স্টকে !
উচ্চ কর্মক্ষমতা, সুবিধা, সহজ অপারেশন এবং নির্ভরযোগ্য অপারেশন.
ঢালাই পর্দা এবং প্রতিরক্ষামূলক পর্দা - স্টক!
ঢালাই এবং কাটার সময় বিকিরণ বিরুদ্ধে সুরক্ষা। বড় পছন্দ।
রাশিয়া জুড়ে ডেলিভারি!
শঙ্কু সম্পর্কে সাধারণ তথ্য
শঙ্কুযুক্ত পৃষ্ঠটি নিম্নলিখিত পরামিতিগুলির দ্বারা চিহ্নিত করা হয়েছে (চিত্র 4.31): ছোট d এবং বৃহত্তর D ব্যাস এবং সমতলগুলির মধ্যে দূরত্ব l যেখানে D এবং d ব্যাসযুক্ত বৃত্তগুলি অবস্থিত। কোণ a কে শঙ্কুর প্রবণতা কোণ বলা হয় এবং কোণ 2α কে শঙ্কুর কোণ বলা হয়।
K= (D - d)/l অনুপাতটিকে টেপার বলা হয় এবং সাধারণত একটি বিভাজন চিহ্ন দিয়ে চিহ্নিত করা হয় (উদাহরণস্বরূপ, 1:20 বা 1:50), এবং কিছু ক্ষেত্রে - দশমিক(উদাহরণস্বরূপ, 0.05 বা 0.02)।
Y= (D - d)/(2l) = tgα অনুপাতটিকে ঢাল বলা হয়।
শঙ্কুযুক্ত পৃষ্ঠতল প্রক্রিয়াকরণের পদ্ধতি
শ্যাফ্টগুলি প্রক্রিয়া করার সময়, একটি শঙ্কুযুক্ত আকৃতির পৃষ্ঠগুলির মধ্যে পরিবর্তনগুলি প্রায়শই সম্মুখীন হয়। যদি শঙ্কুর দৈর্ঘ্য 50 মিমি অতিক্রম না করে, তবে এটি একটি প্রশস্ত কর্তনকারী দিয়ে কাটা দ্বারা প্রক্রিয়া করা যেতে পারে। প্ল্যানে কাটার কাটার প্রান্তের প্রবণতার কোণটি অবশ্যই মেশিনযুক্ত অংশে শঙ্কুর প্রবণতার কোণের সাথে মিলিত হতে হবে। কাটার একটি তির্যক ফিড গতি দেওয়া হয়.
শঙ্কুযুক্ত পৃষ্ঠের জেনারাট্রিক্সের বিকৃতি কমাতে এবং শঙ্কুর প্রবণতার কোণের বিচ্যুতি কমাতে, ওয়ার্কপিসের ঘূর্ণনের অক্ষ বরাবর কাটারের কাটিং প্রান্তটি সেট করা প্রয়োজন।
এটি মনে রাখা উচিত যে 15 মিলিমিটারের বেশি কাটিং প্রান্ত সহ একটি কাটার দিয়ে একটি শঙ্কু মেশিন করার সময়, কম্পন ঘটতে পারে, যার স্তরটি উচ্চতর, ওয়ার্কপিসটি যত বেশি, তার ব্যাস তত ছোট, কোণটি তত কম। শঙ্কুটির প্রবণতার ক্ষেত্রে, শঙ্কুটি অংশের মাঝখানে যতটা কাছাকাছি থাকবে, ওভারহ্যাং কাটার তত দীর্ঘ হবে এবং এর বেঁধে রাখার শক্তি কম হবে। কম্পনের ফলস্বরূপ, চিকিত্সা করা পৃষ্ঠে চিহ্নগুলি উপস্থিত হয় এবং এর গুণমান অবনতি হয়। একটি প্রশস্ত কাটার দিয়ে শক্ত অংশগুলি মেশিন করার সময়, কোনও কম্পন নাও হতে পারে, তবে একই সময়ে, কাটারটি কাটিং ফোর্সের রেডিয়াল উপাদানের ক্রিয়ায় স্থানচ্যুত হতে পারে, যা প্রয়োজনীয় কোণে কাটারটির ভুল কনফিগারেশনের দিকে নিয়ে যায়। প্রবণতা (কাটার অফসেট মেশিনিং মোড এবং ফিডের দিকনির্দেশের উপর নির্ভর করে।)
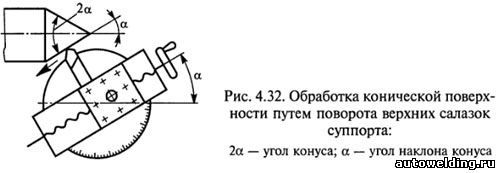
বড় ঢাল সহ শঙ্কুযুক্ত পৃষ্ঠগুলিকে টুল হোল্ডার (চিত্র 4.32) দিয়ে ক্যালিপারের উপরের স্লাইডটিকে একটি কোণ α দ্বারা মেশিনে তৈরি করা শঙ্কুটির প্রবণতার কোণের সমান বাঁক দিয়ে প্রক্রিয়া করা যেতে পারে। কাটারটি ম্যানুয়ালি খাওয়ানো হয় (উপরের স্লাইডটি সরানোর জন্য হ্যান্ডেল সহ), যা এই পদ্ধতির একটি অসুবিধা, যেহেতু অসম ম্যানুয়াল ফিড মেশিনযুক্ত পৃষ্ঠের রুক্ষতা বৃদ্ধির দিকে পরিচালিত করে। এইভাবে, শঙ্কুযুক্ত পৃষ্ঠগুলি প্রক্রিয়া করা হয়, যার দৈর্ঘ্য উপরের স্লাইডের স্ট্রোকের দৈর্ঘ্যের সাথে সামঞ্জস্যপূর্ণ।
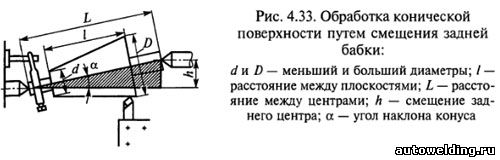
একটি কোণ α= 8 ... 10° সহ একটি বড় দৈর্ঘ্যের একটি শঙ্কুযুক্ত পৃষ্ঠ যখন টেলস্টক স্থানচ্যুত হয় তখন মেশিন করা যেতে পারে (চিত্র 4.33)
ছোট কোণে sinα ≈ tgα
h≈L(D-d)/(2l),
যেখানে L হল কেন্দ্রগুলির মধ্যে দূরত্ব; ডি - বড় ব্যাস; d - ছোট ব্যাস; l হল প্লেনের মধ্যে দূরত্ব।
যদি L = l, তাহলে h = (D-d)/2।
টেইলস্টকের স্থানচ্যুতি ফ্লাইওয়াইল পাশ থেকে বেস প্লেটের শেষ মুখে প্রিন্ট করা স্কেল এবং টেলস্টক হাউজিংয়ের শেষ মুখে ঝুঁকি দ্বারা নির্ধারিত হয়। স্কেলে বিভাগ মান সাধারণত 1 মিমি হয়। বেস প্লেটে স্কেলের অনুপস্থিতিতে, বেস প্লেটের সাথে সংযুক্ত একটি শাসক ব্যবহার করে টেলস্টকের অফসেট পরিমাপ করা হয়।
এইভাবে প্রক্রিয়াকৃত অংশগুলির একটি ব্যাচের একই সংমিশ্রণ নিশ্চিত করার জন্য, এটি প্রয়োজনীয় যে ওয়ার্কপিসগুলির মাত্রা এবং তাদের কেন্দ্রের গর্তগুলিতে সামান্য বিচ্যুতি রয়েছে। যেহেতু মেশিন সেন্টারের মিসলাইনমেন্টের কারণে ওয়ার্কপিসগুলির কেন্দ্রের গর্তগুলি পরিধান করে, তাই প্রথমে শঙ্কুযুক্ত পৃষ্ঠগুলিকে মেশিন করার পরামর্শ দেওয়া হয়, তারপরে কেন্দ্রের গর্তগুলি সংশোধন করুন এবং তারপরে ফিনিশিং শেষ করুন। কেন্দ্রের গর্তের ভাঙ্গন এবং কেন্দ্রগুলির পরিধান কমাতে, বৃত্তাকার শীর্ষগুলির সাথে পরেরটি চালানোর পরামর্শ দেওয়া হয়।
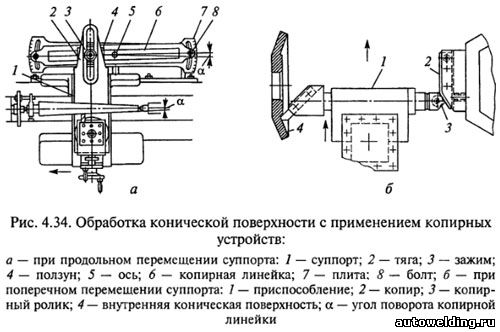
কপিয়ার ব্যবহার করে শঙ্কুযুক্ত পৃষ্ঠের প্রক্রিয়াকরণ বেশ সাধারণ। একটি প্লেট 7 মেশিনের বিছানার সাথে সংযুক্ত করা হয়েছে (চিত্র 4.34, a) একটি কপি রুলার 6 সহ, যার সাথে স্লাইডার 4 নড়াচড়া করে, ক্ল্যাম্প 5 ব্যবহার করে একটি রড 2 দ্বারা মেশিনের ক্যালিপার 1 এর সাথে সংযুক্ত। তির্যক দিকে ক্যালিপার, এটি ট্রান্সভার্স ফিড আন্দোলনের স্ক্রু সংযোগ বিচ্ছিন্ন করা প্রয়োজন. ক্যালিপার 1 এর অনুদৈর্ঘ্য আন্দোলনের সাথে, কাটারটি দুটি নড়াচড়া পায়: ক্যালিপার থেকে অনুদৈর্ঘ্য এবং কপিয়ার শাসক 6 থেকে অনুপ্রস্থ। অনুপ্রস্থ আন্দোলন ঘূর্ণনের অক্ষ 5 এর সাপেক্ষে কপিয়ার শাসক 6 এর ঘূর্ণনের কোণের উপর নির্ভর করে। শাসকের ঘূর্ণনের কোণটি প্লেট 7-এর বিভাগ দ্বারা নির্ধারিত হয়, 8 বোল্ট দিয়ে শাসককে ঠিক করে। কাটিং গভীরতায় কর্তনকারীর আন্দোলন উপরের ক্যালিপার স্লাইডটি সরানোর জন্য হ্যান্ডেল দ্বারা সঞ্চালিত হয়। বাইরের শঙ্কুযুক্ত পৃষ্ঠগুলি কাটার দিয়ে মেশিন করা হয়।
অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠতল প্রক্রিয়াকরণের পদ্ধতি
ওয়ার্কপিসের অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠ 4 এর প্রক্রিয়াকরণ (চিত্র 4.34, খ) টেলস্টক কুইলে বা মেশিনের বুরুজে ইনস্টল করা কপিয়ার 2 অনুসারে বাহিত হয়। ট্রান্সভার্স ক্যালিপারের টুল হোল্ডারে, ফিক্সচার 1 একটি কপি রোলার 3 এবং কাটারের মাধ্যমে একটি পয়েন্টেড সহ ইনস্টল করা হয়। সমর্থনের ট্রান্সভার্স আন্দোলনের সাথে, ক্যাম রোলার 3, ক্যাম 2 এর প্রোফাইল অনুসারে, একটি অনুদৈর্ঘ্য আন্দোলন পায়, যা ডিভাইস 1 এর মাধ্যমে কাটারটিতে প্রেরণ করা হয়। অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠগুলি বিরক্তিকর কাটার দিয়ে মেশিন করা হয়।
একটি কঠিন উপাদানে একটি শঙ্কুযুক্ত গর্ত পেতে, ওয়ার্কপিসটি প্রথমে প্রাক-প্রক্রিয়াজাত করা হয় (ড্রিল করা, উদাস), এবং তারপরে (নিয়োজিত)। শঙ্কুযুক্ত রিমারের একটি সেট দ্বারা ক্রমানুসারে রিমিং করা হয়। প্রি-ড্রিল করা গর্তের ব্যাস 0.5 ... 1 মিমি রিমারের সীসার ব্যাসের চেয়ে কম।
যদি উচ্চ নির্ভুলতার একটি শঙ্কুযুক্ত গর্তের প্রয়োজন হয়, তবে এটি পুনরায় করার আগে একটি শঙ্কুযুক্ত কাউন্টারসিঙ্ক দিয়ে প্রক্রিয়া করা হয়, যার জন্য শঙ্কুর ব্যাসের চেয়ে 0.5 মিমি কম ব্যাসের একটি গর্ত একটি কঠিন পদার্থে ড্রিল করা হয় এবং তারপর একটি কাউন্টারসিঙ্ক করা হয়। ব্যবহৃত কাউন্টারসিঙ্কিংয়ের জন্য ভাতা কমাতে, কখনও কখনও বিভিন্ন ব্যাসের ধাপ ড্রিল ব্যবহার করা হয়।
