ভারী শিল্প বর্তমানে আরও বেশি গতি অর্জন করছে, কারণ একটি সাধারণ বাদাম থেকে উপাদান পর্যন্ত অংশগুলির উত্পাদন মহাকাশযান, সবচেয়ে কাঠের কাজ এবং উত্পাদন জন্য নতুন প্রযুক্তির ব্যবহার প্রয়োজন ধাতু কাটার সরঞ্জাম. এবং, অবশ্যই, এই ক্ষেত্রে, শেষ স্থান লেদ অন্তর্গত নয়। স্পিন্ডেলের চলাচলের একটি উচ্চ গতিতে অংশটিকে ধরে রাখতে, লেদ চক ব্যবহার করা হয়, যার জাতগুলি পৃষ্ঠের মেশিনের উদ্দেশ্য, ওয়ার্কপিসের আকৃতি এবং কাটার ধরণের উপর নির্ভর করে।
একক পয়েন্ট টুল বিট একটি উচ্চ গতির টুলের এক প্রান্ত বা একটি কার্বাইড বা সিরামিক কাটিয়া টুল বা সন্নিবেশের এক প্রান্ত হতে পারে। মূলত, একটি একক কাটিং পয়েন্ট সহ একটি বিট এমন একটি সরঞ্জাম যা একবারে শুধুমাত্র একটি কাটিং ক্রিয়া সম্পাদন করে। মেশিনিস্ট বা মেশিন অপারেটরকে একটি একক টুল বিটে প্রয়োগ করা বিভিন্ন পদ সম্পর্কে সচেতন হতে হবে যাতে বিভিন্ন টুল বিটকে সঠিকভাবে শনাক্ত করতে এবং পিষতে হয়।
নাকটি টুল বিটের অংশ যা বিন্দু আকৃতির এবং পাশের কাটিং প্রান্ত এবং শেষ কাটিয়া প্রান্তের মধ্যে একটি কোণ গঠন করে। মুখ হল টুল চিজেলের উপরের পৃষ্ঠ যার উপর চিপগুলি ওয়ার্কপিস থেকে আলাদা হওয়ার সাথে সাথে স্লাইড করে। পার্টি বা পাশটুল বিট হল কাটিং প্রান্তের ঠিক নীচে এবং পাশের পৃষ্ঠ। কাটিং এজ হল টুল বিটের সেই অংশ যা আসলে নাকের পিছনে এবং পাশে এবং মুখের পাশে অবস্থিত ওয়ার্কপিস দিয়ে কাটে। বেস হল টুল বিটের নীচের পৃষ্ঠ, যা সাধারণত বিট তৈরির সময় সমতল হয়। টুল বিটের শেষটি একটি প্রায় উল্লম্ব পৃষ্ঠ যা বিটের পাশ থেকে বিটের প্রোফাইল গঠন করে। শেষে কাটার সময় টুলের বিটের পিছনের পৃষ্ঠ। হিল হল যন্ত্রের গোড়ার অংশ, নীচে অবস্থিত এবং মুখকে সমর্থন করে।
- শ্যাঙ্কটি টুল বিটের প্রধান অংশ।
- নাকের ব্যাসার্ধ - টুল বিটের গোলাকার শেষ।
লেদ চক পছন্দ
লেদ চক বিশেষ লেদ উপর ইনস্টলেশনের জন্য উদ্দেশ্যে করা হয় এবং সার্বজনীন মেশিন. এই জাতীয় চাকের নকশা স্পাইরাল চাকের তুলনায় ক্ল্যাম্পিং কীগুলিতে অনেক কম টর্ক সহ আরও ক্ল্যাম্পিং বল প্রেরণের অনুমতি দেয়। সমস্ত দেশীয় এবং বিদেশী নির্মাতারা একটি শক্ত ইস্পাত বডির উপর ভিত্তি করে লেদগুলির জন্য চক উত্পাদন করে, তারা শক্ত চোয়ালের একটি সেট অন্তর্ভুক্ত করে।
বেশিরভাগ টুল হাতে বেঞ্চ বা পেডেস্টালের উপর পছন্দসই আকারে বালি করা হয়। রেক অ্যাঙ্গেল এবং ভূখণ্ডের জন্য কাটিয়া টুল জ্যামিতি অবশ্যই সঠিকভাবে গ্রাউন্ডেড হতে হবে, তবে টুল বিটের সামগ্রিক আকৃতি মেশিনিস্ট বা মেশিন অপারেটরের পছন্দ দ্বারা নির্ধারিত হয়। একটি লেদ এর টুল কাটার আকৃতি ধারালো, বৃত্তাকার, গোলাকার, বা আকারে অনিয়মিত হতে পারে এবং এখনও যুক্তিসঙ্গতভাবে কাটতে পারে যদি টুল ড্রিলের কোণগুলি মেশিনের ধরণের জন্য সঠিকভাবে গ্রাউন্ড করা হয়।
কোণগুলি হল পাশের এবং পিছনের ঢালের কোণ, পাশের এবং প্রান্তের কাটা প্রান্তের কোণ এবং পাশের এবং শেষ পৃষ্ঠের ত্রাণের কোণ। বিবেচনা করার জন্য অন্যান্য কোণগুলি হল টুল বিটের শেষে ব্যাসার্ধ এবং টুল ধারকের কোণ। কোণগুলি কীভাবে কাটার ক্রিয়াকে প্রভাবিত করে তা শিখে, কিছু প্রস্তাবিত কাটিয়া সরঞ্জামের আকার বিবেচনা করা যেতে পারে।
প্রয়োজনে, লেদ চাকের ক্যামের একটি সেট এবং মাউন্টিং বোল্ট অতিরিক্তভাবে সরবরাহ করা যেতে পারে। অবশ্যই বানাতে পারবেন স্ক্রল চকআপনার নিজের হাত দিয়ে। যাইহোক, সময়ের অভাবে, আপনি এখনও কাছের দোকানে যান। খুব প্রায়ই, একটি লেদ বা CNC কেনার সময়, আপনি দেখতে পারেন যে কিটে অন্তর্ভুক্ত লেদ চক আমাদের পছন্দ মতো নির্ভরযোগ্য নয়।
