ধারা 23। ক্যাম chucks. তিন চোয়াল চক।
উপরে বুরুজ মেশিনআবেদন দুই-ক্যামগোলাবারুদ তিন-ক্যামকার্তুজ এবং চার চোয়ালকার্তুজ
ঘ ডবল চোয়াল আত্মকেন্দ্রিক chucksতারা বিভিন্ন আকৃতির কাস্টিং এবং ফোরজিংস ঠিক করে এবং প্রায়শই তারা শুধুমাত্র একটি অংশ ঠিক করার জন্য ডিজাইন করা বিশেষ ক্যাম তৈরি করে।
আন্ডারকাটগুলি হ'ল অংশটিকে হালকা করতে বা বিশেষ কারণে অংশের ক্ষেত্রফল হ্রাস করার জন্য ফাঁকা জায়গার কেন্দ্রে মেশিনযুক্ত ব্যাস হ্রাস করা, যেমন একটি ও-রিং ধরে রাখা। কিছু সরঞ্জাম, যেমন ড্রিল এবং রিমারের জন্য বাঁশির প্রান্তে ব্যাস হ্রাস করা প্রয়োজন যাতে কাটার বা গ্রাইন্ডিং হুইল ক্লিয়ারেন্স বা রানআউট হতে পারে। প্রতিটি প্রান্তে ফিললেট কাঁধ সহ কেন্দ্রে একটি খাদ বা ওয়ার্কপিসের ব্যাস হ্রাস করা একটি বৃত্তাকার ছুরি দিয়ে করা যেতে পারে।
এই টুল বিট একটি পার্শ্ব রেল কোণ থাকতে পারে বা নাও হতে পারে, কত কাজ প্রয়োজন উপর নির্ভর করে. মেশিনিং. কোন সাইড রেল ছাড়া টুল হপার যে কোন দিকে মেশিনিং জন্য সেরা. আন্ডারকাটিং করা হয় ওয়ার্কপিসে টুলের চিজেল খাওয়ানোর সময় ক্যারেজটিকে কিছুটা সামনে পিছনে নিয়ে যাওয়ার সময়। এটি কাজের পৃষ্ঠে পরিকল্পনা এবং বকবক প্রতিরোধ করে।
AT তিন চোয়াল স্ব-কেন্দ্রিক chucksবৃত্তাকার এবং ষড়ভুজ অংশ বা বড় ব্যাসের বৃত্তাকার বার বেঁধে দিন।
AT চার চোয়াল স্ব-কেন্দ্রিক চকবর্গাকার অংশের বারগুলি আটকানো হয় এবং ক্যামের পৃথক সমন্বয় সহ সাধারণ কার্তুজগুলিতে - একটি আয়তক্ষেত্রাকার প্রোফাইলের অংশ এবং অসমমিত আকার।
টুলের আকৃতি এবং কাজের মধ্যে এটিকে যে গভীরতা দেওয়া হয় তা খাঁজের আকৃতি এবং আকার নির্ধারণ করে। বর্গাকার এবং বৃত্তাকার খাঁজগুলি প্রায়শই কাজের উপর কাটা হয় যাতে পরবর্তী যন্ত্রের ক্রিয়াকলাপ যেমন গ্রুভিং বা নর্লিং এর সময় টুলটি ফুরিয়ে যাওয়ার জন্য জায়গা দেয়। এই খাঁজগুলি বিভিন্ন অংশের সমাবেশের জন্য ছাড়পত্র প্রদান করে। গ্রুভিং টুল হল এক ধরনের ফর্মিং টুল। এটি পার্শ্ব বা পিছনের রেক ছাড়াই ছিঁড়ে যায় এবং ন্যূনতম ওভারহ্যাং সহ একটি কেন্দ্রীয় উচ্চতায় কাজ করতে সেট করা হয়।
