মেশিনে ওয়ার্কফ্লো বাস্তবায়নের জন্য, ক্ল্যাম্পিং যন্ত্রাংশ, সরঞ্জাম, পৃথক মেশিনের উপাদানগুলির জন্য ডিভাইসগুলি সরবরাহ করা হয়, যা প্রক্রিয়াকরণের সময় সরঞ্জাম এবং ওয়ার্কপিসের অবস্থানের স্থায়িত্ব নিশ্চিত করতে হবে।
ক্ল্যাম্পিং মেকানিজমের জন্য প্রয়োজনীয়তা. মেকানিজমআজিমাএগুলি খুব বৈচিত্র্যময়, তবে তাদের প্রকার নির্বিশেষে, তাদের উপর নিম্নলিখিত প্রয়োজনীয়তাগুলি আরোপ করা হয়: নির্ভরযোগ্যতা (প্রক্রিয়াকরণের সময় উদ্ভূত শক্তিগুলি অংশের প্রাথমিক অবস্থান পরিবর্তন করা উচিত নয়; প্রক্রিয়াকরণ প্রক্রিয়া চলাকালীন ক্ল্যাম্পিং বাহিনী অবশ্যই বজায় রাখতে হবে); পর্যাপ্ত অনমনীয়তা, কম্পনের সম্ভাবনা দূর করে; সঠিকতা; সর্বজনীনতা; নকশা সরলতা এবং ছোট স্থিতিস্থাপক. উপরন্তু, তারা ওয়ার্কপিসের মাত্রা, ক্ল্যাম্পিং প্রক্রিয়ার যান্ত্রিকীকরণ এবং স্বয়ংক্রিয়তা ইত্যাদির মধ্যে ওঠানামা নির্বিশেষে প্রতিসম অংশগুলির ক্ল্যাম্পিংয়ের ঘনত্বের জন্য প্রয়োজনীয়তার সাপেক্ষে।
ক্ল্যাম্পিং প্রক্রিয়ার শ্রেণীবিভাগ(সারণী 3.9)। ডিভাইসগুলি বিবেচনা করার সময়, রোমান সংখ্যাগুলি টেবিলের সারিগুলিকে নির্দেশ করে এবং আরবি সংখ্যাগুলি সংশ্লিষ্ট কলামকে নির্দেশ করে।
বন্ধের নীতি অনুসারে, জ্যামিতিক (কঠিন) এবং বল ক্লোজার সহ প্রক্রিয়াগুলিকে আলাদা করা হয়।
ইতিবাচক লকিংয়ে (স্কিম 1), ক্ল্যাম্পিং ফোর্সটি ট্রান্সমিশন এবং ক্ল্যাম্পিং লিঙ্কগুলির বিকৃতির কারণে তৈরি হয় এবং উল্লেখযোগ্যভাবে পরিবর্তিত হতে পারে, উদাহরণস্বরূপ, আপেক্ষিক অবস্থানের পরিবর্তনের ফলে ক্ল্যাম্পিং মেকানিজমএবং বিশদ বিবরণ (আপেক্ষিক ঘূর্ণন, যোগাযোগের পৃষ্ঠতলের নিষ্পেষণ, ইত্যাদি)। অংশ 1টি ক্ল্যাম্পিং উপাদান 2 এর আপেক্ষিক নড়াচড়ার সাথে বেঁধে দেওয়া হয় (প্রায়শই স্ক্রু সংযোগ, উন্মাদনা ইত্যাদির মাধ্যমে), এবং স্কিম II - IV-তে, প্রয়োজনীয় ক্ল্যাম্পিং বল যোগাযোগকারী পৃষ্ঠগুলির ঘর্ষণ সহগের উপর নির্ভর করে। স্কিম I-এ, ক্ল্যাম্পিং ফোর্সটি রিং 3-এর অক্ষীয় চলাচলের সময় তিনটি সমান ব্যবধানযুক্ত পিন 2-এর মাধ্যমে টুল 1-এ প্রেরণ করা হয়। ওয়ার্কপিস 1টি স্ক্রু 4 ঘোরানোর মাধ্যমে ভাইস (ডায়াগ্রাম II) এর ক্যাম 2 এবং 3 এ স্থির করা হয়। হাতা 1 অংশ 3 (চিত্র III) এর গর্তে আটকানো হয় 4 স্লাইডের ঘূর্ণনের কারণে স্পেসার হাতা 2 এর রেডিয়াল মুভমেন্টের সাথে সঞ্চালিত হয়। স্লাইড 3 (স্কিম IV) এ অংশ Y এর ফিক্সিং ) শঙ্কুযুক্ত পিন 2 এর অক্ষীয় আন্দোলনের সাথে ঘটে।
ফোর্স ক্লোজার সহ মেকানিজমগুলিতে, ক্ল্যাম্পিং ফোর্সটি বাহ্যিক ডিভাইস (স্প্রিং, হাইড্রলিক্স, ইত্যাদি) দ্বারা তৈরি করা হয় এবং এই ক্ষেত্রে এটি কার্যত ইনস্টল করা অংশ 1 (চিত্র 2) এর মাত্রার ওঠানামার উপর নির্ভর করে না।
টুল হোল্ডার 2 (স্কিম I) এ কাটার 1 এর পাওয়ার ক্লোজার, চকের চোয়াল 2 এ ওয়ার্কপিস ক্ল্যাম্পিং 1 লেদ(স্কিম II), স্টপ 2 দ্বারা রোটারি ফেসপ্লেট 1 (স্কিম III) এর ফিক্সেশন বা হাইড্রোলিক সিলিন্ডার 2 দ্বারা স্লাইড I (স্কিম IV) স্প্রিং, হাইড্রলিক্স বা নিউমেটিক্স ব্যবহার করে করা হয়। ওয়ার্কপিস ফিক্সিং (স্কিম II) মধ্যে তিন চোয়াল চকক্যাম 4-এর ওয়েজ-আকৃতির পৃষ্ঠের সাথে মিথস্ক্রিয়ার কারণে বায়ুসংক্রান্ত সিলিন্ডার থেকে (চিত্রে দেখানো হয়নি) রড 3-এর অক্ষীয় আন্দোলনের সাথে সঞ্চালিত হয়।
বল ট্রান্সমিশনের পদ্ধতি অনুসারে প্রক্রিয়াগুলি আলাদা করা হয়। সরাসরি কর্ম(স্কিম 3) এবং লিভার (স্কিম 4), যেখানে লিভার বা ওয়েজ মেকানিজম ব্যবহার করে শ্রমশক্তি বৃদ্ধি করা হয়। টার্নিং মডিউল (স্কিম 3, I) এর ধারক 2 এর মধ্যে টুল ব্লক 1 এর ফিক্সিং কোলেট 3 এর অক্ষীয় চলাচলের সময় ঘটে। কাটিং ব্লক 1 এর কেন্দ্রীকরণ একটি ত্রিভুজাকার প্রোফাইলের সাথে একটি কাপলিং ব্যবহার করে করা হয়। ম্যান্ড্রেল 2-এ ওয়ার্কপিস I (স্কিম II) এর ঘূর্ণনটি ঘর্ষণ শক্তির কারণে বাদ দেওয়া হয় যা বাদাম 3 শক্ত করার সময় উদ্ভূত হয়। একটি টার্নটেবল 1 এ মাউন্ট করা হয়, এবং অংশটি - একটি নির্দিষ্ট বেসে 3) যখন তেল হাইড্রোলিক সিলিন্ডার 4 এ সরবরাহ করা হয়। ফ্রেম 2 (চিত্র IV) এ স্লেজ I এর ক্ল্যাম্পিং করা হয় যখন একটি উপবৃত্তাকার ক্রস সেকশনের স্থিতিস্থাপক টিউব 3-এ তেল সরবরাহ করা হয়, যা চাপের মধ্যে, একটি নলাকার অর্জন করে। আকৃতি
ম্যান্ড্রেল 1 স্পিন্ডেল 2 (ডায়াগ্রাম 4, D) এর উপর 4 স্ক্রু দ্বারা সরানো ওয়েজ 3 দ্বারা স্থির করা হয়েছে। কোলেট U-এর সাহায্যে বার স্টক 2 (ডায়াগ্রাম II) এর বেঁধে দেওয়া হয় যখন বাদাম 3 ঘোরানো হয়। যে কোনো কৌণিক অবস্থানে ফেসপ্লেট 1 (ডায়াগ্রাম III) এর ক্ল্যাম্পিং হাইড্রোলিক সিলিন্ডার 3 এর অক্ষীয় চলাচলের সময় প্লেট 2 এর বিকৃতির কারণে ঘটে। লিভার 2 ব্যবহার করার সময় স্লেজ 1 এর মতো অংশগুলির ক্ল্যাম্পিং শক্তি বৃদ্ধি পায়। চিত্র IV এ দেখানো হয়েছে।
লোডিংয়ের প্রকৃতি অনুসারে, ট্রান্সভার্স ফোর্স (স্কিম 5) এবং স্ব-সামঞ্জস্যকারী (স্কিম বি) অপারেশন চলাকালীন প্রক্রিয়াগুলিকে আলাদা করা সম্ভব, যেখানে ক্ল্যাম্পিং বাহিনী ভারসাম্যপূর্ণ। প্রথম ক্ষেত্রে, স্থির উপাদানটির বিকৃতি ঘটে, যা কার্যকারী অবস্থান থেকে এটির স্থানচ্যুতি ঘটাতে পারে (নোডগুলির অবস্থান নির্ভুলতার উপর নেতিবাচক প্রভাব রয়েছে ইত্যাদি)। স্কিম 5-এ, গ্রাইন্ডিং হুইল 1 (স্কিম I), বডি Y (স্কিম II), কুইল ইউ (স্কিম III) এবং নলাকার গাইড Y (স্কিম IV) স্ক্রু মেকানিজম 2 ব্যবহার করে স্থির করা হয়েছে।