রিজ কোণটি টুল বিটের উপরের পৃষ্ঠকে বোঝায়। রেক অ্যাঙ্গেল দুই ধরনের, সাইড এবং ব্যাক অ্যাঙ্গেল। রিজ কোণটি ধনাত্মক, ঋণাত্মক বা একেবারেই ঢাল হতে পারে না। টুল ধারকের একটি কোণ থাকতে পারে, যা টুল হোল্ডার কোণ নামে পরিচিত, যা নির্বাচিত টুল ধারক মডেলের উপর নির্ভর করে গড়ে প্রায় 15°। টুল হোল্ডারের কোণটি পিছনের কোণের সাথে সারিবদ্ধ করা হয় যাতে ওয়ার্কপিস থেকে টুল বিটের হিলের জন্য ছাড়পত্র দেওয়া হয় এবং চিপ অপসারণ সহজতর হয়।
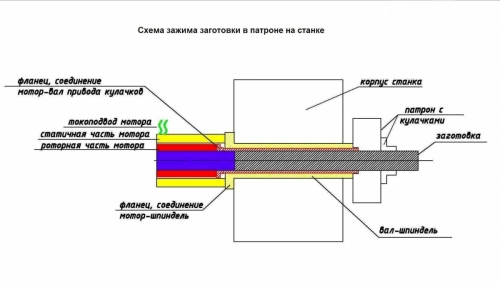
এইভাবে, আপনি একটি গুণমানের "ভোগযোগ্য" সঠিক ক্রয়ের গুরুত্ব বোঝেন। সুতরাং, শুরু করার জন্য, আপনার মেশিনে চক মাউন্ট করার পদ্ধতিটি নির্ধারণ করুন: আপনি কি একটি বিশেষ অ্যাডাপ্টার ফ্ল্যাঞ্জ ব্যবহার করে স্পিন্ডেলে চকগুলি ইনস্টল করবেন বা সরাসরি টাকুতে মাউন্ট করবেন। এছাড়াও বাণিজ্যিকভাবে পাওয়া যায় এই ধরনের "ভোগ্য দ্রব্য" যা একটি থ্রেড ব্যবহার করে জায়গায় মাউন্ট করা হয়।
ফ্ল্যাঙ্ক কোণটি কাটিং প্রান্ত থেকে ফিরে পরিমাপ করা হয় এবং এটি একটি ধনাত্মক কোণ হতে পারে বা কোনও রেক নাও হতে পারে। রেকের কোণগুলি খুব বড় হতে পারে না, বা কাটিয়া প্রান্তটি কাটার ক্রিয়াকে সমর্থন করার শক্তি হারায়। ফ্ল্যাঙ্ক অ্যাঙ্গেল কাটার সময় উত্পাদিত চিপের ধরন এবং আকার এবং কাটার সরঞ্জাম থেকে বেরিয়ে যাওয়ার সময় চিপের দিক নির্ধারণ করে। চিপগুলি ভেঙে যাওয়া এবং নিরাপত্তার ঝুঁকিতে পরিণত না হওয়া নিশ্চিত করতে চিপ সুইচগুলি পাশের রেলের কোণে অন্তর্ভুক্ত করা যেতে পারে।
কার্তুজ কেনার জন্য পরবর্তী শর্ত হল টাকুটির বৈশিষ্ট্য। এটির জন্য, বিক্রেতাকে, একটি নিয়ম হিসাবে, একটি ফ্ল্যাঞ্জ ব্যবহার করে মাউন্ট করার সময় শেষের শর্তসাপেক্ষ আকারটি স্পষ্ট করতে হবে, বা সংযোগকারী শঙ্কুর শর্তসাপেক্ষ মাত্রা, সেইসাথে সংযোগকারী বেল্টের ব্যাস খুঁজে বের করতে হবে। এই তথ্য ছাড়া, সঠিক লেদ চক নির্বাচন করা অসম্ভব।
ফ্ল্যাঙ্ক এবং রিলিফ কর্নার বা ক্লিয়ারেন্স কর্নারগুলি কাটিং প্রান্তের পিছনে এবং নীচে গঠিত কোণগুলি যা টুলের কাটা শক্তি থেকে ছাড়পত্র বা ত্রাণ প্রদান করে। দুই ধরনের এমবসড কোণ আছে, সাইড এমবসিং এবং এন্ড এমবসিং। সাইড রিলিফ হল টুল ট্রাভেলের দিক থেকে ছাড়পত্র দেওয়ার জন্য কাটিয়া প্রান্তের পাশের টুল বিটে স্থল কোণ। শেষ ত্রাণ হল টুলের বিটের কোণযুক্ত বেস, যা টুলের গোড়ালি ঘষা থেকে রক্ষা করার জন্য সামনের ছাড়পত্র প্রদান করে।
প্রান্তের ঘূর্ণনের কোণটি টুল ধারকের কোণ দ্বারা পরিপূরক এবং টুল বিটের শেষের জন্য ত্রাণের কার্যকর কোণ তৈরি করে। সাইড এবং কাটিং অ্যাঙ্গেল হল টুলের বিটের শেষ বা টুলের পাশের কাটিং এজ দ্বারা গঠিত কোণ। কাটিং এজ এর শেষ কোণ টুল জয়েন্টের নাককে কাজের সাথে যোগাযোগ করতে দেয় এবং টুল বিটটিকে কাজে যোগ দিতে সাহায্য করে। পাশের কাটিং প্রান্তের কোণটি কাটা শুরু করার সময় টুলটির উপর চাপ কমায়। ফ্ল্যাঙ্ক অ্যাঙ্গেল এবং ফ্ল্যাঙ্ক অ্যাঙ্গেল একত্রিত হয়ে টুল বিটের ওয়েজ অ্যাঙ্গেল তৈরি করে যা কাটিং অ্যাকশন প্রদান করে।
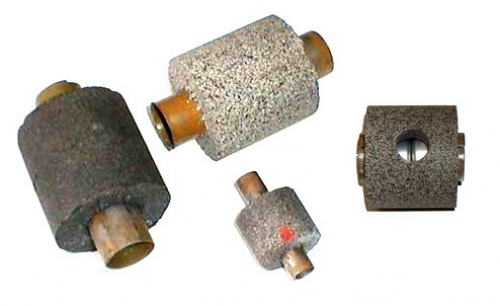
একটি ধাতব পণ্যে ক্যামের সংখ্যাও গুরুত্বপূর্ণ। তাদের মধ্যে সাধারণত 2, 4 এবং 6 থাকে। লেদ চাকের দামও ক্যামের ধরণের উপর নির্ভর করে, সেগুলি কম্পোজিট এবং ওভারহেড। জন্য বিভিন্ন কাজএবং ধাতব পণ্য ব্যবহারের স্থায়িত্ব, ক্যামগুলি কঠোরতা অনুসারে বেছে নেওয়া হয় - শক্ত এবং নরম।
