে।
সার্বজনীনভাবে বিপরীতমুখী ফিক্সচারের দুটি প্রধান ব্যবস্থা রয়েছে, সর্বজনীন-সমাবেশ (ইউএসপি) - চিত্র 3 এবং সর্বজনীন-সামঞ্জস্য (UNP)।
পদ্ধতি ইউএসপিস্বাভাবিককৃত অংশগুলির একটি সেট নিয়ে গঠিত, যেখান থেকে আপনি দ্রুত, সার্বজনীন সমাবেশ এবং বিনিময়যোগ্যতার নীতি অনুসারে, বিভিন্ন একক-উদ্দেশ্য ডিভাইস একত্রিত করতে পারেন। অ্যাপ্লিকেশন অনুসারে একত্রিত ডিভাইসটি ব্যবহার করার পরে, এটি বিচ্ছিন্ন করা হয় এবং অংশগুলি গুদামে ফেরত দেওয়া হয়; তারপর তাদের কাছ থেকে নতুন ব্যবস্থা একত্রিত করা যেতে পারে. সুতরাং, ইউএসপি সিস্টেমটি শুধুমাত্র ফিক্সচার তৈরির ক্ষেত্রে সর্বজনীন। পরেরটি সর্বজনীন নয়, তবে বিশেষ (একক উদ্দেশ্য) প্রাপ্ত হয়। ইউএসপি সিস্টেমে 25,000-30,000 অংশের একটি সেট এবং বেশ কয়েকটি স্বাভাবিক অ-বিভাজ্য ইউনিট অন্তর্ভুক্ত রয়েছে। এই সেট থেকে, আপনি একই সময়ে 300টি পর্যন্ত অভিযোজন সংগ্রহ করতে পারেন।
সর্বজনীন সেটিং ডিভাইসগুলির সিস্টেমটি একটি সর্বজনীন স্বাভাবিক ডিভাইসের ভিত্তিতে স্থির প্রতিস্থাপনযোগ্য মাউন্টিং, ক্ল্যাম্পিং এবং গাইডিং উপাদানগুলির ব্যবহারের উপর ভিত্তি করে।
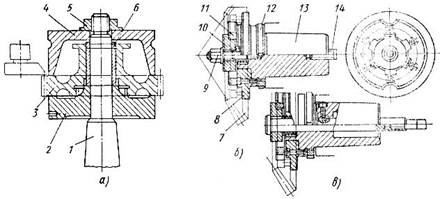
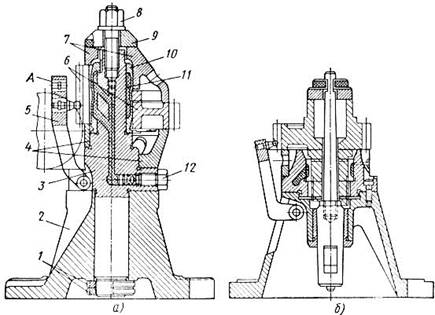
স্বাভাবিকীকৃত ডিভাইসগুলির মধ্যে, যার ভিত্তিতে ইউএনপি একত্রিত করা হয়, হল প্রতিস্থাপনযোগ্য চোয়াল, পাথুরে কন্ডাক্টর, বিনিময়যোগ্য চোয়াল সহ বায়ুসংক্রান্ত চক (চিত্র 4), কোলেট ডিভাইস এবং অন্যান্য।
ইউএনপি ব্যবহার উৎপাদনের প্রযুক্তিগত প্রস্তুতির খরচ এবং শর্তাবলী হ্রাস করে, এর নমনীয়তা বাড়ায়। ওয়ার্কপিসের একটি নতুন ব্যাচ শুরু করার সময়, ফিক্সচারগুলি মেশিন থেকে সরানো হয় না, তবে শুধুমাত্র প্রতিস্থাপনযোগ্য উপাদানগুলি পুনরায় ইনস্টল করা হয়। UNP এর প্রতিস্থাপনযোগ্য অংশ এবং সমাবেশগুলি মেশিনের কাছে কর্মক্ষেত্রে সংরক্ষণ করা হয়। ডিভাইসে তাদের ইনস্টলেশন প্রান্তিককরণ ছাড়াই পিন, পিন বা গাইড খাঁজগুলিকে কেন্দ্র করে বাহিত হয় এবং প্রায় 5 মিনিট সময় নেয়। ফলস্বরূপ, কর্মক্ষেত্র সংগঠিত করার সময় হ্রাস পায় এবং সময়ের সাথে মেশিন সরঞ্জাম ব্যবহারের হার বৃদ্ধি পায়।
অপারেটিং প্ল্যান্টে UNP-এর একটি উন্নত নৌবহরের উপস্থিতি একটি নতুন উৎপাদন সুবিধায় স্থানান্তরকে সহজ করে। একই সময়ে, উত্পাদন প্রস্তুতির সময় হ্রাস করা যেতে পারে, যেহেতু অসংখ্য বিশেষ সরঞ্জাম ডিজাইন এবং উত্পাদন করার প্রয়োজন নেই।
ডিভাইসের ব্যবহার প্রদান করে:
- 1) শ্রম উত্পাদনশীলতা বৃদ্ধিসেট আপ এবং ক্ল্যাম্পিংয়ের সময় হ্রাসের কারণে ( টি ইন); মাল্টি-প্লেস এবং মাল্টি-টুল প্রসেসিং ব্যবহারের কারণে (হ্রাস করে t0);
- 2) প্রক্রিয়াকরণের সঠিকতা উন্নত করুনওয়ার্কপিস এবং মেশিন সেটিংসের আরও সঠিক ইনস্টলেশনের কারণে;
- 3) মেশিন অপারেটরদের কাজের অবস্থার সুবিধা প্রদান;সরঞ্জামের প্রযুক্তিগত ক্ষমতা সম্প্রসারণ।

পাথুরে পরিবাহী একটি সার্বজনীনভাবে সামঞ্জস্যপূর্ণ ডিভাইস। এটি বিনিময়যোগ্য, স্বাভাবিককৃত অংশগুলির সাথে সম্পন্ন হয়: জিগ প্লেট 6, দ্রুত-পরিবর্তন জিগ বুশিং, ক্ল্যাম্পিং উপাদান 7 এবং পজিশনিং উপাদান 1 এবং 2।
ডিভাইসের শ্রেণীবিভাগ
ডিভাইস ডিজাইন পদ্ধতি।
প্রাথমিক তথ্য
ডিভাইসের ডিজাইনের জন্য, নিম্নলিখিত প্রাথমিক ডেটা প্রয়োজন:
ব্লুপ্রিন্ট প্রযুক্তিগত প্রয়োজনীয়তাপ্রতিটি পণ্য;
একটি ওয়ার্কপিস, অপারেশন বা ট্রানজিশনের অপারেশনাল স্কেচ;
রেফারেন্স সাহিত্য, GOSTs, OSTs এবং ফ্যাক্টরি নর্মাল;
মেশিনের প্রধান মাত্রা এবং এর বৈশিষ্ট্য।
চিত্র 4.1-4.6 দেখায়, উদাহরণ হিসাবে, একটি ফিক্সচার ডিজাইন করার একটি কৌশল যা একটি মিলিং মেশিনে একটি ওয়ার্কপিস ঠিক করতে কাজ করে। ওয়ার্কপিসের প্রক্রিয়াকরণে মিলিং সারফেস A, চারটি মাউন্টিং গর্ত ড্রিলিং করা হয়, যার মধ্যে দুটি আবার করা হয়।
ফাঁকা গর্ত বরাবর cones উপর ভিত্তি করে. বেস সেট: 1, 2, 3, 4 - ডবল গাইড বেস; 5 এবং 6 - সমর্থন ঘাঁটি।
ডিভাইসের ডিজাইনের বিকাশের ক্রম
ভাত। 4.1। বিস্তারিত অঙ্কন।
ভাত। 4.2। ফিক্সচারে ওয়ার্কপিস বেস করার স্কিম, প্রয়োগের পয়েন্ট এবং বল বন্ধের দিক নির্ধারণ করা।

ভাত। 4.3। ডিভাইসের ইনস্টলেশন, গাইড এবং সহায়তা উপাদানের অঙ্কন।
ভাত। 4.4 ক্ল্যাম্পিং, ফিক্সিং, ডিভাইসের অক্জিলিয়ারী উপাদানের অঙ্কন।

ভাত। 4.5। ক্ল্যাম্পিং ড্রাইভ। ড্রাইভ নির্বাচন প্রয়োজনীয় ওয়ার্কপিস ক্ল্যাম্পিং ফোর্স এবং ড্রাইভের মাত্রার উপর ভিত্তি করে।

ভাত। 4.6। মেশিন টেবিলের সাথে সংযুক্ত করার জন্য ডিভাইস সহ ফিক্সচারের বডি।
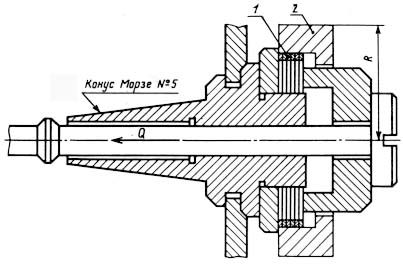
অনমনীয় কেন্দ্র বার
ভাত। 5.11। মসৃণ শঙ্কুযুক্ত mandrel (1 - mandrel; 2 - billet)।
ভাত। 5.12। চাবি সঙ্গে মসৃণ mandrel.
ভাত। 5.13। চাপার জন্য নলাকার ম্যান্ড্রেল।
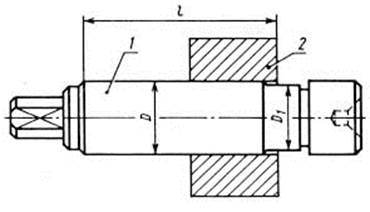
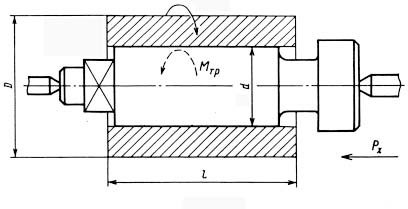
কনভেনশন: Mrez - বাহিনী কাটার মুহূর্ত; Px - প্রতিরোধ শক্তি কাটা; Мfr - যোগাযোগের পৃষ্ঠে ঘর্ষণ মুহূর্ত; d হল ম্যান্ড্রেলের ব্যাস; D প্রক্রিয়া করা হচ্ছে workpiece ব্যাস; l হল প্রসেস করা ওয়ার্কপিসের দৈর্ঘ্য।

ভাত। 5.14। টেপারড ম্যান্ড্রেল (1 - ম্যান্ড্রেল; 2 - বিলেট)।
ভাত। 5.15। মসৃণ কেন্দ্র ম্যান্ড্রেল (1 - ম্যান্ড্রেল; 2 - ফ্ল্যাঞ্জ; 3 - ওয়ার্কপিস; 4 - বাদাম; 5 - ওয়াশার)।
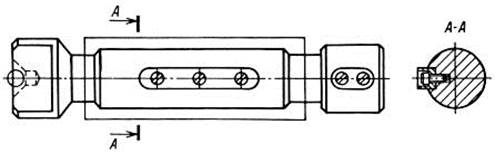
ভাত। 5.16। ম্যান্ড্রেল হল ক্যাম টাকু।
চিহ্ন: Q - অক্ষীয় থ্রাস্ট বল; ডি - অবতরণ ব্যাস; d হল ক্যামের ব্যাস;
d1 হল রডের ব্যাস; l হল ম্যান্ড্রেলের দৈর্ঘ্য।
ভাত। 5.17। হাইড্রোপ্লাস্টিক সহ পাতলা প্রাচীরযুক্ত ম্যান্ড্রেল (1 - লিভার; 2 - প্লাঞ্জার; 3 - হাইড্রোপ্লাস্টিক; 4 - ওয়ার্কপিস; 5 - প্রসারণ বার; 6 - থ্রাস্ট)।
কিংবদন্তি: প্রশ্ন - সিলিন্ডারের রডের উপর বল।
ভাত। 5.18। বেলেভিল স্প্রিংস সহ ক্যান্টিলিভার ম্যান্ড্রেল (1 - বেলেভিল স্প্রিংসের প্যাকেজ; 2 - বিলেট)।
চিহ্ন: আর - ওয়ার্কপিসের প্রক্রিয়াকৃত পৃষ্ঠের ব্যাসার্ধ; প্রশ্ন - একটি যান্ত্রিক ড্রাইভের রডের অক্ষীয় বল।
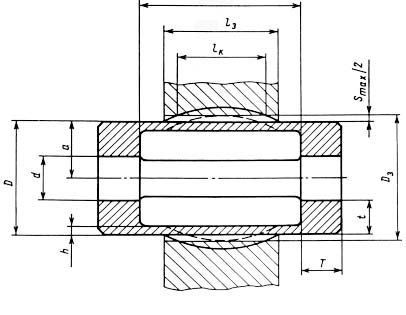
ভাত। 5.19। ওয়ার্কপিস বেঁধে রাখার জন্য পাতলা দেয়ালের হাতা।
চিহ্ন: ডি - হাতা মাউন্ট পৃষ্ঠের ব্যাস; h হল হাতার পাতলা দেয়ালযুক্ত অংশের পুরুত্ব; T হল সমর্থন ব্যান্ডগুলির দৈর্ঘ্য; t হল সাপোর্ট ব্যান্ডের বেধ; Smax - হাতা এবং workpiece মধ্যে সর্বোচ্চ ফাঁক; lk - হাতা যোগাযোগ বিভাগের দৈর্ঘ্য; lz হল ওয়ার্কপিসের দৈর্ঘ্য; ডিজেড - ওয়ার্কপিসের বেস পৃষ্ঠের ব্যাস; d হল বুশিংয়ের সাপোর্ট বেল্টের গর্তের ব্যাস।
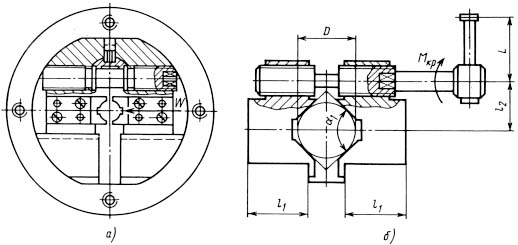
ভাত। 5.20। ইউনিভার্সাল দুই চোয়াল চক. একটি - কার্তুজের সাধারণ দৃশ্য; b - কার্টিজের মেকানিজমের ডায়াগ্রাম।
কিংবদন্তি: W - clamping বল; Mkr - চাবিতে প্রয়োজনীয় টর্ক; এল - হ্যান্ডেল দৈর্ঘ্য; ডি - ক্ল্যাম্পড অংশের ব্যাস; l1 - ক্যামের গাইড অংশের দৈর্ঘ্য; l2 - ক্ল্যাম্পিং স্ক্রুর অক্ষ এবং প্রিজমের অক্ষের মধ্যে দূরত্ব; a1 - ক্যাম প্রিজম কোণ।
![]()
ভাত। 5.21। তিন-চোয়ালের স্ব-কেন্দ্রিক চক (1 - বডি; 2 - ডিস্ক; 3 - রেল; 4 - স্ক্রু; 5 - ওভারহেড ক্যাম; 6 - বেভেল গিয়ার; 7 - কভার)।
চিহ্ন: H - কার্টিজের প্রস্থ; ডি হল কার্টিজের বডির ব্যাস।
ভাত। 5.22। স্কিম কীলক-প্লাঞ্জার লেদ চক(1 - শরীর; 2 - প্লাঙ্গার; 3 - কীলক; 4 - বল)।
চিহ্ন: Q - এক প্লাঞ্জার দ্বারা ক্ল্যাম্পিং বল; W হল ড্রাইভের থ্রাস্ট ফোর্স; a - কীলক শঙ্কুর প্রবণতার কোণ; a হল কেসিং স্লিভের পুরুত্ব।
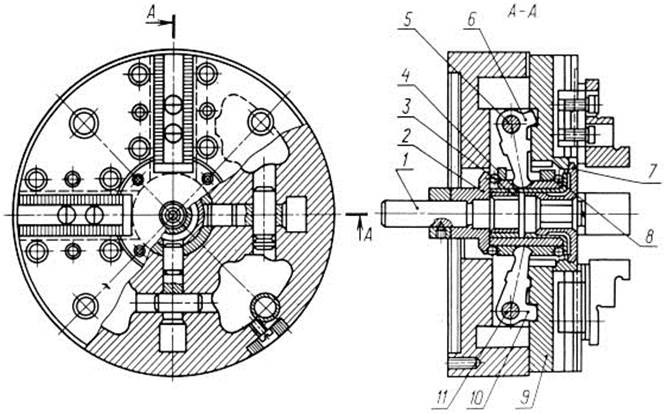
ভাত। 5.23। সর্বজনীন তিন চোয়াল চকএকটি যান্ত্রিক ড্রাইভ সহ (1 - হাউজিং; 2 - ক্যাম; 3 - ক্র্যাকার; 4 - স্ক্রু; 5 - পরিবর্তনযোগ্য ক্যাম; 6, 7 - বুশিংস; 8 - থ্রাস্ট; এ - হাতা 6; বি - ক্যাম প্রোট্রুশন 2) .
চিহ্ন: Q - একটি যান্ত্রিক ড্রাইভের রডের অক্ষীয় বল; W - চক চোয়ালের বাতা।
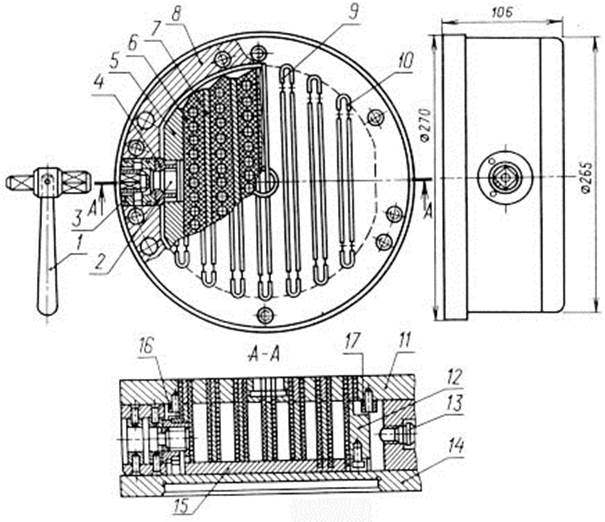
ভাত। 5.24। ইউনিভার্সাল চার চোয়াল চক (1 - থ্রাস্ট; 2, 3, 4, 7 - বুশিংস; 5 - লিভার অক্ষ; 6, 10 - লিভার; 8 - ভাসমান বল; 9 - ক্যাম; 11 - লিভার অক্ষ)। অ-বৃত্তাকার অংশ মাউন্ট এবং clamping জন্য ব্যবহৃত.
ভাত। 5.25। একটি স্থায়ী চুম্বক সহ কার্টিজ (1 - কী; 2 - স্ক্রু; 3 - হাতা; 4 - বাদাম; 5, 7, 12 - প্লেট; 6 - স্থায়ী চুম্বক; 8 - চক বডি; 9, 10 - সন্নিবেশ; 11 - শীর্ষ প্লেট ; 13 - প্লাগ; 14 - প্লেট; 15 - মধ্যবর্তী প্লেট; 16, 17 - স্টপ)।
ভাত। 5.26। স্বাধীন চোয়াল আন্দোলনের সাথে চার চোয়াল চক।
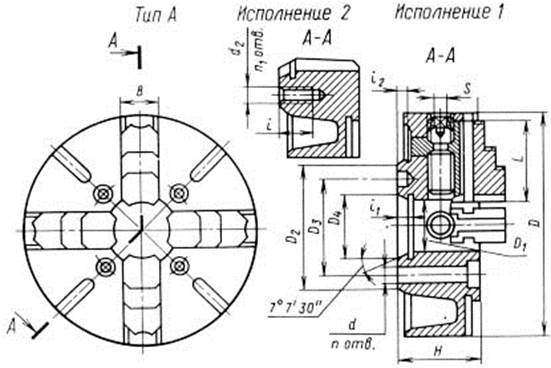
দুই ধরনের গোলাবারুদ আছে:
টাইপ A - টাকু এর flanged প্রান্তে মাউন্ট করার জন্য;
টাইপ বি - টাকুটির থ্রেডেড প্রান্তে মাউন্ট করার জন্য। চিত্রটি টাকুটির ফ্ল্যাঞ্জযুক্ত প্রান্তে মাউন্ট করার জন্য একটি চক দেখায়: এক্সিকিউশন 1 - টাকুটির ফ্ল্যাঞ্জযুক্ত প্রান্তে মাউন্ট করার সাথে; এক্সিকিউশন 2 - ওয়াশারের নীচে টাকুটির ফ্ল্যাঞ্জযুক্ত প্রান্তে বেঁধে রাখা।
ভাত। 5.27। ম্যাগনেটিক চক PTM-250 (1 - অ্যাডাপ্টার প্লেট; 2 - চলমান ব্লক; 4 - শঙ্কু চাকা; 5 - হাউজিং; 6 - চালিত চাকা)।
ভাত। 5.28। কার্টিজ স্ব-কেন্দ্রিক লিভার-ওয়েজ দুই-চোয়াল।
কার্টিজের মাত্রা, মিমি
ভাত। 5.29। একটি শঙ্কু চাকা-ডিস্ক প্রক্রিয়াকরণের জন্য ক্ল্যাম্পিং ডিভাইস (1 - ধারক; 2 - বাইরের ডিস্ক-আকৃতির ঝিল্লি; 3 - রড; 4 - ভিতরের ডিস্ক-আকৃতির ঝিল্লি; 5 - মেশিন চাকা; 6 - সমর্থন চাকা; 7 - ম্যান্ড্রেল; 8 - কী; 9 - বেলেভিল বসন্ত; 10 - হাতা)। শঙ্কু চাকা-ডিস্ক ঠিক করার সময়, রড 3 ক্ল্যাম্পিং বল P এর দিকে চলে যায়।
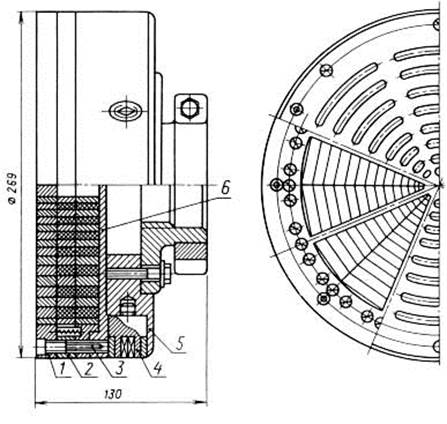
ভাত। ৫.৩০। পাতলা ফ্ল্যাট অংশগুলিকে বেঁধে রাখার জন্য ল্যাথের জন্য গোলাকার ইলেক্ট্রোম্যাগনেটিক চক (1 - ধাতব আবরণ; 2 - টেক্সোলাইট শিল্ড; 3 - গোলকধাঁধা রিং; 4 - হাউজিং; 5 - বাদাম; 6 - কুণ্ডলী; 7 - স্থায়ী বাদাম; 8 - যোগাযোগের রিং; 9 - ক্ল্যাম্প; 10 - হেয়ারপিন; 11 - ব্রাশ সহ বুরুশ ধারক)।

ভাত। 5.31। তাদের প্রক্রিয়াকরণের সময় গিয়ার বেঁধে রাখার জন্য ডিভাইস:
একটি - বেভেল গিয়ার প্রক্রিয়াকরণের জন্য (1 - টাকু; 2 - স্টপ);
b - অনমনীয় কেন্দ্রীকরণ সহ (1 - ওয়াশার; 2 - কী; 3 - গিয়ার; 4 - ফ্ল্যাঞ্জ; 5 - থ্রাস্ট);
ভিতরে - জিগএকটি হাব সহ একটি চাকার জন্য (1 - গিয়ার; 2 - রড; 3 - কোলেট; 4 - স্ক্রু);
g - ডিফারেনশিয়াল স্যাটেলাইট বেঁধে রাখার জন্য ক্ল্যাম্পিং ডিভাইস (1 - টেমপ্লেট; 2 - ডিফারেনশিয়াল স্যাটেলাইট; 3 - কোলেট; 4 - রড)।
ভাত। 5.32। ডায়াফ্রাম কার্টিজ (1 - ঝিল্লি; 2 - রড; 3 - গিয়ার; 4 - বিভাজক; 5 - রোলার; 6 - ক্যাম; 7 - আঙুল; 8 - বার)।
একটি - রোলারের বিন্যাস;
b - তিনটি কীলক আঙ্গুল সহ একটি কার্তুজের চিত্র।
ভাত। 5.33। নলাকার গিয়ার মাউন্ট এবং ক্ল্যাম্পিংয়ের জন্য মেমব্রেন চক (1 - চক বডি; 2, 5, 8 - স্ক্রু; 3, 4, 7 - বুশিংস; 6 - বল; 9 - ফেসপ্লেট; 10 - মেমব্রেন (ডিস্ক); 11 - গোলাকার সমর্থন ; 12 - গোলাকার ওয়াশার; 13 - পরিবর্তনযোগ্য ক্যাম; 14 - রাবার রড; 15 - রোলার;
16 - রিং; 17 - সেক্টর; 18 - ব্লক)।
গিয়ার দাঁত পিষে উচ্চ কেন্দ্রীভূত নির্ভুলতার জন্য ডায়াফ্রাম চাকের পাঁচটি চোয়াল রয়েছে।

ভাত। ৫.৩৪। ডায়াফ্রাম কার্টিজ (1 - ঝিল্লি কার্টিজ বডি; 2 - থ্রাস্ট; 3 - মেমব্রেন; 4 - চক ক্যাম; 5 - ওয়ার্কপিস): একটি - অংশটি ঝিল্লি কার্টিজে আটকানো হয়; b - প্রসারিত অবস্থায় কার্তুজ।
কিংবদন্তি: ডাব্লু - ডায়াফ্রাম কার্টিজের এক চোয়ালে রেডিয়াল বল; প্রশ্ন - ঢাল উপর বল; d হল অংশটির ব্যাস; d হল ঝিল্লি থেকে ক্যামের মাঝখানের দূরত্ব।
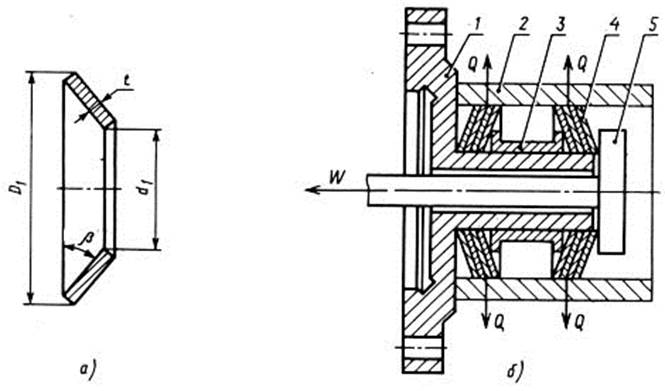
ভাত। 5.35। বৃত্তাকার ঝিল্লি সঙ্গে কার্তুজ: একটি - বৃত্তাকার ঝিল্লি; b - বৃত্তাকার ঝিল্লি সহ কার্টিজ মেকানিজমের স্কিম (1 - বডি; 2 - ওয়ার্কপিস; 3 - হাতা; 4 - ঝিল্লির প্যাকেজ; 5 - রড)।
চিহ্ন: W - ট্র্যাকশন বল; Q হল ওয়ার্কপিসের উপর ক্রিয়াশীল বল; b = 9...12° - বিকৃত অবস্থায় ঝিল্লির প্রবণতার কোণ; D1- বাইরে ব্যাসঝিল্লি; d1 হল ঝিল্লির গর্তের ব্যাস; t হল ঝিল্লির পুরুত্ব।
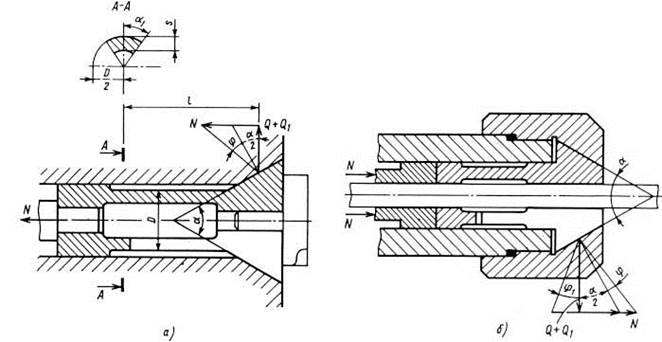
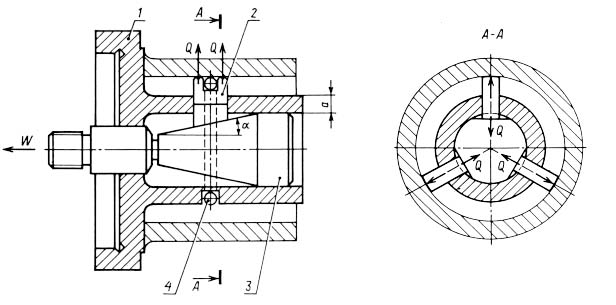
ভাত। 5.36। কোলেট চাকস:
একটি - একটি প্রত্যাহারযোগ্য কোলেট সহ;
b - একটি প্রত্যাহারযোগ্য কোলেট সহ।
এগুলি টারেট মেশিন এবং বার মেশিনে প্রক্রিয়াকৃত বিভিন্ন প্রোফাইলের ক্যালিব্রেটেড বারগুলিকে ক্ল্যাম্প করার জন্য ব্যবহৃত হয়।
চিহ্ন: N - অক্ষীয় বল; Q হল রেডিয়াল বল যে অংশে কাজ করে; Q1 - কোলেটের পাপড়ির প্রাক-সংকোচন বল; a = 30...40° - কোলেট শঙ্কুর শীর্ষে কোণ; j = 6...8° - ঘর্ষণ কোণ; l - কোলেটের পাপড়ির দৈর্ঘ্য যেখানে এটি কোলেটের শঙ্কুর মাঝখানে স্পর্শ করেছে; D হল কোলেটের পাপড়ির বাইরের ব্যাস; s হল কোলেটের বাঁকানো ট্যাবের পুরুত্ব।
মাল্টি টাকু মাথা
মাল্টি-স্পিন্ডল হেডগুলি একই সাথে বেশ কয়েকটি অনুরূপ বা ভিন্ন সরঞ্জামের (ড্রিলস, কাউন্টারসিঙ্ক, রিমার, ট্যাপ) কাজ করে এবং বিশেষ এবং সর্বজনীন হতে পারে। ছিদ্রগুলির একটি নির্দিষ্ট বিন্যাস সহ মেশিনের অংশগুলিতে বিশেষ মাথা ব্যবহার করা হয়, তাই তাদের স্পিন্ডলগুলি তাদের অবস্থান পরিবর্তন করতে পারে না। এই ধরনের মাথা বৃহদায়তন এবং ব্যাপক উত্পাদন ব্যবহার করা হয়। সার্বজনীন মাথার স্পিন্ডলগুলির অবস্থান পরিবর্তন করার ক্ষমতা রয়েছে। একটি মাথা বিভিন্ন অংশ প্রক্রিয়া করতে পারে। তারা ব্যাপক উত্পাদন ব্যবহার করা হয়. হেড স্পিন্ডলগুলি গিয়ারের মাধ্যমে মেশিনের টাকু থেকে চালিত হয়।
ভাত। 6.14। ক্যান্টিলিভার গিয়ার সহ মাল্টি-স্পিন্ডেল হেড (1 - স্পিন্ডেল; 2, 3 - গিয়ারস; 4 - রোলার; 5 - প্লাগ)।
চারটি গর্ত একযোগে প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে। ড্রাইভ শ্যাফ্ট 4 ড্রাইভ গিয়ার 3 এর সাথে সেগমেন্ট কী দ্বারা সংযুক্ত, যা ওয়ার্কিং স্পিন্ডেল 1 এর সমস্ত গিয়ার 2 এর সাথে একযোগে নিযুক্ত থাকে।
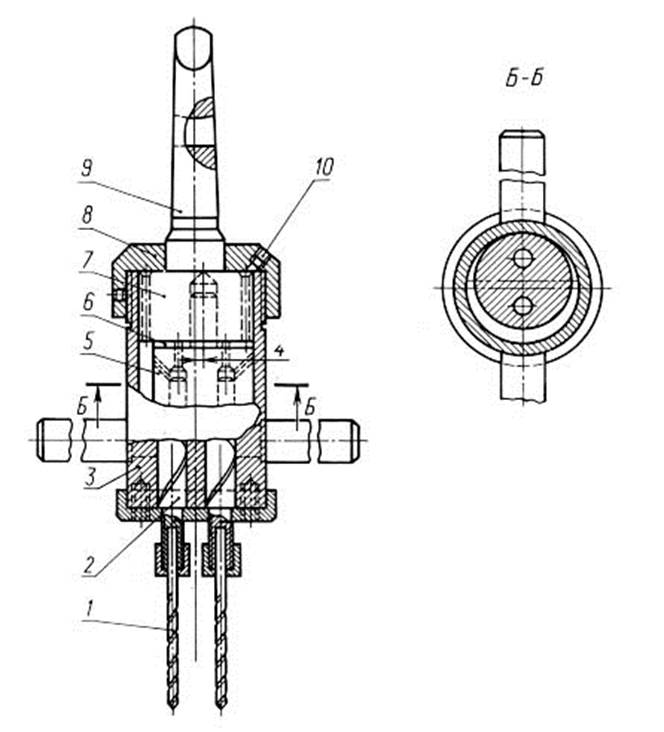
ভাত। ৬.১৫। গিয়ার ছাড়া মাল্টি-স্পিন্ডেল হেড (1 - ড্রিল; 2 - টাকু; 3 - হাউজিং;
4 - রড; 5 - বিস্তারিত; 6 - ব্রোঞ্জ ধাবক; 7 - ফ্ল্যাঞ্জ; 8 - কভার; 9 - শঙ্ক; 10 - কর্ক)।
5.5 মিমি ব্যাস সহ গর্ত প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে, যার অক্ষগুলি l = 15 মিমি দূরত্বে রয়েছে। যন্ত্রের টাকুতে মাথা বেঁধে রাখার জন্য শঙ্কুযুক্ত শ্যাঙ্ক 9টি একটি নলাকার ফ্ল্যাঞ্জ 7 সহ একটি টুকরো হিসাবে তৈরি করা হয়েছে যার একটি ছিদ্র রয়েছে যার অক্ষের অক্ষ থেকে 4 মিমি অফসেট রয়েছে। অংশ 5টি ফ্ল্যাঞ্জে স্থাপন করা হয়েছে, যার ছিদ্রগুলির মধ্যে 4 মিমি এককেন্দ্রিকতার সাথে অবস্থিত ওয়ার্কিং স্পিন্ডল 2 এর শাঁক রয়েছে৷ যখন মেশিনের টাকুটি ঘোরে, তখন অংশ 5 একটি পারস্পরিক গতি সঞ্চালন করে, যার মধ্যে এটির অক্ষ এবং অক্ষগুলি স্পিন্ডল 2-এর শ্যাঙ্কগুলির স্পিন্ডল মেশিনের মতোই গতি রয়েছে। মাথার শরীর 3 এর ঘূর্ণন রোধ করতে, রড 4 অবশ্যই কাজ শুরু করার আগে মেশিনের নির্দিষ্ট অংশের সংস্পর্শে আসতে হবে।
ভাত। 6.16। অভ্যন্তরীণ গিয়ার সহ মাল্টি-স্পিন্ডেল হেড (1 - হাতা; 2 - গিয়ার; 3 - সমর্থন; 4 - বল; 5, 6 - থ্রাস্ট বিয়ারিং; 7 - প্লেইন বিয়ারিং; 8 - রোলার; 9 - ড্রিল; 10 - কোলেট; 11 - স্ক্রু)।
ছোট ব্যাস গর্ত তুরপুন জন্য ডিজাইন. ড্রাইভ শ্যাফ্ট 8 ড্রাইভ গিয়ারের সাথে এক টুকরো হিসাবে তৈরি করা হয়েছে এবং এটি একটি প্লেইন বিয়ারিং 7 এবং একটি থ্রাস্ট বিয়ারিং 6 দ্বারা সমর্থিত। একটি সাধারণ থ্রাস্ট বিয়ারিং 5 সমস্ত স্পিন্ডেলের জন্য ব্যবহৃত হয়।
এই বিয়ারিং-এর রিং এবং গিয়ার 2-এর আন্ডারকাটগুলিতে স্পিন্ডেলগুলির মধ্যে ঘর্ষণ কমাতে, বল 4 শক্ত করা বিয়ারিংগুলিতে স্থাপন করা হয় 3. ড্রিলস 9 কে কোলেট 10 দিয়ে বাদাম 11 দিয়ে বেঁধে দেওয়া হয়। ড্রিল শ্যাঙ্কের পাশের প্ল্যাটফর্ম P সুরক্ষা দেয় বাঁক থেকে ড্রিল
ভাত। 6.17। একটি সরল রেখায় অবস্থিত মেশিনিং গর্তের জন্য মাল্টি-স্পিন্ডেল হেড: ক - হেড অ্যাসেম্বলির অঙ্কন (1 - বডি; 2 - বন্ধনী; 3 - মধ্যবর্তী গিয়ার; 4 - গিয়ার; 5 - টাকু); b - টাকু ব্লক।
মাথা আপনাকে 62...100 মিমি এর মধ্যে দুটি সংলগ্ন স্পিন্ডলের মধ্যে দূরত্ব পরিবর্তন করতে দেয়। কেন্দ্রীয় টাকু 5 তার অবস্থান পরিবর্তন করে না এবং এটি একটি গিয়ার চাকা 4 দ্বারা চালিত হয়। অবশিষ্ট স্পিন্ডলগুলি মধ্যবর্তী গিয়ার চাকার 3 দ্বারা ঘোরে এবং কেন্দ্রীয় স্পিন্ডেল 5 এর সাথে তুলনা করে তাদের অবস্থান পরিবর্তন করতে পারে। এই উদ্দেশ্যে, চাকার অক্ষগুলি 3 বন্ধনী 2 এ স্থাপন করা হয়েছে, যা হাউজিং 1 স্পিন্ডেলের সাপেক্ষে ঘোরানো যেতে পারে, যা আপনাকে স্পিন্ডলগুলিকে একত্রে আনতে বা তাদের আলাদা করতে দেয়।
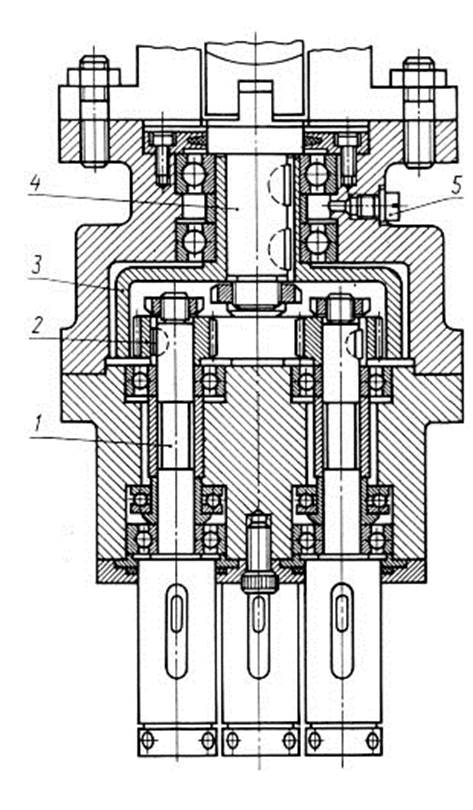
ভাত। ৬.১৮। গিয়ারের দ্বি-স্তরের বিন্যাস সহ মাল্টি-স্পিন্ডেল হেড (1 - টাকু; 2, 8 - মধ্যবর্তী গিয়ার; 3 - গিয়ার; 4, 9 - ড্রাইভ গিয়ার; 5 - ড্রাইভ রোলার; 6 - স্টাড; 7 - মেশিনের হাতা হেডস্টক; 10 - টাকু; 11 - থ্রাস্ট বিয়ারিং; 12 - বল বিয়ারিং)।
এটি একটি বৃত্তে অবস্থিত ছয়টি খোলার প্রক্রিয়াকরণের উদ্দেশ্যে করা হয়েছে। নিম্ন স্তরে দুটি মধ্যবর্তী গিয়ার 2 রয়েছে, যার প্রতিটি ড্রাইভ গিয়ারস 9 এর মাধ্যমে দুটি স্পিন্ডেল 10 চালায়। দুটি স্পিন্ডেল 1 ড্রাইভ গিয়ার 4 দ্বারা চালিত হয় 4 উপরের স্তরে অবস্থিত মধ্যবর্তী গিয়ার 8 এর মাধ্যমে। অন্য দুটি স্পিন্ডলে কোনো মধ্যবর্তী গিয়ার নেই। ড্রাইভ শ্যাফ্ট 5 এর গিয়ার হুইল 3 দ্বিগুণ প্রশস্ত, কারণ এটি দুটি স্তরে রাখা চাকাগুলিকে চালায়।
মাল্টি-স্পিন্ডল হেডের বেসিক প্যারামিটার
![]()

