একটি আঙুল এবং একটি কলার দিয়ে প্রচলিত লিশ ডিভাইসের বিপরীতে (GOST 2571-53 এবং GOST 2572-53) স্ব-গ্রিপিং chucksচকগুলিতে দুটি বা তিনটি নুরযুক্ত উদ্ভট ক্যাম থাকে, যার সাহায্যে তারা কাটার শুরুতে ওয়ার্কপিসটি ক্যাপচার করে এবং এটি ঘোরানোর কারণ হয়; কাটিং টর্ক বাড়ার সাথে সাথে চক টর্কও স্বয়ংক্রিয়ভাবে বৃদ্ধি পায়। অতএব, তারা যেকোনো চিপ ক্রস-সেকশনের সাথে নির্ভরযোগ্যভাবে কাজ করে। যন্ত্রাংশ, যথারীতি, স্থির বা ভাসমান কেন্দ্রগুলিতে ইনস্টল করা হয়। কেন্দ্রগুলিতে অংশগুলি ইনস্টল করার সুবিধার জন্য, স্বয়ংক্রিয়ভাবে খোলা ক্যামের কাঠামোগুলি ব্যবহার করা হয় এবং সমস্ত ক্যামের দ্বারা অভিন্ন ক্ল্যাম্পিং নিশ্চিত করার জন্য, একটি ভাসমান ক্যাম সিস্টেম বা স্বাধীন অ্যাকশনের ক্যাম সহ একটি সিস্টেম ব্যবহার করা হয়।
ক্যাম চক ব্যাপকভাবে ব্যবহৃত হয়মাল্টি-কাটিং লেদগুলিতে যেখানে উচ্চ টর্ক ট্রান্সমিশন প্রয়োজন।
প্রচলিত উদ্ভট চকগুলি পরিচালনা করার সময়, এমন কিছু ঘটনা রয়েছে যখন প্রক্রিয়াকরণের শুরুতে কাটিং ফোর্সগুলির ক্রিয়াকলাপের অধীনে ওয়ার্কপিসটি ঘোরানো হয়, যা কাটার ভাঙার দিকে পরিচালিত করে। এই ত্রুটি দূর করতে এবং কর্মের স্বয়ংক্রিয়তা এবং নির্ভরযোগ্যতা বাড়ানোর জন্য, কেন্দ্রাতিগ জড়তা শক্তির ব্যবহারের উপর ভিত্তি করে লোড সহ সীসা চাকগুলি সম্প্রতি চালু করা হয়েছে। এই কার্তুজগুলির প্রবর্তন আধুনিক লেদগুলির স্পিন্ডেলগুলির গতি দ্বারা সহজতর হয়।
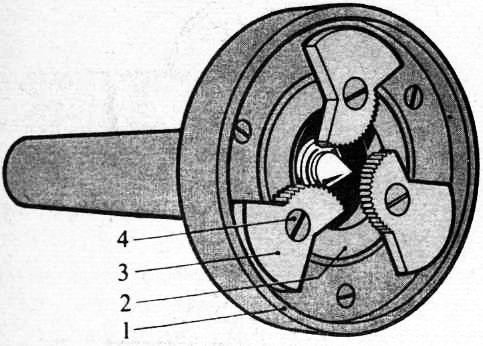
ডুমুরে। 22 মস্কো মেশিন-টুল প্ল্যান্ট দ্বারা ডিজাইন করা এককেন্দ্রিক ক্যামের সাথে একটি চক দেখায়। Ordzhonikidze. চাকের ফ্ল্যাঞ্জ 1 অ্যাডাপ্টার ফ্ল্যাঞ্জের সাথে বা সরাসরি স্পিন্ডেল ফ্ল্যাঞ্জের সাথে চিত্রে দেখানো হয়েছে। চাকের বডি 3 স্পেসার 6 এবং লিডিং পিন 2 সহ স্ক্রু 5 এর মাধ্যমে ফ্ল্যাঞ্জ 1 এর সাথে সংযুক্ত রয়েছে। বডি 3 এর খাঁজের দিকে ফ্ল্যাঞ্জ 1 এর সাথে তুলনা করতে পারে, যা ওয়ার্কপিসের অভিন্ন ক্ল্যাম্পিং নিশ্চিত করে cams 4; স্প্রিংস 9 শরীরকে তার মূল কেন্দ্রীয় অবস্থানে ফিরিয়ে দেয়।
অদ্ভুত ক্যাম 4 অবাধে আঙ্গুল 2 এ মাউন্ট করা হয়েছে এবং প্রোফাইলে একটি খাঁজ রয়েছে। স্পিন্ডেল ঘূর্ণন শুরু হওয়ার সাথে সাথে, ক্যামগুলি, ওজন 10 দ্বারা বিকশিত কেন্দ্রাতিগ শক্তির ক্রিয়াকলাপে, ওয়ার্কপিসটিকে আটকে দেয় এবং এটি ঘোরানোর কারণ হয়; কাটা প্রক্রিয়া চলাকালীন আরও ক্ল্যাম্পিং করা হয়। যখন মেশিনটি বন্ধ করা হয়, তখন স্প্রিংস 5 এর কর্মের অধীনে ক্যামগুলি পুশার 7 দ্বারা স্বয়ংক্রিয়ভাবে খোলা হয়; আঙ্গুলগুলি আনলোড করার জন্য 2, তারা শরীরের ব্যাসার্ধের রেসেসেসে তাদের আধা-নলাকার পৃষ্ঠ দিয়ে চাপা হয় 3. চোয়াল পরিবর্তন করে, চকটি 30 থেকে 150 মিমি ব্যাস সহ অংশগুলি আটকাতে ব্যবহার করা যেতে পারে।
কেন্দ্রাতিগ বলের মাত্রা মেশিন স্পিন্ডেলের ঘূর্ণনের গতি n rpm এর বর্গক্ষেত্রের সাথে সরাসরি সমানুপাতিক এবং সূত্র দ্বারা নির্ধারিত হয়
![]()
যেখানে Rn - কেজিএফে কেন্দ্রাতিগ বল;