কেন্দ্র গর্ত মেশিনিং
শ্যাফ্টের মতো অংশগুলিতে, কেন্দ্রের গর্তগুলি প্রায়শই তৈরি করা হয়, যা পরবর্তী বাঁক এবং অংশটি নাকাল এবং অপারেশন চলাকালীন এটি পুনরুদ্ধারের জন্য ব্যবহৃত হয়। এর উপর ভিত্তি করে, কেন্দ্রীকরণ বিশেষভাবে সাবধানে সঞ্চালিত হয়।
শ্যাফ্টের কেন্দ্রের ছিদ্রগুলি অবশ্যই একই অক্ষে থাকতে হবে এবং শ্যাফ্টের শেষ জার্নালগুলির ব্যাস নির্বিশেষে উভয় প্রান্তে একই শঙ্কুযুক্ত গর্ত থাকতে হবে। যদি এই প্রয়োজনীয়তাগুলি পূরণ না করা হয়, মেশিনের নির্ভুলতা হ্রাস পায় এবং কেন্দ্র এবং কেন্দ্রের গর্তগুলির পরিধান বৃদ্ধি পায়।
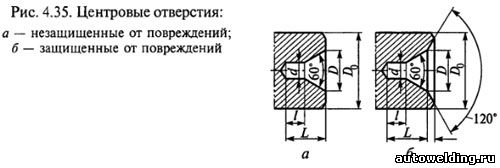
কেন্দ্রের গর্তের নকশা ডুমুরে দেখানো হয়েছে। 4.35। 60° একটি শঙ্কু কোণ সহ কেন্দ্রের গর্তগুলি সবচেয়ে সাধারণ। কখনও কখনও ভারী শ্যাফ্টে এই কোণটি 75 বা 90° পর্যন্ত বৃদ্ধি করা হয়। কেন্দ্রের শীর্ষটি ওয়ার্কপিসের বিরুদ্ধে বিশ্রাম না দেওয়ার জন্য, কেন্দ্রের গর্তে d ব্যাস সহ নলাকার রিসেসগুলি তৈরি করা হয়।
ক্ষতির বিরুদ্ধে সুরক্ষার জন্য, পুনরায় ব্যবহারযোগ্য কেন্দ্রের গর্তগুলি 120 ° (চিত্র 4.35, খ) কোণে একটি সুরক্ষা চেম্ফার দিয়ে তৈরি করা হয়।
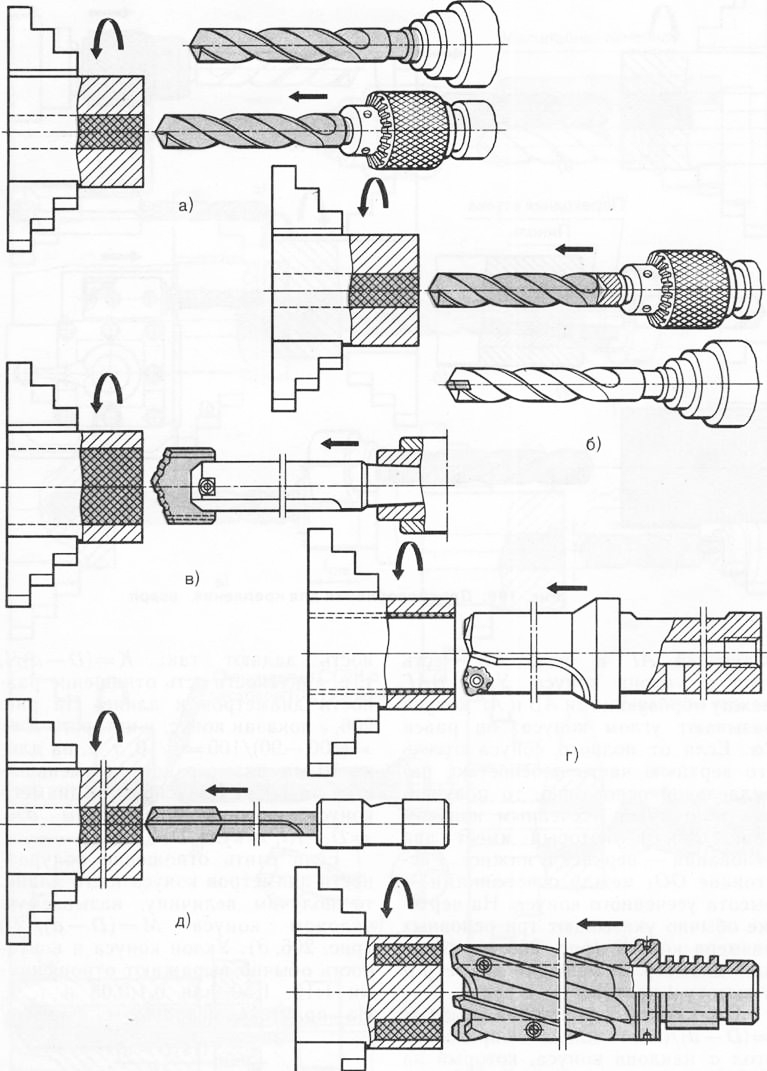
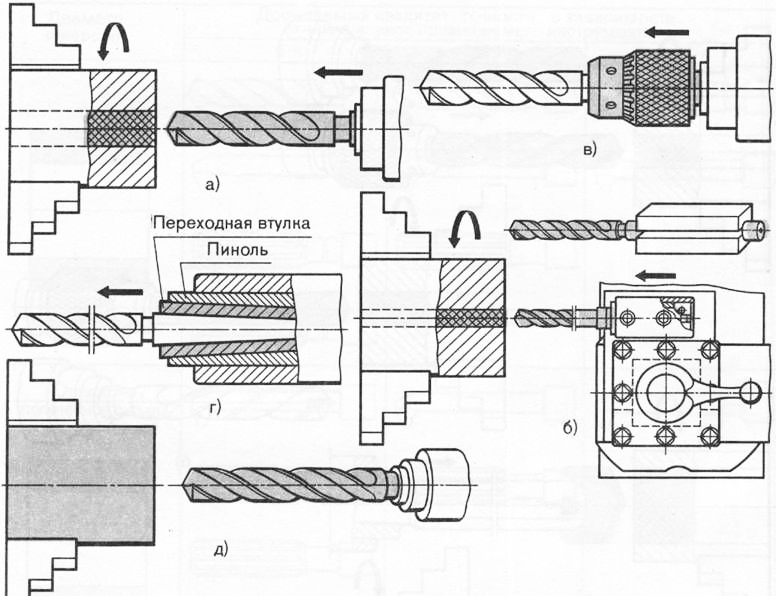
ছোট ওয়ার্কপিসে মেশিন কেন্দ্রে গর্ত করতে বিভিন্ন পদ্ধতি ব্যবহার করা হয়। ওয়ার্কপিসটি একটি স্ব-কেন্দ্রিক চাকে স্থির করা হয় এবং একটি কেন্দ্রীকরণ সরঞ্জাম সহ একটি ড্রিলিং চক টেলস্টক কুইলে ঢোকানো হয়। বড় আকারের কেন্দ্রের গর্তগুলি প্রথমে একটি নলাকার ড্রিল (চিত্র 4.36, a) দিয়ে প্রক্রিয়া করা হয় এবং তারপরে একটি একক দাঁতযুক্ত (চিত্র 4.36, b) বা বহু-দন্তযুক্ত (চিত্র 4.36, c) কাউন্টারসিঙ্ক দিয়ে প্রক্রিয়া করা হয়। 1.5 ... 5 মিমি ব্যাস সহ কেন্দ্রের গর্তগুলি একটি সুরক্ষা চেম্ফার (চিত্র 4.36, d) ছাড়াই এবং একটি সুরক্ষা চেম্ফার (চিত্র 4.36, ই) ছাড়াই সম্মিলিত ড্রিলের মাধ্যমে প্রক্রিয়া করা হয়।

কেন্দ্র গর্ত একটি ঘূর্ণমান workpiece সঙ্গে প্রক্রিয়া করা হয়; সেন্টারিং টুলের ফিড মুভমেন্ট ম্যানুয়ালি করা হয় (টেইলস্টক ফ্লাইহুইল থেকে)। শেষ, যার মধ্যে কেন্দ্র গর্ত প্রক্রিয়া করা হয়, একটি কর্তনকারী সঙ্গে প্রাক কাটা হয়।
কেন্দ্র গর্তের প্রয়োজনীয় আকার টেলস্টক ফ্লাইহুইল ডায়াল বা কুইল স্কেল ব্যবহার করে সেন্টারিং টুলের গভীরতা দ্বারা নির্ধারিত হয়। কেন্দ্রের গর্তগুলির প্রান্তিককরণ নিশ্চিত করতে, অংশটি পূর্ব-চিহ্নিত করা হয়, এবং দীর্ঘ অংশগুলিকে কেন্দ্র করার সময় একটি স্থির বিশ্রামের সাথে সমর্থিত হয়।
কেন্দ্র গর্ত একটি বর্গক্ষেত্র দ্বারা চিহ্নিত করা হয়.
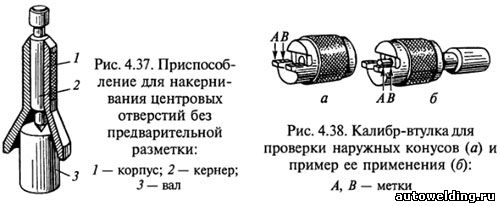
চিহ্নিত করার পরে, কেন্দ্রের গর্তটি পাঞ্চ করা হয়। যদি শ্যাফ্ট ঘাড়ের ব্যাস 40 মিমি অতিক্রম না করে, তাহলে ডুমুরে দেখানো ডিভাইসটি ব্যবহার করে প্রাথমিক চিহ্ন ছাড়াই কেন্দ্রের গর্তটি পাঞ্চ করা সম্ভব। 4.37। ফিক্সচারের বডি 1 শ্যাফ্ট 3 এর শেষের বাম হাত দিয়ে ইনস্টল করা হয়েছে এবং গর্তের কেন্দ্রটি সেন্টার পাঞ্চ 2-এ একটি হাতুড়ির ঘা দিয়ে চিহ্নিত করা হয়েছে।
যদি অপারেশন চলাকালীন কেন্দ্রের গর্তগুলির শঙ্কুযুক্ত পৃষ্ঠগুলি ক্ষতিগ্রস্থ হয় বা অসমভাবে পরা হয়, তবে সেগুলি একটি কাটার দিয়ে সংশোধন করা যেতে পারে। এই ক্ষেত্রে, ক্যালিপারের উপরের ক্যারেজটি শঙ্কুর কোণ দ্বারা ঘোরানো হয়।
শঙ্কুযুক্ত পৃষ্ঠতলের নিয়ন্ত্রণ
বাইরের পৃষ্ঠের টেপার একটি টেমপ্লেট বা একটি সর্বজনীন গনিওমিটার দিয়ে পরিমাপ করা হয়। আরও সঠিক পরিমাপের জন্য, হাতা গেজ ব্যবহার করা হয় (চিত্র 4.38), যার সাহায্যে শুধুমাত্র শঙ্কুর কোণই নয়, এর ব্যাসও পরীক্ষা করা হয়। একটি পেন্সিল দিয়ে শঙ্কুর মেশিনযুক্ত পৃষ্ঠে দুই বা তিনটি ঝুঁকি প্রয়োগ করা হয়, তারপরে পরিমাপ করা শঙ্কুর উপর একটি গেজ-হাতা রাখা হয়, এটির উপর সামান্য চাপ দেওয়া হয় এবং এটিকে অক্ষ বরাবর ঘুরিয়ে দেয়। একটি সঠিকভাবে সম্পাদিত শঙ্কু দিয়ে, সমস্ত ঝুঁকি মুছে ফেলা হয়, এবং শঙ্কুযুক্ত অংশের শেষটি চিহ্ন A এবং B এর মধ্যে থাকে।
শঙ্কুযুক্ত গর্ত পরিমাপ করার সময়, একটি প্লাগ গেজ ব্যবহার করা হয়। একটি শঙ্কুযুক্ত গর্তের প্রক্রিয়াকরণের সঠিকতা অংশের পৃষ্ঠতল এবং প্লাগ গেজের পারস্পরিক যোগাযোগ দ্বারা (বাহ্যিক শঙ্কুর পরিমাপের মতো) নির্ধারিত হয়। যদি প্লাগগেজে প্রয়োগ করা পেইন্টের একটি পাতলা স্তর একটি ছোট ব্যাস এ মুছে ফেলা হয়, তাহলে অংশে শঙ্কু কোণটি বড় হয়, এবং যদি বড় ব্যাস- কোণটি ছোট।
প্রতিবিভাগ:
ব্যবসা বাঁক
বাহ্যিক এবং অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠতলের মেশিনিং
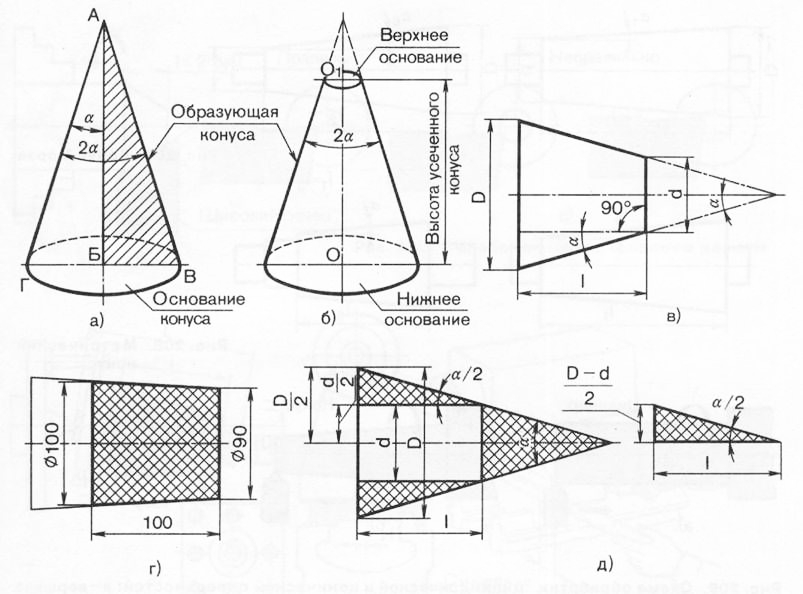
যদি ঘোরান সঠিক ত্রিভুজলেগ AB এর চারপাশে ABV, তারপর ফলস্বরূপ শরীরটিকে পূর্ণ শঙ্কু বলা হয়, লেগ AB হল শঙ্কুর উচ্চতা। রেখা AB কে শঙ্কুর জেনারাট্রিক্স বলা হয় এবং বিন্দু A হল এর শীর্ষ। লেগ BV যখন অক্ষ AB এর চারদিকে ঘোরে, তখন একটি পৃষ্ঠ তৈরি হয়, যাকে শঙ্কুর ভিত্তি বলা হয়। generatrix AG এবং অক্ষ AB-এর মধ্যবর্তী কোণ হল শঙ্কুর ঢালের a কোণ। শঙ্কুর জেনারেটর AB এবং AG-এর মধ্যে VAG কোণকে শঙ্কুর কোণ বলা হয়; এটি 2a এর সমান। যদি আমরা বেসের সমান্তরাল সমতল দ্বারা একটি পূর্ণ শঙ্কু থেকে এর উপরের অংশটি কেটে ফেলি, তবে ফলস্বরূপ শরীরটি একটি কাটা শঙ্কু হবে (চিত্র 206.6), যার দুটি ঘাঁটি রয়েছে - উপরের এবং নীচে। ঘাঁটিগুলির মধ্যে দূরত্ব 001 হল কাটা শঙ্কুর উচ্চতা। অঙ্কনটি সাধারণত শঙ্কুর তিনটি প্রধান মাত্রা নির্দেশ করে (চিত্র 206, c): বড় ব্যাস D, ছোট ব্যাস d এবং শঙ্কুর উচ্চতা।
ভাত। 198. হোলমেকিংয়ের জন্য ড্রিলের প্রয়োগ
ভাত। 199. বন্ধন ড্রিল জন্য ডিভাইস
tga = = (D- d) / (2l) সূত্রটি ব্যবহার করে, আপনি শঙ্কুর প্রবণতার কোণ a নির্ধারণ করতে পারেন, যা উপরের সমর্থন বাঁকিয়ে বা টেইলস্টক স্থানান্তর করে লেথে সেট করা হয়। কখনও কখনও টেপারটি নিম্নরূপ সেট করা হয়: K \u003d (D - d) / l, অর্থাৎ, টেপার হল দৈর্ঘ্যের ব্যাসের পার্থক্যের অনুপাত। ডুমুর উপর. 206, d একটি শঙ্কু দেখায়, যেখানে K \u003d \u003d (100 -90) / 100 \u003d 1/10, অর্থাৎ, 10 মিমি দৈর্ঘ্যের বেশি, শঙ্কুর ব্যাস 1 মিমি কমে যায়। টেপার এবং শঙ্কু ব্যাস d = D - Kl সমীকরণ দ্বারা সম্পর্কিত, যেখান থেকে D = d + Kl।
যদি আমরা শঙ্কুর ব্যাসের অর্ধ-পার্থক্যের অনুপাতকে এর দৈর্ঘ্যের সাথে নিই, তাহলে আমরা শঙ্কুর ঢালকে M \u003d (D - d) / (2l) (চিত্র 206, e) বলে একটি মান পাব। . শঙ্কু এবং টেপারের ঢাল সাধারণত 1:10, 1:50 বা 0.1:0.05, ইত্যাদি অনুপাতে প্রকাশ করা হয়। অনুশীলনে, সূত্রটি ব্যবহার করা হয়
ভাত। 200. ড্রিলিং অন্ধ এবং গভীর ড্রেন গর্ত
ভাত। 201. হোল বিরক্তিকর