ভাত। ৬.১৯। একক টায়ার্ড গিয়ার সহ তিন-স্পিন্ডল ড্রিলিং হেড
(1 - স্টাড; 2, 3, 6 - গিয়ারস; 4, 5 - টাকু; 7 - হাতা)।
মাথাটি স্টাড 1 সহ মেশিনের সাথে সংযুক্ত থাকে। মাথাটি স্পিন্ডেল 5 এর ঝাঁকুনিতে স্থির একটি হাতা 7 দ্বারা মেশিন স্পিন্ডেলের সাথে সংযুক্ত থাকে, যার উপর গিয়ার হুইল 3 ইনস্টল করা আছে। গিয়ার চাকা 3 থেকে, ঘূর্ণন হয় মধ্যবর্তী গিয়ার চাকার মাধ্যমে সাইড স্পিন্ডেল 4 এর চাকা 2 এবং 6 এ প্রেরণ করা হয়।
স্বয়ংক্রিয় লাইন
স্ট্যানকোভ
ভাত। 11.1। গিয়ার প্রক্রিয়াকরণের জন্য ডিভাইস: a - একটি গিয়ার শেপিং মেশিনের জন্য একটি ডিভাইস (1 - ম্যান্ড্রেল; 2 - সাপোর্ট ওয়াশার; 3 - গিয়ার মেশিন করা হচ্ছে; 4 - ক্ল্যাম্পিং ওয়াশার; 5 - বাদাম; 6 - বিভিন্ন গর্ত ব্যাস সহ চাকা ইনস্টল করার জন্য অ্যাডাপ্টার হাতা ); b - বেভেল গিয়ারের গিয়ার কাটার (গিয়ার মিলিং) জন্য ডিভাইস (7 - ওয়ার্কপিস; 8 - পরিবর্তনযোগ্য ফ্ল্যাঞ্জ; 9 - বাদাম; 10, 11 - ক্ল্যাম্পিংয়ের জন্য ওয়াশার; 12 - ডিভাইসটি সরানোর জন্য বাদাম; 13 - ম্যান্ড্রেল; 14 - রড mandrels tightening জন্য); গ - বেভেল চাকার গিয়ার কাটার জন্য একটি যান্ত্রিক ডিভাইস, ক্ল্যাম্পটি ট্র্যাকশনের সাহায্যে তৈরি করা হয়।
ভাত। 11.2। হবিং মেশিনের জন্য ডিভাইস: একটি - একই সাথে মাল্টি-প্লেস প্রসেসিংয়ের জন্য ডিভাইস (1 - অ্যানুলার ডায়াফ্রাম; 2 - হোল্ডার, 3 - রড; 4 - ওয়ার্কপিস; 5 - অপসারণযোগ্য ওয়াশার, 6 - ম্যান্ড্রেল; 7 - থ্রাস্ট; 8 - স্প্রিং; 9 - ডায়াফ্রাম গহ্বর) b - একটি প্রতিস্থাপনযোগ্য ক্যাসেট সহ ফিক্সচার (10 - ক্ল্যাম্পিং অংশগুলির জন্য বোল্ট; 11 - ম্যান্ড্রেল; 12 - বুশিং; 13 - ক্যাসেটটি বেঁধে রাখার জন্য থ্রেডেড রড; 14 - কেন্দ্রীভূত রিং; 15 - গিয়ারস; 16 - ক্যাসেটটি সহজে অপসারণের জন্য কাপলিং ; 17 - শরীর, 18 - মেশিনে স্থায়ী ভিত্তি; 19 - আঙুল)।
ভাত। 11.3। সূক্ষ্ম গিয়ারিংয়ের জন্য ডিভাইস: a - চাকার জন্য (1 - বাদাম; 2 - বডি; 3 - একটি টেপারড শ্যাঙ্ক সহ ম্যান্ড্রেল; 4 - অ্যাডাপ্টার; 5 - কব্জা লক; 6 - চাকা; 7 - অ্যাডাপ্টার; 8 - ক্ল্যাম্পিংয়ের জন্য বাদাম; 9 - ধোয়ার; 10 - পাতলা-দেয়ালের শেল; 11 - হাইড্রোপ্লাস্টিক; 12 - চাপ স্ক্রু); b - গিয়ার শ্যাফ্টের জন্য।
ডিভাইসের শ্রেণীবিভাগ
ডিভাইসের শ্রেণীবিভাগ নিম্নলিখিত মানদণ্ড অনুযায়ী সঞ্চালিত হয়:
1. উদ্দিষ্ট উদ্দেশ্য অনুসারে, ডিভাইসগুলিকে পাঁচটি গ্রুপে ভাগ করা হয়েছে:
মেশিন টুলস উপর workpieces মাউন্ট এবং ফিক্সিং জন্য মেশিন ফিক্সচার. প্রক্রিয়াজাতকরণের ধরণের উপর নির্ভর করে, টার্নিং, মিলিং, ড্রিলিং, বোরিং, গ্রাইন্ডিং এবং অন্যান্য ডিভাইসগুলি আলাদা করা হয়;
কাটিং টুল বেঁধে রাখার জন্য ডিভাইস। এগুলি প্রচুর পরিমাণে স্বাভাবিককৃত অংশ এবং কাঠামো দ্বারা চিহ্নিত করা হয়, যা কাটিয়া সরঞ্জামগুলির স্বাভাবিককরণ এবং মানককরণ দ্বারা ব্যাখ্যা করা হয়;
উচ্চ সমাবেশ নির্ভুলতা এবং মহান প্রচেষ্টা প্রয়োজন যে সমাবেশ অপারেশন সম্পাদন করার সময় সমাবেশ ফিক্সচার ব্যবহার করা হয়;
কন্ট্রোল এবং পরিমাপ ডিভাইসগুলি ওয়ার্কপিস, মধ্যবর্তী এবং চূড়ান্ত নিয়ন্ত্রণের পাশাপাশি একত্রিত ইউনিট এবং মেশিনগুলিকে নিয়ন্ত্রণ করতে ব্যবহৃত হয়। কন্ট্রোল ডিভাইসগুলি একটি পরিমাপ সরঞ্জাম ইনস্টল করতে ব্যবহৃত হয়;
ওয়ার্কপিসগুলিকে আঁকড়ে ধরা, সরানো এবং ঘুরিয়ে দেওয়ার জন্য ডিভাইসগুলি, সেইসাথে সমাবেশের সময় পৃথক অংশ এবং সমাবেশগুলি।
2. বিশেষীকরণের ডিগ্রী অনুসারে, ডিভাইসগুলি সর্বজনীন, বিশেষায়িত এবং বিশেষে বিভক্ত।
ইউনিভার্সাল ফিক্সচার (UP) মেটাল-কাটিং মেশিনের প্রযুক্তিগত ক্ষমতা প্রসারিত করতে ব্যবহৃত হয়। এর মধ্যে রয়েছে সার্বজনীন, ঘূর্ণমান, বিভাজন টেবিল; আত্মকেন্দ্রিক chucks.
ইউনিভার্সাল নন-অ্যাডজাস্টমেন্ট ডিভাইস (UBD) একক-পিস এবং ছোট-স্কেল উত্পাদনের শর্তে একই ধরণের ফাঁকা স্থানগুলি সনাক্ত এবং ঠিক করার জন্য ব্যবহৃত হয়। এই ধরনের এক-টুকরো চোয়াল সহ সর্বজনীন চক, সর্বজনীন মিলিং এবং ধাতব কাজের ভিস অন্তর্ভুক্ত।
ইউনিভার্সাল অ্যাডজাস্টমেন্ট ডিভাইস (ইউএনপি) একটি মাল্টি-প্রোডাক্ট উৎপাদনে ওয়ার্কপিস বেসিং এবং ফিক্স করার জন্য ব্যবহৃত হয়। এর মধ্যে রয়েছে বিনিময়যোগ্য চোয়াল সহ সর্বজনীন চক, সর্বজনীন ভাইস, রক জিগস।
স্পেশালাইজড নন-অ্যাডজাস্টমেন্ট ডিভাইস (এসবিপি) ব্যবহার করা হয় ওয়ার্কপিসগুলিকে সনাক্তকরণ এবং ঠিক করার জন্য যেগুলি ডিজাইনের বৈশিষ্ট্যগুলির সাথে একই রকম এবং একই প্রক্রিয়াকরণের প্রয়োজন৷ এই ধরনের ডিভাইসগুলির মধ্যে স্টেপড রোলার, বুশিং, ফ্ল্যাঞ্জ, ডিস্ক, শরীরের অংশ ইত্যাদি প্রক্রিয়াকরণের জন্য ডিভাইস অন্তর্ভুক্ত রয়েছে।
স্পেশালাইজড অ্যাডজাস্টমেন্ট ডিভাইস (SNP) ব্যবহার করা হয় ওয়ার্কপিসগুলিকে খুঁজে বের করার এবং ঠিক করার জন্য যেগুলি ডিজাইন এবং প্রযুক্তিগত বৈশিষ্ট্যগুলির মধ্যে একই রকম এবং একই ধরনের অপারেশন এবং বিশেষ সমন্বয়গুলি প্রক্রিয়া করার প্রয়োজন হয়।
ইউনিভার্সাল prefabricated ডিভাইস (U SP) একটি নির্দিষ্ট অংশ বেসিং এবং ফিক্সিং জন্য ব্যবহার করা হয়. ইউএসপি কিট থেকে একটি বিশেষ ফিক্সচার একত্রিত করা হয়, যা পরে আলাদা করা হয় এবং ইউএসপি উপাদানগুলি বারবার অন্যান্য ফিক্সচার একত্রিত করতে ব্যবহৃত হয়।
বিশেষ ডিভাইস (SP) একটি নির্দিষ্ট অপারেশন সঞ্চালনের জন্য এবং একটি নির্দিষ্ট অংশ প্রক্রিয়াকরণ করার সময় ব্যবহৃত হয়। এই ধরনের ডিভাইস একক উদ্দেশ্য বলা হয়. এগুলি বড় আকারের এবং ব্যাপক উত্পাদনে ব্যবহৃত হয়।
3. দ্বারা কার্যকরী উদ্দেশ্যফিক্সচার উপাদানগুলি মাউন্টিং, ক্ল্যাম্পিং, পাওয়ার ড্রাইভ, কাটিয়া টুল গাইড করার জন্য উপাদান, অক্জিলিয়ারী মেকানিজম, সেইসাথে অক্জিলিয়ারী এবং ফাস্টেনার (হ্যান্ডেল, ক্র্যাকার, ডোয়েল) এ বিভক্ত। এই সমস্ত উপাদান শরীরের অঙ্গ দ্বারা সংযুক্ত করা হয়.
4. যান্ত্রিকীকরণ এবং অটোমেশনের ডিগ্রি অনুসারে, ডিভাইসগুলিকে ম্যানুয়াল, যান্ত্রিক, আধা-স্বয়ংক্রিয় এবং স্বয়ংক্রিয়ভাবে ভাগ করা হয়।
1.1। ডিভাইসের সেবা উদ্দেশ্য
যান্ত্রিক প্রকৌশলে উত্পাদনের তীব্রতা বিজ্ঞান ও প্রযুক্তির সর্বশেষ অর্জনের প্রয়োগের ভিত্তিতে প্রযুক্তিগত পুনরায় সরঞ্জাম এবং উত্পাদনের উপায়গুলির আধুনিকীকরণের সাথে অবিচ্ছেদ্যভাবে যুক্ত। প্রযুক্তিগত পুনরায় সরঞ্জাম, নতুন ধরণের প্রকৌশল পণ্য উত্পাদনের প্রস্তুতি এবং উত্পাদনের উপায়গুলির আধুনিকীকরণের মধ্যে অনিবার্যভাবে প্রযুক্তিগত সরঞ্জাম এবং তাদের উত্পাদন ডিজাইন করার প্রক্রিয়া অন্তর্ভুক্ত রয়েছে।
প্রযুক্তিগত সরঞ্জামের মোট পরিমাণের প্রায় 50% হল মেশিন টুল। মেশিন টুলস ব্যবহার অনুমতি দেয়: 1) একটি তাত্ত্বিক বেসিং স্কিম বাস্তবায়ন এবং প্রক্রিয়াকরণের সময় তার অনমনীয়তা বজায় রেখে ওয়ার্কপিস ঠিক করা;
2) কর্মীর যোগ্যতার উপর মানের ন্যূনতম নির্ভরতা সহ ওয়ার্কপিসগুলির উচ্চ মানের ধারাবাহিকভাবে নিশ্চিত করা;
3) ডিভাইসের যান্ত্রিকীকরণের ফলে উত্পাদনশীলতা বৃদ্ধি এবং শ্রমিকের কাজের অবস্থা সহজ করে;
4) ব্যবহৃত সরঞ্জামের প্রযুক্তিগত ক্ষমতা প্রসারিত করুন।
ডিভাইসগুলির পরিষেবার উদ্দেশ্য একটি স্পষ্টভাবে প্রণয়ন করা প্রযুক্তিগত সমস্যা হিসাবে বোঝা যায়, যার সমাধানের জন্য এটি তৈরি করা হয়েছে।
কাজের মধ্যে, যার সমাধানটি ডিভাইস ব্যবহার করে অর্জন করা হয়, তিনটি প্রধান আলাদা করা যেতে পারে:
I. সারিবদ্ধকরণ ছাড়াই মেশিনে ওয়ার্কপিস ইনস্টল করা। ওয়ার্কপিস সেট করার জন্য ফিক্সচারের ব্যবহার ব্যয়বহুল এবং সময়সাপেক্ষ মার্কিং অপারেশনকে বাদ দেয়, মেশিনে ওয়ার্কপিসের সারিবদ্ধতা দূর করে, স্বয়ংক্রিয়ভাবে মাত্রিক নির্ভুলতা পাওয়ার ক্ষমতা প্রদান করে এবং তাই চিহ্নিতকরণের সাথে সম্পর্কিত ত্রুটিগুলি দূর করে প্রক্রিয়াকরণের নির্ভুলতা বাড়ায় এবং প্রান্তিককরণ
2. শ্রম উৎপাদনশীলতা বৃদ্ধি। উচ্চ শ্রম উত্পাদনশীলতা সমানভাবে উচ্চ-কার্যকারিতা সরঞ্জাম এবং উচ্চ-কার্যকারিতা ফিক্সচার উভয়ের উপর নির্ভর করে। শ্রম উৎপাদনশীলতা বাড়ানোর অর্থ হল অপারেশনের জন্য পিস টাইমের হার কমানো। টুকরা-গণনার সময়ের আদর্শ সূত্র দ্বারা নির্ধারিত হয়:
T pcs-k \u003d T সম্পর্কে + T in + T tech.ob + T org.ob + T লেন +
প্রধান সময় -টি এর দ্বারা হ্রাস করা যেতে পারে: ক) একই সাথে কাজ করার সরঞ্জামের সংখ্যা বৃদ্ধি করে; খ) বেশ কয়েকটি ওয়ার্কপিসের একযোগে প্রক্রিয়াকরণ (এর জন্য, মাল্টি-প্লেস ডিভাইস বা প্যাকেজে ওয়ার্কপিস সেট করার জন্য ডিভাইসগুলি ডিজাইন করা হয়েছে); গ) কাটিং শর্ত বাড়ানো (প্রযুক্তিগত সিস্টেমের অনমনীয়তা বাড়ায় এমন ডিভাইসগুলি ডিজাইন করা, আপনাকে কাটার শর্ত বাড়ানো এবং প্রচুর টুলিং প্রয়োগ করতে দেয়)।
সহায়ক সময় - ওয়ার্কপিস সেট করার এবং ঠিক করার জন্য সময় কমিয়ে বা প্রধানের সাথে সহায়ক সময় একত্রিত করে টি ইন কমানো যেতে পারে।
ফিক্সচার ব্যবহার করার সময়, কর্মী ইনস্টলেশনের সময় ওয়ার্কপিসের অবস্থান পরীক্ষা করতে পারে না। ওয়ার্কপিসের ক্ল্যাম্পিং টাইম কমাতে, হাই-স্পিড ম্যানুয়াল, মেকানাইজড, স্বয়ংক্রিয় এবং একাধিক ক্ল্যাম্পিং ডিভাইস, রোটারি ডিভাইস, স্বয়ংক্রিয় লোডিং ডিভাইস, ইজেক্টর ইত্যাদি ডিজাইন করা হয়েছে।
সময় রক্ষণাবেক্ষণকর্মক্ষেত্র - টি রক্ষণাবেক্ষণ দ্রুত-পরিবর্তন চক, মাল্টি-কাটিং হোল্ডার ব্যবহার করে হ্রাস করা হয়, যেখানে বিশেষ ডিভাইসে মেশিনের বাইরে সমন্বয় করা হয়, আকারে সরঞ্জাম সেট করার জন্য টেমপ্লেট ইত্যাদি।
সাংগঠনিক রক্ষণাবেক্ষণের সময় - চিপ অপসারণের জন্য জানালা এবং ট্রে, স্বয়ংক্রিয় চিপ অপসারণ এবং পরিবহনের জন্য ডিভাইস ইত্যাদি তৈরি করে Tlimit হ্রাস করা যেতে পারে।
নিয়ন্ত্রিত ব্রেক টি লেনের সময় কমিয়ে দেওয়া হয় এমন ডিভাইস ব্যবহারের মাধ্যমে যা শ্রমিকদের কাজের সুবিধা দেয়।
প্রস্তুতিমূলক-চূড়ান্ত সময় T p.z T org.ob-এর মতো একই পরিমাপ দ্বারা হ্রাস করা হয়, তবে ফিক্সচার তৈরি করে যা মেশিনে প্রান্তিককরণ ছাড়াই তাদের সঠিক এবং দ্রুত ইনস্টলেশন নিশ্চিত করে এবং বিভিন্ন ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ফিক্সচারের দ্রুত পরিবর্তনের অনুমতি দেয়।
শ্রম উত্পাদনশীলতা বৃদ্ধি নিশ্চিত করার জন্য প্রযুক্তিবিদদের কাজ হল এর উপাদানগুলি হ্রাস করার জন্য সময়ের আদর্শ বিশ্লেষণ করা।
3. সরঞ্জামের প্রযুক্তিগত ক্ষমতা প্রসারিত করা। একক এবং ছোট-স্কেল উত্পাদনের গাছগুলি প্রধানত সর্বজনীন ধাতু-কাটিং মেশিন দিয়ে সজ্জিত। প্রতিটি মেশিন একটি প্রদত্ত নির্ভুলতার সাথে একটি নির্দিষ্ট কাজ সম্পাদন করার জন্য ডিজাইন করা হয়েছে।
এই জাতীয় মেশিনগুলির জন্য, বিশেষ ডিভাইসগুলি ব্যবহার করা হয় যা সরঞ্জামগুলির প্রযুক্তিগত ক্ষমতাকে প্রসারিত করে, উদাহরণস্বরূপ, বিশেষ ডিভাইসগুলির সাহায্যে, গ্রাইন্ডিং, ব্রোচিং এবং মিলিং করা যেতে পারে লেদ, বিরক্তিকর এবং স্লটিং - একটি মিলিং মেশিনে, সুনির্দিষ্ট গর্ত প্রক্রিয়াকরণ তুরপুন মেশিনইত্যাদি
ফিক্সচার তৈরি করার সময়, ফিক্সচারের খরচ কমাতে এবং তাদের তৈরির সময় কমাতে এমন ডিজাইন তৈরি করার জন্য সৃজনশীল উদ্যোগ প্রদর্শনের যথেষ্ট সুযোগ রয়েছে যা উত্পাদনের সর্বাধিক দক্ষতা এবং লাভজনকতা প্রদান করে। ফিক্সচার অবশ্যই আরামদায়ক এবং ব্যবহারে নিরাপদ, দ্রুত, নির্দিষ্ট মেশিনিং নির্ভুলতা নিশ্চিত করার জন্য যথেষ্ট অনমনীয়, মেশিনে দ্রুত ইনস্টলেশনের জন্য সুবিধাজনক, যা বিশেষ করে সিরিয়াল উত্পাদনে ফিক্সচার পরিবর্তন করার সময় গুরুত্বপূর্ণ, উত্পাদন সহজ এবং সস্তা, মেরামত এবং প্রতিস্থাপনের জন্য অ্যাক্সেসযোগ্য জীর্ণ অংশের..
1.2 ফিক্সচারের শ্রেণীবিভাগ
প্রযুক্তিগত সরঞ্জাম তিনটি বিভাগে বিভক্ত:
দ্বারা উদ্দিষ্ট উদ্দেশ্যপ্রযুক্তিগত সরঞ্জাম পাঁচটি প্রধান গ্রুপে বিভক্ত করা যেতে পারে।
1. প্রযুক্তিগত প্রক্রিয়ার শর্তাবলী অনুসারে ওয়ার্কপিস ইনস্টল এবং সুরক্ষিত করতে ব্যবহৃত মেশিনের ফিক্সচার। এই ডিভাইসগুলিকে ড্রিলিং, মিলিং, বোরিং, টার্নিং, ব্রোচিং, স্লটিং ইত্যাদিতে বিভক্ত করা হয়েছে। মেশিন টুলের গ্রুপে বিশেষ-উদ্দেশ্য যন্ত্রগুলিও রয়েছে (বাঁকানো, সোজা করার জন্য ইত্যাদি)।
2. কাজের টুল ঠিক করার জন্য ডিভাইস। তারা টুল এবং মেশিনের মধ্যে একটি লিঙ্ক হিসাবে কাজ করে, যখন ডিভাইসগুলির প্রথম গ্রুপটি মেশিনের সাথে ওয়ার্কপিসকে সংযুক্ত করে। প্রথম এবং দ্বিতীয় গ্রুপের ডিভাইসগুলির সাহায্যে, প্রযুক্তিগত সিস্টেম সামঞ্জস্য করা হয়।
ডিভাইসগুলির এই গ্রুপটিকে একটি সহায়ক সরঞ্জামও বলা হয়, যা সরঞ্জামগুলির বিস্তৃত প্রমিতকরণ এবং স্বাভাবিককরণের কারণে প্রচুর সংখ্যক স্বাভাবিক এবং মানক ডিভাইস দ্বারা চিহ্নিত করা হয়।
3. অ্যাসেম্বলি ফিক্সচারগুলি সঞ্চালনের জন্য ব্যবহৃত হয়, সমাবেশ এবং পণ্যগুলির মধ্যে মিলনের অংশগুলিকে সংযুক্ত করে৷
4. কন্ট্রোল ডিভাইসগুলি পণ্য পরীক্ষা করার জন্য ব্যবহৃত হয়, প্রক্রিয়াকরণের সময় অংশগুলির মধ্যবর্তী এবং চূড়ান্ত নিয়ন্ত্রণের সময়, সেইসাথে একত্রিত মেশিনের উপাদানগুলি পরীক্ষা করতে।
5. প্রক্রিয়াকৃত ওয়ার্কপিস এবং সমাবেশগুলি আঁকড়ে ধরা, সরানো এবং বাঁক দেওয়ার জন্য ডিভাইস। এই ডিভাইসগুলি ভারী বস্তুর জন্য ব্যবহৃত হয় যা ম্যানুয়ালি সরানো যায় না। বাকঠিন ভিতরে স্বয়ংক্রিয় উত্পাদনডিভাইসগুলির এই গ্রুপটি সমস্ত ধরণের ওয়ার্কপিসের জন্য ব্যবহৃত হয়।
স্পেশালাইজেশন ডিগ্রী দ্বারাডিভাইসগুলি তিনটি গ্রুপে বিভক্ত:
1. ইউনিভার্সাল ফিক্সচার পৃথক এবং ছোট-স্কেল উত্পাদন ব্যবহৃত. এগুলি বিস্তৃত পরিসর এবং বিভিন্ন আকারের ওয়ার্কপিস ফিক্সিং এবং প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়। ইউনিভার্সাল ফিক্সচার অ-নিয়ন্ত্রণযোগ্য এবং সমন্বয় বিভক্ত করা হয়.
2. সামঞ্জস্যযোগ্য বা বিশেষায়িত (উল্টানো যায়) ডিভাইস, যেমন পুনরায় ব্যবহারযোগ্য ডিভাইস। ছোট এবং মাঝারি ব্যাচ উত্পাদন ব্যবহৃত. বিশেষায়িত (গ্রুপ) ফিক্সচারের বহুমুখীতার সীমিত সীমা রয়েছে এবং একটি শ্রেণীবদ্ধ ইউনিটে অন্তর্ভুক্ত একটি কাঠামোগত এবং প্রযুক্তিগত মিল রয়েছে এমন ওয়ার্কপিসগুলির প্রক্রিয়াকরণে ব্যবহৃত হয়, তাই, পৃষ্ঠগুলির অবস্থানের একই প্রকৃতি রয়েছে যা ইনস্টলেশন বেস হিসাবে কাজ করে। ফিক্সচার
বিশেষায়িত ডিভাইসগুলি সর্বজনীন ডিজাইনের ইতিবাচক গুণাবলী (উৎপাদন বস্তু পরিবর্তন করার সময় পুনরায় ব্যবহার করার ক্ষমতা) এবং বিশেষ নকশা (ক্রিয়ার গতি, প্রক্রিয়াকরণের নির্ভুলতা, নকশার সরলতা, উচ্চ উত্পাদনশীলতা) একত্রিত করে।
একটি ওয়ার্কপিসের প্রক্রিয়াকরণ থেকে অন্যটির প্রক্রিয়াকরণে রূপান্তরের সময়, একটি বিশেষ ফিক্সচার, সেইসাথে একটি সর্বজনীন সামঞ্জস্য, সহজ বিনিময়যোগ্য সমন্বয়ের সাথে সজ্জিত।
বিশেষ ডিভাইস অন্তর্ভুক্ত:
1) ইউনিভার্সলি প্রিফেব্রিকেটেড (ইউএসপি) এবং কোলাপসিবল (পিএসএ) ফিক্সচারগুলি স্বাভাবিককৃত অংশ এবং সমাবেশগুলির একটি সেট থেকে একত্রিত হয়;
2) ইউনিভার্সাল সেটিং ডিভাইস (UNP) - বিনিময়যোগ্য সেটিংস সহ, আপনাকে বিভিন্ন নামের ওয়ার্কপিস প্রক্রিয়া করার অনুমতি দেয়;
3) বিনিময়যোগ্য সামঞ্জস্য সহ গোষ্ঠী পুনর্নির্মাণযোগ্য ফিক্সচার, একটি নির্দিষ্ট গ্রুপের ওয়ার্কপিস প্রক্রিয়াকরণের সম্ভাবনা প্রদান করে।
3. নির্দিষ্ট প্রযুক্তিগত ক্রিয়াকলাপ সম্পাদন করার জন্য ডিজাইন করা বিশেষ ডিভাইস এবং একটি একক উদ্দেশ্যে পুনরায় কনফিগারযোগ্য ডিভাইস। এগুলি প্রধানত বড় আকারের এবং ব্যাপক উত্পাদনে ব্যবহৃত হয়।
ডিভাইসের যান্ত্রিকীকরণ এবং অটোমেশন ডিগ্রী অনুযায়ী 4 টি গ্রুপে বিভক্ত:
1. ম্যানুয়াল ড্রাইভ সহ।
2. যান্ত্রিক ড্রাইভ.
3. আধা-স্বয়ংক্রিয়।
4. স্বয়ংক্রিয়।
ডিভাইস নিম্নলিখিত মৌলিক প্রয়োজনীয়তা সাপেক্ষে:
ক) প্রক্রিয়াকরণের নির্দিষ্ট নির্ভুলতা নিশ্চিত করা;
খ) নকশার সরলতা এবং সর্বনিম্ন উৎপাদন খরচ;
গ) নকশার যৌক্তিকতা এবং নিরাপত্তা নিশ্চিত করা;
ঘ) মেশিনে ওয়ার্কপিস ইনস্টল করার সুবিধা এবং সহজতা;
ঙ) কাজের সুবিধা;
চ) মেরামতের সহজতা এবং জীর্ণ অংশগুলির প্রতিস্থাপনের সহজলভ্যতা।
ইউনিভার্সাল অ্যাডজাস্টমেন্ট ডিভাইস (UNP)দুটি অংশ নিয়ে গঠিত - সর্বজনীন এবং সমন্বয়। সার্বজনীন অংশে ফিক্সচারের বডি, ড্রাইভ এবং বিনিময়যোগ্য সমন্বয় ইনস্টল করার জন্য বেস অন্তর্ভুক্ত রয়েছে এবং সেটিং অংশটিতে ওয়ার্কপিস ইনস্টল করার জন্য বেস রয়েছে এবং টুলটিকে গাইড বা সমন্বয় করার জন্য উপাদান রয়েছে।
ফিক্সচারের সার্বজনীন অংশে, একটি নিয়ম হিসাবে, দুটি বা ততোধিক কাইনেমেটিক চেইন রয়েছে যা অংশটির সহজ বা সম্মিলিত ক্ল্যাম্পিং প্রদান করে এবং উপাদানগুলির অবস্থান সামঞ্জস্য করে যার উপর পরিবর্তনযোগ্য সমন্বয়গুলি ইনস্টল করা হয়।
উপরে উল্লিখিত হিসাবে, হাউজিং এবং ড্রাইভের নকশা অংশগুলির জ্যামিতিক আকৃতির উপর নির্ভর করে না, তবে এর সামগ্রিক মাত্রার উপর, তাই সর্বজনীন অংশটি ইউএনপি-র একটি স্থায়ী স্বাভাবিক অংশ, যা সম্পূর্ণ শ্রেণীবদ্ধ উপবিভাগের অংশগুলি প্রক্রিয়া করার জন্য ডিজাইন করা হয়েছে। .
CNP এর সফল প্রয়োগের জন্য একটি গুরুত্বপূর্ণ শর্ত হল বিনিময়যোগ্য সমন্বয়গুলির দ্রুত এবং সঠিক ইনস্টলেশন নিশ্চিত করা। সর্বজনীন সমন্বয় ডিভাইসের কার্যকারিতা মূলত এর উপর নির্ভর করে। অতএব, ইউএনপি-র সার্বজনীন অংশ ডিজাইন করার সময়, পরিবর্তনযোগ্য সমন্বয় স্থাপনের সুবিধা এবং সহজতার দিকে বিশেষ মনোযোগ দেওয়া হয় যখন সর্বনিম্ন খরচসহায়ক সময় (3 মিনিটের বেশি নয়)।
ওয়ার্কপিসগুলির মাউন্টিং বেস পৃষ্ঠের আকার এবং মাত্রার উপর নির্ভর করে বিনিময়যোগ্য সমন্বয় করা হয়। একদিকে, তাদের আলাদাভাবে প্রতিটি অংশের নকশা বৈশিষ্ট্য অনুসারে ঘাঁটি রয়েছে এবং অন্যদিকে, বিনিময়যোগ্য স্বাভাবিকীকৃত ঘাঁটিগুলি যা তাদের ফিক্সচারের একই সর্বজনীন অংশে ইনস্টল করার অনুমতি দেয়।
এইভাবে, বিনিময়যোগ্য সেটআপটি, যেমনটি ছিল, অংশটির একটি প্রযুক্তিগত পরিশিষ্ট, মাউন্টিং ঘাঁটিগুলিকে একীভূত করে এবং আপনাকে একটি উচ্চ-পারফরম্যান্স ফিক্সচারে ওয়ার্কপিস প্রক্রিয়া করার অনুমতি দেয়।
1.3। একক, সিরিয়াল এবং ভর উৎপাদনের জন্য ফিক্সচার নির্বাচন করার জন্য মৌলিক নীতি।
টুলিং নির্বাচনের নিয়মগুলি শুধুমাত্র তাদের অপারেশনাল বৈশিষ্ট্য এবং পণ্যগুলির উত্পাদনের সুনির্দিষ্ট বৈশিষ্ট্য অনুসারেই নয়, এর ক্রিয়াকলাপের তীব্রতা নিশ্চিত করার ভিত্তিতেও সিস্টেম এবং টুলিং ডিজাইন নির্বাচন করার পদ্ধতি স্থাপন করে।
একটি আধুনিক মেশিন-বিল্ডিং এন্টারপ্রাইজ বিভিন্ন ধরণের উত্পাদন, সিরিয়ালিটি, মাত্রা এবং পণ্যের আকার দ্বারা চিহ্নিত করা হয়, যা একই এন্টারপ্রাইজের মধ্যে ব্যবহার নির্ধারণ করে। বিভিন্ন সিস্টেমফিক্সচার মেশিন টুলের সিস্টেমগুলি বেছে নেওয়ার জটিল কাজটি হল বিভিন্ন সিস্টেমের ডিভাইসের ভলিউম নির্ধারণ করা যা অপারেশনগুলিকে সজ্জিত করে, যা প্রাক-উৎপাদনের ক্ষেত্রে এবং পণ্য উত্পাদন ক্ষেত্রে উভয় ক্ষেত্রেই সর্বাধিক অর্থনৈতিক দক্ষতা প্রদান করবে।
এই ধরনের একটি কাজ, তার বড় মাত্রার কারণে, শুধুমাত্র আধুনিক তথ্য পুনরুদ্ধার সিস্টেম ব্যবহার করে সমাধান করা যেতে পারে।
এই সমস্যাটি সমাধান করার জন্য, আপনি মানককরণ এবং একীকরণের ক্ষেত্রের কিছু ধারণা এবং সুপারিশ দ্বারা পরিচালিত হতে পারেন।
যৌথ উদ্যোগের ব্যাপক প্রমিতকরণ - স্টেট স্ট্যান্ডার্ডাইজেশন সিস্টেমের নিয়ম ও প্রবিধান দ্বারা নির্দেশিত একটি প্রক্রিয়া যা বিভিন্ন সিস্টেমের স্ট্যান্ডার্ড এবং ইউনিফাইড যৌথ উদ্যোগের স্থায়ী বহরের বিকাশ, সমাবেশ এবং ব্যবহারের ফলে পণ্যগুলির উত্পাদনের জন্য সর্বোত্তম স্তরের প্রযুক্তিগত প্রস্তুতি নিশ্চিত করে।
যৌথ উদ্যোগের একীকরণ - যৌথ উদ্যোগের জটিল প্রমিতকরণের অংশ, যা যৌথ উদ্যোগের সংখ্যা, প্রকার, প্রধান পরামিতি, তাদের সমাবেশ ইউনিট, অংশ, কাঠামোগত উপাদান, উপকরণের গ্রেড, আবরণ, নির্ভুলতার যুক্তিসঙ্গত হ্রাসের ভিত্তিতে অভিন্নতা আনয়ন করে। মান, ইত্যাদি
এসপি সিস্টেম - যৌথ উদ্যোগের একটি সেট যা তাদের বাস্তবায়নের একতা নিশ্চিত করার জন্য অভিন্ন নিয়মের ভিত্তিতে তৈরি করা হয় এবং বিভিন্ন পণ্য কেটে তৈরির প্রযুক্তিগত প্রক্রিয়ার নির্দিষ্ট সাংগঠনিক পরিস্থিতিতে ব্যবহার করা হয়। নির্দিষ্ট প্রযুক্তিগত, অর্থনৈতিক এবং পরিকল্পিত সূচক অনুসারে বিভিন্ন পণ্য উত্পাদনের জন্য শিল্প উদ্যোগের উচ্চ প্রযুক্তিগত প্রস্তুতি অর্জনের জন্য ESTPP-এর নিয়ম ও প্রবিধানের প্রয়োগের ভিত্তিতে এসপি সিস্টেমগুলি ব্যবহার করা হয়।
ইউনিভার্সাল নন-অ্যাডজাস্টমেন্ট ডিভাইস (UBP) একাধিক ব্যবহারের অ-বিভাজ্য যৌথ উদ্যোগ, যা পরিবর্তন ছাড়াই পরিচালিত হয়। একই ধরণের অংশগুলির একক ছোট-স্কেল উত্পাদনের পরিস্থিতিতে কার্যকর। উদাহরণ হল কেন্দ্র, সর্বজনীন চক, স্ট্যান্ড ইত্যাদি।
ইউনিভার্সাল সেটিং ডিভাইস (UNP) বহুবিধ ব্যবহারের যৌথ উদ্যোগ। UNP-এর লেআউটে একটি বেস অংশ রয়েছে, বেসিং স্কিম এবং ইনস্টল করা ওয়ার্কপিসগুলির কাঠামোগত ফর্মগুলির পরিপ্রেক্ষিতে সর্বজনীন, এবং একটি প্রতিস্থাপনযোগ্য সেটআপ। এই ধরণের ডিভাইসগুলি একক এবং সিরিয়াল মাল্টি-প্রোডাক্ট উত্পাদনের পরিস্থিতিতে কার্যকর। উদাহরণ হল সার্বজনীন সেটিং vises, ইত্যাদি।
বিশেষায়িত সমন্বয় ডিভাইস (SNP) বহুবিধ ব্যবহারের যৌথ উদ্যোগ। SNP-এর বিন্যাসে একটি বেস অংশ থাকে, যা প্রক্রিয়াকৃত ওয়ার্কপিসগুলির সাধারণ গোষ্ঠীর বেসিং এবং শিফট সামঞ্জস্যের জন্য স্কিম অনুসারে বিশেষায়িত। এই ধরনের ডিভাইসগুলি ব্যাপক উৎপাদনে কার্যকর।
ইউনিভার্সাল প্রিফ্যাব্রিকেটেড ফিক্সচার (ইউএসপি) বহুবিধ ব্যবহারের যৌথ উদ্যোগ। ইউএসপি লেআউট উচ্চ-নির্ভুল মান সার্বজনীন অংশ এবং সমাবেশ ইউনিট থেকে একত্রিত করা হয় এবং অতিরিক্ত যন্ত্রের প্রয়োজন হয় না। একক এবং ছোট আকারের উত্পাদনের পরিস্থিতিতে কার্যকর।
কলাপসিবল ফিক্সচার (পিএসএ) বহুবিধ ব্যবহারের যৌথ উদ্যোগ। PSA এর বিন্যাস তাদের সম্ভাব্য অতিরিক্ত প্রক্রিয়াকরণ সহ স্ট্যান্ডার্ড অংশ এবং সমাবেশ ইউনিট থেকে একত্রিত করা হয়। ক্রমাগত উন্নতির পর্যায়ে থাকা পণ্যগুলির সিরিয়াল এবং বৃহৎ আকারের উত্পাদনের শর্তে কার্যকর, বা দেড় বছর পর্যন্ত উত্পাদন সময়কাল সহ পণ্য।
অপরিবর্তনীয় বিশেষ সংযুক্তি (NSPs) একক ব্যবহারের অ-বিভাজ্য যৌথ উদ্যোগ। NSP ডিজাইনে স্ট্যান্ডার্ড পার্টস এবং অ্যাসেম্বলি ইউনিট ব্যবহার করা হয় সাধারন ব্যবহার. এই ধরনের ডিভাইসগুলি বড় আকারের এবং ব্যাপক উত্পাদনের পরিস্থিতিতে কার্যকর।
সাধারণ ক্ষেত্রে, একটি নির্দিষ্ট ধরণের ফিক্সচারের পছন্দ উপযুক্ত অর্থনৈতিক গণনার সাথে থাকা উচিত।
এক বা অন্য ধরণের ডিভাইসের পছন্দ অবশ্যই এর সমাবেশ, উত্পাদন এবং পরিচালনার অর্থনৈতিক সম্ভাব্যতা দ্বারা ন্যায়সঙ্গত হতে হবে। লাভজনকতা গণনা সাধারণত বিভিন্ন তুলনা নকশা বিকল্পএকই প্রযুক্তিগত অপারেশন সঞ্চালনের জন্য ডিভাইস। যদি আমরা ধরে নিই যে কাটিং টুলের খরচ, মেশিনের অবচয় এবং বিদ্যুত একই, তাহলে তুলনামূলক বিকল্প a এবং b-এর জন্য ডিভাইসের ডিজাইনের উপর নির্ভর করে প্রক্রিয়াকরণের খরচের উপাদানগুলি:
C a এবং C b - বিকল্প a এবং b অনুযায়ী ডিভাইসটি তৈরি বা একত্রিত করার খরচ , ঘষা.; L a এবং L b - এই ডিভাইসগুলি ব্যবহার করার সময় টুকরা মজুরি, ঘষা। জেড-জন্য ওভারহেড দোকান মজুরি, %; q - ডিভাইসের অপারেশনের সাথে যুক্ত খরচ,%; i ডিভাইসের অবচয় সময়কাল, বছর; n অংশ, পিসি উৎপাদনের জন্য বার্ষিক প্রোগ্রাম; S a এবং S b হল অপশন a এবং b, rub অনুযায়ী ডিভাইস ডিজাইন এবং ডিবাগ করার খরচ; n | - উত্পাদিত পণ্যের বিকাশের সময়কালের জন্য ফিক্সচারে প্রক্রিয়াকৃত ওয়ার্কপিসের সংখ্যা।
ডিজাইন এবং ডিবাগিংয়ের খরচ একটি নতুন পণ্যের প্রথম নমুনার জন্য দায়ী করা হয় বা একটি নির্দিষ্ট উত্পাদন সময়ের মধ্যে পণ্যের ব্যয়ের সাথে বিতরণ করা হয়। একটি স্থির উত্পাদন সময়ের জন্য বিকল্প a এবং b অনুসারে ডিভাইসগুলির অর্থনৈতিক দক্ষতার তুলনা, যখন ডিজাইনিং এবং ডিবাগিংয়ের খরচ পরিশোধ করা হয়, অনুমান করে উপরের সূত্রগুলি ব্যবহার করে করা যেতে পারে এস" a = এস"খ = 0.
অংশ উৎপাদনের জন্য প্রোগ্রামের মান, যেখানে উভয় তুলনামূলক বিকল্প অর্থনৈতিকভাবে সমতুল্য, n এর সাথে সমীকরণ (1) এবং (2) একসাথে সমাধান করে পাওয়া যায়:
যদি নির্দিষ্ট প্রোগ্রামটি সূত্র দ্বারা গণনা করা মানের থেকে বেশি হয় (3) পি,এটি একটি আরও জটিল ডিভাইস ব্যবহার করা আরও লাভজনক, এবং তদ্বিপরীত।
হিসাবের জন্য পৃমান জানতে হবে এস a এবং এস খ.কাজের অঙ্কন প্রস্তুত করার পরে এবং ফিক্সচার তৈরির জন্য প্রযুক্তিগত প্রক্রিয়াগুলির বিকাশের পরে গণনার ভিত্তিতে তাদের সঠিক মানগুলি নির্ধারণ করা যেতে পারে। যাইহোক, এই পদ্ধতিটি জটিল এবং সময়সাপেক্ষ, যখন একটি ফিক্সচার ডিজাইন করার কাজটি অল্প সময়ের মধ্যে সম্পন্ন করতে হবে। অতএব, উত্পাদন ফিক্সচারের খরচ নির্ধারণের জন্য সহজ, আনুমানিক পদ্ধতি ব্যবহার করা হয়। আনুমানিক গণনার জন্য, আপনি আনুমানিক সূত্র ব্যবহার করতে পারেন
S= এসকে,
যেখানে S হল ডিভাইস তৈরির খরচ, ঘষা। কে-ফিক্সচারে অংশের সংখ্যা; C একটি ধ্রুবক, ডিভাইসের জটিলতার উপর নির্ভর করে। সাধারণ ফিক্সচারের জন্য থেকে= 1.5, মাঝারি জটিলতার ফিক্সচারের জন্য গ = 3.0, এবং জটিল জন্য গ = 4,0.
মূল্য iপ্রদত্ত পণ্য উত্পাদন করার জন্য ডিজাইন করা বা নির্বাচিত ডিভাইসটি ব্যবহার করা হবে এমন সময়ের সমান। যদি, উদাহরণস্বরূপ, এই অংশগুলি দুই বছরের মধ্যে উত্পাদিত হয়, তাহলে iএছাড়াও দুই বছরের সমান লেগেছে। যদি উত্পাদিত পণ্যগুলি স্থিতিশীল থাকে এবং এর উত্পাদন বন্ধের সময়টি অজানা থাকে, তবে সাধারণ ফিক্সচারের জন্য এক বছর, মাঝারি জটিলতার জন্য দুই থেকে তিন বছর এবং জটিল ফিক্সচারের জন্য চার থেকে পাঁচ বছর সময় নেওয়ার পরামর্শ দেওয়া হয়। q এর মান নির্ধারণ করতে 20% এর সমান নেওয়ার পরামর্শ দেওয়া হয় এলআপনি এই অপারেশন জন্য টুকরা সময় জানতে হবে tpcs, এবং শ্রমিকের মিনিট মজুরি থেকে:
তুলনামূলক বিকল্পগুলির জন্য, এই মানগুলি ভিন্ন। একটি আরো উন্নত ডিভাইস ব্যবহার করার সময় t pcs, এবং থেকেপ্রধান এবং সহায়ক সময় হ্রাসের ফলস্বরূপ হ্রাস করা হয়, সেইসাথে কাজের পরিস্থিতি সহজতর করা এবং সঞ্চালিত ম্যানিপুলেশনগুলিকে সরল করা
ডিভাইসগুলির ব্যবহার প্রায়শই পৃথক ক্রিয়াকলাপগুলির নির্মূল বা পরিবর্তনের কারণে প্রযুক্তিগত প্রক্রিয়ায় পরিবর্তন ঘটায়। এই ক্ষেত্রে, পৃথক ক্রিয়াকলাপের দ্বারা নয়, প্রক্রিয়াগুলির দ্বারা টুলিংয়ের উপর নির্ভর করে, ওয়ার্কপিস মেশিন করার ব্যয়ের তুলনা করা সম্ভব:
যেখানে সূচক 1 এবং 2 তুলনামূলক প্রক্রিয়া বৈকল্পিক উল্লেখ করে।
যদি তুলনামূলক বিকল্পগুলিতে বিভিন্ন সরঞ্জাম ব্যবহার করা হয় (উদাহরণস্বরূপ, একটি অনুভূমিক বোরিং মেশিন একটি উল্লম্ব ড্রিলিং মেশিন দ্বারা প্রতিস্থাপিত হয়), তবে সেন্টের সাথে মেশিন অপারেশনের 1 মিনিটের অতিরিক্ত খরচ বিবেচনা করে, আমরা পাই
আমাদের এখন প্রক্রিয়াকরণের খরচ বিবেচনা করা যাক, যদি এই প্রযুক্তিগত অপারেশনটি পরিবর্তনযোগ্য সেটআপের সাথে সজ্জিত একটি পুনর্বিন্যাসযোগ্য সর্বজনীন ফিক্সচারে সঞ্চালিত হয়:
কোথায় Sy- একটি সর্বজনীন ডিভাইসের খরচ; এস sn- একটি পরিবর্তনযোগ্য সমন্বয় উত্পাদন খরচ; i y- সার্বজনীন ডিভাইসের অবচয় বছরের সংখ্যা; i sn- পরিবর্তনযোগ্য সামঞ্জস্যের অবচয় বছরের সংখ্যা; এস sn- শিফ্ট সামঞ্জস্যের নকশা এবং ডিবাগিংয়ের জন্য ব্যয়।
উপরের সূত্রটি লাভের তুলনা করতে ব্যবহার করা যেতে পারে বিভিন্ন বিকল্পপুনরায় কনফিগারযোগ্য ফিক্সচার বা বিশেষ এবং পুনরায় কনফিগারযোগ্য ফিক্সচার।
উদাহরণ।দুটি বিকল্পের জন্য একটি মেশিন টুল ব্যবহার করার অর্থনৈতিক সম্ভাব্যতা তুলনা করুন: প্রথম বিকল্পের জন্য L 1 \u003d 0.020r, S 1 \u003d 150r .; দ্বিতীয় বিকল্পের জন্য L 2 \u003d 0.028r, S 2 \u003d 100r .; z=250%; q=20%; i=2। পণ্যের বার্ষিক উৎপাদন কর্মসূচি ১০ হাজার পিস।
সমাধান। সূত্র (3) ব্যবহার করে, আমরা প্রোগ্রামটির মান খুঁজে পাই যেখানে উভয় বিকল্প অর্থনৈতিকভাবে ন্যায়সঙ্গত:
যেহেতু প্রদত্ত প্রোগ্রামটি সূত্র (3) দ্বারা গণনা করা প্রোগ্রামের চেয়ে বড়, তাই এটি আরও জটিল ডিভাইস ব্যবহার করা আরও লাভজনক (বিকল্প 1)।
1.4। ডিভাইসের প্রধান কাঠামোগত উপাদান।
সমস্ত বিশাল বৈচিত্র্যের মেশিন টুলের সাথে, একই বা অনুরূপ ফাংশন সম্পাদন করে এমন যন্ত্রাংশ বা প্রক্রিয়াগুলিকে আলাদা করা সবসময় সম্ভব, যদিও সেগুলি ডিজাইনে উল্লেখযোগ্যভাবে আলাদা হতে পারে। ফলে ধারণাটি ফিক্সচার উপাদান .
অধীন ফিক্সচার উপাদান একটি অংশ, অংশগুলির একটি গ্রুপ বা একটি নির্দিষ্ট ফাংশন (একটি নির্দিষ্ট লক্ষ্য অর্জনের জন্য) সঞ্চালনের জন্য ডিজাইন করা একটি প্রক্রিয়া বোঝায়।
মেশিন সরঞ্জামগুলিতে, নিম্নলিখিত প্রধান উপাদানগুলিকে আলাদা করার প্রথাগত বিষয়:
স্থাপন;
ক্ল্যাম্পিং
ইনস্টলেশন-ক্ল্যাম্পিং (স্ব-কেন্দ্রিক);
গাইড
বিভাজন ডিভাইস;
শরীরের উপাদান;
পাওয়ার ড্রাইভ;
বেসিং এবং মেশিনে ফিক্সচার ফিক্সিং জন্য উপাদান;
মাউন্টিং।
ইনস্টলেশন উপাদান(এগুলিকে ওয়ার্কপিস বেস করার জন্য উপাদান বলা আরও সঠিক) ফিক্সচারগুলি হল ফিক্সচারের অংশ এবং প্রক্রিয়া যা নির্বাচিত স্থানাঙ্ক সিস্টেমে প্রক্রিয়াকরণের জন্য ওয়ার্কপিসের প্রয়োজনীয় অবস্থান সরবরাহ করে (মেশিন স্থানাঙ্ক সিস্টেমের সাথে সম্পর্কিত)।
ইউক্রেনের শিক্ষা ও বিজ্ঞান মন্ত্রণালয়
খারকভ স্টেট একাডেমি
শহুরে পরিষেবা
টেকনোলজিকাল ইকুইপমেন্টের ডিজাইন এবং অপারেশনের মৌলিক বিষয়
(৫ম বর্ষের শিক্ষার্থীদের জন্য বক্তৃতা নোট
বিশেষত্ব 7.092.202 "বৈদ্যুতিক পরিবহন")
খারকভ - 2003
নকশা এবং অপারেশন মৌলিক প্রযুক্তিগত সরঞ্জাম GET: বিশেষত্ব 7.092.202 এর 5ম বর্ষের শিক্ষার্থীদের জন্য বক্তৃতা নোট। "বৈদ্যুতিক পরিবহন"। Comp. - Movchan N.M., Babicheva O.F., Zakudai S.A. - খারকভ: খগগ, 2003। - 68 পি।
দ্বারা সংকলিত: N.M. মোভচান, ও.এফ. Babicheva, S.A. জাকুদাই
ভূমিকা ……………………………………………………………………………………… 4
1টি ডিভাইস সম্পর্কে সাধারণ তথ্য……………………………………….5
1.1 ডিভাইসের উদ্দেশ্য………………………………………………………
1.2 প্রযুক্তিগত সরঞ্জামের ভূমিকা………………………………………………………..7
1.3 ফিক্সচারের শ্রেণীবিভাগ ……………………………………………………….7
1.4 প্রযুক্তিগত সরঞ্জামের নকশা ................................................ ................................. 10
2 বেস এবং বেস সারফেস …………………………………..13
2.1 ফিক্সচারে ওয়ার্কপিস স্থাপন………………………………………13
2.2 ইনস্টলেশনের সময় প্রকৃত বেসিং ত্রুটির গণনা
একটি সমতল পৃষ্ঠের সাথে ফিক্সচারের অংশগুলি…………………………..17
2.3 নির্ভুলতার জন্য ফিক্সচারের গণনা…………………………………………………..১৮
2.4 ঘাঁটি নির্বাচনের নিয়ম…………………………………………………………..২০
3 ডিভাইস সম্পর্কে সাধারণ তথ্য।
ডিভাইসের প্রকার ……………………………………………………….২১
ডিভাইসের 4টি প্রধান উপাদান ………………………………………24
4.1 ফিক্সচারের ইনস্টলেশন উপাদান………………………………………24
4.1.1 ওয়ার্কপিস ইনস্টল করার প্রাথমিক নিয়ম……………………………….24
4.1.2 ফিক্সচারের ইনস্টলেশন উপাদানের ধরন………………………………26
4.2 ফিক্সচারের ক্ল্যাম্পিং উপাদান……………………………………………….৩৪
4.2.1 ক্ল্যাম্পিং উপাদানের উদ্দেশ্য ……………………………………………….৩৪
4.2.2 ক্ল্যাম্পিং উপাদানের প্রকারগুলি………………………………………………………..৩৫
4.4 ফিক্সচারের বিভাজন এবং বাঁক উপাদান……………………….46
4.5 টুল হাউজিং………………………………………………………………48
4.6 ডিভাইসের যান্ত্রিক ড্রাইভ ………………………………………….50
4.6.1 মোটর চালিত ড্রাইভের উদ্দেশ্য…………………………………..50
4.6.2 বায়ুসংক্রান্ত অ্যাকুয়েটর ……………………………………………………….৫১
4.6.3 নিউমোহাইড্রোলিক এবং হাইড্রোলিক ড্রাইভ……………….……55
4.7 সার্বজনীন সমাবেশ এবং সমন্বয় ডিভাইস …………………………..59
ডিভাইস ডিজাইনের 5 বুনিয়াদি…………………………..……63
5.1 মেশিন টুলের ডিজাইন
CAD ব্যবহার করে ………………………………………………………………
ভূমিকা
প্রযুক্তিগত সরঞ্জামের প্রধান গ্রুপ যান্ত্রিক সমাবেশ উত্পাদন জন্য ফিক্সচার গঠিত হয়। যান্ত্রিক প্রকৌশলের ডিভাইসগুলিকে প্রক্রিয়াকরণ, সমাবেশ এবং নিয়ন্ত্রণ ক্রিয়াকলাপের কার্য সম্পাদনে ব্যবহৃত প্রযুক্তিগত সরঞ্জামগুলির জন্য সহায়ক ডিভাইস বলা হয়।
ডিভাইসগুলির ব্যবহার আপনাকে অনুমতি দেয়: প্রক্রিয়াকরণের আগে ওয়ার্কপিসগুলির চিহ্নিতকরণ বাদ দেওয়া, এর নির্ভুলতা বৃদ্ধি করা, ক্রিয়াকলাপে শ্রম উত্পাদনশীলতা বৃদ্ধি করা, পণ্যের ব্যয় হ্রাস করা, কাজের পরিস্থিতি সহজতর করা এবং এর সুরক্ষা নিশ্চিত করা, সরঞ্জামগুলির প্রযুক্তিগত ক্ষমতা প্রসারিত করা, মাল্টি-মেশিন রক্ষণাবেক্ষণের ব্যবস্থা করা। , প্রযুক্তিগতভাবে সঠিক সময়ের মান প্রয়োগ করুন, উৎপাদনের জন্য প্রয়োজনীয় কর্মীদের সংখ্যা হ্রাস করুন।
বৈজ্ঞানিক ও প্রযুক্তিগত বিপ্লবের যুগে প্রযুক্তিগত অগ্রগতির গতি বৃদ্ধির সাথে সম্পর্কিত উত্পাদন সুবিধাগুলির ঘন ঘন পরিবর্তনের জন্য প্রযুক্তিগত বিজ্ঞান এবং ডিভাইসগুলির কাঠামো এবং সিস্টেম তৈরি করতে, তাদের গণনার পদ্ধতি, নকশা এবং উত্পাদন নিশ্চিত করার জন্য প্রযুক্তিগত বিজ্ঞান এবং অনুশীলন প্রয়োজন। উত্পাদন প্রস্তুতি সময় একটি হ্রাস. ভর উৎপাদনে, বিশেষ দ্রুত-নিয়ন্ত্রণযোগ্য এবং বিপরীত ফিক্সচার সিস্টেম ব্যবহার করা প্রয়োজন। ছোট আকারের এবং একক-টুকরো উত্পাদনে, সর্বজনীনভাবে প্রিফেব্রিকেটেড (ইউএসপি) ফিক্সচারের সিস্টেম ক্রমবর্ধমানভাবে ব্যবহৃত হচ্ছে।
ফিক্সচারের জন্য নতুন প্রয়োজনীয়তাগুলি সিএনসি মেশিন টুল ফ্লিটের সম্প্রসারণ দ্বারা নির্ধারিত হয়, যার পরিবর্তনটি একটি নতুন ওয়ার্কপিস প্রক্রিয়াকরণের জন্য প্রোগ্রাম পরিবর্তন (যা খুব কম সময় নেয়) এবং লোকেটিং এবং ফিক্সিংয়ের জন্য ডিভাইসটিকে প্রতিস্থাপন বা পুনরায় সামঞ্জস্য করার জন্য নেমে আসে। ওয়ার্কপিস (যা একটু সময় নিতে হবে)।
সম্পাদিত ক্রিয়াকলাপগুলির নির্ভুলতা এবং উত্পাদনশীলতার উপর ডিভাইসের প্রভাবের নিয়মিততার অধ্যয়ন আমাদের এমন ডিভাইসগুলি ডিজাইন করতে দেয় যা উত্পাদনকে তীব্র করে এবং এর নির্ভুলতা বাড়ায়। ফিক্সচার উপাদানগুলির একীকরণ এবং মানককরণের কাজটি গ্রাফিক উপস্থাপনার জন্য ইলেকট্রনিক কম্পিউটার এবং স্বয়ংক্রিয় মেশিন ব্যবহার করে ফিক্সচারের স্বয়ংক্রিয় নকশার ভিত্তি তৈরি করে। এটি উত্পাদনের প্রযুক্তিগত প্রস্তুতির গতি বাড়ায়।
1 ডিভাইস সম্পর্কে সাধারণ তথ্য
1.1 ফিক্সচারের উদ্দেশ্য
কার্যগুলির মধ্যে, যার সমাধান ডিভাইসগুলি ব্যবহার করে অর্জন করা হয়, তিনটি প্রধানকে আলাদা করা যেতে পারে।
1. প্রান্তিককরণ ছাড়া মেশিনে workpieces ইনস্টলেশন. ওয়ার্কপিস সেট করার জন্য ফিক্সচারের ব্যবহার ব্যয়বহুল এবং সময়সাপেক্ষ মার্কিং অপারেশনকে বাদ দেয়, মেশিনে ওয়ার্কপিসের সারিবদ্ধতা দূর করে, স্বয়ংক্রিয়ভাবে মাত্রিক নির্ভুলতা পাওয়ার ক্ষমতা প্রদান করে এবং তাই চিহ্নিতকরণের সাথে সম্পর্কিত ত্রুটিগুলি দূর করে প্রক্রিয়াকরণের নির্ভুলতা বাড়ায় এবং প্রান্তিককরণ
2. শ্রম উৎপাদনশীলতা বৃদ্ধি। নিম্ন শ্রমের তীব্রতা (উচ্চ উত্পাদনশীলতা) সমানভাবে উচ্চ-কার্যক্ষমতার সরঞ্জাম এবং উচ্চ-কার্যক্ষমতার ফিক্সচারের উপর নির্ভর করে। শ্রম উৎপাদনশীলতা বাড়ানোর অর্থ হল অপারেশনের জন্য পিস টাইমের হার কমানো। টুকরা-গণনার সময়ের আদর্শ সূত্র দ্বারা নির্ধারিত হয়:
প্রধান সময় বিভিন্ন উপায়ে হ্রাস করা যেতে পারে:
1) একযোগে কাজ করা সরঞ্জামের সংখ্যা বৃদ্ধি (যখন একাধিক সরঞ্জাম একই সাথে কাজ করে, একটি মাল্টি-ট্রানজিশন থেকে অপারেশন এবং একটি অংশ প্রক্রিয়াকরণের সময় দ্রুত হ্রাস করা হয়), এই উদ্দেশ্যে, মাল্টি-স্পিন্ডল ড্রিলিং এবং মিলিং হেড, বিভিন্ন সরঞ্জাম, ইত্যাদির জন্য বুরুজ মেশিনের জন্য মাল্টি-টুল হোল্ডার ডিজাইন করা হয়েছে;
2) বিভিন্ন অংশের একযোগে প্রক্রিয়াকরণ, এর জন্য মাল্টি-প্লেস ডিভাইস এবং প্যাকেজে অংশ ইনস্টল করার জন্য ডিভাইসগুলি ডিজাইন করা হয়েছে;
3) কাটা অবস্থার বৃদ্ধি. এইডস প্রযুক্তিগত সিস্টেমের অনমনীয়তা বাড়ায় এমন ডিভাইসগুলির নকশা কাটার শর্ত বাড়ানো এবং মাল্টি-টুল প্রসেসিং প্রয়োগ করা সম্ভব করে তোলে।
অ-উৎপাদনশীল সময় সেট আপ এবং ফিক্সিং সময় হ্রাস করে বা অ-উৎপাদনশীল এবং প্রধান সময় একত্রিত করে হ্রাস করা যেতে পারে। ফিক্সচার ব্যবহার করার সময়, কর্মী ইনস্টলেশনের সময় অংশগুলির অবস্থান পরীক্ষা করতে পারে না। একটি অংশের ফিক্সিং টাইম কমাতে ডিজাইনাররা হাই-স্পিড, ম্যানুয়াল, মেকানাইজড, স্বয়ংক্রিয় এবং একাধিক ডিভাইস, টার্নিং ডিভাইস, স্বয়ংক্রিয় লোডিং ডিভাইস, ইজেক্টর ইত্যাদি ডিজাইন করেন যখন মেশিনটি চলছে, তাই এই কৌশলগুলিতে সময় ব্যয় করা হয়। প্রধান সময়ের সাথে মিলিত হয়।
অতএব, অপারেটিং সময় এমন ডিভাইসগুলি ব্যবহার করে হ্রাস করা যেতে পারে যা মেশিনিং অপারেশনগুলির ঘনত্বের ডিগ্রি বাড়ায়। ডিভাইসগুলি সমান্তরাল এবং সমান্তরাল-অনুক্রমিক পৃষ্ঠ চিকিত্সা স্কিমগুলি ব্যবহার করে প্রযুক্তিগত প্রক্রিয়াগুলিকে তীব্র করার সম্ভাবনাকে প্রসারিত করে।
দ্রুত-পরিবর্তন চক, মাল্টি-কাটার হোল্ডার ব্যবহার করে কর্মক্ষেত্রের রক্ষণাবেক্ষণের সময় হ্রাস করা হয়, যেখানে বিশেষ ডিভাইসে মেশিনের বাইরে সমন্বয় করা হয়, আকারে টুল সেট করার জন্য টেমপ্লেট ইত্যাদি।
সংগঠিত রক্ষণাবেক্ষণের সময় ফিক্সচারে চিপ অপসারণের জন্য উইন্ডো এবং ট্রে তৈরি করে, স্বয়ংক্রিয় চিপ পরিষ্কার এবং পরিবহনের জন্য ডিভাইস ইত্যাদি কমিয়ে আনা যায়।
নিয়ন্ত্রিত বিরতির সময় কর্মীদের কাজের সুবিধার্থে ডিভাইস ব্যবহারের মাধ্যমে হ্রাস করা হয়।
ফিক্সচার তৈরির কারণে প্রস্তুতিমূলক এবং চূড়ান্ত সময় হ্রাস পেয়েছে: প্রান্তিককরণ ছাড়াই মেশিনে সঠিক এবং দ্রুত ইনস্টলেশন প্রদান; প্রক্রিয়াকরণের জন্য ডিভাইসের দ্রুত পুনর্বিন্যাস করার অনুমতি দেয় বিভিন্ন বিবরণ.
শ্রম উত্পাদনশীলতা বৃদ্ধি নিশ্চিত করার জন্য ডিজাইনারের কাজ হল এর উপাদানগুলি হ্রাস করার জন্য সময়ের আদর্শ বিশ্লেষণ করা।
3. সরঞ্জামের প্রযুক্তিগত ক্ষমতা সম্প্রসারণ। সিরিয়াল উত্পাদন গাছপালা প্রধানত সর্বজনীন ধাতু-কাটিং মেশিন দিয়ে সজ্জিত করা হয়। প্রতিটি মেশিন একটি প্রদত্ত নির্ভুলতার সাথে একটি নির্দিষ্ট কাজ সম্পাদন করার জন্য ডিজাইন করা হয়েছে। এই জাতীয় মেশিনগুলির জন্য, বিশেষ ডিভাইসগুলি ব্যবহার করা হয় যা সরঞ্জামগুলির প্রযুক্তিগত ক্ষমতাকে প্রসারিত করে। এই জাতীয় ডিভাইসের সাহায্যে, মেশিনে কাজ করা হয়, যার বাস্তবায়নের জন্য সম্পূর্ণ ভিন্ন ধরণের একটি মেশিন প্রয়োজন।
যে ডিভাইসগুলি মেশিনের প্রযুক্তিগত ক্ষমতা প্রসারিত করে তা সম্পাদন করা সম্ভব করে: মেশিনে কাজ করার সময় খুব কমই ব্যবহৃত সরঞ্জামগুলির বেঁধে রাখা; টুল এবং ওয়ার্কপিসের অতিরিক্ত পারস্পরিক নড়াচড়া; মেশিনের উপরিভাগে সরঞ্জাম এবং ওয়ার্কপিস বেঁধে রাখা এই উদ্দেশ্যে নয়; টুলের সুনির্দিষ্ট দিক।
একটি মেশিন ফিক্সচার (JV) হল একটি ফিক্সচার যা ধাতু কাটা এবং (বা) কাঠের মেশিনে ব্যবহৃত হয়। JVs হল বৃহত্তম গোষ্ঠী, যা মোট ফিক্সচার বহরের 80% এর জন্য দায়ী। একটি যৌথ উদ্যোগের উত্পাদন এবং ক্রয়ের ব্যয় একটি পণ্য উত্পাদন ব্যয়ের 20% পর্যন্ত। যৌথ উদ্যোগটি ধাতব-কাটিং মেশিনে ওয়ার্কপিস এবং সরঞ্জাম ইনস্টল করতে ব্যবহৃত হয়। মেশিনের সাথে ওয়ার্কপিস সংযোগকারী ডিভাইসগুলিকে অংশ তৈরির জন্য ডিভাইস হিসাবে উল্লেখ করা হয় এবং মেশিনের সাথে কাটার সরঞ্জামটিকে সংযুক্ত করে এমন ডিভাইসগুলিকে টুল ডিভাইস হিসাবে উল্লেখ করা হয়।
1.2 টুলিংয়ের ভূমিকা
মেশিন যন্ত্রাংশ, তাদের সমাবেশ এবং নিয়ন্ত্রণ উত্পাদন মান উন্নত গুরুত্বপ্রযুক্তিগত প্রক্রিয়াগুলির উন্নতি রয়েছে, যার ফলে বিভিন্ন ধরণের ডিজাইন, ফিক্সচার এবং উচ্চস্তরতাদের উপর স্থাপিত প্রয়োজনীয়তা।
এই বিষয়ে প্রাথমিক কাজগুলির মধ্যে একটি হল: যৌথ উদ্যোগের উচ্চ-পারফরম্যান্স কাঠামো তৈরি করা, তাদের নকশা এবং উত্পাদনের জন্য সময় হ্রাস করা, কর্মীদের সংখ্যা হ্রাস এবং প্রয়োজনীয় যোগ্যতা হ্রাস করা, এর সম্প্রসারণ সরঞ্জামের প্রযুক্তিগত ক্ষমতা, কাজের অবস্থার বিধান, শ্রমিকদের নিরাপত্তা বৃদ্ধি ইত্যাদি।
এই সমস্যাগুলির সমাধানের লক্ষ্য হওয়া উচিত মেশিন অপারেটর, ফিটার - অ্যাসেম্বলার, অ্যাডজাস্টার এবং কন্ট্রোলারদের উত্পাদনশীলতা বাড়ানো। ফিক্সচারের ব্যবহার জটিলতা এবং ফিটিং যন্ত্রাংশ এবং একত্রিত মেশিনের খরচ কমায়।
1.3 ফিক্সচারের শ্রেণীবিভাগ
মেশিন টুলস বিভিন্ন মানদণ্ড অনুযায়ী শ্রেণীবদ্ধ করা হয় (চিত্র 1)। উদ্দেশ্য অনুযায়ী, ডিভাইসগুলি পাঁচটি গ্রুপে বিভক্ত:
1) ওয়ার্কপিস ইনস্টল এবং ঠিক করার জন্য যৌথ উদ্যোগ, মেশিনের ধরণের উপর নির্ভর করে, টার্নিং, ড্রিলিং, মিলিং, গ্রাইন্ডিং, বহু-উদ্দেশ্য এবং অন্যান্য মেশিনগুলির জন্য ডিভাইসগুলিতে বিভক্ত।
2) কাজের টুল ইনস্টল এবং ঠিক করার জন্য যৌথ উদ্যোগটি টুল এবং মেশিনের মধ্যে যোগাযোগ করে। এই ড্রিল, reamers জন্য chucks অন্তর্ভুক্ত; মাল্টি-টুল ড্রিলিং, মিলিং, বুরুজ মাথা; হোল্ডার, ব্লক, ইত্যাদি
উপরের গ্রুপগুলির ডিভাইসগুলি ব্যবহার করে, মেশিন-ওয়ার্কপিস-টুল সিস্টেমটি সামঞ্জস্য করা হয়।
3) এসপি অ্যাসেম্বলি ফিক্সচারগুলি পণ্যের মিলন অংশগুলিকে সংযুক্ত করতে ব্যবহৃত হয়, বেস অংশগুলিকে বেঁধে রাখতে, পণ্যের সংযুক্ত উপাদানগুলির সঠিক ইনস্টলেশন নিশ্চিত করতে, ইলাস্টিক উপাদানগুলির প্রাক-সমাবেশ (স্প্রিংস, স্প্লিট রিং) ইত্যাদির জন্য ব্যবহৃত হয়। .
4) কন্ট্রোল ডিভাইসগুলি আকার, আকৃতি এবং পৃষ্ঠতলের আপেক্ষিক অবস্থান, সমাবেশ ইউনিট এবং পণ্যগুলির ইন্টারফেসের বিচ্যুতি পরীক্ষা করতে এবং সেইসাথে সমাবেশ প্রক্রিয়ার ফলে ডিজাইনের পরামিতিগুলির জন্য ব্যবহার করা হয়।
5) ক্যাপচার করার জন্য ডিভাইস, চলন্ত এবং ভারী ভারী, এবং স্বয়ংক্রিয় উত্পাদন এবং FMS এবং হালকা workpieces এবং একত্রিত পণ্য. ডিভাইসগুলি শিল্প রোবটের কার্যকারী সংস্থা।
ডিভাইসের সমস্ত বর্ণিত গোষ্ঠী, উত্পাদনের ধরণের উপর নির্ভর করে, ম্যানুয়াল, যান্ত্রিক, আধা-স্বয়ংক্রিয় এবং স্বয়ংক্রিয় হতে পারে এবং বিশেষীকরণের ডিগ্রির উপর নির্ভর করে - সর্বজনীন, বিশেষায়িত এবং বিশেষ।
ইউনিফাইড সিস্টেম ফর টেকনোলজিক্যাল প্রিপারেশন অফ প্রোডাকশন (ইউএসটিপিপি) এর প্রয়োজনীয়তা অনুসারে যান্ত্রিক প্রকৌশল এবং যন্ত্র তৈরিতে একীকরণ এবং মানককরণের ডিগ্রির উপর নির্ভর করে, মেশিন টুলের সাতটি স্ট্যান্ডার্ড সিস্টেম অনুমোদিত হয়েছে।
ইউনিভার্সাল নো-সেটআপ ডিভাইস(UBP) স্থায়ী, সামঞ্জস্যযোগ্য, অপসারণযোগ্য ইনস্টলেশন উপাদানগুলিতে বিভিন্ন ফাঁকা ইনস্টল করার জন্য ডিজাইন করা হয়েছে। এর মধ্যে রয়েছে: বিভিন্ন কেন্দ্র, লিশ ডিভাইস, ক্লিপ, কার্তুজ বিভিন্ন ধরনের, ম্যান্ড্রেল, চৌম্বক এবং ইলেক্ট্রোম্যাগনেটিক প্লেট।
সর্বজনীন সেটিং ডিভাইস(UNP) একটি সর্বজনীন মৌলিক ইউনিট এবং প্রতিস্থাপনযোগ্য সমন্বয় উপাদান নিয়ে গঠিত। মৌলিক ইউনিটগুলি বিভিন্ন স্তরে (GOST, শিল্প মান, এন্টারপ্রাইজ স্ট্যান্ডার্ড), বিভিন্ন ড্রাইভ এবং অন্যান্য ডিভাইস সহ স্ব-কেন্দ্রিক চকগুলি প্রমিত করা হয়। এই ডিভাইসগুলির ভিত্তি অংশটি বিভিন্ন লেআউটে একটি দীর্ঘমেয়াদী সমাবেশ ইউনিট।
বিভিন্ন অংশের জন্য ইউএনপি-র সমন্বয় বেস ইউনিটে মাউন্ট করা ইনস্টলেশন এবং ক্ল্যাম্পিং উপাদানগুলি পরিবর্তন করে সঞ্চালিত হয়।
(ইউএসপি)। বিভিন্ন আকারের প্রমিত প্লেটের উপর রচনা করুন। ইউএসপি উপাদানগুলি পারস্পরিক ঋজু টি-স্লটগুলির সাথে সরবরাহ করা হয়; কীওয়েতে অন্তর্ভুক্ত একটি কী ব্যবহার করে উচ্চ মাত্রার নির্ভুলতার সাথে তৈরি উপাদান এবং সমাবেশগুলি ঠিক করা হয়৷
ইউএসপি-এর সাহায্যে ফিক্সচার তৈরির সময় অনেক কমে যায়, যেমন উৎপাদনের প্রযুক্তিগত প্রস্তুতির সময় (টিপিপি)।
সংকোচনযোগ্য ফিক্সচার(এসআরপি)। পিএসএ অপারেশনের সরঞ্জামগুলি বিনিময়যোগ্য বিশেষ সমন্বয়গুলির নকশা এবং উত্পাদন নিয়ে গঠিত। লেআউটগুলি দীর্ঘমেয়াদী ব্যবহারের জন্য বিশেষ ডিভাইস হিসাবে স্ট্যান্ডার্ড অংশ এবং সমাবেশ ইউনিট থেকে একত্রিত হয়। এই ডিভাইসগুলি মাঝারি এবং বড় আকারের উত্পাদনে CNC সহ বিভিন্ন টার্নিং, মিলিং, মেশিন টুলগুলিতে ব্যাপকভাবে ব্যবহৃত হয়। 1-12 তম গ্রেড অনুযায়ী প্রক্রিয়াকরণের সঠিকতা। সমাবেশ সময় - 1-2 ঘন্টা।
অ-বিভাজ্য বিশেষ ডিভাইস(NSP) ব্যক্তি এবং গোষ্ঠী প্রযুক্তিগত প্রক্রিয়াগুলির নির্দিষ্ট ক্রিয়াকলাপগুলিকে সজ্জিত করতে পরিবেশন করে।
তারা অভিন্ন বেসিং স্কিমগুলির সাথে আকৃতি এবং কনফিগারেশনে একই ধরণের ওয়ার্কপিসগুলির ইনস্টলেশন এবং ফিক্সিং প্রদান করে।
এনএসপি পিস ফাঁকা প্রক্রিয়াকরণের পাশাপাশি সমান্তরাল, অনুক্রমিক এবং সমান্তরাল-অনুক্রমিক প্রক্রিয়াকরণ স্কিমগুলির জন্য ব্যবহৃত হয়। এনএসপি সিরিয়াল এবং বড় আকারের উৎপাদনে ব্যবহৃত হয়।
সমস্ত ডিভাইস তাদের উদ্দেশ্য এবং তাদের বৈশিষ্ট্য অনুযায়ী ডিভাইসের অংশের সংখ্যার উপর নির্ভর করে জটিলতার 14 টি গ্রুপে বিভক্ত।
1.4 টুলিং ডিজাইন
যন্ত্রের প্রযুক্তিগত প্রক্রিয়াগুলির নকশাটি প্রাথমিক নকশা ডেটার পুঙ্খানুপুঙ্খ অধ্যয়নের সাথে শুরু হয়: অংশ তৈরির জন্য সংশ্লিষ্ট প্রযুক্তিগত শর্তগুলির সাথে পণ্যগুলির সমাবেশ এবং কাজের অঙ্কন, মূল ওয়ার্কপিসের অঙ্কন এবং প্রোগ্রাম টাস্কের মাত্রা। এই ধরনের অতিরিক্ত ডিজাইনের শর্তগুলিও অধ্যয়ন করা হয়, যেমন সরঞ্জামের উপস্থিতি বা অনুপস্থিতি যার উপর এটি ডিজাইন করা পণ্যের উত্পাদন চালানোর কথা; সরঞ্জাম আপগ্রেড বিকল্প; উৎপাদন সম্প্রসারণের জন্য উৎপাদন এলাকার প্রাপ্যতা; আবেদনের সম্ভাবনা নিখুঁত প্রজাতিপ্রারম্ভিক ফাঁকা, উন্নত সরঞ্জাম এবং ফিক্সচার, ইত্যাদি। প্রোগ্রাম টাস্কের আকার এবং প্রোডাকশন ব্যাচের আকার অপারেশনগুলির একীকরণের সহগ, ধরন এবং সিরিয়াল উত্পাদন এবং প্রক্রিয়াকরণ ফাঁকাগুলির প্রয়োজনীয় কৌশল এবং ছন্দ নির্ধারণ করে।
তারপরে (ক্রমিক এবং একক উত্পাদনের শর্তে) একটি প্রদত্ত এন্টারপ্রাইজে (একটি কর্মশালায়) প্রক্রিয়াকৃত ওয়ার্কপিসের প্রযুক্তিগত শ্রেণীবিভাগ অনুসারে, এন্টারপ্রাইজে বিদ্যমান মান বা গ্রুপ প্রযুক্তিগত প্রক্রিয়া অনুসারে এই ওয়ার্কপিসটি তৈরি করার সম্ভাবনা বা বিদ্যমান। গ্রুপ পরিবর্তনশীল-প্রবাহ বা স্বয়ংক্রিয় লাইন বিশ্লেষণ করা হয়.
নির্দিষ্ট করার পরে এন্টারপ্রাইজে বিদ্যমান ইউনিফাইড প্রযুক্তিগত প্রক্রিয়াগুলি ব্যবহার করার সম্ভাবনার অনুপস্থিতিতে প্রস্তুতিমূলক কাজপ্রযুক্তিবিদ প্রযুক্তিগত প্রক্রিয়াগুলির সরাসরি নকশার দিকে এগিয়ে যান।
প্রযুক্তিগত প্রক্রিয়াগুলির নকশা একটি জটিল বহুমুখী কাজ, সঠিক সমাধানযার জন্য অনেকগুলো গণনার প্রয়োজন। জটিল এবং সমালোচনামূলক ওয়ার্কপিসগুলির প্রক্রিয়াকরণ ডিজাইন করার সময়, বেশ কয়েকটি বিকল্পপ্রক্রিয়াকরণ, যার চূড়ান্ত পছন্দ গণনা এবং অর্জিত নির্ভুলতা, শ্রমের তীব্রতার তুলনার ভিত্তিতে তৈরি করা হয়, যা প্রযুক্তিগত খরচের টুকরা-গণনার সময় এবং মূলধন খরচের পরিশোধের সময়কালের আদর্শ দ্বারা প্রকাশ করা হয়।
এই ধরনের তুলনা সবচেয়ে গুরুত্বপূর্ণ প্রযুক্তিগত ক্রিয়াকলাপের জন্য এবং সমগ্র প্রযুক্তিগত প্রক্রিয়ার জন্য উভয়ই করা হয়।
নকশার শুরুতে, প্রযুক্তিবিদ প্রাথমিকভাবে ওয়ার্কপিসের পৃথক পৃষ্ঠের প্রক্রিয়াকরণের ধরন এবং তাদের নির্ভুলতা অর্জনের পদ্ধতিগুলি স্থাপন করে, অঙ্কন এবং সিরিয়াল উত্পাদনের প্রয়োজনীয়তা এবং এন্টারপ্রাইজে বিদ্যমান সরঞ্জামগুলির সাথে মিল রেখে। এর পরে, সমস্ত প্রত্যাশিত প্রক্রিয়াকরণ ক্রিয়াকলাপের জন্য প্রযুক্তিগত ঘাঁটিগুলি বরাদ্দ করা হয়।
একই সময়ে, অপারেশনগুলির একটি ক্রম তৈরি করা হচ্ছে, অর্থাৎ, ওয়ার্কপিস প্রক্রিয়াকরণের জন্য একটি প্রযুক্তিগত রুট। মূল ওয়ার্কপিসগুলির কম নির্ভুলতার সাথে, প্রযুক্তিগত প্রক্রিয়াটি সবচেয়ে বড় ভাতা সহ রুক্ষ পৃষ্ঠগুলির সাথে শুরু হয়। একই সময়ে, যত তাড়াতাড়ি সম্ভব সম্ভাব্য ত্রুটিগুলি স্ক্রিন করার জন্য বা ঢালাই, ধাতু দ্বারা সনাক্ত করা ত্রুটিগুলি দূর করার জন্য, প্রথম স্থানে, সেই সমস্ত পৃষ্ঠ থেকে ভাতা সরিয়ে দেওয়া হয় যেখানে ঢালাই শেল, ফাটল এবং অন্যান্য ত্রুটিগুলি সম্ভব। জমা, ইত্যাদি। পরবর্তী রুটটি প্রথমে আরও রুক্ষ এবং তারপর সূক্ষ্ম পৃষ্ঠগুলি প্রক্রিয়াকরণের নীতি অনুসারে নির্মিত হয়। সবচেয়ে সুনির্দিষ্ট পৃষ্ঠতল শেষ প্রক্রিয়া করা হয়. রুট শেষে, গৌণ অপারেশন সঞ্চালিত হয় (ছোট গর্ত ড্রিলিং, বন্ধন থ্রেড কাটা, খাঁজ কাটা, চেমফারিং এবং burring)। সবচেয়ে সহজে ক্ষতিগ্রস্ত পৃষ্ঠতল (বাহ্যিক থ্রেড, বিশেষ করে সুনির্দিষ্ট স্থল এবং সমাপ্ত পৃষ্ঠ) প্রযুক্তিগত প্রক্রিয়ার চূড়ান্ত পর্যায়ে প্রক্রিয়া করা হয়।
দায়ী এবং জটিল বডি ফাঁকা প্রায়শই প্রযুক্তিগত প্রক্রিয়ার বিভাজনের সাথে রাফিং এবং ফিনিশিং পর্যায়ে প্রক্রিয়া করা হয়। প্রথম পর্যায়ে, মূল মেশিনিং ভাতাগুলি সরানো হয়, যার ফলস্বরূপ ওয়ার্কপিস ত্রুটিগুলি দেখা দেয়, মূল ওয়ার্কপিসে অভ্যন্তরীণ চাপের পুনর্বন্টন এবং রুক্ষ মেশিনিং দ্বারা সৃষ্ট অবশিষ্ট চাপের প্রভাবের সাথে যুক্ত। সবচেয়ে জটিল ক্ষেত্রে, রুক্ষ অপারেশনের পরে, ওয়ার্কপিসগুলির অতিরিক্ত তাপ চিকিত্সা (অ্যানিলিং বা স্বাভাবিককরণ) সঞ্চালিত হয়, যা অবশিষ্ট স্ট্রেসগুলির বিকৃতি এবং শিথিলকরণ (অপসারণ) এর আরও সম্পূর্ণ কোর্সে অবদান রাখে।
প্রক্রিয়াকরণের দ্বিতীয় পর্যায়ে (ফিনিশিং অপারেশনের সময়), রাফিংয়ের সময় উদ্ভূত ত্রুটিগুলি দূর করা হয় এবং প্রয়োজনীয় প্রক্রিয়াকরণের নির্ভুলতা, রুক্ষতা এবং অঙ্কন দ্বারা নির্ধারিত পৃষ্ঠ স্তরের অবস্থার অর্জন নিশ্চিত করা হয়।
মোটামুটি অনমনীয় ওয়ার্কপিসগুলির তুলনামূলকভাবে ছোট পৃষ্ঠগুলি প্রক্রিয়া করার সময়, রাফিং এবং ফিনিশিংয়ে অপারেশনগুলির পার্থক্য এড়ানো সম্ভব এবং প্রযুক্তিগত প্রক্রিয়াটি অপারেশনগুলির ঘনত্বের নীতির উপর ভিত্তি করে। এই ক্ষেত্রে, প্রথম অপারেশন সবচেয়ে ঘনীভূত নির্মাণ ঝোঁক.
তাপ চিকিত্সার অধীন ওয়ার্কপিস ডিজাইন করার সময়, প্রযুক্তিগত প্রক্রিয়ার অংশ হিসাবে, বৈশিষ্ট্যগুলির সাথে সম্পর্কিত অতিরিক্ত ক্রিয়াকলাপ সরবরাহ করা হয় তাপ চিকিত্সা(কার্বারাইজ করার পরে শক্ত করা যায় না এমন পৃষ্ঠের কার্বারাইজড স্তর দূর করার জন্য তামার প্রলেপ বা অতিরিক্ত ভাতা অপসারণ; শক্ত হওয়ার পরে দীর্ঘ এবং পাতলা ওয়ার্কপিসগুলির ওয়ার্পিং দূর করার জন্য অতিরিক্ত ভাতা অপসারণ ইত্যাদি)।
তালিকাভুক্ত সমস্যাগুলি সমাধান করার পরে, অপারেশনের কাঠামো নির্ধারণ করা হয় এবং সংশ্লিষ্ট অপারেশনাল স্কেচগুলির অঙ্কন দিয়ে অপারেশনাল এবং প্রযুক্তিগত মানচিত্রগুলির প্রাথমিক সম্পাদন করা হয়। প্রযুক্তিগত ক্রিয়াকলাপ এবং স্বতন্ত্র রূপান্তর প্রক্রিয়াকরণের সময়, সাধারণ কাটিয়া সরঞ্জামগুলির সেট ব্যবহার করে বা বিশেষ সরঞ্জাম সেট (আকৃতির সহ) ডিজাইন এবং উত্পাদনের পাশাপাশি বিশেষ সরঞ্জাম ধারক ব্যবহার করে তাদের ঘনত্বের প্রযুক্তিগত সম্ভাব্যতা এবং অর্থনৈতিক সম্ভাব্যতা নিয়ে একটি বিশ্লেষণ করা হয়, ওয়ার্কপিসগুলির সমান্তরাল এবং অনুক্রমিক প্রক্রিয়াকরণ এবং তারপরে অপারেশনের গৃহীত কাঠামো চূড়ান্ত করা হয়।
একটি ওয়ার্কপিস প্রক্রিয়াকরণের জন্য প্রযুক্তিগত প্রক্রিয়াগুলির জন্য বেশ কয়েকটি বিকল্প বিকাশের ক্ষেত্রে, তাদের বিশ্লেষণাত্মক তুলনার পরে সবচেয়ে যুক্তিযুক্ত বিকল্পটি অবশেষে নির্বাচিত হয়।
ক্রিয়াকলাপগুলির কাঠামো নির্ধারণের পরে, প্রধান প্রযুক্তিগত ক্রিয়াকলাপগুলির জন্য মেশিনগুলি স্থাপন (সেটিং আপ) করার জন্য স্কিমগুলি ডিজাইন করা হয়েছে। একই সময়ে, প্রয়োজনীয় গণনাসেটিংসের নির্ভুলতা, মেশিনের কাজের চক্র, সরঞ্জামগুলির আপেক্ষিক অবস্থান, তাদের অপারেশনের মোড এবং অপারেশনের কার্যকারিতা নির্ধারণ করা হয়। সেটআপ নকশা সাধারণত এই ক্রম বাহিত হয়.
1. মাত্রা নির্ধারণের জন্য মেশিন সেট করার নির্ভুলতার গণনা (গড় সেটিং আকার নির্ধারণ এবং সীমা সেটিং আকারের সেটিং বা গণনার জন্য সহনশীলতা, আকারের বিচ্ছুরণ এবং পরিবর্তনশীল পদ্ধতিগত প্রক্রিয়াকরণ ত্রুটি বিবেচনা করে)।
2. পৃথক স্থানান্তরের জন্য ক্যালিপার এবং টুল হেডগুলিতে সরঞ্জাম স্থাপনের জন্য একটি প্রাথমিক পরিকল্পনা এবং কাটিয়া অবস্থার একটি প্রাথমিক গণনা করা। এই ক্ষেত্রে, মাল্টি-কাটার হোল্ডারগুলিতে স্থির বিভিন্ন ক্যালিপারগুলিতে স্থাপন করা সরঞ্জামগুলির একযোগে অপারেশনের জন্য একজনকে চেষ্টা করা উচিত।
একযোগে কাজ করা কাটার স্থাপন করা উচিত, যদি সম্ভব হয়, উদীয়মান কাটিং বাহিনীর পারস্পরিক ভারসাম্যের জন্য প্রদান করা উচিত। বাঁক ধাপে ওয়ার্কপিস একটি ছোট ব্যাস সঙ্গে শুরু করা উচিত; চ্যামফারিং এবং প্রান্তের ছাঁটা অবশ্যই বাঁক দেওয়ার সাথে একযোগে করা উচিত।
3. মেশিন সেটআপে সরঞ্জামগুলির চূড়ান্ত বিন্যাস এবং কাটিং অবস্থার সংশোধন।
4. সরঞ্জাম স্থাপন, তাদের কোড, কাজ এবং নিষ্ক্রিয় গতিবিধির ইঙ্গিত সহ একটি মেশিন স্থাপনের জন্য একটি স্কিম আঁকা; প্রয়োজনীয় কপিয়ার এবং গিয়ার নির্বাচন সহ; মেশিনের চক্রের গণনা এবং এই সেটআপের জন্য প্রক্রিয়াকরণের উত্পাদনশীলতা সহ।
5. মেশিন সেট আপ করার জন্য প্রয়োজনীয় সরঞ্জাম ডিজাইন করা (ডিভাইস, বিশেষ কাটিং এবং সহায়ক সরঞ্জাম, কাটিং টুল ইনস্টল করার জন্য টেমপ্লেট, ইত্যাদি)।
মেশিনের সেটআপ ডিজাইন করার পরে, অপারেশনাল এবং প্রযুক্তিগত মানচিত্র চূড়ান্ত করা হয় এবং প্রয়োজনীয় স্তরের কাজের এবং সংশ্লিষ্ট উত্পাদন মান স্থাপনের সাথে প্রযুক্তিগত প্রক্রিয়ার সমস্ত ক্রিয়াকলাপের প্রযুক্তিগত মানককরণ করা হয়।
2 বেস এবং বেস সারফেস
2.1 ফিক্সচারে ওয়ার্কপিস সেট করা
প্রক্রিয়াকরণের প্রক্রিয়ায়, ওয়ার্কপিসগুলিকে অবশ্যই মেশিন এবং কাটিয়া টুলের সাপেক্ষে একটি সু-সংজ্ঞায়িত (দ্ব্যর্থহীন) অবস্থান দখল করতে হবে, যা ফিক্সচারে ওয়ার্কপিস স্থাপনের মাধ্যমে নিশ্চিত করা হয়। ওয়ার্কপিস ইনস্টলেশনের অধীনে এর বেসিং এবং ফিক্সিংয়ের প্রক্রিয়া বোঝা যায় - ওয়ার্কপিসে প্রয়োগ করা শক্তি এবং জোড়া শক্তি, প্রক্রিয়াকরণের সময় বেসিংয়ের সময় অর্জিত ওয়ার্কপিসের অবস্থানের স্থায়িত্ব নিশ্চিত করে।
বেসিং বলা হয় ওয়ার্কপিস বা পণ্যকে নির্বাচিত স্থানাঙ্ক সিস্টেমের সাপেক্ষে প্রয়োজনীয় অবস্থান দেওয়া।
প্রযুক্তিগত ভিত্তিউত্পাদন প্রক্রিয়ায় ওয়ার্কপিস বা পণ্যের অবস্থান নির্ধারণ করতে ব্যবহৃত পৃষ্ঠগুলির নাম দিন। একটি ফিক্সচারে একটি অংশ ইনস্টল করার সময়, প্রযুক্তিগত ভিত্তিগুলিকে বাস্তব পৃষ্ঠ হিসাবে নেওয়া হয় যা ফিক্সচারের মাউন্টিং উপাদানগুলির সাথে সরাসরি যোগাযোগ করে।
ফিক্সচারের অংশের অবস্থান তার অবস্থানের পৃষ্ঠের দ্বারা নির্ধারিত হয়। মেশিন ফিক্সচারে ইনস্টল করা অংশগুলির আকৃতি এবং চেহারাতে বিভিন্ন বেস পৃষ্ঠ থাকে।
খসড়া ঘাঁটিপ্রথম অপারেশনে প্রক্রিয়াকরণের সময় ফিক্সচারে এটি ইনস্টল করতে ব্যবহৃত অংশের কাঁচা পৃষ্ঠগুলিকে কল করুন, যখন কোনও প্রক্রিয়াজাত পৃষ্ঠ না থাকে।
সমাপ্তি (চূড়ান্ত) ঘাঁটিঅংশটির মেশিনযুক্ত পৃষ্ঠতল বলা হয়, যা পরবর্তী সমস্ত মেশিনিং অপারেশনগুলিতে প্রক্রিয়াকরণের সময় ফিক্সচারে ইনস্টলেশনের জন্য ব্যবহৃত হয়।
নকশা ঘাঁটিএকটি পণ্য বা সমাবেশে একটি অংশের অবস্থান নির্ধারণ করতে ব্যবহৃত কল বেস (সারফেস)। এই ঘাঁটিগুলিকে প্রথমে ফিক্সচারে ওয়ার্কপিস ইনস্টল করতে ব্যবহার করতে হবে, কারণ এর ফলে ছোট মেশিনে ত্রুটি দেখা দেয়। তাদের উদ্দিষ্ট উদ্দেশ্যে অংশ ডিজাইন ডাটাবেস হয় প্রধানএবং সহায়ক .
workpiece এর মাউন্ট ঘাঁটি সমর্থন এবং পৃষ্ঠ বিভক্ত করা হয়। ইনস্টলেশন ঘাঁটি সমর্থনকারীওয়ার্কপিসের পৃষ্ঠতলের সেট বলা হয়। বেস পরিমাপঅংশগুলির পৃষ্ঠকে বলা হয়, যেখান থেকে এর প্রক্রিয়াকরণের সময় মাত্রাগুলি পরিমাপ করা হয়। সাপোর্টিং মাউন্টিং বেস সারফেসগুলির সংখ্যা, আকৃতি এবং অবস্থান নির্বাচন করা উচিত যাতে প্রক্রিয়াকরণের সময় কাটার সরঞ্জামের তুলনায় ফিক্সচারে ওয়ার্কপিসের একটি নির্দিষ্ট এবং অপরিবর্তিত অবস্থান নিশ্চিত করা যায়।
মেকানিক্স থেকে এটি জানা যায় যে একটি অনমনীয় দেহের স্বাধীনতার ছয় ডিগ্রি থাকে (চিত্র 2): তিনটি তিনটি পারস্পরিক ঋজু স্থানাঙ্ক অক্ষ Оx, Oy, Oz এবং তিনটি - এই অক্ষগুলির সম্ভাব্য ঘূর্ণন সহ শরীরের গতিবিধির সাথে সম্পর্কিত। . একটি ফিক্সচারে একটি অংশ ইনস্টল করার সময়, স্বাধীনতার প্রতিটি ডিগ্রী ফিক্সচারের সংশ্লিষ্ট নির্দিষ্ট বিন্দু (সমর্থন) এর বিরুদ্ধে অংশটিকে টিপে সংযুক্ত করা হয়। প্রতিটি সমর্থন অংশের স্বাধীনতার এক ডিগ্রীকে সংযুক্ত করে, তাই, স্বাধীনতার সমস্ত ডিগ্রির অংশকে বঞ্চিত করার জন্য, ফিক্সচারে ছয়টি নির্দিষ্ট রেফারেন্স পয়েন্ট (ছয়-দফা নিয়ম) থাকা প্রয়োজন।
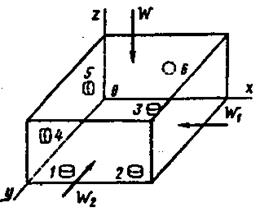
ভাত। 2 - ফিক্সচার মধ্যে workpiece বেসিং পরিকল্পনা
ছয়টি রেফারেন্স পয়েন্টে
এই বিন্দুগুলি তিনটি পারস্পরিক লম্ব সমতলে রয়েছে: পয়েন্ট 1,2, এবং 3, XOY সমতলে অবস্থিত, তিনটি ডিগ্রী স্বাধীনতার অংশকে বঞ্চিত করে - OZ অক্ষ বরাবর চলার এবং অক্ষ OX, OY এর চারপাশে ঘোরার ক্ষমতা; পয়েন্ট 4 এবং 5, ZOY সমতলে অবস্থিত, দুটি ডিগ্রি স্বাধীনতার অংশকে বঞ্চিত করে - OX অক্ষ বরাবর সরানোর এবং OZ অক্ষের চারপাশে ঘোরার ক্ষমতা; XOZ সমতলে অবস্থিত পয়েন্ট 6, স্বাধীনতার ষষ্ঠ ডিগ্রির অংশকে বঞ্চিত করে - OY অক্ষ বরাবর সরানোর ক্ষমতা। ক্ল্যাম্পিং ফোর্স W, W1, W2, তিনটি প্লেনের লম্ব দিকে কাজ করে, অংশটিকে ছয়টি স্থির সমর্থনের বিপরীতে টিপুন। ফিক্সচারে স্থির সমর্থনের সংখ্যা ছয়ের বেশি হওয়া উচিত নয়, অন্যথায় ফিক্সচারে ওয়ার্কপিসের একটি অস্থির অবস্থান তৈরি করা হয়।
ফিক্সচারে ওয়ার্কপিসগুলি সনাক্তকরণ এবং ঠিক করার ক্ষেত্রে ত্রুটি . যেকোন মেশিনিং অপারেশনের পারফরম্যান্সের মোট ত্রুটির মধ্যে অংশের ইনস্টলেশন, মেশিনের সেটিংস এবং অংশটির উত্পাদন প্রক্রিয়া চলাকালীন প্রক্রিয়াকরণের ত্রুটি রয়েছে।
সেটিং ত্রুটি Ey- অংশের সম্পাদিত আকারের মোট ত্রুটির একটি উপাদান - যখন ওয়ার্কপিসটি ফিক্সচারে ইনস্টল করা হয় এবং বেসিং ত্রুটি দ্বারা গঠিত হয় তখন ঘটে ইবি, অংশের ত্রুটি Uz এবং অবস্থানের ত্রুটি ঠিক করা upr, ফিক্সচারের ভুলতার উপর নির্ভর করে এবং এর ইনস্টলেশন উপাদানগুলির উত্পাদন এবং সমাবেশ এবং অপারেশন চলাকালীন তাদের পরিধানে ত্রুটি দ্বারা নির্ধারিত হয়।
মেশিন সেটিং ত্রুটি ডি nযখন কাটিং টুলটি আকারে সেট করা হয়, এবং কপিয়ারগুলির ভুলতার কারণে এবং অংশের নির্দিষ্ট মাত্রাগুলি স্বয়ংক্রিয়ভাবে প্রাপ্ত করার জন্য বন্ধ হয়ে যায় তখন ঘটে।
প্রক্রিয়াকরণ ত্রুটি৷ ডি আরার।,মেশিনে অংশ প্রক্রিয়াকরণের সময় উদ্ভূত, দ্বারা ব্যাখ্যা করা হয়:
1) মেশিনের জ্যামিতিক ভুলতা;
2) প্রযুক্তিগত সিস্টেমের বিকৃতি মেশিন - ফিক্সচার - টুল - ওয়ার্কপিস(এইডস) বাহিনী কাটার কর্মের অধীনে;
3) কাটিং টুল এবং ফিক্সচারের উত্পাদন এবং পরিধানে ভুলতা;
4) প্রযুক্তিগত সিস্টেমের তাপমাত্রা বিকৃতি। উপযুক্ত অংশগুলি পেতে, মেশিনে অংশের প্রক্রিয়াকরণে মোট ত্রুটি অবশ্যই অংশের প্রদত্ত আকারের জন্য সহনশীলতার চেয়ে কম হতে হবে। এই অবস্থা অসমতা দ্বারা প্রকাশ করা হয়
![]() .
.
বেসিং এরর ইবিঅংশের একটি প্রদত্ত আকারে সেট করা কাটিয়া টুলের সাপেক্ষে পরিমাপের বেসের সীমাবদ্ধ দূরত্বের পার্থক্য বলা হয়। একটি লোকেটিং ত্রুটি ঘটে যখন ওয়ার্কপিসের রেফারেন্স মাউন্টিং বেস পরিমাপের সাথে একত্রিত হয় না। মান ফাকফিক্সচারে অংশটি ইনস্টল করার জন্য উপযুক্ত স্কিম সহ প্রাপ্ত নির্দিষ্ট আকারকে বোঝায়।
 |
ভাত। 3 - লোকেটিং ত্রুটি সহ ফিক্সচারে ওয়ার্কপিস ইনস্টল করার উদাহরণ।
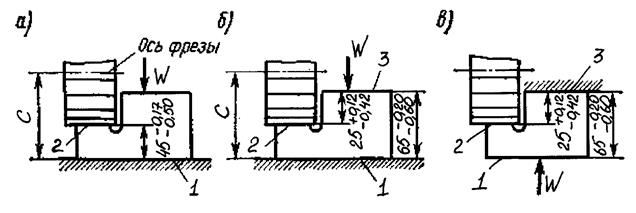
ডুমুর উপর. ৩, কিন্তুসেটআপ ডায়াগ্রাম দেওয়া হয়েছে, যেখানে ওয়ার্কপিসের সাইড মাউন্টিং বেস 1 একই সাথে পৃষ্ঠ 3-এর পরিমাপের ভিত্তি। তাই, আকার A-এর বেসিং ত্রুটি শূন্য: Eba=0। নিম্ন সমর্থন বেস 5 হল ইনস্টলেশন বেস, এবং পৃষ্ঠ 2টি ওয়ার্কপিস সারফেস 4 এর পরিমাপের বেস হিসাবে কাজ করে। একটি টিউন করা মেশিনে, কাটার অক্ষ একটি নির্দিষ্ট অবস্থান দখল করে এবং ওয়ার্কপিসের একটি ব্যাচের পরিমাপের বেস 2 পরিবর্তিত হবে। থেকে তার অবস্থান সর্বোচ্চআগে সিমিন, অর্থাৎ সাইজ সি এর জন্য b সহনশীলতার মধ্যে। অতএব, সাইজ B এর বেসিং ত্রুটিটি ইনস্টলেশন 5 এবং 2টি বেস পরিমাপের মধ্যে সাইজ C এর সহনশীলতার সমান।
একটি মিলিং মেশিনে কাটার দিয়ে একটি ফ্ল্যাট প্রক্রিয়াকরণের জন্য একটি শক্ত ম্যান্ডরেলে একটি ছিদ্র সহ একটি গোলাকার অংশ ইনস্টল করা হয় (চিত্র 3, খ) এই জাতীয় ইনস্টলেশনের সাথে, অংশের গর্ত এবং ফিক্সচারের অনমনীয় ম্যান্ড্রেলের মধ্যে একটি ফাঁক তৈরি হয় এবং একটি বেসিং ত্রুটি ঘটে। মেশিনযুক্ত পৃষ্ঠ 1 এর পরিমাপের ভিত্তি হল ম্যান্ড্রেলের অক্ষ। ওয়ার্কপিস এবং ম্যান্ড্রেলের মধ্যে S ব্যবধানের কারণে, ওয়ার্কপিস এবং ম্যান্ড্রেলের অক্ষগুলি মেলে না এবং পরিমাপের ভিত্তি - ওয়ার্কপিসের অক্ষটি উপরে এবং নীচে যেতে পারে: যখন ওয়ার্কপিসটি শুধুমাত্র একটি দিকে স্থানান্তরিত হয়, তখন সর্বাধিক ফাঁক প্রাপ্ত হয় smax,অতএব, ভিত্তি ত্রুটি Ebh = Smax .
মাউন্ট ত্রুটি Езওয়ার্কপিসে ক্ল্যাম্পিং ফোর্স ডব্লিউ প্রয়োগের কারণে ফলস্বরূপ আকারের দিক থেকে পরিমাপের বেসের স্থানচ্যুতির বৃহত্তম এবং ক্ষুদ্রতম অনুমানগুলির মধ্যে পার্থক্য বলা হয়।
বড় প্রভাবফিক্সিং ত্রুটি আকৃতি দ্বারা প্রভাবিত হয় এবং মাত্রাওয়ার্কপিস, বেস পৃষ্ঠের নির্ভুলতা এবং পরিচ্ছন্নতা, ফিক্সচারের ডিজাইন এবং ওয়ার্কপিসের ক্ল্যাম্পিং ফোর্সের স্থায়িত্ব। অতএব, ফিক্সচারে একটি অংশ ইনস্টল করার জন্য নির্দিষ্ট স্কিমগুলির জন্য পরীক্ষামূলকভাবে ফিক্সিং ত্রুটিগুলি নির্ধারণ করা আবশ্যক। মোটামুটি অনমনীয় ফিক্সচারে অংশগুলি প্রক্রিয়া করার সময়, ফিক্সিং ত্রুটি প্রক্রিয়াকরণের নির্ভুলতার উপর একটি নগণ্য প্রভাব ফেলে এবং গণনায় উপেক্ষা করা যেতে পারে।
অবস্থান ত্রুটি E prকাটিং টুলের সাথে সম্পর্কিত অংশগুলি ফিক্সচারের ভুল উত্পাদন, এর সমাবেশ এবং অপারেশন চলাকালীন ইনস্টলেশন উপাদানগুলির পরিধানের ফলে উদ্ভূত হয়। ফিক্সচার তৈরিতে ত্রুটিগুলি এর যন্ত্রাংশ, সমাবেশ এবং সমন্বয়ের ত্রুটি থেকে উদ্ভূত হয়। ফিক্সচারের উত্পাদন নির্ভুলতা কাজের অঙ্কন এবং প্রযুক্তিগত বৈশিষ্ট্যগুলিতে নির্দিষ্ট করা হয়েছে।
ফিক্সচারে অংশটি ওভারলে করার ত্রুটির উপর সর্বাধিক প্রভাবএর স্থায়ী মাউন্ট সমর্থন পরিধান কারণ. ডিভাইসের বিভিন্ন বিবরণ সময়মত নিয়ন্ত্রিত হয়। যখন পরিধান করা হয়, তারা উপযুক্ত ধরনের মেরামতের মধ্য দিয়ে যায়।
আসুন আমরা ফিক্সচার তৈরির ত্রুটিগুলি এবং এর সমর্থনগুলির পরিধানের মাধ্যমে বোঝাই। যেহেতু ,, এলোমেলো ভেরিয়েবলের বিচ্ছুরণ ক্ষেত্রগুলি সাধারণ বন্টন আইন মেনে চলে, তাহলে সঞ্চালিত অংশের আকারের মোট বিচ্ছুরণ ক্ষেত্র হিসাবে ইনস্টলেশন ত্রুটি সূত্র দ্বারা নির্ধারিত হয়
![]() .
.
একটি অংশ ইনস্টল করার জন্য একটি পদ্ধতি নির্বাচন করার সময়, অনুমতিযোগ্য ত্রুটির সাথে এই ইনস্টলেশনের জন্য প্রাপ্ত ত্রুটির তুলনা করা প্রয়োজন। গৃহীত ইনস্টলেশন প্রকল্পের জন্য, শর্ত পূরণ করতে হবে।
2.2 সমতল পৃষ্ঠের সাথে একটি ফিক্সচারে অংশগুলি ইনস্টল করার সময় প্রকৃত লোকেটিং ত্রুটির গণনা
 |
ভাত। 4 - সমতল পৃষ্ঠের সাথে ফিক্সচারে ওয়ার্কপিস ইনস্টল করার সময় বেসিংয়ের ত্রুটিগুলি নির্ধারণের জন্য স্কিম
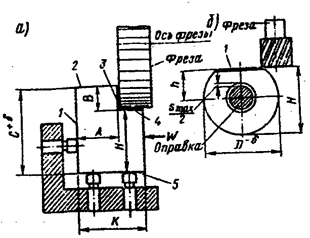
ওয়ার্কপিস (চিত্র 4, ক) ফিক্সচারের স্থায়ী সমর্থনে ইনস্টল করা হয় নিম্ন রেফারেন্স সমতল 1, যা এবং পরিমাপ ভিত্তি, যেহেতু এটি চিকিত্সা করা পৃষ্ঠের সাথে যুক্ত 2 আকার মিমি। এই ক্ষেত্রে, মিলিংয়ের পরে প্রাপ্ত আকারের মিমিটির বেসিং ত্রুটি শূন্য এবং এটি মোট ত্রুটির মধ্যে অন্তর্ভুক্ত নয় যা আকারের নির্ভুলতাকে প্রভাবিত করে। workpiece বল দ্বারা clamped হয় ডব্লিউ .
ওয়ার্কপিস (চিত্র 4, বি) ফিক্সচারে ইনস্টল করা আছে নিম্ন রেফারেন্স সমতল 1, কিন্তু পরিমাপ ভিত্তিপ্লেন হয় 3 , সরাসরি সম্পর্কিত প্রক্রিয়াকৃত পৃষ্ঠ 2আকার মিমি। এই ক্ষেত্রে, আছে ভিত্তি ত্রুটিনিম্নলিখিত উপায়ে সংজ্ঞায়িত। আকার থেকেকর্তনকারী অক্ষ এবং নিম্ন মাউন্ট রেফারেন্স সমতল মধ্যে 1 ওয়ার্কপিস ধ্রুবক। অতএব, পৃষ্ঠ চিকিত্সার সময় কর্তনকারী অক্ষের অবস্থান 2 মাউন্টিং রেফারেন্স পৃষ্ঠের সাথে সম্পর্কিত অপরিবর্তিত থাকে 1 . পরিমাপ ভিত্তি 3 একটি সমতল মিলিং যখন 2 অংশগুলির একটি ব্যাচ পূর্ববর্তী অপারেশনে প্রাপ্ত 0.40 মিমি প্রতি মিমি আকারের সহনশীলতার ক্ষেত্রে কাটারের বাইরের ব্যাসের সাথে সম্পর্কিত হবে।
এই ক্ষেত্রে, মাউন্ট পৃষ্ঠের মধ্যে মাত্রা সহনশীলতা মিমি 1
এবং পরিমাপ পৃষ্ঠ 3
এবং ফিক্সচারে ওয়ার্কপিস বেস করার ত্রুটি নির্ধারণ করুন ![]() মিমি ত্রুটিটি প্রাপ্ত মিমি আকারের মোট ত্রুটির মধ্যে অন্তর্ভুক্ত করা হয়েছে এই পদ্ধতিফিক্সচারে ওয়ার্কপিস ইনস্টল করা। ফলস্বরূপ, মেশিন সেট করার এবং প্রক্রিয়াকরণের ত্রুটিতে একটি ছোট মান থেকে যায়:
মিমি ত্রুটিটি প্রাপ্ত মিমি আকারের মোট ত্রুটির মধ্যে অন্তর্ভুক্ত করা হয়েছে এই পদ্ধতিফিক্সচারে ওয়ার্কপিস ইনস্টল করা। ফলস্বরূপ, মেশিন সেট করার এবং প্রক্রিয়াকরণের ত্রুটিতে একটি ছোট মান থেকে যায়:
0.54 - 0.40 = 0.14 মিমি।
একটি পৃষ্ঠ কল 2 , এটি প্রয়োজনীয় বা ওয়ার্কপিস সেট করে লোকেটিং ত্রুটি দূর করতে যেমন দেখানো হয়েছে (চিত্র 4, ভিতরে) বা মাত্রা এবং মিমি সহনশীলতা পরিবর্তন করুন। যেহেতু অংশটি ইনস্টল করার জন্য (চিত্র 4, ভিতরে) অসুবিধাজনক এবং প্রযুক্তিবিদ ডিজাইনারের সম্মতি ব্যতীত, মিমি আকারের সহনশীলতা বাড়াতে পারবেন না, শুধুমাত্র একটি সম্ভাবনা রয়েছে - মিমি আকারের সহনশীলতা হ্রাস করা এবং তাই, বেসিংয়ের ত্রুটি হ্রাস করা।
সমীকরণ থেকে 65 মিমি-এর নতুন হ্রাসকৃত আকারের সহনশীলতা পাওয়া যাবে
![]() ,
,
কোথায় এবং - 65 এবং 25 মিমি মাত্রার জন্য সহনশীলতা;
- মোট ত্রুটি (বেসিং ত্রুটি বাদে),
অংশগুলির পৃষ্ঠের চিকিত্সার গড় অর্থনৈতিক নির্ভুলতার টেবিল থেকে 25 মিমি আকারের জন্য নির্ধারিত।
প্রযুক্তিবিদ একটি নির্দিষ্ট স্কেচে 65 মিমি আকারের জন্য সদ্য গৃহীত সহনশীলতা নিচে রাখেন এবং পূর্ববর্তী অপারেশনে মিলিং প্লেন 1 এর জন্য কর্মীকে দেন। উদাহরণস্বরূপ, অনুমতি সহ
অতএব, ওয়ার্কপিসের অপারেশনাল স্কেচে, সহনশীলতা এবং মিমি সহ মাত্রাগুলি অবশ্যই লাগানো উচিত।
2.3 নির্ভুলতার জন্য ফিক্সচারের গণনা
ওয়ার্কপিসের প্রয়োজনীয় নির্ভুলতা নিশ্চিত করার জন্য, একটি ফিক্সচার ডিজাইন করার সময়, এমন একটি স্কিম বেছে নেওয়া প্রয়োজন যা উপরে উল্লিখিত শর্তগুলিকে সন্তুষ্ট করে।
ফিক্সচারে ওয়ার্কপিসটি সনাক্ত করার ক্ষেত্রে ত্রুটির প্রকৃত মান কোথায়;
- ফিক্সচারে ওয়ার্কপিস স্থাপনের ত্রুটির অনুমোদিত মান।
ফিক্সচারে ওয়ার্কপিসটি সনাক্ত করার ক্ষেত্রে ত্রুটির অনুমোদিত মান প্রায় সূত্র দ্বারা গণনা করা হয়
আকার সহনশীলতা কোথায়;
- এই অপারেশন সম্পাদন করার সময় প্রক্রিয়াকরণ ত্রুটি প্রাপ্ত।
এই অপারেশন চলাকালীন প্রাপ্ত প্রক্রিয়াকরণের নির্ভুলতার উপর যুক্তিসঙ্গত তথ্যের অনুপস্থিতিতে, প্রক্রিয়াকরণের গড় অর্থনৈতিক নির্ভুলতা নেওয়া যেতে পারে।
ফিক্সচারে ওয়ার্কপিস সনাক্ত করার ক্ষেত্রে ত্রুটির প্রকৃত মান লোকেটিং স্কিমের অন্তর্নিহিত জ্যামিতিক সম্পর্ক থেকে নির্ধারিত হয়। সর্বাধিক সাধারণ বেসিং স্কিমগুলির জন্য গণনার সূত্রগুলি রেফারেন্স ডেটাতে দেওয়া হয়েছে।
ডিভাইসের আনুমানিক মোট ত্রুটি সূত্র দ্বারা নির্ধারিত হয়
ওয়ার্কপিসে সহনশীলতা কোথায়;
- 0.8 - 0.85 এর সমান সহগ;
- 0.6 - 1.0 এর সমান সহগ;
- এই অপারেশন প্রক্রিয়াকরণ ত্রুটি;
- ইনস্টলেশন ত্রুটি।
ইনস্টলেশন ত্রুটি clamping সময় workpiece এর স্থানচ্যুতি হয়। এটি ডিভাইসের প্রকারের উপর এবং প্রধানত, ক্ল্যাম্পের প্রকৃতির উপর নির্ভর করে এবং বেসিং স্কিম এবং প্রক্রিয়াকরণ পদ্ধতির উপর নির্ভর করে না। বেসিং ত্রুটির মান রেফারেন্স বই থেকে নির্বাচন করা যেতে পারে। বেসিং ত্রুটি নির্ধারণ করার পরে এবং অংশের ইনস্টলেশনের ত্রুটি এবং টেবিল থেকে প্রক্রিয়াকরণের নির্ভুলতা খুঁজে পাওয়ার পরে, আমরা ফিক্সচারের মোট ত্রুটি গণনা করি, যা আমরা তখন মাত্রিক চেইনের পৃথক উপাদান লিঙ্কগুলির মধ্যে বিতরণ করি:
![]() ,
,
ফিক্সচার অংশগুলির উত্পাদন ত্রুটি কোথায়;
- মেশিনে ফিক্সচার ইনস্টল করার ত্রুটি;
- ফিক্সচারের মাউন্টিং উপাদানগুলিতে অবতরণের জন্য প্রয়োজনীয় কাঠামোগত ছাড়পত্রের কারণে ত্রুটি;
- টুলটির তির্যক বা স্থানচ্যুতির ত্রুটি, যা ফিক্সচারের গাইড উপাদানগুলি তৈরিতে ভুলতার কারণে ঘটে, যদি কোনও গাইড না থাকে তবে ত্রুটিটি বিবেচনায় নেওয়া হয় না।
সাধারণ ক্ষেত্রে বেসিং স্কিমগুলির জন্য প্রতীক:
ক্ল্যাম্পিং ডিভাইস;
কার্যক্ষম পৃষ্ঠতল;
![]() প্রধান ইনস্টলেশন ঘাঁটি,
প্রধান ইনস্টলেশন ঘাঁটি,
মাউন্ট পৃষ্ঠতল.
ইত্যাদি - মাত্রিক সহনশীলতা কিন্তু , খ , থেকেএবং ইত্যাদি.
এস মিনিট- ন্যূনতম গ্যারান্টিযুক্ত ছাড়পত্র;
এক্স-রেডিয়াল বীট
2.4 বেস নির্বাচনের নিয়ম
বেসিং ত্রুটি হ্রাস করার জন্য, বেস নির্বাচন করার জন্য নিম্নলিখিত নিয়মগুলি দ্বারা পরিচালিত হওয়া প্রয়োজন।
1. সম্পূর্ণরূপে প্রক্রিয়া করা হয় না এমন অংশগুলির জন্য, যে পৃষ্ঠতলগুলি প্রক্রিয়া করা যায় না সেগুলিকে রুক্ষ বেস হিসাবে নেওয়া উচিত। যদি বেশ কয়েকটি যন্ত্রবিহীন সারফেস থাকে, যেটির মধ্যে সবচেয়ে ছোট অফসেট থাকা উচিত সেটিকে রুক্ষ বেস হিসাবে নেওয়া উচিত।
2. একটি রুক্ষ বেস হিসাবে সম্পূর্ণরূপে প্রক্রিয়াকরণ অংশ প্রক্রিয়াকরণের সময়, ক্ষুদ্রতম ভাতা সঙ্গে পৃষ্ঠ পরিবেশন করা উচিত। এই ক্ষেত্রে, সর্বাধিক গ্যারান্টি থাকবে যে কোনও পৃষ্ঠের জন্য ভাতার অভাবের কারণে কোনও বিবাহ হবে না, যেহেতু ক্ষুদ্রতম ভাতাগুলির সাথে পৃষ্ঠগুলি আরও প্রক্রিয়াকরণের সময় বেস হিসাবে নেওয়া পৃষ্ঠগুলির সাথে সমাক্ষীয় হবে৷
3. রুক্ষ ভিত্তিগুলির জন্য নির্বাচিত পৃষ্ঠগুলি যতটা সম্ভব সমান এবং নিরপেক্ষ হওয়া উচিত। এটি খালি তৈরির ক্ষেত্রেও বিবেচনা করা উচিত। একটি রুক্ষ বেস নিয়োগ শুধুমাত্র প্রথম সমাপ্তি বেস প্রাপ্ত করার একটি উপায় হিসাবে বিবেচনা করা উচিত। রুক্ষ বেস ব্যবহার করে প্রথম ইনস্টলেশনের মতো ওয়ার্কপিসের অবস্থানটি পুনরায় প্রাপ্ত করা অসম্ভব, তাই রুক্ষ বেস ব্যবহার করে পুনরায় ইনস্টলেশন গ্রহণযোগ্য নয়। পরবর্তী ইনস্টলেশন একটি সমাপ্তি ভিত্তিতে করা উচিত।
4. প্রথমত, গঠনমূলক ঘাঁটিগুলিকে ফিনিশিং বেস হিসাবে ব্যবহার করা উচিত এবং এটি কেবলমাত্র গঠনমূলক ঘাঁটিতে নিজেদেরকে সীমাবদ্ধ করার সম্ভাবনার সম্পূর্ণ অনুপস্থিতিতে প্রযুক্তিগত ঘাঁটিতে স্থানান্তর করা উচিত।
5. মহান গুরুত্ব হল ঘাঁটিগুলির একতার শর্ত, যা একই ভিত্তি পৃষ্ঠগুলিতে ইনস্টল করার সময় সর্বাধিক সংখ্যক পৃষ্ঠতল প্রক্রিয়াকরণে গঠিত। যদি অংশগুলির সমাপ্তি বেসের জন্য বেশ কয়েকটি পৃষ্ঠ থাকে তবে আপনাকে অবশ্যই একটি ছোট সহনশীলতা সহ একটি পৃষ্ঠ নির্বাচন করতে হবে।
6. এটি ইনস্টলেশন এবং পরিমাপ ঘাঁটি একত্রিত করা প্রয়োজন, যেহেতু এটি বেসিং ত্রুটি দূর করে।
7. নির্বাচিত মাউন্টিং সারফেসগুলি নিশ্চিত করতে হবে যে অংশটির কোনও বিকৃতি নেই, যা ক্ল্যাম্পিং ফোর্স বা কাটিং ফোর্সের ক্রিয়াকলাপের কারণে হতে পারে, সেইসাথে ডিজাইনের সরলতা এবং ফিক্সচার তৈরির কম খরচ।
3 ডিভাইস সম্পর্কে সাধারণ তথ্য।
ডিভাইসের প্রকার
যান্ত্রিক প্রকৌশলে, বিভিন্ন ধরণের প্রযুক্তিগত সরঞ্জাম ব্যাপকভাবে ব্যবহৃত হয়, যার মধ্যে রয়েছে ফিক্সচার, অক্জিলিয়ারী, কাটিং এবং পরিমাপের সরঞ্জাম।
ডিভাইসগুলিকে মেশিনিং, সমাবেশ এবং অংশ, সমাবেশ ইউনিট এবং পণ্য নিয়ন্ত্রণের জন্য ব্যবহৃত অতিরিক্ত ডিভাইস বলা হয়। উদ্দেশ্য অনুসারে, ডিভাইসগুলি নিম্নলিখিত ধরণের মধ্যে বিভক্ত:
1. মেশিন টুলে ওয়ার্কপিস ইনস্টল এবং ঠিক করতে ব্যবহৃত মেশিন ফিক্সচার। মেশিনের ধরণের উপর নির্ভর করে, এই ডিভাইসগুলি, ঘুরে, ড্রিলিং, মিলিং, বোরিং, টার্নিং, গ্রাইন্ডিং মেশিন ইত্যাদির জন্য ডিভাইসে বিভক্ত। মেশিন টুলগুলি প্রযুক্তিগত সরঞ্জামের মোট স্টকের 80 ... 90% তৈরি করে।
ডিভাইসের ব্যবহার প্রদান করে:
ক) মেশিনের সময়ের সাথে সহায়ক সময়ের আংশিক বা সম্পূর্ণ ওভারল্যাপ সহ ওয়ার্কপিস সেট এবং ঠিক করার সময় হ্রাস করে এবং মাল্টি-সাইট প্রক্রিয়াকরণের মাধ্যমে পরবর্তীটি হ্রাস করে, প্রযুক্তিগত রূপান্তরগুলিকে একত্রিত করে এবং কাটার অবস্থা বৃদ্ধি করে শ্রম উত্পাদনশীলতা বৃদ্ধি করা;
খ) ইনস্টলেশনের সময় সারিবদ্ধকরণ এবং সংশ্লিষ্ট ত্রুটিগুলি বাদ দেওয়ার কারণে প্রক্রিয়াকরণের নির্ভুলতা বৃদ্ধি করা;
গ) মেশিন অপারেটরদের কাজের অবস্থার সুবিধা প্রদান;
ঘ) সরঞ্জামের প্রযুক্তিগত ক্ষমতার সম্প্রসারণ;
e) কাজের নিরাপত্তা উন্নত করা।
2. একটি কার্যকরী টুল ইনস্টল এবং ঠিক করার জন্য ডিভাইস যা টুল এবং মেশিনের মধ্যে যোগাযোগ করে, যখন প্রথম প্রকারটি মেশিনের সাথে ওয়ার্কপিসকে সংযুক্ত করে। প্রথম এবং দ্বিতীয় ধরণের ডিভাইসগুলির সাহায্যে, প্রযুক্তিগত সিস্টেম সামঞ্জস্য করা হয়।
3. সমাবেশ ইউনিট এবং পণ্য মধ্যে সঙ্গম অংশ সংযোগের জন্য সমাবেশ ডিভাইস. এগুলি একত্রিত পণ্যের বেস পার্টস বা অ্যাসেম্বলি ইউনিটগুলিকে বেঁধে রাখার জন্য, পণ্যের সংযুক্ত উপাদানগুলির সঠিক ইনস্টলেশন নিশ্চিত করতে, ইলাস্টিক উপাদানগুলির প্রাক-সমাবেশ (স্প্রিংস, স্প্লিট রিং, ইত্যাদি) এবং সেইসাথে সংযোগ তৈরির জন্য ব্যবহৃত হয়। একটি হস্তক্ষেপ ফিট সঙ্গে.
4. অংশগুলির মধ্যবর্তী এবং চূড়ান্ত নিয়ন্ত্রণের জন্য নিয়ন্ত্রণ ডিভাইস, সেইসাথে মেশিনের একত্রিত অংশগুলির নিয়ন্ত্রণের জন্য।
5. ভারী যন্ত্রাংশ এবং পণ্যগুলির প্রক্রিয়াকরণ এবং সমাবেশে ব্যবহৃত ওয়ার্কপিস এবং অ্যাসেম্বলি ইউনিটগুলিকে আঁকড়ে ধরা, সরানো এবং ঘুরিয়ে দেওয়ার জন্য ডিভাইস।
দ্বারা অপারেশনাল বৈশিষ্ট্যমেশিন টুলগুলি সর্বজনীনে বিভক্ত, বিভিন্ন ধরনের ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে (মেশিন ভাইস, চক, বিভাজন হেড, রোটারি টেবিল ইত্যাদি); বিশেষায়িত, একটি নির্দিষ্ট ধরণের ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে এবং বিনিময়যোগ্য ডিভাইসগুলি (বিশেষ ভাইস চোয়াল, চকগুলির জন্য আকৃতির ক্যাম ইত্যাদি) প্রতিনিধিত্ব করে এবং বিশেষগুলি, একটি নির্দিষ্ট অংশের নির্দিষ্ট মেশিনিং অপারেশন করার জন্য ডিজাইন করা হয়েছে। ইউনিভার্সাল ডিভাইসগুলি একক বা ছোট-স্কেল উত্পাদনের পরিস্থিতিতে ব্যবহৃত হয় এবং বিশেষ এবং বিশেষ ডিভাইসগুলি বড়-স্কেল এবং ব্যাপক উত্পাদনের পরিস্থিতিতে ব্যবহৃত হয়।
উত্পাদনের জন্য প্রযুক্তিগত প্রস্তুতির একীভূত ব্যবস্থার সাথে, মেশিন টুলগুলিকে নির্দিষ্ট মানদণ্ড অনুসারে শ্রেণিবদ্ধ করা হয় (চিত্র 5)।
ইউনিভার্সাল prefabricated ফিক্সচার (ইউএসপি)প্রিফেব্রিকেটেড স্ট্যান্ডার্ড উপাদান, অংশ এবং উচ্চ নির্ভুলতার সমাবেশ ইউনিট থেকে একত্রিত হয়। এগুলি একটি নির্দিষ্ট অপারেশনের জন্য বিশেষ স্বল্পমেয়াদী ডিভাইস হিসাবে ব্যবহৃত হয়, তারপরে সেগুলিকে বিচ্ছিন্ন করা হয় এবং বিতরণকারী উপাদানগুলি পরবর্তীতে নতুন লেআউট এবং সংমিশ্রণে পুনরায় ব্যবহার করা হয়। ইউএসপি-র আরও উন্নয়ন সমষ্টি, ব্লক, পৃথক বিশেষ অংশ এবং সমাবেশ ইউনিট তৈরির সাথে জড়িত, যা শুধুমাত্র বিশেষ নয়, স্বল্প সময়ের বিশেষ এবং সর্বজনীন সমন্বয় ডিভাইসের বিন্যাস প্রদান করে,
কলাপসিবল ফিক্সচার (পিএসএ)এগুলি স্ট্যান্ডার্ড উপাদানগুলি থেকেও একত্রিত হয়, তবে কম নির্ভুল, আসন অনুসারে স্থানীয় পরিমার্জন করার অনুমতি দেয়। এই ডিভাইসগুলি বিশেষ দীর্ঘমেয়াদী ডিভাইস হিসাবে ব্যবহৃত হয়। বিচ্ছিন্ন করার পরে, উপাদানগুলি থেকে নতুন লেআউট তৈরি করা যেতে পারে।
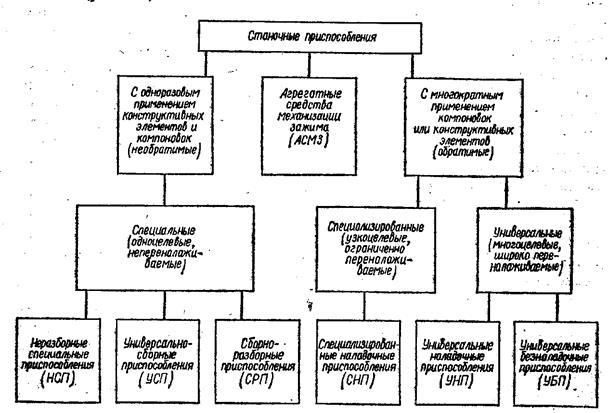
ভাত। 5 - মেশিন টুলের শ্রেণীবিভাগ
অ-বিভাজ্য বিশেষ ডিভাইস (NSP)স্ট্যান্ডার্ড অংশ এবং সাধারণ উদ্দেশ্যে সমাবেশ ইউনিট থেকে একত্রিত করা হয়, অপরিবর্তনীয় দীর্ঘমেয়াদী ডিভাইস হিসাবে। কাঠামগত উপাদানঅ্যাসেম্বলিগুলি যেগুলি সিস্টেমের অংশ, একটি নিয়ম হিসাবে, সম্পূর্ণরূপে জীর্ণ না হওয়া পর্যন্ত এবং পুনরায় ব্যবহার না করা পর্যন্ত পরিচালিত হয়৷ লেআউটটি দুটি প্রধান অংশ থেকে একটি ডিভাইস তৈরি করেও তৈরি করা যেতে পারে: একটি ইউনিফাইড বেস অংশ (UB) এবং একটি পরিবর্তনযোগ্য সেটআপ (SN)। এনএসপির এই নকশাটি প্রক্রিয়াজাত করা ওয়ার্কপিসগুলির নকশার পরিবর্তন এবং প্রযুক্তিগত প্রক্রিয়াগুলিতে সামঞ্জস্য করতে প্রতিরোধী করে তোলে। এই ক্ষেত্রে, ফিক্সচারে শুধুমাত্র বিনিময়যোগ্য সমন্বয় প্রতিস্থাপিত হয়।
ইউনিভার্সাল নন-অ্যাডজাস্টমেন্ট ডিভাইস (UBD)সাধারণ উদ্দেশ্য ব্যাপক উত্পাদন সবচেয়ে সাধারণ. তারা আকৃতির ঘূর্ণিত পণ্য এবং টুকরা ফাঁকা থেকে ফাঁকা ফিক্সিং জন্য ব্যবহার করা হয়. UBP হল ইউনিভার্সাল অ্যাডজাস্টেবল হাউজিং যার মধ্যে স্থায়ী (অ-অপসারণযোগ্য) বেস উপাদান (কার্টিজ, ভিস, ইত্যাদি) মেশিন কিট সরবরাহ করার সময় অন্তর্ভুক্ত করা হয়।
বিশেষায়িত সমন্বয় ডিভাইস (SNP)নকশা বৈশিষ্ট্য এবং বেসিং স্কিম অনুযায়ী গোষ্ঠীবদ্ধ অংশ প্রক্রিয়াকরণের জন্য অপারেশন সজ্জিত করা; একত্রীকরণ স্কিম অনুসারে লেআউটটি অংশগুলির গ্রুপগুলির জন্য বিনিময়যোগ্য সেটিংস সহ একটি মৌলিক আবাসন নকশা।
ইউনিভার্সাল সেটিং ডিভাইস (UNP), সেইসাথে SNPs, স্থায়ী (শরীর) এবং প্রতিস্থাপনযোগ্য অংশ আছে। যাইহোক, প্রতিস্থাপন অংশ শুধুমাত্র একটি অংশে শুধুমাত্র একটি মেশিন অপারেশন জন্য উপযুক্ত. এক অপারেশন থেকে অন্য অপারেশনে স্যুইচ করার সময়, ইউএনপি সিস্টেমের ডিভাইসগুলি নতুন প্রতিস্থাপনযোগ্য অংশ (সামঞ্জস্য) দিয়ে সজ্জিত করা হয়।
ক্ল্যাম্পিং এর যান্ত্রিকীকরণের সামগ্রিক উপায় (ASMZ)পৃথক ইউনিটের আকারে তৈরি সর্বজনীন পাওয়ার ডিভাইসগুলির একটি জটিল, যা ডিভাইসগুলির সাথে একত্রে, ওয়ার্কপিস ক্ল্যাম্প করার প্রক্রিয়াটিকে যান্ত্রিকীকরণ এবং স্বয়ংক্রিয় করা সম্ভব করে তোলে।
ফিক্সচার ডিজাইনের পছন্দ মূলত উত্পাদনের প্রকৃতির উপর নির্ভর করে। সুতরাং, ব্যাপক উত্পাদনে, তুলনামূলকভাবে সহজ ফিক্সচার ব্যবহার করা হয়, যা মূলত একটি ওয়ার্কপিস প্রক্রিয়াকরণে একটি নির্দিষ্ট নির্ভুলতা অর্জনের জন্য ডিজাইন করা হয়। ব্যাপক উৎপাদনে, উৎপাদনশীলতার পরিপ্রেক্ষিতে ফিক্সচারে উচ্চ চাহিদা রাখা হয়। অতএব, এই ধরনের ডিভাইস, দ্রুত-অ্যাকশন clamps সঙ্গে সজ্জিত, আরো হয় জটিল কাঠামো. যাইহোক, এমনকি সবচেয়ে ব্যয়বহুল ডিভাইসের ব্যবহার অর্থনৈতিকভাবে ন্যায়সঙ্গত।
4. ডিভাইসের প্রধান উপাদান
নিম্নলিখিত ফিক্সচার আছে:
স্থাপন- কাটার সরঞ্জামের সাথে সম্পর্কিত ওয়ার্কপিসের মেশিনযুক্ত পৃষ্ঠের অবস্থান নির্ধারণ করতে;
ক্ল্যাম্পিং- ওয়ার্কপিস ঠিক করতে;
গাইড- মেশিন করা পৃষ্ঠের সাপেক্ষে কাটিয়া টুলের চলাচলের প্রয়োজনীয় দিকনির্দেশ দিতে;
ফিক্সচার হাউজিং- প্রধান অংশ, যার উপর ডিভাইসের সমস্ত উপাদান স্থাপন করা হয়;
স্থাপন করা- একে অপরের সাথে পৃথক উপাদান সংযোগ করার জন্য;
বিভাজন বা ঘূর্ণমান, - কাটার সরঞ্জামের সাথে সম্পর্কিত ওয়ার্কপিসের মেশিনযুক্ত পৃষ্ঠের অবস্থান সঠিকভাবে পরিবর্তন করতে;
যান্ত্রিক ড্রাইভ- ক্ল্যাম্পিং ফোর্স তৈরি করতে। কিছু ডিভাইসে, প্রক্রিয়াজাত করা ওয়ার্কপিসের ইনস্টলেশন এবং ক্ল্যাম্পিং একটি প্রক্রিয়া দ্বারা সঞ্চালিত হয়, যাকে ইনস্টলেশন-ক্ল্যাম্পিং মেকানিজম বলা হয়।
4.1 সংযুক্তি জিনিসপত্র
4.1.1 ওয়ার্কপিস সেট করার জন্য প্রাথমিক নিয়ম
ওয়ার্কপিস এবং কাটিয়া টুলের আপেক্ষিক আন্দোলনের সাথে মেশিনিং করা হয়। প্রক্রিয়াকরণের নির্দিষ্ট নির্ভুলতা নিশ্চিত করার জন্য, কাটার সরঞ্জামের সাথে সম্পর্কিত একটি নির্দিষ্ট অবস্থানে ওয়ার্কপিস ইনস্টল করা আবশ্যক। ইনস্টলেশনের পরে, ওয়ার্কপিসটি স্থির করা হয়, যা প্রক্রিয়াকরণের সময় উদ্ভূত শক্তির ক্রিয়াকলাপের অধীনে এর স্থানচ্যুতিকে বাধা দেয়।
একক-পিস এবং ছোট-স্কেল উত্পাদনে, ওয়ার্কপিসগুলি রুক্ষ বা মেশিনযুক্ত পৃষ্ঠের পাশাপাশি চিহ্নগুলিতে প্রান্তিককরণের সাথে ইনস্টল করা হয়। ব্যাপক এবং বৃহৎ আকারের উত্পাদনে, প্রান্তিককরণ করা হয় না এবং প্রক্রিয়াজাত করা ওয়ার্কপিসগুলি ইনস্টল করা হয়, যা তাদের ভিত্তি পৃষ্ঠগুলিকে ফিক্সচারের মাউন্টিং উপাদানগুলির (সমর্থন) সাথে যোগাযোগ করে। এই ক্ষেত্রে, ইনস্টলেশনে কম সময় লাগে এবং ফিক্সচারে ওয়ার্কপিসগুলির মাউন্টিং বেস পৃষ্ঠের স্থায়ী অবস্থান নিশ্চিত করা হয়।
প্রক্রিয়াকরণের অবস্থার উপর নির্ভর করে, কাটার সরঞ্জামের সাথে সম্পর্কিত ওয়ার্কপিসটিকে সম্পূর্ণ বা আংশিকভাবে অভিমুখী করা প্রয়োজন হতে পারে। সম্পূর্ণ অভিযোজন সহ, ওয়ার্কপিসটিকে ফিক্সচারে একটি সম্পূর্ণ সংজ্ঞায়িত এবং শুধুমাত্র সম্ভাব্য অবস্থান দেওয়া হয়। আংশিক অভিযোজন সহ, নির্দিষ্ট দিকগুলিতে সুনির্দিষ্ট ইনস্টলেশনের প্রয়োজন হয় না, এবং এমনকি যে কোনও অক্ষের সাথে সম্পর্কিত ওয়ার্কপিসের একটি নির্বিচারে অবস্থান (ঘূর্ণন) গ্রহণযোগ্য। এই ক্ষেত্রে, ইনস্টলেশন স্কিম এবং ফিক্সচারের নকশা সরলীকৃত হয়।
সম্পূর্ণ অভিযোজন সহ, ওয়ার্কপিসের ভিত্তি পৃষ্ঠগুলি ফিক্সচারের মাউন্টিং উপাদানগুলির সাথে মসৃণভাবে ফিট করে। এটি করার জন্য, ঘাঁটি এবং সমর্থনগুলির যোগাযোগের শর্তগুলি অবশ্যই পর্যবেক্ষণ করতে হবে এবং ওয়ার্কপিসটিতে তিনটি স্থানাঙ্ক অক্ষ সম্পর্কে একটি স্থানান্তর এবং ঘূর্ণন থাকা উচিত নয়। প্রক্রিয়াজাত করা ওয়ার্কপিসটি স্বাধীনতার সমস্ত ডিগ্রি থেকে বঞ্চিত, এবং মহাকাশে এর বেস পৃষ্ঠগুলির অবস্থান নির্দিষ্ট। সমর্থন সংখ্যা ছয় হওয়া উচিত (ছয়-দফা নিয়ম); তাদের পারস্পরিক ব্যবস্থা ফিক্সচারে ওয়ার্কপিসের ইনস্টলেশনের স্থায়িত্ব নিশ্চিত করে। সমর্থনগুলির মধ্যে দূরত্ব যতটা সম্ভব বড় নেওয়া হয় যাতে মাধ্যাকর্ষণ ক্রিয়ায় কোনও উল্টে যাওয়ার মুহূর্ত না হয়।
নন-রিজিড ওয়ার্কপিস প্রক্রিয়াকরণের সময় বা বেস সারফেসগুলির ছোট দৈর্ঘ্যের কারণে যখন তাদের স্থায়িত্ব অপর্যাপ্ত হয়, তখন রেফারেন্স পয়েন্টের সংখ্যা (ছয়ের বেশি) বাড়ানো প্রয়োজন হতে পারে। এই ক্ষেত্রে, অতিরিক্ত সমর্থন, সামঞ্জস্যযোগ্য বা স্ব-সারিবদ্ধ, ব্যবহার করা হয়। প্রক্রিয়াকরণের জন্য ওয়ার্কপিস ইনস্টল করার সময়, সেগুলিকে তার পৃষ্ঠে আনা হয় এবং এই অপারেশনের সময়কালের জন্য স্থির করা হয় - এই সমর্থনগুলি অনমনীয়গুলিতে পরিণত হয়।
পয়েন্ট bearings সঙ্গে মাউন্ট উপাদান একটি সীমিত যোগাযোগ পৃষ্ঠ আছে. এই ধরনের সমর্থন অন্তর্ভুক্ত, উদাহরণস্বরূপ, নলাকার ওয়ার্কপিস ধারণ করার জন্য সরু প্রিজম। এই সমর্থনগুলি একটি প্রদত্ত ব্যাচের সমস্ত ফাঁকাগুলির জন্য ইনস্টলেশনের ধ্রুবক স্থিতিশীলতা প্রদান করে, তাদের আকার এবং আকারের ত্রুটি নির্বিশেষে। পয়েন্ট সমর্থনে মাউন্ট করার অসুবিধাগুলি হল উচ্চ চাপের শক্তিতে ওয়ার্কপিসগুলির বেস পৃষ্ঠের ক্ষতি, সেইসাথে ঘাঁটির সাথে সমর্থনগুলির যোগাযোগের পয়েন্টগুলিতে বিকৃতির কারণে ওয়ার্কপিসের মিশ্রণ।
মেশিন করা ওয়ার্কপিসটি ঘের বা আচ্ছাদিত বেস পৃষ্ঠগুলিতেও ইনস্টল করা হয়। এই ক্ষেত্রে, কিছু ক্লিয়ারেন্স সহ মাউন্টিং উপাদানটিতে ওয়ার্কপিসটি লাগানো বা ঢোকানো হয়। স্বাধীনতার সমস্ত ডিগ্রির ওয়ার্কপিসকে বঞ্চিত করার জন্য, সম্মিলিত পদ্ধতিগুলিও ব্যবহার করা হয়, উদাহরণস্বরূপ, ইনস্টলেশন: ক) দুটি ভিত্তি গর্ত এবং তাদের অক্ষের সাথে লম্ব একটি সমতল; খ) একটি আঙুল এবং দুটি প্লেনে; গ) গর্তে, সমতল এবং কৌণিক স্থিরকরণের জন্য সমর্থন; d) বাইরের নলাকার পৃষ্ঠে, প্রান্তের মুখ এবং কোণার সমর্থন।
ক্ষেত্রে যেখানে বেস চিকিত্সা করা হবে পৃষ্ঠ, অপসারণযোগ্য (স্থাবর) ইনস্টলেশন উপাদান ব্যবহার করা হয়।
সুতরাং, ফিক্সচারের ইনস্টলেশন উপাদানগুলিকে অবশ্যই নিম্নলিখিত মৌলিক প্রয়োজনীয়তাগুলি পূরণ করতে হবে:
1) মাউন্টিং উপাদানগুলির সংখ্যা এবং অবস্থান স্বীকৃত বেসিং স্কিম অনুসারে প্রক্রিয়াকরণের জন্য ওয়ার্কপিসের প্রয়োজনীয় অভিযোজন এবং স্থিতিশীলতা প্রদান করবে;
2) পৃষ্ঠের রুক্ষতা Rz>=40 µm সহ খসড়া বেস ব্যবহার করার সময়, ইনস্টলেশনের স্থায়িত্বের উপর এই ঘাঁটিগুলির ত্রুটি এবং অনিয়মের প্রভাব হ্রাস করার জন্য মাউন্টিং উপাদানগুলিকে একটি সীমিত সমর্থন পৃষ্ঠের সাথে তৈরি করা উচিত;
3) ইনস্টলেশন উপাদানগুলি (মৌলিক এবং অতিরিক্ত উভয়ই) কঠোর এবং পরিধান-প্রতিরোধী হতে হবে, তবে বেস পৃষ্ঠগুলিকে ক্ষতিগ্রস্থ করা উচিত নয়, যা আরও প্রক্রিয়াকরণের বিষয় নয় এমন নির্ভুলতা এবং ফিনিশিং বেসগুলিতে ইনস্টল করার সময় বিশেষত গুরুত্বপূর্ণ;
4) ফিক্সচারের মেরামত সহজ করার জন্য, ইনস্টলেশন উপাদানগুলি সহজেই সরানো উচিত।
4.1.2 ফিক্সচারের ইনস্টলেশন উপাদানের প্রকার
খসড়া বেসগুলিতে ইনস্টলেশনের জন্য, ধ্রুবক (চিত্র 6) এবং সামঞ্জস্যযোগ্য সমর্থন ব্যবহার করা হয়। পরিষ্কারভাবে মেশিনযুক্ত ঘাঁটিতে ইনস্টলেশন সমর্থন প্লেট (চিত্র 7) এবং ফ্ল্যাট এবং গোলাকার মাথা সহ পিন ব্যবহার করে বাহিত হয়। ডুমুরে দেখানো সমর্থনের মাত্রা। 4.1 এবং 4.2, নিম্নলিখিত: D=6...40 মিমি; d=4...25 মিমি; H=10...76 মিমি; h=4...40 মিমি; R=4...40 মিমি; L=60...220 মিমি; B=16...35 মিমি; h 1 \u003d\u003d 10 ... 25 মিমি।