u - কেজিতে ঘূর্ণায়মান ওজনের ওজন;
R - লোডের মাধ্যাকর্ষণ কেন্দ্র থেকে m এ মেশিন স্পিন্ডেলের অক্ষের দূরত্ব;
g হল m/sec2 তে বিনামূল্যে পতনের ত্বরণ; g = 9.81 m/s2।
সেন্ট্রিফিউগাল ড্রাইভিং চাকগুলি, তাদের ব্যাসের উপর নির্ভর করে, মোট ওজন -3 থেকে 6 কেজি লোড ধরে রাখতে পারে। তারপরে, উদাহরণস্বরূপ, G = 3 kg, R = 45 lsh, n = 500, 1000, 2000 rpm, যথাক্রমে ওয়ার্কপিসে ক্যামগুলিকে চাপ দেওয়ার কেন্দ্রাতিগ বল হবে Pc = 34, 138, 552 kgf।
দুই চোয়াল চকস্বাভাবিক করা হয়েছে (MN 4051-62) এবং একটি স্বাভাবিক ভাসমান (ডুবানো) স্প্রিং-লোডেড সেন্টার (MN 4052-62) আছে।
ডুমুরে। 23 একটি স্বাভাবিক দুই নির্মাণ দেখায় চাকএবং এর ভাসমান কেন্দ্র।
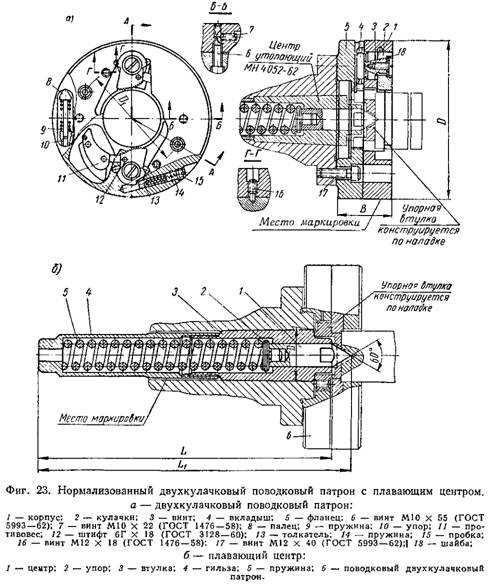
কার্তুজ এবং কেন্দ্র প্রধান মাত্রা টেবিল দেওয়া হয়. 3.
17 থেকে 72 মিমি ব্যাস সহ ক্ল্যাম্পিং অংশগুলির জন্য, বিনিময়যোগ্য উন্মত্ত চোয়ালের সাত সেট একটি স্বাভাবিকের সাথে সরবরাহ করা হয় এবং 28 থেকে 112 মিমি ব্যাসের জন্য - বিনিময়যোগ্য ক্যামের 8 সেট; অদ্ভুত ক্যামের প্যারামিটার এবং ভাসমান কেন্দ্র (পার্ট 1) স্বাভাবিক করা হয়। ক্যামের উপাদান হল ইস্পাত গ্রেড SHKH15 GOST 801-60; কঠোরতা - HRC 60-64। কেন্দ্র উপাদান - GOST 1435-54 অনুযায়ী U8A ইস্পাত; শঙ্কু কঠোরতা 60° HRC 55-60, বাকি - HRC 45-50।
|
টেবিল 3 দুই চোয়ালের চক এবং রিসেসড সেন্টার (মিমিতে মাত্রা)
|
||||||||||||||||||||||||||||||||||||||||
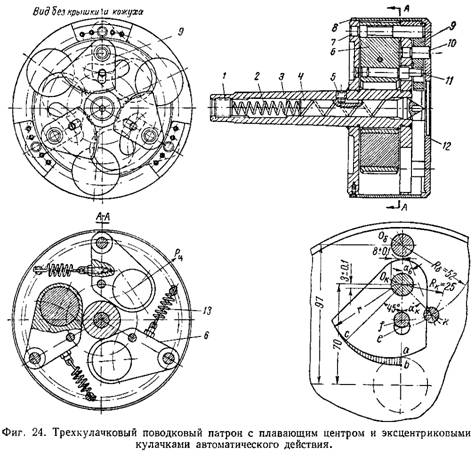
তাদের "ফ্রেজার" কারখানায়। এম. আই. কালিনিনা একটি তিন চোয়ালের সেন্ট্রিফিউগাল চক ডিজাইন করেছেন এবং উৎপাদনে রেখেছেন।
কার্টিজ (চিত্র 24) হল একটি ঢালাই করা বডি "3, যেখানে একটি স্প্রিং 2 এবং তিনটি ওজন বা একটি ব্যালেন্সার 6U সহ একটি ভাসমান কেন্দ্র 4 রয়েছে
7 অক্ষের উপর মাউন্ট করা; ব্যালেন্সারগুলি আঙ্গুল দিয়ে ক্ল্যাম্পিং চোয়াল 9 এর সাথে সংযুক্ত থাকে 11. ক্যামগুলি কার্টিজের সামনের প্রাচীরের মধ্যে চাপানো অ্যাক্সেল 10-এ মাউন্ট করা হয়।
কেন্দ্র 4 এর অক্ষীয় চলাচল 5 স্ক্রু দ্বারা সীমিত। কেন্দ্রের একটি শঙ্কুযুক্ত ঘাড় রয়েছে এবং কার্যকারী অবস্থানে কার্টিজ বডির শঙ্কুযুক্ত সকেটের সাথে মিলিত হয়, যা এটির প্রহারকে দূর করে। স্প্রিং 2 এর বল স্ক্রু 1 দ্বারা সামঞ্জস্য করা হয়।
ব্যালেন্সার 6 এর ওজন বাড়ানোর জন্য, তাদের সীসা দিয়ে ভরা 50 মিমি ব্যাস সহ গর্ত দেওয়া হয়; প্রতিটি ব্যালেন্সারের ওজন প্রায় 2 কেজি। ব্যালেন্সারগুলি স্প্রিংস 13-এর ক্রিয়াকলাপের অধীনে রয়েছে, তাদের একটি অ-কার্যকর অবস্থানে ধরে রেখেছে। কার্টিজটি একটি কেসিং 8 এবং একটি কভার 12 স্ক্রু দিয়ে তার শরীরের উপর স্থির দ্বারা বন্ধ করা হয়।
ক্যাম 9 এ কাজ করার সময়, কাটিয়া ফোর্স ছাড়াও, আঙ্গুল 11 এর মাধ্যমে প্রেরিত ব্যালেন্সার থেকে কেন্দ্রীভূত শক্তিগুলিও কাজ করে। ফলস্বরূপ, ক্যামগুলি ওয়ার্কপিসের বিরুদ্ধে শক্তভাবে চাপা হয় এবং এটি ঘোরাতে দেয় না। চক আপেক্ষিক.