যান্ত্রিক প্রকৌশলে, মোর্স শঙ্কু এবং মেট্রিক শঙ্কু সাধারণ। মোর্স শঙ্কুতে (চিত্র 207) সাতটি সংখ্যা রয়েছে: 0, 1, 2, 3, 4, 5 এবং 6। প্রতিটি সংখ্যা একটি নির্দিষ্ট প্রবণতার কোণের সাথে মিলে যায়: সবচেয়ে ছোটটি 0, বৃহত্তমটি 6। সকলের কোণ শঙ্কু ভিন্ন। মেট্রিক শঙ্কু 4 এর একটি টেপার আছে; 6; 80; একশত; 120; 160 এবং 200; তাদের একই ঢাল কোণ আছে (চিত্র 208)।
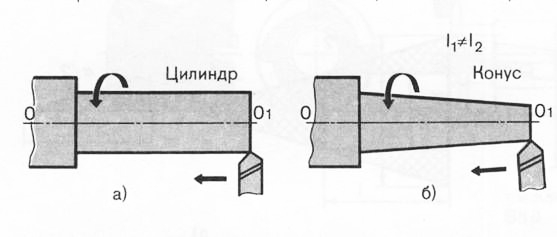
শঙ্কুযুক্ত পৃষ্ঠগুলির প্রক্রিয়াকরণ কেবল কাটার ফিডের কোণ (চিত্র 209) দ্বারা নলাকারগুলির প্রক্রিয়াকরণ থেকে পৃথক, যা মেশিন সেট করার মাধ্যমে অর্জন করা হয়। যখন ওয়ার্কপিসটি ঘোরানো হয়, তখন কাটারের টিপটি একটি কোণে (শঙ্কুর কোণ) সরে যায়। একটি লেদ উপর, শঙ্কু বিভিন্ন উপায়ে প্রক্রিয়া করা হয়. একটি প্রশস্ত কর্তনকারী সঙ্গে একটি শঙ্কু প্রক্রিয়াকরণ ডুমুর দেখানো হয়. 210 ক. এই ক্ষেত্রে, শঙ্কুর উচ্চতা 20 মিমি এর বেশি হওয়া উচিত নয়। উপরন্তু, কর্তনকারীর কাটিং প্রান্তটি কেন্দ্রগুলির উচ্চতা বরাবর অংশটির ঘূর্ণনের অক্ষের একটি কোণে সেট করা হয়েছে (চিত্র 210.6)।
অধিকাংশ একটি সহজ উপায়েকেন্দ্রের লাইনের স্থানচ্যুতি হল শঙ্কুযুক্ত পৃষ্ঠতল প্রাপ্ত করা। এই পদ্ধতিটি শুধুমাত্র তখনই ব্যবহৃত হয় যখন টেলস্টক বডি স্থানান্তর করে কেন্দ্রগুলিতে পৃষ্ঠগুলি প্রক্রিয়াকরণ করা হয়। যখন টেইলস্টকের দেহটি কর্মী (টুল হোল্ডারের দিকে) স্থানান্তরিত হয়, তখন একটি শঙ্কুযুক্ত পৃষ্ঠ তৈরি হয়, যেখানে অংশের বৃহত্তর ভিত্তিটি হেডস্টকের দিকে পরিচালিত হয় (চিত্র 211, ক)। যখন টেইলস্টক বডিটি কর্মী থেকে স্থানচ্যুত হয়, তখন বড় বেসটি টেলস্টকের দিকে অবস্থিত হয় (চিত্র 211.6)। টেলস্টক শরীরের পার্শ্বীয় স্থানচ্যুতি H = L - সিনা। শঙ্কু a এর প্রবণতার কোণে সামান্য পরিবর্তনের সাথে, আমরা অনুমান করতে পারি যে sinaa;tga, তারপর H = L(D - d)/(2l)। টেলস্টক বডির স্থানচ্যুতি একটি শাসক (চিত্র 211, গ) দিয়ে পরিমাপ করা হয়, কেন্দ্রগুলির প্রান্তিককরণটি একটি শাসক দিয়েও পরীক্ষা করা যেতে পারে (চিত্র 211, ডি)। যাইহোক, টেইলস্টকের শরীর স্থানান্তর করার সময়, এটি মনে রাখা উচিত যে অংশটির দৈর্ঘ্যের 1/50 এর বেশি স্থানান্তর অনুমোদিত নয় (চিত্র 211, ই)। একটি বড় অফসেটের সাথে, অংশ এবং কেন্দ্রগুলির কেন্দ্রের গর্তগুলির একটি অসম্পূর্ণ ফিট তৈরি হয়, যা মেশিনযুক্ত পৃষ্ঠের নির্ভুলতা হ্রাস করে।
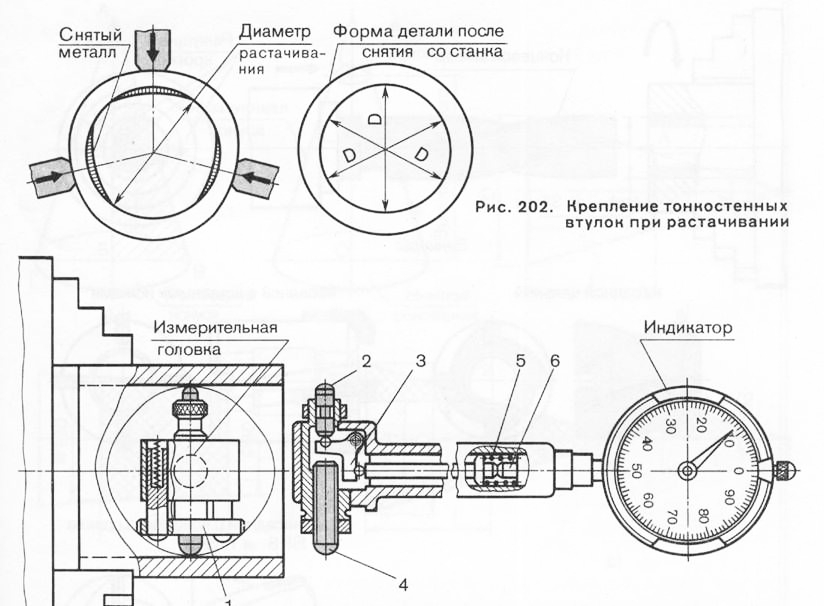
ভাত। 203. গর্তের গভীরতা পরিমাপের জন্য গেজের ভিতরে নির্দেশক: 1 - কেন্দ্রীভূত সেতু; 2-মাপার টিপ; 3-ডাবল লিভার; 4-নিয়ন্ত্রিত জোর; 5-বসন্ত, সংক্রমণ উপাদানের ফাঁক নির্মূল; 6-পরিমাপ সূচক রড
ভাত। 204. সলিড এবং মাউন্ট করা জেনার
ভাত। 205. ঘুরুন
উপরের সমর্থন বাঁক দিয়ে একটি বড় কোণ a এবং একটি ছোট উচ্চতা সহ শঙ্কু প্রক্রিয়া করা সমীচীন। বাইরের (চিত্র 212, ক) এবং অভ্যন্তরীণ (চিত্র 212.6) শঙ্কু প্রক্রিয়া করার সময় এই পদ্ধতিটি ব্যবহার করা হয়। এই ক্ষেত্রে, ম্যানুয়াল ফিড উপরের সমর্থনের হ্যান্ডেল বাঁক দ্বারা বাহিত হয়। যান্ত্রিক ফিডের সাথে উপরের ক্যালিপারটিকে প্রয়োজনীয় কোণে ঘোরাতে, ক্যালিপার টার্নিং অংশের ফ্ল্যাঞ্জে মুদ্রিত বিভাগগুলি ব্যবহার করা হয়। যদি অঙ্কনে a কোণটি নির্দিষ্ট করা না থাকে তবে এটি tga = (D - d)/(2l) সূত্র ব্যবহার করে গণনা করা হয়। কর্তনকারী কেন্দ্রে কঠোরভাবে সেট করা হয়। প্রক্রিয়াকৃত শঙ্কুর জেনারাট্রিক্সের সরলতা থেকে বিচ্যুতি ঘটে যখন কাটারটি উপরে (চিত্র 213.6) বা নীচে (চিত্র 213, গ) কেন্দ্র লাইনে ইনস্টল করা হয়।
একটি ^ 10 ... 12 ° সহ শঙ্কুযুক্ত পৃষ্ঠগুলি পেতে, একটি অনুলিপি শাসক ব্যবহার করা হয় (চিত্র 214)। প্লেট 1-এ একটি শাসক 2 ইনস্টল করা আছে, যা পিন 3 এর চারপাশে একটি প্রয়োজনীয় কোণে ঘোরানো হয় এবং একটি স্ক্রু 6 দিয়ে স্থির করা হয়। স্লাইডার 4 একটি রড 7 এবং একটি ক্ল্যাম্প ব্যবহার করে সমর্থন 8-এর অনুপ্রস্থ অংশের সাথে কঠোরভাবে সংযুক্ত থাকে। 5. কপি শাসক অবশ্যই শঙ্কুর জেনারাট্রিক্সের সমান্তরালে ইনস্টল করা উচিত, যা অবশ্যই প্রাপ্ত হবে। কপি রুলারের ঘূর্ণনের কোণ tga = (Z) - d)/(2l) অভিব্যক্তি থেকে নির্ধারিত হয়। যদি প্লেটের বিভাজনগুলি মিলিমিটারে নির্দেশিত হয়, তাহলে বিভাজনের সংখ্যা হল C - H (D - d) / (2l), যেখানে R হল শাসকের ঘূর্ণনের অক্ষ থেকে তার শেষ পর্যন্ত দূরত্ব।
একটি শঙ্কু, যেখানে জেনারাট্রিক্সের দৈর্ঘ্য উপরের ক্যালিপার ক্যারিজের স্ট্রোকের দৈর্ঘ্যের চেয়ে বেশি, অনুদৈর্ঘ্য এবং অনুপ্রস্থ ফিড প্রয়োগ করে ঘুরানো হয় (চিত্র 215)। এই ক্ষেত্রে, উপরের গাড়িটিকে কেন্দ্র রেখার সাপেক্ষে একটি কোণ p দিয়ে ঘোরাতে হবে: sinp = tga (Snp / Sn + 1), যেখানে OPR এবং Sn হল অনুদৈর্ঘ্য এবং অনুপ্রস্থ ফিড। প্রয়োজনীয় আকৃতির একটি টেপার পেতে, কাটার কেন্দ্রে কঠোরভাবে সেট করা হয়।
শঙ্কুযুক্ত গর্ত নিম্নলিখিত ক্রমানুসারে প্রক্রিয়া করা হয়। একটি গর্ত শঙ্কুর ছোট বেস (চিত্র 216) এর ব্যাসের চেয়ে সামান্য ছোট ব্যাস দিয়ে ড্রিল করা হয়, তারপর গর্তটি ড্রিল দিয়ে ড্রিল করা হয়। এর পরে, ধাপযুক্ত গর্ত একটি কর্তনকারী সঙ্গে উদাস হয়। একটি শঙ্কুযুক্ত গর্ত পাওয়ার আরেকটি উপায় হল একটি গর্ত ড্রিলিং (চিত্র 217, ক), রুক্ষ রিমিং (চিত্র 217.6), সেমি-ফিনিশিং (চিত্র 217, গ), ফিনিশিং (চিত্র 217, ডি)।
ভাত। 206. ননসের জ্যামিতিক পরামিতি
শঙ্কুযুক্ত পৃষ্ঠগুলি গনিওমিটার (চিত্র 218, ক), গেজ (চিত্র 218, বি, গ) এবং টেমপ্লেট (চিত্র 218, ডি) দ্বারা নিয়ন্ত্রিত হয়। টেপারযুক্ত গর্তগুলি গেজগুলিতে চিহ্নিত ধার এবং ঝুঁকিগুলির জন্য পরীক্ষা করা হয় (চিত্র 219)। যদি অংশের টেপার গর্তের শেষ প্রান্তের বাম প্রান্তের সাথে মিলে যায়, এবং বাইরে ব্যাসএকটি চিহ্নের সাথে মিলে যায় বা তাদের মধ্যে অবস্থিত, তারপর শঙ্কুর মাত্রা প্রদত্তগুলির সাথে মিলে যায়।
ভাত। 207. মোর্স টেপার
![]()
ভাত। 208. মেট্রিক ননস
ভাত। 209. নলাকার এবং ননিক সারফেস প্রক্রিয়াকরণের জন্য স্কিম: ক-কটারের শীর্ষ কেন্দ্রগুলির অক্ষের সমান্তরালে চলে যায়; b- কর্তনকারীর শীর্ষটি কেন্দ্রগুলির অক্ষের দিকে n কোণে চলে
"শিল্প প্রশিক্ষণ" শৃঙ্খলায় "কোনিকাল রিমারের একটি সেট সহ শঙ্কুযুক্ত গর্তের প্রক্রিয়াকরণ" বিষয়ে একটি পাঠের বিকাশ।
বিশেষত্ব 1109000 "টার্নিং এবং মেটালওয়ার্কিং"; যোগ্যতা 1109012 "টার্নার"।
প্রোগ্রামটির থিম "শঙ্কুযুক্ত পৃষ্ঠের প্রক্রিয়াকরণ"। এই বিষয়ে অধ্যয়নের জন্য 36 ঘন্টা বরাদ্দ করা হয়। একটি শিল্প প্রশিক্ষণ পাঠের সময়কাল একটি পূর্ণ একাডেমিক দিন (ছয় প্রশিক্ষণ ঘন্টা)। "টেপারড রিমারের সেটের সাথে টেপারড হোল মেশিন করা" বিষয়টি একটি পাঠে অধ্যয়ন করা হয়।
এই পদ্ধতিগত উন্নয়নউচ্চ কর্মক্ষমতা সহ শিক্ষার্থীদের মধ্যে প্রাথমিক দক্ষতা এবং ক্ষমতা তৈরি করা।
1. প্রস্তাবিত পদ্ধতিগত বিকাশের শিক্ষামূলক সম্ভাব্যতার ন্যায্যতা
শিল্প প্রশিক্ষণের প্রক্রিয়াটি বিভিন্ন আকারে বাস্তবায়িত হয়।
শিল্প প্রশিক্ষণ সংগঠনের প্রধান ফর্ম:
শিক্ষামূলক কর্মশালায় পাঠ, পাঠ;
এন্টারপ্রাইজের কর্মশালায় পেশা;
ইন্টার্নশীপ.