ভাত। 6 - স্থায়ী সমর্থন
 |
ভাত। 7 - সামঞ্জস্যযোগ্য ফুট
ডুমুর উপর. 8 ইনপুট সমর্থনের নকশা দেখায়। সমর্থন উত্তোলন 2 ওয়ার্কপিসের বেস পৃষ্ঠের সাথে যোগাযোগ না হওয়া পর্যন্ত হ্যান্ডহুইল 6 এর সাথে স্ক্রু 5 ব্যবহার করে ওয়েজ 1 সরানোর মাধ্যমে তৈরি করা হয়। সমর্থনটি স্ক্রুটি শক্ত করে স্থির করা হয়, যখন বল 4 সেগমেন্ট কী 3 কে কীলক করে এবং অনুভূমিক কীলকটিকে লক করে।
একটি স্ব-সারিবদ্ধ সমর্থনে (চিত্র 9), উল্লম্ব পিন 1, একটি প্রাক-সংকুচিত স্প্রিং 4 এর প্রভাবে, ওয়ার্কপিসের পৃষ্ঠের সংস্পর্শে না আসা পর্যন্ত উপরে চলে যায়। বসন্তের মাত্রা এবং এর প্রাক-কম্প্রেশন ডিগ্রী নির্বাচন করা হয় যাতে পিনটি তোলার সময় ওয়ার্কপিসটি নড়াচড়া না করে। স্ক্রু 3 শক্ত করে, সমর্থন একটি নির্দিষ্ট অবস্থানে স্থির করা হয়। একটি মধ্যবর্তী ক্র্যাকার 2 পিন 1 এর নড়াচড়াকে উপরের দিকে সীমিত করে যখন স্ক্রুটি খুলে ফেলা হয়।
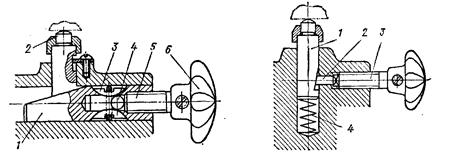
ভাত। 8 - সাপোর্টের ডিজাইন আনতে হবে। ডুমুর। 9 - স্ব-সারিবদ্ধ
বাইরের নলাকার পৃষ্ঠগুলিতে, ওয়ার্কপিসগুলি প্রিজমে ইনস্টল করা হয়। বিশুদ্ধভাবে প্রক্রিয়াকৃত ঘাঁটির জন্য, প্রশস্ত প্রিজম ব্যবহার করা হয় (চিত্র 10, কিন্তু), রুক্ষ করার জন্য - সংকীর্ণ (চিত্র 10, খ); ডুমুর মধ্যে 10, ভিতরেপ্রিজম 1 এর পাশের সারফেসে 3 টি চাপানো চারটি স্থায়ী সমর্থনের উপর ওয়ার্কপিস 2 মাউন্ট করার পদ্ধতি দেখানো হয়েছে। ফিক্সচারে, প্রধানত a=90 0 কোণ সহ কঠোর প্রিজম ব্যবহার করা হয়।
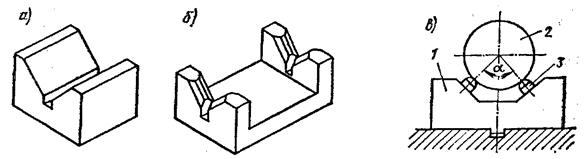
ভাত। 10 - প্রিজমের স্কিম
প্রিজমগুলি গ্রেড 45 ইস্পাত বা শক্ত স্টিল 08...20 দিয়ে তৈরি হয় যার পাশের পৃষ্ঠগুলি HRC 50...60 কঠোরতায় শক্ত হয়। বড় আকারের প্রিজমগুলি ধূসর ঢালাই লোহা দিয়ে তৈরি এবং শক্ত গালগুলি স্ক্রু করা হয়। প্রিজমে ইনস্টল করার সময় ভিত্তিক ত্রুটিগুলি ওয়ার্কপিসের ব্যাসের সহনশীলতার পাশাপাশি এর আকারের ত্রুটিগুলির উপর নির্ভর করে।
গর্ত উপর ভিত্তি করে workpieces ইনস্টলেশন পিন বা mandrels বাহিত হয়। থ্রাস্ট বেসগুলি হল ওয়ার্কপিসের শেষ পৃষ্ঠ, যা দৈর্ঘ্য বরাবর এর অবস্থান নির্ধারণ করে এবং বিভিন্ন উপাদান (কীওয়ে, গর্ত ইত্যাদি) যা মূল বেসের অক্ষের সাথে সম্পর্কিত ওয়ার্কপিসের কৌণিক অবস্থান নির্ধারণ করে।
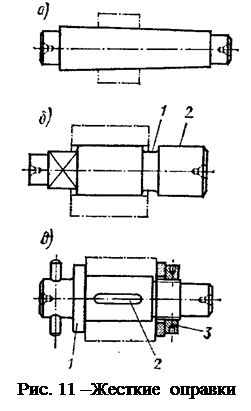 অনমনীয় ম্যান্ড্রেলের উদাহরণ ডুমুরে দেখানো হয়েছে। 11. ডুমুর মধ্যে. 11, a একটি শঙ্কুযুক্ত ম্যান্ড্রেল (টেপার 1/1500 ... 1/2000) দেখায়, যার উপর ওয়ার্কপিসটি হালকা আঘাতে আঘাত করা হয়। ম্যান্ড্রেলের ওয়েডিং অ্যাকশনের কারণে, ওয়ার্কপিসটি প্রক্রিয়াকরণের সময় বাঁক থেকে রাখা হয়। এই ম্যান্ড্রেলের অসুবিধা হল দৈর্ঘ্য বরাবর ওয়ার্কপিসের সুনির্দিষ্ট অভিযোজনের অভাব। ডুমুর উপর. এগারো খম্যান্ড্রেলের নকশা দেখানো হয়েছে, যার উপর ওয়ার্কপিসটি একটি হস্তক্ষেপ ফিট সহ মাউন্ট করা হয়। চাপ দেওয়ার সময় থ্রাস্ট রিং (চিত্রে দেখানো হয়নি) ব্যবহার করে, ওয়ার্কপিসটি ম্যান্ড্রেলের দৈর্ঘ্য বরাবর সঠিকভাবে ভিত্তিক হয়। খাঁজ 1 দিয়ে, ওয়ার্কপিসের উভয় প্রান্ত ছাঁটাই করা যেতে পারে। নেক 2 (গাইড) বিনামূল্যে ওয়ার্কপিস ম্যানুয়ালি লাগাতে দেয়। ডুমুর উপর. এগারো ভিতরেএকটি ম্যান্ড্রেল দেখানো হয় যার উপর ওয়ার্কপিসটি একটি ফাঁক দিয়ে মাউন্ট করা হয়।
অনমনীয় ম্যান্ড্রেলের উদাহরণ ডুমুরে দেখানো হয়েছে। 11. ডুমুর মধ্যে. 11, a একটি শঙ্কুযুক্ত ম্যান্ড্রেল (টেপার 1/1500 ... 1/2000) দেখায়, যার উপর ওয়ার্কপিসটি হালকা আঘাতে আঘাত করা হয়। ম্যান্ড্রেলের ওয়েডিং অ্যাকশনের কারণে, ওয়ার্কপিসটি প্রক্রিয়াকরণের সময় বাঁক থেকে রাখা হয়। এই ম্যান্ড্রেলের অসুবিধা হল দৈর্ঘ্য বরাবর ওয়ার্কপিসের সুনির্দিষ্ট অভিযোজনের অভাব। ডুমুর উপর. এগারো খম্যান্ড্রেলের নকশা দেখানো হয়েছে, যার উপর ওয়ার্কপিসটি একটি হস্তক্ষেপ ফিট সহ মাউন্ট করা হয়। চাপ দেওয়ার সময় থ্রাস্ট রিং (চিত্রে দেখানো হয়নি) ব্যবহার করে, ওয়ার্কপিসটি ম্যান্ড্রেলের দৈর্ঘ্য বরাবর সঠিকভাবে ভিত্তিক হয়। খাঁজ 1 দিয়ে, ওয়ার্কপিসের উভয় প্রান্ত ছাঁটাই করা যেতে পারে। নেক 2 (গাইড) বিনামূল্যে ওয়ার্কপিস ম্যানুয়ালি লাগাতে দেয়। ডুমুর উপর. এগারো ভিতরেএকটি ম্যান্ড্রেল দেখানো হয় যার উপর ওয়ার্কপিসটি একটি ফাঁক দিয়ে মাউন্ট করা হয়।
দৈর্ঘ্য বরাবর ওয়ার্কপিসের অবস্থান ম্যান্ড্রেলের কাঁধ 1 দ্বারা নির্ধারিত হয়, বাদাম 3 বা কী 2 (যদি ওয়ার্কপিসের একটি কীওয়ে থাকে) শক্ত করে এর বাঁক প্রতিরোধ করা হয়। এই ম্যান্ড্রেলগুলি ব্যবহার করার সময়, 7ম গ্রেডের নির্ভুলতা অনুসারে ওয়ার্কপিসের ভিত্তি গর্তগুলি মেশিন করার পরামর্শ দেওয়া হয়।
ম্যান্ড্রেলগুলিকে শক্ত ইস্পাত এবং সাবধানে মাটি দিয়ে তৈরি করার পরামর্শ দেওয়া হয়। দুর্ঘটনাজনিত ক্ষতি থেকে রক্ষা করার জন্য কেন্দ্র সকেটে প্রতিরক্ষামূলক চেমফারগুলি সরবরাহ করার পরামর্শ দেওয়া হয়। ম্যান্ড্রেলটিকে ঘূর্ণনে আনতে, এর শেষে একটি বর্গক্ষেত্র তৈরি করা হয়, ফ্ল্যাট বা একটি ড্রাইভিং পিন চাপানো হয়।
| |
বাদাম 1 বাম দিকে কোলেটের গতিবিধি সীমাবদ্ধ করে। ডুমুর উপর. 12, খক্যান্টিলিভার প্রসারণকারী ম্যান্ড্রেলের নকশা দেখানো হয়েছে। ওয়ার্কপিস 1 অভ্যন্তরীণ শঙ্কু শক্ত করে স্থির করা হয়েছে 2। প্রসারিত ম্যান্ড্রেলগুলি অনমনীয়গুলির তুলনায় প্রক্রিয়াকরণের কম ঘনত্ব প্রদান করে। ডুমুর উপর. 12, ভিতরেতিনটি বিস্কুট 1 সহ একটি ক্যান্টিলিভারড ম্যান্ড্রেলের নকশা, একটি অভ্যন্তরীণ শঙ্কু 2 দ্বারা সরানো হয়েছে . এই mandrel পুরু দেয়াল ওয়ার্কপিস ইনস্টল করতে ব্যবহৃত হয়। হাইড্রোপ্লাস্টিক দ্বারা ভিতর থেকে প্রসারিত একটি ইলাস্টিক হাতা সহ একটি ম্যান্ড্রেল চিত্রে দেখানো হয়েছে। 12, জি.স্ক্রু 3 শক্ত করে, হাইড্রোপ্লাস্টিক 1 সংকুচিত হয়, যা, পাতলা-প্রাচীরের হাতা 2 প্রসারিত করে, ওয়ার্কপিসটিকে দৃঢ়ভাবে ঠিক করে। হাইড্রোপ্লাস্টিকযুক্ত ম্যান্ড্রেলগুলি উচ্চ মাত্রার ঘনত্ব প্রদান করে (রানআউট 0.005...0.01 মিমি)।