চক ডিজাইনে, প্রতিটি লোডের মাধ্যাকর্ষণ কেন্দ্র থেকে টাকু অক্ষের দূরত্ব হল R = 0.05 মিমি। তারপর G = 2 kg এ; n \u003d 1000 rpm, পূর্ববর্তী সূত্র অনুসারে প্রতিটি ক্যামের উপর কাজ করা কেন্দ্রাতিগ শক্তি হবে
মোট বল Rts. যোগফল = 102-3 = 306 kgf।
এই জাতীয় শক্তির উপস্থিতি কাটার শুরুতে ওয়ার্কপিসটি ঘুরিয়ে দেওয়ার সম্ভাবনাকে বাদ দেয়।
অংশটি প্রক্রিয়াকরণ এবং স্পিন্ডল বন্ধ করার পরে, ব্যালেন্সার 6 স্প্রিংস 13 এর ক্রিয়াকলাপের অধীনে তাদের আসল অবস্থানে ফিরে আসে এবং, ক্যাম 9 এ প্রবেশ করানো, স্বয়ংক্রিয়ভাবে তাদের খুলতে থাকে, ওয়ার্কপিস মুক্ত করে।
চকটি ক্যামের ভাসমান সিস্টেম ব্যবহার না করেই ওয়ার্কপিসের একটি অভিন্ন ক্ল্যাম্পিং প্রদান করে, যেহেতু একটি উদ্ভট ওয়ার্কপিসের ক্ষেত্রে, কেন্দ্রাতিগ শক্তিগুলি ca বক্ররেখার বিভিন্ন পয়েন্টে এটিকে ক্ল্যাম্প করে।
তিন চোয়াল চকঅনুরূপ ডিজাইনের এবং উদ্ভট ক্যামগুলি তাদের কাছে স্বাভাবিক করা হয় (MN 4050-62)। আটকানো অংশগুলির ব্যাস 12 থেকে 85 মিমি পর্যন্ত।
প্রতিবিভাগ:
ব্যবসা বাঁক
ড্রাইভিং ডিভাইস
ড্রাইভ ডিভাইসগুলি কেন্দ্রগুলিতে ইনস্টল করা ওয়ার্কপিসে টাকু থেকে ঘূর্ণন স্থানান্তর করতে ব্যবহৃত হয়। তাদের মধ্যে সবচেয়ে সহজ একটি বাঁক কলার হয়। ক্ল্যাম্পের বাঁকানো শ্যাঙ্কটি মেশিনের টাকুতে স্থির ফেসপ্লেটের রেডিয়াল খাঁজে প্রবেশ করে। টাকু দিয়ে ঘোরানো, ফেসপ্লেটটি বাতা বরাবর বহন করে এবং এটির সাথে কেন্দ্রগুলিতে ওয়ার্কপিস ইনস্টল করা হয়। স্ট্রেইট শ্যাঙ্ক সহ ক্ল্যাম্পগুলিও ব্যবহার করা হয়; তাদের সাথে কাজ করার জন্য, ফেসপ্লেটগুলি ব্যবহার করা হয়, যেখানে একটি আঙুল বা একটি দণ্ড একটি পাঁজর হিসাবে কাজ করে। একটি কলার দিয়ে কাজ করা একটি নির্দিষ্ট বিপদ উপস্থাপন করে: এমন কিছু ক্ষেত্রে হতে পারে যেখানে শ্রমিকের পোশাক কলারের ঝাঁকুনি দ্বারা ধরা পড়ে। অতএব, নিরাপত্তার কারণে, প্রতিরক্ষামূলক কভার সহ ফেসপ্লেট (সেফটি ফেসপ্লেট) ব্যবহার করা হয়। ক্ল্যাম্পড ওয়ার্কপিসের পৃষ্ঠের ক্ষতি না করার জন্য, এটিতে একটি বিভক্ত হাতা রাখা হয় বা ক্ল্যাম্পিং বোল্টের নীচে রাবার রাখা হয়।
ক্ল্যাম্প ইনস্টল এবং অপসারণের জন্য সময় কমাতে, দ্রুত-অভিনয় এবং স্ব-ক্ল্যাম্পিং ক্ল্যাম্প ব্যবহার করা হয়। একটি স্ব-ক্ল্যাম্পিং লিশ কলারের প্রধান অংশটি একটি রিং যা কেন্দ্রগুলিতে ইনস্টল করা একটি ওয়ার্কপিসে রাখা হয়। যখন প্ল্যাং স্পিন্ডেল চালু করা হয়, তখন আইবা পাঁজরের উপর কাজ করে, যা অক্ষটি চালু করে, একটি ঢেউতোলা কাজের পৃষ্ঠ দিয়ে ওয়ার্কপিসকে ক্যাপচার করে। কাটার সময়, এই কলারটি আরও নিরাপদে ওয়ার্কপিসটিকে আটকে দেয়, চিপ ক্রস সেকশনটি যত বড় হয়।

1. কার্বাইড কেন্দ্রগুলি: a - শক্ত খাদের জমা স্তর সহ, b - একটি ব্রেজড টিপ সহ