লেদ চক কেনার সময়, আপনার ক্যামের দিকেও মনোযোগ দেওয়া উচিত, তাদের ওয়ার্কপিস ঠিক করার বিভিন্ন পদ্ধতি থাকতে পারে। মনে রাখবেন যে ক্যামগুলি স্ব-কেন্দ্রিক এবং স্বাধীন আন্দোলন সহ। আরো আধুনিক এবং ব্যয়বহুল মডেললেদ চকগুলি একটি অন্তর্নির্মিত বায়ুসংক্রান্ত ড্রাইভ দিয়ে সজ্জিত, যা ওয়ার্কপিসটিকে নিরাপদে ঠিক করতে সক্ষম। বড় ব্যাসের পাইপ অংশ প্রক্রিয়াকরণের জন্য এই ধরনের "ভোগ্য সামগ্রী" প্রায়শই মেশিনে ইনস্টল করা হয়।
টুল বিটের নাকের স্থল ব্যাসার্ধ টুল বিটকে শক্তিশালী করতে এবং একটি মসৃণ কাটা নিশ্চিত করতে সাহায্য করতে পারে। সাধারণ ফর্মটার্নিং টুল বিটগুলি বৃত্তাকার, বর্গক্ষেত্র বা অন্যথায় আকৃতির হতে পারে যতক্ষণ না উপযুক্ত কোণগুলি অন্তর্ভুক্ত থাকে। টুল বিটগুলি তাদের সঞ্চালিত ফাংশন দ্বারা চিহ্নিত করা হয়, যেমন বাঁক বা বিপরীত করা। এগুলিকে রাফিং টুল বা ফিনিশিং টুল হিসাবেও চিহ্নিত করা যেতে পারে। সাধারণত, একটি রাফিং টুলের টুল বিটের নাকে একটি গ্রাউন্ড ব্যাসার্ধ থাকে যা চূড়ান্ত বা ইউটিলিটি বিটের ব্যাসার্ধের চেয়ে ছোট।
এই নির্দিষ্ট বৈশিষ্ট্য ছাড়াও, আপনি জানতে হবে বাইরে ব্যাস, লেদ চাকের উচ্চতা, স্টেম এবং ক্যামের স্ট্রোকের ধরন, প্রান্ত থেকে মূল ক্যামের উচ্চতা। আপনি যদি বিক্রেতাকে ক্যামের মোট ক্ল্যাম্পিং বল এবং সর্বাধিক সম্ভাব্য গতি নির্দেশ করেন তবে এটি অতিরিক্ত হবে না। আপনি এই তথ্য খুঁজে পেতে পারেন প্রযুক্তিগত পাসপোর্টমেশিন ব্যবহার করা হচ্ছে। কখনও কখনও প্রয়োজনীয় লেদ চাকের চিহ্নও সেখানে নির্দেশিত হয়।
অভিজ্ঞ যন্ত্রবিদরা বিভিন্ন বাঁক ক্রিয়াকলাপের জন্য নিম্নলিখিত আকারগুলি দরকারী খুঁজে পেয়েছেন। ডানদিকে, টুলটির ডান হাতলটি উন্মুক্ত। কাটিং প্রান্তটি টুল বিটের বাম দিকে এবং মুখটি কাটিং প্রান্ত থেকে নিচের দিকে ঢালু। টুলের চিজেলের বাম দিকে এবং প্রান্তটি ওয়ার্কপিসের উপর গোড়ালি না কেটেই ওয়ার্কপিসের মধ্যে কাটিয়া প্রান্তটি কাটার জন্য যথেষ্ট ছাড়পত্র সহ গ্রাউন্ড করা হয়। ডান হাতের লেদ টুল হালকা রুক্ষ কাটের পাশাপাশি সাধারণ মাল্টি-টার্ন মেশিনিংয়ের জন্য আদর্শ।
বাম বাঁক টুলটি ডান বাঁক টুলের বিপরীত, বাম থেকে ডানে খাওয়ানোর সময় কাটার জন্য ডিজাইন করা হয়েছে। এই টুল বিট প্রধানত জন্য ব্যবহৃত হয় মেশিনিংডান কাঁধের কাছে। বৃত্তাকার ছুরি টুলটি খুব বহুমুখী এবং রুক্ষ এবং শেষ কাটার জন্য যেকোনো দিকে ঘুরতে ব্যবহার করা যেতে পারে। যে কোন দিকে ছাঁটাই করার জন্য ব্যবহার করা হলে, উপরের পৃষ্ঠে একটি সাইডওয়াল কোণ প্রয়োজন হয় না, তবে চিপ অপসারণের জন্য সামান্য স্বস্তির প্রয়োজন হতে পারে।
লেদ চাকের শ্রেণীবিভাগ
বাঁক চাক সহ মেশিন সরঞ্জামগুলি ম্যানুয়াল এবং যান্ত্রিক ক্ল্যাম্পিং সহ দুই-, চার- এবং তিন-চোয়াক দ্বারা প্রতিনিধিত্ব করা হয়। দুই-চোয়ালের স্ব-কেন্দ্রিক চকগুলি বিভিন্ন আকৃতির ঢালাইয়ের জন্য ব্যবহৃত হয়। তিন চোয়ালের চকগুলিতে বৃত্তাকার এবং ষড়ভুজাকার ফাঁকাগুলি ঠিক করার প্রথাগত। চার চোয়ালের চকগুলি আয়তক্ষেত্রাকার এবং অপ্রতিসম অংশগুলির পাশাপাশি বর্গাকার বারগুলির জন্য ডিজাইন করা হয়েছে। আসুন lathes জন্য চক প্রধান ধরনের একটি ঘনিষ্ঠভাবে নজর দেওয়া যাক।