ত্রাণের পাশ এবং শেষ কোণগুলি, একটি নিয়ম হিসাবে, বাঁক সরঞ্জামগুলির তুলনায় কিছুটা ছোট। একটি নলাকার পৃষ্ঠে একটি নির্দিষ্ট ব্যাসার্ধের একটি বৃত্তাকার খাঁজ কাটার জন্য, টুলটির বিটটি অবশ্যই সঠিক ব্যাসার্ধের সাথে মেলে। এই পদ্ধতিটি টুল বিট এবং কাজের যোগাযোগের ক্ষেত্রকে হ্রাস করে, যার ফলে বকবক, কঠোরতা এবং ছিঁড়ে যাওয়া হ্রাস পায়। যেহেতু টুল চিজেলের কাটিয়া পৃষ্ঠ সাধারণত প্রশস্ত হয়, তাই কাটার গতি প্রচলিত বাঁকের তুলনায় ধীর হতে হবে।
ক্যাম চক ম্যানুয়াল এবং যান্ত্রিক ক্ল্যাম্প দিয়ে তৈরি করা হয়।
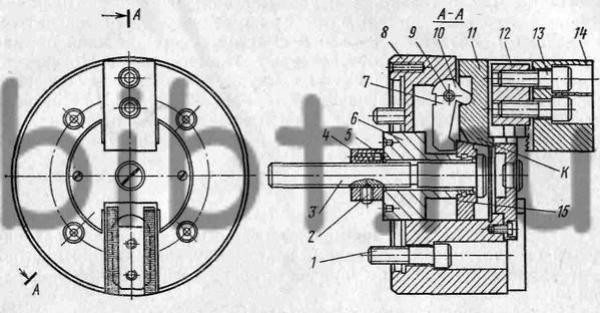
ভাত। 42।
সবচেয়ে সাধারণ আত্মকেন্দ্রিক তিন চোয়াল চক(চিত্র 42)। ক্যাম 1, 2, 3 একটি আর্কিমিডিয়ান সর্পিল সহ ডিস্ক 4 এর সাহায্যে একযোগে চলে। ক্যামগুলি নিম্ন প্রোট্রুশন সহ এই সর্পিল কয়েলগুলিতে প্রবেশ করে। উপরে বিপরীত দিকেএকটি ডিস্ক একটি বেভেল হুইল দিয়ে কাটা হয়, যার সাথে তিনটি বেভেল গিয়ার 5 সংযুক্ত থাকে। যখন তাদের মধ্যে একটিকে একটি চাবি দিয়ে ঘুরানো হয়, তখন ডিস্ক 4 এর বেভেল হুইলটিও ঘুরতে থাকে এবং একটি সর্পিল এর মাধ্যমে এর খাঁজ বরাবর চলে যায়। কার্টিজের বডি একই সাথে এবং সমানভাবে তিনটি ক্যামের; এক দিক বা অন্য দিকে ঘূর্ণনের উপর নির্ভর করে, ক্যামগুলি কেন্দ্র থেকে সরে যায় বা সরে যায়, যথাক্রমে অংশটিকে আটকে বা ছেড়ে দেয়। ক্যামগুলি সাধারণত তিনটি পর্যায়ে তৈরি করা হয়; পরিধান প্রতিরোধ ক্ষমতা বাড়াতে এগুলিকে শক্ত করা হয়।
একটি ভাল নির্দেশিকা হল একটি স্বাভাবিক মোড়ের জন্য প্রস্তাবিত গতির অর্ধেক ব্যবহার করা। খাঁজের গভীরতা বা আন্ডারকাট ব্যাস বাহ্যিক ক্যালিপার বা দুটি তার এবং একটি বাহ্যিক মাইক্রোমিটার দিয়ে পরীক্ষা করা যেতে পারে। একটি মাইক্রোমিটার এবং দুটি তার ব্যবহার করার সময়, মাইক্রোমিটার রিডিং মাপা খাঁজ ব্যাস এবং দুটি তারের ব্যাসের সমান।
তারের পরিমাপ গণনা করতে, নিম্নলিখিত সূত্রটি ব্যবহার করুন। বাঁক কেন্দ্রগুলির জন্য সবচেয়ে সাধারণ ডিভাইস হল তিন চোয়াল চক। সেটআপ লোকেরা প্রতিটি সেটআপের সময় শীর্ষ রিগগুলি সরিয়ে দেয় এবং প্রতিস্থাপন করে এবং দ্রুত পরিবর্তন চাক ব্যবহার করা হলে এই কাজটি তুলনামূলকভাবে সহজ হতে পারে। যাইহোক, টার্নিং সেন্টারে ব্যবহৃত ট্রাই-শট চাকের বেশিরভাগই দ্রুত মুক্তির চাক নয়; অতএব, চোয়ালের ইনস্টলেশন এবং প্রতিস্থাপন অনেক বেশি সময় নেবে।
