সুনির্দিষ্ট অক্ষ সহ মেশিনিং গর্তের জন্য ডিজাইন করা হয়েছে, যার মধ্যে মাত্রাগুলি একটি আয়তক্ষেত্রাকার স্থানাঙ্ক সিস্টেমে নির্দিষ্ট করা হয়েছে৷ মেশিনটি ড্রিলিং, হালকা (ফিনিশিং) মিলিং, চিহ্নিতকরণ এবং পরীক্ষা করতে পারে রৈখিক মাত্রা, বিশেষ করে, এবং ইন্টারসেন্টার দূরত্ব। মেশিনটি ঘূর্ণমান টেবিলের সাথে সজ্জিত, যা মেরু স্থানাঙ্ক সিস্টেমে নির্দিষ্ট গর্ত, ঝোঁক এবং পারস্পরিকভাবে লম্ব ছিদ্র এবং বাঁক শেষ প্লেনগুলিকে প্রক্রিয়া করা সম্ভব করে তোলে।
জিগ বোরিং মেশিন 2A450, 2D450, 2E450, 2E450AF30, 2450 সরঞ্জামের দোকানে (কন্ডাক্টর এবং ফিক্সচারের প্রক্রিয়াকরণ) এবং উত্পাদনের দোকানে যন্ত্রাংশ ছাড়াই নির্ভুল মেশিনিং করার জন্য ব্যবহৃত হয় বিশেষ সরঞ্জাম. মেশিনটি অপটিক্যাল স্ক্রিন রিডিং ডিভাইস দিয়ে সজ্জিত যা আপনাকে স্থানাঙ্কের আকারের পূর্ণসংখ্যা এবং ভগ্নাংশের অংশ গণনা করতে দেয়। সাধারণ অপারেটিং অবস্থার অধীনে, মেশিনটি একটি আয়তক্ষেত্রাকার স্থানাঙ্ক সিস্টেম - 0.004 মিমি-তে কেন্দ্র থেকে কেন্দ্রের দূরত্ব নির্ধারণের যথার্থতা নিশ্চিত করে।
মেশিন 2A450 - একক-কলাম টাইপ, অনুদৈর্ঘ্য এবং অনুপ্রস্থ আন্দোলন সহ একটি আয়তক্ষেত্রাকার টেবিল রয়েছে। টাকু মাথার সামঞ্জস্য আন্দোলন প্রদান করা হয়.
অনুদৈর্ঘ্য এবং অনুপ্রস্থ দিকগুলিতে টেবিলের কাজ এবং ত্বরিত আন্দোলন করা হয় বৈদ্যুতিক ড্রাইভমিলিংয়ের সময় মেশিনের দৃঢ়তা এবং উত্পাদনশীলতা বৃদ্ধি করার অনুমতি দিয়ে বিস্তৃত নিয়ন্ত্রণের সাথে।
একটি প্রদত্ত স্থানাঙ্কে টেবিলের সুনির্দিষ্ট সেটিং একটি হ্যান্ডহুইল দিয়ে ম্যানুয়ালি করা হয়। মেশিনটি একটি ডিজিটাল ইঙ্গিত ডিভাইস দিয়ে সজ্জিত, যা অপারেটরকে 0.001 মিমি রেজোলিউশনের সাথে স্থানাঙ্ক সেট করতে সক্ষম করে।
টাকুটি একটি সামঞ্জস্যযোগ্য বৈদ্যুতিক ড্রাইভ দ্বারা ঘোরানো হয় বিবর্তিত বিদ্যুৎএকটি থ্রি-স্পিড গিয়ারবক্সের মাধ্যমে। স্পিন্ডল ফিডগুলি ঘর্ষণ ভেরিয়েটার ব্যবহার করে ধাপহীনভাবে সঞ্চালিত হয়। একটি নির্দিষ্ট গভীরতায় স্পিন্ডল ফিডের স্বয়ংক্রিয়ভাবে বন্ধ করার জন্য একটি প্রক্রিয়া রয়েছে।
মেশিনটিতে টেবিলের যান্ত্রিক ক্ল্যাম্প, স্লেজ এবং হেডস্টকের ম্যানুয়াল ক্ল্যাম্পিং দেওয়া হয়।
GOST 8-71 অনুযায়ী মেশিনের নির্ভুলতা ক্লাস A
টেবিল কাজের পৃষ্ঠ (দৈর্ঘ্য x প্রস্থ), মিমি 1100x630
টেবিলের সর্বশ্রেষ্ঠ আন্দোলন, মিমি:
অনুদৈর্ঘ্য
অনুপ্রস্থ
lO0O
630
টাকু নাক থেকে টেবিল পৃষ্ঠের দূরত্ব, মিমি:
সর্বশ্রেষ্ঠ
অন্তত
750
250
টাকু অক্ষ থেকে আলনা পর্যন্ত দূরত্ব (আউটরিচ), মিমি 710
বৃহত্তম ড্রিলিং ব্যাস, মিমি 30
সবচেয়ে বড় বিরক্তিকর ব্যাস, মিমি 250
প্রক্রিয়াজাত পণ্যের সর্বাধিক ওজন, কেজি 600
সমন্বয় সেটিং রেজোলিউশন, মিমি 0.001
স্থানাঙ্ক সেটিং নির্ভুলতা, মিমি 0.005
ইউনিভার্সাল টার্নিং টেবিলের ব্যাস, মিমি 440
অনুভূমিক ঘূর্ণমান টেবিলের ব্যাস, মিমি 600
স্পিন্ডল বোর টেপার (বিশেষ) 5°
মোর্স টুল নং এ এর বৃহত্তম টেপার
টাকুটির সর্বশ্রেষ্ঠ নড়াচড়া, মিমি 250
টাকু মাথার সর্বশ্রেষ্ঠ নড়াচড়া, মিমি 250
স্পিন্ডেল RPM সীমা 50-2000
স্পিন্ডেল ফিড সীমা, মিমি/রেভ। ০.০৩-০.১৬
