ড্রাইভিং ডিভাইস
প্রতিবিভাগ:
ব্যবসা বাঁক
ড্রাইভিং ডিভাইস
টাকু থেকে কেন্দ্রগুলিতে ইনস্টল করা ওয়ার্কপিসে ঘূর্ণন স্থানান্তর করতে, প্রয়োগ করুন লিশ ডিভাইস. তাদের মধ্যে সবচেয়ে সহজ একটি বাঁক কলার হয়। ক্ল্যাম্পের বাঁকানো শ্যাঙ্কটি মেশিনের টাকুতে স্থির ফেসপ্লেটের রেডিয়াল খাঁজে প্রবেশ করে। টাকু দিয়ে ঘোরানো, ফেসপ্লেটটি বাতা বরাবর বহন করে এবং এটির সাথে কেন্দ্রগুলিতে ওয়ার্কপিস ইনস্টল করা হয়। স্ট্রেইট শ্যাঙ্ক সহ ক্ল্যাম্পগুলিও ব্যবহার করা হয়; তাদের সাথে কাজ করার জন্য, ফেসপ্লেটগুলি ব্যবহার করা হয়, যেখানে একটি আঙুল বা একটি দণ্ড একটি পাঁজর হিসাবে কাজ করে। একটি কলার দিয়ে কাজ করা একটি নির্দিষ্ট বিপদ উপস্থাপন করে: এমন কিছু ক্ষেত্রে হতে পারে যেখানে শ্রমিকের পোশাক কলারের ঝাঁকুনি দ্বারা ধরা পড়ে। অতএব, নিরাপত্তার কারণে, প্রতিরক্ষামূলক কভার সহ ফেসপ্লেট (সেফটি ফেসপ্লেট) ব্যবহার করা হয়। ক্ল্যাম্পড ওয়ার্কপিসের পৃষ্ঠের ক্ষতি না করার জন্য, এটিতে একটি বিভক্ত হাতা রাখা হয় বা ক্ল্যাম্পিং বোল্টের নীচে রাবার রাখা হয়।
ক্ল্যাম্প ইনস্টল এবং অপসারণের জন্য সময় কমাতে, দ্রুত-অভিনয় এবং স্ব-ক্ল্যাম্পিং ক্ল্যাম্প ব্যবহার করা হয়। একটি স্ব-ক্ল্যাম্পিং লিশ কলারের প্রধান অংশটি একটি রিং যা কেন্দ্রগুলিতে ইনস্টল করা একটি ওয়ার্কপিসে রাখা হয়। যখন প্ল্যাং স্পিন্ডেল চালু করা হয়, তখন আইবা পাঁজরের উপর কাজ করে, যা অক্ষটি চালু করে, একটি ঢেউতোলা কাজের পৃষ্ঠ দিয়ে ওয়ার্কপিসকে ক্যাপচার করে। কাটার সময়, এই কলারটি আরও নিরাপদে ওয়ার্কপিসটিকে আটকে দেয়, চিপ ক্রস সেকশনটি যত বড় হয়।

1. কার্বাইড কেন্দ্রগুলি: a - শক্ত খাদের জমা স্তর সহ, b - একটি ব্রেজড টিপ সহ
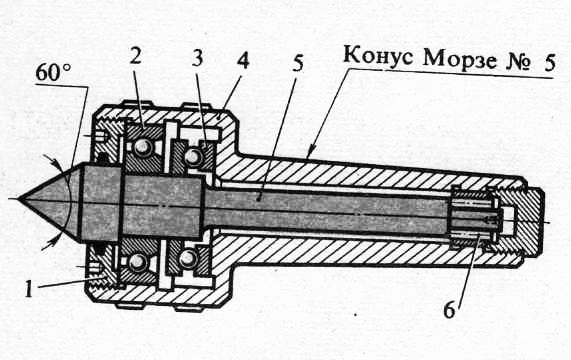
2. হালকা রেডিয়াল লোডের জন্য ঘূর্ণন কেন্দ্র (200 কেজি পর্যন্ত): 1 - কভার। 2 - রেডিয়াল ভারবহন. 3 - টর্শন ভারবহন. 4 - একটি ঠাণ্ডা সঙ্গে শরীর. এস - কেন্দ্র। 6 - সুই ভারবহন