জন্য অধিকার ডান পাশটুলটি ডান পাশের কাঁধে এবং ওয়ার্কপিসের ডান প্রান্তে মুখোমুখি হওয়ার জন্য ডিজাইন করা হয়েছে। কাটিং প্রান্তটি ছেনিটির বাম দিকে এবং বর্গাকার কোণার কাজের জন্য নাকটি খুব তীক্ষ্ণ। এই টুল বিটের ফিডের দিক অবশ্যই কাজের কেন্দ্র অক্ষ থেকে দূরে হতে হবে, কেন্দ্র অক্ষের দিকে নয়।
বাম দিকের টুল হপারটি ডান হাতিয়ার চিজেলের বিপরীত এবং কাঁধের বাম দিকে মেশিন এবং মেশিন করার জন্য ডিজাইন করা হয়েছে। টুল আলাদা করার জন্য বিট, ডুমুর। 7-6, কাটঅফ টুল বিট নামেও পরিচিত। এই টুল বিটের বর্গাকার প্রান্তে একটি প্রধান কাটিং এজ রয়েছে যা ওয়ার্কপিসে ডান কোণে অগ্রসর হয়। বাঁধাই প্রতিরোধ করার জন্য উভয় পক্ষের যথেষ্ট ক্লিয়ারেন্স থাকা উচিত এবং সামনের তুলনায় পিছনের দিকে কিছুটা বাঁকানো উচিত।
কোলেট চক
একটি কোলেট চাকের প্রধান কার্যকারী উপাদানটি বেশ কয়েকটি অক্ষীয় স্লট সহ একটি হাতা যা এটিকে পাপড়িতে বিভক্ত করে, যার মধ্যে, ওয়ার্কপিসগুলির ব্যাসের উপর নির্ভর করে, তিনটি, চার বা ছয়টি রয়েছে। এই ধরনের পাপড়িগুলি ক্যামের ভূমিকা পালন করে যা হাতার ভিতরে ঢোকানো অংশটিকে সংকুচিত করে। Collets সরবরাহ এবং clamping হয়. ফিড কোলেট হল একটি শক্ত স্টিলের হাতা যার তিনটি অসম্পূর্ণ কাট রয়েছে যা একত্রে চাপা প্রান্ত দিয়ে পাপড়ি তৈরি করে। এক-টুকরা ক্ল্যাম্পিং কোলেটগুলি স্প্রিং-টাইপ পাপড়ি সহ একটি হাতা আকারে তৈরি করা হয়।
বিভাজন ক্রিয়াকলাপের জন্য ব্যবহার করা ছাড়াও, এই টুল বিটটি বর্গাকার কোণ এবং খাঁজের জন্য ব্যবহার করা যেতে পারে। থ্রেডেড কাটার সরঞ্জাম, ডুমুর। প্রয়োজনীয় থ্রেডের ধরন এবং শৈলী কাটার জন্য 7-7 স্থল। পাশে এবং সামনের ফাঁকগুলি অবশ্যই গ্রাউন্ড করা উচিত, সেইসাথে পছন্দসই থ্রেডের জন্য একটি বিশেষ ডট আকৃতি। থ্রেড করাত স্ট্যান্ডার্ড 60° থ্রেড ফর্ম বা বর্গাকার, acme বা বিশেষ থ্রেডের জন্য গ্রাউন্ড হতে পারে। থ্রেড ফর্ম এই অধ্যায়ে পরে আরো বিস্তারিত আলোচনা করা হয়েছে.
স্ট্যান্ডার্ড করাত সরঞ্জাম ছাড়াও, বিশেষ বাঁক কাজ এবং ভারী উত্পাদন কাজ প্রয়োজন বিশেষ ধরনেরকাটিয়া সরঞ্জাম. এই টুলগুলির মধ্যে সবচেয়ে সাধারণ কিছু নীচে তালিকাভুক্ত করা হয়েছে৷ টংস্টেন কার্বাইড, ট্যানটালাম কার্বাইড, টাইটানিয়াম কার্বাইড, সিরামিক, অক্সাইড এবং ডায়মন্ড টিপস। এবং কাটিং টুল ইনসার্টগুলি সাধারণত উচ্চ গতির উত্পাদন অ্যাপ্লিকেশনগুলিতে ব্যবহৃত হয় যেখানে ভারী কাটের প্রয়োজন হয় এবং যেখানে ব্যতিক্রমীভাবে শক্ত এবং শক্তিশালী উপকরণগুলির সম্মুখীন হয়।

শঙ্কুযুক্ত অংশের সাথে চকের মধ্যে কোলেট চাপার পদ্ধতির সময় স্লটগুলি সংকীর্ণ হওয়ার কারণে গ্রিপ বৃদ্ধি পায়। প্রযুক্তিগত দৃষ্টিকোণ থেকে একটি কোলেট সহ একটি লেদ চাকের ডিভাইসের অন্যান্য ক্ল্যাম্পিং ডিভাইসগুলির তুলনায় কিছু সুবিধা রয়েছে - একটি অংশ যা একটি কোলেটে স্থির করা হয়েছে, পণ্যটির রেডিয়াল রানআউট এত ছোট যে সেগুলি নিরাপদে অবহেলিত হতে পারে।
টিপড বিটগুলির জন্য আদর্শ ছাঁচগুলি উচ্চ গতির ইস্পাত কাটার সরঞ্জামগুলির অনুরূপ। কার্বাইড এবং সিরামিক সন্নিবেশ বর্গাকার, ত্রিভুজাকার, বৃত্তাকার বা অন্যান্য আকার হতে পারে। সন্নিবেশগুলিকে সূচীকরণ বা ঘোরানো বোঝানো হয় কারণ প্রতিটি কাটিং প্রান্ত নিস্তেজ হয়ে যায় এবং তারপরে ফেলে দেওয়া হয়। কাটিং টুল ধারালো করার পরে পুনরায় ব্যবহার করার জন্য ডিজাইন করা হয় না।