ভাত। 12 - প্রসারিত mandrels
স্থির ফিক্সচারের বেস গর্তগুলিতে ফাঁকা স্থাপনের কাজটি ক্যান্টিলিভার আঙ্গুলগুলিতে করা হয়। ডুমুর উপর. ১৩, ক, খধ্রুবক দেখানো হয়েছে, এবং চিত্রে। ১৩, c, g -বিনিময়যোগ্য আঙ্গুল। ওয়ার্কপিস লাগানোর সুবিধার জন্য, আঙুলের শেষে একটি চেম্ফার সরানো হয়।
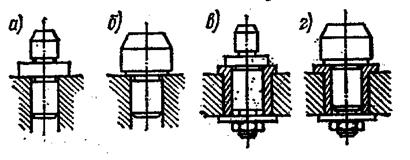
ভাত। 13 - ক্যান্টিলিভার আঙ্গুলের উদাহরণ
আঙ্গুলের উপর মাউন্টিং ত্রুটিগুলি সঙ্গম পৃষ্ঠের মধ্যে ফাঁকের আকার দ্বারা রেডিয়াল দিক থেকে ওয়ার্কপিসগুলির স্থানচ্যুতিতে প্রকাশ করা যেতে পারে। যদি ওয়ার্কপিসের ভিত্তি প্রান্তটি গর্তের অক্ষের সাথে লম্ব না হয়, তাহলে গর্তের অক্ষটি পিনের অক্ষের সাথে সামঞ্জস্যপূর্ণ হতে পারে।
প্লেট, ফ্রেম, বিছানা, শরীর এবং অন্যান্য অংশের ওয়ার্কপিস প্রক্রিয়াকরণের সময়, সমান্তরাল অক্ষ সহ দুটি ছিদ্রের জন্য ইনস্টলেশন ব্যবহার করা হয় এবং তাদের সাথে লম্ব একটি সমতল। সে প্রদান করে সহজ নকশাডিভাইস, মেশিন টুলস এবং স্বয়ংক্রিয় লাইনে প্রক্রিয়াকরণের সময় ঘাঁটিগুলির স্থায়িত্ব এবং ওয়ার্কপিসগুলির স্থিরকরণের নীতি। ওয়ার্কপিসের বেস প্লেনটি পরিষ্কার মেশিন করা হয় এবং 7ম গ্রেডের নির্ভুলতা অনুসারে গর্তগুলি স্থাপন করা হয়। ইনস্টলেশন উপাদান দুটি আঙ্গুল (অনমনীয় বা প্রত্যাহারযোগ্য) এবং সমর্থন বার. বর্তনী চিত্রইনস্টলেশন চিত্রে দেখানো হয়েছে। চৌদ্দ কিন্তু. একটি আঙ্গুল নলাকার, এবং অন্যটি রম্বিক, যেহেতু ভিত্তি গর্তগুলির অক্ষগুলির মধ্যে দূরত্বের জন্য সহনশীলতার উপস্থিতি এই সত্যের দিকে পরিচালিত করে যে একটি গর্ত (উদাহরণস্বরূপ, ডানটি; চিত্র 14, খ)ফাঁকা জায়গার একটি ব্যাচ ইনস্টল করার সময় দুটি বৃত্ত দ্বারা গঠিত দুটি সীমা অবস্থান নিতে পারে কিন্তুএবং খ.যদি ডান আঙুলটি একটি বৃত্তাকার অংশের সাথে নেওয়া হয়, তবে এর ব্যাস সমান d - d; এই ক্ষেত্রে, মাঝারি অবস্থান থেকে বাম আঙুলের ওয়ার্কপিসটি ± এর আকারে রক করা সম্ভব d/2। ডান আঙুলের আরও সুবিধাজনক আকৃতি রম্বিক হবে (চিত্র 14, ভিতরে) .