টেবিল ভ্রমণের গতি, মিমি/মিনিট কাজ (মিলিংয়ের সময়):
কাজ করা (যখন মিলিং)
ত্বরান্বিত
টেবিল এবং স্লাইড ভ্রমণ সহ মেশিনের মাত্রা (দৈর্ঘ্য x প্রস্থ x উচ্চতা), মিমি
মেশিনের ওজন (বৈদ্যুতিক ক্যাবিনেট এবং আনুষাঙ্গিক ছাড়া), কেজি
20..315
1200
2670 x 3305 x 2660
7300
পরিবর্তন
- 2450, 2L450A - X এবং Y অক্ষ বরাবর একটি অপটিক্যাল স্থানাঙ্ক সিস্টেম সহ 1100 x 630 কোঅর্ডিনেট বোরিং মেশিন
- 2A450AF10, 2D450AF10 - X এবং Y অক্ষ (DRO) বরাবর একটি ডিজিটাল ইঙ্গিত ডিভাইস সহ জিগ বোরিং মেশিন। ইলেকট্রনিক ফ্লাইহুইল মোড।
- 2D450AF11-01, 2L450AF11-01 - X, Y এবং Z অক্ষ বরাবর একটি ডিজিটাল ইঙ্গিত ডিভাইস এবং X এবং Y অক্ষ বরাবর স্থানাঙ্কের একটি প্রাথমিক সেট সহ জিগ বোরিং মেশিন। এখানে একটি সার্ভো পজিশনিং মোড এবং একটি ইলেকট্রনিক ফ্লাইহুইল মোড রয়েছে টেবিল আন্দোলনের রেজোলিউশন 0.001 এবং 0.01 মিমি।
- 2L450A, 2L450AF11-015, 2L450AF4-02 - 400 মিমি ফেসপ্লেট ব্যাস সহ একটি সার্বজনীন রোটারি ডিভাইডিং টেবিল সহ জিগ বোরিং মেশিন।
- 2E450AF30 - ডিভাইস সহ জিগ বোরিং মেশিন সংখ্যাগত নিয়ন্ত্রণ(CNC) X এবং Y অক্ষ বরাবর ডায়ালগ মোডে প্রসেসিং প্রোগ্রাম সেট করার ক্ষমতা এবং Z অক্ষ বরাবর স্থানাঙ্কের ডিজিটাল ইঙ্গিত।
- 2450A, 2D450, 2D450A, 2E450A - X এবং Y অক্ষ বরাবর একটি অপটিক্যাল স্থানাঙ্ক ব্যবস্থা সহ 1120 x 630 কোঅর্ডিনেট বোরিং মেশিন
- 2450AF1, 2D450AF1, 2E450AF1 - ডিজিটাল ইঙ্গিত ডিভাইস (DRO) সহ জিগ বোরিং মেশিন
- 2450AF2, 2D450AMF2, 2E450AMF4, 2L450AF4-02 - সংখ্যাসূচক নিয়ন্ত্রণ সহ জিগ বোরিং মেশিন (CNC)
- 2E450AF4, 2E450AMF4 - X, Y এবং Z অক্ষ বরাবর কনট্যুরিং সহ একটি সংখ্যাসূচক নিয়ন্ত্রণ ডিভাইস (CNC) সহ একটি জিগ বোরিং মেশিন৷ গ্রাফিক মনিটর আপনাকে অক্ষ বরাবর সরানো ছাড়াই প্রোগ্রামগুলি ডিবাগ করতে দেয়৷ পার্ট প্রোগ্রামগুলি স্ট্যান্ডার্ড টেক্সট ফাইল বা স্বয়ংক্রিয় সিস্টেমের সাথে অনলাইনে প্রস্তুত করা যেতে পারে।
মেশিন নির্মাতা মস্কো প্ল্যান্ট অফ কোঅর্ডিনেট বোরিং মেশিন MZKRS এবং কুইবিশেভ প্ল্যান্ট অফ কোঅর্ডিনেট বোরিং মেশিন (কুইবিশেভ মেশিন টুল অ্যাসোসিয়েশন)। কোঅর্ডিনেট বোরিং মেশিনের কুইবিশেভ প্ল্যান্টের ইতিহাস 1963 সালের, যখন এই এন্টারপ্রাইজের প্রথম পর্যায়টি চালু হয়েছিল। প্ল্যান্টের তরুণ দলটি অল্প সময়ের মধ্যে উচ্চ-নির্ভুল মেশিন টুলস উৎপাদনে দক্ষতা অর্জন করেছে এবং ইতিমধ্যে 1966 সালে তাদের কয়েকশত উত্পাদন করেছে।
1991 সালে প্ল্যান্টটির অস্তিত্ব বন্ধ হয়ে যায় এবং এর উত্পাদন সুবিধাগুলিতে বেশ কয়েকটি মেশিন-টুল এন্টারপ্রাইজ খোলা হয়েছিল, যা সমন্বয় উত্পাদন করে চলেছে। বিরক্তিকর মেশিনতাদের মেরামত এবং আধুনিকীকরণে নিযুক্ত। জিগ বোরিং মেশিনের প্ল্যান্ট "স্ট্যান-সামারা" সিজেএসসি, জিগ বোরিং মেশিনের সামারা রিসার্চ অ্যান্ড প্রোডাকশন এন্টারপ্রাইজ, সিজেএসসি, "স্ট্যানকোসার্ভিস" এলএলসি, ইত্যাদি।
এটি অক্ষের বিন্যাস সহ গর্ত প্রক্রিয়াকরণের উদ্দেশ্যে করা হয়েছে, যার মধ্যে মাত্রাগুলি একটি আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থায় দেওয়া হয়।