একটি বিশেষ আকৃতির থ্রেড কাটার একটি থ্রেডিং মেশিনের জন্য একটি হোল্ডারে লাগানো। এই টুলটি হাই স্পিড থ্রেডিং অপারেশনের জন্য ডিজাইন করা হয়েছে। কাটিয়া টুলের বিশেষ নকশা ধারালো এবং টেকসই কাটিয়া প্রান্ত ব্যবহার করার অনুমতি দেয় যা শুধুমাত্র মুখ পিষে পর্যায়ক্রমে পরিবর্তন করা প্রয়োজন। কাটারটি একটি বিশেষ টুল হোল্ডারে মাউন্ট করা হয়, যা টার্নিং টুল র্যাকের সাথে সংযুক্ত থাকে।
এই চকগুলির প্রাথমিক ব্যবহার হল ক্ল্যাম্পিং সিলিন্ডার, ছোট বার বা যন্ত্রের জন্য বুশিং। এগুলি কাটার, ড্রিলস, নিউট্রনার টিপস এবং ট্যাপ ধরে রাখতেও ব্যবহৃত হয়। কোলেট চকগুলি সারফেসড ওয়ার্কপিসগুলির সেকেন্ডারি ক্ল্যাম্পিংয়ের জন্য জনপ্রিয়। যদি ওয়ার্কপিসের প্রোফাইল কোলেট গর্তের আকৃতির সাথে মেলে না, তবে এটি বিনিময়যোগ্য লাইনার ব্যবহার করার প্রথাগত।
সাধারণ knurling টুল, ডুমুর. 7-10 দুটি নলাকার কাটার নিয়ে গঠিত, যাকে "রকারস" বলা হয়, যা একটি বিশেষভাবে ডিজাইন করা টুল হোল্ডারে ঘোরে। কোয়ার্কগুলিতে দাঁত থাকে যা ওয়ার্কপিসের উপরিভাগের সাথে মোচড় দিয়ে ওয়ার্কপিসে বিষণ্নতার ধরণ তৈরি করে। একটি সাধারণ নর্লিং টুল বিভিন্ন জোড়া টিপস গ্রহণ করে, প্রতিটিতে একটি ভিন্ন প্যাটার্ন বা পিচ থাকে। এই রজনগুলি মোটা, মাঝারি এবং সূক্ষ্ম ঘূর্ণায়মান প্যাটার্ন তৈরি করে।
তুরপুন বিরক্তিকর মেশিন, ভাত। 7-11, বাম হিসাবে একই sanded বাঁক টুলএবং থ্রেড করাত, কিন্তু টুল বিট এর গোড়ালি গর্ত পৃষ্ঠের বিরুদ্ধে ঘষা আগে একটি বড় ক্লিয়ারেন্স কোণ সঙ্গে. ড্রিলিং ব্লক সাধারণত বিরক্তিকর টুল ধারক সংযুক্ত করা হয়, কিন্তু এটি একটি এক টুকরা ইউনিট হতে পারে. ড্রিলিং টুল ড্রিল করে এবং টুলটিকে আটকে দেয় জিগলেদ
লিভার chucks
লিভার চকগুলি ছোট আকারের উত্পাদনে ব্যবহার করা যেতে পারে কারণ তাদের পরিবর্তনের পদ্ধতিটি সহজ এবং ব্যাসের বিস্তৃত পরিসরে ওয়ার্কপিস ধরে রাখতে সক্ষম। কার্টিজের শরীরের কেন্দ্রীভূত পৃষ্ঠে একটি ডিস্ক রয়েছে, যার পাশে আর্কিমিডিয়ান সর্পিল বরাবর একটি থ্রেড রয়েছে, অন্যদিকে একটি শঙ্কুযুক্ত গিয়ার রিম কাটা হয়েছে।
লিভার টার্নিং চাকে ওয়ার্কপিসকে বেঁধে রাখা একটি হাইড্রোলিক ড্রাইভ থেকে আসে যা ক্লাচের সাথে রডটিকে সরানো হয়। ক্র্যাকার সহ রডগুলি, যা একটি দুই-হাত লিভার গঠন করে, ক্র্যাকারের নলাকার অংশের কেন্দ্রের চারপাশে ঘোরাতে সক্ষম হয়, ক্যাম সহ স্লাইডারগুলিকে কেন্দ্রে নিয়ে যেতে এবং ওয়ার্কপিসটিকে আটকাতে পারে। লিভার চক পরিবর্তন সহজ এবং একটি কী ব্যবহার করে পছন্দসই রেডিয়াল অবস্থানে সমস্ত চোয়ালের একযোগে চলাচলে নেমে আসে।
তিন চোয়ালের চাকে ওয়ার্কপিস ঠিক করার পদ্ধতির চেয়ে এই অপারেশনে আর বেশি সময় ব্যয় করা হয় না, যার একটি নন-মেকানাইজড ড্রাইভ রয়েছে। লেদ চাকের অঙ্কনে যে চলমান উপাদানগুলি সরবরাহ করা হয় এবং স্লাইডারগুলিকে প্রধান চোয়ালের সাথে সংযুক্ত করে, ওয়ার্কপিস কেন্দ্রীভূত ত্রুটিগুলি উল্লেখযোগ্য, তাই লিভার চাকগুলি প্রধানত রফিং অপারেশনগুলিতে ব্যবহৃত হয়।
কীলক চক
ওয়েজ চকগুলি লিভার চাকের তুলনায় উচ্চ ওয়ার্কপিস কেন্দ্রীভূত নির্ভুলতা প্রদর্শন করে। ওয়ার্কপিসটি একটি বায়ুসংক্রান্ত বা হাইড্রোলিক ড্রাইভ ব্যবহার করে স্থির করা হয়েছে, যা একটি অগভীর টাকুটির শেষে পিছনে অবস্থিত। তিনটি প্রধান ক্যাম এবং তাদের সাথে যুক্ত ক্যামগুলি, কীলকের অক্ষীয় চলাচলের সময়, রেডিয়াল দিকে চলে যায় এবং পণ্যটিকে আটকে দেয়।