তাদের উদ্দেশ্য অনুযায়ী, ক্যামের জন্য আলাদা করা হয় অভ্যন্তরীণএবং বহিরঙ্গনওয়ার্কপিস সুরক্ষিত করা। অভ্যন্তরীণ ফিক্সিংয়ের সাথে, ওয়ার্কপিসে অবশ্যই একটি গর্ত থাকতে হবে যা ক্যামগুলিতে এটি ইনস্টল করা সম্ভব করে তোলে।
পাওয়ার চালিত চাকগুলি হয় ট্র্যাকশন বা অন্তর্নির্মিত হতে পারে।
ড্রবার চকগুলিতে একটি বায়ুসংক্রান্ত, জলবাহী বা অন্য কোনো ড্রাইভের সাথে কঠিন বা ফাঁপা রড দ্বারা সংযুক্ত ক্ল্যাম্পিং উপাদান থাকে। এই জাতীয় কার্তুজের নকশাগুলি আলাদা, একটি অংশ ক্ল্যাম্প করার সময় তাদের অপারেশনের নীতি একত্রিত হয়।
বেশিরভাগ ট্রিকাসপিড কার্তুজ দুটি প্যান হেড স্ক্রু ব্যবহার করে প্রতিটি চোয়ালকে কার্টিজের প্রধান চোয়ালে আটকাতে। এইভাবে, তিনটি চোয়ালের জন্য মাত্র ছয়টি স্ক্রু প্রয়োজন। চাকের ম্যাজিক চোয়ালে ছোট দাঁত থাকে যা টুল চোয়ালের প্রতিটি উপরের গিয়ারের সাথে মেলে। এই সেরেশনগুলি এতই ছোট যে প্রতিটি চোয়ালকে তাদের জাদুকরী চোয়ালের একই সেরেশনে স্থাপন করা কঠিন হতে পারে।
এটাও গুরুত্বপূর্ণ যে চোয়ালগুলিকে সেট করা উচিত যাতে তারা চক স্ট্রোকের মাঝখানে ক্ল্যাম্প করে এবং অবশ্যই চোয়ালগুলি সেই দাঁতগুলিতে সেট করা উচিত যা চোয়ালগুলিকে ওয়ার্কপিসকে আটকাতে দেয়। এটি একটি কঠিন কাজ হতে পারে, বিশেষ করে নতুনদের জন্য। চোয়াল সঠিকভাবে সেট না হলে, চোয়াল ঠিক করার পুরো কাজটি সম্পন্ন করতে হবে। কারণ প্রংগুলি খুব ছোট, তিনটি চোয়াল ঠিক না হওয়া পর্যন্ত ইনস্টলার বুঝতে পারবে না কিছু ভুল হয়েছে৷
ভাত। 43.
ডুমুর উপর. 43 বিনিময়যোগ্য চোয়াল 14 সহ একটি দুই-চোয়ালের লিভার চকের নকশা দেখায়, যার প্রাথমিক ইনস্টলেশনটি ঘূর্ণনের অক্ষের সাথে সম্পর্কিত অংশ বরাবর ক্র্যাকার 12 এবং স্ক্রু 13 স্লাইডারের খাঁজ বরাবর সঞ্চালিত হয়। কার্টিজের কেন্দ্রে 11 স্লাইডারগুলি লিভার 10 দ্বারা বাহিত হয়, যা পৃষ্ঠতল 7 দ্বারা সমর্থিত, বডি 8 এ অক্ষ 9 এর চারপাশে ঘোরে যখন স্টপ 15 রড 3 এর সাথে একত্রে চলে। ক্যাম 14টি ছড়িয়ে পড়ে 2, 4 এবং 5 অংশ দ্বারা সংযুক্ত গাইড হাতা 6 এর সাথে একসাথে রড 3 এর বিপরীত আন্দোলনের সময় স্টপ 15 এর শঙ্কুযুক্ত পৃষ্ঠ। চকটি স্ক্রু 1 দিয়ে মেশিনের সাথে সংযুক্ত থাকে।