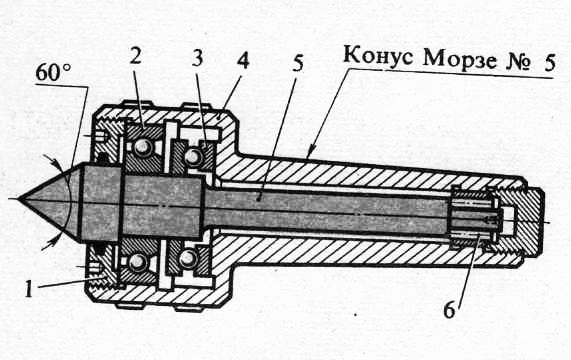
2. হালকা রেডিয়াল লোডের জন্য ঘূর্ণন কেন্দ্র (200 কেজি পর্যন্ত): 1 - কভার। 2 - রেডিয়াল ভারবহন. 3 - টর্শন ভারবহন. 4 - একটি ঠাণ্ডা সঙ্গে শরীর. এস - কেন্দ্র। 6 - সুই ভারবহন

3. ক্ল্যাম্পের আবেদন (a), লেজেন্ড স্কিম (b): 1 - ফেসপ্লেট, 2 - সামনের কেন্দ্র। 3 - বাতা। 4 - পিছনের কেন্দ্র, 5 - কুইল

4. নিরাপদ মুখগুলি: ক - একটি লিশ পিন সহ, খ - একটি লিশ প্লেট সহ) " 3- লিশ (আঙুল বা
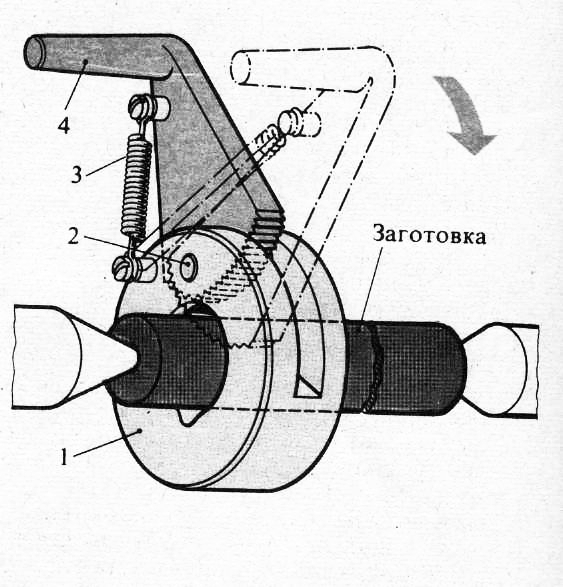
5. সেলফ-ক্ল্যাম্পিং লিড চক 1-রিং, 2-অ্যাক্সেল। 3 - বসন্ত। 4 - লেশ
6. সেলফ-ক্ল্যাম্পিং লিড চক: 1 - ফেসপ্লেট, 2 - "ফ্লোটিং রিং", 3 - ক্যাম, 4 - ক্যাম অক্ষ

7. লিডিং ম্যান্ডেল: 1 - একটি টেপারড শ্যাঙ্ক সহ ম্যান্ডেলের শরীর। 2 - শেষ দাঁত সহ ড্রাইভ ওয়াশার। 3 - ভাসমান কেন্দ্র। 4 - বসন্ত। 5 - বসন্ত সমন্বয় স্ক্রু
টাকু থেকে ওয়ার্কপিসে টর্কের সংক্রমণ প্রায়শই উদ্ভট ক্যামের সাথে একটি বিশেষ স্ব-টাইনিং চক (ফেসপ্লেট) দ্বারা বাহিত হয়। উদ্ভাবক ভি কে সেমিনস্কির এই জাতীয় কার্তুজের নকশা চিত্রে দেখানো হয়েছে। 36. একটি "ভাসমান রিং" এর উপস্থিতি, যার উপর ক্যামের অক্ষগুলি অবস্থিত, আপনাকে একটি অসম বাইরের পৃষ্ঠের সাথে ওয়ার্কপিসগুলি ঠিক করতে দেয় (উদাহরণস্বরূপ, ফোরজিংস)।
ডুমুর উপর. 7 একটি ড্রাইভিং ম্যান্ড্রেল দেখায়, যা ড্রাইভিং ওয়াশারের কাজের প্রান্তে অবস্থিত দাঁত সহ ওয়ার্কপিসকে প্রবেশ করায়। টেলস্টকের কেন্দ্রে ওয়ার্কপিসটি দাঁতের বিরুদ্ধে চাপানো হয়।
একটি ঢেউতোলা ড্রাইভ সেন্টার - "রাফ" ছোট ব্যাসের রোলারগুলির জন্য নেতা হিসাবে কাজ করতে পারে। টিউবুলার ফাঁকা প্রক্রিয়াকরণের জন্য, "রাফস"ও ব্যবহার করা হয়, যার দাঁত রয়েছে - কাজের পৃষ্ঠে ঢেউতোলা। ছোট ব্যাসের রোলারগুলি (20 মিমি পর্যন্ত) বিপরীত কেন্দ্রগুলিতে স্থির করা যেতে পারে। ওয়ার্কপিসে, শেষ শঙ্কু এবং চেমফারগুলি প্রাথমিকভাবে মেশিন করা হয় এবং সামনের এবং পিছনের কেন্দ্রগুলিতে অবতরণ শঙ্কুর সাথে সম্পর্কিত গর্ত রয়েছে। সামনের বিপরীত কেন্দ্র এবং ওয়ার্কপিসের মধ্যে ঘর্ষণ হওয়ার কারণে ওয়ার্কপিসটি ঘূর্ণনে আটকে থাকে। বিপরীত কেন্দ্রগুলিতে বেঁধে রাখার পদ্ধতিটি শুধুমাত্র সমাপ্তির জন্য ব্যবহৃত হয়। কেন্দ্রগুলিতে ওয়ার্কপিসগুলির ইনস্টলেশন (কলার লাগানোর সাথে) 0.25-0.6 মিনিট স্থায়ী হয় (অংশের ভরের উপর নির্ভর করে)। সেলফ-টাইনিং চক (ফেসপ্লেট) বা ম্যান্ড্রেল সহ কেন্দ্রগুলিতে ইনস্টলেশনের পাশাপাশি ঘর্ষণ ক্ল্যাম্পগুলিতে ইনস্টলেশন, ক্ল্যাম্পিং এবং অংশটি সরানোর জন্য প্রায় অর্ধেক সময় কমিয়ে দেয়। অভিজ্ঞ টার্নাররা ছোট ব্যাসের রোলারগুলিকে প্রক্রিয়া করে, এগুলিকে "কাচ" ধরণের বিপরীত কেন্দ্রগুলিতে ঠিক করে (একটি চেম্ফারের উপর ভিত্তি করে)।