ডায়াগ্রাম 6, I-এ, টুলহোল্ডার Y কে কোলেট 3 থেকে ম্যান্ড্রেল Y-তে প্রেরিত একটি অক্ষীয় বল দ্বারা স্পিন্ডল 2 এ আটকানো হয়েছে। একটি নিয়ম হিসাবে, বেলেভিল স্প্রিংস ব্যবহার করে কোলেটের অক্ষীয় বল তৈরি করা হয়েছে (ডায়াগ্রামে দেখানো হয়নি)। মন্ড্রেল 3 (স্কিম II) এর অক্ষীয় আন্দোলনের সময় একটি কোলেট 2 এর সাহায্যে শঙ্কুযুক্ত ম্যান্ড্রেল 3-এ নলাকার অংশ 7 এর ফিক্সিং করা হয়। প্লাঞ্জার 1 (স্কিম III) এর অক্ষীয় বিকৃতি (ফ্ল্যাঞ্জ 4) চলাকালীন বেলো বুশিং 2 এর সাহায্যে বেস 3 এ স্থির করা হয়েছে। ক্যারেজ (স্কিম IV) নলাকার গাইড 2-এ ক্যারেজের সাথে সংযুক্ত একটি ক্ল্যাম্প 1 দ্বারা স্থির করা হয়েছে।
ব্যবহৃত প্রভাবের উপর নির্ভর করে, ক্ল্যাম্পিং প্রক্রিয়াগুলিকে আলাদা করা যেতে পারে, যার কার্যকারিতা উপাদানের স্থিতিস্থাপকতার উপর ভিত্তি করে (স্কিম 7), ক্ল্যাম্পিং প্রক্রিয়াগুলির অংশগুলির গতিশীলতা (স্কিম 8) এবং অন্যান্য প্রভাবগুলি (স্কিম 9)। স্পিন্ডল 3 এ টুল হোল্ডার 1 (ডায়াগ্রাম 7.1) ক্ল্যাম্প করার সময়, কোলেট 2 এর বিকৃতি ব্যবহার করা হয়, যা এর অক্ষীয় আন্দোলনের সময় ঘটে। একটি লেদ (স্কিম II) এর উপর d ব্যাস সহ একটি নলাকার ওয়ার্কপিস I এর ফিক্সিং করা হয় ঝিল্লি 2 এর বিকৃতির কারণে এতে ক্যামস 3 ইনস্টল করা হয়। যখন ট্রুনিয়ন 4 তীরের দিকে চলে যায় এবং ঝিল্লি বিকৃত হয়, ওয়ার্কপিসটি প্রসারিত হয় এবং যখন ট্রুনিয়ন মুক্তি পায়, তখন ঝিল্লির শক্ততার উপর নির্ভর করে এটি জোর দিয়ে স্থির করা হয়। নলাকার অংশগুলির ক্ল্যাম্পিং (স্কিম III), উদাহরণস্বরূপ, স্পিন্ডল 2, যখন কণাকার চেম্বারে তেল সরবরাহ করা হয় এবং পাতলা-প্রাচীরযুক্ত বুশিং I বিকৃত হয় তখন বাহিত করা যেতে পারে। চাপযুক্ত তেল।
ডায়াগ্রাম 8.1-এ, একটি নলাকার ম্যান্ড্রেল 1 বা অনুরূপ একটি অংশ স্থির করা হয় যখন eccentric 2 ঘোরানো হয়। একটি স্ব-কেন্দ্রিক তিন-চোয়ালের চাকে অংশ I এর বেঁধে দেওয়া চিত্র II-এ দেখানো হয়েছে। পার্ট 1 কেন্দ্রগুলিতে ইনস্টল করা হয়েছে, এবং ক্ল্যাম্পটি তিনটি উদ্ভটভাবে স্থাপন করা সেগমেন্ট 2 দ্বারা বাহিত হয়, যার একটি খাঁজযুক্ত কাজ পৃষ্ঠ রয়েছে। টর্ক বাড়ার সাথে সাথে ক্ল্যাম্পিং ফোর্স স্বয়ংক্রিয়ভাবে বৃদ্ধি পায়। স্কিম III হাইড্রোলিক সিলিন্ডার 2 এবং 3 এবং ঘর্ষণ ডিস্ক 4 এর সাহায্যে স্পিন্ডল 1 এর ক্ল্যাম্পিং প্রক্রিয়া দেখায়। চোয়াল I এর মধ্যে বেঁধে রাখা পরিবর্তন লেদ চক 2 স্কিম IV এ দেখানো হয়েছে। ক্যাম 1 একটি ত্রিভুজাকার প্রোফাইল কাপলিং 3 এর উপর ভিত্তি করে এবং লক 5 সরানো হলে একটি রড 4 এর মাধ্যমে স্থির করা হয়।
স্কিম 9.1-এ, কার্যকারী গহ্বরে গঠিত ভ্যাকুয়ামটি ম্যান্ড্রেল 1 ক্ল্যাম্প করতে ব্যবহৃত হয়। শক্তির মান বসন্ত 2 দ্বারা সামঞ্জস্য করা যেতে পারে। একটি ইলেক্ট্রোম্যাগনেট বা ক্ল্যাম্পিং প্লেট, বা স্থায়ী চুম্বকযুক্ত প্লেটগুলি প্রায়শই ফ্ল্যাট গ্রাইন্ডিংয়ের সময় অংশগুলি ঠিক করতে ব্যবহৃত হয়। ডায়াগ্রাম II বৃত্তাকার খুঁটি সহ চৌম্বকীয় প্লেট দেখায়। অ-চৌম্বকীয় উপাদানের সাহায্যে মেরু প্লেটটি উত্তর এবং দক্ষিণ মেরুতে বিভক্ত এবং চুম্বক এবং ওয়ার্কপিসের মধ্যে একটি ক্ষেত্র তৈরি করতে কাজ করে। স্কিম III-এ, স্পিন্ডল 1 আটকানোর জন্য, হাইড্রোস্ট্যাটিক বিয়ারিং-এর উপর মাউন্ট করা হয়, একটি অক্ষীয় বিয়ারিং 2 ব্যবহার করা হয়, যার একটি পকেটে 3 ফিড বন্ধ করা হয় লুব্রিকেন্ট. ক্ল্যাম্পিং বিপরীত পকেটে তেল চাপ দ্বারা বাহিত হয়।
স্কিম IV দেখায় কিভাবে অস্থাবর ইউনিট 1 বেস ইনস্টল করা একটি পাতলা টেপ 2 দিয়ে স্থির করা হয়েছে। ইলেক্ট্রোম্যাগনেট 3 এর সাহায্যে, চলমান নোডের অবস্থানে ক্ল্যাম্পিং প্রক্রিয়ার কোনও প্রভাব ছাড়াই নোডটি প্রয়োজনীয় অবস্থানে স্থির করা হয় (ট্রান্সভার্স দিকের টেপ 2-এর কম অনমনীয়তার কারণে)। এটি অবস্থান নির্ভুলতার উপর ক্ল্যাম্পিং প্রক্রিয়ার প্রভাব দূর করে।
ড্রাইভের ধরন অনুসারে, যান্ত্রিক (স্কিম 10), স্প্রিং (স্কিম 11), হাইড্রোলিক বা বায়ুসংক্রান্ত (স্কিম 12) এবং ইলেক্ট্রোমেকানিকাল (স্কিম 13) ড্রাইভ সহ ক্ল্যাম্পিং ডিভাইসগুলিকে আলাদা করা হয়। ম্যান্ড্রেল 1 একটি গোলাকার টিপ সহ সমানভাবে ব্যবধানযুক্ত স্ক্রু 2 দ্বারা স্থির (চিত্র 10, I)। পার্ট 1 (স্কিম II) রড 2 এর অক্ষীয় চলাচলের সময় লিভার সিস্টেমের মাধ্যমে স্থির করা হয়। রেডিয়াল ড্রিলিং মেশিনের কলাম 1 (স্কিম III) রড 2 দ্বারা স্থির করা হয় যখন স্ক্রু 3 ঘোরানো হয়। কলার 4 শঙ্কু সহ আকৃতির পৃষ্ঠতল। টুল ধারক একটি ত্রিভুজাকার প্রোফাইল সহ একটি ক্যাম ক্লাচ 2 দ্বারা স্লাইডারের উপর কেন্দ্রীভূত।
প্রায়শই, স্প্রিংগুলি ক্ল্যাম্পিংয়ের জন্য ব্যবহৃত হয় (স্কিম 11)। টুল ব্লকের প্রতিস্থাপনযোগ্য অংশ 1 (স্কিম I) রড 3 এর অক্ষীয় চলাচলের সময় (একটি স্প্রিং এর ক্রিয়াকলাপের অধীনে) লেথের কাটিং হেডের ধারক 2 এ স্থির করা হয়েছে। এই ক্ষেত্রে, রড 3 এর শঙ্কুযুক্ত অংশটি ব্লকের প্রতিস্থাপনযোগ্য অংশের শঙ্কুযুক্ত খাঁজের উপর আনত পিন 4 এর মাধ্যমে কাজ করে। খালি জায়গা 1 (স্কিম 11,11 Vi 12, II) ক্ল্যাম্পিং লিভার 3 এর মাধ্যমে হাইড্রোলিক সিলিন্ডার 2 ব্যবহার করে সঞ্চালিত হয়, যে শক্তিটি হয় স্প্রিং (স্কিম 11, II) বা তেলের চাপ (স্কিম 12, II) দ্বারা তৈরি হয়। . ফেসপ্লেট 1 (স্কিম 11, III) এর ফিক্সিংটি বসন্ত 2 দ্বারা টিউনিং ফর্ক মেকানিজমের বিকৃতির কারণে সঞ্চালিত হয়।
স্প্রিং এবং ওয়েজ মেকানিজমের সাহায্যে লেদ এর ক্রসবার 1 এর ক্ল্যাম্পিং স্কিম 11, IV এ দেখানো হয়েছে। স্প্রিং ফোর্স ওয়েজ 2 থেকে রড 3 এবং লিভার 4 এর মাধ্যমে প্রেরণ করা হয়।
হাইড্রলিক্স (নিউমেটিক্স) ব্যবহার করে অংশগুলি সুরক্ষিত করা চিত্র 12-এ দেখানো হয়েছে। যখন একটি বন্ধ নলাকার গহ্বরে তেল সরবরাহ করা হয় তখন ম্যান্ড্রেল 1 (ডায়াগ্রাম I) স্পিন্ডল 2 এ স্থির করা হয়। টেলস্টকের কুইল 1 এর ফিক্সেশন (স্কিম III) যখন এটি অংশ 3 এর বিপরীতে চলে যায় তখন কুইলের দুর্বল অংশ 2 এর রেডিয়াল দিকের বিকৃতির কারণে বাহিত হয়। পার্ট 1 (বা স্যাটেলাইট) হাইড্রোলিক সিলিন্ডার 2 এবং রোটারি লিভার 3 (স্কিম IV) ব্যবহার করে আটকানো হয়।