CNC মেশিনের জন্য, যেখানে যন্ত্রাংশের একটি বড় ব্যাচ প্রক্রিয়া করা হয়, লেদ চককে দ্রুত একত্রিত করা এবং চকটিকে স্থির করা ওয়ার্কপিসের একটি ভিন্ন ব্যাসে পরিবর্তন করা গুরুত্বপূর্ণ, যা 2 মিনিটের বেশি স্থায়ী হয় না। জিপিএস এবং সিএনসি সহ মেশিনগুলির জন্য, ওয়ার্কপিসের একটি নির্দিষ্ট ব্যাসের জন্য স্বয়ংক্রিয় পুনর্বিন্যাস সহ কার্টিজের ডিজাইন তৈরি করা হয়। প্রধান অংশগুলি তৈরির জন্য তাপ চিকিত্সার সাথে উচ্চ-মানের ইস্পাত ব্যবহার কার্টিজের নির্ভরযোগ্যতা, স্থায়িত্ব এবং নির্ভুলতা বাড়ায়।
ডায়াফ্রাম কার্তুজ
ডায়াফ্রাম চক কেন্দ্রীভূত অংশগুলির সর্বোচ্চ নির্ভুলতা প্রদান করে। ইলাস্টিক ঝিল্লি কার্টিজ ফ্ল্যাঞ্জে বোল্ট করা হয়। এই জাতীয় ঝিল্লিতে প্রতিস্থাপনযোগ্য চোয়াল সহ 3 থেকে 8টি ক্যাম থাকে। ডায়াফ্রাম কার্টিজের কিছু ডিজাইনে ক্যাম থাকে যা ডায়াফ্রামের সাথে বোল্ট করা হয়। ওয়ার্কপিসগুলি পিনের বাট প্রান্তের সাথে আনক্লেঞ্চড চোয়ালে স্টপ পর্যন্ত ইনস্টল করা হয়, বায়ুসংক্রান্ত অ্যাকচুয়েটরটি বন্ধ করা হয়, ঝিল্লিটি তার আসল অবস্থায় ফিরে আসার চেষ্টা করে এবং চোয়ালের সাথে ওয়ার্কপিসটিকে আটকে দেয়।
একটি ঝিল্লি লেদ চাকের উপর প্রচুর সংখ্যক ক্যাম 0.05 মিলিমিটার বা তার বেশি নির্ভুলতার সাথে পণ্যটিকে কেন্দ্রীভূত করতে অবদান রাখে। ওয়ার্কপিসের কম ক্ল্যাম্পিং ফোর্সের কারণে, এই ধরনের চকগুলি চিপের একটি ছোট অংশ সরানোর সাথে ফিনিশিং অপারেশনে ব্যবহৃত হয়। একটি ঝিল্লি চক মধ্যে workpieces ইনস্টল করার সময়, বায়ুসংক্রান্ত ড্রাইভ একচেটিয়াভাবে প্রজনন ক্যামের জন্য ব্যবহৃত হয়, তাই এই ধরনের একটি চক সঙ্গে কর্ম সঞ্চালন নিরাপদ। প্রক্রিয়াকরণের সময় হঠাৎ নেটওয়ার্কের চাপ কমে গেলে, ওয়ার্কপিসটি এখনও ঝিল্লির ইলাস্টিক বাহিনী দ্বারা চাকে নিরাপদে রাখা হয়।
ড্রিল chucks
টাকু ধরে রাখার জন্য ড্রিল-টাইপ ক্ল্যাম্পিং ডিভাইসের প্রয়োজন হয় তুরপুন মেশিনকাটিয়া সরঞ্জাম. এই জাতীয় ডিভাইসগুলি সাধারণত হ্যান্ড ড্রিলগুলিতে ড্রিল এবং অন্যান্য কাজের সরঞ্জামগুলি ঠিক করার জন্য ব্যবহৃত হয়।

ক্যামের সাথে চাক ড্রিলিং করার সুবিধা হ'ল বিস্তৃত ব্যাসের সাথে ওয়ার্কপিস ক্ল্যাম্প করার জন্য একটি ডিভাইস ব্যবহার করার সম্ভাবনা। তুলনা করে, কোলেট চাকগুলি শুধুমাত্র ড্রিলের সাথে ব্যবহার করা যেতে পারে যেখানে নলাকার শ্যাঙ্কের ব্যাস কোলেটের ভিতরের গর্তের সাথে ঠিক মেলে। এবং ব্যবহৃত কিছু সরঞ্জামের পরিসর প্রসারিত করতে, কিছু ডিভাইসের সাথে আসা অ্যাডাপ্টার হাতাও সাহায্য করে।
সঙ্কুচিত চক
সঙ্কুচিত চকগুলি কোলেট চাকের মতো একই উদ্দেশ্যে ব্যবহৃত হয়। পার্থক্যটি টুলটি আটকানোর পদ্ধতির মধ্যে রয়েছে: এর জন্য সঙ্কুচিত ফিট ব্যবহার করা হয়। কার্টিজটি একটি বিশেষ ডিভাইসে প্রিহিট করা হয়, যার পরে তাপীয় প্রসারণের কারণে এর গর্তটি বৃদ্ধি পায়। এবং শুধুমাত্র তারপর আপনি এটিতে একটি টুল সন্নিবেশ করতে পারেন, এবং কার্টিজ ঠান্ডা করতে পারেন - একটি বিশেষ ডিভাইসে বা বাতাসে। একই ভাবে থার্মোকল প্রসারিত করুন।
সঙ্কুচিত ফিট চাকের সুবিধা হল উচ্চ ক্ল্যাম্পিং ফোর্স, যা একটি কোলেট এবং বিশেষত একটি ড্রিল চক ব্যবহার করে অর্জন করা যায় না। এই ধরনের চক ব্যবহার কম্পন কমাতে এবং ব্যাপকভাবে টুল জীবন বৃদ্ধি করতে পারে. যাইহোক, মনে রাখবেন যে বিভিন্ন ব্যাসের সরঞ্জামগুলির জন্য বিভিন্ন চকগুলির প্রয়োজন হয় এবং ধ্রুবক শীতল-তাপী চক্রগুলি গুরুতর চক পরিধানের কারণ হয় এবং সঙ্কুচিত চাকের দাম বেশ বেশি।