8. লিডিং সেন্টারের সাহায্যে খালি জায়গা ঠিক করা - "রাফ" (ক), স্বাক্ষর স্কিম (বি): 1.2 - কেন্দ্রগুলি
ঘূর্ণিত খালি মধ্যে সংশোধন করা হয় তিন চোয়াল চকটেলস্টক কুইলে মাউন্ট করা সমর্থন কেন্দ্র সহ।
কেন্দ্রগুলিতে প্রক্রিয়াকরণ. lathes উপর অনেক অংশ কেন্দ্রে প্রক্রিয়া করা হয়. বৃহৎ পরিসরের অংশগুলির জন্য ইনস্টলেশন পদ্ধতির সরলতা এবং অভিন্নতা, সেইসাথে প্রক্রিয়াকরণের প্রাথমিক এবং চূড়ান্ত উভয় পর্যায়ে ওয়ার্কপিসগুলির ইনস্টলেশনের উচ্চ নির্ভুলতা, এর বিস্তৃত প্রয়োগে অবদান রাখে। ওয়ার্কপিসে টর্ক স্থানান্তর করতে, একটি ক্ল্যাম্প ব্যবহার করা হয়, ড্রাইভিং চাকের আঙুল দ্বারা চালিত হয়। ওয়ার্কপিসের ডান প্রান্তের সমস্ত ধাপগুলি প্রক্রিয়া করার পরে, এটি পুনরায় সেট করা হয় এবং অন্য প্রান্ত থেকে প্রক্রিয়া করা হয়।
এই স্কিমের তিনটি প্রধান অসুবিধা রয়েছে:
1) ওয়ার্কপিসের বাম প্রান্তে একটি লেশ সুরক্ষিত করার প্রয়োজন, যার জন্য প্রয়োজন উচ্চ খরচ কায়িক শ্রমদক্ষ কর্মী;
2) শ্যাফ্টের সম্পূর্ণ প্রক্রিয়াকরণের জন্য, ওয়ার্কপিসটি পুনরায় ইনস্টল করতে হবে, যার জন্য কায়িক শ্রমও প্রয়োজন;
3) কেন্দ্রীভূত গভীরতার ত্রুটির কারণে, একটি অনমনীয় কেন্দ্রের উপর ভিত্তি করে দৈর্ঘ্য বরাবর ওয়ার্কপিসের অবস্থানে বড় ত্রুটি দেখা দেয়, যা স্বয়ংক্রিয় উত্পাদনের জন্য মেশিন সেট আপ করা কঠিন করে তোলে। রৈখিক মাত্রাখাদ
ড্রাইভার chucks

প্রথম ত্রুটিটি ড্রাইভিং কার্তুজের ডিজাইনের ব্যবহার দ্বারা দূর করা হয় যার জন্য কলার ব্যবহারের প্রয়োজন হয় না। এই চকগুলিতে, ওয়ার্কপিসটি কেন্দ্রে স্থির থাকে এবং ক্যাম ক্ল্যাম্পটি শুধুমাত্র টর্ক প্রেরণের জন্য ব্যবহার করা হয়, তাই এগুলিকে ভাসমান করা হয়, অর্থাৎ যদি একটি ক্যাম ওয়ার্কপিসের পৃষ্ঠে বিশ্রাম নেয় এবং এর চলাচল বন্ধ হয়ে যায়, অন্য ক্যামগুলি যতক্ষণ না ওয়ার্কপিসটি একই বল দিয়ে সমস্ত ক্যামের দ্বারা আটকে না যায় ততক্ষণ না চলতে থাকুন।
ম্যান্ড্রেলকে বেঁধে রাখতে, টেলস্টক কুইল থেকে সামনের কেন্দ্রে প্রেরণ করা শক্তি ব্যবহার করা হয়, যা বাম দিকে চলে যায় এবং অক্ষের সাথে সংযুক্ত তিনটি লিভার ক্যামের সাথে একটি রিং টানে। চোয়ালের পিছনের প্রান্তগুলি, একটি শঙ্কুযুক্ত রিংয়ের উপর বিশ্রাম নিয়ে, সরে যায়, এবং সামনের প্রান্তগুলি ম্যান্ড্রেল বা ওয়ার্কপিসের নলাকার অংশকে ঠিক করে।
সমর্থনকারী শঙ্কুযুক্ত রিংটি পর্যাপ্ত রেডিয়াল ক্লিয়ারেন্স সহ ইনস্টল করা হয়েছে এবং স্প্রিংস দ্বারা মধ্যম অবস্থানে সমর্থিত। অতএব, যদি ক্যামের একটি ওয়ার্কপিসের পৃষ্ঠের বিপরীতে অবস্থান করে, তবে রিংটির আরও নড়াচড়ার সাথে, ক্যামের পিছনের প্রান্তটি সাপোর্ট রিংয়ের উপর চাপ দেয় এবং এটিকে রেডিয়াল দিক থেকে স্থানচ্যুত করে, যা থেকে ক্যামের চলাচলকে ত্বরান্বিত করে। বিপরীত পক্ষ.