ক্ল্যাম্পিং মেকানিজমের ইলেক্ট্রোমেকানিক্যাল ড্রাইভগুলি (ডায়াগ্রাম 13) বৃহৎ শক্তি বিকাশ করে এবং তাই মাত্রা বৃদ্ধি পায়। তারা ইঞ্জিন এম এবং অ্যাকুয়েটর অন্তর্ভুক্ত করে, একটি নিয়ম হিসাবে, একটি স্ক্রু-নাট ট্রান্সমিশন আকারে তৈরি। স্কিম / বন্ধন টুল চালু মিলিং মেশিনথ্রাস্ট 1 এর অক্ষীয় আন্দোলনের সময় বাহিত হয়, যে মুভমেন্টটি ইঞ্জিন M থেকে প্ল্যানেটারি গিয়ার 2 এবং বাদাম 3 এর মাধ্যমে প্রেরণ করা হয়। চিত্র II-এ, থ্রাস্ট 1-এর অক্ষীয় আন্দোলন চাকওয়ার্কপিস বাতা একটি কীট এবং স্ক্রু গিয়ার মাধ্যমে বাহিত হয়. স্কিম III-এ, হাউজিং 2 এর সাথে সংযুক্ত একটি ইলেক্ট্রোম্যাগনেটিক ক্লাচ 3 দ্বারা ঘূর্ণন থেকে শ্যাফ্ট 1 স্থির করা হয়েছে।
উল্লম্ব লেদগুলির ক্রসবার 1 (স্কিম IV) এর ইলেক্ট্রোমেকানিক্যাল ক্ল্যাম্পিংটি মোটর M থেকে ক্ল্যাম্পড উপাদানে বড় গিয়ার অনুপাতের কারণে ব্যতিক্রমীভাবে বড় শক্তি বিকাশ করে।
ডুমুর উপর. 3.70 মেশিন টুলে স্পিন্ডল অক্ষ বরাবর মাউন্ট করা বিভিন্ন টুল ক্ল্যাম্পিং মেকানিজম দেখায় বিভিন্ন ধরনের. ডুমুর উপর. 3.70, এবং স্পিন্ডল 2 এর শঙ্কুযুক্ত গর্তে ম্যান্ড্রেল 1 এর বেঁধে দেওয়া বেলেভিল স্প্রিংস 4 এর একটি প্যাকেজ থেকে তৈরি করা হয়েছে। স্প্রিংসের একটি প্রান্ত টাকুটির শেষের বিপরীতে রয়েছে এবং অন্যটি রড 5 এর সাথে সংযুক্ত রয়েছে ( না দেখানো). রড 5 ম্যান্ড্রেলের ঠোঁটের উপর কোলেট 3 এর মাধ্যমে কাজ করে, টুলটিকে সুরক্ষিত করে। আনক্ল্যাম্পিং একটি হাইড্রোলিক সিলিন্ডার দ্বারা সঞ্চালিত হয় (দেখানো হয়নি), যা রড 5 কে কোলেটের সাথে এগিয়ে নিয়ে যায়, যার ফলস্বরূপ ম্যান্ড্রেলের শঙ্কুযুক্ত শ্যাঙ্কটি মুক্তি পায়। বেশিরভাগ ক্ল্যাম্পিং মেকানিজমের একটি অনুরূপ স্কিম রয়েছে।

চিত্রে দেখানো নকশায়। 3.70, b, ক্ল্যাম্পিং স্লিভ 2, স্প্রিং-লোডেড রড 4 এর সাথে সংযুক্ত, বলগুলির মাধ্যমে ম্যান্ড্রেল 1 এ বল স্থানান্তর করে 3. ডুমুরে। 3.70, ম্যান্ডরেলে 1 বল 2 এর মাধ্যমে সরাসরি রড 3 এর সাথে মিথস্ক্রিয়া করে। কোলেট ক্ল্যাম্পিং প্রক্রিয়ায় (চিত্র 3.70, d), রড 6, কোলেটের পাপড়ি 3 এবং 7 থেকে বল ম্যান্ড্রেল 1 এ প্রেরণ করা হয় শ্যাঙ্ক 2 এর মাধ্যমে এটির মধ্যে স্ক্রু করা হয়েছে। অবস্থান) পাপড়ি 3 এবং 7 এর শেষের সাথে হাতা 5-এর মিথস্ক্রিয়া এবং সেইসাথে স্প্রিং 4-এর ক্রিয়াকলাপের কারণে ঘটে।
বিবেচিত প্রক্রিয়াগুলিতে, ক্ল্যাম্পিং মেকানিজমের ত্রুটি (বসন্তের ভাঙ্গন) বা নির্দিষ্ট কাটিয়া অবস্থার কারণে যা টুলটির "পিকআপ" বাদ দেয় না (উদাহরণস্বরূপ, কাটিয়া শক্তির একটি অনিয়ন্ত্রিত বৃদ্ধির কারণে), এর অক্ষীয় আন্দোলন এবং ভাঙ্গন সম্ভব। উপরন্তু, একটি বৃহৎ ক্ল্যাম্পিং ফোর্স নিশ্চিত করার জন্য, বেলভিল স্প্রিংসগুলিকে সিরিজে ইনস্টল করতে হবে, যার ফলস্বরূপ স্প্রিংসের প্রান্তগুলির ঘর্ষণে শক্তির একটি উল্লেখযোগ্য অংশ হারিয়ে যায়।
ডুমুর উপর. 3.71 ক্ল্যাম্পিং মেকানিজম দেখায়, যেখানে উপরে উল্লিখিত অসুবিধাগুলি বাদ দেওয়া হয়েছে। এখানে, স্প্রিং 1 থেকে একটি অপেক্ষাকৃত ছোট বল বুশিং 2,3,5 এবং বল 4 এর রড 6 (নিম্ন অংশ) এর শঙ্কুযুক্ত পৃষ্ঠের মাধ্যমে প্রেরণ করা হয়। কাত কোণ পছন্দ শঙ্কুযুক্ত পৃষ্ঠতল(উদাহরণস্বরূপ, α ≈ 12°) যখন এটি রড 6 (5 - 6 বার) এ স্থানান্তরিত হয় তখন স্প্রিং এর শক্তিতে একটি অনুরূপ বৃদ্ধি প্রদান করা সম্ভব। একই সময়ে, যখন একটি অক্ষীয় বল F "এক্সট্রাকশন"-এ দেখা দেয়, যে কারণে a কোণটি ঘর্ষণ কোণের কাছাকাছি নির্বাচিত হয়, রড 6 থেকে স্প্রিং 1-এ বল স্থানান্তরের সহগ অতিরিক্তভাবে বৃদ্ধি পায়। 10 বার বা তার বেশি। এইভাবে, প্রক্রিয়াটি একটি লক তৈরি করে, এবং অক্ষীয় দিক থেকে সরঞ্জামটির চলাচল যে কোনও প্রভাবের অধীনে কার্যত অসম্ভব।
বিভিন্ন ক্যাম ড্রাইভ মেকানিজম সহ তিন চোয়ালের লেদ চাকে, ডুমুরে রকার আর্ম নীতি ব্যবহার করা হয়েছে। 3.72 ক. হাতা 1, একটি ড্র রডের সাথে স্ক্রু করা (দেখানো হয়নি), রকার আর্মস 2 এর সাথে ইন্টারঅ্যাক্ট করে, যার অক্ষগুলি কার্টিজ বডিতে ইনস্টল করা আছে। ক্যাম 3 এর বেসের খাঁজে অন্তর্ভুক্ত লিভারগুলির ছোট কাঁধগুলি তাদের রেডিয়াল দিকে নিয়ে যায়। স্ক্রু 4 ক্ল্যাম্পিং চোয়াল (দেখানো হয়নি) চলমান চোয়ালগুলিতে স্থির করা হয়েছে। ওয়েজ-র্যাক চাকের শরীরে যথাক্রমে তিনটি জোড়া রেল 4 এবং 5 রয়েছে, দাঁতগুলির প্রবণতার একটি ছোট এবং বড় কোণ সহ, ক্যামস 3 এর দাঁতগুলির সাথে মেশ করা (চিত্র 3.72, খ)। রেল 4 বুশিং 2 এর সাথে সংযুক্ত এবং ক্ল্যাম্পিংয়ের জন্য পরিবেশন করা হয় - ওয়ার্কপিসটি আনক্ল্যাম্পিং। রেল 5 হাতা 1 এর সাথে সংযুক্ত এবং একটি ভিন্ন প্রক্রিয়াকরণ ব্যাসে স্যুইচ করার সময় ক্ল্যাম্পিং চোয়ালের অবস্থান পরিবর্তন করার জন্য ডিজাইন করা হয়েছে। এটি করার জন্য, রেল 4 ক্যামগুলি থেকে বিচ্ছিন্ন হয় এবং রেল 5 তাদের সাথে জড়িত থাকে, যা ক্যামগুলিকে সরানো সম্ভব করে তোলে। উভয় বুশিং 1 এবং 2 হাইড্রোলিক সিলিন্ডার দ্বারা চালিত হয়।