সর্বোপরি, টিউনিং সহ লোকেরা প্রতিটি চোয়ালের অবস্থান ভালভাবে আনুমানিক করতে পারে যাতে এটি উপযুক্ত ব্যাস আটকে দেয়। যাইহোক, এই দক্ষতা ট্রায়াল এবং ত্রুটির খরচে আসে। মাউন্টিং স্পঞ্জগুলি এন্ট্রি লেভেলের লোকেদের জন্য খুব হতাশাজনক হতে পারে যখন তারা এটি বের করার চেষ্টা করছে। আপনি যদি দেখেন যে আপনার লোকেরা চোয়াল সেট করার কাজ নিয়ে লড়াই করছে, তবে তাদের সাহায্য করার জন্য আপনাকে অবশ্যই কিছু করতে হবে।
যদিও নিম্নলিখিত পদ্ধতিটি জটিল বলে মনে হতে পারে, এটি প্রথম চেষ্টায় তিনটি চোয়াল সঠিক দাঁতে প্রবেশ করার একটি উপায়। তবে এর জন্য একটু পরিশ্রমের প্রয়োজন। উদাহরণস্বরূপ, যদি আপনার একটি 25" ট্রাভেল চক থাকে, তাহলে আপনি বন্ধ অবস্থানে চক দিয়ে চোয়াল মাউন্ট করতে যাচ্ছেন। ইনস্টল করার সময় ক্ল্যাম্পিং ফিক্সচারযে বাতা হবে বহিঃপৃষ্ঠের ব্যাস, প্রতিটি চোয়ালকে ড্রাইভের চোয়ালে স্থাপন করা উচিত যাতে ওয়ার্কপিসের সংস্পর্শে এর পৃষ্ঠটি চোয়াল যে ব্যাসের বিরুদ্ধে চাপ দেবে তার চেয়ে 25 ইঞ্চি কম হয়।

ভাত। 44. অন্তর্নির্মিত বায়ুসংক্রান্ত ড্রাইভ সহ চক বিভাগ
একটি অন্তর্নির্মিত বায়ুসংক্রান্ত ড্রাইভ (চিত্র 44) সহ কার্টিজগুলিতে একটি পিস্টন সহ একটি অন্তর্নির্মিত সিলিন্ডার 6 রয়েছে 5. কার্টিজটি ফ্ল্যাঞ্জের সাথে সংযুক্ত রয়েছে 1. রাবারের রিং 9 ফ্ল্যাঞ্জের বিরুদ্ধে পিস্টনের আঘাতকে নরম করে 4. রিংগুলি 8 এবং 10 নিবিড়তা প্রদান করে। ক্ল্যাম্পিং ক্যাম সহ স্লাইডার 3 এর প্রোট্রুশন রয়েছে যা পিস্টন 5 এর খাঁজে প্রবেশ করে। খাঁজগুলির কোণ হল 40 ° 30 ", যা স্ব-ব্রেক করার শর্ত প্রদান করে। যখন 2 এবং 3 চ্যানেলের মাধ্যমে বাম বা ডান গহ্বরে বায়ু সরবরাহ করা হয় সিলিন্ডারের, স্লাইডার 7 আনক্ল্যাম্প বা ক্ল্যাম্প খালি।
এটি আপনাকে চোয়ালের নড়াচড়ার অর্ধেক সম্পূর্ণ করতে দেবে। যখন চোয়ালগুলি আসলে ওয়ার্কপিসে আটকানো হয়, তখন তারা চাকের স্ট্রোকের মাঝখানে ওয়ার্কপিসের সাথে যোগাযোগ করবে। নরম চোয়ালের জন্য, আপনাকে একঘেয়েমির জন্যও অনুমতি দিতে হবে। একটি বাহ্যিক ক্ল্যাম্পের জন্য, আপনি এইমাত্র নির্ধারিত ব্যাস থেকে চোয়াল থেকে যে পরিমাণ উপাদান অপসারণ করছেন তা বিয়োগ করুন। উদাহরণস্বরূপ, নরম চোয়ালের সাথে 0" ব্যাসের সাথে ক্ল্যাম্প করতে, যেখানে প্রতিটি চোয়াল থেকে প্রায় 1" উপাদান সরানো যায়, মাউন্টিং ব্যাস হবে 55"।