একটি স্ব-আঁটসাঁট ড্রাইভার চক মধ্যে, কাটা বাহিনী workpiece রাখা ব্যবহার করা হয়। রেডিয়াল দিকের ওয়ার্কপিস একটি বসন্ত-লোড কেন্দ্রের উপর ভিত্তি করে। যখন ওয়ার্কপিসটি পিছনের কেন্দ্র দ্বারা চাপানো হয়, তখন এটি বাম দিকে সরে যায়, স্প্রিংটিকে সংকুচিত করে যতক্ষণ না শেষটি কোলেটের বিরুদ্ধে বিশ্রাম নেয়, যা সামনের কেন্দ্রটিকে আটকে রাখে।
ঘূর্ণন সঁচারক বল প্রেরণ করতে, একটি বাঁকা ঢেউতোলা কাজ পৃষ্ঠ সঙ্গে cams ব্যবহার করা হয়। টাকু চালু হলে, রিংটি ঘুরতে শুরু করে। যেহেতু ক্যামের অক্ষের সাথে রিংটি এখনও ঠিক আছে, তাই কর্মরত পৃষ্ঠটি ওয়ার্কপিসের পৃষ্ঠের সংস্পর্শে না আসা পর্যন্ত ক্যামগুলি অক্ষের উপর ঘুরতে থাকে। যখন ওয়ার্কপিস পৃষ্ঠটি মারছে তখন রিংটি সমস্ত ক্যামের সাথে ক্ল্যাম্পিং বাহিনীকে সমান করার জন্য ভাসমান করা হয়।
প্রক্রিয়াকরণের শুরুতে, ওয়ার্কপিস বন্ধ করার প্রবণতা কাটার ক্রিয়াকলাপের অধীনে, ক্যামগুলি অতিরিক্তভাবে তীরের দিকে অক্ষের চারপাশে ঘোরে এবং ঢেউতোলা পৃষ্ঠটি ওয়ার্কপিসের বিরুদ্ধে আরও শক্তভাবে চাপা হয়, এটিকে ওয়েজ করে। প্রক্রিয়াকরণের পরে শ্যাফ্টটির বিচ্ছিন্নতা ঘূর্ণনের দিকে জড়তা দ্বারা বাঁকানোর মাধ্যমে ঘটে যখন টাকুটি ব্রেক করা হয়।
ড্রাইভিং চাকের এই ডিজাইনে, ওয়ার্কপিস ইনস্টল করার এবং অপসারণের জন্য সময় কমানোর পাশাপাশি, অক্ষীয় দিক থেকে এর বেসিংয়ের নির্ভুলতা বাড়ানো হয়, যেহেতু চকটিতে প্রক্রিয়া করা সমস্ত ওয়ার্কপিসের বাম বেস প্রান্তটি নির্বিশেষে একই অবস্থান দখল করে। কেন্দ্র গর্তের গভীরতার।
পিন এবং দাঁতযুক্ত ড্রাইভার chucks
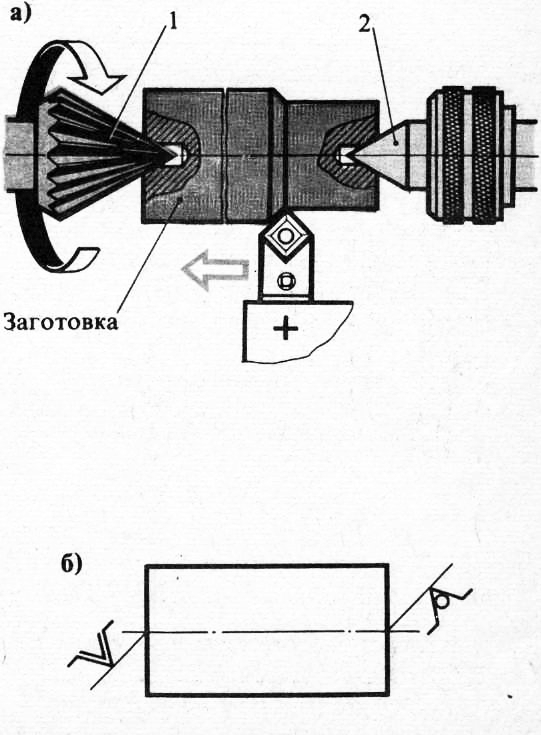
শ্যাফ্ট প্রক্রিয়াকরণ পিন বা দাঁতযুক্ত ড্রাইভার চক ব্যবহার করে প্রতিশ্রুতিবদ্ধ, যা শেষ পর্যন্ত টর্ক প্রেরণ করে, প্রক্রিয়াকরণের জন্য বিনামূল্যে রেখে দেয় বাইরের পৃষ্ঠখাদ এই ক্ষেত্রে, হেডস্টকের নিকটতম একটি সহ সমস্ত শ্যাফ্ট পর্যায়গুলি একটি সেটআপ থেকে মেশিন করা যেতে পারে। ওয়ার্কপিস সামনে ভাসমান কেন্দ্র এবং পিছনে ঘূর্ণায়মান ইনস্টল করা হয়। এটি একটি হাইড্রোলিক সিলিন্ডার সহ একটি টেলস্টক কুইল দ্বারা কার্টিজের পিনের বিরুদ্ধে চাপানো হয়। হাইড্রোলিক সিলিন্ডার তৈরি করে এবং প্রক্রিয়াকরণের সময় চক পিনগুলিতে ওয়ার্কপিসের প্রয়োজনীয় ক্ল্যাম্পিং বল বজায় রাখে।
স্ব-সারিবদ্ধ করার ক্ষমতার কারণে, ওয়ার্কপিসের শেষের লম্ব থেকে কেন্দ্রগুলির অক্ষে সম্ভাব্য বিচ্যুতি সত্ত্বেও, পিনগুলিকে একই শক্তি দিয়ে ওয়ার্কপিসের শেষের বিরুদ্ধে চাপ দেওয়া হয় এবং টর্কের সংক্রমণে অংশগ্রহণ করে। এই ধরনের চক, একটি বসন্ত-লোড ফ্রন্ট সেন্টার থাকার, ভালভাবে ওয়ার্কপিসটিকে অক্ষীয় দিক দিয়ে বেস করে। পিন এবং দাঁতযুক্ত চকগুলির এই সুবিধাগুলি কেবল সর্বজনীন সরঞ্জামগুলিতেই নয়, বিশেষত সিএনসি এবং জিপিএস মেশিন সহ স্বয়ংক্রিয় মেশিনগুলিতে কার্যকরভাবে মেশিন শ্যাফ্টগুলিকে সম্ভব করে তোলে।
ড্রাইভার chucksএবং clamps
| পরামিতি নাম | অর্থ |
| নিবন্ধের বিষয়: | ড্রাইভার চক এবং কলার |
| রুব্রিক (থিম্যাটিক বিভাগ) | ধাতু এবং ঢালাই |
কেন্দ্র
বাঁক জন্য সরঞ্জাম এবং ফিক্সচার
ধাতু বাঁক জন্য শর্ত কাটা
একটি ওয়ার্কপিস বাঁক করার সময় কাটিং মোডের উপাদানগুলি হল কাটিংয়ের গতি, ফিড এবং কাটার গভীরতা। কাটিং গতিকে সাধারণত প্রতি ইউনিট সময় ওয়ার্কপিসের মেশিনযুক্ত পৃষ্ঠের সাপেক্ষে টুলের কাটিং প্রান্ত দ্বারা ভ্রমণ করা পথের দৈর্ঘ্য বলা হয়। কাটার গতি m/min এ পরিমাপ করা হয় এবং চিঠি দ্বারা নির্দেশিত হয় υ.