ডুমুর দেখানো কার্তুজ. 3.72, c, ক্যামের সাথে ওয়ার্কপিসকে কেন্দ্রীভূত করে (চাকিংয়ের সময়), সেইসাথে ওয়ার্কপিসে ক্যামের স্ব-সারিবদ্ধকরণ (কেন্দ্রে মেশিনিং করার সময়)। কার্টিজের কেন্দ্রটি ভাসমান তৈরি করা হয়: টেলস্টক কুইল দ্বারা ওয়ার্কপিসটি চাপার একটি নির্দিষ্ট শক্তির সাথে, বেলভিল স্প্রিংসগুলি সংকুচিত হয় এবং কেন্দ্রটি পুনরুদ্ধার করা হয়। ক্যাম বেস 2 একটি ওয়েজ মেকানিজম দ্বারা চালিত হয় যখন বুশিং 1 সরানো হয়, একটি হাইড্রোলিক সিলিন্ডারের সাথে একটি রড দ্বারা সংযুক্ত (ডায়াগ্রামে দেখানো হয়নি)। র্যাক এবং পিনিয়ন ক্যাম সহ একটি চাকে, ক্যামগুলি একটি হাইড্রোলিক মোটর দ্বারা চালিত হয় (চিত্র 3.72, d) স্পিন্ডেলের পিছনের প্রান্তে মাউন্ট করা হয় (চিত্রে দেখানো হয়নি)। হাইড্রোলিক মোটরের রটার 1 (ডায়াগ্রাম II) বুশিং 2 (ডায়াগ্রাম I) এবং গিয়ার হুইল 3 এর সাথে সংযুক্ত। যখন হাইড্রোলিক মোটর ডানদিকে (φ p কোণে) ঘুরানো হয়, তখন ওয়েজ 4 হেলিকাল সহ র্যাকগুলি বিনিময়যোগ্য চোয়াল 5-এ থ্রেডের সাথে জড়িত থাকে, যার ফলে তারা র্যাডিক্যালি চলাচল করে এবং ওয়ার্কপিসের ক্ল্যাম্পিং করে। যখন হাইড্রোলিক মোটর রটারটি বাম দিকে (φ সেমি কোণে) ঘুরানো হয়, তখন র্যাকের ওয়েজগুলি ক্যামের হেলিকাল কাট থেকে বিচ্ছিন্ন হয়ে যায়, তাদের ছেড়ে দেয়। এর পরে, চোয়ালগুলি একটি প্রদত্ত ব্যাসে ম্যানুয়ালি রিসেট করা যেতে পারে।
লেদগুলির ক্ল্যাম্পিং পার্টস (ক্যাম ড্রাইভ) জন্য হাইড্রোলিক সিলিন্ডারে, হাইড্রোলিক সিলিন্ডার 3 (চিত্র 3.73), যা ক্যাম ড্রাইভের থ্রাস্ট I-তে বল প্রেরণ করে, স্পিন্ডল রোটেশন ড্রাইভের পুলি 2-এ ইনস্টল করা আছে। ভারসাম্যহীনতা কমাতে ওজন 4 প্রদান করা হয়। স্পুল 5 এর মাধ্যমে হাইড্রোলিক সিলিন্ডারে তেল সরবরাহ করা হয়।
ক্র্যাঙ্কশ্যাফ্ট ঠিক করার জন্য একটি তিন-চোয়ালের চাকে, ক্র্যাঙ্কশ্যাফ্ট 1 কেন্দ্র 6 এ ইনস্টল করা হয় এবং হাতা 5 (চিত্র 3.74) এর সাথে যুক্ত পিস্টন 4 এর অক্ষীয় চলাচলের সময় একটি ওয়েজ মেকানিজম 3 ব্যবহার করে ক্যাম 2 দ্বারা আটকানো হয়। বন্ধন এবং unfastening একটি জলবাহী সিলিন্ডার দ্বারা বাহিত হয় (দেখানো হয়নি)।
একটি স্ব-সারিবদ্ধ প্রত্যক্ষ-অভিনয় ক্ল্যাম্প ক্ল্যাম্পের দিকে নমনীয় পাপড়ি 2 এবং 3 এর কারণে নোড I-এ ট্রান্সভার্স লোড এড়ায় (চিত্র 3.75, ক)। চিত্র 3.75, b-তে দেখানো ক্ল্যাম্প, স্থির নোড 3-এ, লিভার 2 এর কারণে মেকানিজমের বেলেভিল স্প্রিংস 1 দ্বারা বিকশিত বলকে উল্লেখযোগ্যভাবে বৃদ্ধি করতে দেয়।
ক্ল্যাম্পিং এলিমেন্ট হল এমন মেকানিজম যা সরাসরি ওয়ার্কপিস বা আরও জটিল ক্ল্যাম্পিং সিস্টেমে মধ্যবর্তী লিঙ্কগুলিকে ক্ল্যাম্প করতে ব্যবহৃত হয়।
সহজতম প্রকার সার্বজনীন clampsযেগুলি চাবি, হাতল বা হ্যান্ডহুইলগুলিকে তাদের উপর মাউন্ট করা হয়।
স্ক্রু থেকে আটকানো ওয়ার্কপিসের নড়াচড়া রোধ করার জন্য এবং স্ক্রু থেকে এর উপর ডেন্টের গঠন, সেইসাথে স্ক্রুটির বাঁক কমাতে যখন এটির অক্ষের সাথে লম্ব নয় এমন একটি পৃষ্ঠের উপর চাপ দেওয়া হয়, তখন রকিং জুতাগুলি এর প্রান্তে স্থাপন করা হয়। স্ক্রু (চিত্র 68, α)।
কম্বিনেশন স্ক্রু ডিভাইসলিভার বা wedges সঙ্গে বলা হয় সমন্বয় clampsএবং, যা বিভিন্ন হয় স্ক্রু clamps(চিত্র 68, খ), ক্ল্যাম্পিং ডিভাইস আপনাকে সেগুলি সরাতে বা ঘোরাতে দেয় যাতে আপনি আরও সুবিধাজনকভাবে ফিক্সচারে ওয়ার্কপিস ইনস্টল করতে পারেন।
ডুমুর উপর. 69 কিছু ডিজাইন দেখাচ্ছে দ্রুত মুক্তি clamps. ছোট ক্ল্যাম্পিং বাহিনীর জন্য, একটি বেয়নেট ডিভাইস ব্যবহার করা হয় (চিত্র 69, α), এবং উল্লেখযোগ্য বাহিনীর জন্য, একটি প্লাঞ্জার ডিভাইস (চিত্র 69, খ)। এই ডিভাইসগুলি ক্ল্যাম্পিং উপাদানটিকে ওয়ার্কপিস থেকে দীর্ঘ দূরত্ব প্রত্যাহার করার অনুমতি দেয়; একটি নির্দিষ্ট কোণের মাধ্যমে রডের ঘূর্ণনের ফলে বেঁধে রাখা হয়। একটি ভাঁজ স্টপ সঙ্গে একটি বাতা একটি উদাহরণ ডুমুর দেখানো হয়েছে. 69, গ. নাট-হ্যান্ডেল 2 আলগা করে, স্টপ 3 প্রত্যাহার করা হয়, এটি অক্ষের চারপাশে ঘোরানো হয়।এর পরে, ক্ল্যাম্পিং রড 1টি h দূরত্বে ডানদিকে প্রত্যাহার করা হয়। ডুমুর উপর. 69, d একটি উচ্চ-গতির লিভার-টাইপ ডিভাইসের একটি চিত্র দেখায়। যখন হ্যান্ডেল 4 ঘুরানো হয়, তখন পিন 5 একটি তির্যক কাটা সহ বার 6 বরাবর স্লাইড করে এবং পিন 2টি ওয়ার্কপিস 1 বরাবর স্লাইড করে, নীচে অবস্থিত স্টপের বিরুদ্ধে এটি টিপে। গোলাকার ওয়াশার 3 একটি কবজা হিসাবে কাজ করে।

ওয়ার্কপিসগুলি আটকানোর জন্য প্রচুর সময় এবং উল্লেখযোগ্য শক্তি স্ক্রু ক্ল্যাম্পের সুযোগকে সীমিত করে এবং বেশিরভাগ ক্ষেত্রে দ্রুত-অভিনয় ক্ল্যাম্পগুলিকে অগ্রাধিকারযোগ্য করে তোলে। উদ্ভট clamps. ডুমুর উপর. 70 ডিস্ক (α), L-আকৃতির বাতা (b) এবং শঙ্কুযুক্ত ভাসমান (c) ক্ল্যাম্প সহ নলাকার দেখায়।
এক্সেন্ট্রিক্স বৃত্তাকার, প্রবৃত্ত এবং সর্পিল (আর্কিমিডিসের সর্পিল অনুসারে)। ক্ল্যাম্পিং ডিভাইসগুলিতে, দুটি ধরণের উন্মাদ ব্যবহার করা হয়: বৃত্তাকার এবং বাঁকা।
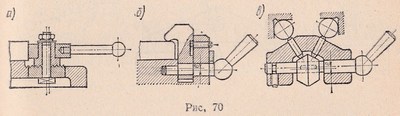
বৃত্তাকার eccentrics(চিত্র 71) হল একটি ডিস্ক বা রোলার যার ঘূর্ণনের একটি অক্ষ বিকেন্দ্রিকতা e এর আকার দ্বারা স্থানান্তরিত হয়; স্ব-ব্রেক কন্ডিশন D/e≥ 4 অনুপাতে নিশ্চিত করা হয়।
বৃত্তাকার eccentrics সুবিধা তাদের উত্পাদন সহজে নিহিত; প্রধান অসুবিধা হল উচ্চতা কোণ α এবং ক্ল্যাম্পিং ফোর্স Q এর অসঙ্গতি। বক্ররেখার উন্মাদনা, যেটির কার্যক্ষম প্রোফাইলটি ইনভোলুট বা আর্কিমিডিসের সর্পিল বরাবর সঞ্চালিত হয়, তার একটি ধ্রুবক উচ্চতার কোণ থাকে α, এবং তাই, প্রোফাইলের যেকোন বিন্দুকে ক্ল্যাম্প করার সময় Q বলটির স্থায়িত্ব নিশ্চিত করে।

কীলক প্রক্রিয়াজটিল ক্ল্যাম্পিং সিস্টেমে একটি মধ্যবর্তী লিঙ্ক হিসাবে ব্যবহৃত হয়। এটি তৈরি করা সহজ, ডিভাইসে সহজেই স্থাপন করা যায়, আপনাকে প্রেরিত শক্তির দিক বাড়ানো এবং পরিবর্তন করতে দেয়। নির্দিষ্ট কোণে, ওয়েজ মেকানিজমের স্ব-ব্রেকিং বৈশিষ্ট্য রয়েছে। একটি একক-পার্শ্বযুক্ত কীলকের জন্য (চিত্র 72, ক), যখন বাহিনীকে একটি সমকোণে স্থানান্তর করা হয়, তখন নিম্নলিখিত নির্ভরতা নেওয়া যেতে পারে (ϕ1 = ϕ2 = ϕ3 = ϕ যেখানে ϕ1…ϕ3 হল ঘর্ষণ কোণ):
P = Qtg (α ± 2ϕ),
যেখানে P - অক্ষীয় বল; প্রশ্ন - ক্ল্যাম্পিং বল। স্ব-ব্রেকিং α এ সঞ্চালিত হবে<ϕ1 + ϕ2.