মেশিনে বোরিংয়ের পাশাপাশি, প্রয়োজনে, ড্রিলিং, হালকা (সূক্ষ্ম) মিলিং, চিহ্নিত করা এবং রৈখিক মাত্রা পরীক্ষা করা, বিশেষ কেন্দ্রের দূরত্বে, সঞ্চালিত করা যেতে পারে।
মেশিনের সাথে সরবরাহ করা ঘূর্ণমান টেবিল এবং অন্যান্য আনুষাঙ্গিক ব্যবহার করে, মেরু স্থানাঙ্ক সিস্টেমে নির্দিষ্ট মেশিনের ছিদ্র, ঝোঁক এবং পারস্পরিকভাবে লম্ব ছিদ্র এবং বাঁকানো প্রান্তের পৃষ্ঠগুলিও সম্ভব।
মেশিনটি বিশেষ সরঞ্জাম ছাড়াই যন্ত্রাংশের সুনির্দিষ্ট মেশিনিংয়ের জন্য সরঞ্জামের দোকানে এবং উত্পাদনের দোকানে উভয় কাজের জন্য উপযুক্ত।
মেশিন 2A450 এর প্রযুক্তিগত বৈশিষ্ট্যএটি নির্দিষ্ট কাজ করার জন্য মেশিনের উপযুক্ততার প্রধান সূচক। জিগ বোরিং মেশিনগুলির জন্য, প্রধান বৈশিষ্ট্যগুলি হল:
- টেবিল শীর্ষ আকার
- বৃহত্তম ব্যাসতুরপুন প্রক্রিয়াকরণ
- সবচেয়ে বড় বাঁক ব্যাস
- টাকুটির শেষ থেকে টেবিলের কাজের পৃষ্ঠের দূরত্ব
- প্রতি মিনিটে টাকু বিপ্লব
নীচে 2A450 স্ক্রু-কাটিং লেদ এর প্রযুক্তিগত বৈশিষ্ট্য সহ একটি টেবিল রয়েছে। আরও বিশদে, স্ক্রু-কাটিং লেদটির প্রযুক্তিগত বৈশিষ্ট্যগুলি মেশিন 2A450 এর পাসপোর্টে পাওয়া যাবে
| প্যারামিটারের নাম | ইউনিট। | পরিমাণ |
| টেবিলের কাজের পৃষ্ঠ (LxW) | মিমি | |
| টেবিলের সর্বশ্রেষ্ঠ অনুদৈর্ঘ্য আন্দোলন | ||
| টেবিলের সর্বশ্রেষ্ঠ অনুপ্রস্থ আন্দোলন | ||
| টাকুটির শেষ থেকে টেবিলের কার্যকারী পৃষ্ঠের দূরত্ব | মিমি | 250...750 |
| সর্বোচ্চ টাকু ভ্রমণ | ||
| একটি আলনা থেকে একটি টাকু প্রস্থান | ||
| স্পিন্ডেল গতি সীমা (পদবিহীন) | আরপিএম | 50...2000 |
| প্রতি টাকু বিপ্লব ফিড সীমা | ||
| কঠিন উপাদান ইস্পাত মধ্যে সর্বোচ্চ তুরপুন ব্যাস | ||
| বড় বোর ব্যাস | ||
| মেশিন টেবিলে ইনস্টল করার সময় অনুমোদিত ওয়ার্কপিস ওজন | ||
| টেবিল এবং স্লেজের দ্রুত চলাচলের পরিমাণ | ||
| মিলিংয়ের সময় পণ্যের চলাচলের পরিমাণ | ||
| টাকু মোটর শক্তি | ||
| টাকু মোটর গতি | ||
| মেশিনের মাত্রা | 2670x3305x1266 |
|
| মেশিনের ওজন |
মনোযোগ!উপরের টেবিলের স্পেসিফিকেশন শুধুমাত্র রেফারেন্সের জন্য। বিভিন্ন নির্মাতাদের দ্বারা নির্মিত মেশিন টুলস এবং ইন বিভিন্ন বছরটেবিলে দেওয়া বৈশিষ্ট্যগুলির থেকে আলাদা বৈশিষ্ট্য থাকতে পারে।
মেশিনের পাসপোর্ট 2A450
এই নির্দেশিকা ম্যানুয়াল " মেশিনের পাসপোর্ট 2A450"এই মেশিনের রক্ষণাবেক্ষণ কর্মীদের এবং সরাসরি কর্মচারী উভয়ের জন্য প্রয়োজনীয় তথ্য রয়েছে কাজ সম্পর্কিতএই মেশিনে। এই ম্যানুয়ালটি পিডিএফ ফরম্যাটে একটি ইলেকট্রনিক সংস্করণ, আসল কাগজ সংস্করণ। এই ডকুমেন্টেশনে 2A450 মেশিনের অপারেশনের জন্য পাসপোর্ট এবং ম্যানুয়াল (নির্দেশ) রয়েছে।
- মেশিনের উদ্দেশ্য
- প্রযুক্তিগত বিবরণমেশিন টুল
- মেশিনের অপারেটিং অবস্থার জন্য প্রয়োজনীয়তা
- মেশিনের পরিবহন
- মেশিনের ইনস্টলেশন এবং বৈদ্যুতিক নেটওয়ার্কের সাথে সংযোগ
- জিগ বোরিং মেশিনের পাসপোর্ট
- মেশিনের কাইনেমেটিক ডায়াগ্রামের বর্ণনা
- লঞ্চ প্রস্তুতি
- মেশিন নিয়ন্ত্রণ
- অপটিক্যাল সমন্বয় রেফারেন্স সিস্টেম
- মেশিন নিরাপত্তা
জিগ বোরিং মেশিন 2A450 এর পাসপোর্ট ডাউনলোড করুন ভাল মানেরআপনি নীচের লিঙ্ক অনুসরণ করতে পারেন.