ওয়ার্কপিসের এক বিবর্তনে (ফিডের দিকনির্দেশে) বা সময়ের প্রতি ইউনিটে টুলের কাটিয়া প্রান্তের নড়াচড়ার পরিমাণকে ফিড বলা প্রথাগত। ফিডটি mm/rev বা mm/min এ পরিমাপ করা হয়, s অক্ষর দ্বারা চিহ্নিত করা হয় এবং অবশ্যই অনুদৈর্ঘ্য হতে হবে (যদি টুলটি ওয়ার্কপিসের ঘূর্ণনের অক্ষের সমান্তরালে চলে যায়) এবং ট্রান্সভার্স (যদি টুলটি এই অক্ষের সাথে লম্বভাবে চলে যায়)। কাটার গভীরতাকে সাধারণত কাটারটির একটি পাসে কাটা ধাতব স্তরের মান বলা হয়, অংশটির মেশিনযুক্ত পৃষ্ঠের লম্ব বরাবর পরিমাপ করা হয়। কাটার গভীরতা মিলিমিটারে পরিমাপ করা হয় এবং চিঠি দ্বারা নির্দেশিত হয় t.
ওয়ার্কপিসে নিম্নলিখিত পৃষ্ঠতল রয়েছে:
মেশিনযুক্ত (যা থেকে চিপগুলি সরানো হয়), মেশিনযুক্ত (চিপ অপসারণের পরে প্রাপ্ত) এবং কাটিং (যা মেশিনযুক্ত এবং মেশিনযুক্ত পৃষ্ঠের মধ্যে পরিবর্তনশীল এবং একটি কাটিয়া টুল দ্বারা গঠিত হয়)।
লেকচার 3 (2 ঘন্টা)
2. ড্রাইভার chucks এবং কলার
3. কোলেট চক। ডায়াফ্রাম কার্তুজ
4. workpieces ফিক্সিং
কেন্দ্র ওয়ার্কপিসের আকৃতি এবং আকারের উপর নির্ভরতার কারণে, বিভিন্ন ধরণের কেন্দ্র ব্যবহার করা হয়। কেন্দ্রের কাজের অংশের শীর্ষে কোণ সাধারণত 60 ° হয়। কেন্দ্রের কাজ এবং লেজের অংশগুলির শঙ্কুযুক্ত পৃষ্ঠগুলিতে নিক থাকা উচিত নয়, কারণ এটি ওয়ার্কপিসগুলির প্রক্রিয়াকরণে ত্রুটির দিকে পরিচালিত করে। বোরের ব্যাস লেজের শঙ্কুর ছোট ব্যাসের চেয়ে ছোট, যা ক্ষতি ছাড়াই কেন্দ্রটিকে সকেট থেকে ছিটকে যেতে দেয় শঙ্কুযুক্ত পৃষ্ঠলেজ বিভাগ।
কেন্দ্রটি 4 মিমি পর্যন্ত ব্যাসের সাথে ওয়ার্কপিস ইনস্টল করার জন্য কাজ করে। এই ফাঁকা জায়গাগুলির জন্য, কেন্দ্রের গর্তের পরিবর্তে, 60 ° এর শীর্ষে একটি কোণ দিয়ে একটি বাইরের শঙ্কু তৈরি করা হয়, যা কেন্দ্রের ভিতরের শঙ্কুতে প্রবেশ করে; এটির সাথে, এই জাতীয় কেন্দ্রকে সাধারণত বিপরীত কেন্দ্র বলা হয়। যদি ওয়ার্কপিসের শেষ কাটা অত্যন্ত গুরুত্বপূর্ণ হয়, তবে পিছনের কাটা কেন্দ্রটি ব্যবহার করা হয়, যা কেবল পিছনের কুইলে ইনস্টল করা হয়। ঠাকুরমা
গোলাকার সঙ্গে কেন্দ্র কাজের অংশএমন ক্ষেত্রে ব্যবহৃত হয় যেখানে একটি ওয়ার্কপিস প্রক্রিয়া করার প্রয়োজন হয় যার অক্ষটি মেশিনের টাকুটির ঘূর্ণনের অক্ষের সাথে মিলে না।
একটি ড্রাইভার চক ছাড়া একটি বড় কেন্দ্র গর্ত সঙ্গে workpieces প্রক্রিয়াকরণের সময় কাজের অংশ একটি ঢেউতোলা পৃষ্ঠ সঙ্গে কেন্দ্র ব্যবহার করা হয়।
প্রক্রিয়াকরণের সময়, সামনের কেন্দ্রটি অংশের সাথে ঘোরে এবং শুধুমাত্র একটি সমর্থন হিসাবে কাজ করে, যখন পিছনের কেন্দ্রটি ঘোরে না এবং তাই (বর্ধিত গরম থেকে কঠোরতা হ্রাসের কারণে), এটি নিবিড়ভাবে পরিধান করে। কাজের অংশ পরিধান প্রতিরোধ পিছনের কেন্দ্রশক্ত খাদ থেকে তৈরি। উচ্চ কাটিয়া গতি এবং লোড সঙ্গে প্রক্রিয়াকরণ করার সময়, পিছনে ঘূর্ণন কেন্দ্র ব্যবহার করা হয়। কেন্দ্রের লেজ বিভাগে, একটি অক্ষ ঘূর্ণায়মান বিয়ারিংয়ের উপর মাউন্ট করা হয়, যার শেষে একটি কাজের অংশকেন্দ্র, যা ওয়ার্কপিস প্রক্রিয়াকরণের সাথে সাথে এর ঘূর্ণন নিশ্চিত করে।