![]()
একটি ডবল-বেভেলড কীলকের জন্য (চিত্র 72, খ) একটি কোণ β> 90 এ বল স্থানান্তর করার সময়, একটি ধ্রুবক ঘর্ষণ কোণে P এবং Q এর মধ্যে সম্পর্ক (ϕ1 = ϕ2 = ϕ3 = ϕ) নিম্নলিখিত সূত্র দ্বারা প্রকাশ করা হয়:
P = Qsin(α + 2ϕ)/cos(90° + α - β + 2ϕ)।
লিভার clampsঅন্যান্য প্রাথমিক ক্ল্যাম্পের সাথে একত্রে ব্যবহৃত হয়, আরও জটিল ক্ল্যাম্পিং সিস্টেম গঠন করে। লিভার ব্যবহার করে, আপনি প্রেরিত শক্তির মাত্রা এবং দিক পরিবর্তন করতে পারেন, পাশাপাশি দুটি জায়গায় ওয়ার্কপিসের একযোগে এবং অভিন্ন ক্ল্যাম্পিং চালাতে পারেন। ডুমুর উপর. 73 এক-বাহু এবং দুই-বাহু সোজা এবং বাঁকা ক্ল্যাম্পে শক্তির ক্রিয়াকলাপের চিত্র দেখায়। এই লিভার মেকানিজমগুলির জন্য ভারসাম্য সমীকরণগুলি নিম্নরূপ; এক কাঁধের বাতা জন্য (চিত্র 73, α):

সরাসরি দুই-কাঁধের বাতা (চিত্র 73, b):

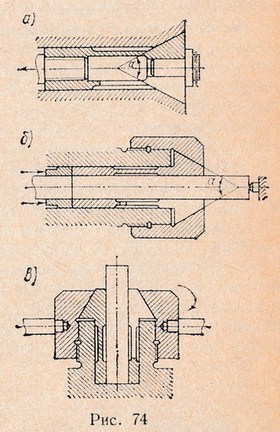
বাঁকা বাতা (l1 এর জন্য যেখানে p হল ঘর্ষণ কোণ; ƒ - ঘর্ষণ সহগ। সেন্টারিং ক্ল্যাম্পিং উপাদানগুলি বিপ্লবের দেহগুলির বাইরের বা অভ্যন্তরীণ পৃষ্ঠের জন্য মাউন্টিং উপাদান হিসাবে ব্যবহৃত হয়: কোলেট, প্রসারিত ম্যান্ড্রেল, হাইড্রোপ্লাস্টিক সহ ক্ল্যাম্পিং হাতা এবং এছাড়াও ঝিল্লি কার্তুজ। কম্প্রেশন স্লিভের টেপার কোণ কোলেটের টেপার কোণের চেয়ে 1° কম বা বেশি তৈরি করা হয়। কোলেটগুলি ইনস্টলেশনের উন্মাদনা প্রদান করে (রানআউট) 0.02 এর বেশি নয় ... 0.05 মিমি। ওয়ার্কপিসের ভিত্তি পৃষ্ঠটি 9ম ... 7ম গ্রেডের নির্ভুলতা অনুসারে মেশিন করা উচিত। প্রসারিত mandrelsবিভিন্ন ডিজাইন (হাইড্রোপ্লাস্টিক ব্যবহার করা ডিজাইন সহ) ক্ল্যাম্পিং ফিক্সচার হিসাবে শ্রেণীবদ্ধ করা হয়। ডায়াফ্রাম কার্তুজবাইরের বা ভিতরের নলাকার পৃষ্ঠে ওয়ার্কপিসগুলির সুনির্দিষ্ট কেন্দ্রীকরণের জন্য ব্যবহৃত হয়। কার্টিজ (চিত্র 75) একটি বৃত্তাকার ঝিল্লি 1 সমমিতভাবে অবস্থিত প্রোট্রুশন-ক্যাম 2 সহ একটি প্লেটের আকারে মেশিনের ফেসপ্লেটে স্ক্রু করা থাকে, যার সংখ্যা 6 ... 12 এর পরিসরে নির্বাচিত হয়। 4টি বায়ুসংক্রান্ত সিলিন্ডারের একটি রড টাকুটির ভিতরে যায়। যখন নিউমেটিক্স চালু করা হয়, তখন ঝিল্লি নমনীয় হয়, ক্যামগুলিকে আলাদা করে দেয়। যখন রডটি পিছনে চলে যায়, তখন ঝিল্লি, তার আসল অবস্থানে ফিরে আসার চেষ্টা করে, তার ক্যামের সাথে ওয়ার্কপিস 3 কম্প্রেস করে। র্যাক এবং পিনিয়ন বাতা(চিত্র 76) একটি র্যাক 3, একটি গিয়ার চাকা 5 একটি শ্যাফ্ট 4 এবং একটি হ্যান্ডেল লিভার 6 নিয়ে গঠিত। হ্যান্ডেলটি ঘড়ির কাঁটার বিপরীত দিকে ঘুরিয়ে, ওয়ার্কপিস ঠিক করতে র্যাকটি কম করুন এবং 2 ক্ল্যাম্প করুন 1। ক্ল্যাম্পিং বল Q নির্ভর করে হ্যান্ডেলে P বল প্রয়োগের মানের উপর। ডিভাইসটি একটি লক দিয়ে সজ্জিত, যা, সিস্টেমকে জ্যাম করে, চাকাটিকে ফিরে যেতে বাধা দেয়। সবচেয়ে সাধারণ ধরনের তালা হল: রোলার লক(চিত্র 77, ক) রোলার 1-এর কাটআউট সহ একটি ড্রাইভিং রিং 3 গঠিত, যা রোলারের কাটা সমতলের সাথে যোগাযোগ করে। 2 গিয়ার। ড্রাইভিং রিং 3 ক্ল্যাম্পিং ডিভাইসের হ্যান্ডেলের সাথে বেঁধে দেওয়া হয়। তীরের দিকে হ্যান্ডেল ঘোরানো, ঘূর্ণন রোলার 1* এর মাধ্যমে গিয়ার শ্যাফ্টে প্রেরণ করা হয়। রোলারটি হাউজিং 4 এর বোর পৃষ্ঠ এবং রোলার 2 এর কাটা সমতলের মধ্যে ওয়েজ করা হয় এবং বিপরীত ঘূর্ণন প্রতিরোধ করে। সরাসরি ড্রাইভ রোলার লকড্রাইভার থেকে রোলার পর্যন্ত মুহূর্ত চিত্রে দেখানো হয়েছে। 77 খ. লিশের মাধ্যমে হ্যান্ডেল থেকে ঘূর্ণন সরাসরি চাকার শ্যাফ্ট 6 এ প্রেরণ করা হয়। রোলার 3 পিন 4 এর মাধ্যমে একটি দুর্বল স্প্রিং 5 দ্বারা চাপা হয়। যেহেতু রিং 1 এবং শ্যাফ্ট 6 এর সাথে রোলারের যোগাযোগের বিন্দুতে ফাঁকগুলি বেছে নেওয়া হয়েছে, তাই হ্যান্ডেল 2 থেকে বলটি সরানো হলে সিস্টেমটি তাত্ক্ষণিকভাবে ওয়েজ হয়ে যায়। হ্যান্ডেলটি ঘুরিয়ে বিপরীত দিকে, রোলার ওয়েজ করে এবং শ্যাফ্টকে ঘড়ির কাঁটার দিকে ঘোরায়। শঙ্কু লক(চিত্র 77, গ) একটি শঙ্কুযুক্ত হাতা 1 এবং একটি শঙ্কু 3 এবং একটি হ্যান্ডেল 4 সহ একটি খাদ রয়েছে। খাদের মাঝখানের ঘাড়ের সর্পিল দাঁতগুলি রেলের সাথে জড়িত 5। পরেরটি অ্যাকচুয়েটিং ক্ল্যাম্পিং প্রক্রিয়ার সাথে সংযুক্ত। . যখন দাঁতের প্রবণতার কোণ 45° হয়, তখন খাদ 2-এর অক্ষীয় বল ক্ল্যাম্পিং বলের সমান (ঘর্ষণ ব্যতীত)। * এই ধরনের তালাগুলি 120° কোণে অবস্থিত তিনটি রোলার দিয়ে তৈরি করা হয়। সংযুক্ত ক্ল্যাম্পিং ডিভাইসবিভিন্ন ধরণের প্রাথমিক ক্ল্যাম্পের সংমিশ্রণ। এগুলি ক্ল্যাম্পিং ফোর্স বাড়াতে এবং ডিভাইসের মাত্রা কমাতে, সেইসাথে পরিচালনার সর্বশ্রেষ্ঠ সহজতা তৈরি করতে ব্যবহৃত হয়। সম্মিলিত ক্ল্যাম্পিং ডিভাইসগুলি বিভিন্ন জায়গায় ওয়ার্কপিসের একযোগে ক্ল্যাম্পিং প্রদান করতে পারে। মিলিত ক্ল্যাম্পের প্রকারগুলি ডুমুরে দেখানো হয়েছে। 78. একটি বাঁকা লিভার এবং একটি স্ক্রু (চিত্র 78, ক) এর সংমিশ্রণ আপনাকে একই সাথে দুটি জায়গায় ওয়ার্কপিস ঠিক করতে দেয়, সমানভাবে ক্ল্যাম্পিং ফোর্সকে পূর্বনির্ধারিত মান পর্যন্ত বাড়িয়ে দেয়। সাধারণ ঘূর্ণমান ক্ল্যাম্প (চিত্র 78, খ) হল লিভার এবং স্ক্রু ক্ল্যাম্পের সংমিশ্রণ।