একবার আপনি প্রতিটি চোয়ালের বর্তমান ক্ল্যাম্পিং সারফেসটি যে ব্যাসটিতে সেট করা উচিত তা নির্ধারণ করার পরে, আপনি সেই ব্যাসের জন্য একটি দীর্ঘ বিরক্তিকর বিন্দু তৈরি করতে পারেন। তারপর বোরিং বারের ডগাটা চাকের মুখের কাছে নিয়ে আসুন। প্রতিটি চোয়ালে কোন গিয়ার ইনস্টল করা উচিত তা নির্ধারণ করতে বিরক্তিকর বারের টিপ ব্যবহার করুন। প্রতিটি চোয়ালের জন্য এই পদ্ধতিটি পুনরাবৃত্তি করুন। আপনার কাজ শেষ হলে, প্রতিটি চোয়াল একই সেরেশানে থাকবে। শক্ত চোয়াল দিয়ে, ওয়ার্কপিসটি আটকে গেলে চকটি স্ট্রোকের মাঝখানে থাকবে।
ম্যানুয়াল ড্রাইভ এবং কেন্দ্রগুলির সাথে তিন-চোয়ালের স্ব-কেন্দ্রিক চকগুলি লেদগুলিতে প্রক্রিয়াকরণের সময় ওয়ার্কপিসগুলিকে ঠিক করার জন্য সর্বাধিক অ্যাপ্লিকেশন পেয়েছে। লেদ চালু করার প্রধান হাতিয়ার হল একটি কাটার, যা সরাসরি মেশিনের টুল হোল্ডারে gaskets ব্যবহার করে স্থির করা হয় যা আপনাকে কাটার সেট করতে দেয় যাতে এর শীর্ষটি ঠিক কেন্দ্রের লাইনে থাকে।
যাইহোক, যদি আপনি নরম চোয়াল ইনস্টল করেন, সেগুলি অবশ্যই প্রক্রিয়া করা উচিত। আপনি তাদের সাথে সম্পন্ন হলে, তারা চক স্ট্রোকের মাঝখানে অংশটি আটকে দেবে। একই কৌশল অভ্যন্তরীণ ক্ল্যাম্পগুলিতে প্রয়োগ করা যেতে পারে, তবে আপনাকে কিছুটা ব্যাস গণনা করতে হতে পারে। আপনি যদি এখনও চোয়ালগুলিকে টাকুটির কেন্দ্রের দিকে সেট করে থাকেন, তাহলেও আপনি চাকের ব্যাস নির্ধারণ করতে ওয়ার্কপিসের ব্যাস থেকে চোয়ালের ভ্রমণকে বিয়োগ করবেন। অতএব, অনমনীয় চোয়ালের জন্য, গণনাটি বাহ্যিক ক্ল্যাম্পের মতোই।
যাইহোক, নরম চোয়ালের সাথে, আপনাকে অবশ্যই প্রতিটি চোয়াল থেকে যে পরিমাণ উপাদান সরাতে হবে তার দ্বিগুণ পরিমাণ যোগ করতে হবে। এই লেদ শুধুমাত্র জন্য নরম উপকরণযেমন অ্যালুমিনিয়াম, প্লাস্টিক এবং কাঠ, শক্ত জিনিস ইঞ্জিনের ক্ষতি করতে পারে। এই মিনি লেদটি বিশেষভাবে নরম ধাতু বা কাঠের ছোট টুকরা দিয়ে কাজ করার জন্য ডিজাইন করা হয়েছে। নিবন্ধের বর্ণনায় আপনি পরিমাপ এবং বৈশিষ্ট্যগুলি খুঁজে পেতে পারেন যা আপনাকে লেদ দিয়ে কাজ করার অনুমতি দেয়, আমরা ফটো বিভাগে একটি ভিডিও যুক্ত করি যেখানে আপনি কাজটি দেখতে পারেন। আমরা আপনার সন্দেহ এবং মন্তব্য মনোযোগী থাকি. . এই পৃষ্ঠাটি ওয়াইডস্ক্রিন বিন্যাসে সেরা মুদ্রণ করে।