জলবাহী chucks
হাইড্রোলিক চক হল সঙ্কুচিত ফিট চাকের বিকল্প। তরল চাপের কারণে হাইড্রোলিক চাকে টুলটির ক্ল্যাম্পিং সঞ্চালিত হয়। কার্টিজের ক্ল্যাম্পিং এবং আনক্ল্যাম্পিং সঞ্চালনের জন্য, পাশের পৃষ্ঠে স্ক্রুটি চালু করা প্রয়োজন। টুলটি একটি পেন্সিল-টাইপ অ্যাডাপ্টার কোলেটের মাধ্যমে বা সরাসরি চাকের মধ্যে আটকানো যেতে পারে। ক্ল্যাম্পিং ফোর্স তখন কোলেট চাকের তুলনায় অনেক বেশি হবে এবং ভিতরে থাকা তরল কম্পনকে স্যাঁতসেঁতে সাহায্য করবে।

হাইড্রোলিক চকগুলি কোলেট চাকের তুলনায় উল্লেখযোগ্যভাবে বেশি ব্যয়বহুল, তবে ব্যবহারের প্রয়োজন নেই বিশেষ ডিভাইসযেমন সঙ্কুচিত ফিট চক এবং আরো বহুমুখী হয়. অসুবিধাগুলি হল: কম ক্ল্যাম্পিং ফোর্স, ভুল করে ক্ল্যাম্প নিষ্ক্রিয় থাকলে ভাঙার ঝুঁকি। উপরন্তু, কুল্যান্ট ব্যবহার না করে এই পণ্যগুলি উচ্চ-গতির মেশিনিংয়ের জন্য ব্যবহার করা যাবে না, কারণ কার্টিজের ভিতরে তরল ফুটতে পারে। যাইহোক, আধুনিক পরিস্থিতিতে এই ত্রুটিগুলির কিছু সফলভাবে দূর করা হয়েছে।
তিন চোয়াল চক
তিনটি রেডিয়াল রেডিয়াল খাঁজ আছে যে Chucks এই আছে লক্ষণীয় বৈশিষ্ট্য- কেন্দ্রীকরণ, যা ওয়ার্কপিস ফিক্সিংয়ের সাথে একযোগে ঘটে। কার্টিজের ডিজাইনে ব্যবহৃত ট্রান্সমিশন মেকানিজমের উপর নির্ভর করে, এন্ড লিভার বা একটি কী ব্যবহার করে এক পর্যায়ে প্রয়োগ করা শক্তির ক্রিয়ায় চোয়ালগুলি সর্পিলভাবে সর্পিলভাবে সরে যায়।

তিন-চোয়ালের টার্নিং চাকের ডিজাইনে ক্যাম ব্যবহার করা হয়েছে বিভিন্ন ধরনের. খাঁজে বাইরের দিকে খাঁজে সোজা লাইন স্থাপন করা হয় এবং অংশটি ওপর থেকে অভ্যন্তরীণ পৃষ্ঠ দ্বারা আটকানো হয় বা বাইরের পৃষ্ঠপণ্যের ভিতরের পৃষ্ঠ বরাবর ধাপ। বিপরীত চোয়ালগুলি কেন্দ্রের দিকে ধাপে অবস্থিত এবং একটি বড় ব্যাস সহ ওয়ার্কপিসগুলিকে আটকাতে ব্যবহৃত হয়। ক্যামগুলি একটি ক্রমিক নম্বর দিয়ে চিহ্নিত করা হয়, যা একটি চাকে মাউন্ট করার সময় অবশ্যই অনুসরণ করতে হবে।
চার চোয়াল চক
চার-চোয়ালের চাকগুলি চারটি খাঁজের উপস্থিতি দ্বারা চিহ্নিত করা হয়, যা র্যাডিয়্যালি নির্দেশিত, যেখানে ক্ল্যাম্পিং চোয়ালগুলি ইনস্টল করা হয়। কার্টিজের নকশায় প্রতিটি ক্যামের চলাচলের জন্য, একটি পৃথক প্রক্রিয়া সরবরাহ করা হয়, যা এটিকে অন্যের চলাচল থেকে স্বাধীন করে তোলে। স্বতন্ত্র চোয়ালের সাথে চার চোয়ালের কাঠের বাঁক নেওয়ার উদ্দেশ্য হল নন-নলাকার আকৃতির সাথে ওয়ার্কপিস মেশিন করার সময় বাতা এবং ধরে রাখা, বা যখন মেশিন করা হচ্ছে নলাকার পৃষ্ঠের অক্ষটি ক্ল্যাম্পের অক্ষের সাথে মিলে না।

ক্যামগুলি বিপরীত এবং সামনের অবস্থানে ইনস্টল করা হয়। বিপরীত অবস্থান ব্যবহার করা হয় যদি আপনি একটি বড় ক্রস-বিভাগীয় এলাকা সঙ্গে একটি workpiece বাতা প্রয়োজন হয়। চার-চোয়ালের স্ব-কেন্দ্রিক চকগুলি একটি বর্গাকার অংশযুক্ত বারগুলিকে আটকানোর জন্যও ব্যবহৃত হয়।
এখন আপনি নিরাপদে লেদ চাকের জাতের একটির পক্ষে আপনার পছন্দ দিতে পারেন। পণ্যগুলি ব্যবহার করার জন্য প্রধানত পরিবেশ দ্বারা পরিচালিত হওয়ার পরামর্শ দেওয়া হয়, একটি লেদ চক দিয়ে ঠিক করা হবে এমন ওয়ার্কপিসের উপাদান এবং আকৃতি। ঠিক আছে, আপনি যদি নিজেরাই সবকিছু করতে পছন্দ করেন তবে আপনি নিজের হাতে লেদ চক তৈরি করার চেষ্টা করতে পারেন। কিন্তু আমাদের পরবর্তী নিবন্ধে যে আরো.
বইয়ের শিরোনাম পরবর্তী পৃষ্ঠা >>ধারা 23। ক্যাম chucks. তিন চোয়াল চক.