মেশিন 2A450 পাসপোর্ট, বিরক্তিকর সমন্বয়. বিনামুল্যে ডাউনলোড.
মেশিন 2A450 এর কাইনেমেটিক ডায়াগ্রাম"
আপনি নীচের লিঙ্ক থেকে ভাল মানের 2A450 জিগ বোরিং মেশিনের কাইনেমেটিক ডায়াগ্রাম ডাউনলোড করতে পারেন।
মেশিন 2A450 এর কাইনেমেটিক ডায়াগ্রাম। বিনামুল্যে ডাউনলোড.
মেশিন 2A450 এর বৈদ্যুতিক চিত্র
নীচে একটি ডকুমেন্টেশন পৃষ্ঠার একটি স্কেচ" মেশিনের স্কিম 2A450"

আপনি নীচের লিঙ্ক থেকে ভাল মানের 2A450 জিগ বোরিং মেশিনের বৈদ্যুতিক সার্কিট বিনামূল্যে ডাউনলোড করতে পারেন:
মেশিন 2A450 এর বৈদ্যুতিক চিত্র, জিগ বিরক্তিকর। বিনামুল্যে ডাউনলোড.
আপনি নীচের লিঙ্কে "মেশিন 2A450" সম্পর্কে আরও অতিরিক্ত তথ্য দেখতে পারেন:
জিগ বোরিং মেশিন 2A450 প্রস্তুতকারকের সম্পর্কে তথ্য
জিগ বোরিং মেশিন 2A450 এর নির্মাতা সমন্বয় বোরিং মেশিনের মস্কো প্ল্যান্ট "MZKRS", 1942 সালে প্রতিষ্ঠিত এবং কোঅর্ডিনেট বোরিং মেশিনের কুইবিশেভ প্ল্যান্ট(কুইবিশেভ মেশিন-টুল অ্যাসোসিয়েশন)।
কোঅর্ডিনেট বোরিং মেশিনের কুইবিশেভ প্ল্যান্টের ইতিহাস 1963 সালের, যখন এই এন্টারপ্রাইজের প্রথম পর্যায়টি চালু হয়েছিল। প্ল্যান্টের তরুণ দলটি অল্প সময়ের মধ্যে উচ্চ-নির্ভুল মেশিন টুলস উৎপাদনে দক্ষতা অর্জন করেছে এবং ইতিমধ্যে 1966 সালে তাদের কয়েকশত উত্পাদন করেছে।
1991 সালে প্ল্যান্টের অস্তিত্ব বন্ধ হয়ে যায়, এবং এর উত্পাদন সুবিধাগুলিতে বেশ কয়েকটি মেশিন-টুল এন্টারপ্রাইজ খোলা হয়েছিল, যা জিগ বোরিং মেশিন তৈরি, মেরামত এবং আধুনিকীকরণ চালিয়ে যাচ্ছে: সমন্বয় বোরিং মেশিন "স্ট্যান-সামারা" CJSC উদ্ভিদ; সামারা রিসার্চ অ্যান্ড প্রোডাকশন এন্টারপ্রাইজ ফর কোঅর্ডিনেট বোরিং মেশিন, এলএলসি "এনপিপি কেআরএস"; "Stankoservis" LLC, ইত্যাদি
বোরিং মেশিন সমন্বয়. সাধারণ জ্ঞাতব্য
সমার্থক শব্দ: জিগ বোরিং মেশিন, জিগ বোরিং মেশিন।
কোঅর্ডিনেট বোরিং মেশিনগুলি কন্ডাক্টর, ফিক্সচার এবং অংশগুলিতে গর্ত প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে যেগুলির জন্য গর্তের আপেক্ষিক অবস্থানে (0.005 - 0.001 মিমি এর মধ্যে) উচ্চ নির্ভুলতা প্রয়োজন, টুল পরিচালনা করার জন্য সরঞ্জাম ব্যবহার না করে।
এই মেশিনগুলি বোরিং, ড্রিলিং, কাউন্টারসিঙ্কিং এবং গর্তগুলি পুনরায় তৈরি করা, প্রান্তগুলির সূক্ষ্ম মিলিং, অংশগুলির পরিমাপ এবং নিয়ন্ত্রণের পাশাপাশি চিহ্নিতকরণের জন্য ব্যবহার করা যেতে পারে।
মেশিনগুলি কন্ডাক্টর, ফিক্সচার এবং অংশগুলির গর্তগুলির প্রক্রিয়াকরণের জন্য ব্যবহার করা যেতে পারে যেগুলির গর্তগুলির আপেক্ষিক অবস্থানে উচ্চ নির্ভুলতা প্রয়োজন। বিরক্তিকর, চিহ্নিতকরণ এবং রৈখিক মাত্রা পরীক্ষা করার পাশাপাশি, বিশেষ কেন্দ্র-থেকে-কেন্দ্রের দূরত্বে, মেশিনে সঞ্চালিত হতে পারে। মেশিনের সাথে সরবরাহ করা ঘূর্ণমান টেবিল এবং অন্যান্য আনুষাঙ্গিক ব্যবহার করে, মেরু স্থানাঙ্ক সিস্টেমে নির্দিষ্ট মেশিনের ছিদ্র, ঝোঁক এবং পারস্পরিকভাবে লম্ব ছিদ্র এবং মেশিনের শেষ পৃষ্ঠগুলিও সম্ভব।