লিভার 2 এর সুইং অক্ষটি ওয়াশার 1 এর গোলাকার পৃষ্ঠের কেন্দ্রের সাথে সারিবদ্ধ করা হয়েছে, যা নমন শক্তি থেকে পিন 3 আনলোড করে। একটি নির্দিষ্ট লিভার আর্ম অনুপাতের সাথে, লিভারের ক্ল্যাম্পিং প্রান্তের ক্ল্যাম্পিং ফোর্স বা স্ট্রোক বাড়ানো যেতে পারে। ডুমুর উপর. 78, d একটি ক্যাপ লিভারের মাধ্যমে প্রিজমে একটি নলাকার ওয়ার্কপিস ঠিক করার জন্য একটি ডিভাইস দেখায় এবং ডুমুরে। 78, d হল একটি দ্রুত-অভিনয় সম্মিলিত ক্ল্যাম্পের একটি চিত্র (লিভার এবং উন্মাদ), যা ফিক্সচার সমর্থনে ওয়ার্কপিসের পার্শ্বীয় এবং উল্লম্ব চাপ প্রদান করে, যেহেতু ক্ল্যাম্পিং বল একটি কোণে প্রয়োগ করা হয়। চিত্রে দেখানো ডিভাইস দ্বারা অনুরূপ অবস্থা প্রদান করা হয়েছে। 78, ই. টগল ক্ল্যাম্প (চিত্র 78, g, h, এবং) হ্যান্ডেল ঘুরিয়ে চালিত দ্রুত-অভিনয় ক্ল্যাম্পিং ডিভাইসের উদাহরণ। স্ব-বিচ্ছিন্নতা প্রতিরোধ করার জন্য, হ্যান্ডেলটি মৃত অবস্থানের মধ্য দিয়ে সরানো হয় যতক্ষণ না এটি থামে 2। ক্ল্যাম্পিং বল সিস্টেমের বিকৃতি এবং এর অনমনীয়তার উপর নির্ভর করে। সিস্টেমের কাঙ্খিত বিকৃতিটি চাপ স্ক্রু 1 সামঞ্জস্য করে সেট করা হয়। যাইহোক, আকার H (চিত্র 78, ছ) এর জন্য সহনশীলতার উপস্থিতি একটি প্রদত্ত ব্যাচের সমস্ত ওয়ার্কপিসের জন্য ক্ল্যাম্পিং ফোর্সের স্থায়িত্ব নিশ্চিত করে না। সম্মিলিত ক্ল্যাম্পিং ডিভাইসগুলি ম্যানুয়ালি বা পাওয়ার ইউনিট থেকে চালিত হয়। একাধিক ফিক্সচারের জন্য ক্ল্যাম্পিং প্রক্রিয়াসমস্ত অবস্থানে একই ক্ল্যাম্পিং বল প্রদান করতে হবে। সবচেয়ে সহজ মাল্টি-প্লেস ডিভাইস হ'ল একটি ম্যান্ড্রেল, যার উপর ফাঁকাগুলির একটি প্যাকেজ "রিং, ডিস্ক" ইনস্টল করা হয়, একটি বাদাম (সিরিয়াল ক্ল্যাম্পিং ফোর্স ট্রান্সমিশন স্কিম) সহ শেষ প্লেন বরাবর স্থির করা হয়। ডুমুর উপর. 79, α সমান্তরাল ক্ল্যাম্পিং বল বন্টনের নীতিতে কাজ করে এমন একটি ক্ল্যাম্পিং ডিভাইসের উদাহরণ দেখায়। যদি বেস এবং মেশিনযুক্ত পৃষ্ঠগুলির ঘনত্ব নিশ্চিত করা এবং ওয়ার্কপিসের বিকৃতি রোধ করার প্রয়োজন হয়, ইলাস্টিক ক্ল্যাম্পিং ডিভাইসগুলি ব্যবহার করা হয়, যেখানে ক্ল্যাম্পিং বলটি ফিলার বা অন্যান্য মধ্যবর্তী বডির মাধ্যমে ফিক্সচারের ক্ল্যাম্পিং উপাদানে অভিন্নভাবে স্থানান্তরিত হয়। ইলাস্টিক বিকৃতির সীমার মধ্যে)। প্রচলিত স্প্রিংস, রাবার বা হাইড্রোপ্লাস্টিক একটি মধ্যবর্তী বডি হিসাবে ব্যবহৃত হয়। হাইড্রোলিক প্লাস্টিক ব্যবহার করে একটি সমান্তরাল অ্যাকশন ক্ল্যাম্পিং ডিভাইস ডুমুরে দেখানো হয়েছে। 79 খ. ডুমুর উপর. 79, মিশ্র (সমান্তরাল-ক্রমিক) কর্মের একটি ডিভাইস দেখানো হয়েছে। একটানা মেশিনে (ড্রাম-মিলিং, বিশেষ মাল্টি-স্পিন্ডেল ড্রিলিং)ওয়ার্কপিস ফিড চলাচলে বাধা না দিয়ে ইনস্টল এবং সরানো হয়। যদি সহায়ক সময় মেশিনের সময়ের সাথে ওভারল্যাপ হয়, তবে ওয়ার্কপিসগুলিকে সুরক্ষিত করতে বিভিন্ন ধরণের ক্ল্যাম্পিং ডিভাইস ব্যবহার করা যেতে পারে। উত্পাদন প্রক্রিয়া যান্ত্রিকীকরণ করার জন্য, এটি ব্যবহার করার পরামর্শ দেওয়া হয় স্বয়ংক্রিয় ধরনের ক্ল্যাম্পিং ডিভাইস(একটানা ক্রিয়া), মেশিনের ফিড মেকানিজম দ্বারা চালিত। ডুমুর উপর. 80, α ড্রাম-মিলিং মেশিনে নলাকার ওয়ার্কপিস 2 ফিক্স করার জন্য একটি নমনীয় বন্ধ উপাদান 1 (তারের, চেইন) সহ একটি ডিভাইসের একটি চিত্র দেখায় যখন প্রান্তের পৃষ্ঠগুলি প্রক্রিয়াকরণ করা হয় এবং ডুমুরে। 80, 6 একটি মাল্টি-স্পিন্ডেল অনুভূমিক ড্রিলিং মেশিনে পিস্টন খালি ঠিক করার জন্য একটি ডিভাইসের একটি চিত্র। উভয় ডিভাইসেই, অপারেটররা শুধুমাত্র ওয়ার্কপিস ইনস্টল এবং অপসারণ করে এবং ওয়ার্কপিসের ক্ল্যাম্পিং স্বয়ংক্রিয়ভাবে ঘটে। তাদের সমাপ্তি বা সমাপ্তির সময় পাতলা শীট ওয়ার্কপিস ধরে রাখার জন্য একটি কার্যকর ক্ল্যাম্পিং ডিভাইস হল একটি ভ্যাকুয়াম ক্ল্যাম্প। ক্ল্যাম্পিং বল সূত্র দ্বারা নির্ধারিত হয়: যেখানে A হল ডিভাইসের গহ্বরের সক্রিয় এলাকা, সীলমোহর দ্বারা সীমাবদ্ধ; p= 10 5 Pa - বায়ুমণ্ডলীয় চাপ এবং যন্ত্রের গহ্বরের চাপের মধ্যে পার্থক্য যা থেকে বায়ু সরানো হয়। ইলেক্ট্রোম্যাগনেটিক ক্ল্যাম্পিং ডিভাইসএকটি সমতল বেস পৃষ্ঠ সঙ্গে ইস্পাত এবং ঢালাই লোহা তৈরি workpieces ফিক্সিং জন্য ব্যবহৃত হয়. ক্ল্যাম্পিং ডিভাইসগুলি সাধারণত প্লেট এবং কার্তুজের আকারে তৈরি করা হয়, যার নকশায় পরিকল্পনায় ওয়ার্কপিসের মাত্রা এবং কনফিগারেশন, এর বেধ, উপাদান এবং প্রয়োজনীয় হোল্ডিং ফোর্স প্রাথমিক ডেটা হিসাবে নেওয়া হয়। ইলেক্ট্রোম্যাগনেটিক ডিভাইসের ধারণ শক্তি মূলত ওয়ার্কপিসের বেধের উপর নির্ভর করে; ছোট পুরুত্বে, সমস্ত চৌম্বকীয় প্রবাহ অংশটির ক্রস বিভাগের মধ্য দিয়ে যায় না এবং চৌম্বকীয় প্রবাহ রেখার কিছু অংশ আশেপাশের স্থানে ছড়িয়ে পড়ে। ইলেক্ট্রোম্যাগনেটিক প্লেট বা কার্তুজগুলিতে প্রক্রিয়াকৃত অংশগুলি অবশিষ্ট চৌম্বকীয় বৈশিষ্ট্যগুলি অর্জন করে - সেগুলি বিকল্প কারেন্ট দ্বারা চালিত একটি সোলেনয়েডের মধ্য দিয়ে যাওয়ার মাধ্যমে চুম্বকীয়করণ করা হয়। ইনস্টলেশন, প্রান্তিককরণ এবং অংশগুলির ক্ল্যাম্পিংয়ের সময় কমাতে, বিশেষ (এই অংশটি প্রক্রিয়াকরণের জন্য ডিজাইন করা) ক্ল্যাম্পিং ডিভাইসগুলি ব্যবহার করার পরামর্শ দেওয়া হয়। অভিন্ন অংশগুলির বড় ব্যাচ তৈরিতে বিশেষ ডিভাইসগুলি ব্যবহার করার পরামর্শ দেওয়া হয়। যেহেতু ফিক্সচারগুলিকে দ্রুত এবং নির্ভরযোগ্যভাবে ওয়ার্কপিসটি ঠিক করতে হবে, তাই একই সাথে একাধিক জায়গায় একটি ওয়ার্কপিস ক্ল্যাম্প করার সময় এই জাতীয় ক্ল্যাম্পগুলি ব্যবহার করা বাঞ্ছনীয়। হা ডুমুর। 74 একটি শরীরের অংশের জন্য একটি ক্ল্যাম্পিং ডিভাইস দেখায়, যেখানে দুটি ক্ল্যাম্প দ্বারা একই সাথে ক্ল্যাম্পিং করা হয় 1