শিল্প প্রশিক্ষণের একটি পাঠ প্রশিক্ষণ কর্মশালায় একটি পাঠ। এর নির্দিষ্টতা হল উৎপাদন পরিস্থিতিতে উৎপাদনশীল শ্রমের জন্য প্রয়োজনীয় প্রাথমিক পেশাদার দক্ষতার গঠন।
অধ্যয়ন করা উপাদান লক্ষ্য এবং বিষয়বস্তু উপর নির্ভর করে, আছে নিম্নলিখিত ধরনেরশিল্প প্রশিক্ষণ পাঠ:
শ্রম কৌশল এবং অপারেশন অধ্যয়নের উপর পাঠ;
জটিল কাজের বাস্তবায়নের পাঠ;
পরীক্ষার পাঠ।
শ্রম কৌশল এবং ক্রিয়াকলাপ অধ্যয়নের পাঠের উদ্দেশ্য হ'ল শিক্ষার্থীদের উত্পাদন এবং প্রযুক্তিগত জ্ঞান, প্রাথমিক দক্ষতা এবং অধ্যয়ন করা কৌশল এবং ক্রিয়াকলাপগুলি সম্পাদন করার ক্ষমতা দেওয়া।
একটি পাঠের কার্যকারিতা এবং কার্যকারিতা মূলত এর গঠন দ্বারা নির্ধারিত হয়, যা একটি শিক্ষাগতভাবে নির্ধারিত অভ্যন্তরীণ ক্রম এবং মিথস্ক্রিয়া হিসাবে বোঝা যায়।
"স্বাভাবিকভাবেই, ছাত্ররা তাদের অস্বাভাবিক নকশা, সংগঠন এবং আচরণের পদ্ধতি, একটি অনমনীয় কাঠামোর অনুপস্থিতি, আত্ম-উপলব্ধির জন্য শর্তগুলির উপস্থিতি ইত্যাদির কারণে উদ্ভাবনী পাঠগুলি বেশি পছন্দ করে৷ তাই, এই ধরনের পাঠ প্রতিটি শিক্ষকের অস্ত্রাগারে থাকা উচিত৷ .
একই সময়ে, এটি মনে রাখা উচিত যে এই জাতীয় পাঠগুলিতে, একটি নিয়ম হিসাবে, শিক্ষার্থীদের কোনও গুরুতর জ্ঞানীয় কাজ নেই, তাদের কার্যকারিতা কম। এই কারণে, তাদের শিক্ষার সামগ্রিক কাঠামোতে প্রাধান্য দেওয়া উচিত নয়, মাস্টারদের তাদের কাজে অপ্রচলিত পাঠের স্থান নির্ধারণ করতে হবে।
অতএব, "শঙ্কুযুক্ত রিমারের একটি সেট দিয়ে শঙ্কুযুক্ত গর্ত মেশিন করা" বিষয়ে একটি শিল্প প্রশিক্ষণ পাঠ পরিচালনার জন্য একটি পদ্ধতির প্রস্তাবিত বিকাশ সমীচীন। এই পাঠে, শিক্ষার্থীরা টেপারড রিমারের একটি সেট দিয়ে টেপারড হোল প্রক্রিয়াকরণের প্রাথমিক পেশাদার দক্ষতা এবং ক্ষমতা তৈরি করবে।
2. পাঠ পরিকল্পনা
প্রোগ্রাম থিম:"শঙ্কুযুক্ত পৃষ্ঠতলের যন্ত্র"
পাঠের বিষয়:"কোনিক্যাল রিমারের একটি সেট সহ শঙ্কুযুক্ত গর্তের প্রক্রিয়াকরণ"।
পাঠের উদ্দেশ্য:
শিক্ষামূলক:
উৎপাদন কার্যক্রমের প্রক্রিয়ায় শিক্ষার্থীদের আগ্রহী করা;
স্থাপনার সময় নিরাপত্তা সতর্কতা সম্পর্কে জ্ঞান গঠন করা;
শঙ্কুযুক্ত ছিদ্র প্রক্রিয়াকরণের জন্য শিক্ষার্থীদের এক সেট রিমারের সাথে পরিচিত করা;
শিক্ষার্থীদের দক্ষতা তৈরি করুন:
* স্থাপনার জন্য গর্তের ব্যাস নির্ধারণ করুন;
* স্থাপনার জন্য খোলার প্রস্তুতি;
* টেলস্টক কুইলে রিমার ইনস্টল করুন এবং ঠিক করুন;
* সঠিকভাবে স্থাপনা কৌশল সঞ্চালন;
উন্নয়নশীল:
বিমূর্ত চিন্তা বিকাশ;
কর্মক্ষেত্রে সংগঠন গড়ে তোলা;
শিক্ষাগত:
সরঞ্জাম এবং সরঞ্জামের প্রতি যত্নশীল মনোভাব গড়ে তোলা, পরিকল্পিত কাজ সম্পাদনে দৃঢ় সংকল্প এবং ইচ্ছাশক্তি গড়ে তোলা।
পাঠের ধরন: শ্রম পদ্ধতি এবং অপারেশন অধ্যয়নের একটি পাঠ।
পাঠ পদ্ধতি: গল্প, কথোপকথন, ব্যক্তিগত প্রদর্শন, কৌশল, কৌশল এবং স্থাপনার ক্রিয়াকলাপ সম্পাদনের জন্য অনুশীলন।
শিক্ষাগত এবং উত্পাদন কাজ:
উপাদান এবং প্রযুক্তিগত সরঞ্জাম:
খালি জায়গা;
ক্যালিপার;
গেজ-প্লাগ;
বিস্তারিত অঙ্কন;
নির্দেশনা কার্ড;
শঙ্কু ছিদ্র প্রক্রিয়াকরণের জন্য reamers সেট;
ড্রিলস সর্পিল হয়।
ক্লাস চলাকালীন।
সাংগঠনিক অংশ(5 মিনিট.):
জার্নালে অনুপস্থিত চিহ্নিত করুন;
কমপ্লায়েন্স চেক চেহারাশিক্ষার্থীদের নিরাপত্তা নিয়ম।
আনয়ন প্রশিক্ষণ(৩৫ মিনিট):
পাঠের বিষয় এবং উদ্দেশ্য সম্পর্কে বার্তা;
পাঠের বিষয়ে শিক্ষার্থীদের প্রাথমিক জ্ঞান আপডেট করা:
* স্থাপনার উদ্দেশ্য সম্পর্কে কথা বলুন;
* অ্যাপয়েন্টমেন্ট সম্পর্কে কথা বলুন এবং নকশা বৈশিষ্ট্যখসড়া, সেমি-ফিনিশিং এবং ফিনিশিং সুইপস;
নতুন উপাদানের উপস্থাপনা এবং কৌশলগুলির ব্যক্তিগত প্রদর্শন:
* বাঁক জন্য শঙ্কু reamers একটি সেট সঙ্গে স্থাপনার মান;
* স্থাপনার জন্য গর্তের ব্যাস নির্ধারণ;
* স্থাপনার জন্য খোলার প্রস্তুতি;
* টেলস্টক কুইলে রিমার ঠিক করার পদ্ধতি;
* প্রযুক্তিগত প্রক্রিয়াঅংশ উত্পাদন;
* কাজের উন্নত পদ্ধতি;
* বিস্তারিত অঙ্কন বিশ্লেষণ, প্রযুক্তিগত প্রয়োজনীয়তা,
* কর্মক্ষেত্রে বিবাহের বিরুদ্ধে একটি সতর্কতা;
* শঙ্কুযুক্ত গর্ত স্থাপনের জন্য কৌশলগুলির ব্যক্তিগত প্রদর্শন;
* ছাত্রদের দ্বারা অনুশীলনের ক্রম এবং আত্ম-নিয়ন্ত্রণ;
* স্থাপনার সময় কর্মক্ষেত্রের সংগঠনের জন্য নিরাপত্তা সতর্কতা;
পরিচায়ক ব্রিফিং উপাদান একত্রীকরণ:
* বলুন কিভাবে স্থাপনার জন্য গর্তের ব্যাস নির্ধারণ করতে হয়;
* সুইপ এবং স্থাপনার কৌশলগুলি ইনস্টল এবং সুরক্ষিত করার পদ্ধতি বলুন এবং দেখান;
* স্থাপনার জন্য গর্ত প্রস্তুত করার পদ্ধতি সম্পর্কে কথা বলুন;
* উত্পাদিত অংশের প্রযুক্তিগত প্রক্রিয়া সম্পর্কে কথা বলুন;
* স্থাপনার সময় নিরাপত্তা সতর্কতা সম্পর্কে কথা বলুন।
শিক্ষার্থীদের অনুশীলন এবং চলমান নির্দেশনা (5 টা বাজে):
শঙ্কু ছিদ্র স্থাপন করার সময় ছাত্রদের অনুশীলন:
* চক, ড্রিল - কুইলগুলিতে ওয়ার্কপিস ইনস্টল করুন, মেশিনটিকে প্রয়োজনীয় সংখ্যক বিপ্লবের সাথে সামঞ্জস্য করুন;
* স্থাপনার জন্য গর্তের ব্যাস নির্ধারণ করুন;
* প্রয়োজনীয় ব্যাস পর্যন্ত একটি গর্ত ড্রিল করুন ( ভিতরের ব্যাসঅংশ, অংশ দৈর্ঘ্য, গর্ত দৈর্ঘ্য);
* গর্ত ব্যাস পরীক্ষা করুন;
* কুইলে একটি রুক্ষ স্ক্যান ইনস্টল করুন;
* স্থাপনের সময় প্রয়োজনীয় বিপ্লবের সংখ্যার সাথে মেশিনটিকে সামঞ্জস্য করুন;
* অংশের শেষ থেকে এমন দূরত্বে টেলস্টক ইনস্টল করুন এবং সুরক্ষিত করুন যাতে টেলস্টক বডি থেকে কুইলের ন্যূনতম এক্সটেনশনের সাথে প্রয়োজনীয় দৈর্ঘ্যে স্থাপনা করা যায়;
* রিমারটিকে মসৃণভাবে (প্রভাব ছাড়াই) ওয়ার্কপিসের শেষ মুখে নিয়ে যান;
* মেশিন চালু করুন এবং একটি মোটামুটি স্থাপনা সঞ্চালন করুন;
* সেমি-ফিনিশ করতে রুক্ষ স্ক্যান পুনরায় ইনস্টল করুন;
* একটি সেমি-ফিনিশ স্থাপনা সঞ্চালন;
* সমাপ্তিতে সেমি-ফিনিশিং সুইপ পুনরায় ইনস্টল করুন;
* একটি পরিষ্কার স্থাপনা সঞ্চালন;
* ওয়ার্কপিস সরান, মেশিন বন্ধ করুন;
শিক্ষার্থীদের কর্মক্ষেত্রে লক্ষ্য পরিদর্শন:
* কাজের সংস্থান এবং কাজ শুরুর সময়োপযোগীতা পরীক্ষা করুন;
* স্থাপনা এবং নিয়ন্ত্রণ পদ্ধতির জন্য গর্ত ড্রিলিং পদ্ধতির সঠিকতা পরীক্ষা করুন;
* প্রয়োজনে, কর্মক্ষেত্র বাইপাস করার সময়, শিক্ষার্থীদের সহায়তা প্রদান করুন;
* স্থাপনার কৌশলগুলির সঠিক বাস্তবায়ন পরীক্ষা করুন;
* নিয়ন্ত্রণ এবং পরিমাপ যন্ত্রের দখলের পদ্ধতির সঠিকতা পরীক্ষা করুন;
* নির্দেশিকা কার্ড এবং অঙ্কনের কাজের প্রক্রিয়ায় শিক্ষার্থীদের ব্যবহার পরীক্ষা করুন;
* মোতায়েন করার সময় শিক্ষার্থীরা নিরাপত্তা বিধি মেনে চলে কিনা তা পরীক্ষা করুন;
* ছাত্রদের ব্যক্তিগত সহায়তা প্রদান;
* উত্পাদিত অংশের গুণমান পরীক্ষা করুন।
চূড়ান্ত ব্রিফিং (15 মিনিট.):
পাঠের উদ্দেশ্য অর্জনের বিষয়ে প্রতিবেদন;
অনুশীলনের অগ্রগতি বিশ্লেষণ করুন;
শিক্ষার্থীদের কাজের একটি তুলনামূলক বিশ্লেষণ পরিচালনা করুন এবং একটি উপসংহার আঁকুন;
ছাত্রদের চমৎকার কর্মক্ষমতা স্বীকৃতি;
বিবাহের কারণগুলি চিহ্নিত করুন এবং নির্দেশ করুন;
সম্পাদিত কাজের মূল্যায়ন সম্পর্কে শিক্ষার্থীদের অবহিত করুন;
পরবর্তী পাঠের বিষয় সম্পর্কে শিক্ষার্থীদের অবহিত করুন;
বাড়িতে একটি টাস্ক ইস্যু করুন: একটি অংশ তৈরির জন্য একটি প্রযুক্তিগত প্রক্রিয়া আঁকুন।
সূচনামূলক ব্রিফিংয়ের পর্যায়
পরিচায়ক ব্রিফিং নিম্নলিখিত কাজগুলি সমাধান করে:
ক) আসন্ন কাজের বিষয়বস্তু এবং যে উপায়ে এটি সম্পাদন করা যেতে পারে তার সাথে শিক্ষার্থীদের পরিচিত করা (সরঞ্জাম, সরঞ্জাম, ফিক্সচার ইত্যাদি);
খ) প্রযুক্তিগত ডকুমেন্টেশন এবং শ্রমের চূড়ান্ত ফলাফলের (পণ্য) প্রয়োজনীয়তার সাথে পরিচিতি;
গ) সামগ্রিকভাবে কাজের নিয়ম এবং ক্রম এবং এর স্বতন্ত্র অংশগুলির ব্যাখ্যা (কৌশল, অপারেশন, ইত্যাদি);
ঘ) সম্ভাব্য অসুবিধা, ভুল সম্পর্কে শিক্ষার্থীদের সতর্ক করা;
e) যদি প্রয়োজন হয়, অপারেশনের কর্মক্ষমতার উপর স্ব-নিয়ন্ত্রণের পদ্ধতি দেখানো।
সূচনামূলক ব্রিফিংয়ের সময় জ্ঞানীয় ক্রিয়াকলাপের সক্রিয়করণ পূর্বে অর্জিত জ্ঞান, ব্যবহারিক দক্ষতা এবং দক্ষতার বাস্তবায়নে অবদান রাখে, পেশাদার ক্রিয়াকলাপের জন্য অধ্যয়নকৃত উপাদানের ব্যবহারিক তাত্পর্য দেখায়।