3. ক্ল্যাম্পের আবেদন (a), লেজেন্ড স্কিম (b): 1 - ফেসপ্লেট, 2 - সামনের কেন্দ্র। 3 - বাতা। 4 - পিছনের কেন্দ্র, 5 - কুইল

4. নিরাপদ মুখগুলি: ক - একটি লিশ পিন সহ, খ - একটি লিশ প্লেট সহ) " 3- লিশ (আঙুল বা
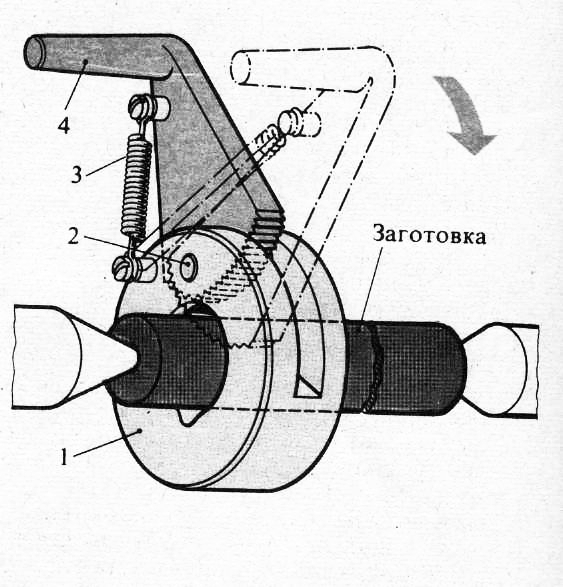
5. সেলফ-ক্ল্যাম্পিং লিড চক 1-রিং, 2-অ্যাক্সেল। 3 - বসন্ত। 4 - লেশ
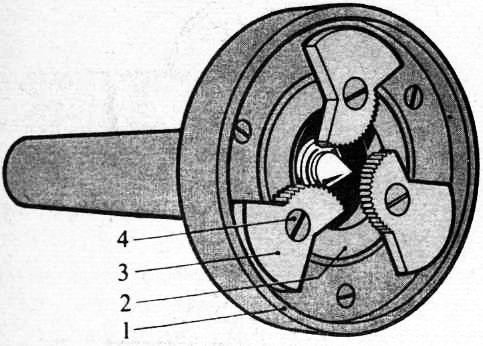
6. সেলফ-ক্ল্যাম্পিং লিড চক: 1 - ফেসপ্লেট, 2 - "ফ্লোটিং রিং", 3 - ক্যাম, 4 - ক্যাম অক্ষ