স্থানাঙ্ক বোরিং মেশিনগুলি চিহ্ন ব্যবহার না করেই তাদের অক্ষগুলির সঠিক অবস্থান সহ গর্তগুলি প্রক্রিয়া করার জন্য ডিজাইন করা হয়েছে। 0.005-0.001 মিমি পরিসরে এই মেশিনগুলিতে গর্তগুলির অবস্থানের নির্ভুলতা অর্জন করা হয়। এই মেশিনগুলি ড্রিলিং, রিমিং, কাউন্টারসিঙ্কিং, বিরক্তিকর গর্ত এবং পৃষ্ঠ মিলিংয়ের জন্য ব্যবহার করা যেতে পারে (মিলিং খুব কমই করা হয়)। স্থানাঙ্ক বোরিং মেশিনগুলিও অংশ পরিমাপ এবং নিয়ন্ত্রণের জন্য, সুনির্দিষ্ট চিহ্নিত কাজের জন্য ব্যবহৃত হয়।
স্থানাঙ্ক বোরিং মেশিনগুলি প্রায়শই সরঞ্জাম এবং পরীক্ষামূলক দোকানগুলিতে ব্যবহৃত হয়।
স্থানাঙ্ক বোরিং মেশিন একক এবং ডাবল-কলাম।
একক-কলাম মেশিনে একটি ক্রস টেবিল রয়েছে যা ওয়ার্কপিসটিকে দুটি পারস্পরিক লম্ব দিকে সরানোর জন্য ডিজাইন করা হয়েছে।
দুই-কলামের মেশিনে বিছানার গাইডে একটি টেবিল থাকে। টেবিলটি এটির উপর স্থাপিত ওয়ার্কপিসটিকে কেবল এক্স-অর্ডিনেটের দিকে নিয়ে যায়। র্যাকগুলি বিছানার উভয় পাশে অবস্থিত, তাদের উপর একটি ক্রস সদস্য স্থাপন করা হয়, যার গাইডগুলিতে একটি টাকু মাথা রয়েছে। যখন হেডস্টক ক্রসবারের গাইড বরাবর চলে, তখন স্পিন্ডল অক্ষটি টেবিলে ইনস্টল করা পণ্যের সাপেক্ষে দ্বিতীয় স্থানাঙ্ক y এর দিকে চলে। হেডস্টক বাড়াতে বা কমাতে, র্যাক গাইড বরাবর ক্রসবার উপরে বা নিচে সরানো হয়। সমস্ত ধরণের জিগ বোরিং মেশিনে, গর্তগুলি একটি নির্দিষ্ট স্পিন্ডেল মাথা এবং টেবিলের সাথে একটি উল্লম্ব স্পিন্ডল ফিড দিয়ে মেশিন করা হয়।
গর্তগুলির কেন্দ্রগুলির মধ্যে আরও সঠিক দূরত্ব পাওয়ার জন্য, জিগ বোরিং মেশিনগুলি পৃথক কক্ষে ইনস্টল করা উচিত, যেখানে সর্বদা ± 1 এর বেশি বিচ্যুতি সহ + 20 ° C একটি ধ্রুবক তাপমাত্রা বজায় রাখা প্রয়োজন। °
গর্তগুলির অক্ষগুলির মধ্যে দূরত্বের পরিমাপ ব্যবহার করে করা যেতে পারে:
- নির্দেশক ডিভাইসগুলির সাথে একত্রে ব্যবহৃত কঠোর এবং সামঞ্জস্যযোগ্য সীমা পরিমাপ
- অঙ্গ এবং verniers সঙ্গে স্পষ্টতা সীসা screws
- অপটিক্যাল যন্ত্রের সংমিশ্রণে সঠিক স্কেল
- প্রবর্তক ফিডথ্রু স্ক্রু সেন্সর
প্রথম পদ্ধতি অনুযায়ী একটি গেজ ব্লক এবং একটি গেজ দিয়ে পরিমাপ করা হয়. এগুলি একটি টেবিলে লাগানো একটি চলমান স্টপ এবং একটি নির্দিষ্ট স্ট্যান্ডে মাউন্ট করা একটি নির্দেশক পিনের মধ্যে অবস্থিত।
দ্বিতীয় পদ্ধতি অনুযায়ী নির্ভুল-তৈরি সীসা screws সঙ্গে পরিমাপ, যা টেবিল এবং অন্যান্য অংশ সরানোর জন্য ডিজাইন করা হয়েছে। আন্দোলনের পরিমাণ একটি vernier সঙ্গে একটি অঙ্গ দ্বারা গণনা করা হয়। সীসা স্ক্রু ত্রুটিগুলি দূর করতে, সংশোধন শাসকগুলি প্রায়শই ব্যবহার করা হয়, যা একটি লিভার সিস্টেমের মাধ্যমে, টেবিলের অতিরিক্ত আন্দোলন তৈরি করে।