ভাত। 14 - ইনস্টলেশনের পরিকল্পিত চিত্র
এই ক্ষেত্রে workpiece এর swaying সমান
![]() .
.
ক্রস সেকশনে একটি রম্বিক আঙুলের একটি ছোট ফিতা থাকে, যার অর্ধেক প্রস্থ নিম্নলিখিত সূত্র দ্বারা নির্ধারিত হয়
![]() ,
,
কোথায় d 1 - ওয়ার্কপিসের L আকারের জন্য সহনশীলতা;
d কিন্তু- ফিক্সচারের L আকারের জন্য সহনশীলতা;
2 ডি 1 - যখন ওয়ার্কপিসটি একটি নলাকার পিনের উপর d 1 +d 2 >2D 1 এ বসে থাকে তখন ডায়ামেট্রিকাল ক্লিয়ারেন্স। যদি এই শর্তটি পূরণ না হয়, তাহলে রম্বিক আঙুলের ব্যবহার অসম্ভব।
আঙ্গুলের উপর অবতরণ করার সময় ফাঁকের কারণে মধ্যম অবস্থান থেকে ওয়ার্কপিসের বিকৃতির সবচেয়ে বড় সম্ভাব্য কোণ (চিত্র 14, ছ)সূত্র দ্বারা নির্ধারণ করা যেতে পারে
![]()
বা প্রায়
![]() .
.
এইভাবে, a হ্রাস করার জন্য, দূরত্ব বাড়ানোর পরামর্শ দেওয়া হয় এল.
কেন্দ্র সকেট (বা শঙ্কুযুক্ত চ্যামফার) আকারে বেস পৃষ্ঠের সাথে শ্যাফ্ট এবং অন্যান্য কিছু ওয়ার্কপিস প্রক্রিয়া করার সময়, কেন্দ্রগুলি সেট করার উপাদান হিসাবে ব্যবহৃত হয়। কেন্দ্রের বিভিন্ন গঠনমূলক রূপ চিত্রে দেখানো হয়েছে। 15. একটি প্রচলিত উপর ইনস্টলেশনের স্কিম কঠিন কেন্দ্রচিত্রে দেখানো হয়েছে। ১৫, কিন্তু;ডুমুর মধ্যে ১৫, খএকটি শঙ্কুযুক্ত চেম্ফার সহ ওয়ার্কপিসের ইনস্টলেশন দেখায় কাটা কেন্দ্র;ডুমুর মধ্যে ১৫, ভিতরে -নকশা ঘূর্ণায়মান, কেন্দ্রবাঁক কাজের জন্য; ডুমুর মধ্যে ১৫, জি- দাঁত সহ একটি বিশেষ, কাটা কেন্দ্রে এবং ডুমুরে ওয়ার্কপিস ইনস্টল করুন। ১৫, d-নকশা নেতা কেন্দ্রওয়ার্কপিস সিটের বেস পৃষ্ঠে ঢেউয়ের প্রবর্তনের কারণে টর্ক সংক্রমণের জন্য। এই কেন্দ্রটি একটি বড় টর্ক ট্রান্সমিশন সরবরাহ করে, তবে সকেটের পৃষ্ঠকে নষ্ট করে। দৈর্ঘ্য বরাবর workpieces সঠিক ইনস্টলেশনের জন্য, তারা ব্যবহার করা হয় ভাসমান সামনে কেন্দ্র(চিত্র 15, e) এই ক্ষেত্রে, কেন্দ্রের আসনের ব্যাসের ত্রুটিটি ওয়ার্কপিসের অক্ষীয় স্থানচ্যুতিকে প্রভাবিত করে না, যেহেতু পরবর্তীটির শেষ মুখটি ভাসমান কেন্দ্রের দেহের স্থির সমতলের বিরুদ্ধে থাকে।
দুটি কেন্দ্রে ইনস্টল করা হলে, ওয়ার্কপিসটি এক ডিগ্রি স্বাধীনতা বজায় রাখে - কেন্দ্রগুলির অক্ষের চারপাশে ঘূর্ণনের সম্ভাবনা। কিছু ক্ষেত্রে (কীওয়ে মিলিং, বর্গাকার মিলিং) ওয়ার্কপিসের কৌণিক সমন্বয়ের জন্য একটি অতিরিক্ত বেস প্রয়োজন। ডুমুর উপর. 16 অতিরিক্ত পার্শ্ব বেস থেকে clamping সঙ্গে workpiece ইনস্টলেশন দেখায়.