আত্মকেন্দ্রিক তিন চোয়াল চক(চিত্র 6.2) খাঁজ সহ একটি হাউজিং 6 নিয়ে গঠিত যেখানে ক্যামগুলি 1,2, 3টি নড়াচড়া করে৷ ক্যামগুলির নড়াচড়া ঘের থেকে কার্টিজের কেন্দ্রে 4 ডিস্কে তৈরি একটি সর্পিল কাটার সাহায্যে ঘটে৷ ডিস্কের মাধ্যমে ঘূর্ণন গতিতে চালিত হয় বিশেষ কীবেভেল গিয়ার 5 এর বর্গাকার গর্তে ইনস্টল করা হয়েছে। বেভেল গিয়ার J ডিস্ক 4 এর সাথে জড়িত, যার উপর দাঁত কাটা হয়। ক্যামগুলি তিন-পর্যায়ে তৈরি করা হয়, যা আপনাকে ভিত্তি করে ওয়ার্কপিস ঠিক করতে দেয় ভিতরের ব্যাসবিভিন্ন আকার। ক্যামের পরিধান প্রতিরোধ ক্ষমতা বাড়ানোর জন্য, তারা শক্ত করা হয়।
একটি লেদ একটি মেশিন যা প্রাথমিকভাবে আকার দেওয়ার জন্য ব্যবহৃত হয় ধাতু অংশ, ওয়ার্কপিসটিকে মেশিন করা এবং লেদ বাঁকানোর ফলে, কাটার কাজ করার সময়, একটি ছোট হাতিয়ার বিকাশ করে। নলাকার ধাতুর স্টক কমানোর জন্য ডিজাইন করা হয়েছে, বেসিক লেদ থ্রেডেড থ্রেড, যান্ত্রিক কাজ, ড্রিলস, গ্রুভড সারফেস এবং ক্র্যাঙ্কশ্যাফ্ট তৈরির জন্য আরও উন্নত করা হয়েছে। আধুনিক লেদগুলি বিভিন্ন ঘূর্ণন গতি এবং ম্যানুয়ালি এবং স্বয়ংক্রিয়ভাবে কাটার সরঞ্জামটিকে ওয়ার্কপিসে সরানোর উপায় সরবরাহ করে।
কেন্দ্রগুলি (চিত্র 6.3), প্রক্রিয়াজাত করা ওয়ার্কপিসের আকার এবং আকারের উপর নির্ভর করে, বিভিন্ন আকৃতিএবং মাপ কেন্দ্রের কার্যকারী অংশ 1 এর উপরের কোণটি, একটি নিয়ম হিসাবে, 60°। কেন্দ্রের লেজ অংশ 2 একটি মোর্স টেপার দিয়ে তৈরি করা হয়। মেশিনের স্পিন্ডেল বা টেলস্টক কুইলের গর্ত থেকে কেন্দ্রটি সরাতে, সমর্থন অংশ 3 ব্যবহার করা হয়, যার ব্যাস শঙ্কুর লেজের অংশের ব্যাসের চেয়ে ছোট, যা আপনাকে ক্ষতি না করে কেন্দ্রটি সরাতে দেয়। শঙ্কুযুক্ত অংশ।
অপারেটর এবং রক্ষণাবেক্ষণ কর্মীদের অবশ্যই উইঞ্চ এবং এর মেরামত এবং বানোয়াট ক্রিয়াকলাপগুলির সাথে পুরোপুরি পরিচিত হতে হবে। লেদগুলিকে সনাক্ত করা সহজ করার জন্য তিন প্রকারে বিভক্ত করা যেতে পারে: সমান্তরাল লেদ, ঘূর্ণমান লেদ, লেদ এবং বিশেষ উদ্দেশ্য। কিছু ছোট জার এবং আধা-সমাপ্ত পণ্য। বড় লেদগুলি মাটিতে মাউন্ট করা হয় এবং সেগুলি সরানোর প্রয়োজন হলে বিশেষ পরিবহনের প্রয়োজন হতে পারে। ফিল্ড স্টোরেজ এবং সাধারণ রক্ষণাবেক্ষণএকটি লেদ ব্যবহার করুন যা অনেকগুলি অপারেশনের সাথে খাপ খাইয়ে নেওয়া যায় এবং এক কর্মক্ষেত্র থেকে অন্য কর্মক্ষেত্রে যাওয়ার জন্য খুব বড় নয়।
কেন্দ্রের নকশাটি ওয়ার্কপিসের নকশা এবং প্রক্রিয়াজাতকরণের প্রকৃতির উপর নির্ভর করে নির্বাচন করা হয়।
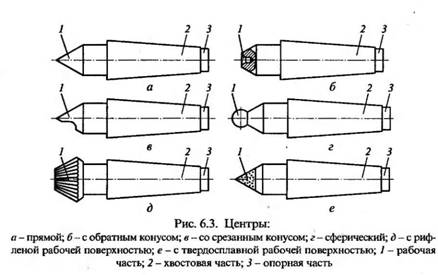