একটি শিল্প প্রশিক্ষণ পাঠের জন্য প্রস্তুতি নেওয়ার সময়, মাস্টার তার কার্যকলাপের সংগঠন এবং পদ্ধতি নির্ধারণ করেন, পাঠের পর্যায়ে শিক্ষার্থীদের ক্রিয়াকলাপ নিয়ে চিন্তা করেন।
সূচনামূলক ব্রিফিংয়ের সংস্থায় নিম্নলিখিতগুলি অন্তর্ভুক্ত রয়েছে।
প্রশিক্ষণ এবং উত্পাদন কাজ বাস্তবায়নের জন্য সরঞ্জাম এবং সরঞ্জামগুলির পরিষেবাযোগ্যতা এবং কার্যকারিতা, প্রয়োজনীয় ডকুমেন্টেশন এবং ভিজ্যুয়াল এইডস, ফাঁকা জায়গা এবং উপকরণগুলির উপলব্ধতা পরীক্ষা করা প্রয়োজন। ব্যবহারের ক্রমে প্রস্তুত করা সমস্ত কিছু সাজান যাতে এটি সর্বদা হাতে থাকে যাতে আপনাকে অনুসন্ধানে সময় ব্যয় করতে না হয়।
পরিচায়ক ব্রিফিংয়ের ভিত্তি হল অধ্যয়ন করা অপারেশন সম্পাদনের কৌশল এবং পদ্ধতিগুলি দেখানো এবং ব্যাখ্যা করা। পরিচিতিমূলক ব্রিফিংয়ের এই পর্যায়ে যখন ড তাত্ত্বিক উৎসআসন্ন শ্রম কার্যকলাপ, শ্রম কর্ম প্রদর্শন পদ্ধতি প্রয়োগ করা হয়. এই পদ্ধতি প্রয়োগ করার নিয়মটি সারণি 1 এ দেওয়া আছে।
শ্রম ক্রিয়া দেখানোর পদ্ধতি প্রয়োগের জন্য সারণি 1 নিয়ম
| মাস্টার কার্যকলাপ | ছাত্র কার্যক্রম | |
| উৎপন্ন দক্ষতার উদ্দেশ্য ব্যাখ্যা একটি স্বাভাবিক গতিতে সমগ্র কর্মপ্রবাহ দেখাচ্ছে শ্রম প্রক্রিয়ায় অপারেশন, কৌশল এবং মৌলিক ক্রিয়াগুলির বিচ্ছিন্নতা নির্দেশনা কার্ড অনুযায়ী তাদের বাস্তবায়নের জন্য পৃথক অপারেশন, কৌশল এবং পদ্ধতি দেখানো নির্দেশনা কার্ড বিশ্লেষণ করার জন্য প্রশ্ন জিজ্ঞাসা করা ধীর গতিতে সমস্ত শেখার ক্রিয়াকলাপ দেখানো হচ্ছে দেখানো ক্রিয়াগুলি খেলতে এক বা দুইজন ছাত্রকে চ্যালেঞ্জ করুন | পেশাগত ক্রিয়াকলাপে শ্রম প্রক্রিয়ার গুরুত্ব বোঝা পর্যবেক্ষণ, শ্রম প্রক্রিয়ার সামগ্রিক উপলব্ধি শ্রম কার্যকলাপের গঠন এবং গঠন বিশ্লেষণ প্রতিটি অপারেশন কিভাবে করতে হয়, একটি নির্দেশনা কার্ড দিয়ে কিভাবে কাজ করতে হয় তা বোঝা প্রশ্নের উত্তর মানসিক উপলব্ধি পর্যবেক্ষণ, বিশ্লেষণ | |
| মাস্টার কার্যকলাপ | ছাত্র কার্যক্রম | |
| শিক্ষার্থীদের ভুল বিশ্লেষণ একটি স্বাভাবিক গতিতে সমগ্র শ্রম প্রক্রিয়ার পুনরাবৃত্তি | কাজের পদ্ধতির বিশ্লেষণ শ্রম কার্যকলাপের মানসিক প্রজনন | |
শ্রম কৌশল দেখানো, আপনি দক্ষতার সাথে ব্যবহারিক প্রদর্শনী এবং মৌখিক ব্যাখ্যা একত্রিত করতে হবে. আপনি নিঃশব্দে কৌশলগুলি দেখাতে পারবেন না, তবে আপনার একই সময়ে শব্দচ্যুতি হওয়া উচিত নয়। শব্দের সাহায্যে, সহগামী ব্যাখ্যা দেওয়া হয়, শিক্ষার্থীদের মনোযোগ সবচেয়ে তাৎপর্যপূর্ণ, কৌশলটির "অদৃশ্য" অংশের দিকে আকৃষ্ট করা হয়, অনুষ্ঠানের ফলাফলগুলি সংক্ষিপ্ত করা হয়।
পরিচায়ক ব্রিফিং শুধুমাত্র তখনই সম্পন্ন করা যেতে পারে যখন মাস্টার নিশ্চিত হন যে অধিকাংশ শিক্ষার্থী যথেষ্ট সফলভাবে শুরু করতে সক্ষম হবে। এ ধরনের আস্থা না থাকলে লক্ষ্য অর্জিত না হওয়া পর্যন্ত ব্রিফিং চালিয়ে যেতে হবে।
বর্তমান ব্রিফিংয়ের পর্যায়
বর্তমান ব্রিফিং ছাত্রদের দ্বারা বাস্তবায়ন কোর্সে বাহিত হয় ব্যবহারিক কাজ. পাঠের এই পর্যায়ে, মাস্টার শিক্ষার্থীদের জন্য ব্যায়ামের একটি ব্যবস্থা সংগঠিত করেন; শিক্ষার্থীদের কাজের তত্ত্বাবধানে, তিনি নিম্নলিখিত মৌলিক নিয়মগুলি পালন করেন:
1) অনুশীলনের সময় শিক্ষার্থীদের অলক্ষ্যে পর্যবেক্ষণ করুন;
2) সমগ্র গোষ্ঠীর কাজের দৃষ্টিশক্তি না হারিয়ে প্রতিটি ছাত্রের কাজের মধ্যে গভীর মনোযোগ দিন;
3) শিক্ষার্থীদের সময়মত সহায়তা প্রদান করুন, তাদের স্বাধীনভাবে অসুবিধাগুলি কাটিয়ে উঠতে অভ্যস্ত করুন, কিন্তু ভুলগুলি সংশোধন করতে দেবেন না;
4) শিক্ষার্থীদের জন্য কাজ শেষ করবেন না - এটি তাদের দায়িত্বজ্ঞানহীন হতে শেখায়
5) ক্রমাগত ছাত্রদের তাদের কাজের পরিকল্পনা এবং পদ্ধতিগত স্ব-নিয়ন্ত্রণে অভ্যস্ত করা;
6) শ্রম নিরাপত্তা বিধি এবং কর্মক্ষেত্রের সংগঠন বাস্তবায়নের জন্য প্রয়োজনীয়তাগুলিতে কঠোরতা দেখান;
7) বিশেষ প্রয়োজন ছাড়া শিক্ষার্থীদের কাজে হস্তক্ষেপ না করা;
8) নিশ্চিত করা যে শিক্ষার্থীরা নিজেরাই তাদের ভুল বুঝতে পারে, সেগুলি বুঝতে পারে এবং সেগুলি সংশোধন ও প্রতিরোধ করার উপায় খুঁজে পায়;
9) যদি করা ভুলগুলি বেশিরভাগ ছাত্রদের জন্য সাধারণ হয়, তাহলে সমগ্র গ্রুপের সম্মিলিত বর্তমান নির্দেশনা পরিচালনা করুন।
বর্তমান ব্রিফিংয়ের সময়, মাস্টার অধ্যয়ন করা অপারেশন সম্পাদনের জন্য সবচেয়ে কার্যকর কৌশল এবং পদ্ধতিগুলির উপর সমগ্র প্রশিক্ষণ গোষ্ঠীর মনোযোগ নিবদ্ধ করেন।
গোষ্ঠীর সক্রিয়করণ পৃথক ক্রিয়াকলাপগুলির কার্যকারিতা, সামগ্রিকভাবে শ্রমের ফলাফলগুলির একটি পর্যায়ক্রমে মূল্যায়ন প্রবর্তন করে অর্জন করা হয়।
চূড়ান্ত ব্রিফিং পর্যায়
চূড়ান্ত ব্রিফিংয়ের কার্যকারিতা উন্নত করতে, নিম্নলিখিতগুলি সুপারিশ করা যেতে পারে:
1) সর্বদা অগ্রভাগে পাঠের শেখার কাজগুলির বাস্তবায়নের সারসংক্ষেপ রাখুন;
2) চূড়ান্ত ব্রিফিংকে একটি শেখার চরিত্র দিন;
3) অতীতের পাঠের ফলাফলের সক্রিয় আলোচনায় শিক্ষার্থীদের জড়িত করুন;
4) দক্ষতার সাথে শিক্ষার্থীদের সেরা শিক্ষাগত এবং উত্পাদন কাজের বিশ্লেষণ ব্যবহার করুন;
5) পাঠের ফলাফলগুলি ব্যাপকভাবে এবং উদ্দেশ্যমূলকভাবে বিশ্লেষণ করুন, চিহ্ন দিন - তর্ক করতে;
6) হোমওয়ার্ক ইস্যু করার সময়, কীভাবে সেগুলি সম্পূর্ণ করতে হয় সে সম্পর্কে শিক্ষার্থীদের নির্দেশ দিতে ভুলবেন না।
4. নতুন উপাদান এবং প্রযুক্তির ব্যক্তিগত প্রদর্শনের সারসংক্ষেপ
বাঁক জন্য টেপার reamers একটি সেট সঙ্গে টেপার গর্ত reaming তাত্পর্য
lathes উপর, এটা টেপারড reamers একটি সেট সঙ্গে একটি ছোট টেপার কোণ সঙ্গে tapered গর্ত মেশিন সম্ভব।
রিমিং দ্বারা, একটি সুনির্দিষ্ট এবং সূক্ষ্ম শঙ্কুযুক্ত পৃষ্ঠ প্রাপ্ত হয়।
শঙ্কুযুক্ত রিমারের একটি সেটে তিনটি রিমার (রাফিং, সেমি-ফিনিশিং, ফিনিশিং) অন্তর্ভুক্ত থাকে, যা ক্রমানুসারে প্রাক-প্রক্রিয়া খনন গর্ত. Reamers বিভিন্ন কাটিয়া প্রান্ত নকশা আছে. রুক্ষ রিমারের চারটি কাটিয়া প্রান্ত থাকে, সেমি-ফিনিশ রিমারে ছয়টি এবং ফিনিশ রিমারে আটটি থাকে।
গর্তের ব্যাস নির্ণয় করা এবং রিমিংয়ের জন্য গর্ত প্রস্তুত করা
ওয়ার্কপিসে রিমিংয়ের জন্য একটি গর্ত 0.5 - 1.0 মিমি ব্যাস দিয়ে ড্রিল করা হয় রিমারের গাইড শঙ্কুর ব্যাসের চেয়ে কম।
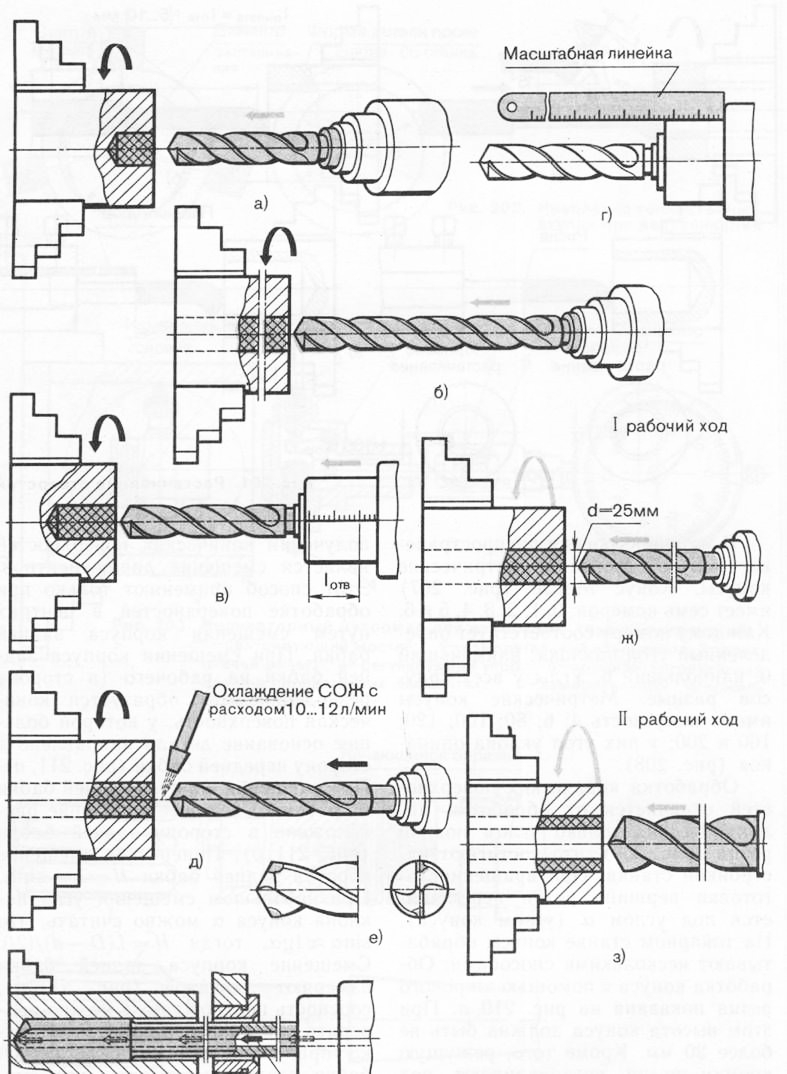
25 মিমি পর্যন্ত ব্যাসের রিমিংয়ের জন্য একটি গর্ত একটি ড্রিল দিয়ে ড্রিল করা হয়, এবং যদি গর্তের ব্যাস 25 মিমি-এর বেশি হয়, তবে বিভিন্ন ব্যাসের বেশ কয়েকটি ড্রিল দিয়ে ক্রমাগত ড্রিল করার পরামর্শ দেওয়া হয়।
স্থাপনার জন্য একটি গর্ত প্রস্তুত করা হচ্ছে। কাজ শুরু করার আগে, সামনের শীর্ষবিন্দুগুলির কাকতালীয়তা পরীক্ষা করুন এবং পিছনের কেন্দ্রগুলিমেশিন তারপরে চকটিতে ওয়ার্কপিসটি ইনস্টল করুন এবং পরীক্ষা করুন যে ঘূর্ণনের অক্ষের সাথে সম্পর্কিত এর রানআউট (অকেন্দ্রিকতা) বহিরাগত বাঁক নেওয়ার সময় সরানো ভাতা অতিক্রম করে না। এছাড়াও ওয়ার্কপিসের শেষ মুখের রানআউট পরীক্ষা করুন যেখানে গর্তটি মেশিন করা হবে (শেষ মুখ বরাবর ওয়ার্কপিসটি সারিবদ্ধ)। পরবর্তী, tailstock কুইল মধ্যে ড্রিল ইনস্টল করুন; তুরপুন করা; ড্রিলটি সরান, চিপগুলি সরান।
ঝাড়ু ঠিক করার আদেশ
টেলস্টক কুইলের শঙ্কুযুক্ত গর্তে রুক্ষ রিমারটি ঠিক করুন: হাতলটি ঘুরিয়ে কুইলটি খুলে দিন, রিমারটি ইনস্টল করুন, কুইলটি ক্ল্যাম্প করুন।
টেপারড হোল রিমিং টেকনিক
টেলস্টকবিছানা বরাবর ওয়ার্কপিস থেকে এমন দূরত্বে সরান যে টেলস্টক বডি থেকে কুইলের ন্যূনতম এক্সটেনশন সহ প্রয়োজনীয় দৈর্ঘ্যে স্থাপনা করা যেতে পারে;
ওয়ার্কপিস দিয়ে টাকুটির ঘূর্ণন চালু করুন;
ওয়ার্কপিসের শেষে মসৃণভাবে (প্রভাব ছাড়াই) রিমার আনুন;
একটি হুক সঙ্গে অংশ থেকে চিপ অপসারণ দ্বারা ream;
রিমারটি পুনরায় ইনস্টল করুন (রুক্ষ রিমারটি সরান, সেমি-ফিনিশটি ঠিক করুন);
একটি আধা-সমাপ্ত স্থাপনা সঞ্চালন;
reamer নিন, চিপ অপসারণ;
রিমার পুনরায় ইনস্টল করুন (সেমি-ফিনিশিংটি সরান, ফিনিশিংটি ঠিক করুন);