ভাত। 15 - কেন্দ্রের বিভিন্ন গঠনমূলক ফর্ম
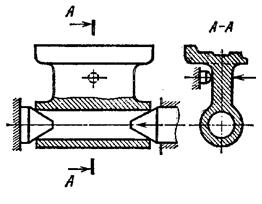
ভাত। 16 - অতিরিক্ত পার্শ্ব বেস থেকে clamping সঙ্গে workpiece ইনস্টলেশন
মহাকাশে ওয়ার্কপিসের সম্পূর্ণ অভিযোজন তিনটি কেন্দ্রে ইনস্টলেশনের মাধ্যমে প্রদান করা হয় (চিত্র 17, কিন্তু), যার মধ্যে দুটি কঠোর, এবং একটি প্রত্যাহারযোগ্য, একটি ইনস্টলেশন এবং ক্ল্যাম্পিং উপাদান হিসাবে কাজ করে। এই স্কিমের সুবিধাগুলি হল ভাল স্থিতিশীলতা এবং ঘাঁটিগুলির স্থায়িত্ব, যেহেতু কেন্দ্র সকেটগুলি প্রস্তুত করার পরে, সমস্ত ক্রিয়াকলাপ একটি বেসে সঞ্চালিত হতে পারে। স্কিমের অসুবিধাগুলির মধ্যে রয়েছে কেন্দ্রের স্লটের ব্যাসের সঠিক মান বজায় রাখার প্রয়োজনীয়তা।
বেসিং স্কিমটি চারটি কেন্দ্রে ইনস্টল করেও চালানো যেতে পারে (চিত্র 17, খ), যার মধ্যে দুটি অনমনীয় এবং দুটি প্রত্যাহারযোগ্য। এই স্কিমটি কেন্দ্রের পকেটের ব্যাসের পরিবর্তনের জন্য কম সংবেদনশীল, যেহেতু ফাঁকটি বেছে নেওয়া যেতে পারে এবং এই ক্ষেত্রে অংশটির অক্ষ স্থানান্তরিত হতে পারে।
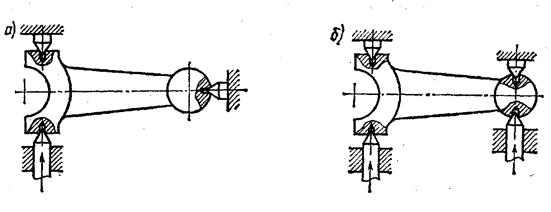
ভাত। 17 - মহাকাশে ওয়ার্কপিসের সম্পূর্ণ অভিযোজনের স্কিম
গিয়ারগুলির অক্ষীয় ছিদ্রগুলিকে পিষানোর সময়, দাঁতের কার্যকারী পৃষ্ঠের উপর ভিত্তি করে ব্যবহার করা হয়, যার ফলে গিয়ারের গর্তের উচ্চ ঘনত্ব নিশ্চিত করা হয়। ডুমুর উপর. 18 বিভিন্ন গিয়ার সেটআপ দেখায়। রেলগুলি ইনস্টলেশন উপাদান হিসাবে ব্যবহৃত হয় (চিত্র 18, কিন্তু),রোলার (চিত্র 18, খ) জ্যাগড সেক্টর (চিত্র 18, ভিতরে)এবং সুইং বাহু (চিত্র 18, জি) বিশেষ কার্তুজে (নলাকার চাকার জন্য)।
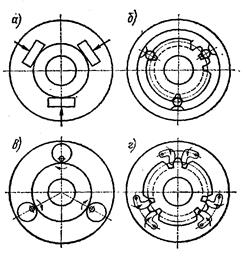
ভাত। 18 - গিয়ারের বিভিন্ন ব্যবস্থা
রোলারগুলি ব্যবহার করার সময়, কার্তুজগুলি ব্যবহার করা হয় (চিত্র 19), যেখানে ইনস্টলেশন উপাদানগুলি, এই ক্ষেত্রে রোলারগুলি ধারক 4 এ স্থির করা হয় , চাকা 5 এর ফাঁপা বরাবর তাদের স্ব-সারিবদ্ধতার সম্ভাবনাকে অনুমতি দেয় . 3টি ক্যামের দ্বারা সুনির্দিষ্ট কেন্দ্রীকরণ প্রদান করা হয়েছে , যা কার্টিজ বডির আনত খাঁজ বরাবর স্লাইড করে। ওয়ার্কপিসের অক্ষীয় অভিযোজন স্টপ 6 বরাবর সঞ্চালিত হয় . ওয়ার্কপিস ঠিক করার সময়, রড 1 থেকে শক্তি নমনীয় প্লেট 2 এর মাধ্যমে ক্যামগুলিতে প্রেরণ করা হয়।
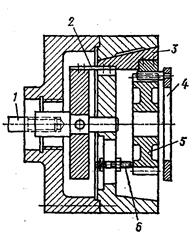
ভাত। 19 - কার্টিজ স্কিম
বেভেল গিয়ারগুলি গোলাকার উপাদানগুলিতে মাউন্ট করা হয়। বিশেষ ক্ল্যাম্পিং ডিভাইস ব্যবহার করে (চিত্র 20)।