এবং 6
একটি বাদাম শক্ত করে অংশের উভয় পাশে 5
. বাদাম শক্ত করার সময় 5
পিন 4
, ডাই মধ্যে একটি ডবল বেভেল হচ্ছে 7
, ট্র্যাকশনের মাধ্যমে 8
ডাই এর বেভেল প্রভাবিত করে 9
এবং একটি বাদাম দিয়ে শক্ত করুন 2
স্টিকিং 1
একটি পিনের উপর বসা 3
. ক্ল্যাম্পিং ফোর্সের দিকটি তীর দ্বারা দেখানো হয়। বাদাম আলগা করার সময় 5
স্প্রিংস clamps অধীনে স্থাপন 1
এবং খ, তাদের উত্তোলন, আইটেম মুক্ত. একক ক্ল্যাম্পিং ফিক্সচারগুলি বড় অংশগুলির জন্য ব্যবহৃত হয়, যখন ছোট অংশগুলির জন্য ফিক্সচারগুলি ব্যবহার করা আরও পরামর্শ দেওয়া হয় যেখানে একাধিক ওয়ার্কপিস একই সময়ে ইনস্টল এবং ক্ল্যাম্প করা যেতে পারে। এই জাতীয় ডিভাইসগুলিকে মাল্টি-সিট বলা হয়। একটি ক্ল্যাম্প দিয়ে বেশ কয়েকটি ওয়ার্কপিস বেঁধে রাখলে বেঁধে রাখার সময় কমে যায় এবং মাল্টি-প্লেস ফিক্সচারে কাজ করার সময় ব্যবহৃত হয়। ডুমুর উপর. 76 একটি বায়ুসংক্রান্ত পিস্টন পাওয়ার ড্রাইভ সহ একটি মাল্টি-সিট ডিভাইস দেখায়। সংকুচিত বায়ু একটি ত্রি-মুখী ভালভের মাধ্যমে প্রবেশ করে হয় সিলিন্ডারের উপরের গহ্বরে, ওয়ার্কপিসগুলিকে ক্ল্যাম্প করে (ক্ল্যাম্পিং ফোর্সের দিকটি তীর দ্বারা দেখানো হয়), বা সিলিন্ডারের নীচের গহ্বরে, ওয়ার্কপিসগুলিকে ছেড়ে দেয়। বর্ণিত ডিভাইসে, অংশগুলি ইনস্টল করার একটি ক্যাসেট পদ্ধতি ব্যবহার করা হয়। বেশ কয়েকটি ওয়ার্কপিস, উদাহরণস্বরূপ এই ক্ষেত্রে পাঁচটি, ক্যাসেটে রাখা হয়েছে যখন একই ওয়ার্কপিসের আরেকটি ব্যাচ ইতিমধ্যেই ক্যাসেটে প্রক্রিয়া করা হচ্ছে। প্রক্রিয়াকরণ সম্পন্ন হওয়ার পরে, মিল্ড অংশ সহ প্রথম ক্যাসেটটি ডিভাইস থেকে সরানো হয় এবং এর পরিবর্তে সেখানে ফাঁকা সহ আরেকটি ক্যাসেট ইনস্টল করা হয়। ক্যাসেট পদ্ধতি আপনাকে ফাঁকা ইনস্টল করার সময় কমাতে দেয়। ক্ল্যাম্পিং ডিভাইসের ধরন নির্বাচন করার সময়, নিম্নলিখিত নিয়মগুলি অনুসরণ করা উচিত। ফিড এবং বাম হাত ঘূর্ণন বিরুদ্ধে মিলিং যখন নলাকার কাটারক্ল্যাম্পিং ফোর্স অবশ্যই চিত্রে দেখানো হিসাবে নির্দেশিত হতে হবে। 78, a, এবং ডান ঘূর্ণন সহ - ডুমুর হিসাবে। 78 খ. 1. মেশিন টেবিলে সরাসরি ওয়ার্কপিস ঠিক করার সময় কোন ডিভাইস ব্যবহার করা হয়? কোলেটস্প্লিট স্প্রিং হাতা, যার ডিজাইনের বৈচিত্র ডুমুরে দেখানো হয়েছে। 74 (α - একটি টান টিউব সহ; 6 - একটি স্পেসার টিউব সহ; ইন - উল্লম্ব প্রকার)। এগুলি উচ্চ-কার্বন স্টিল দিয়ে তৈরি, উদাহরণস্বরূপ, U10A, এবং ক্ল্যাম্পিং-এ HRC 58...62-এর কঠোরতা এবং লেজের অংশগুলিতে HRC 40...44-এর কঠোরতায় তাপ-চিকিত্সা করা হয়। কোলেট টেপার অ্যাঙ্গেল α = 30…40°। ছোট কোণে, কোলেট জ্যামিং সম্ভব।
 উদ্ভট লক(চিত্র 77, d) একটি চাকা শ্যাফ্ট 2 নিয়ে গঠিত, যার উপর একটি উদ্ভট 3 ওয়েজ করা হয়। শ্যাফ্টটি লক হ্যান্ডেলের সাথে বেঁধে রাখা একটি রিং 1 দ্বারা চালিত হয়; রিংটি বডি বোর 4-এ ঘোরে, যার অক্ষটি খাদ অক্ষ থেকে একটি দূরত্ব দ্বারা অফসেট হয় e। যখন হ্যান্ডেলটি পিছনের দিকে ঘোরানো হয়, তখন পিন 5 এর মাধ্যমে শ্যাফটে সংক্রমণ ঘটে। ফিক্সিংয়ের প্রক্রিয়ায়, রিংটি 1 অদ্ভুত এবং শরীরের মধ্যে wedged হয়.
উদ্ভট লক(চিত্র 77, d) একটি চাকা শ্যাফ্ট 2 নিয়ে গঠিত, যার উপর একটি উদ্ভট 3 ওয়েজ করা হয়। শ্যাফ্টটি লক হ্যান্ডেলের সাথে বেঁধে রাখা একটি রিং 1 দ্বারা চালিত হয়; রিংটি বডি বোর 4-এ ঘোরে, যার অক্ষটি খাদ অক্ষ থেকে একটি দূরত্ব দ্বারা অফসেট হয় e। যখন হ্যান্ডেলটি পিছনের দিকে ঘোরানো হয়, তখন পিন 5 এর মাধ্যমে শ্যাফটে সংক্রমণ ঘটে। ফিক্সিংয়ের প্রক্রিয়ায়, রিংটি 1 অদ্ভুত এবং শরীরের মধ্যে wedged হয়.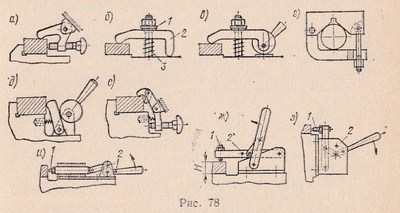

বিশেষ ক্ল্যাম্পিং ডিভাইসগুলিতে স্ক্রু, উদ্ভট, বায়ুসংক্রান্ত, জলবাহী বা নিউমোহাইড্রলিক ক্ল্যাম্পিং থাকতে পারে।একটি একক ফিক্সচারের স্কিম

একাধিক ফিক্সচার
ডুমুর উপর. 75 হল একটি ডবল ফিক্সচারের একটি ডায়াগ্রাম যাতে দুটি রোলার ক্ল্যাম্প করা হয় যখন কীওয়ে মিলিং করা হয়। বাতা একটি হাতল দিয়ে তৈরি করা হয় 4
একটি উদ্ভট যা একই সাথে বাতা টিপে 3
এবং ট্র্যাকশনের মাধ্যমে 5
লেগে থাকার জন্য 1
, যার ফলে শরীরের প্রিজমগুলিতে উভয় ওয়ার্কপিস টিপে 2
ফিক্সচার হ্যান্ডেল বাঁক দ্বারা rollers মুক্তি হয় 4
বিপরীত একই সাথে ঝরনা 6
গ্রিপস টান 1
এবং 3
.