7. লিডিং ম্যান্ডেল: 1 - একটি টেপারড শ্যাঙ্ক সহ ম্যান্ডেলের শরীর। 2 - শেষ দাঁত সহ ড্রাইভ ওয়াশার। 3 - ভাসমান কেন্দ্র। 4 - বসন্ত। 5 - বসন্ত সমন্বয় স্ক্রু
টাকু থেকে ওয়ার্কপিসে টর্কের সংক্রমণ প্রায়শই উদ্ভট ক্যামের সাথে একটি বিশেষ স্ব-টাইনিং চক (ফেসপ্লেট) দ্বারা সঞ্চালিত হয়। উদ্ভাবক ভি কে সেমিনস্কির এই জাতীয় কার্তুজের নকশা চিত্রে দেখানো হয়েছে। 36. একটি "ভাসমান রিং" এর উপস্থিতি, যার উপর ক্যামের অক্ষগুলি অবস্থিত, আপনাকে অসম সহ ওয়ার্কপিসগুলিকে ঠিক করতে দেয় বাইরের পৃষ্ঠ(উদাহরণস্বরূপ, forgings)।
ডুমুর উপর. 7 একটি ড্রাইভিং ম্যান্ড্রেল দেখায়, যা ড্রাইভিং ওয়াশারের কাজের প্রান্তে অবস্থিত দাঁত সহ ওয়ার্কপিসকে প্রবেশ করায়। টেলস্টকের কেন্দ্রে ওয়ার্কপিসটি দাঁতের বিরুদ্ধে চাপানো হয়।
ছোট diameters এর rollers জন্য নেতা একটি ঢেউতোলা হতে পারে জামাকাপড় কেন্দ্র- "রাফ"। টিউবুলার ফাঁকা প্রক্রিয়াকরণের জন্য, "রাফস"ও ব্যবহার করা হয়, যার দাঁত রয়েছে - কাজের পৃষ্ঠে ঢেউতোলা। ছোট ব্যাসের রোলারগুলি (20 মিমি পর্যন্ত) বিপরীত কেন্দ্রগুলিতে স্থির করা যেতে পারে। শেষ শঙ্কু এবং chamfers প্রাথমিকভাবে workpiece উপর মেশিন করা হয়, এবং সামনে এবং পোস্টেরিয়র সেন্টারঅবতরণ শঙ্কু সঙ্গে সংশ্লিষ্ট গর্ত আছে. সামনের বিপরীত কেন্দ্র এবং ওয়ার্কপিসের মধ্যে ঘর্ষণ হওয়ার কারণে ওয়ার্কপিসটি ঘূর্ণনে আটকে থাকে। বিপরীত কেন্দ্রগুলিতে বেঁধে রাখার পদ্ধতিটি শুধুমাত্র সমাপ্তির জন্য ব্যবহৃত হয়। কেন্দ্রগুলিতে ওয়ার্কপিসগুলির ইনস্টলেশন (কলার লাগানোর সাথে) 0.25-0.6 মিনিট স্থায়ী হয় (অংশের ভরের উপর নির্ভর করে)। সেলফ-টাইনিং চক (ফেসপ্লেট) বা ম্যান্ড্রেল সহ কেন্দ্রগুলিতে ইনস্টলেশনের পাশাপাশি ঘর্ষণ ক্ল্যাম্পগুলিতে ইনস্টলেশন, অংশটি প্রায় অর্ধেক করে ক্ল্যাম্পিং এবং অপসারণের সময় কমিয়ে দেয়। অভিজ্ঞ টার্নাররা ছোট ব্যাসের রোলারগুলিকে প্রক্রিয়া করে, এগুলিকে "কাচ" ধরণের বিপরীত কেন্দ্রগুলিতে ঠিক করে (একটি চেম্ফারের উপর ভিত্তি করে)।
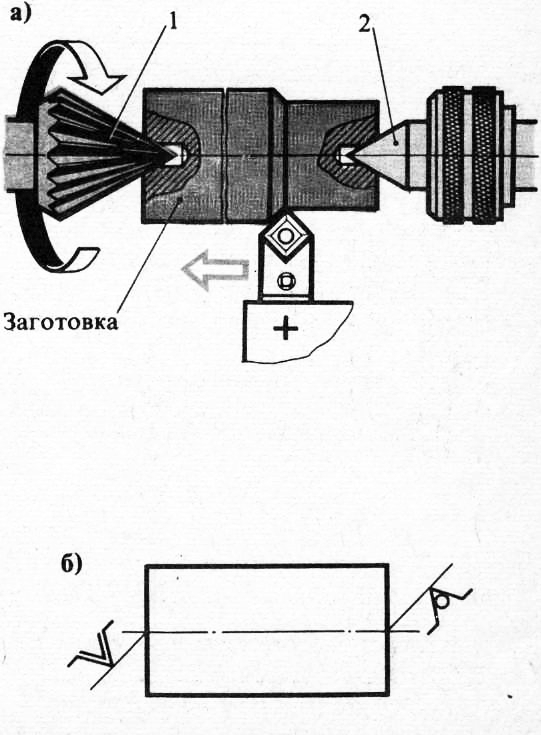
8. লিডিং সেন্টারের সাহায্যে খালি জায়গা ঠিক করা - "রাফ" (ক), স্বাক্ষর স্কিম (বি): 1.2 - কেন্দ্রগুলি
ঘূর্ণিত খালি মধ্যে সংশোধন করা হয় তিন চোয়াল চকটেলস্টক কুইলে মাউন্ট করা সমর্থন কেন্দ্র সহ।










বাড়িতে চুলায় হ্যাম কীভাবে রান্না করবেন
গর্ভাবস্থায় তলপেটে ব্যথা, কী করতে হবে তার কারণ গর্ভবতী হলে তলপেটে ব্যথা হতে পারে
পেশী লাভের জন্য প্রোটিন
গ্রাহকদের পর্যালোচনা অনুযায়ী পুরুষদের জন্য সেরা ভিটামিন
কিভাবে একটি নিরামিষ খাদ্যে ওজন কমাতে?