ভাত। 20 - ক্ল্যাম্পিং ডিভাইসের স্কিম
কিছু ক্ষেত্রে, বাহ্যিক এবং অভ্যন্তরীণ গোলাকার পৃষ্ঠতল, বাহ্যিক এবং অভ্যন্তরীণ থ্রেডেড এবং স্প্লিনড পৃষ্ঠতল, আকৃতির পৃষ্ঠগুলি, সেইসাথে তাদের বিভিন্ন সংমিশ্রণগুলি মাউন্টিং বেস হিসাবে ব্যবহার করা যেতে পারে।
4.2 ফিক্সচারের ক্ল্যাম্পিং উপাদান
4.2.1 ক্ল্যাম্পিং উপাদানের উদ্দেশ্য
ক্ল্যাম্পিং ডিভাইসগুলির মূল উদ্দেশ্য হল মাউন্টিং উপাদানগুলির সাথে ওয়ার্কপিসের নির্ভরযোগ্য যোগাযোগ নিশ্চিত করা এবং প্রক্রিয়াকরণের সময় তাদের সাপেক্ষে এর স্থানচ্যুতি এবং কম্পন প্রতিরোধ করা। অতিরিক্ত ক্ল্যাম্পিং ডিভাইসগুলির প্রবর্তন প্রযুক্তিগত সিস্টেমের অনমনীয়তা বাড়ায় এবং এর ফলে প্রক্রিয়াকরণের নির্ভুলতা এবং উত্পাদনশীলতা বৃদ্ধি পায় এবং পৃষ্ঠের রুক্ষতা হ্রাস পায়। ডুমুর উপর. 21 ওয়ার্কপিস 1 এর ইনস্টলেশনের একটি ডায়াগ্রাম দেখায়, যা দুটি প্রধান ক্ল্যাম্প Q1 ছাড়াও একটি অতিরিক্ত ডিভাইস Q2 দিয়ে স্থির করা হয়েছে, যা সিস্টেমে আরও কঠোরতা প্রদান করে। সমর্থন 2 স্ব-সারিবদ্ধ।
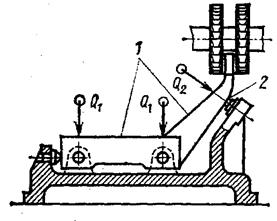
ভাত। 21 - ওয়ার্কপিস সেট করার স্কিম
ক্ল্যাম্পিং ডিভাইসগুলি কিছু ক্ষেত্রে ওয়ার্কপিসের সঠিক ইনস্টলেশন এবং কেন্দ্রীকরণ নিশ্চিত করতে ব্যবহৃত হয়। এই ক্ষেত্রে, তারা মাউন্টিং এবং ক্ল্যাম্পিং ডিভাইসগুলির কার্য সম্পাদন করে। এর মধ্যে রয়েছে স্ব-কেন্দ্রিক চাক, কোলেট ইত্যাদি।
ভারী, স্থিতিশীল ওয়ার্কপিসগুলি প্রক্রিয়া করার সময় ক্ল্যাম্পিং ডিভাইসগুলি ব্যবহার করা হয় না, যার ভরের তুলনায় কাটার প্রক্রিয়া চলাকালীন উদ্ভূত শক্তিগুলি তুলনামূলকভাবে ছোট এবং এমনভাবে প্রয়োগ করা হয় যাতে তারা ওয়ার্কপিসের ইনস্টলেশনকে বিরক্ত করতে পারে না।
ফিক্সচারের ক্ল্যাম্পিং ডিভাইসগুলি অপারেশনে নির্ভরযোগ্য, ডিজাইনে সহজ এবং বজায় রাখা সহজ; তাদের স্থির ওয়ার্কপিসের বিকৃতি এবং এর পৃষ্ঠের ক্ষতি করা উচিত নয়, তাদের ঠিক করার প্রক্রিয়াতে ওয়ার্কপিসটি স্থানান্তর করা উচিত নয়। মেশিন অপারেটরকে অবশ্যই ওয়ার্কপিস ফিক্সিং এবং বিচ্ছিন্ন করার জন্য ন্যূনতম সময় এবং প্রচেষ্টা ব্যয় করতে হবে। মেরামত সহজ করার জন্য, ক্ল্যাম্পিং ডিভাইসগুলির সর্বাধিক পরিধানের অংশগুলি পরিবর্তনযোগ্য করার পরামর্শ দেওয়া হয়। মাল্টি-প্লেস ফিক্সচারে ওয়ার্কপিস ফিক্স করার সময়, তারা সমানভাবে আটকানো হয়; ক্ল্যাম্পিং উপাদানের সীমিত নড়াচড়ার সাথে (ওয়েজ, উদ্ভট), এর স্ট্রোকটি মাউন্টিং বেস থেকে যেখানে ক্ল্যাম্পিং বল প্রয়োগ করা হয়েছে সেখানে ওয়ার্কপিসের আকারের সহনশীলতার চেয়ে বেশি হওয়া উচিত।
ক্ল্যাম্পিং ডিভাইসগুলি নিরাপত্তার প্রয়োজনীয়তা বিবেচনায় নিয়ে ডিজাইন করা হয়েছে।
ক্ল্যাম্পিং ফোর্স প্রয়োগের স্থানটি বেঁধে রাখার সর্বোচ্চ দৃঢ়তা এবং স্থায়িত্ব এবং ওয়ার্কপিসের ন্যূনতম বিকৃতির শর্ত অনুসারে বেছে নেওয়া হয়। প্রক্রিয়াকরণের নির্ভুলতা বাড়ানোর সময়, ক্ল্যাম্পিং ফোর্সের একটি ধ্রুবক মানের জন্য শর্তগুলি পর্যবেক্ষণ করা প্রয়োজন, যার দিকটি সমর্থনগুলির ব্যবস্থার সাথে স্বীকৃত হওয়া আবশ্যক।
4.2.2 ক্ল্যাম্পিং উপাদানের প্রকার
ক্ল্যাম্পিং এলিমেন্ট হল এমন মেকানিজম যা সরাসরি ওয়ার্কপিস বা আরও জটিল ক্ল্যাম্পিং সিস্টেমে মধ্যবর্তী লিঙ্কগুলিকে ক্ল্যাম্প করতে ব্যবহৃত হয়।
সহজতম প্রকার সার্বজনীন clampsক্ল্যাম্পিং স্ক্রু যা চাবি দ্বারা চালিত হয়, হ্যান্ডলগুলি বা তাদের উপর মাউন্ট করা হ্যান্ডহুইল।
স্ক্রু থেকে আটকানো ওয়ার্কপিসের নড়াচড়া রোধ করার জন্য এবং স্ক্রু থেকে এর উপর ডেন্টের গঠন, সেইসাথে স্ক্রুটির বাঁক কমাতে যখন এটির অক্ষের সাথে লম্ব নয় এমন একটি পৃষ্ঠের উপর চাপ দেওয়া হয়, তখন রকিং জুতাগুলি এর প্রান্তে স্থাপন করা হয়। স্ক্রু (চিত্র 22, কিন্তু).
কম্বিনেশন স্ক্রু ডিভাইসলিভার বা ওয়েজ সহ একে বলা হয় কম্বাইন্ড ক্ল্যাম্প, যার এক প্রকার স্ক্রু ক্ল্যাম্প (চিত্র 22, খ) ক্ল্যাম্পিং ডিভাইস আপনাকে সেগুলি সরাতে বা ঘোরাতে দেয় যাতে আপনি আরও সুবিধাজনকভাবে ফিক্সচারে ওয়ার্কপিস ইনস্টল করতে পারেন।
![]()
ভাত। 22 - স্ক্রু clamps এর স্কিম
ডুমুর উপর. 23 কিছু দ্রুত ক্ল্যাম্প ডিজাইন দেখায়। ছোট ক্ল্যাম্পিং বাহিনীর জন্য, একটি বেয়নেট ব্যবহার করা হয় (চিত্র 23, কিন্তু), এবং উল্লেখযোগ্য শক্তির জন্য - একটি প্লাঞ্জার ডিভাইস (চিত্র 23, খ)।এই ডিভাইসগুলি ক্ল্যাম্পিং উপাদানটিকে ওয়ার্কপিস থেকে দীর্ঘ দূরত্ব প্রত্যাহার করার অনুমতি দেয়; একটি নির্দিষ্ট কোণের মাধ্যমে রডের ঘূর্ণনের ফলে বেঁধে রাখা হয়। একটি ভাঁজ স্টপ সঙ্গে একটি বাতা একটি উদাহরণ ডুমুর দেখানো হয়েছে. 23, ভিতরে. বাদাম-হ্যান্ডেল আলগা করুন 2 , জোর দূর করা 3 , এটি তার অক্ষের চারপাশে ঘোরানো। এর পরে, ক্ল্যাম্পিং রড 1 দূরত্বে ডানদিকে প্রত্যাহার করা হয় জ . ডুমুর উপর. 23, জিএকটি উচ্চ-গতির লিভার-টাইপ ডিভাইসের একটি চিত্র দেওয়া হয়েছে। যখন হ্যান্ডেল 4 ঘুরানো হয়, পিন 5 একটি তির্যক কাটা সহ বার 6 বরাবর স্লাইড করে এবং পিন 2 - ওয়ার্কপিস দ্বারা 1 , নীচে অবস্থিত স্টপগুলির বিরুদ্ধে এটি টিপে। গোলাকার ওয়াশার 3 একটি কবজা হিসাবে কাজ করে।
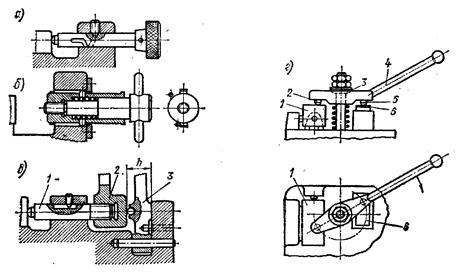
ভাত। 23 - দ্রুত clamps নির্মাণ
ওয়ার্কপিস ক্ল্যাম্প করার জন্য প্রয়োজনীয় সময়সাপেক্ষ এবং উল্লেখযোগ্য শক্তি স্ক্রু ক্ল্যাম্পের প্রয়োগকে সীমিত করে এবং বেশিরভাগ ক্ষেত্রেই দ্রুত-অভিনয় করা উদ্ভট ক্ল্যাম্পগুলিকে অগ্রাধিকারযোগ্য করে তোলে। ডুমুর উপর. 24 একটি ডিস্ক দেখায় ( কিন্তু), এল-আকৃতির বাতা সহ নলাকার ( খ) এবং শঙ্কুময় ভাসমান ( ভিতরে) ক্লিপ।
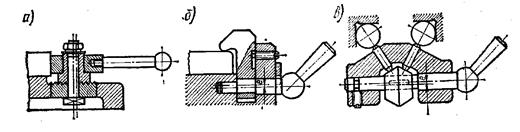
ভাত। 24- বিভিন্ন ডিজাইন clamps
এক্সেন্ট্রিক্স বৃত্তাকার, প্রবৃত্ত এবং সর্পিল (আর্কিমিডিসের সর্পিল অনুসারে)। ক্ল্যাম্পিং ডিভাইসগুলিতে, দুটি ধরণের উন্মাদ ব্যবহার করা হয়: বৃত্তাকার এবং বাঁকা।
বৃত্তাকার এককেন্দ্রিক (চিত্র 25) হল একটি ডিস্ক বা রোলার যার ঘূর্ণনের একটি অক্ষ বিকেন্দ্রিকতার আকার দ্বারা স্থানান্তরিত হয় e;স্ব-ব্রেক কন্ডিশন ডি/ই ≥ 4 অনুপাতে দেওয়া হয়।
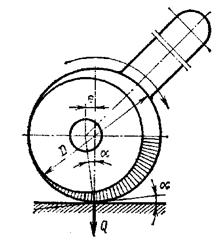
ভাত। 25 - একটি বৃত্তাকার উদ্ভট এর ডায়াগ্রাম
বৃত্তাকার eccentrics সুবিধা তাদের উত্পাদন সহজে নিহিত; প্রধান অসুবিধা হল উচ্চতা a কোণ এবং ক্ল্যাম্পিং ফোর্সের অসঙ্গতি প্রোফাইলের যেকোনো বিন্দুকে ক্ল্যাম্প করার সময় বল Q এর।
ওয়েজ মেকানিজম জটিল ক্ল্যাম্পিং সিস্টেমে একটি মধ্যবর্তী লিঙ্ক হিসাবে ব্যবহৃত হয়। এটি তৈরি করা সহজ, ডিভাইসে সহজেই স্থাপন করা যায়, আপনাকে প্রেরিত শক্তির দিক বাড়ানো এবং পরিবর্তন করতে দেয়। নির্দিষ্ট কোণে, ওয়েজ মেকানিজমের স্ব-ব্রেকিং বৈশিষ্ট্য রয়েছে। একটি একমুখী কীলকের জন্য (চিত্র 26, কিন্তু)সমকোণে বল স্থানান্তর করার সময়, নিম্নলিখিত নির্ভরতা গ্রহণ করা যেতে পারে (j1=j2=j3=j এর জন্য, যেখানে j1...j3 হল ঘর্ষণ কোণ):
যেখানে P - অক্ষীয় বল;
প্রশ্ন - ক্ল্যাম্পিং বল।
স্ব-ব্রেকিং এ সঞ্চালিত হবে একটি ডবল-বেভেলড ওয়েজের জন্য (চিত্র 26, b) যখন b>90 ° কোণে বল স্থানান্তর করা হয়, তখন একটি ধ্রুব ঘর্ষণ কোণে (j1=j2=j3=j) P এবং Q-এর সম্পর্ক নিম্নলিখিত সূত্র দ্বারা প্রকাশ করা হয় P \u003d Q sin (a + 2j / cos (90 ° + a-b + 2j)। লিভার ক্ল্যাম্পগুলি অন্যান্য প্রাথমিক ক্ল্যাম্পগুলির সাথে একত্রে ব্যবহৃত হয়, আরও জটিল ক্ল্যাম্পিং সিস্টেম গঠন করে। লিভার ব্যবহার করে, আপনি প্রেরিত শক্তির মাত্রা এবং দিক পরিবর্তন করতে পারেন, পাশাপাশি দুটি জায়গায় ওয়ার্কপিসের একযোগে এবং অভিন্ন ক্ল্যাম্পিং চালাতে পারেন। ভাত। 26 - একমুখী কীলকের স্কিম ( কিন্তু) এবং একটি ডবল কীলক (খ) ডুমুর উপর. 27 এক-বাহু এবং দুই-বাহু সোজা এবং বাঁকা ক্ল্যাম্পে শক্তির ক্রিয়াকলাপের চিত্র দেখায়। এই লিভার মেকানিজমগুলির জন্য ভারসাম্য সমীকরণগুলি নিম্নরূপ: এক কাঁধের বাতা জন্য (চিত্র 27, কিন্তু) সোজা দুই হাত বাতা জন্য (চিত্র 27, খ) দুই হাত বাঁকা বাতা জন্য (l1 জন্য কোথায় r
-
ঘর্ষণ কোণ; চ- ঘর্ষণ সহগ. ভাত। 27 - এক-বাহু এবং দুই-বাহু সোজা এবং বাঁকা ক্ল্যাম্পে বাহিনীর কর্মের স্কিম সেন্টারিং ক্ল্যাম্পিং উপাদানগুলি বিপ্লবের দেহগুলির বাইরের বা অভ্যন্তরীণ পৃষ্ঠের জন্য মাউন্টিং উপাদান হিসাবে ব্যবহৃত হয়: কোলেট, প্রসারিত ম্যান্ড্রেল, হাইড্রোপ্লাস্টিক সহ ক্ল্যাম্পিং হাতা এবং এছাড়াও ঝিল্লি কার্তুজ। কোলেটগুলি স্প্লিট স্প্রিং হাতা, যার ডিজাইনের বৈচিত্রগুলি ডুমুরে দেখানো হয়েছে। 28 ( কিন্তু- টান টিউব সহ; খ -স্পেসার টিউব সহ; ভিতরে- উল্লম্ব প্রকার)। এগুলি উচ্চ-কার্বন স্টিল দিয়ে তৈরি, উদাহরণস্বরূপ, U10A, এবং ক্ল্যাম্পিং-এ HRC 58...62 এর কঠোরতা এবং লেজের অংশগুলিতে HRC 40...44-এর কঠোরতায় তাপ-চিকিত্সা করা হয়। কোলেট শঙ্কু কোণ a=30। . .40° ছোট কোণে, কোলেট জ্যামিং সম্ভব। কম্প্রেশন স্লিভের টেপার কোণ কোলেটের টেপার কোণের চেয়ে 1° কম বা বেশি তৈরি করা হয়। কোলেটগুলি 0.02...0.05 মিমি এর বেশি নয় ইনস্টলেশনের উদ্বেগ (রানআউট) প্রদান করে। ওয়ার্কপিসের ভিত্তি পৃষ্ঠটি 9ম...7ম গ্রেডের নির্ভুলতা অনুযায়ী মেশিন করা উচিত। বিভিন্ন ডিজাইনের বিস্তৃত ম্যান্ড্রেল (হাইড্রোপ্লাস্টিক ব্যবহার করে ডিজাইন সহ) ক্ল্যাম্পিং ফিক্সচার হিসাবে শ্রেণীবদ্ধ করা হয় (অধ্যায় 4.1 দেখুন)। মেমব্রেন কার্তুজগুলি বাইরের বা অভ্যন্তরীণ নলাকার পৃষ্ঠে ওয়ার্কপিসগুলির সুনির্দিষ্ট কেন্দ্রীকরণের জন্য ব্যবহৃত হয়। কার্টিজ (চিত্র 29) একটি বৃত্তাকার ঝিল্লি নিয়ে গঠিত 1 মেশিনের ফেসপ্লেটে স্ক্রু করা একটি প্লেটের আকারে প্রতিসমভাবে অবস্থিত প্রোট্রুশন-ক্যাম 2 ,
যার সংখ্যা 6...12 এর মধ্যে বেছে নেওয়া হয়েছে। 4টি বায়ুসংক্রান্ত সিলিন্ডারের একটি রড টাকুটির ভিতরে যায়। যখন নিউমেটিক্স চালু করা হয়, তখন ঝিল্লি নমনীয় হয়, ক্যামগুলিকে আলাদা করে দেয়। যখন রডটি পিছনে চলে যায়, তখন ঝিল্লি, তার আসল অবস্থানে ফিরে আসার চেষ্টা করে, তার ক্যামের সাথে ওয়ার্কপিস 3 কম্প্রেস করে। ভাত। 29 - ডায়াফ্রাম কার্তুজের স্কিম র্যাক-টু-লিভার ক্ল্যাম্প (চিত্র 30) একটি র্যাক 3, একটি গিয়ার চাকা 5 একটি শ্যাফ্টে 4 এবং একটি হ্যান্ডেল লিভার 6 নিয়ে গঠিত। হ্যান্ডেলটি ঘড়ির কাঁটার বিপরীত দিকে ঘুরিয়ে, র্যাকটি নিচু করা হয় এবং ওয়ার্কপিস 1 স্থির করা হয়। একটি ক্ল্যাম্প সহ 2. ক্ল্যাম্পিং বল Q হ্যান্ডেলে প্রয়োগ করা মান বল P এর উপর নির্ভর করে। ডিভাইসটি একটি লক দিয়ে সজ্জিত, যা, সিস্টেমকে জ্যাম করে, চাকাটিকে ফিরে যেতে বাধা দেয়। লকগুলির সবচেয়ে সাধারণ প্রকারগুলি হল: ভাত। 30 - রাক এবং পিনিয়ন বাতা রোলার লক (চিত্র 31, কিন্তু) রোলার 1-এর কাটআউট সহ একটি ড্রাইভিং রিং 3 রয়েছে, যা গিয়ারের শ্যাফ্ট 2-এর কাটা সমতলের সংস্পর্শে রয়েছে। ড্রাইভিং রিং 3 ক্ল্যাম্পিং ডিভাইসের হ্যান্ডেলের সাথে বেঁধে দেওয়া হয়। তীরের দিকে হ্যান্ডেল ঘোরানো, ঘূর্ণন রোলার 1 এর মাধ্যমে গিয়ার শ্যাফ্টে প্রেরণ করা হয়। রোলারটি হাউজিং 4 এর বোর পৃষ্ঠ এবং রোলার 2 এর কাটা সমতলের মধ্যে ওয়েজ করা হয় এবং বিপরীত ঘূর্ণন প্রতিরোধ করে। ভাত। 31 - তালার বিভিন্ন ডিজাইনের ডায়াগ্রাম ড্রাইভার থেকে রোলারে টর্কের সরাসরি সংক্রমণ সহ একটি রোলার লক চিত্রে দেখানো হয়েছে। 31, খ. লিশের মাধ্যমে হ্যান্ডেল থেকে ঘূর্ণন সরাসরি চাকার শ্যাফ্ট 6 এ প্রেরণ করা হয়। রোলার 3 পিন 4 এর মাধ্যমে একটি দুর্বল স্প্রিং 5 দ্বারা চাপা হয়। যেহেতু রিং 1 এবং শ্যাফ্ট 6 এর সাথে রোলারের যোগাযোগের বিন্দুতে ফাঁকগুলি বেছে নেওয়া হয়েছে, তাই হ্যান্ডেল 2 থেকে বলটি সরানো হলে সিস্টেমটি তাত্ক্ষণিকভাবে ওয়েজ হয়ে যায়। হ্যান্ডেলটি ঘুরিয়ে বিপরীত দিকে, রোলার ওয়েজ করে এবং শ্যাফ্টকে ঘড়ির কাঁটার দিকে ঘোরায়। শঙ্কু লক (চিত্র 31, ভিতরে) একটি শঙ্কুযুক্ত বুশিং 1 এবং একটি খাদ 2 একটি শঙ্কু 3 এবং একটি হ্যান্ডেল 4 রয়েছে। খাদের মাঝখানের ঘাড়ের সর্পিল দাঁতগুলি রেলের সাথে জড়িত 5। পরবর্তীটি অ্যাকচুয়েটিং ক্ল্যাম্পিং প্রক্রিয়ার সাথে সংযুক্ত। যখন দাঁতের প্রবণতার কোণ 45° হয়, তখন খাদ 2-এর অক্ষীয় বল ক্ল্যাম্পিং বলের সমান (ঘর্ষণ ব্যতীত)। এককেন্দ্রিক তালা (চিত্র 31, জি) একটি চাকা শ্যাফ্ট 2 নিয়ে গঠিত, যার উপর একটি উদ্ভট 3 ওয়েজ করা হয়৷ শ্যাফ্টটি লক হ্যান্ডেলের সাথে বেঁধে দেওয়া একটি রিং 1 দ্বারা চালিত হয়; রিং শরীরের বোরে ঘোরে 4,
যার অক্ষটি খাদের অক্ষ থেকে একটি দূরত্ব e দ্বারা স্থানচ্যুত হয় .
হ্যান্ডেলের বিপরীত ঘূর্ণনের সাথে, শ্যাফ্টে ট্রান্সমিশনটি পিন 5 এর মাধ্যমে ঘটে। ফিক্সিংয়ের প্রক্রিয়ায়, রিং 1 উদ্ভট এবং শরীরের মধ্যে ওয়েজ করা হয়। সম্মিলিত ক্ল্যাম্পিং ডিভাইসগুলি বিভিন্ন ধরণের প্রাথমিক ক্ল্যাম্পগুলির সংমিশ্রণ। এগুলি ক্ল্যাম্পিং ফোর্স বাড়াতে এবং ডিভাইসের মাত্রা কমাতে, সেইসাথে পরিচালনার সর্বশ্রেষ্ঠ সহজতা তৈরি করতে ব্যবহৃত হয়। সম্মিলিত ক্ল্যাম্পিং ডিভাইসগুলি বিভিন্ন জায়গায় ওয়ার্কপিসের একযোগে ক্ল্যাম্পিং প্রদান করতে পারে। মিলিত ক্ল্যাম্পের প্রকারগুলি ডুমুরে দেখানো হয়েছে। 32। একটি বাঁকা লিভার এবং একটি স্ক্রু এর সংমিশ্রণ (চিত্র 32, কিন্তু) আপনাকে একই সাথে দুটি জায়গায় ওয়ার্কপিস ঠিক করতে দেয়, সমানভাবে ক্ল্যাম্পিং ফোর্সকে পূর্বনির্ধারিত মান পর্যন্ত বাড়িয়ে দেয়। প্রচলিত সুইভেল ক্ল্যাম্প (চিত্র 32, খ) লিভার এবং স্ক্রু টার্মিনালের সংমিশ্রণ। লিভার 2 এর সুইং অক্ষটি ওয়াশার 1 এর গোলাকার পৃষ্ঠের কেন্দ্রের সাথে সারিবদ্ধ করা হয়েছে, যা নমন শক্তি থেকে পিন 3 আনলোড করে। ডুমুর দেখানো হয়েছে. 32, ভিতরেএকটি উদ্ভট বাতা একটি দ্রুত সংমিশ্রণ বাতা একটি উদাহরণ. একটি নির্দিষ্ট লিভার আর্ম অনুপাতের সাথে, লিভারের ক্ল্যাম্পিং প্রান্তের ক্ল্যাম্পিং ফোর্স বা স্ট্রোক বাড়ানো যেতে পারে। ভাত। 32 - সমন্বয় clamps প্রকার ডুমুর উপর. 32, জিএকটি ক্যাপ লিভারের মাধ্যমে একটি প্রিজমে একটি নলাকার ওয়ার্কপিস ঠিক করার জন্য একটি ডিভাইস দেখায় এবং ডুমুরে। 32, d -একটি উচ্চ-গতির সম্মিলিত ক্ল্যাম্পের স্কিম (লিভার এবং উন্মাদ), যা ফিক্সচার সমর্থনে ওয়ার্কপিসের পার্শ্বীয় এবং উল্লম্ব চাপ প্রদান করে, যেহেতু ক্ল্যাম্পিং বল একটি কোণে প্রয়োগ করা হয়। চিত্রে দেখানো ডিভাইস দ্বারা অনুরূপ অবস্থা প্রদান করা হয়েছে। 32, e ক্ল্যাম্প টগল করুন (চিত্র 32, চ, জ, আই)হ্যান্ডেল ঘুরিয়ে চালিত দ্রুত অ্যাকশন ক্ল্যাম্পিং ডিভাইসের উদাহরণ। স্ব-বিচ্ছিন্নতা প্রতিরোধ করার জন্য, হ্যান্ডেলটি 2 বন্ধ না হওয়া পর্যন্ত মৃত অবস্থানের মধ্য দিয়ে সরানো হয় .
ক্ল্যাম্পিং ফোর্স সিস্টেমের বিকৃতি এবং এর অনমনীয়তার উপর নির্ভর করে। সিস্টেমের পছন্দসই বিকৃতি চাপ স্ক্রু 1 সামঞ্জস্য দ্বারা সেট করা হয়. যাইহোক, আকারের উপর একটি সহনশীলতার উপস্থিতি এইচ(চিত্র 32, ছ)একটি প্রদত্ত ব্যাচের সমস্ত ওয়ার্কপিসের জন্য একটি ধ্রুবক ক্ল্যাম্পিং বল প্রদান করে না। সম্মিলিত ক্ল্যাম্পিং ডিভাইসগুলি ম্যানুয়ালি বা পাওয়ার ইউনিট থেকে চালিত হয়। একাধিক ফিক্সচারের জন্য ক্ল্যাম্পিং প্রক্রিয়াগুলিকে অবশ্যই সমস্ত অবস্থানে একই ক্ল্যাম্পিং বল প্রদান করতে হবে। সবচেয়ে সহজ মাল্টি-প্লেস ডিভাইসটি হল একটি ম্যান্ড্রেল, যার উপর ফাঁকাগুলির একটি প্যাকেজ (রিং, ডিস্ক) মাউন্ট করা হয়, একটি বাদাম (ক্রমিক ক্ল্যাম্পিং ফোর্স ট্রান্সমিশন স্কিম) সহ শেষ প্লেন বরাবর স্থির করা হয়। ডুমুর উপর. 33, কিন্তুসমান্তরাল ক্ল্যাম্পিং ফোর্স ডিস্ট্রিবিউশনের নীতিতে কাজ করে এমন একটি ক্ল্যাম্পিং ডিভাইসের উদাহরণ দেখায়। যদি বেস এবং ওয়ার্কপিস পৃষ্ঠের ঘনত্ব নিশ্চিত করা এবং ওয়ার্কপিসের বিকৃতি রোধ করা প্রয়োজন হয়, ইলাস্টিক ক্ল্যাম্পিং ডিভাইসগুলি ব্যবহার করা হয়, যেখানে ক্ল্যাম্পিং ফোর্স ফিলার বা অন্যান্য মধ্যবর্তী বডির মাধ্যমে ফিলারের ক্ল্যাম্পিং উপাদানে অভিন্নভাবে প্রেরণ করা হয়। (ইলাস্টিক বিকৃতির সীমার মধ্যে)। ভাত। 33 - একাধিক ফিক্সচারের জন্য ক্ল্যাম্পিং প্রক্রিয়া প্রচলিত স্প্রিংস, রাবার বা হাইড্রোপ্লাস্টিক একটি মধ্যবর্তী বডি হিসাবে ব্যবহৃত হয়। হাইড্রোলিক প্লাস্টিক ব্যবহার করে একটি সমান্তরাল অ্যাকশন ক্ল্যাম্পিং ডিভাইস ডুমুরে দেখানো হয়েছে। 33, খ. ডুমুর উপর. 33, ভিতরেমিশ্র (সমান্তরাল-অনুক্রমিক) কর্মের একটি ডিভাইস দেওয়া হয়। ক্রমাগত মেশিনে (ড্রাম-মিলিং, বিশেষ মাল্টি-স্পিন্ডেল ড্রিলিং), ওয়ার্কপিসগুলি ফিড চলাচলে বাধা না দিয়ে ইনস্টল এবং সরানো হয়। যদি সহায়ক সময় মেশিনের সময়ের সাথে ওভারল্যাপ হয়, তবে ওয়ার্কপিসগুলিকে সুরক্ষিত করতে বিভিন্ন ধরণের ক্ল্যাম্পিং ডিভাইস ব্যবহার করা যেতে পারে। যান্ত্রিকীকরণের উদ্দেশ্যে উৎপাদন প্রনালীমেশিনের ফিড মেকানিজম দ্বারা চালিত একটি স্বয়ংক্রিয় ধরণের (একটানা ক্রিয়া) ক্ল্যাম্পিং ডিভাইসগুলি ব্যবহার করার পরামর্শ দেওয়া হয়। ডুমুর উপর. 34, কিন্তুড্রাম-মিলিং মেশিনে নলাকার ওয়ার্কপিস 2 ফিক্স করার জন্য একটি নমনীয় বন্ধ উপাদান 1 (তারের, চেইন) সহ একটি ডিভাইসের একটি চিত্র দেখায় যখন প্রান্তের পৃষ্ঠগুলি প্রক্রিয়াকরণ করা হয় এবং ডুমুরে। 34, খ- একটি মাল্টি-স্পিন্ডেল অনুভূমিক ড্রিলিং মেশিনে পিস্টন খালি ঠিক করার জন্য একটি ডিভাইসের চিত্র। উভয় ডিভাইসেই, অপারেটররা শুধুমাত্র ওয়ার্কপিস ইনস্টল এবং অপসারণ করে এবং ওয়ার্কপিসের ক্ল্যাম্পিং স্বয়ংক্রিয়ভাবে ঘটে। ভাত। 34 - স্বয়ংক্রিয় ক্ল্যাম্পিং ডিভাইস তাদের সমাপ্তি বা সমাপ্তির সময় পাতলা শীট ওয়ার্কপিস ধরে রাখার জন্য একটি কার্যকর ক্ল্যাম্পিং ডিভাইস হল একটি ভ্যাকুয়াম ক্ল্যাম্প। ক্ল্যাম্পিং বল সূত্র দ্বারা নির্ধারিত হয় কোথায় ক- ডিভাইসের গহ্বরের সক্রিয় এলাকা, সিল দ্বারা সীমাবদ্ধ; পি
\u003d 10 5 পা- বায়ুমণ্ডলীয় চাপ এবং ডিভাইসের গহ্বরের চাপের মধ্যে পার্থক্য যা থেকে বায়ু সরানো হয়। ইলেক্ট্রোম্যাগনেটিক ক্ল্যাম্পিং ডিভাইসগুলি একটি সমতল বেস পৃষ্ঠের সাথে ইস্পাত এবং ঢালাই লোহা দিয়ে তৈরি ওয়ার্কপিসগুলিকে আটকাতে ব্যবহৃত হয়। ক্ল্যাম্পিং ডিভাইসগুলি সাধারণত প্লেট এবং কার্তুজের আকারে তৈরি করা হয়, যার নকশায় পরিকল্পনায় ওয়ার্কপিসের মাত্রা এবং কনফিগারেশন, এর বেধ, উপাদান এবং প্রয়োজনীয় হোল্ডিং ফোর্স প্রাথমিক ডেটা হিসাবে নেওয়া হয়। ইলেক্ট্রোম্যাগনেটিক ডিভাইসের ধারণ শক্তি মূলত ওয়ার্কপিসের বেধের উপর নির্ভর করে; ছোট পুরুত্বে, সমস্ত চৌম্বকীয় প্রবাহ অংশটির ক্রস বিভাগের মধ্য দিয়ে যায় না এবং চৌম্বকীয় প্রবাহ রেখার কিছু অংশ আশেপাশের স্থানে ছড়িয়ে পড়ে। ইলেক্ট্রোম্যাগনেটিক প্লেট বা কার্তুজগুলিতে প্রক্রিয়াকৃত অংশগুলি অবশিষ্ট চৌম্বকীয় বৈশিষ্ট্যগুলি অর্জন করে - সেগুলি বিকল্প কারেন্ট দ্বারা চালিত একটি সোলেনয়েডের মধ্য দিয়ে যাওয়ার মাধ্যমে চুম্বকীয়করণ করা হয়। চৌম্বকীয় ক্ল্যাম্পিং ডিভাইসগুলিতে, প্রধান উপাদানগুলি স্থায়ী চুম্বক, অ-চৌম্বকীয় স্পেসার দ্বারা একে অপরের থেকে বিচ্ছিন্ন এবং একটি সাধারণ ব্লকে বেঁধে দেওয়া হয় এবং ওয়ার্কপিসটি একটি অ্যাঙ্কর যার মাধ্যমে চৌম্বকীয় শক্তি প্রবাহ বন্ধ থাকে। সমাপ্ত অংশটি বন্ধ করার জন্য, ব্লকটি একটি উদ্ভট বা ক্র্যাঙ্ক প্রক্রিয়া ব্যবহার করে স্থানান্তরিত হয়, যখন চৌম্বকীয় বল প্রবাহ অংশটিকে বাইপাস করে ডিভাইসের শরীরে বন্ধ হয়ে যায়। কিছু মেশিনিং অপারেশন (ড্রিলিং, বোরিং) করার সময়, কাটিয়া টুলের অনমনীয়তা এবং সামগ্রিকভাবে প্রযুক্তিগত সিস্টেম অপর্যাপ্ত। গাইড উপাদান টুল টিপে নির্মূল করতে ব্যবহার করা হয়. এগুলি অবশ্যই সঠিক, পরিধান-প্রতিরোধী এবং একটি বৃহৎ উত্পাদন প্রোগ্রাম সহ, প্রতিস্থাপনযোগ্য হতে হবে। ফিক্সচারের এই ধরনের উপাদান হল ড্রিলিং এবং বিরক্তিকর ফিক্সচারের জন্য জিগ বুশিং। নকশা এবং মাত্রা গুল্মতুরপুন জন্য প্রমিত হয়. বুশিং স্থায়ী হয় (চিত্র 35, কিন্তু) এবং বিনিময়যোগ্য (চিত্র 35, খ) একটি টুল দিয়ে একটি গর্ত মেশিন করার সময় স্থায়ী বুশিংগুলি ছোট আকারের উত্পাদনে ব্যবহৃত হয়। প্রতিস্থাপনযোগ্য বুশিংগুলি ভর এবং বড় আকারের উত্পাদনে ব্যবহৃত হয়। একটি তালা সহ হাতা দ্রুত পরিবর্তন করুন (চিত্র 35, খ) একটি গর্ত মেশিন করার সময় ব্যবহার করা হয় পর্যায়ক্রমে পরিবর্তনযোগ্য বেশ কয়েকটি সরঞ্জাম দিয়ে। প্রতিস্থাপনযোগ্য এবং দ্রুত পরিবর্তন করা বুশিংগুলি স্থায়ী বুশিংগুলিতে ঢোকানো হয় যা ফিক্সচার বডিতে চাপানো হয়। ভাত। 35 - ড্রিল বুশিং এর ডায়াগ্রাম 25 মিমি পর্যন্ত একটি গর্ত ব্যাস সহ, বুশিংগুলি U10A স্টিলের তৈরি, HRC 60 এর কঠোরতায় শক্ত হয় ... কন্ডাক্টর বুশিংয়ের আনুমানিক পরিষেবা জীবন 10...15 হাজার ড্রিলিং। যদি সরঞ্জামগুলি কার্যকারী অংশ দ্বারা নয়, কিন্তু নলাকার কেন্দ্রীভূত বিভাগ দ্বারা হাতাতে পরিচালিত হয়, তবে হাতা গর্তটি হোল সিস্টেম অনুসারে সহনশীলতার সাথে তৈরি করা হয়। গর্তের সর্বাধিক মাত্রা নির্ধারণ করতে, সরঞ্জামের ব্যাসের সহনশীলতাগুলি প্রাসঙ্গিক GOSTs অনুসারে নেওয়া হয়। গর্তের সাপেক্ষে হাতার বাইরের পৃষ্ঠের বিকেন্দ্রতা 0.005 মিমি অতিক্রম করা উচিত নয়। হাতা নীচের প্রান্ত এবং workpiece পৃষ্ঠের মধ্যে থেকে একটি ফাঁক ছেড়ে l/z
dআগে d, এবং স্টিলের গভীর গর্ত ড্রিল করার সময়, 1.5d পর্যন্ত (এখানে d-জলোচ্ছাস ব্যাস). বুশিংয়ের বসার পৃষ্ঠগুলি পিষে প্রক্রিয়া করা হয় (Ra=1>25...0.32 µm)। বুশিংয়ের পরিষেবা জীবন বাড়ানোর জন্য টুলটির উত্তরণের জন্য গর্তের পৃষ্ঠটি ছাঁটা (Ra=0.32...0.08 µm) করা হয়। বিশেষ বুশিংয়ের উদাহরণ ডুমুরে দেখানো হয়েছে। 36. ডুমুর মধ্যে. 36, কিন্তুঝুঁকে থাকা পৃষ্ঠগুলিতে ছিদ্র করার জন্য হাতা দেখানো হয়েছে; প্রসারিত দ্রুত পরিবর্তন হাতা (চিত্র 36, খ) ব্যবহার করা হয় যদি ওয়ার্কপিসের অবকাশে একটি গর্ত প্রক্রিয়া করা হয়; গর্তগুলির অক্ষগুলির মধ্যে একটি ছোট দূরত্বের সাথে, কাটা বুশিংগুলি ব্যবহার করা হয় (চিত্র 36, ভিতরে) বা একটি ব্লক (চিত্র 36, জি). ভাত। 36 - বিশেষ বুশিংয়ের উদাহরণ বিরক্তিকর বারগুলিকে গাইড করতে (বিরক্ত বার), স্থির এবং ঘূর্ণায়মান বুশিংগুলি ব্যবহার করা হয়। ডুমুর উপর. 37, কিন্তুএকটি ঘূর্ণায়মান হাতার নকশা দেখানো হয়েছে, যার স্লাইডিং পৃষ্ঠটি চিপ থেকে সুরক্ষিত। ডুমুর উপর. 37, খরোলিং বিয়ারিং এর উপর মাউন্ট করা একটি হাতা দেখায়। উভয় ডিজাইনে, অভ্যন্তরীণ পৃষ্ঠগুলিতে বিরক্তিকর বার কীটির জন্য একটি খাঁজ কাটা হয়; এটি ঝোপের জোরপূর্বক ঘূর্ণন নিশ্চিত করে। হাতা এর খাঁজে কী প্রবেশের সুবিধার্থে, পরেরটি প্রায়শই বেভেলড প্রান্ত বা ভাসমান দিয়ে তৈরি করা হয়। প্রসারিত কাটার-বোর্ডগুলির উত্তরণের জন্য হাতাটির ভিতরের পৃষ্ঠে প্রায়শই খাঁজগুলি সরবরাহ করা হয়। ভাত। 37 - ঘূর্ণায়মান (ক) এবং স্থির (খ) বুশিংয়ের স্কিম ডিভাইসগুলির গাইড উপাদানগুলির মধ্যে একটি জটিল প্রোফাইলের আকৃতির পৃষ্ঠগুলির প্রক্রিয়াকরণে ব্যবহৃত কপিয়ারগুলিও অন্তর্ভুক্ত রয়েছে। তাদের কাজ হল তাদের চলাচলের একটি প্রদত্ত ট্র্যাজেক্টোরি পাওয়ার জন্য মেশিনে তৈরি করা ওয়ার্কপিস পৃষ্ঠ বরাবর কাটিয়া টুলকে গাইড করা। 4.4 ফিক্সচারের বিভাজন এবং বাঁক উপাদান মাল্টি-পজিশন ফিক্সচারে বিভাজন এবং ঘূর্ণমান ডিভাইসগুলি কাজের সরঞ্জামের তুলনায় ওয়ার্কপিসের অবস্থান পরিবর্তন করতে ব্যবহৃত হয়। ডিভাইডিং ডিভাইসটি ডিভাইসের ঘূর্ণমান অংশে একটি ডিস্ক স্থির এবং একটি ল্যাচ নিয়ে গঠিত। ক্ল্যাম্পের ডিজাইন ডুমুরে দেখানো হয়েছে। 38. বল ধারক (চিত্র 38, কিন্তু) সবচেয়ে সহজ, কিন্তু ঘূর্ণনের কোণের উচ্চ নির্ভুলতা প্রদান করে না এবং কাটিয়া বল থেকে মুহূর্তটি উপলব্ধি করে না। ঘূর্ণমান অংশটি ম্যানুয়ালি একটি পূর্বনির্ধারিত অবস্থানে সেট করা হয় যতক্ষণ না এটি ক্লিক করে যখন বলটি সকেটে পড়ে। পুল-আউট নলাকার পিন সহ ধারক (চিত্র 38, খ) ঘূর্ণন সঁচারক বল অনুধাবন করতে পারে, কিন্তু চলমান জয়েন্টগুলোতে ফাঁকের কারণে এটি অত্যন্ত সঠিক বিভাজন প্রদান করে না। একটি সামান্য বড় নির্ভুলতা একটি ধারক দ্বারা ড্র আঙ্গুলের একটি শঙ্কুযুক্ত তীক্ষ্ণতা প্রদান করা হয় (চিত্র 38, ভিতরে). ভাত। 38 - clamps এর ডিজাইন রেডিয়াল ক্লিয়ারেন্স দূর করতে, একটি হাইড্রোপ্লাস্টিক হাতা চালু করা হয় জি(চিত্র 38, জি, ওয়েজ রিটেইনার এবং স্লটেড রিটেইনারও ব্যবহার করা হয় (চিত্র 38, d).
ল্যাচ একটি নিষ্কাশন বোতাম, একটি র্যাক এবং পিনিয়ন চাকার উপর মাউন্ট করা একটি হাতল বা একটি প্যাডেল ডিভাইস ব্যবহার করে নিয়ন্ত্রিত হয়। জন্য একটি বিভাজক ডিভাইস মিলিং মেশিন(চিত্র 39) ল্যাচ 4 টার্নিং পল 2 এর সাথে আন্তঃলক করা হয়। যখন টেবিলটি পরস্পর ক্রিয়া করে, তারা একটি নির্দিষ্ট স্টপ 3 থেকে কার্যকর হয় .
স্টপ 1 সতর্ক করে যে বিভাজক ডিস্ক 5 বিপরীত দিকে ঘুরানো হয়েছে। ভাত। 39 - একটি মিলিং মেশিনের জন্য একটি বিভাজক ডিভাইসের চিত্র অনুভূমিক ধরনের ফিক্সচারে টর্ক কমাতে, রোটারি সিস্টেমের মাধ্যাকর্ষণ কেন্দ্র (ওয়ার্কপিস সহ) ঘূর্ণনের অক্ষের উপর থাকা আবশ্যক। এটি ডিভাইসের একটি উপযুক্ত লেআউট এবং সংশোধনমূলক কাউন্টারওয়েট ইনস্টলেশন দ্বারা অর্জন করা হয়। একটি উল্লম্ব অক্ষ সহ ডিভাইসগুলিতে, একটি ভারী ঘূর্ণমান সিস্টেমের ওজন একটি থ্রাস্ট রোলিং বিয়ারিং দ্বারা নেওয়া হয়। ডুমুর উপর. 40 টেবিলের নকশা দেখায়, যার উপরের অংশটি থ্রাস্ট বল বিয়ারিং-এ তোলা হলে প্রয়োজনীয় কোণে ঘোরে। উত্তোলন বিভিন্ন যান্ত্রিক ডিভাইস দ্বারা বা (চিত্রে দেখানো হয়েছে) একটি বায়ুসংক্রান্ত সিলিন্ডার দ্বারা বাহিত হয়। নামানোর সময়, টেবিলটি বেসের শেষ সমতলে "বসে" এবং এটির বিরুদ্ধে শক্তভাবে চাপা হয়। থ্রাস্ট বল বিয়ারিং ব্যবহার করে, ডিভাইসের ঘূর্ণন অংশের ঘূর্ণনের সময় ঘর্ষণ মুহূর্তটি কয়েকবার কমানো সম্ভব। ভাত। 40 - টেবিল গঠন ডুমুর উপর. 41 দেখায় একটি যান্ত্রিক টেবিল ক্ল্যাম্প একটি ল্যাচের সাথে ইন্টারলক করা। হ্যান্ডেলটি ঘড়ির কাঁটার দিকে 4 ঘুরিয়ে, র্যাক লক 5 ঢোকানো হয়, একই সাথে বিভক্ত শঙ্কুযুক্ত রিং 1 চেপে ,
এবং টেবিলের ঘূর্ণমান অংশ 2 বেস 3 এর দিকে আকৃষ্ট হয় .
যখন হ্যান্ডেলটি ফিরিয়ে দেওয়া হয়, তখন সকেট থেকে ল্যাচটি সরানো হয়, রিংটির আঁটসাঁট করা আলগা হয় এবং টেবিলটি ঘোরানো যায়। ভাত। 41 - টেবিলের মেকানিক্যাল ক্ল্যাম্পিং ডিভাইস শরীর ফিক্সচারের মৌলিক অংশ; ক্ল্যাম্পিং ডিভাইস, মাউন্টিং এবং গাইডিং উপাদানগুলির পাশাপাশি অক্জিলিয়ারী অংশ এবং প্রক্রিয়াগুলি এতে মাউন্ট করা হয়। হাউজিং মেশিনিং এর সময় উত্পন্ন শক্তির পাশাপাশি ক্ল্যাম্পিং ফোর্সকে শোষণ করে। ডিভাইসের শরীরের একটি ন্যূনতম ভর থাকতে হবে, অনমনীয় এবং টেকসই হতে হবে। এর নকশাটি দ্রুত ইনস্টলেশন এবং ওয়ার্কপিস অপসারণের জন্য, চিপগুলি পরিষ্কার করার এবং কুল্যান্ট নিষ্কাশনের জন্য সুবিধাজনক হওয়া উচিত। আবাসন সহজ এবং সস্তা হতে হবে উত্পাদন এবং নিরাপত্তা প্রয়োজনীয়তা পূরণ করতে. চলমান এবং কাত করার যোগ্য ডিভাইসের কেসগুলি কাস্ট বা প্লাগ-ইন ছুরি দিয়ে তৈরি করা হয় যা মেশিন টেবিলের সাথে যোগাযোগের পৃষ্ঠকে সীমাবদ্ধ করে। প্ল্যাঙ্কে পাগুলির মাত্রা এবং কনফিগারেশন অবশ্যই নিশ্চিত করতে হবে যে টেবিলের টি-স্লটগুলি শরীরের যে কোনও অবস্থানে আবৃত রয়েছে। কুল্যান্টের ভাল নিষ্কাশন এবং চিপগুলি অপসারণের জন্য, আবাসন এবং অবকাশগুলিতে বাঁকযুক্ত পৃষ্ঠগুলি সরবরাহ করা হয় পৌঁছানো কঠিন জায়গা. ঢালাই লোহার শেভিংয়ের জন্য এই পৃষ্ঠগুলির প্রবণতার কোণ হল a=30...35°; তেল সহ ইস্পাত চিপগুলির জন্য a=25...50°; অ্যালুমিনিয়ামের জন্য a=40...45°। বডিটি সাধারণত বল্ট দিয়ে মেশিনের সাথে সংযুক্ত থাকে যা টেবিলের টি-স্লটে ঢোকানো হয়। সিরিয়াল প্রোডাকশনে, যেখানে একই মেশিনে পর্যায়ক্রমে বিভিন্ন অপারেশন সঞ্চালিত হয়, মেশিনে হাউজিং সংযুক্ত করার জন্য ব্যয় করা সময় ন্যূনতম হওয়া উচিত। এটি করার জন্য, হয় ট্যাক্স দিয়ে এটি ঠিক করার জন্য তাকগুলি শরীরের উপর তৈরি করা হয়, বা বোল্টগুলি ফিক্স করার জন্য ঢালাই লাগগুলি তৈরি করা হয়। সারিবদ্ধকরণ ছাড়াই মেশিন টেবিলে ফিক্সচারের দ্রুত এবং সঠিক ইনস্টলেশন সাধারণত টেবিলের টি-স্লটে ঢোকানো গাইড কী দ্বারা সরবরাহ করা হয়। কীগুলি ছোট ক্র্যাকারের আকারে তৈরি করা হয়, শরীরের নীচের সমতলে স্ক্রু করা হয়, কী সংযোগের ফাঁকের কারণে ডিভাইসের বিকৃতি কমাতে, কীগুলির মধ্যে দূরত্ব বেছে নেওয়া উচিত, সম্ভবত বড়। ডুমুর উপর. 42 টার্নিং গ্রুপের লেদগুলির স্পিন্ডেলগুলিতে কেন্দ্রীভূত এবং বেঁধে দেওয়া ফিক্সচার হাউজিংগুলির উদাহরণ দেখায়: কিন্তু -নলাকার; খ- শঙ্কুযুক্ত; ভিতরে -বাঁক ভাত। 42 - লেদ মেশিনের স্পিন্ডেলগুলিতে ফিক্সচার হাউজিংগুলির কেন্দ্রীকরণ এবং বেঁধে রাখার উদাহরণ: কিন্তু -নলাকার; খ- শঙ্কুযুক্ত; ভিতরে -বাঁক মেশিন থেকে ইনস্টলেশন এবং অপসারণের সময় গ্রিপ সহজ করার জন্য ভারী ফিক্সচারের ক্ষেত্রে আইবোল্ট দিয়ে সজ্জিত করা হয়। ডিভাইসগুলির সহজতম ক্ষেত্রে একটি আয়তক্ষেত্রাকার প্লেট। হাউজিং ফেসপ্লেট, বর্গাকার, ব্র্যান্ড, ট্রফ, ইত্যাদির আকারে হতে পারে। বিভিন্ন দিক থেকে ওয়ার্কপিস ড্রিলিং করার জন্য ফিক্সচারে, হাউজিংগুলি বক্স-আকৃতির হয়। কেসগুলি ধূসর ঢালাই লোহা SCh12-28, ইস্পাত St3 দিয়ে তৈরি, কিছু ক্ষেত্রে (উদাহরণস্বরূপ, ঘূর্ণমান ডিভাইসগুলিতে) অ্যালুমিনিয়াম অ্যালো ব্যবহার করা হয়। ডিভাইস সংস্থাগুলি ঢালাই, ঢালাই, ফোরজিং, সেইসাথে স্ক্রুগুলিতে বা একটি হস্তক্ষেপ ফিট সহ পৃথক উপাদানগুলি থেকে সমাবেশ দ্বারা তৈরি করা হয়। কাস্টিং মূলত জটিল কনফিগারেশনের ক্ষেত্রে ব্যবহৃত হয়। ঢালাইয়ের সাহায্যে, জটিল কনফিগারেশনের ক্ষেত্রেও প্রাপ্ত করা সম্ভব, সময় কমিয়ে এবং তাদের উত্পাদন খরচ হ্রাস করার সময়। শক্তিশালী পাঁজর, কোণ এবং স্কার্ফ ব্যবহার করে, অনমনীয় ঢালাই কেস পাওয়া সম্ভব। কিছু ক্ষেত্রে ঢালাই করা হুলের খরচ ঢালাইয়ের তুলনায় অর্ধেক হতে পারে এবং ওজন 40% কমে যায়। ডুমুর উপর. 43টি কাস্টের উদাহরণ দেখায় ( কিন্তু), ঢালাই ( খ), প্রিফেব্রিকেটেড ( ভিতরে) এবং নকল ( জি) একই নকশার hulls. ঢালাই করা হুলের কনফিগারেশন ঢালাইয়ের থেকে সামান্যই আলাদা, প্রিফেব্রিকেটেড এবং নকল হুলের কনফিগারেশন সবচেয়ে সহজ। 4.6 চালিত সংযুক্তি ড্রাইভ 4.6.1 মোটর চালিত ড্রাইভের উদ্দেশ্য সহায়ক সময়ের সবচেয়ে বড় অংশ সাধারণত সেট আপ, ওয়ার্কপিস ক্ল্যাম্পিং এবং মেশিনযুক্ত অংশটি বন্ধ করতে ব্যয় করা হয়, তাই মেশিনের সময় হ্রাস করার পাশাপাশি এটি অত্যন্ত গুরুত্বপূর্ণ। ডাউনটাইম হ্রাস।যান্ত্রিক, বায়ুসংক্রান্ত, জলবাহী, নিউমোহাইড্রোলিক, ইলেক্ট্রোমেকানিকাল এবং ইলেক্ট্রোম্যাগনেটিক বিভক্ত যান্ত্রিক ড্রাইভগুলি ব্যবহার করে সহায়ক সময় হ্রাস করা যেতে পারে। ম্যানুয়ালি চালিত যান্ত্রিক ড্রাইভগুলির প্রয়োগের ক্ষেত্রটি কম অর্জনযোগ্য ক্ল্যাম্পিং শক্তি দ্বারা সীমাবদ্ধ। মাল্টি-সিট ফিক্সচারে তাদের ব্যবহার জটিল এবং ভারী কাঠামো তৈরির সাথে জড়িত যা প্রয়োজন উচ্চ খরচপ্রক্রিয়াকৃত ওয়ার্কপিস ক্ল্যাম্পিং এবং রিলিজ করার সময়। মেকানিক্যাল ইঞ্জিনিয়ারিং প্ল্যান্টগুলিতে সর্বাধিক ব্যবহৃত হয় বায়ুসংক্রান্ত এবং হাইড্রোলিক ড্রাইভ সহ ডিভাইস, যা যান্ত্রিক গিয়ারগুলির মাধ্যমে একটি ধ্রুবক শক্তিতে ওয়ার্কপিসের একটি নির্ভরযোগ্য ক্ল্যাম্পিং সরবরাহ করে। 4.6.2 বায়ুসংক্রান্ত ড্রাইভ বায়ুসংক্রান্ত ড্রাইভের পরিচালনার নীতিটি হল যে কারখানার লাইন থেকে সংকুচিত বায়ু বায়ুসংক্রান্ত সিলিন্ডারের কার্যকারী গহ্বরে সরবরাহ করা হয়, পিস্টনের উপর চাপ দেয় এবং ওয়ার্কপিসটি আটকানোর জন্য প্রয়োজনীয় অনুবাদমূলক আন্দোলন সম্পাদন করে। যখন পিস্টন তার আসল অবস্থানে ফিরে আসে, তখন অংশটি ফিক্সচার থেকে মুক্তি পায়। বায়ুসংক্রান্ত সিলিন্ডারগুলি ডাবল-অভিনয় এবং একক-অভিনয়: প্রথম ক্ষেত্রে, ক্ল্যাম্পিং উপাদানের উপর কাজ করে রড সহ পিস্টনটি সংকুচিত বায়ু দ্বারা তার আসল অবস্থানে ফিরে আসে এবং দ্বিতীয়টিতে - একটি স্প্রিং দ্বারা। ডুমুর উপর. 44, কিন্তুএকটি ডবল-অ্যাক্টিং নিউমেটিক অ্যাকচুয়েটরের একটি পরিকল্পিত চিত্র দেখানো হয়েছে। ড্রাইভটি 1 সিলিন্ডার নিয়ে গঠিত ,
পিস্টন 2 ,
স্টেম 3 ,
স্যুইচিং ডিস্ট্রিবিউশন ভালভ 4 এবং এয়ার ডাক্ট 5। ড্রাইভটিতে ডিস্ট্রিবিউশন ভালভকে মেইন লাইনের সাথে সংযুক্ত করার জন্য সরঞ্জামও রয়েছে, যা নেটওয়ার্কে চাপ নিয়ন্ত্রণ ও নিয়ন্ত্রণ করতে এবং যান্ত্রিক কণা এবং আর্দ্রতা থেকে সংকুচিত বায়ু পরিষ্কার করার জন্য ডিজাইন করা হয়েছে। এই সরঞ্জামটিতে একটি চাপ কমানোর ভালভ রয়েছে যার সাথে একটি চাপ পরিমাপক, একটি ভালভ, একটি ফিল্টার, কাফ এবং সিলগুলিকে লুব্রিকেটিং করার জন্য একটি তেলরং এবং একটি বায়ু নালী রয়েছে৷ ডিস্ট্রিবিউশন ভালভ 4 হল একটি স্পুল ডিভাইস যা একটি বডি এবং একটি স্পুল নিয়ে গঠিত। ভালভ খোলার স্থানগুলি যাতে স্পুলের চরম অবস্থানে, সিলিন্ডারের গহ্বরগুলির একটি বায়ু নালীর সাথে সংযুক্ত থাকে এবং বিপরীতটি বায়ুমণ্ডলের সাথে সংযুক্ত থাকে। একটি একক-অভিনয় সিলিন্ডারের জন্য (চিত্র 44, খ) ডিস্ট্রিবিউশন ভালভের একটি ছিদ্র প্লাগ করা হয়েছে এবং বায়ুসংক্রান্ত সিলিন্ডারের অ-কার্যকর গহ্বরে অতিরিক্ত বায়ু নির্গত করার জন্য একটি গর্ত রয়েছে। এই ক্ষেত্রে, পিস্টন 6 বসন্তের মধ্যে তার আসল অবস্থানে ফিরে আসে .
ভাত। 44 - একটি দ্বি-পার্শ্বযুক্ত বায়ুসংক্রান্ত ড্রাইভের পরিকল্পিত চিত্র ( কিন্তু) এবং একতরফা ( খ) কর্ম রড দ্বারা সঞ্চারিত বল চঘর্ষণ ক্ষতি বিবেচনা না করে, তারা নিম্নলিখিত সূত্র ব্যবহার করে গণনা করা হয়: ডবল-অভিনয় বায়ুসংক্রান্ত সিলিন্ডারের জন্য
চ
=
পি
. চ
=
পি
[
পি
ডি
²/4]- রড ছাড়া সিলিন্ডারের গহ্বরের জন্য; F=p[
পি
(
ডি
²-
d
²)/4]- একটি রড সহ সিলিন্ডারের গহ্বরের জন্য; একক অভিনয় বায়ুসংক্রান্ত সিলিন্ডার জন্য. চ
=
- রড ছাড়া সিলিন্ডারের গহ্বরের জন্য; F=- একটি রড সহ সিলিন্ডারের গহ্বরের জন্য। এখানে p হল নির্দিষ্ট বায়ুচাপ; ডি-পিস্টন ব্যাস; d - রড ব্যাস; q হল স্প্রিং এর প্রতিরোধী শক্তি। সাধারণত 0.5 ... 0.6 MPa চাপে সংকুচিত বায়ু সরবরাহ করা হয় (নিম্ন চাপে সিলিন্ডার ব্যবহার করা প্রয়োজন বড় ব্যাস), যাইহোক, গণনাটি অনেকগুলি বায়ু ভোক্তাদের একযোগে অপারেশনের পাশাপাশি বায়ু নালী (নেটওয়ার্ক) এর ক্ষতিকে বিবেচনায় নেওয়া উচিত, তাই, নকশার চাপ 0.4 এমপিএ হিসাবে নেওয়া উচিত। একক-অভিনয় সিলিন্ডারে বায়ু খরচ ডাবল-অ্যাক্টিং সিলিন্ডারের তুলনায় কম। একক-অভিনয় সিলিন্ডারের ব্যবহার পিস্টনের স্ট্রোকের দৈর্ঘ্য, এর বিপরীত গতির গতি এবং রিটার্ন স্প্রিংকে সংকুচিত করার জন্য প্রয়োজনীয় পরিমাণ দ্বারা রড দ্বারা প্রেরিত বল হ্রাস দ্বারা সীমিত। বায়ুসংক্রান্ত সিলিন্ডারের অভ্যন্তরীণ ব্যাস 50, 75, 100, 150, 200, 250 এবং 300 মিমি হতে পারে; 50 মিমি-এর কম ব্যাসের সিলিন্ডারগুলি বিরল ক্ষেত্রে ব্যবহার করা হয়, উদাহরণস্বরূপ, মেশিনের অংশগুলিকে ফিক্সচারের বাইরে ঠেলে দেওয়া, ওয়ার্কপিসগুলিকে মাউন্টিং সারফেসে চাপানো ইত্যাদি। বায়ুসংক্রান্ত সিলিন্ডারের ব্যাস 300 মিমি-এর বেশি বৃদ্ধির দিকে পরিচালিত করে ড্রাইভ ডিজাইনের একটি জটিলতা এবং এর মাত্রা বৃদ্ধি, অতএব, যেখানে একটি বড় ক্ল্যাম্পিং ফোর্স প্রয়োজন, সেখানে নিউমোহাইড্রোলিক ড্রাইভ ব্যবহার করার পরামর্শ দেওয়া হয়। বায়ুসংক্রান্ত সিলিন্ডারগুলি স্থির, ঘূর্ণায়মান, দোদুল্যমান এবং ভাসমান হতে পারে। বিশেষ সিলিন্ডার ডিজাইনও পাওয়া যায়। সাধারণত সিলিন্ডারগুলি স্বাধীন ইউনিট হিসাবে তৈরি করা হয়, তবে কখনও কখনও বায়ুসংক্রান্ত সিলিন্ডারটি ডিভাইসের বডিতে (বিল্ট-ইন সিলিন্ডার) তৈরি করা হয়। প্রতিটি বায়ুসংক্রান্ত সিলিন্ডারে একটি বডি, একটি পিস্টন এবং একটি রড থাকে। সিলিন্ডারের বডিতে একটি বুশিং ইনস্টল করা হয় এবং সিলিন্ডারের প্রান্ত থেকে এক বা দুটি কভার ইনস্টল করা হয়, যা ফ্ল্যাঞ্জের সাথে কেন্দ্রীভূত হয় ভিতরের ব্যাসগুল্ম বায়ু ফুটো প্রতিরোধ করার জন্য, পিস্টন এবং কভার সিল সঙ্গে প্রদান করা হয়. একটি হাতা দিয়ে কভার এবং একটি বডি স্টাড বা বল্ট দিয়ে সংযুক্ত করা যেতে পারে যা শরীরের বাইরে থেকে পাস করা হয়। সিলিন্ডার বডি তৈরিতে, সামনের কভারের সাথে, পিছনের কভারটি স্ক্রু করা হয়। বুশিং এবং কভারগুলি ঢালাই লোহা, ইস্পাত এবং অ্যালুমিনিয়াম দিয়ে তৈরি। কভারগুলিতে, পিস্টন স্ট্রোকের সময় পিছনে বা সামনের কভার বন্ধ না হওয়া পর্যন্ত সংকুচিত বাতাসের প্রাথমিক জমার জন্য 3 মিমি গভীরতা এবং 10 মিমি ব্যাস দিয়ে খাঁজ তৈরি করা হয়। বায়ুসংক্রান্ত অ্যাকুয়েটরগুলি সাধারণত একতরফা রডের সাথে ব্যবহার করা হয়, যেমন একটি সিলিন্ডারের কভারগুলির মধ্যে দিয়ে যাওয়া একটি রড সহ। বায়ুসংক্রান্ত চেম্বারে রডের নড়াচড়া ডায়াফ্রামের বিকৃতির ফলে ঘটে। একটি ডায়াফ্রাম বায়ুসংক্রান্ত চেম্বার (চিত্র 45) হল দুটি ঢালাই বা স্ট্যাম্পযুক্ত কাপ দিয়ে তৈরি একটি বডি, যার মধ্যে একটি রাবার পপেট এবং কখনও কখনও একটি সমতল ডায়াফ্রাম ইনস্টল করা হয়। ওয়াশার 4, রড 6-এ বসানো, স্প্রিং 2 এবং 3 দ্বারা রাবার ডায়াফ্রাম 5 এর বিপরীতে চাপ দেওয়া হয়। যখন চেম্বারের বডিতে সংকুচিত বায়ু প্রবেশ করানো হয়, তখন ডায়াফ্রামটি বিকৃত হয় এবং, ওয়াশারের উপর কাজ করে, রড 6-এ চাপ স্থানান্তর করে। চেম্বারটি ডিস্ট্রিবিউশন ভালভ 7 এর মাধ্যমে এয়ার ডাক্ট 1 এর মাধ্যমে বাতাসের জন্য শুধুমাত্র একটি ইনলেট। ডিস্ট্রিবিউশন ভালভ 7 স্যুইচ করার সময়, চেম্বার থেকে বাতাস বায়ুমণ্ডলে চলে যায়, স্প্রিং 2 এবং 3 স্টেম সহ ওয়াশারকে ফিরিয়ে দেয় এবং তাই ডায়াফ্রামটি এর মূল অবস্থান। পপেট ডায়াফ্রাম (চিত্র 46) একটি চার-স্তর রাবারাইজড ফ্যাব্রিক দিয়ে তৈরি। শিল্প দ্বারা উত্পাদিত ডায়াফ্রামের প্রধান মাত্রা সারণীতে দেওয়া হয়েছে। 1. ফ্ল্যাট ডায়াফ্রামগুলি শুধুমাত্র রডের একটি ছোট স্ট্রোকের সাথে ব্যবহার করা হয়। চেম্বার ওয়াশারের ব্যাস সমান নেওয়া হয় 0.8
ডি, ওয়াশারের ব্যাসের আরও বৃদ্ধি রডের স্ট্রোক হ্রাস করে। বায়ুসংক্রান্ত চেম্বারগুলির একটি স্ট্রোক 30...35 মিমি। রডের এই জাতীয় স্ট্রোকের সাথে, বায়ুসংক্রান্ত চেম্বারগুলি, আকারের উপর নির্ভর করে, অতিরিক্ত প্রক্রিয়া ব্যবহার না করে, নিম্নলিখিত ক্ল্যাম্পিং শক্তিগুলি বিকাশ করে: ব্যাস D i, মিমি.......... 174 200 228, শক্তি চ
,
kN......... 2.5...3 3...4.5 6...6.5 সারণী 1 - ডিস্ক-আকৃতির রাবার ডায়াফ্রামের প্রধান মাত্রা, মিমি ভাত। 46 - একটি পপেট ডায়াফ্রামের পরিকল্পিত চিত্র বায়ুসংক্রান্ত চেম্বারগুলি স্থির এবং ঘূর্ণায়মান। ঘূর্ণায়মান চেম্বারগুলির ব্যবহার শুধুমাত্র ড্রাইভের ভর এবং টাকুতে ক্যান্টিলিভার লোডই কম করে না, তবে সংকুচিত বাতাসের ব্যবহারও হ্রাস করে। ডুমুর উপর. 47 ডায়াফ্রাম চেম্বার সহ একটি ঘূর্ণায়মান কার্তুজের একটি সাধারণ দৃশ্য দেখায়। ডিস্ট্রিবিউশন হাতা 1 চেম্বার 2 এর সাথে সংযুক্ত, এবং হাতা থেকে বাতাস প্রবেশের জন্য চেম্বারের নীচে একটি গর্ত ড্রিল করা হয়, যখন ফিটিং 9 এর গর্তটি প্লাগ করা হয়। চেম্বার 2 ফেসপ্লেট 3 এর সাথে রড 7 এর সাথে স্লাইডার 8 দ্বারা সংযুক্ত। ফেসপ্লেট 6 মেশিন স্পিন্ডেলের পিছনের প্রান্তে মাউন্ট করা হয়, যা একটি মধ্যবর্তী স্ট্র্যাপের মাধ্যমে বায়ুসংক্রান্ত চেম্বারের রড 4 এর সাথে সংযুক্ত থাকে। 5. যখন চেম্বারে বায়ু প্রবেশ করানো হয়, তখন বায়ুসংক্রান্ত চেম্বারের পিছনের দেয়ালে সংকুচিত বাতাসের ক্রিয়াকলাপের ফলে ওয়ার্কপিসটি আটকে দেওয়া হয়, যা পিছনের দিকে চলে যায়, থ্রাস্ট বরাবর বহন করে। একটি ঠেলাঠেলি শক্তিতে, একটি বায়ুসংক্রান্ত চেম্বার ব্যবহার করা হয়, যা মেশিনের পিছনের ফেসপ্লেটের সাথে কঠোরভাবে সংযুক্ত থাকে। চেম্বারের স্টেম সরাসরি রডের সাথে সংযুক্ত। ভাত। 47 - ডায়াফ্রাম চেম্বারের সাথে একটি ঘূর্ণায়মান কার্তুজের সাধারণ দৃশ্য ক্ল্যাম্পিং বল বাড়ানোর জন্য, সম্মিলিত ডায়াফ্রাম বায়ুসংক্রান্ত চেম্বার ব্যবহার করা হয়। এই ক্ষেত্রে, বেশ কয়েকটি ক্যামেরা ইনস্টল করা হয়েছে, যেমন চিত্রে দেখানো হয়েছে। 48. তিন-বিভাগের ঘূর্ণায়মান বায়ুসংক্রান্ত ডায়াফ্রাম চেম্বারে তিনটি স্ট্যাম্পযুক্ত চেম্বার রয়েছে যা একসঙ্গে ঢালাই করা হয়েছে, যার মধ্যে রয়েছে একটি কভার 4, একটি চেম্বার 5, একটি রাবার ডায়াফ্রাম 1 একটি ওয়াশার সহ 2, একটি সীল 7 এবং একটি হাতা 6 শ্যাফ্টে বসা। এছাড়াও, সামনের চেম্বারটি ডিস্ক 10-এ ঢালাই করা হয়, যার সাহায্যে চেম্বারটি কেন্দ্রীভূত হয় এবং ফেসপ্লেটের সাথে সংযুক্ত থাকে 8. একটি ডিস্ট্রিবিউশন স্লিভ 3 শ্যাফ্টের পিছনের প্রান্তে রাখা হয় 9. অংশটি আটকানোর জন্য, সংকুচিত বায়ু চ্যানেলের মাধ্যমে প্রবেশ করে A এবং B কে চেম্বারগুলির ডান অংশে ছিদ্র করে। ক্ল্যাম্পিং ফোর্স বৃদ্ধি ডায়াফ্রামের বিশাল মোট ক্ষেত্রফলের কারণে। অংশটি চেপে সংকুচিত বায়ু সংরক্ষণ করার জন্য, এটি তিনটি চেম্বারে নয়, কেবল গর্ত বি এর মাধ্যমে বাম দিকের চেম্বারে প্রবেশ করাই যথেষ্ট। ভাত। 48 - সংযুক্ত ডায়াফ্রাম বায়ুসংক্রান্ত চেম্বার বায়ুসংক্রান্ত সিলিন্ডার এবং চেম্বারগুলির ছোট আকারের সাথে, এবং যদি বায়ুসংক্রান্ত ডিভাইসগুলিতে ওয়ার্কপিসের জন্য বড় ক্ল্যাম্পিং বাহিনী প্রাপ্ত করার প্রয়োজন হয়, তবে পরিবর্ধক প্রক্রিয়াগুলি ব্যবহার করা হয়। অনুশীলনে, লিভার-আর্টিকুলেটেড, ওয়েজ, এককেন্দ্রিক এবং স্ক্রু অ্যামপ্লিফায়ার ব্যবহার করা হয়। সবচেয়ে সাধারণ হল লিভার-আর্টিকুলেটেড এমপ্লিফায়ার, যার সার্কিটগুলি তাদের ব্যবহারের শর্তগুলির উপর নির্ভর করে খুব আলাদা হতে পারে। 4.6.3 নিউমোহাইড্রোলিক এবং হাইড্রোলিক অ্যাকুয়েটর উত্পাদন প্রক্রিয়ার যান্ত্রিকীকরণ এবং স্বয়ংক্রিয়করণে, কিছু ক্ষেত্রে, বড় ক্ল্যাম্পিং ফোর্স ব্যবহার করা হয়। এই প্রয়োজনীয়তাগুলি হাইড্রোলিক ড্রাইভ দ্বারা সর্বোত্তমভাবে পূরণ করা হয়, যেহেতু তারা 8 MPa পর্যন্ত চাপ তৈরি করতে পারে; তাদের কাজের মাধ্যম (তেল) কার্যত অসংকোচনীয়; অতএব, এই জাতীয় ড্রাইভগুলি কেবল শক্তি প্রক্রিয়া নিয়ন্ত্রণ করতেই নয়, মেশিনের কার্যকারী সংস্থা এবং ডিভাইসের চলমান অংশগুলির সুনির্দিষ্ট নড়াচড়ার জন্যও ব্যবহার করা যেতে পারে। সিস্টেমের তেল পরিবেশটি পাওয়ার ইউনিট এবং সরঞ্জামগুলির যথাযথ তৈলাক্তকরণ নিশ্চিত করে এবং জলীয় বাষ্প ঘনীভবনের (মরিচা এবং আটকানো) ফলে বায়ুসংক্রান্ত সিস্টেমে যে সমস্যাগুলি দেখা দেয় তাও দূর করে। এছাড়া, নকশাসিস্টেমে উচ্চ চাপে হাইড্রোলিক অ্যাকুয়েটরগুলি ছোট ব্যাসের (20 ... 50 মিমি) কাজের সিলিন্ডার ব্যবহারের অনুমতি দেয়, যা বায়ুসংক্রান্ত অ্যাকুয়েটরগুলির তুলনায় তাদের কম্প্যাক্টনেস নিশ্চিত করে। নিউমোহাইড্রোলিক ড্রাইভগুলি একটি কনভার্টার নিয়ে গঠিত যা চাপ, সরঞ্জাম এবং ওয়ার্কপিসকে আটকানো হাইড্রোলিক সিলিন্ডারগুলিকে বাড়িয়ে দেয়। এই জাতীয় ড্রাইভের একটি পরিকল্পিত চিত্র চিত্রে দেখানো হয়েছে। 49. ড্রাইভ হল তেলে ভরা একটি চেম্বার। বায়ুসংক্রান্ত সিলিন্ডার রড 2, যা একটি প্লাঞ্জার জলব কাঠামো, চেম্বারে প্রবেশ করে এবং তেলকে স্থানচ্যুত করে, যার চাপ ক্ল্যাম্পিং ডিভাইসে কাজ করা ড্রাইভের কার্যকরী প্লাঞ্জার 1-এ প্রেরণ করা হয়। ভাত। 49 - নিউমোহাইড্রোলিক ড্রাইভের পরিকল্পিত চিত্র নিউমোহাইড্রোলিক প্রেসার কনভার্টারগুলি একটি সংকুচিত এয়ার নেটওয়ার্ক থেকে কাজ করে এবং অপারেশনের নীতি অনুসারে, সরাসরি এবং ক্রমিক অ্যাকশন কনভার্টারগুলিতে বিভক্ত। কনভার্টার সরাসরি কর্মবায়ুসংক্রান্ত এবং হাইড্রোলিক সিলিন্ডার সহ একটি ব্লক নিয়ে গঠিত এবং অনুক্রমিক রূপান্তরকারীতে বায়ুসংক্রান্ত এবং হাইড্রোলিক সিলিন্ডার সহ দুটি ব্লক থাকে এবং প্রথমে প্রথম ব্লক (নিম্ন চাপ) সক্রিয় করা হয়, যা ওয়ার্কপিসের প্রাথমিক ফিক্সিং প্রদান করে এবং তারপরে দ্বিতীয় ব্লক ( উচ্চ চাপ), যা চূড়ান্ত ওয়ার্কপিস ক্ল্যাম্প সম্পাদন করে। কনভার্টার ব্যবহার প্রচলিত বায়ুসংক্রান্ত ড্রাইভের তুলনায় 90...95 দ্বারা সংকুচিত বাতাসের ব্যবহার হ্রাস করে। ডুমুর উপর. পঞ্চাশ, কিন্তুসরাসরি-অভিনয় রূপান্তরকারী সহ একটি ভাইসের জন্য একটি নিউমোহাইড্রোলিক ড্রাইভের একটি সাধারণ দৃশ্য দেখায়। আপনি যখন ডিস্ট্রিবিউশন ভালভ 1 টিপুন, তখন সংকুচিত বায়ু সিলিন্ডার 2 এর গহ্বরে প্রবেশ করে, যা একটি নির্দিষ্ট ভাইস চোয়াল 8 সহ পিন 5 দ্বারা কঠোরভাবে সংযুক্ত থাকে। হাইড্রোলিক সিলিন্ডারের রড 4টি পিন 5 এর উপর স্লাইডিং মেশিন 3 এর শেষে চাপ দেয় এবং এটিকে ডান থেকে বাম দিকে নিয়ে যায়। কাচ স্ক্রু 10 দিয়ে বাদাম 7 নড়াচড়া করে এবং এটির সাথে ভিসের চলমান চোয়াল 9। বিতরণ ভালভ স্যুইচ করার সময়, বায়ু বায়ুমণ্ডলে পালিয়ে যায়, এবং গ্লাস 6 এ আবদ্ধ স্প্রিং চলমান স্পঞ্জকে সরিয়ে দেয়; অন্য দুটি স্প্রিং পিস্টনকে তাদের আসল অবস্থানে ফিরিয়ে দেয়। ভাইস স্ক্রু 10 বাঁক দ্বারা workpiece আকার সেট করা হয়. ভাত। 50 - একটি সরাসরি-অভিনয় রূপান্তরকারী (a) সহ একটি ভাইস এবং একটি কনভার্টার সহ একটি ভাইসের জন্য নিউমোহাইড্রোলিক ড্রাইভের সাধারণ দৃশ্য অনুক্রমিক ক্রিয়া (খ) ডুমুর উপর. পঞ্চাশ, খএকটি অনুক্রমিক রূপান্তরকারী সহ একটি ভাইসের জন্য একটি নিউমোহাইড্রোলিক ড্রাইভের একটি সাধারণ দৃশ্য দেখায়। এই ডিজাইনে, ভাইস চোয়াল 2 স্থির করা হয়েছে, এবং চোয়াল 3 হাইড্রোলিক সিলিন্ডারের পিস্টন রড 4 দ্বারা সরানো হয়েছে। ফোর-ওয়ে ডিস্ট্রিবিউশন ভালভ 11 থেকে, কম চাপের সিলিন্ডারের গহ্বর A-তে ফিটিং 9 এর মাধ্যমে সংকুচিত বায়ু সরবরাহ করা হয় এবং পিস্টন 5 কে ডানদিকে নিয়ে যায়। পিস্টনের চাপে, রেডিয়াল ছিদ্র G এর মাধ্যমে গহ্বর C থেকে তেল ডি গহ্বরে প্রবেশ করে এবং স্পঞ্জ 3 এর সাথে পিস্টন 4 কে একত্রিত করে, ভিসে ইনস্টল করা ওয়ার্কপিসের প্রাথমিক ক্ল্যাম্পিং করে। যখন ভালভটি চালু করা হয়, তখন ফিটিং 8 এর মাধ্যমে বাতাস B গহ্বরে সরবরাহ করা হয়। যখন উচ্চ-চাপ সিলিন্ডারের প্লাঞ্জার 7 সহ পিস্টন 6 বাম দিকে চলে যায়, তখন গর্ত D ওভারল্যাপ হয়, গহ্বর D-এ চাপ বৃদ্ধি পায় এবং ওয়ার্কপিসটি অবশেষে 7.5 kN শক্তি দিয়ে আটকানো হয়। প্রক্রিয়াকৃত ওয়ার্কপিস অপসারণ করার জন্য, প্রথমে ভালভ পরিবর্তন করে গহ্বর A-তে সংকুচিত বায়ু সরবরাহ করা হয়, যার ফলে পিস্টন 5 এবং 6, সেইসাথে হাইড্রোলিক সিলিন্ডারের পিস্টন 4 স্পঞ্জ 3 এর সাথে তাদের আসল অবস্থানে ফিরে আসে এবং তারপরে গহ্বর Eতে। , যেখান থেকে বাতাস ফিটিং 10 এর মাধ্যমে সিস্টেমে ফিরে আসে। স্ক্রু 1 ঘুরিয়ে ডিভাইসটি আকারে সেট করা হয়েছে। হাইড্রোলিক ড্রাইভ হল একটি স্বতন্ত্র হাইড্রোলিক ইউনিট যা একটি বৈদ্যুতিক মোটর, একটি পাম্প, একটি তেল জলাধার, সেইসাথে নিয়ন্ত্রণ এবং নিয়ন্ত্রণ সরঞ্জাম নিয়ে গঠিত। এই ইনস্টলেশন, ক্ষমতার উপর নির্ভর করে, একটি মেশিন, মেশিনের একটি গ্রুপ বা একটি সম্পূর্ণ এলাকা পরিবেশন করতে পারে। ডুমুর উপর. 51 lathes এবং turrets উপর workpieces clamping জন্য একটি জলবাহী সিলিন্ডারের একটি অংশ দেখায়. হাইড্রোলিক সিলিন্ডারে একটি স্টেটর (বডি) থাকে যার উপর একটি স্টপ 2 স্থির থাকে, 7 এবং 10 জুড়ে থাকে এবং একটি একক-ব্লেড রটার 3 একটি ব্লেড 4 সহ, ইনস্টল করা হয় এবং নাট 9-এ দুটি কী দিয়ে সুরক্ষিত থাকে। বাদামটি, মাউন্ট করা হয়। দুটি রোলার বিয়ারিং 13-এর স্টেটরটি স্ক্রু 11 এর সাথে সংযুক্ত, যার মধ্যে একটি টিউব 12 স্ক্রু করা হয়, কার্টিজের সাথে হাইড্রোলিক সিলিন্ডারকে সংযুক্ত করে। ভাত। 51 - ওয়ার্কপিস ক্ল্যাম্প করার জন্য হাইড্রোলিক সিলিন্ডারের বিভাগ lathes এবং turrets যখন স্টেটর 1 এর বাম বা ডান গহ্বরে তেল সরবরাহ করা হয়, তখন ব্লেড 4 সহ রটার 3টি স্টপ 2-এ ঘুরতে থাকে এবং নাট 9 ঘোরায়, যার ফলে স্ক্রু 11 টি টিউব 12 এর সাথে সরানো হয়; স্টেটরের কভার 10 এর স্লটেড গর্তে স্ক্রু স্লাইড করে। রিসিভিং স্লিভ 5-এ রাবারের পায়ের পাতার মোজাবিশেষের মাধ্যমে তেল সরবরাহ করা হয়, রোলার 6-এ মাউন্ট করা দুটি বল বিয়ারিং-এ মাউন্ট করা হয়। রোলারটি স্টেটর কভার 7-এ চাপা হয় এবং স্টেটরের বাম বা ডান গহ্বরে তেল সরবরাহ করার জন্য চ্যানেল রয়েছে। যেহেতু রিসিভিং স্লিভ 5 ঘোরে না, তারপর রোলার 6 এর সাথে এর ইন্টারফেসে, যা সিলিন্ডারের সাথে একসাথে ঘোরে, কিছু ন্যূনতম তেল ফুটো করার জন্য ডিজাইন করা একটি ফাঁক দিয়ে একটি ফিট দেওয়া হয়। সমস্ত রোলিং বিয়ারিং তেল ফুটো হওয়ার কারণে লুব্রিকেটেড হয়, যা কাপলিং 5 এর সাথে সংযুক্ত কেসিং 8 এ জমা হয় এবং তেল পাইপলাইনের মাধ্যমে হাইড্রোলিক ইউনিটের ট্যাঙ্কে ছেড়ে দেওয়া হয়। তেল বিতরণকারীতে স্লাইডিং পৃষ্ঠগুলি ঘষার অনুপস্থিতি উচ্চ টাকু গতিতে প্রক্রিয়াকরণের অনুমতি দেয়। একটি বৈদ্যুতিক মোটর এবং একটি পাম্প সহ হাইড্রোলিক ইউনিটটি কেবল তখনই চালু হয় যখন মেশিনটি বন্ধ করা হয় এবং স্ক্রু জোড়ার স্ব-ব্রেকিংয়ের কারণে প্রক্রিয়াকরণের সময় চাকের চোয়ালে তৈরি ক্ল্যাম্পিং বল বজায় থাকে (অংশ 9 এবং 11) ) মেশিন এবং পাম্পের বৈদ্যুতিক মোটরগুলির একযোগে সক্রিয়করণ রোধ করতে, একটি বৈদ্যুতিক ইন্টারলক সরবরাহ করা হয়। মেশিন টুলে ব্যবহৃত হাইড্রোলিক সিলিন্ডার স্বাভাবিক করা হয়। এগুলিকে ডিভাইসের ডিজাইনে তৈরি সিলিন্ডারে এবং একত্রিত সিলিন্ডারে বিভক্ত করা হয়েছে। প্রথম গ্রুপের সিলিন্ডারগুলি, ফিক্সচার বডিতে তাদের সংযুক্তির পদ্ধতির উপর নির্ভর করে, পাঁচ প্রকারে বিভক্ত: থ্রেড বন্ধন, ফুট-মাউন্ট করা, সুইভেল-মাউন্ট করা (অসিলেটিং সিলিন্ডার), পিছনে এবং সামনের ফ্ল্যাঞ্জ মাউন্ট করা। প্রতিটি ধরণের সিলিন্ডার একটি রিটার্ন স্প্রিং সহ ডাবল-অভিনয় এবং একক-অভিনয় উভয়ই তৈরি করা হয়। 4.7 সর্বজনীন সমাবেশ এবং সেটিং ডিভাইস মেশিন এবং মেকানিজমের ডিজাইনের নিবিড় বিকাশের সাথে, আধুনিক যান্ত্রিক প্রকৌশলে একটি কার্যকর সিসিআই বাস্তবায়নের প্রধান নির্দেশাবলী হল শর্তাবলী হ্রাস এবং সরঞ্জামের ফ্যাক্টর বৃদ্ধি। এই সমস্যাগুলির সমাধানটি মূলত ফিক্সচারের অংশ এবং সমাবেশ ইউনিটগুলির প্রমিতকরণ, সেইসাথে সর্বজনীনভাবে বিপরীতমুখী ফিক্সচারগুলির একটি সিস্টেমের ব্যবহার দ্বারা সহজতর হয়: সর্বজনীন প্রিফেব্রিকেটেড (ইউএসপি) এবং সর্বজনীনভাবে সামঞ্জস্য করা (ইউএনপি), প্রাথমিক সেটের সমন্বয়ে গঠিত। অংশ যা আপনাকে বিভিন্ন কাজের জন্য ফিক্সচার একত্রিত করতে দেয়। ফিক্সচারের প্রমিতকরণ তাদের সাধারণ কাঠামোগত এবং মাত্রিক উপাদানগুলির (আকারের পরিসীমা, সামগ্রিক এবং সংযোগকারী মাত্রা, থ্রেড, ফাস্টেনার, কী সংযোগ), ফিট এবং সহনশীলতা, ইনস্টলেশন এবং ক্ল্যাম্পিং উপাদান, হাউজিং, সহায়ক প্রক্রিয়া (বিভাজন, ঘূর্ণমান) একীকরণের জন্য প্রদান করে। . প্রমিত অংশ এবং ডিভাইসগুলির সমাবেশ ইউনিটগুলির ব্যবহার তাদের পরিসর হ্রাস করে, তাদের উত্পাদন খরচ হ্রাস করে এবং নতুন ডিভাইসগুলি একত্রিত করার সময় পুনরায় ব্যবহারের সংখ্যা বৃদ্ধি করে। বর্তমানে, ফিক্সচারের নকশা এবং উত্পাদনের জন্য 70% এর বেশি প্রমিত অংশ ব্যবহার করা হয়। যন্ত্রাংশ এবং সমাবেশগুলির প্রমিতকরণের ফলে সঙ্কুচিত ডিভাইসগুলির জন্য ডিজাইন তৈরি করা হয়েছিল। আমাদের দেশে এবং বিদেশে, কোলাপসিবল ডিভাইসের বেশ কয়েকটি সিস্টেম পরিচিত; তাদের সবকটি একটি সাধারণ বৈশিষ্ট্য দ্বারা চিহ্নিত করা হয়েছে: প্রমিত অংশ এবং সমাবেশ ইউনিটগুলির একটি সেট আপনাকে উল্লেখযোগ্য যান্ত্রিক পুনর্ব্যবহার ছাড়াই এবং অল্প সংখ্যক বিশেষভাবে তৈরি করা অংশগুলির সাথে, অস্থায়ী, সহজে একত্রিত করা এবং ফিক্সচার লেআউটগুলি বিচ্ছিন্ন করার অনুমতি দেয়। প্রমিত অংশগুলির সেট (চিত্র 52) প্লেট এবং ফেসপ্লেট, সমর্থন, প্রিজম, স্কোয়ার, স্ট্রিপ, বুশিং, ক্ল্যাম্প ইত্যাদি অন্তর্ভুক্ত করে। শিল্প দ্বারা উত্পাদিত ইউএসপি কিট তিন ধরনের নিম্নলিখিত আছে স্পেসিফিকেশন: খাঁজযুক্ত 8 মিমি খাঁজযুক্ত 12 মিমি খাঁজযুক্ত 16 মিমি USP-8 USP-12 USP-16 অংশ এবং সমাবেশ সংখ্যা একটি সেটে ইউনিট, পিসি………………. 4100 2400 4200 বিল্ডের গড় সংখ্যা এক সেট থেকে একত্রিত, পিসি।: একই সাথে ……………… ……… 30 20 20 এক বছরে ……………………… 1800 1400 900 এক সেটের জন্য গড় সমাবেশ সময়, ঘন্টা 2 3 4 প্রক্রিয়াকৃত সর্বোচ্চ ওজন যন্ত্রাংশ, কেজি ……………………………… 5 60 3000 সেটের সার্ভিস লাইফ, বছর………. 1 2... 15 12... 15 12... 15 সর্বোচ্চ মাত্রা workpieces বা সমাবেশ ইউনিট, মিমি.............. সর্বাধিক প্রক্রিয়াকরণ ব্যাস যন্ত্রাংশ, মিমি... ……………… 12 38 70 প্রধান ফিক্সিং বোল্ট। ………… M8 M12 M16 ফিক্সচারে মেশিনিং নির্ভুলতা 7 ম গ্রেড 7 ম গ্রেড 7 ম গ্রেড থেকে গড় অর্থনৈতিক প্রভাব এক সমাবেশ অপারেশন, ঘষা. .......... 15 25 60 স্ট্যান্ডার্ডাইজড বিনিময়যোগ্য অংশ এবং ইউএসপি সমাবেশ ইউনিট কী, স্টাড এবং টি-হেড বোল্ট ব্যবহার করে একত্রিত হয়। প্রধান ইউএসপি অংশগুলি (মৌলিক এবং সমর্থনকারী) কাজের পৃষ্ঠে কীড টি-স্লটগুলির একটি আয়তক্ষেত্রাকার বা রেডিয়াল গ্রিড রয়েছে যার সমান্তরালতা থেকে অনুমতিযোগ্য বিচ্যুতি এবং প্রতি 200 মিমি দৈর্ঘ্যের 0.01 মিমি এর বেশি লম্ব নয়। খাঁজ এবং ডোয়েলগুলি আপনাকে একে অপরের সাথে সম্পর্কিত যে কোনও অবস্থানে কিটের বিভিন্ন অংশগুলিকে সঠিকভাবে প্রকাশ করতে দেয়। সবচেয়ে গুরুত্বপূর্ণ সংযোগগুলি খাঁজগুলিতে স্থাপন করা চারটি ডোয়েলের সাহায্যে তৈরি করা হয়। ইউএসপি অংশ উচ্চ পরিধান প্রতিরোধের আছে. সাধারণত শুধুমাত্র ফাস্টেনার ব্যর্থ হয়, যার প্রতিস্থাপন সামান্য খরচের কারণ হয়। ইউএসপি অংশ এবং সমাবেশ ইউনিট থেকে ফিক্সচারের সমাবেশ শুধুমাত্র বিরল ক্ষেত্রে (বিশেষ করে জটিল লেআউট সহ) অঙ্কন অনুযায়ী করা হয় সাধারণ দৃষ্টিকোণরেফারেন্স প্লেনগুলির মধ্যে প্রধান মৌলিক মাত্রা নির্দেশ করে ফিক্সচার। একটি নিয়ম হিসাবে, ইউএসপি লেআউটগুলি প্রক্রিয়া ফ্লো চার্ট বা অংশের রেফারেন্সের ডেটার উপর ভিত্তি করে ফিটার দ্বারা তৈরি করা হয়। গড় জটিলতার একটি ফিক্সচার একত্রিত করতে 1...3 ঘন্টা সময় লাগে। অনুশীলনের মাধ্যমে এটি প্রতিষ্ঠিত হয়েছে যে একজন অ্যাসেম্বলার প্রতি শিফটে 4...5টি ফিক্সচার ডিসসেম্বল এবং অ্যাসেম্বল করতে পারে। ডুমুর উপর. 53 ড্রিলিং অপারেশনের জন্য ইউএসপি-এর ইনস্টলেশন ডায়াগ্রাম দেখায় (1-বেস প্লেট; 2-সমর্থন উপাদান; 8-গাইড সমর্থন; 4 - কন্ডাক্টর স্ট্রিপ; 5 - বাদাম; 6 - পরিবর্তনযোগ্য কন্ডাক্টর বুশিং; 7 - অপসারণযোগ্য কী; 8 - বোল্ট ; 9 - সমর্থন বার; 10 - মাউন্টিং পিন; 11 - দ্রুত-মুক্তি ওয়াশার)। ভাত। 53 - ড্রিলিং জন্য মাউন্ট ডায়াগ্রাম USP ইউএসপি সিস্টেমের যৌক্তিক বাস্তবায়ন ডিজাইনিং এবং ম্যানুফ্যাকচারিং টুলিংয়ের সময় এবং শ্রমের তীব্রতা উল্লেখযোগ্যভাবে হ্রাস করে, টুলিং ডিজাইনে অঙ্কন এবং নকশা কাজের পরিমাণ হ্রাস করে এবং ধাতু সংরক্ষণ করে। ইউএসপি সিস্টেমটি প্রমিত অংশ এবং সমাবেশ ইউনিটগুলির একটি ধ্রুবক সঞ্চালনের ধারণার উপর ভিত্তি করে। একত্রিত এবং অস্থায়ীভাবে অব্যবহৃত বিন্যাসে অংশগুলির দীর্ঘমেয়াদী "মৃত্যু" অগ্রহণযোগ্য, কারণ এটি ইউএসপি যন্ত্রাংশের একটি ব্যয়বহুল সেটের পরিমাণ বৃদ্ধির প্রয়োজন করে। পণ্যগুলির একটি ব্যাচ প্রক্রিয়াকরণের পরে লেআউটগুলিকে অবশ্যই আলাদা করতে হবে এবং অন্যান্য ফিক্সচারগুলি একত্রিত করতে ব্যবহৃত অংশ এবং সমাবেশ ইউনিটগুলি। ইউএসপি-এর অসুবিধাগুলির মধ্যে রয়েছে কম অনমনীয়তার কারণে একটি বড় সংখ্যাজয়েন্টগুলোতে ইউনিভার্সাল অ্যাডজাস্টমেন্ট ডিভাইস (UNP) সিস্টেম অ্যাসেম্বলি ইউনিটের একত্রিতকরণ বা মৌলিক ডিভাইসের পৃথক উপাদানগুলির প্রতিস্থাপন এবং সমন্বয় (সামঞ্জস্য) এর উপর ভিত্তি করে। উভয় ক্ষেত্রেই, প্রত্যাবর্তনশীলতার নীতি প্রয়োগ করা হয়, অর্থাৎ, বিভিন্ন ক্রিয়াকলাপ সঞ্চালন এবং বিভিন্ন অংশ প্রক্রিয়াকরণের জন্য একই ডিভাইস ব্যবহার করার সম্ভাবনা। ছোট অংশগুলি প্রক্রিয়া করার সময়, প্রতিস্থাপনযোগ্য ক্যাসেটগুলি ব্যবহার করা হয়, যা একটি নির্দিষ্ট আকারের অংশগুলি ইনস্টল করার জন্য ডিজাইন করা হয়েছে। ক্যাসেট প্রতিস্থাপন করে ইউএনপি রিচার্জ করা হয়। ফিক্সচারটি মেশিন থেকে সরিয়ে না দিয়ে দ্রুত পরিবর্তন করা হয় মাউন্টিং এবং ক্ল্যাম্পিং ডিভাইসগুলি প্রতিস্থাপন করেও। সুতরাং, একটি মেশিন ভাইস চোয়াল পরিবর্তন করে বিভিন্ন ওয়ার্কপিস সুরক্ষিত করার জন্য পুনরায় কনফিগার করা যেতে পারে, এবং চোয়াল পরিবর্তন করে চকগুলি পরিবর্তন করা যেতে পারে। উদাহরণ হিসাবে, ডুমুরে। 54 একটি বায়ুসংক্রান্ত ক্ল্যাম্প সহ একটি সর্বজনীনভাবে সামঞ্জস্যযোগ্য পোর্টাল-টাইপ কন্ডাক্টর দেখায়। UNP-এর আরও উন্নয়ন হল গ্রুপ পদ্ধতি অনুসারে প্রক্রিয়াকরণের সময় একাধিক ওয়ার্কপিস একযোগে ইনস্টল করার জন্য সম্মিলিত সর্বজনীন সেটিং ডিভাইস। সম্মিলিত ইউএনপি ব্যবহার সরঞ্জাম অপারেটিং টাইম ফান্ডের আরও ভাল ব্যবহার এবং প্রক্রিয়াকরণের ব্যয় হ্রাস করে। ইউএনপি সিস্টেমে, মৌলিক ফিক্সচারগুলি প্রমিত করা হয় এবং প্রতিস্থাপনযোগ্য উপাদানগুলি (সেটআপ) ওয়ার্কপিসগুলির কনফিগারেশন অনুসারে তৈরি করা হয়। প্রতিটি ধরনের যন্ত্রের জন্য, মৌলিক ফিক্সচারের হাউজিং ইউনিটের বেশ কয়েকটি মানসম্মত নকশা রয়েছে। তাদের সব আছে আসনবিনিময়যোগ্য সেটিংস ইনস্টল করতে। প্রতিটি বেস ফিক্সচার, ক্রমানুসারে প্রতিস্থাপনযোগ্য সামঞ্জস্যের সাথে যা খালি স্থানগুলি ইনস্টল করতে পরিবেশন করে, একটি UNP-এর পরিবর্তনের একটি গ্রুপ গঠন করে। বেশিরভাগ মৌলিক ফিক্সচারের বেশ কয়েকটি মানক মাপ রয়েছে যা ডিজাইন পরিসীমা তৈরি করে। প্রতিটি মান মাপ তাদের মাত্রিক পরামিতি জন্য উপযুক্ত workpieces প্রক্রিয়া করার জন্য ডিজাইন করা হয়েছে. এই মানক আকারের নকশা পরিসীমা আপনাকে বিভিন্ন কনফিগারেশনের ওয়ার্কপিসগুলিকে ঠিক করতে এবং প্রক্রিয়া করতে দেয়, একটি প্রযুক্তিগত গোষ্ঠীতে শ্রেণীবদ্ধ। এইভাবে, SNP-এর ব্যবহার সাংগঠনিকভাবে মেশিনযুক্ত অংশগুলির টাইপিং এবং মানক প্রযুক্তিগত প্রক্রিয়াগুলির প্রবর্তনের সাথে যুক্ত। যদি একটি মেশিনের সাথে বেশ কয়েকটি মৌলিক ডিভাইস সংযুক্ত থাকে তবে সেগুলি মেশিনে আলাদাভাবে ইনস্টল করা পাওয়ার ড্রাইভের সাথে একত্রিত হয়। একটি পাওয়ার ড্রাইভ সহ একটি মৌলিক ডিভাইসের একত্রীকরণ অর্থপূর্ণ নয়। এই ক্ষেত্রে, একটি ওয়ান-টাইম ডিভাইসের বডিতে স্ট্যান্ডার্ডাইজড পাওয়ার অ্যাসেম্বলি ইউনিটগুলি এম্বেড করা আরও সমীচীন, তারপরে শুধুমাত্র মূল্যবান সামঞ্জস্যগুলি একত্রিত থাকবে। সুবিধা ডিজাইনের 5 বুনিয়াদি ফিক্সচারের নকশার জন্য প্রাথমিক তথ্য হল: ওয়ার্কপিসের কার্যকরী অঙ্কন এবং সমাপ্ত অংশ এবং স্পেসিফিকেশনএর গ্রহণযোগ্যতা; পূর্ববর্তী এবং চলমান ক্রিয়াকলাপগুলির জন্য ওয়ার্কপিসের অপারেশনাল স্কেচ (যদি ফিক্সচারটি একটি মধ্যবর্তী অপারেশনের জন্য ডিজাইন করা হয়); একটি প্রদত্ত ওয়ার্কপিস প্রক্রিয়াকরণের জন্য প্রযুক্তিগত প্রক্রিয়ার একটি মানচিত্র (বা বিবরণ), অপারেশনের ক্রম এবং বিষয়বস্তু, গৃহীত বেসিং, ব্যবহৃত সরঞ্জাম এবং সরঞ্জাম, কাটিং মোড, সেইসাথে বরাদ্দের সাথে পিস টাইমের ডিজাইনের আদর্শ নির্দেশ করে। ওয়ার্কপিস ইনস্টল, ফিক্সিং এবং অপসারণের জন্য সহায়ক সময়; মেশিন টুল ফিক্সচারের পার্টস এবং অ্যাসেম্বলির জন্য GOST এবং নরমাল, সেইসাথে নরমালাইজড ফিক্সচার ডিজাইনের অ্যালবাম। ডিজাইন করার সময়, ফিক্সচারের মাউন্টিং উপাদানগুলির নকশা এবং মাত্রা নির্বাচন করা হয়, প্রয়োজনীয় ক্ল্যাম্পিং বল নির্ধারণ করা হয় এবং ক্ল্যাম্পিং ডিভাইসের স্কিম এবং মাত্রা নির্দিষ্ট করা হয়; গাইড উপাদানগুলির মাত্রা নির্ধারণ করুন, তারপর ডিভাইসের সামগ্রিক বিন্যাস তৈরি করুন, অংশগুলির মাত্রা এবং সমাবেশের জন্য নির্দিষ্টকরণের জন্য সহনশীলতা সেট করুন। ফিক্সচারের নকশাটি অংশটি উত্পাদন করার জন্য প্রযুক্তিগত প্রক্রিয়ার বিকাশের সাথে যুক্ত হওয়া উচিত, যেহেতু প্রক্রিয়াটির বিকাশের সময়, প্রযুক্তিগত ভিত্তিগুলি নির্বাচন করা হয়, একটি প্রক্রিয়াকরণ রুট প্রতিষ্ঠিত হয় যা তাদের জন্য মধ্যবর্তী মাত্রা এবং সহনশীলতা নির্দেশ করে, প্রযুক্তিগত বিষয়বস্তু। ক্রিয়াকলাপগুলি স্পষ্ট করা হয়, এবং প্রক্রিয়াকরণ স্কেচগুলি তৈরি করা হয় যা ওয়ার্কপিসের ইনস্টলেশন এবং ফিক্সিং সম্পর্কে ধারণা দেয়, কাটার শর্তগুলি সেট করে, উপাদানগুলির দ্বারা অপারেশনের জন্য টুকরা সময় নির্ধারণ করে, কাটিয়া সরঞ্জাম নির্বাচন করে, পাশাপাশি টাইপ এবং মডেল নির্বাচন করে। মেশিনের এছাড়াও, ফিক্সচারের ইনস্টলেশনের সাথে যুক্ত মেশিনের প্রধান মাত্রাগুলি জানা প্রয়োজন (টেবিলের মাত্রা, মাত্রা এবং টি-স্লটগুলির অবস্থান, টেবিল থেকে স্পিন্ডেলের ক্ষুদ্রতম দূরত্ব, স্পিন্ডেল টেপারের আকার, ইত্যাদি), এবং মেশিনের সাধারণ অবস্থা। ফিক্সচারের নকশাটিও রিলিজ প্রোগ্রামের উপর নির্ভর করে বেছে নেওয়া হয়। ডিজাইন করার সময়, ইনস্টলেশন স্কিমটি প্রথমে নির্দিষ্ট করা হয়। বেস পৃষ্ঠের গৃহীত বেসিং, নির্ভুলতা এবং রুক্ষতা জেনে, মাউন্টিং উপাদানগুলির ধরন এবং আকার, তাদের সংখ্যা এবং আপেক্ষিক অবস্থান নির্ধারণ করুন। প্রদত্ত প্রসেসিং মোড অনুসারে কাটিং ফোর্স নির্ধারণ করার পরে, ক্ল্যাম্পিং ফোর্সের প্রয়োগের স্থান সেট করা হয় এবং তাদের মান নির্ধারণ করা হয়। ওয়ার্কপিস ফিক্সিং এবং অপসারণের জন্য অনুমান করা সময়ের উপর ভিত্তি করে, ফিক্সচারের ধরন (একক এবং মাল্টি-প্লেস), ওয়ার্কপিসের কনফিগারেশন এবং নির্ভুলতা, সেইসাথে ক্ল্যাম্পিং ফোর্সের মানগুলির উপর ভিত্তি করে, ক্ল্যাম্পিং ডিভাইসের ধরন নির্বাচিত এবং এর প্রধান মাত্রা নির্ধারণ করা হয়। একই সময়ে, কাটিং টুলের অবস্থান নিয়ন্ত্রণের জন্য গাইড উপাদান এবং উপাদানগুলির ধরন এবং আকার সেট করা হয়। তারপরে প্রয়োজনীয় অক্জিলিয়ারী ডিভাইসগুলি নির্বাচন করা হয় এবং তাদের নকশা এবং মাত্রাগুলি ওয়ার্কপিসের ভর এবং প্রয়োজনীয় প্রক্রিয়াকরণের নির্ভুলতার উপর ভিত্তি করে সেট করা হয়। এই উপাদানগুলির নকশা এবং মাত্রা নির্বাচন করার সময়, স্বাভাবিক এবং মান ব্যবহার করা হয়। ফিক্সচারের একটি সাধারণ দৃশ্যের বিকাশ শীটে ওয়ার্কপিসের কনট্যুর আঁকার সাথে শুরু হয়। ফিক্সচার স্কিমের জটিলতার উপর নির্ভর করে, ওয়ার্কপিসের বিভিন্ন অনুমান আঁকা হয়। ওয়ার্কপিসটিকে পাতলা বা ড্যাশ-ডটেড লাইন দিয়ে দেখানোর পরামর্শ দেওয়া হয় যাতে এটি ফিক্সচার অঙ্কনের উপর দাঁড়িয়ে থাকে। এর পরে, ফিক্সচারের পৃথক উপাদানগুলি ওয়ার্কপিসের কনট্যুরগুলির চারপাশে আঁকা হয়। প্রথমে - মাউন্টিং উপাদানগুলি (সমর্থন করে), তারপরে - ক্ল্যাম্পিং ডিভাইস, টুল গাইড এবং অক্জিলিয়ারী ডিভাইস এবং অবশেষে ফিক্সচার বডির কনট্যুরগুলি নির্ধারণ করে। নির্ভুলতা অনুযায়ী, ফিক্সচার উপাদানের মাত্রা তিনটি গ্রুপে বিভক্ত করা যেতে পারে। প্রথম গোষ্ঠীতে সেই সঙ্গীদের মাত্রা অন্তর্ভুক্ত রয়েছে যার উপর সঞ্চালিত প্রক্রিয়াকরণের নির্ভুলতা নির্ভর করে, উদাহরণস্বরূপ, কন্ডাক্টর বুশিংয়ের অক্ষগুলির মধ্যে দূরত্ব। এই মাত্রার সঠিকতা ওয়ার্কপিসে ড্রিল করা গর্তগুলির অক্ষগুলির মধ্যে দূরত্বকে প্রভাবিত করে। প্রথম গ্রুপটি সেটিং উপাদানগুলির মাত্রাগুলিও অন্তর্ভুক্ত করে: ফিক্সচারে ওয়ার্কপিসের অবস্থান তাদের বাস্তবায়নের নির্ভুলতার উপর নির্ভর করে। দ্বিতীয় গোষ্ঠীতে সেই ত্রুটিগুলির উপর সেই ইন্টারফেসের মাত্রাগুলি অন্তর্ভুক্ত রয়েছে যার প্রক্রিয়াকরণের নির্ভুলতা নির্ভর করে না, উদাহরণস্বরূপ, ক্ল্যাম্পিং ডিভাইস, ইজেক্টর এবং অন্যান্য সহায়ক প্রক্রিয়াগুলির ইন্টারফেসের মাত্রা। তৃতীয় গোষ্ঠীতে প্রক্রিয়াকৃত এবং কালো পৃষ্ঠের মুক্ত মাত্রা অন্তর্ভুক্ত রয়েছে। প্রথম গ্রুপের মাত্রার জন্য সহনশীলতা 2 ... প্রক্রিয়াকরণের সময় রক্ষণাবেক্ষণ করা ওয়ার্কপিসের মাত্রার জন্য সহনশীলতার চেয়ে 3 গুণ কম। দ্বিতীয় গ্রুপের মাত্রার জন্য সহনশীলতা ইন্টারফেসের প্রকৃতি এবং কাজের অবস্থার উপর নির্ভর করে বরাদ্দ করা হয়। ডিজাইন করার সময়, এই ফিক্সচারে প্রক্রিয়াকরণের সময় প্রাপ্ত নির্ভুলতা পরীক্ষা করা হয়, ক্ল্যাম্পিং ফোর্স এবং ফিক্সচার তৈরির অর্থনৈতিক সম্ভাব্যতা গণনা করা হয়। সঠিকতা পরীক্ষা সূত্র অনুযায়ী করা হয় কোথায় d
শিশুদের- অংশের প্রক্রিয়াকৃত আকারের জন্য সহনশীলতা; d
ইত্যাদি
=
d
শিশুদের
/3
- ডিভাইসের উপযুক্ত আকারের জন্য সহনশীলতা; ডি
arr- প্রক্রিয়াকরণের গড় অর্থনৈতিক নির্ভুলতা (পরীক্ষামূলক বা রেফারেন্স ডেটা দ্বারা নির্ধারিত); e
এ- ইনস্টলেশন ত্রুটি (ওয়ার্কপিসের বেসিং সম্পর্কিত গণনায়, ফিক্সচারে ওয়ার্কপিসের অবস্থানের সাথে সম্পর্কিত স্কিম অনুসারে গণনা করা হয়)। ক্ল্যাম্পিং ফোর্স ফিক্সচার ডায়াগ্রাম অনুযায়ী গণনা করা হয়। গণনার উদাহরণ 4.2.2 এ আলোচনা করা হয়েছে। ডিভাইসের কার্যকারিতা নির্ধারণ করতে, তারা সাধারণত একটি প্রদত্ত অপারেশনের জন্য তাদের বিভিন্ন নকশা বিকল্পের তুলনা করে। কাটিং টুলের জন্য একই খরচ অনুমান করে, মেশিন এবং বিদ্যুতের অবচয়, এই বিকল্পগুলি বাস্তবায়নে, প্রক্রিয়াকরণের খরচের উপাদানগুলি, ডিভাইসের নকশার উপর নির্ভর করে, নির্ধারণ করা হয় এবং তুলনা করা হয়, রুবেলে খরচ C হতে পারে। নিম্নলিখিত সূত্র দ্বারা নির্ধারিত হবে: কোথায় 3 পিসি- একটি মেশিন অপারেটরের বেতন, একটি অংশের সাথে সম্পর্কিত, UAH; H গ- দোকান খরচ,%; ডব্লিউ পিআর- ফিক্সচার উত্পাদন খরচ, UAH.; পৃ- অংশ, টুকরা উত্পাদন জন্য বার্ষিক প্রোগ্রাম; আর পিআর- ডিভাইস ব্যবহারের সাথে যুক্ত খরচ (মেরামত, রক্ষণাবেক্ষণ, সমন্বয়),%; একটি জনসংযোগ- ডিভাইসের অবচয় সময়কাল, বছর। নির্ধারণের জন্য 3 পিসিআপনাকে এই অপারেশনের ইউনিট সময় জানতে হবে টি পিসিএবং শ্রমিকের বেতনের মিনিটের হার 3 ম
: 3 পিসি
\u003d টি পিসি +3 টেবিল চামচ। যাইহোক, ফিক্সচারের উত্পাদন ব্যয়ের সঠিক মানগুলি কার্যকারী অঙ্কন আঁকার পরে এবং ফিক্সচার উত্পাদনের জন্য প্রযুক্তিগত প্রক্রিয়াগুলি বিকাশ করার পরেই ব্যয়ের ভিত্তিতে নির্ধারণ করা যেতে পারে। অতএব, আপনি ফিক্সচার উত্পাদন খরচ নির্ধারণের জন্য একটি আনুমানিক পদ্ধতি ব্যবহার করতে পারেন ডব্লিউ পিআরসূত্র অনুযায়ী W pr \u003d
nK
, কোথায় n- ডিভাইসের অংশের সংখ্যা; সাধারণ ফিক্সচারের জন্য কে
=15
, মাঝারি জটিলতার ফিক্সচারের জন্য R=30 এবং জটিল ফিক্সচারের জন্য কে
=40
. মূল্য ক
ইত্যাদিএকটি প্রদত্ত পণ্য উত্পাদন করার জন্য ডিজাইন করা বিশেষ ডিভাইস ব্যবহার করা হবে এমন বছরের সময়ের সমান নেওয়া হয়। যদি উত্পাদিত পণ্য স্থায়ী হয়, তাহলে সাধারণ ফিক্সচারের জন্য ক
ইত্যাদি
=1
, মাঝারি জটিলতার অভিযোজন জন্য ক
ইত্যাদি
=2...3
এবং জটিল ফিক্সচারের জন্য ক
ইত্যাদি
=4...5
. মূল্য আর পিআর 20% এর সমান নিন। 5.1
ডিজাইন
CAD ব্যবহার করে মেশিন টুলস এখন কম্পিউটার এবং ডিজাইন ডকুমেন্টেশন বা বিভিন্ন পণ্য ডিজাইন করার জন্য ডিজাইন করা বিশেষ প্রোগ্রাম ছাড়া একটি আধুনিক শিল্প প্রতিষ্ঠান বা ডিজাইন ব্যুরো কল্পনা করা কঠিন। এই ক্ষেত্রে পিসি ব্যবহার একটি সঙ্গতিপূর্ণ হয়ে উঠেছে এবং এর উচ্চ দক্ষতা প্রমাণ করেছে। জীবন নিজেই ব্যবসায়িক নেতা এবং বিশেষজ্ঞদের ডিজাইন এবং প্রযুক্তি বিভাগের কাজ স্বয়ংক্রিয় করার সমস্যাগুলি মোকাবেলা করতে বাধ্য করে। মেশিন ডিজাইনে রূপান্তর আপনাকে ডিজাইন এবং প্রযুক্তিগত ডকুমেন্টেশনের বিকাশের জন্য প্রয়োজনীয় সময়কে উল্লেখযোগ্যভাবে হ্রাস করতে দেয় এবং এর ফলে নতুন পণ্যগুলির উত্পাদন শুরুর গতি বাড়ায়। একই সময়ে, ডিজাইনের বিকাশ এবং জারি করা ডকুমেন্টেশন উভয়ের গুণমান উন্নত করা হচ্ছে। ড্রয়িং বোর্ডে হাতে তৈরি করা সবচেয়ে প্রতিযোগিতামূলক পণ্যের অঙ্কন আজ অংশীদারদের উপর নেতিবাচক প্রভাব ফেলে, লাভজনক চুক্তির সমাপ্তি নিয়ে প্রশ্ন তোলে। একই অবস্থা গড়ে উঠছে শিক্ষাক্ষেত্রেও। আজ, উচ্চ এবং মাধ্যমিক বিশেষায়িত শিক্ষাপ্রতিষ্ঠানগুলি শিক্ষার্থীদের পাঠদানে কম্পিউটার প্রযুক্তি ব্যবহারের প্রতি খুব মনোযোগ দেয়। ইতিমধ্যেই বিশ্ববিদ্যালয়ের কাঠামোর মধ্যে, শিক্ষার্থীরা সবচেয়ে প্রতিশ্রুতিশীল ডিজাইন প্রযুক্তি আয়ত্ত করে, কম্পিউটার এবং কম্পিউটার গ্রাফিক্স সিস্টেমের সাথে কাজ করার দক্ষতা অর্জন করে। CAD/CAM- প্রবর্তন শুধুমাত্র ছাত্রদের নয়, শিক্ষকদেরও প্রভাবিত করে। বিশেষজ্ঞরা, এমনকি উচ্চ শিক্ষার সংকটের পরিস্থিতিতেও, মাস্টার করার সুযোগ খুঁজে পান কম্পিউটার প্রযুক্তিএবং তাদের ব্যবহার করুন শিক্ষাগত প্রক্রিয়াএবং উৎপাদনে, যা বিভিন্ন প্রকৌশল উদ্ভাবনের বিস্তৃত সুযোগ খুলে দেয়। কম্পিউটারের দামের পতন আধুনিক কম্পিউটারকে ঘরে ব্যবহারের জন্য সাশ্রয়ী করে তুলেছে। এই ক্ষেত্রে, আমরা বিষয়টির সাথে একটি অতিমাত্রায় পরিচিতি সম্পর্কে নয়, তবে এর আসল বিকাশ সম্পর্কে কথা বলতে পারি। ট্রায়াল এবং ত্রুটির দীর্ঘ পথ অতিক্রম করার পরে, ডিজাইন ব্যুরো বিশেষজ্ঞরা একটি সাধারণ উদ্যোগে সফলভাবে ব্যবহারের জন্য একটি আধুনিক CAD কেমন হওয়া উচিত তা বুঝতে পেরেছিলেন এবং একটি নির্দিষ্ট সিস্টেমের পক্ষে তাদের পছন্দ করেছেন। সবচেয়ে গ্রহণযোগ্য KOMPAS সিস্টেম হল এলটি, রাশিয়ান কোম্পানি ASCON দ্বারা উন্নত। এটি জনপ্রিয় অঙ্কন সম্পাদক KOMPAS এর একটি হালকা সংস্করণ। এটিতে CIS দেশগুলিতে ব্যবহৃত মানগুলির জন্য পূর্ণ সমর্থন সহ যে কোনও জটিলতার অঙ্কন তৈরির জন্য পর্যাপ্ত অঙ্কন সরঞ্জাম রয়েছে। এই প্রোগ্রামের সহজ এবং বোধগম্য ইন্টারফেস সফলভাবে একটি পেশাদার সিস্টেমের নমনীয়তার সাথে মিলিত হয় যখন অঙ্কন বস্তুগুলি নির্মাণ, নির্বাচন, মুছে ফেলা, GOST এবং DSTU অনুযায়ী টাইপ করা, সমস্ত ধরণের মাত্রা নির্ধারণ, আকৃতি সহনশীলতা এবং পৃষ্ঠ, অবস্থান, ঘাঁটিগুলির অবস্থান। , ইত্যাদি KOMPAS - LT তাদের লক্ষ্য করে যাদের ডিজাইন এবং আঁকার কাজ সম্পাদন করার জন্য একটি সরঞ্জামের প্রয়োজন, যাদের বিভিন্ন কারণে পেশাদার প্রকৌশল গ্রাফিক্স সিস্টেম ব্যবহার করার সুযোগ নেই। প্রথমত, এরা হলেন মেশিন-বিল্ডিং এন্টারপ্রাইজ এবং ডিজাইন ব্যুরোর প্রকৌশলী, নির্মাণের ক্ষেত্রে ডিজাইন সংস্থার কর্মচারী, প্রযুক্তিগত বিশ্ববিদ্যালয়, প্রযুক্তিগত স্কুল এবং কলেজের ছাত্র - যারা প্রচুর পরিমাণে অঙ্কন এবং নকশার কাজ করেন। অনুশীলন হিসাবে দেখানো হয়েছে, একটি পিসিতে একটি ভাল অঙ্কন প্রোগ্রামের উপস্থিতি একটি এন্টারপ্রাইজের একজন বিশেষজ্ঞ, একজন শিক্ষক বা একটি শিক্ষা প্রতিষ্ঠানে একজন শিক্ষার্থীর কাজকে ব্যাপকভাবে সহজ করে তোলে। উদাহরণস্বরূপ, KOMPAS - LT অন ব্যবহার করে হোম কম্পিউটার 3-4 বার সেমিনারে পেশাদার প্যাকেজ KOMPAS এর সাথে ছাত্রদের রিটার্ন এবং দক্ষতা বৃদ্ধি করে। KOMPAS - LT ব্যক্তিগত কম্পিউটারে ব্যবহারের উদ্দেশ্যে যেমন IBM PC 486/Pentium, একটি রাশিয়ান-ভাষা চালানো বা সঠিকভাবে Russified সংস্করণ অপারেটিং সিস্টেমএমএস উইন্ডোজ 95/98/এনটি। প্রযুক্তিগত সরঞ্জামের নকশা এবং পরিচালনার মৌলিক বিষয়গুলি GET: বিশেষত্বের 5ম বর্ষের শিক্ষার্থীদের জন্য বক্তৃতা নোট 7.092.202। - "বৈদ্যুতিক পরিবহন"। Comp. Movchan N.M., Babicheva O.F., Zakudai S.A. - খারকভ: খগগ, 2003। - 68 পি। কম্পাইল করেছেন: নিকোলাই মিত্রোফানোভিচ মোভচান, ওলগা ফেদোরোভনা বাবিচেভা, স্বেতলানা আলেকসান্দ্রোভনা জাকুরদাই সম্পাদক: এনজেড আল্যাবিভ সংশোধনকারী: Z.I. জাইতসেভা পরিকল্পনা 2003, pos. 16 স্বাক্ষরিত প্রেস করতে 01.07.2003 বিন্যাস 60x84 1/16। কাগজ অফিস একটি risograph উপর প্রেস উচ. - এড. l 2.1। সার্কুলেশন 150 কপি। জাচ। না। দাম আলোচনা সাপেক্ষে। 61002, খারকিভ, সেন্ট। বিপ্লব, 12. CC HSAGH এর অপারেশনাল পলিগ্রাফির সেক্টর
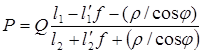 ,
, ,
, ,
,