একটি পরিষ্কার স্থাপনা সঞ্চালন;
reamer নিন, চিপ অপসারণ;
ওয়ার্কপিসের ঘূর্ণন বন্ধ করুন;
ওয়ার্কপিস সরান;
রিমারটি সরান এবং এটি পরিষ্কার করুন।
স্থাপনার নিরাপত্তা এবং কর্মক্ষেত্র সংস্থা
স্থাপনা প্রক্রিয়ার সময় প্রদর্শিত হতে পারে এমন আঘাতমূলক কারণগুলি নিম্নরূপ: কাটিয়া সরঞ্জাম; ওয়ার্কপিস ঠিক করার জন্য ফিক্সচার; শেভিং
আঘাত প্রতিরোধ. স্ক্যান সেট করার তাড়াহুড়ো এবং ভুল পদ্ধতির সময় কাটিয়া টুলের ধারালো প্রান্ত দিয়ে হাত কাটা হতে পারে। স্থাপনার কৌশলগুলি সম্পাদন করার সময় শিক্ষার্থীদের নির্দেশনা কার্ড ব্যবহার করা উচিত।
বিশেষ পোশাক শিক্ষার্থীর শরীরকে আঘাত থেকে রক্ষা করে। ওভারঅলের হাতা বাহুগুলির সাথে ফিট করা উচিত এবং বোতামগুলির সাথে বেঁধে রাখা উচিত। হাতা বন্ধন অনুমোদিত নয়, কারণ তাদের প্রান্তগুলি মেশিনের টাকু বা চাকের প্রান্ত থেকে বের হওয়া ক্যামের দ্বারা ধরা যেতে পারে। চুল আটকানো এড়াতে হেডগিয়ার পরুন।
স্থাপন করার সময়, রিমারকে পর্যায়ক্রমে গর্ত থেকে সরানো হয় এবং এর খাঁজ এবং ওয়ার্কপিসের গর্তটি হুক এবং ব্রাশ ব্যবহার করে জমে থাকা চিপগুলি থেকে পরিষ্কার করা হয়। সামগ্রিকভাবে, বিশেষ পাদুকা শেভিং দ্বারা শরীরের অংশে আঘাত থেকে রক্ষা করে। চশমা, ঢাল এবং প্রতিরক্ষামূলক পর্দা ব্যবহার চিপ উড়ে চোখের আঘাত, ধাতুর গরম অংশ দ্বারা চোখ পুড়ে যাওয়া প্রতিরোধ করে।
নিরাপত্তা প্রবিধান মেশিন চলাকালীন যন্ত্রাংশ পরিমাপ করা নিষিদ্ধ করে, কারণ এটি কাটার সরঞ্জাম, ওয়ার্কপিস বা ফিক্সচার সহ শ্রমিকদের আঘাতের ঝুঁকির সাথে যুক্ত।
উপসংহার
কর্মক্ষেত্রের সংগঠনকে অবশ্যই কাজের সম্পূর্ণ নিরাপত্তা নিশ্চিত করতে হবে। কর্মক্ষেত্রে কাজে অতিরিক্ত, অপ্রয়োজনীয়, অব্যবহৃত কিছু থাকা উচিত নয়। কাজে ব্যবহৃত সমস্ত আইটেম (রিমার, ড্রিল, পরিমাপের সরঞ্জাম ইত্যাদির একটি সেট) স্থায়ী স্টোরেজ জায়গা থাকতে হবে।
Tapered হোল মেশিনিং
6. শঙ্কুযুক্ত গর্ত প্রক্রিয়াকরণ।
শঙ্কুযুক্ত গর্ত প্রক্রিয়াকরণের পদ্ধতি।শঙ্কুযুক্ত গর্তের প্রক্রিয়াকরণ ইনস্টল করা কাটার দিয়ে করা যেতে পারে, ক্যালিপারের উপরের স্লাইডটি ঘোরানো, ব্যবহার করে টেপার শাসকএবং স্থাপনা। এই পদ্ধতির প্রথম তিনটির সারমর্ম, তাদের সাথে সম্পর্কিত গণনা এবং তাদের বাস্তবায়নের পদ্ধতিগুলি বহিরাগত শঙ্কু প্রক্রিয়াকরণের জন্য সংশ্লিষ্ট পদ্ধতিগুলির মতোই। অতএব, একটি কঠিন পদার্থে শঙ্কুযুক্ত গর্তের প্রক্রিয়াকরণ এবং শঙ্কুযুক্ত গর্তগুলিকে পুনরায় তৈরি করার কিছু বৈশিষ্ট্য নীচে বিবেচনা করা হয়েছে।
কঠিন পদার্থে শঙ্কুযুক্ত গর্ত প্রক্রিয়াকরণের বিশেষত্ব।এই গর্ত প্রাক drilled হয়. এই ক্ষেত্রে ব্যবহৃত ড্রিলের ব্যাস শঙ্কুর ছোট ব্যাসের চেয়ে 2-3 মিমি কম হওয়া উচিত। যদি টেপার কোণ বড় হয়, তাহলে এইভাবে প্রাপ্ত গর্তটি reamed বা বোরিং করার আগে ধাপ দিয়ে উদাস করা হয়। এটি করার জন্য, এটি একটি বাইরের শঙ্কু সহ একটি অংশ (বা অনুকরণীয় শঙ্কু) থাকা বাঞ্ছনীয় যা মেশিনের মতো একই। উদাহরণস্বরূপ, যদি প্রক্রিয়াকৃত শঙ্কুযুক্ত গর্তের (চিত্র 155, a) দৈর্ঘ্য l সহ D এবং d ব্যাস থাকা উচিত এবং একই মাত্রা সহ একটি অনুকরণীয় শঙ্কু (চিত্র 156) থাকে, তাহলে গর্তটি নিম্নরূপ পূর্ব-চিকিত্সা করা হয় .
অনুকরণীয় শঙ্কুর দৈর্ঘ্যকে ভাগ করে, উদাহরণস্বরূপ, তিনটি অংশে, d2 এবং d1 এবং দূরত্বগুলি /2 এবং 11 ডান প্রান্ত থেকে যে বিভাগে এই ব্যাসগুলি পরিমাপ করা হয়েছে সেগুলি পর্যন্ত পরিমাপ করুন। প্রক্রিয়াকরণের জন্য গর্তটি ড্রিল করার পরে (চিত্র 155, 6) একটি ড্রিল দিয়ে যার ব্যাস d এর চেয়ে 2-3 মিমি কম, এটিকে প্রথমে পুনরায় করা হয় (চিত্র 155, গ) একটি ড্রিল দিয়ে প্রথমে /1 এর থেকে কিছুটা কম গভীরতায় dlt এর চেয়ে কম ব্যাস সহ ড্রিল করুন এবং তারপরে (চিত্র 155, d) 4 এর থেকে সামান্য কম গভীরতায় ড্রিল করুন যার ব্যাস d2 এর চেয়ে কম। তারপর একটি গর্ত উদাস হয়, যা অনেক দ্রুত করা যেতে পারে যদি প্রথম তুরপুন (চিত্র 155, খ) পরে টেপার বিরক্ত হয়, যখন মেশিনিং ভাতা অনেক বড় ছিল। শক্তিশালী মেশিনে বড় শঙ্কুযুক্ত ছিদ্র ড্রিলিং করে প্রাক-চিকিত্সা করার সময়, এটি একটি বড় ড্রিল দিয়ে শুরু করতে হবে এবং এটিকে /2 এর কম গভীরতায় ড্রিল করতে হবে, তারপরে একটি ছোট ব্যাসের ড্রিল দিয়ে দ্বিতীয় লেজটি প্রক্রিয়া করুন ইত্যাদি।
একটি মডেল শঙ্কুর অনুপস্থিতিতে, d1, d2, l1 এবং /2 মাত্রাগুলি অংশের অঙ্কনে সরাসরি পরিমাপ করে, যে স্কেলটিতে এটি তৈরি করা হয়েছে তা বিবেচনায় নিয়ে বা উপযুক্ত গণনার মাধ্যমে নির্ধারণ করা যেতে পারে।
একটি শঙ্কুযুক্ত গর্ত বোরিং করার সময় ব্যবহৃত কাটার ক্লিয়ারেন্স কোণ হওয়া উচিত  ছোট গর্ত ব্যাস অনুযায়ী চয়ন করুন. কাটার শুরুতে পর্যাপ্ত এই কোণটি ছোট হতে পারে যখন কাটারটি উদাস হয়ে গর্তের শেষে পৌঁছায়। ফলস্বরূপ, গর্তের পৃষ্ঠ এবং কাটারের পিছনের মুখের মধ্যে ঘর্ষণ ঘটবে, যা এটির অপারেশনের জন্য অগ্রহণযোগ্য।
ছোট গর্ত ব্যাস অনুযায়ী চয়ন করুন. কাটার শুরুতে পর্যাপ্ত এই কোণটি ছোট হতে পারে যখন কাটারটি উদাস হয়ে গর্তের শেষে পৌঁছায়। ফলস্বরূপ, গর্তের পৃষ্ঠ এবং কাটারের পিছনের মুখের মধ্যে ঘর্ষণ ঘটবে, যা এটির অপারেশনের জন্য অগ্রহণযোগ্য।
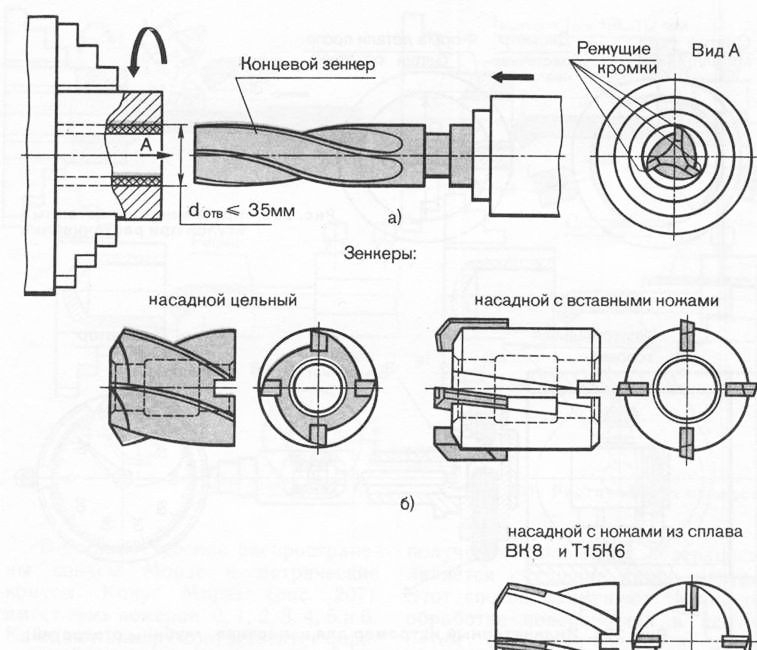
Tapered গর্ত reaming. সাধারণ আকারের শঙ্কুযুক্ত গর্ত (অ্যাডাপ্টারের বুশিংয়ের ভিতরের শঙ্কু, শেল রিমার, কাউন্টারসিঙ্ক ইত্যাদি) রিমার দিয়ে মেশিন করা উচিত (চিত্র 157), যার একটি সেট মেশিনযুক্ত শঙ্কুযুক্ত গর্তের নির্দিষ্ট ধরন এবং আকারের জন্য (উদাহরণস্বরূপ) , মোর্স টেপার নং 4) 3 পিসি গঠিত। এই রিমারগুলির প্রতিটির একটি শঙ্কুযুক্ত অংশ রয়েছে যা গর্তের আকারের সাথে সামঞ্জস্যপূর্ণ, এবং একটি নলাকার শ্যাঙ্ক একটি বর্গক্ষেত্রে শেষ হয়। শঙ্কুযুক্ত অংশে, দাঁত গঠনকারী খাঁজগুলি মিলিত হয়। প্রথম (পিলিং) রিমারের (চিত্র 157, ক) সাধারণত অল্প সংখ্যক দাঁত থাকে (মোর্স শঙ্কু নং 4 এর রিমারের ছয়টি দাঁত থাকে)। 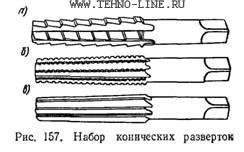 তারা একটি হেলিকাল লাইন বরাবর ধাপের বিন্যাস সঙ্গে ধাপে ধাপে তৈরি করা হয়. দ্বিতীয় স্ক্যানে (চিত্র 157, খ) প্রথমটির তুলনায় উল্লেখযোগ্যভাবে বড় সংখ্যক দাঁত রয়েছে, তবে ধাপে ধাপে (চিপগুলিকে অংশে আলাদা করার জন্য)। তৃতীয় (ফিনিশিং) রিমার (চিত্র 157, গ) সোজা, এমনকি দাঁত আছে; সেগুলি দ্বিতীয় স্ক্যানের তুলনায় কিছুটা বেশি তৈরি করা হয়।
তারা একটি হেলিকাল লাইন বরাবর ধাপের বিন্যাস সঙ্গে ধাপে ধাপে তৈরি করা হয়. দ্বিতীয় স্ক্যানে (চিত্র 157, খ) প্রথমটির তুলনায় উল্লেখযোগ্যভাবে বড় সংখ্যক দাঁত রয়েছে, তবে ধাপে ধাপে (চিপগুলিকে অংশে আলাদা করার জন্য)। তৃতীয় (ফিনিশিং) রিমার (চিত্র 157, গ) সোজা, এমনকি দাঁত আছে; সেগুলি দ্বিতীয় স্ক্যানের তুলনায় কিছুটা বেশি তৈরি করা হয়।
গর্তটি প্রথম রিমারের ছোট ব্যাসের চেয়ে 0.5-1.0 মিমি কম ব্যাস সহ একটি ড্রিল দিয়ে ড্রিল করা হয়। এই রিমারের দাঁতগুলির ধাপযুক্ত আকৃতি এবং একটি হেলিকাল লাইন বরাবর তাদের অবস্থানের কারণে, reamed গর্তটি ধাপে ধাপে রয়েছে। দ্বিতীয় সুইপ পাস করার পরে, পদক্ষেপগুলি আকারে হ্রাস পায়, তবে তাদের সংখ্যা বৃদ্ধি পায়। শেষ (সমাপ্ত) ঝাড়ু পদক্ষেপগুলি সরিয়ে দেয় এবং মেশিনযুক্ত গর্তটি মসৃণ দেয়াল দিয়ে প্রাপ্ত হয়। ছোট টেপার ঢাল সহ টেপারড গর্ত মেশিন করার জন্য ডিজাইন করা একটি কিট কখনও কখনও দুটি রিমার নিয়ে গঠিত। খুব অগভীর শঙ্কু প্রায়শই একটি সূক্ষ্ম রিমার দিয়ে সরাসরি মেশিন করা হয়।
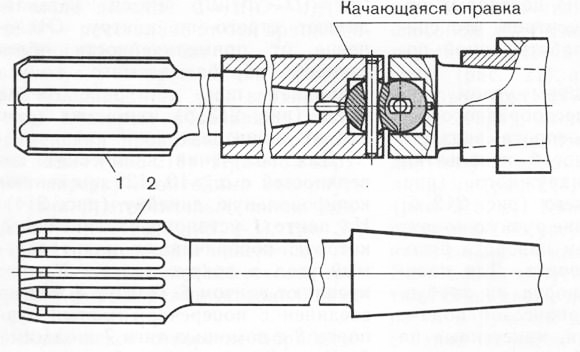
অপারেশনের সময় সুইপ সেট করা চিত্রে দেখানো হয়েছে। 158. রিমারের কাজের শেষ 3টি চক 1 এ স্থির ওয়ার্কপিস গর্ত 2-এ ঢোকানো হয় এবং ডান প্রান্তটি মেশিনের টেলস্টকের কোয়েল 6-এ ঢোকানো কেন্দ্র 5 দ্বারা সমর্থিত। একটি ক্ল্যাম্প 4 রিমারের বর্গাকার প্রান্তে রাখা হয়, যার শেষটি থাকে শীর্ষ প্ল্যাটফর্মক্যালিপার রিমার বাম দিকে সরে যাওয়ার সাথে সাথে টেলস্টক কুইলটিও তার ফ্লাইহুইলের ক্রমাগত ঘূর্ণনের মাধ্যমে বাম দিকে খাওয়ানো হয়। যদি ক্ল্যাম্পের শেষটি প্ল্যাটফর্মের বাম প্রান্তের কাছে আসে, পুরো ক্যালিপারটি বাম দিকে সরান। ইস্পাত অংশগুলি প্রক্রিয়া করার সময়, একটি কাটিং তরল ব্যবহার করে শঙ্কুযুক্ত ছিদ্রগুলির রিমিং করা উচিত - ইমালসন, সালফোফ্রেসল বা সব্জির তেলকেরোসিন এবং টারপেনটাইনের সাথে মিশ্রিত। 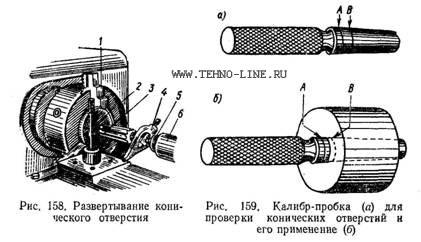