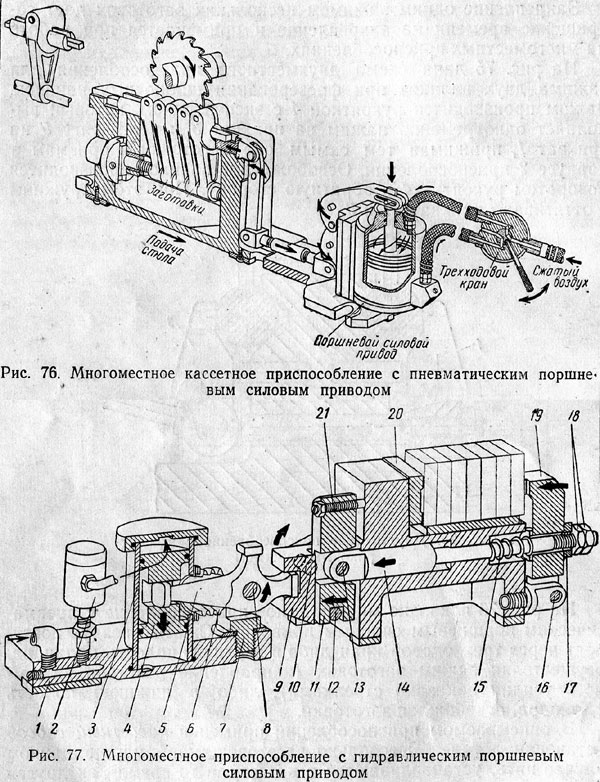
ডুমুর উপর. 77 একটি হাইড্রোলিক ড্রাইভ সহ একটি মাল্টি-প্লেস ক্ল্যাম্পিং ডিভাইসের নকশা দেখায়।
বেস 1
ড্রাইভ মেশিন টেবিলের উপর স্থির করা হয়. একটি সিলিন্ডারে 3
পিস্টন চলে 4
, যে খাঁজে লিভার ইনস্টল করা আছে 5
, একটি অক্ষের চারপাশে ঘুরছে 8
, চোখে স্থির 7
. 5 এর লিভার আর্ম অনুপাত 3:1। তেলের চাপ 50 সহ kg/cm 2এবং পিস্টন ব্যাস 55 মিমিলিভার হাতের সংক্ষিপ্ত প্রান্তে বল 5
2800 ছুঁয়েছে কেজি. চিপস থেকে রক্ষা করার জন্য, একটি কাপড়ের আবরণ 6 লিভারে রাখা হয়।
তেল একটি ত্রিমুখী কন্ট্রোল ভালভের মাধ্যমে ভালভের মধ্যে প্রবাহিত হয় 2
এবং আরও সিলিন্ডারের উপরের গহ্বরে 3
. গোড়ার গর্ত দিয়ে সিলিন্ডারের বিপরীত গহ্বর থেকে তেল 1
থ্রি-ওয়ে ভালভ এবং তারপর ড্রেনে প্রবেশ করে।
যখন থ্রি-ওয়ে ভালভের হ্যান্ডেলটি ক্ল্যাম্পিং অবস্থানে পরিণত হয়, তখন চাপযুক্ত তেল পিস্টনের উপর কাজ করে 4
, লিভারের মাধ্যমে ক্ল্যাম্পিং বল প্রেরণ করা 5
ফর্ক লিভার 9
ক্ল্যাম্পিং ডিভাইস যা দুটি অ্যাক্সেল শ্যাফ্টের উপর ঘোরে 10
. আঙুল 12
, লিভার 9 এ চাপলে লিভার ঘুরিয়ে দেয় 11
স্ক্রু যোগাযোগ বিন্দু আপেক্ষিক 21
ফিক্সচার বডি সহ। একই সময়ে, অক্ষ 13
লিভার রড সরানো 14
বাম দিকে এবং গোলাকার ওয়াশারের মাধ্যমে 17
এবং বাদাম 18
ক্ল্যাম্পিং ফোর্সকে ক্ল্যাম্পে স্থানান্তর করে 19
, অক্ষের চারপাশে ঘুরছে 16
এবং ওয়ার্কপিসগুলিকে স্থির চোয়ালে টিপে 20
. ক্ল্যাম্পিং আকারের সামঞ্জস্য বাদাম দ্বারা বাহিত হয় 18
এবং স্ক্রু 21
.
যখন তিন-মুখী ভালভের হ্যান্ডেলটি খোলা অবস্থানে পরিণত হয়, তখন লিভার 11
বিপরীত দিকে বাঁক, খোঁচা চলন্ত 14
ডানদিকে. একই সাথে বসন্ত 15
লাঠি সরিয়ে দেয় 19
খালি জায়গা থেকে
সম্প্রতি, নিউমোহাইড্রোলিক ক্ল্যাম্পিং ডিভাইসগুলি ব্যবহার করা হয়েছে, যেখানে 4-6 চাপ সহ কারখানা নেটওয়ার্ক থেকে সংকুচিত বায়ু আসছে। kg/cm 2হাইড্রোলিক সিলিন্ডারের পিস্টনে চাপ দেয়, প্রায় 40-80 তেলের চাপ তৈরি করে kg/cm 2. এই চাপের সাথে তেল, ক্ল্যাম্পিং ডিভাইসগুলি ব্যবহার করে, মহান প্রচেষ্টার সাথে ওয়ার্কপিসগুলিকে সুরক্ষিত করে।
কাজের তরলের চাপ বৃদ্ধি একই ক্ল্যাম্পিং বল দিয়ে, ভিস ড্রাইভের আকার কমাতে দেয়।ক্ল্যাম্পিং ডিভাইস নির্বাচন করার নিয়ম
ক্ল্যাম্পগুলিকে সরল, দ্রুত-অভিনয় এবং সহজে অ্যাক্সেসযোগ্য হতে হবে তাদের কার্যকর করার জন্য, যথেষ্ট কঠোর এবং কর্তনকারীর ক্রিয়ায়, মেশিনের কম্পন বা এলোমেলো কারণের প্রভাবে স্বতঃস্ফূর্তভাবে আলগা না হওয়া উচিত, ওয়ার্কপিসের পৃষ্ঠকে বিকৃত করা উচিত নয় এবং তার স্প্রিংব্যাক কারণ. ক্ল্যাম্পের ক্ল্যাম্পিং ফোর্স একটি সমর্থন দ্বারা বিরোধিতা করে এবং যদি সম্ভব হয়, এমনভাবে নির্দেশিত হওয়া উচিত যাতে মেশিনিং করার সময় সমর্থনকারী পৃষ্ঠগুলির বিরুদ্ধে ওয়ার্কপিস টিপতে সহায়তা করে। এটি করার জন্য, ক্ল্যাম্পিং ফিক্সচারগুলি মেশিনের টেবিলে ইনস্টল করা উচিত যাতে মিলিং প্রক্রিয়া চলাকালীন কাটার শক্তিটি ফিক্সচারের নির্দিষ্ট অংশ দ্বারা অনুভূত হয়, উদাহরণস্বরূপ, স্থির ভাইস চোয়াল।
ডুমুর উপর. 78 ক্ল্যাম্পিং ডিভাইসের ইনস্টলেশন ডায়াগ্রাম দেখায়।
একটি ফেস মিল দিয়ে মিলিং করার সময়, ফিডের দিকনির্দেশের উপর নির্ভর করে, ক্ল্যাম্পিং ফোর্সকে নির্দেশিত করা উচিত, যেমনটি চিত্রে দেখানো হয়েছে। 78, ইন বা ডুমুর। 78, শহর
ফিক্সচারের এই ধরনের ব্যবস্থার সাথে, একটি অনমনীয় সমর্থন ক্ল্যাম্পিং ফোর্সের বিরোধিতা করে এবং কাটিং ফোর্স প্রক্রিয়াকরণের সময় সমর্থনকারী পৃষ্ঠের বিরুদ্ধে ওয়ার্কপিসকে চাপতে সহায়তা করে।কন্ট্রোল প্রশ্ন
2. কোণার প্লেট (কোণ) কী এবং কখন এটি ব্যবহার করা হয়?
3. কি ওয়ার্কপিস ঠিক করার জন্য প্রিজম ব্যবহার করা হয়?










মিশ্র ব্যক্তিত্বের ব্যাধি: কারণ, লক্ষণ, প্রকার ও চিকিৎসা
GTA 4 নিয়ন্ত্রণ সেটিংস
জিটিএ অনলাইনে চোরাচালান সম্পর্কিত প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী
LSPDFR - পুলিশে স্বাগতম
গ্র্যান্ড থেফট অটো সান আন্দ্রেয়াসের বিশাল মানচিত্র এবং এর গোপনীয়তা