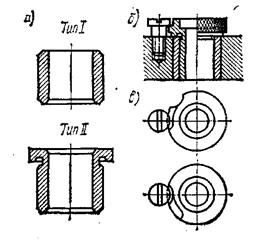
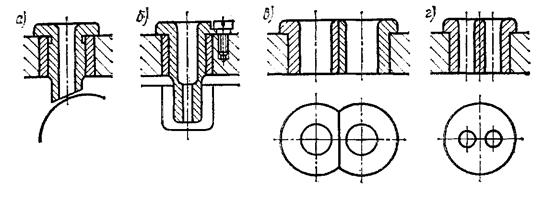
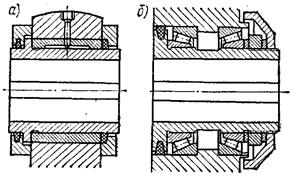
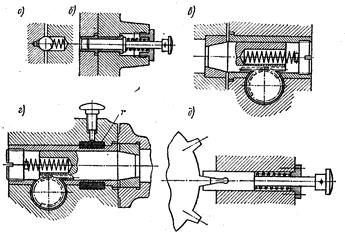
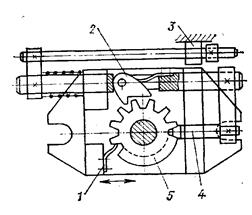


4.5 টুল হাউজিং
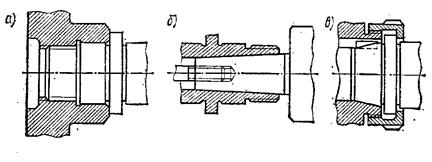

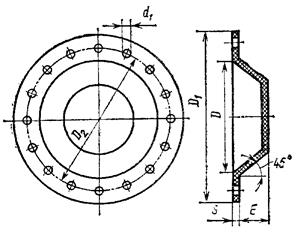
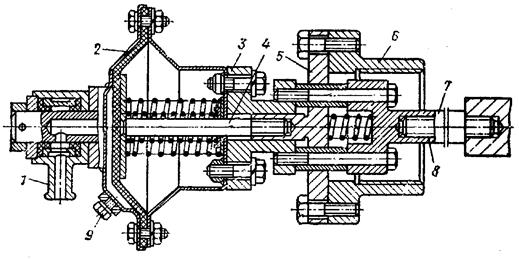
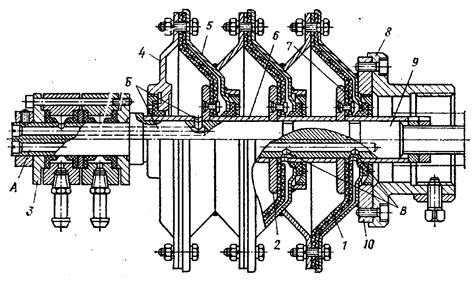
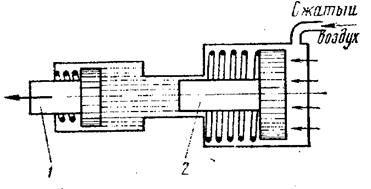
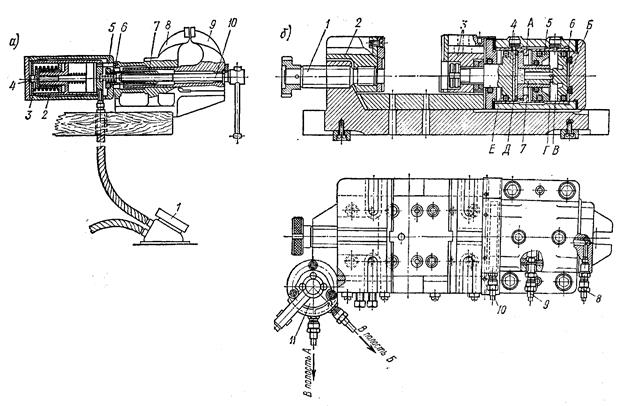
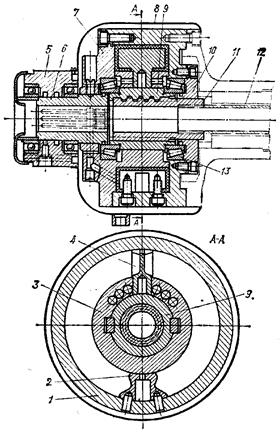
ইউএসপি সিস্টেম সফলভাবে একক এবং সিরিয়াল উত্পাদন গাছপালা একটি সংখ্যা ব্যবহার করা হয়. ইউএসপি কিটগুলি ড্রিলিং, টার্নিং, মিলিং, বোরিং, গিয়ার শেপিং, গ্রাইন্ডিং এবং অন্যান্য ধরণের প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়। ঢালাই কাজএবং নিয়ন্ত্রণ অপারেশন। মেশিনের কাজের সময়, ইউএসপি-র সাহায্যে, 2500 X 2500 X 1000 মিমি পর্যন্ত মাপের অংশগুলি প্রক্রিয়া করা হয়। 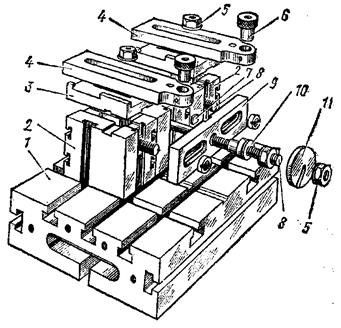
![]() ,
,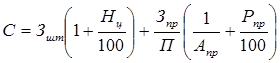 ,
,







 মোট ভাইরাল")


চ্যান্টিলি ক্যাসেল - ভার্সাই চ্যান্টিলি ক্যাসেলের পরে ফ্রান্সে দ্বিতীয় প্যারিস থেকে কীভাবে যাবেন
তুরস্কের বিনোদন পার্ক "দ্য ল্যান্ড অফ লেজেন্ডস থিম পার্ক"
গ্রীসের পবিত্র স্থান। গ্রীস অর্থোডক্স। সেন্ট নিকোলাসের ভোজে তীর্থযাত্রা
পিকোদি: এক জায়গায় সব ছাড়!
ডলমাবাহচে প্রাসাদে কিভাবে যাবেন