পরিমাপ তৃতীয় পদ্ধতি অনুযায়ী গণনা করা হয় একটি অণুবীক্ষণ যন্ত্রের মাধ্যমে পর্যবেক্ষণ করা খুব সুনির্দিষ্ট স্কেলে. স্কেলটি একটি মিরর স্টিলের খাদ যা একটি পাতলা হেলিকাল রিস্ক এর পৃষ্ঠে একটি ধাপ t = 2 মিমি বা একটি সমতল মিরর স্কেল আকারে প্রয়োগ করা হয়। এই পরিমাপ পদ্ধতির সুবিধা হল মিরর শ্যাফ্ট বা মিরর স্কেলে কোন পরিধান নেই, যা টেবিল সরানোর জন্য ব্যবহার করা হয় না।
চতুর্থ পরিমাপ পদ্ধতি ইন্ডাকটিভ স্ক্রু প্রোব ব্যবহার করেতীর এবং বৈদ্যুতিক সূচকের স্কেল দূরবর্তী কম ক্লান্তিকর পর্যবেক্ষণের সম্ভাবনা প্রদান করে।
2A450 একক-কলাম জিগ বোরিং মেশিন। উদ্দেশ্য এবং সুযোগ
2A450 জিগ বোরিং মেশিনটি সুনির্দিষ্ট অক্ষ সহ গর্ত মেশিন করার জন্য ডিজাইন করা হয়েছে, যার মধ্যে মাত্রাগুলি একটি আয়তক্ষেত্রাকার স্থানাঙ্ক সিস্টেমে নির্দিষ্ট করা হয়েছে।
মেশিনে, আপনি ড্রিলিং, হালকা (ফিনিশ) মিলিং, চিহ্নিতকরণ এবং রৈখিক মাত্রা পরীক্ষা করতে পারেন, বিশেষ করে, কেন্দ্র থেকে কেন্দ্রের দূরত্ব। মেশিনটি ঘূর্ণমান টেবিলের সাথে সজ্জিত, যা মেরু স্থানাঙ্ক সিস্টেমে নির্দিষ্ট গর্ত, ঝোঁক এবং পারস্পরিকভাবে লম্ব ছিদ্র এবং বাঁক শেষ প্লেনগুলিকে প্রক্রিয়া করা সম্ভব করে তোলে।
মেশিনটি সরঞ্জামের দোকানে (কন্ডাক্টর এবং ফিক্সচারের প্রক্রিয়াকরণ) এবং বিশেষ সরঞ্জাম ছাড়াই যন্ত্রাংশের সুনির্দিষ্ট প্রক্রিয়াকরণের জন্য উত্পাদন দোকানে কাজের জন্য ব্যবহৃত হয়।
2A450 জিগ বোরিং মেশিনের বৈশিষ্ট্য রয়েছে যে এটি পূর্ববর্তী গর্তের প্রক্রিয়াকরণের সময় স্থানাঙ্কের একটি প্রাথমিক সেট তৈরি করতে পারে; এটি ব্যাপকভাবে ডাউনটাইম হ্রাস করে।
মেশিনটি স্থানাঙ্কগুলির একটি অপটিক্যাল পরিমাপ ব্যবস্থার সাথে সজ্জিত: গ্লাস ড্যাশড রুলারের ডিজিটাইজড ঝুঁকিগুলি একটি নির্দিষ্ট রাস্টারে প্রক্ষেপিত হয়, যার সাহায্যে আপনি সরাসরি, এক জায়গায়, স্থানাঙ্কের সমস্ত দশমিক স্থান গণনা করতে পারেন।
মেশিনটি 40 মিমি ব্যাস পর্যন্ত গর্ত ড্রিল করতে পারে, সুনির্দিষ্ট টেমপ্লেট চিহ্নিত করতে পারে, রৈখিক মাত্রা এবং কেন্দ্রের দূরত্ব পরীক্ষা করতে পারে। আপনি এটিতে ছোট মিলিংয়ের কাজও করতে পারেন।
মেশিনটি টুল, মেশিন-বিল্ডিং এবং ইন্সট্রুমেন্ট-মেকিং ওয়ার্কশপগুলিতে একক-পিস এবং সিরিয়াল উত্পাদন উভয় অংশের ফাঁকা প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়।
মেশিনটি অপটিক্যাল স্ক্রিন রিডিং ডিভাইস দিয়ে সজ্জিত যা আপনাকে স্থানাঙ্কের আকারের পূর্ণসংখ্যা এবং ভগ্নাংশের অংশ গণনা করতে দেয়। সাধারণ অপারেটিং অবস্থার অধীনে, মেশিনটি একটি আয়তক্ষেত্রাকার স্থানাঙ্ক সিস্টেম - 0.004 মিমি-তে কেন্দ্র থেকে কেন্দ্রের দূরত্ব নির্ধারণের যথার্থতা নিশ্চিত করে।