কেন্দ্রগুলিতে প্রক্রিয়াকরণের সময়, ওয়ার্কপিসের চলাচল একটি ড্রাইভিং পিন এবং একটি কলারের মাধ্যমে ড্রাইভিং চক দ্বারা প্রেরণ করা যেতে পারে , যা একটি স্ক্রু দিয়ে অংশের সাথে সংযুক্ত থাকে।
এটি লক্ষ করা গুরুত্বপূর্ণ যে 15-90 মিমি ব্যাস সহ শ্যাফ্টগুলির কেন্দ্রগুলিতে রুক্ষ করার সময় সহায়ক সময় কমাতে, স্ব-আঁটসাঁট ড্রাইভিং চাকগুলি ব্যবহার করা হয়। ওয়ার্কপিসটি মেশিনের কেন্দ্রে ইনস্টল করা হয় এবং টেলস্টক কুইল দিয়ে চাপানো হয়। একই সময়ে, চাকের কেন্দ্র, চলন্ত, স্প্রিংগুলিকে সংকুচিত করে যতক্ষণ না এর শেষের সাথে ওয়ার্কপিসটি কোলেটে চাপ দেয়। ,
যা দৃঢ়ভাবে কেন্দ্র ঠিক করে।
ref.rf এ হোস্ট করা হয়েছে
স্পিন্ডল শুরু করার সময়, চক বডির সাথে একসাথে, রিংটি ঘোরানো হয়, ĸᴏᴛᴏᴩᴏᴇ স্ক্রু দিয়ে শরীরের সাথে সংযুক্ত করা হয়। আঙ্গুলের সাথে রিংটি ক্যামগুলিকে ঘড়ির কাঁটার বিপরীতে অক্ষের সাপেক্ষে ঘোরায় যতক্ষণ না ক্যামের দাঁতযুক্ত পৃষ্ঠটি ওয়ার্কপিসের পৃষ্ঠকে স্পর্শ করে। ক্যামের সাথে ওয়ার্কপিসের ক্ল্যাম্পিং ফোর্স কাটিং ফোর্সের উপর নির্ভর করে। চোয়াল, রিং উপর অভিন্ন লোড জন্য ,
যেখানে অক্ষের পিনগুলি স্থির করা হয়েছে, রেডিয়াল দিকে যেতে পারে এবং ওয়ার্কপিসের পৃষ্ঠে ক্যামের স্ব-সারিবদ্ধকরণ সরবরাহ করতে পারে। টাকু বন্ধ হয়ে যাওয়ার পরে, অংশটি, জড়তা দ্বারা ঘূর্ণায়মান, অক্ষের সাপেক্ষে ক্যাম ডিস্ককে ঘড়ির কাঁটার দিকে ঘুরিয়ে দেয় এবং মাউন্ট থেকে ছেড়ে দেওয়া হয়।
স্পিন্ডল থেকে ওয়ার্কপিসে ঘূর্ণনের সংক্রমণ প্রক্রিয়াকরণের জন্য, মেশিনের কেন্দ্রগুলিতে ইনস্টল করা হয়, একটি ক্ল্যাম্প ব্যবহার করে সঞ্চালিত হয়, যা ওয়ার্কপিসে লাগানো হয় এবং একটি স্ক্রু দিয়ে স্থির করা হয়, যখন কলার শ্যাঙ্কটি পিনের বিপরীতে থাকে। ড্রাইভিং চাক
ব্যবহার করার জন্য আরও সুবিধাজনক হল একটি স্ব-আঁটসাঁট বাতা, যার মধ্যে অক্ষের উপর চলন্তভাবে শ্যাঙ্কটি শরীরে স্থির করা হয়। . শ্যাঙ্কের নীচের অংশটি, ওয়ার্কপিসের মুখোমুখি, অক্ষের সাপেক্ষে উদ্ভটভাবে তৈরি করা হয় এবং একটি খাঁজ রয়েছে। ওয়ার্কপিসে ক্ল্যাম্প ইনস্টল করতে, শ্যাঙ্কটি বসন্তের দিকে কাত হয় , যা, ক্ল্যাম্প ইনস্টল করার পরে, প্রাথমিকভাবে একটি শ্যাঙ্ক দিয়ে ওয়ার্কপিসকে শক্ত করে। প্রক্রিয়াকরণের প্রক্রিয়ায়, চক পিনটি কাটার শক্তির অনুপাতে শ্যাঙ্কের সাথে ওয়ার্কপিসের চূড়ান্ত শক্ত করার দিকে নিয়ে যায়।
ড্রাইভিং কার্তুজ এবং clamps - ধারণা এবং প্রকার. 2014, 2015 "ড্রাইভ চাক এবং ক্ল্যাম্প" বিভাগের শ্রেণিবিন্যাস এবং বৈশিষ্ট্য।










মিশ্র ব্যক্তিত্বের ব্যাধি: কারণ, লক্ষণ, প্রকার ও চিকিৎসা
GTA 4 নিয়ন্ত্রণ সেটিংস
জিটিএ অনলাইনে চোরাচালান সম্পর্কিত প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী
LSPDFR - পুলিশে স্বাগতম
গ্র্যান্ড থেফট অটো সান আন্দ্রেয়াসের বিশাল মানচিত্র এবং এর গোপনীয়তা