উপরে বুরুজ মেশিনআবেদন দুই-ক্যামগোলাবারুদ তিন-ক্যামকার্তুজ এবং চার চোয়ালকার্তুজ
ঘ ডবল চোয়াল আত্মকেন্দ্রিক chucksতারা বিভিন্ন আকৃতির কাস্টিং এবং ফোরজিংস ঠিক করে এবং প্রায়শই তারা শুধুমাত্র একটি অংশ ঠিক করার জন্য ডিজাইন করা বিশেষ ক্যাম তৈরি করে।
ভি তিন চোয়াল স্ব-কেন্দ্রিক chucksবৃত্তাকার এবং ষড়ভুজ অংশ বা বড় ব্যাসের বৃত্তাকার বার বেঁধে দিন।
ভি চার চোয়াল স্ব-কেন্দ্রিক চকবর্গাকার অংশের বারগুলি আটকানো হয় এবং ক্যামের পৃথক সমন্বয় সহ সাধারণ কার্তুজগুলিতে - একটি আয়তক্ষেত্রাকার প্রোফাইলের অংশ এবং অসমমিত আকার।
ক্যাম চক ম্যানুয়াল এবং যান্ত্রিক ক্ল্যাম্প দিয়ে তৈরি করা হয়।
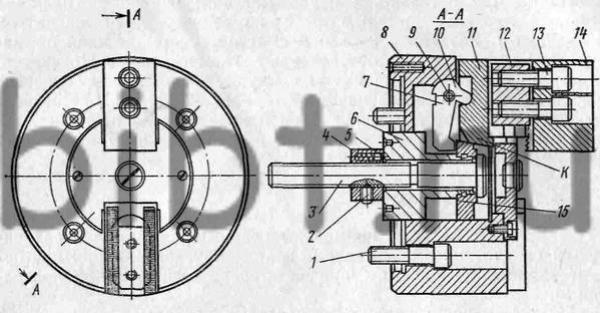
ভাত। 42।
সবচেয়ে সাধারণ স্ব-কেন্দ্রিক তিন চোয়াল চক (চিত্র 42)। ক্যাম 1, 2, 3 একটি আর্কিমিডিয়ান সর্পিল সহ ডিস্ক 4 এর সাহায্যে একযোগে চলে। ক্যামগুলি নিম্ন প্রোট্রুশন সহ এই সর্পিল কয়েলগুলিতে প্রবেশ করে। উপরে বিপরীত দিকেএকটি ডিস্ক একটি বেভেল হুইল দিয়ে কাটা হয়, যার সাথে তিনটি বেভেল গিয়ার 5 সংযুক্ত থাকে। যখন তাদের একটিকে একটি চাবি দিয়ে ঘুরানো হয়, তখন ডিস্ক 4 এর বেভেল হুইলটিও ঘুরতে থাকে এবং একটি সর্পিল এর মাধ্যমে তিনটি ক্যামকে বরাবর নিয়ে যায়। একযোগে এবং সমানভাবে কার্টিজ শরীরের খাঁজ; এক দিক বা অন্য দিকে ঘূর্ণনের উপর নির্ভর করে, ক্যামগুলি কেন্দ্র থেকে সরে যায় বা সরে যায়, যথাক্রমে অংশটিকে আটকে বা ছেড়ে দেয়। ক্যামগুলি সাধারণত তিনটি পর্যায়ে তৈরি করা হয়; পরিধান প্রতিরোধ ক্ষমতা বাড়াতে এগুলিকে শক্ত করা হয়।
তাদের উদ্দেশ্য অনুযায়ী, ক্যামের জন্য আলাদা করা হয় অভ্যন্তরীণএবং বহিরঙ্গনওয়ার্কপিস সুরক্ষিত করা। অভ্যন্তরীণ ফিক্সিংয়ের সাথে, ওয়ার্কপিসে অবশ্যই একটি গর্ত থাকতে হবে যা ক্যামগুলিতে এটি ইনস্টল করা সম্ভব করে তোলে।
পাওয়ার চালিত চাকগুলি হয় ট্র্যাকশন বা অন্তর্নির্মিত হতে পারে।
ড্রবার চকগুলিতে একটি বায়ুসংক্রান্ত, জলবাহী বা অন্য কোনো ড্রাইভের সাথে কঠিন বা ফাঁপা রড দ্বারা সংযুক্ত ক্ল্যাম্পিং উপাদান থাকে। এই জাতীয় কার্তুজের নকশাগুলি আলাদা, একটি অংশ ক্ল্যাম্প করার সময় তাদের অপারেশনের নীতি একত্রিত হয়।
ভাত। 43.
ডুমুর উপর. 43 বিনিময়যোগ্য চোয়াল 14 সহ একটি দুই-চোয়ালের লিভার চকের নকশা দেখায়, যার প্রাথমিক ইনস্টলেশনটি ঘূর্ণনের অক্ষের সাথে সম্পর্কিত অংশ বরাবর ক্র্যাকার 12 এবং স্ক্রু 13 স্লাইডারের খাঁজ বরাবর সঞ্চালিত হয়। কার্টিজের কেন্দ্রে স্লাইডার 11 লিভার 10 দ্বারা বাহিত হয়, যা পৃষ্ঠতল 7 দ্বারা সমর্থিত, 8 অক্ষের চারপাশে ঘোরে যখন স্টপ 15 রড 3 এর সাথে একত্রে সরানো হয়। ক্যাম 14 ছড়িয়ে পড়ে 2, 4 এবং 5 অংশ দ্বারা সংযুক্ত গাইড হাতা 6 এর সাথে রড 3 এর বিপরীত আন্দোলনের সময় স্টপ 15 এর শঙ্কুযুক্ত পৃষ্ঠ। চকটি স্ক্রু 1 দিয়ে মেশিনের সাথে সংযুক্ত থাকে।

ভাত। 44. অন্তর্নির্মিত বায়ুসংক্রান্ত ড্রাইভ সহ চক বিভাগ
একটি অন্তর্নির্মিত বায়ুসংক্রান্ত ড্রাইভ (চিত্র 44) সহ কার্টিজগুলিতে একটি পিস্টন সহ একটি অন্তর্নির্মিত সিলিন্ডার 6 রয়েছে। কার্টিজটি ফ্ল্যাঞ্জের সাথে সংযুক্ত রয়েছে 1. রাবারের রিং 9 ফ্ল্যাঞ্জের বিরুদ্ধে পিস্টনের আঘাতকে নরম করে 4। রিংগুলি 8 এবং 10 নিবিড়তা প্রদান করে। ক্ল্যাম্পিং ক্যাম সহ স্লাইডার 3 এর প্রোট্রুশন রয়েছে যা পিস্টন 5 এর খাঁজে প্রবেশ করে। খাঁজগুলির কোণ হল 40 ° 30 ", যা স্ব-ব্রেক করার শর্ত প্রদান করে। যখন 2 এবং 3 চ্যানেলের মাধ্যমে বাম বা ডান গহ্বরে বায়ু সরবরাহ করা হয় সিলিন্ডারের, স্লাইডার 7 আনক্ল্যাম্প বা ক্ল্যাম্প খালি।










বাড়িতে চুলায় হ্যাম কীভাবে রান্না করবেন
গর্ভাবস্থায় তলপেটে ব্যথা, কী করতে হবে তার কারণ গর্ভবতী হলে তলপেটে ব্যথা হতে পারে
পেশী লাভের জন্য প্রোটিন
গ্রাহকদের পর্যালোচনা অনুযায়ী পুরুষদের জন্য সেরা ভিটামিন
কিভাবে একটি নিরামিষ খাদ্যে ওজন হারান?