একটি প্রদত্ত স্থানাঙ্কে টেবিলের সুনির্দিষ্ট সেটিং একটি হ্যান্ডহুইল দিয়ে ম্যানুয়ালি করা হয়। মেশিনটি একটি ডিজিটাল ইঙ্গিত ডিভাইস দিয়ে সজ্জিত, যা অপারেটরকে 0.001 মিমি রেজোলিউশনের সাথে স্থানাঙ্ক সেট করতে সক্ষম করে।
স্পিন্ডেল ঘূর্ণন একটি তিন-পর্যায়ের গিয়ারবক্সের মাধ্যমে একটি সামঞ্জস্যযোগ্য এসি বৈদ্যুতিক ড্রাইভ থেকে বাহিত হয়। স্পিন্ডল ফিডগুলি ঘর্ষণ ভেরিয়েটার ব্যবহার করে ধাপহীনভাবে সঞ্চালিত হয়। একটি নির্দিষ্ট গভীরতায় স্পিন্ডল ফিডের স্বয়ংক্রিয়ভাবে বন্ধ করার জন্য একটি প্রক্রিয়া রয়েছে।
মেশিনটিতে টেবিলের যান্ত্রিক ক্ল্যাম্প, স্লেজ এবং হেডস্টকের ম্যানুয়াল ক্ল্যাম্পিং দেওয়া হয়।
GOST 8-71 অনুযায়ী মেশিনের নির্ভুলতা ক্লাস A।
স্থানাঙ্ক বোরিং মেশিন 2A450 এর পরিবর্তন
2450, 2L450A- X এবং Y অক্ষ বরাবর একটি অপটিক্যাল কোঅর্ডিনেট সিস্টেম সহ 1100 x 630 কোঅর্ডিনেট বোরিং মেশিন
2A450AF10, 2D450AF10- X এবং Y অক্ষ বরাবর একটি ডিজিটাল ডিসপ্লে ডিভাইস সহ জিগ বোরিং মেশিন (DRO)। ইলেকট্রনিক ফ্লাইহুইল মোড।
2D450AF11-01, 2L450AF11-01- X, Y এবং Z অক্ষ বরাবর একটি ডিজিটাল ইঙ্গিত ডিভাইস এবং X এবং Y অক্ষ বরাবর স্থানাঙ্কের একটি প্রাথমিক সেট সহ বোরিং মেশিন সমন্বয় করুন। একটি সার্ভো পজিশনিং মোড এবং 0.001 এবং 0.01 এর টেবিল মুভমেন্ট রেজোলিউশন সহ একটি ইলেকট্রনিক ফ্লাইহুইল মোড রয়েছে মিমি
2L450A, 2L450AF11-015, 2L450AF4-02- 400 মিমি এর ফেসপ্লেট ব্যাস সহ একটি সর্বজনীন ঘূর্ণমান বিভাজন টেবিল সহ জিগ বোরিং মেশিন।
2E450AF30- একটি সংখ্যাসূচক নিয়ন্ত্রণ ডিভাইস (CNC) সহ জিগ বোরিং মেশিন X এবং Y অক্ষ বরাবর একটি ডায়ালগ মোডে একটি প্রক্রিয়াকরণ প্রোগ্রাম সেট করার ক্ষমতা এবং Z অক্ষ বরাবর স্থানাঙ্কগুলির ডিজিটাল ইঙ্গিত।
2450A, 2D450, 2D450A, 2E450A- X এবং Y অক্ষ বরাবর একটি অপটিক্যাল কোঅর্ডিনেট সিস্টেম সহ 1120 x 630 কোঅর্ডিনেট বোরিং মেশিন
2450AF1, 2D450AF1, 2E450AF1- ডিজিটাল ডিসপ্লে ডিভাইস (DRO) সহ জিগ বোরিং মেশিন
2450AF2, 2D450AMF2, 2E450AMF4, 2L450AF4-02- সংখ্যাসূচক নিয়ন্ত্রণ ডিভাইস (CNC) সহ জিগ বোরিং মেশিন
2E450AF4, 2E450AMF4- X, Y এবং Z অক্ষ বরাবর কনট্যুরিং সহ একটি সংখ্যাসূচক নিয়ন্ত্রণ ডিভাইস (CNC) সহ জিগ বোরিং মেশিন। গ্রাফিক মনিটর আপনাকে অক্ষ বরাবর নড়াচড়া না করেই প্রোগ্রামগুলি ডিবাগ করতে দেয়। পার্ট প্রোগ্রামগুলি স্ট্যান্ডার্ড টেক্সট ফাইল বা স্বয়ংক্রিয় সিস্টেমের সাথে অনলাইনে প্রস্তুত করা যেতে পারে।
জিগ বোরিং মেশিনের কাজের স্থানের 2A450 মাত্রা





2A450 জিগ বোরিং মেশিনের সাধারণ বিন্যাস এবং রচনা

সাধারণ ফর্মএবং মেশিনের বিন্যাস চিত্রে দেখানো হয়েছে। 34, ক.