ছোট ব্যাসের (4 মিমি পর্যন্ত) ওয়ার্কপিসগুলি প্রক্রিয়া করার সময়, সেগুলিতে একটি কেন্দ্র গর্ত করা কঠিন, তাই এই জাতীয় ওয়ার্কপিসের শেষ অংশটি 60 ° কোণে প্রক্রিয়া করা হয় এবং এর বেঁধে রাখা একটি কেন্দ্র ব্যবহার করে বাহিত হয়। সঙ্গে বিপরীত শঙ্কু(চিত্র 6.3, খ)। যদি প্রক্রিয়াকরণের সময় কেন্দ্রগুলিতে স্থির ওয়ার্কপিসের শেষটি কাটা প্রয়োজন হয়, তবে একটি কাটা শঙ্কু সহ একটি কেন্দ্র ব্যবহার করা হয় (চিত্র 6.3, সি), যা কেবলমাত্র টেলস্টক কুইলে ইনস্টল করা হয়। যখন প্রক্রিয়াকরণ করা ওয়ার্কপিসের অক্ষ টাকুটির অক্ষের সাথে মিলে যায় না, তখন এটি ঠিক করতে একটি গোলাকার কেন্দ্র ব্যবহার করা হয় (চিত্র 6.3, d)। একটি ঢেউতোলা কাজ পৃষ্ঠ সঙ্গে একটি কেন্দ্র (চিত্র 6.3, e) একটি ড্রাইভার চক ছাড়া একটি বড় কেন্দ্র গর্ত সঙ্গে workpieces প্রক্রিয়াকরণ যখন ব্যবহার করা হয়. এই কারণে যে প্রক্রিয়াকরণের সময় কেন্দ্রগুলিতে বৃহৎ ঘর্ষণ শক্তি দেখা দেয়, তাদের কাজের অংশের জন্য কেন্দ্রগুলির স্থায়িত্ব বাড়ানোর জন্য, একটি শক্ত খাদ ব্যবহার করা হয় (চিত্র 6.3, ই); এই জাতীয় কেন্দ্রগুলি টেলস্টক কুইলে ইনস্টল করা হয়। কঠিন কেন্দ্রগুলির পাশাপাশি, ঘূর্ণায়মান কেন্দ্রগুলি ব্যাপকভাবে ব্যবহৃত হয় (চিত্র 6.4)। এই জাতীয় কেন্দ্রে একটি টেপারড শ্যাঙ্ক সহ একটি বডি 4 থাকে, যেখানে দুটি বল বিয়ারিং 3 এবং 5 এবং একটি রোলার বিয়ারিং 2 ইনস্টল করা হয়। ঘূর্ণন কেন্দ্র 1 বিয়ারিং উপর মাউন্ট করা হয়.
একটি পাওয়ার উইঞ্চ এই উদ্দেশ্যে আদর্শ। একজন প্রশিক্ষিত অপারেটর আরও প্রক্রিয়াকরণের কাজ অর্জন করতে পারে লেদঅন্য কোনো মেশিনের তুলনায়। টারেট লেদ এবং বিশেষ উদ্দেশ্যের লেদগুলি প্রায়শই উত্পাদন বা কাজের দোকানে ব্যাপক উত্পাদন বা বিশেষ অংশগুলির জন্য ব্যবহৃত হয়, যখন বেসিক ইঞ্জিন লেদগুলি সাধারণত সমস্ত ধরণের বাঁক নেওয়ার জন্য ব্যবহৃত হয়। এই অধ্যায়ে উইঞ্চের আরেকটি উল্লেখ কিছু পাওয়ার উইঞ্চ থেকে হবে।
লেদ আকার মেশিন করা যেতে পারে যে কর্ম অধিকাংশ দ্বারা নির্ধারিত হয়. একটি ওয়ার্কপিস মেশিন করার আগে, পরিমাপগুলি নিম্নলিখিত হিসাবে বিবেচনা করা উচিত: বিছানায় ওয়ার্কপিসের ব্যাস এবং বাঁক কেন্দ্রগুলির মধ্যে দৈর্ঘ্য। বিভিন্ন যান্ত্রিক লেদগুলির মধ্যে সামান্য পার্থক্য তাদের তিনটি বিভাগে গ্রুপ করা সহজ করে: হালকা লেদ, নির্ভুল লেদ টুল এবং শার্পনিং লেদ, যা লেদ এক্সটেনশন টাইপ নামেও পরিচিত। এই বিভাগগুলি চিত্র 2 এ দেখানো হয়েছে।