টেপার গর্ত পরীক্ষা করা হচ্ছে।শঙ্কু ছিদ্র পরীক্ষা করতে, প্লাগ গেজ ব্যবহার করা হয় (চিত্র 159, গ)। এই ধরনের ক্যালিবার ব্যবহার করার সময়, এর পাশের পৃষ্ঠে চক বা পেন্সিল চিহ্ন প্রয়োগ করা যেতে পারে। যদি, গর্তের মধ্যে গেজ ঢোকানোর পরে চেক করা হয় এবং বেশ কয়েকবার ঘোরানো হয়, চিহ্নগুলি পুরো দৈর্ঘ্য বরাবর মুছে ফেলা হয়, গর্তের টেপার কোণটি সঠিক। যদি তারা কেবলমাত্র ক্যালিবারের ছোট ব্যাসে পরে যায় তবে এর অর্থ হল টেপার কোণটি বড়। যদি টেপার কোণটি খুব ছোট হয় তবে চক বা পেন্সিল লাইনগুলি কেবল ক্যালিবারের বড় ব্যাসে মুছে যাবে। শঙ্কুযুক্ত গর্তের ব্যাস একটি সীমাবদ্ধ প্লাগ গেজ দিয়ে পরীক্ষা করা হয়। প্লাগ গেজে তৈরির সময় লাগানো একটি সঠিকভাবে মেশিনযুক্ত ঝুঁকির গর্ত বি সহ, অংশটি অবশ্যই বন্ধ করতে হবে এবং ঝুঁকি A অবশ্যই অংশের শেষের মধ্যে আবৃত করা উচিত নয় (চিত্র 159, খ)। যদি গেজের B চিহ্নটি অংশের শেষ পর্যন্ত না পৌঁছায়, তবে গর্তটি অতিরিক্তভাবে প্রক্রিয়া করা উচিত, এবং যদি A চিহ্নটি অংশের গভীরে যায় তবে পরবর্তীটি একটি বিবাহ। কখনও কখনও, খাঁজের পরিবর্তে, কর্ক গেজের শেষে একটি লেজ তৈরি করা হয়। প্রান্তের দুটি প্রান্তের মাধ্যমে এবং মাধ্যমের মাত্রার সাথে মিল রয়েছে, যার মধ্যে একটি সঠিকভাবে উদাস শঙ্কুযুক্ত গর্তের শেষটি অবস্থিত হওয়া উচিত।
সাহিত্য
1. পেশাগত শিক্ষাবিদ্যা: শিক্ষাগত বিশেষত্ব এবং এলাকায় অধ্যয়নরত শিক্ষার্থীদের জন্য একটি পাঠ্যপুস্তক। - এম.: অ্যাসোসিয়েশন " পেশাগত শিক্ষা", 1997। - 512 পি।
2. Skakun V.A. শিল্প প্রশিক্ষণের মাস্টারের পেশার পরিচিতি: পদ্ধতি। ভাতা. - ২য় সংস্করণ। সংশোধিত এবং অতিরিক্ত - এম।: Vyssh.shk।, 1988। - 239 পি।
3. Erganova N.E. বৃত্তিমূলক প্রশিক্ষণ পদ্ধতি: টিউটোরিয়াল. - ইয়েকাটেরিনবার্গ.6 প্রকাশনা ঘর Ros. অবস্থা pro.-ped. আন-টা।, 2003। - 150 পি।
4. Skakun V.A. চিত্র এবং টেবিলে শিল্প প্রশিক্ষণের পদ্ধতি। টুলকিট। - এম.: এড। KNOW ISOM বিভাগ, 2004। - 175p।
5. Feshchenko V.N., Makhmutov R.K. বাঁক / অধ্যাপক জন্য পাঠ্যপুস্তক. সেগুলো. পাঠ্যপুস্তক প্রতিষ্ঠান - 3য় সংস্করণ। কেন্দ্র "একাডেমি", 1997। - 303 পি।
ব্যবহারিক টাস্কে টাইপলিখিত পাঠ্যের 18টি শীট, 1টি টেবিল, 5টি উত্স ব্যবহৃত হয়।
কীওয়ার্ড: শিল্প প্রশিক্ষণ, কাজের কৌশল এবং অপারেশন, পেশাগত দক্ষতা এবং দক্ষতা, শঙ্কু হোলিং, নির্দেশ।
একটি ব্যবহারিক কাজে, "টার্নার" পেশায় ইয়েকাটেরিনবার্গ ভোকেশনাল লিসিয়ামের শিক্ষার্থীদের প্রশিক্ষণের জন্য "শঙ্কুযুক্ত রিমারের একটি সেট সহ শঙ্কুযুক্ত গর্ত মেশিন করা" বিষয়ে একটি শিল্প প্রশিক্ষণ পাঠ পরিচালনার জন্য একটি পদ্ধতি তৈরি করা হয়েছিল।
Lathes উপর শঙ্কুযুক্ত পৃষ্ঠতলের প্রক্রিয়াকরণ সঞ্চালিত হয় ভিন্ন পথ: ক্যালিপার উপরের অংশ বাঁক দ্বারা; টেলস্টক শরীরের স্থানচ্যুতি; শঙ্কু শাসক বাঁক; প্রশস্ত কর্তনকারী। এক বা অন্য পদ্ধতির ব্যবহার শঙ্কু পৃষ্ঠের দৈর্ঘ্য এবং শঙ্কুর কোণের উপর নির্ভর করে।
ক্যালিপারের উপরের স্লাইডটি ঘুরিয়ে বাইরের শঙ্কুটি মেশিন করার পরামর্শ দেওয়া হয় যেখানে অপেক্ষাকৃত ছোট দৈর্ঘ্যের সাথে একটি বড় শঙ্কু ঢাল কোণ পাওয়া প্রয়োজন। শঙ্কুর জেনারাট্রিক্সের বৃহত্তম দৈর্ঘ্য উপরের ক্যালিপারের গাড়ির স্ট্রোকের চেয়ে কিছুটা কম হওয়া উচিত। একটি ছোট ঢাল কোণ (3 ... 5) সহ দীর্ঘ মৃদু শঙ্কু প্রাপ্ত করার জন্য টেলস্টকের শরীরকে স্থানান্তরিত করে বাইরের শঙ্কুটি প্রক্রিয়াকরণ করা সুবিধাজনক। এটি করার জন্য, টেলস্টকের দেহটি হেডস্টকের বেসের গাইড বরাবর মেশিন সেন্টারের লাইন থেকে ট্রান্সভার্স দিকে স্থানান্তরিত হয়। প্রক্রিয়াকরণ করা ওয়ার্কপিসটি মেশিনের কেন্দ্রগুলির মধ্যে স্থির করা হয়েছে চাক ড্রাইভিংএকটি কলার সঙ্গে বিছানার পিছনে স্থির একটি শঙ্কু (কপি) শাসক ব্যবহার করে শঙ্কুগুলির প্রক্রিয়াকরণ লেদএকটি প্লেটে, যথেষ্ট দৈর্ঘ্যের একটি মৃদু শঙ্কু পেতে ব্যবহৃত হয়। ওয়ার্কপিসটি কেন্দ্রগুলিতে বা তিন-চোয়ালের স্ব-কেন্দ্রিক চাকে স্থির করা হয়। মেশিন সাপোর্টের টুল হোল্ডারে স্থির কাটারটি অনুদৈর্ঘ্য এবং তির্যক দিকগুলিতে একযোগে আন্দোলন পায়, যার ফলস্বরূপ এটি ওয়ার্কপিসের শঙ্কুযুক্ত পৃষ্ঠকে প্রক্রিয়া করে।
একটি সংক্ষিপ্ত শঙ্কু (l<25 мм) с большим углом уклона. Широкий проходной резец, режущая кромка которого длинней образующей конуса, устанавливают в резце держатель так, чтобы главная режущая кромка резца составляла с осью заготовки угол а, равный углу уклона конуса. Обработку можно вести как с продольной, так и с поперечной подачей. На чертежах деталей часто не указывают размеры, необходимые для обработки конус и их необходимо подсчитывать. Для подсчета неизвестных элементов конусов и их размеров (в мм) можно пользоваться следующими формулами
ক) ট্যাপার K= (D-d)/l=2tg
b) শঙ্কু ঢাল কোণ tg = (D-d)/(2l) = K/2
c) ঢাল i \u003d K / 2 \u003d (D - d) / (2l) \u003d tg
d) বড় শঙ্কু ব্যাস D = Kl + d = 2ltg
e) ছোট শঙ্কু ব্যাস d = D-- K1 = D--2ltg
e) শঙ্কুর দৈর্ঘ্য l \u003d (D - d) K \u003d (D - d) / 2tg
লেদগুলিতে অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠগুলির প্রক্রিয়াকরণও বিভিন্ন উপায়ে সঞ্চালিত হয়: একটি প্রশস্ত কাটার দিয়ে, ক্যালিপারের উপরের অংশ (স্লেজ) বাঁকানো, শঙ্কুযুক্ত (কপি) শাসকটি বাঁকানো। 15 মিমি পর্যন্ত লম্বা অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠগুলি একটি প্রশস্ত কাটার দিয়ে প্রক্রিয়া করা হয়, যার প্রধান কাটিয়া প্রান্তটি শঙ্কু অক্ষের প্রয়োজনীয় কোণে সেট করা হয়, অনুদৈর্ঘ্য বা অনুপ্রস্থ ফিড বহন করে। এই পদ্ধতিটি সেই ক্ষেত্রে ব্যবহৃত হয় যখন টেপার কোণটি বড় হয় এবং টেপার কোণ এবং পৃষ্ঠের রুক্ষতার নির্ভুলতার উপর উচ্চ প্রয়োজনীয়তা আরোপ করা হয় না। যেকোন প্রবণতার কোণে 15 মিমি-এর বেশি লম্বা অভ্যন্তরীণ শঙ্কুগুলি ম্যানুয়াল ফিড ব্যবহার করে ক্যালিপারের উপরের স্লাইডটি ঘুরিয়ে প্রক্রিয়া করা হয়।
শঙ্কু প্রক্রিয়াকরণের পদ্ধতি নির্বিশেষে, কাটারটি অবশ্যই মেশিনের কেন্দ্রগুলির উচ্চতায় ঠিক সেট করতে হবে।
1. প্রশস্ত কর্তনকারী
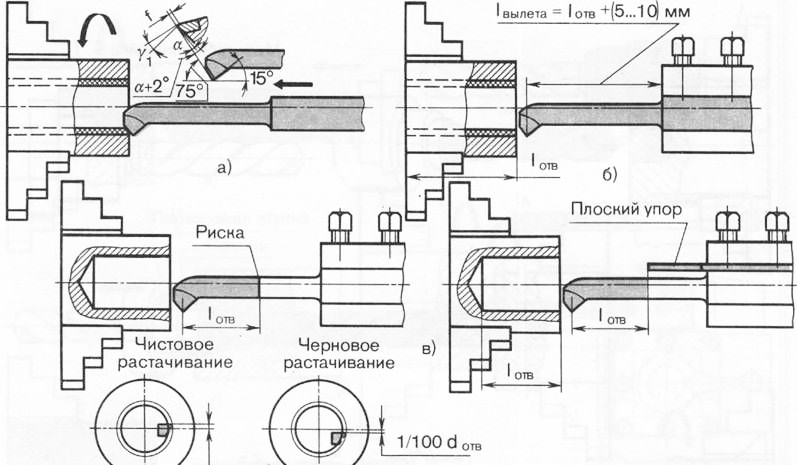
শ্যাফ্ট মেশিন করার সময়, মেশিনযুক্ত পৃষ্ঠগুলির মধ্যে প্রায়শই রূপান্তর ঘটে যার একটি শঙ্কু আকৃতি থাকে এবং চেমফারগুলি সাধারণত প্রান্তে সরানো হয়। যদি শঙ্কুর দৈর্ঘ্য 25 মিমি অতিক্রম না করে, তবে এটি একটি প্রশস্ত কর্তনকারী (চিত্র 2) দিয়ে প্রক্রিয়া করা যেতে পারে।
প্ল্যানে কাটার কাটার প্রান্তের প্রবণতার কোণটি অবশ্যই ওয়ার্কপিসের উপর টেপারের কোণের সাথে মিলিত হতে হবে। কর্তনকারীকে ট্রান্সভার্স বা অনুদৈর্ঘ্য দিক দিয়ে খাওয়ানো হয়।
এটি মনে রাখা উচিত যে 10-15 মিলিমিটারের বেশি কাটিং প্রান্ত সহ একটি কাটার দিয়ে শঙ্কু প্রক্রিয়া করার সময়, কম্পন ঘটতে পারে, যার স্তরটি উচ্চতর, ওয়ার্কপিসের দৈর্ঘ্য তত বেশি, এর ব্যাস তত কম, এবং শঙ্কুটির প্রবণতার কোণ যত ছোট হবে। কম্পনের ফলস্বরূপ, চিকিত্সা করা পৃষ্ঠে ট্রেসগুলি উপস্থিত হয় এবং এর গুণমান অবনতি হয়। এটি সিস্টেমের সীমিত অনমনীয়তার কারণে: মেশিন টুল - ফিক্সচার - টুল - অংশ (এইডস)। একটি প্রশস্ত কর্তনকারী দিয়ে কঠোর অংশগুলি মেশিন করার সময়, কম্পন অনুপস্থিত থাকতে পারে, তবে একই সময়ে, কাটারটি কাটিং ফোর্সের রেডিয়াল উপাদানের ক্রিয়ায় স্থানচ্যুত হতে পারে, যা প্রয়োজনীয় ঢালে কাটার সেটিং লঙ্ঘনের দিকে নিয়ে যায়। কোণ
পদ্ধতির সুবিধা:
1. সেট আপ করা সহজ.