স্পিন্ডেল থেকে ওয়ার্কপিসে ঘূর্ণনশীল আন্দোলন স্থানান্তর করার জন্য, চক এবং ক্ল্যাম্পগুলিও ব্যবহার করা হয়।

ড্রাইভার chucks
ড্রাইভার chucks(চিত্র 6.5) 4 এবং 6 কেন্দ্রে ওয়ার্কপিস 5 প্রক্রিয়াকরণের সময় ব্যবহৃত হয়। আন্দোলন প্রেরণ করা হয় ড্রাইভার চক 7 একটি লিশ পিন 2 এবং একটি কলার 3 একটি স্ক্রু দিয়ে ওয়ার্কপিসে স্থির।
হালকা বেঞ্চ লেদগুলি সাধারণত 10 ইঞ্চি বা তার কম দোল সহ ছোট লেদ হয়, একটি বেঞ্চ বা টেবিলে মাউন্ট করা হয়। এই লেদগুলি বেশিরভাগ মেশিনিং করতে পারে তবে উপাদানের আকারের কারণে সীমিত হতে পারে যা ঘুরিয়ে দেওয়া যেতে পারে। নির্ভুল লেদগুলি স্ট্যান্ডার্ড লেদ হিসাবেও পরিচিত এবং বাঁক, তুরপুন, তুরপুন, মিলিং, থ্রেডিং, স্পিনিং, নর্লিং এবং গঠনের মতো সমস্ত টার্নিং অপারেশনের জন্য ব্যবহৃত হয়। ব্যাসার্ধ এবং উপযুক্ত আনুষঙ্গিক সঙ্গে বিশেষ মিলিং অপারেশন জন্য অভিযোজিত করা যেতে পারে.
বাতা(চিত্র 6.6) কেন্দ্রগুলিতে প্রক্রিয়াকৃত ওয়ার্কপিসের উপর রাখা হয় এবং একটি স্ক্রু 1 দিয়ে স্থির করা হয়। একটি শ্যাঙ্ক 2 দিয়ে, ক্ল্যাম্পটি ড্রাইভিং চাকের পিনের বিপরীতে থাকে।
gaskets ডিজাইন করা হয়কেন্দ্রের লাইন বরাবর কাটারের শীর্ষ সেট করার জন্য; এগুলি হল বিভিন্ন পুরুত্বের ধাতব প্লেট যার মাপ কাটার সাপোর্ট সারফেসের মাত্রার সাথে মিলে যায়। সন্নিবেশগুলি কাটারের নীচে টুল হোল্ডারে ইনস্টল করা হয়, যখন সেটের পুরুত্ব নির্বাচন করা হয় যাতে কাটারের শীর্ষটি কেন্দ্রের লাইনে থাকে। কাটার টিপের অবস্থান টেলস্টক কুইলে ইনস্টল করা কেন্দ্রের শীর্ষ দ্বারা নিয়ন্ত্রিত হয়। কাটার টিপের অবস্থান সামঞ্জস্য করার পরে, এটি নির্বাচিত সন্নিবেশগুলির একটি সেট সহ মেশিনের টুল হোল্ডারে স্থির করা হয়। সেটে তিনটি প্লেটের বেশি থাকা উচিত নয়।










জ্যাকব কিভাবে ঈশ্বরের সাথে কুস্তি করেছিল - বাইবেলের ব্যাখ্যা
একটি দুষ্ট হৃদয়ের টেমিং জন্য প্রার্থনা
শুভ জন্মদিন প্রিয় যাজক জুলিয়া
ভিরিটস্কির শ্রদ্ধেয় সেরাফিম, যিনি সরভের সেরাফিমের তীর্থযাত্রার পুনরাবৃত্তি করেছিলেন
ঈশ্বরের সর্ব-দর্শন চোখের আইকন - অর্থ, কি সাহায্য করে, ইতিহাস