2. ঢাল কোণের স্বাধীনতা কওয়ার্কপিসের মাত্রার উপর।
3. উভয় বাহ্যিক এবং অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠতল প্রক্রিয়া করার ক্ষমতা।
পদ্ধতির অসুবিধা:
1. ম্যানুয়াল ফিড।
2. কর্তনকারীর কাটিং প্রান্তের দৈর্ঘ্য (10-12 মিমি) দ্বারা শঙ্কুর জেনারাট্রিক্সের দৈর্ঘ্যের সীমাবদ্ধতা। কর্তনকারীর কাটিয়া প্রান্তের দৈর্ঘ্য বৃদ্ধির সাথে, কম্পন ঘটে, যা পৃষ্ঠের তরঙ্গ গঠনের দিকে পরিচালিত করে।
2. ক্যালিপার উপরের স্লাইড বাঁক দ্বারা
 বড় ঢাল সহ টেপারযুক্ত পৃষ্ঠগুলিকে একটি কোণে টুল পোস্টের সাহায্যে ক্যালিপারের উপরের স্লাইডটি ঘুরিয়ে প্রক্রিয়া করা যেতে পারে। ক, প্রক্রিয়াকৃত শঙ্কুর ঢাল কোণের সমান
বড় ঢাল সহ টেপারযুক্ত পৃষ্ঠগুলিকে একটি কোণে টুল পোস্টের সাহায্যে ক্যালিপারের উপরের স্লাইডটি ঘুরিয়ে প্রক্রিয়া করা যেতে পারে। ক, প্রক্রিয়াকৃত শঙ্কুর ঢাল কোণের সমান
(চিত্র 3)।
রোটারি ক্যালিপার প্লেট, উপরের স্লাইডের সাথে একসাথে, ক্রস স্লাইডের সাপেক্ষে ঘোরানো যেতে পারে; এর জন্য, প্লেট বেঁধে দেওয়া স্ক্রুগুলির বাদামটি ছেড়ে দেওয়া হয়। এক ডিগ্রি নির্ভুলতার সাথে ঘূর্ণনের কোণের নিয়ন্ত্রণ ঘূর্ণমান প্লেটের বিভাগ অনুসারে পরিচালিত হয়। ক্যালিপারের অবস্থান ক্ল্যাম্পিং বাদাম দিয়ে স্থির করা হয়। গিভিং উপরের স্লেজের নড়াচড়ার হ্যান্ডেল দ্বারা ম্যানুয়ালি তৈরি করা হয়।
এইভাবে, শঙ্কুযুক্ত পৃষ্ঠগুলি প্রক্রিয়া করা হয়, যার দৈর্ঘ্য উপরের স্লাইডের স্ট্রোকের দৈর্ঘ্যের সাথে সামঞ্জস্যপূর্ণ (200 মিমি পর্যন্ত)।
পদ্ধতির সুবিধা:
1. সেট আপ করা সহজ.
2. ঢাল কোণের স্বাধীনতা কওয়ার্কপিসের মাত্রার উপর।
3. প্রবণতার যেকোন কোণ সহ একটি শঙ্কু প্রক্রিয়াকরণ।
4. বহিরাগত এবং অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠতল উভয় প্রক্রিয়া করার ক্ষমতা।
পদ্ধতির অসুবিধা:
1. শঙ্কুর জেনারাট্রিক্সের দৈর্ঘ্যের সীমাবদ্ধতা।
2. ম্যানুয়াল ফিড।
দ্রষ্টব্য: কিছু ল্যাথের (16K20, 16A30) উপরের ক্যালিপার স্লাইডের স্ক্রুতে ঘূর্ণন প্রেরণ করার জন্য একটি প্রক্রিয়া রয়েছে। এই জাতীয় মেশিনে, ঘূর্ণনের কোণ নির্বিশেষে, উপরের স্লাইডের স্বয়ংক্রিয়ভাবে খাওয়ানো সম্ভব।
3. মেশিনের tailstock শরীরের অফসেট
সঙ্গে মহান দৈর্ঘ্যের শঙ্কুযুক্ত পৃষ্ঠতল
ক= 8-10° মেশিন করা যেতে পারে যখন টেলস্টক অফসেট করা হয়, যার মান নিম্নরূপ নির্ধারণ করা হয় (চিত্র 4):
H= এল×পাপ ক ,
কোথায় এইচ - টেলস্টকের স্থানচ্যুতির পরিমাণ;
এল- কেন্দ্রের গর্তগুলির সমর্থনকারী পৃষ্ঠগুলির মধ্যে দূরত্ব।
ত্রিকোণমিতি থেকে জানা যায় যে ছোট কোণের জন্য সাইন কার্যত কোণের স্পর্শকের সমান। উদাহরণস্বরূপ, 7º কোণের জন্য সাইন হল 0.120, এবং স্পর্শক হল 0.123। টেলস্টক স্থানচ্যুতি পদ্ধতিটি একটি ছোট ঢাল কোণ সহ ওয়ার্কপিসগুলিকে প্রক্রিয়া করে, তাই আমরা ধরে নিতে পারি যে পাপ ক=tg ক. তারপর
H= এল×tg ক = এল×( ডি –d)/2l .
ওয়ার্কপিস কেন্দ্রগুলিতে ইনস্টল করা হয়। একটি স্ক্রুর সাহায্যে টেইলস্টকের শরীরটি ট্রান্সভার্স দিক থেকে স্থানচ্যুত হয় যাতে ওয়ার্কপিসটি "তির্যক" হয়ে যায়। যখন ক্যালিপার ক্যারেজ ফিড চালু করা হয়, কাটার, টাকু অক্ষের সমান্তরাল চলমান, শঙ্কুযুক্ত পৃষ্ঠকে পিষে ফেলবে।
টেলস্টকের স্থানচ্যুতির পরিমাণ ফ্লাইহুইল পাশ থেকে বেস প্লেটের শেষ মুখে প্রিন্ট করা স্কেল এবং টেলস্টক হাউজিংয়ের শেষ মুখে ঝুঁকি দ্বারা নির্ধারিত হয়। স্কেলে বিভাগ মান সাধারণত 1 মিমি হয়। বেস প্লেটে একটি স্কেলের অনুপস্থিতিতে, টেলস্টক অফসেটটি বেস প্লেটের সাথে সংযুক্ত শাসক থেকে পড়া হয়। টেপার মেশিনের জন্য টেলস্টকের অবস্থান সমাপ্ত অংশ থেকে নির্ধারণ করা যেতে পারে। সমাপ্ত অংশ (বা নমুনা) মেশিনের কেন্দ্রে ইনস্টল করা হয় এবং টেলস্টকটি স্থানান্তরিত হয় যতক্ষণ না শঙ্কু পৃষ্ঠের জেনাট্রিক্স ক্যালিপারের অনুদৈর্ঘ্য আন্দোলনের দিকের সমান্তরাল হয়।
এইভাবে প্রক্রিয়াকৃত অংশগুলির একটি ব্যাচের একই সংমিশ্রণ নিশ্চিত করার জন্য, এটি প্রয়োজনীয় যে ওয়ার্কপিসগুলির মাত্রা এবং তাদের কেন্দ্রের গর্তগুলিতে সামান্য বিচ্যুতি রয়েছে। যেহেতু মেশিন সেন্টারের মিসলাইনমেন্টের কারণে ওয়ার্কপিসগুলির কেন্দ্রের গর্তগুলি পরিধান করে, তাই প্রথমে শঙ্কুযুক্ত পৃষ্ঠগুলিকে মেশিন করার পরামর্শ দেওয়া হয়, তারপরে কেন্দ্রের গর্তগুলি সংশোধন করুন এবং তারপরে ফিনিশিং শেষ করুন। কেন্দ্রের গর্তের ভাঙ্গন কমাতে, বল কেন্দ্রগুলি ব্যবহার করার পরামর্শ দেওয়া হয়। ওয়ার্কপিসের ঘূর্ণন একটি ড্রাইভিং চক এবং ক্ল্যাম্প দ্বারা প্রেরণ করা হয়।
পদ্ধতির সুবিধা:
1. স্বয়ংক্রিয় খাওয়ানোর সম্ভাবনা।
2. মেশিনের মাত্রার সাথে দৈর্ঘ্যের সাথে সামঞ্জস্যপূর্ণ ওয়ার্কপিস পাওয়া।
পদ্ধতির অসুবিধা:
1. অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠতল প্রক্রিয়াকরণের অসম্ভবতা।
2. একটি বড় কোণ সহ শঙ্কু প্রক্রিয়াকরণের অসম্ভবতা ( ক³10º)। এটা 15mm দ্বারা tailstock স্থানান্তর করার অনুমতি দেওয়া হয়.
3. বেস পৃষ্ঠতল হিসাবে কেন্দ্র গর্ত ব্যবহার করার অসম্ভবতা.
4. কোণ নির্ভরতা কওয়ার্কপিসের মাত্রার উপর।
4. একটি অনুলিপি (শঙ্কু) শাসক ব্যবহার করে
কপিয়ার ব্যবহার করে শঙ্কুযুক্ত পৃষ্ঠগুলির প্রক্রিয়াকরণ সাধারণ (চিত্র 5)।
একটি প্লেট 1 মেশিনের ফ্রেমের সাথে সংযুক্ত, একটি কপি শাসক 2 সহ, যার সাথে স্লাইডার 4 নড়ে, একটি রড 6 দ্বারা মেশিনের উপরের সমর্থন 5 এর ট্রান্সভার্স ক্যারেজের সাথে সংযুক্ত। , এটি ট্রান্সভার্স ফিড স্ক্রু সংযোগ বিচ্ছিন্ন করা প্রয়োজন. ফ্রেম 7 এর গাইড বরাবর অনুদৈর্ঘ্য সমর্থন 8 সরানোর সময়, কাটার দুটি নড়াচড়া পায়: সমর্থন থেকে অনুদৈর্ঘ্য এবং অনুলিপি শাসক 2 থেকে অনুপ্রস্থ। অনুপ্রস্থ আন্দোলনের পরিমাণ কপি শাসকের ঘূর্ণনের কোণের উপর নির্ভর করে 2। শাসকের ঘূর্ণনের কোণটি প্লেট 1 এর বিভাগ দ্বারা নির্ধারিত হয়, শাসকটি বোল্ট 3 দিয়ে স্থির করা হয়। কাটারটিকে ক্যালিপারের উপরের স্লাইডটি সরানোর জন্য হ্যান্ডেল দ্বারা কাটার গভীরতায় খাওয়ানো হয়।
পদ্ধতিটি 20º পর্যন্ত ঢাল কোণ সহ বাহ্যিক এবং অভ্যন্তরীণ শঙ্কুগুলির উচ্চ-কর্মক্ষমতা এবং সঠিক প্রক্রিয়াকরণ সরবরাহ করে।
পদ্ধতির সুবিধা:
1. যান্ত্রিক ফিড।
2. টেপার কোণের স্বাধীনতা কওয়ার্কপিসের মাত্রার উপর।
3. উভয় বহিরাগত এবং অভ্যন্তরীণ পৃষ্ঠতল প্রক্রিয়াকরণের সম্ভাবনা.
পদ্ধতির অসুবিধা:
1. শঙ্কু শাসকের দৈর্ঘ্য দ্বারা শঙ্কুর জেনারাট্রিক্সের দৈর্ঘ্য সীমাবদ্ধ করা (মাঝারি শক্তির মেশিনে - 500 মিমি পর্যন্ত)।
2. কপি শাসকের স্কেল দ্বারা ঢাল কোণের সীমাবদ্ধতা।
বৃহৎ ঢাল কোণ সহ শঙ্কু প্রক্রিয়াকরণের জন্য, টেলস্টক অফসেট এবং শঙ্কু শাসক বরাবর সমন্বয় মিলিত হয়। এটি করার জন্য, শাসকটিকে ঘূর্ণনের সর্বাধিক অনুমোদিত কোণে ঘোরানো হয়। ক´, এবং টেলস্টক অফসেটটি একটি শঙ্কু বাঁকানোর সময় হিসাবে গণনা করা হয়, যেখানে ঢালের কোণ প্রদত্ত কোণের মধ্যে পার্থক্যের সমান কএবং শাসকের ঘূর্ণনের কোণ ক´, অর্থাৎ
H= এল×tg( ক – ক´) .









আটলান্টিন সভ্যতার উত্তরাধিকার
লাল পাথরের স্বপ্ন কি?
রাজপরিবারের স্বপ্নের ব্যাখ্যা। রাজা স্বপ্ন দেখলেন। পুরানো রাশিয়ান স্বপ্নের বই
গর্ভাবস্থায় হিমোগ্লোবিন বাড়ানোর জন্য কী করবেন: পণ্য, বড়ি, সাধারণ সুপারিশ গর্ভবতী মহিলাদের হিমোগ্লোবিন বাড়ানোর জন্য পণ্য
নেতিবাচকতার ধারণা: শিশু এবং প্রাপ্তবয়স্কদের মধ্যে প্রকাশের লক্ষণ এবং বৈশিষ্ট্য