মেশিনটিতে নিম্নলিখিত প্রধান ইউনিট রয়েছে: বেড 1, র্যাক 9, স্পিন্ডেল হেড 5, টেবিল 3, স্লেজ 2। মেশিনে টেবিল এবং স্লেজের গতিবিধি সঠিকভাবে পরিমাপ করতে একটি অপটিক্যাল সিস্টেম ব্যবহার করা হয়।
জিগ বোরিং মেশিন 2A450 এর প্রধান উপাদানগুলির নকশা এবং বৈশিষ্ট্য
বিছানা 1 (চিত্র 34, ক) মেশিনের ভিত্তি। স্লেজটি তার দুটি সমতল এবং একটি টি-আকৃতির (মাঝারি) গাইড বরাবর সরানো হয়। ফ্রেমের পিছনের অংশটি রাক 9 এর জন্য একটি সমর্থন পৃষ্ঠ হিসাবে কাজ করে।
উপরে আলনা 9টি স্থাপন করা হয়েছে: 6টি গাইডের একটি ব্লক, একটি গিয়ারবক্স 7 এবং ভি-বেল্ট ট্রান্সমিশনের একটি কেসিং 8৷ ব্লক বি-তে হেডস্টক 5 এর উল্লম্ব চলাচল এবং বেঁধে রাখার জন্য গাইড রয়েছে। গিয়ারবক্স 7 এর উপরের অংশে স্থির করা আছে।
ভি হেডস্টক 5 একটি টাকু সহ একটি হাতা 4 আছে। হেডস্টক উত্থাপন এবং কমানো হ্যান্ডহুইল 13 ঘোরানোর মাধ্যমে সঞ্চালিত হয়।
টেবিল 3 এটিতে ওয়ার্কপিস ইনস্টল করার জন্য ডিজাইন করা হয়েছে এবং সেগুলিকে X স্থানাঙ্কের দিকে নিয়ে যাওয়ার জন্য ডিজাইন করা হয়েছে, যা ঘটে যখন টেবিলটি স্লাইডের অনুদৈর্ঘ্য নির্দেশিকা বরাবর চলে যায়।
স্লেজ 2 ফ্রেমের ট্রান্সভার্স গাইড বরাবর স্লেজ সরে গেলে y স্থানাঙ্কের দিক দিয়ে টেবিল এবং ওয়ার্কপিসটি তার উপর মাউন্ট করা হয়।
পরবর্তী গর্ত প্রক্রিয়াকরণের জন্য প্রয়োজনীয় অবস্থানে ওয়ার্কপিস সরানো হয় টেবিল এবং স্লাইডের গতিবিধি নিয়ন্ত্রণ করে বা স্থানাঙ্কের একটি প্রাথমিক সেটের মাধ্যমে করা যেতে পারে।
ম্যানুয়ালি টেবিলের গতিবিধি নিয়ন্ত্রণ করানব 1 (চিত্র 34, d) শূন্য অবস্থান থেকে টেবিলের গতিবিধির গতি নির্দেশ করে বিভাজনে (মিমি / মিনিটে) বাঁক দিয়ে সঞ্চালিত হয়। নিয়ন্ত্রক ঘোরানোর মুহুর্তে, টেবিলটি ঘোরানো হয়, যখন লাল আলো 3টি বেরিয়ে যায় এবং 4টি সবুজ আলো জ্বলে ওঠে৷ তারপর টেবিলটি শিলালিপি এবং তীরের সাথে সম্পর্কিত দিক দিয়ে সেট গতিতে চলে যায়৷ টেবিলের নতুন অবস্থানটি রুলার স্কেল 6 এবং পয়েন্টার 7 এ মোটামুটিভাবে গণনা করা হয়েছে।
যখন টেবিলটি কাঙ্খিত অবস্থানের কাছে আসে, তখন গাঁট 1 ঘুরিয়ে এর গতিবেগ কমিয়ে আনতে হবে এবং তারপরে স্থির রেখা a-এর বিপরীতে নব 1 এর শূন্য স্কেল সেট করে বন্ধ করতে হবে।
স্লাইডের পার্শ্বীয় আন্দোলন নিয়ন্ত্রক 11 দ্বারা নিয়ন্ত্রিত হয় এবং একইভাবে টেবিলের গতিবিধি নিয়ন্ত্রণ করা হয়।
টেবিল এবং স্লেজ ভ্রমণের প্রাথমিক সেটতাদের পছন্দসই অবস্থানে সেট করার সময় কমিয়ে দেয়।
টেবিলের চলাচলের দিকটি সুইচ 5 (চিত্র 34, ডি) দ্বারা সেট করা হয়েছে। টেবিলটি বাম দিকে সরানোর জন্য, সুইচটি বাম দিকে মোড় নেয় (তীরের দিকে b)। এই অবস্থানের সাহায্যে, টেবিলের বাম দিকে চলাচলের পরিমাণ দাঁড়িপাল্লায় সেট করা হয়েছে: d - অঙ্গ 9 এবং e - vernier 8।
টেবিলটিকে ডানদিকে সরাতে, 5 সুইচটি ডানদিকে ঘুরিয়ে দেওয়া হয় (তীরের দিকের দিকে)। এই ক্ষেত্রে, টেবিলের ডানদিকে চলাচলের পরিমাণ দাঁড়িপাল্লায় সেট করা হয়েছে: জি - লিম্ব 9 এবং জি - ভার্নিয়ার 8।
ডায়াল 9 ঘোরানোর মাধ্যমে টেবিল আন্দোলনের পছন্দসই পরিমাণ ডায়াল করা হয়। ডায়ালের প্রতিটি বিপ্লবের জন্য, টেবিল ভ্রমণ 100 মিমি দ্বারা বৃদ্ধি (বা হ্রাস) হয়। e এবং j ভার্নিয়ার 8 স্কেলে বিভাগ এবং সংখ্যাগুলি একটি মিলিমিটারের শতভাগে টেবিলের সেট ভ্রমণ নির্দেশ করে। অঙ্গ 9-এর স্কেল r, d এবং বিভাগগুলি আপনাকে একটি মিলিমিটারের নির্ভুলতার সাথে টেবিল স্ট্রোক সেট করতে দেয় এবং ভার্নিয়ার 8-এর লাইনগুলি - মিলিমিটারের দশমাংশের নির্ভুলতার সাথে। সেট করা টেবিল স্ট্রোকের কাউন্টডাউন সর্বদা লিম্বাস এবং ভার্নিয়ারের শূন্য বিভাগ থেকে তৈরি করা উচিত।
পছন্দসই দিক এবং স্লেজের ভ্রমণের পরিমাণের প্রাথমিক সেটটি অন্য একটি সুইচ এবং ডায়াল দ্বারা তৈরি করা হয়, যা 5 এবং ডায়াল 9 সুইচের মতোই সাজানো হয়েছে, তবে স্লেজের ডানদিকে অবস্থিত।
চলাচলের দিক এবং টেবিল এবং স্লেজের ভ্রমণের মানগুলি পূর্ব-সেট করার পরে, আপনি যে কোনও প্রয়োজনীয় মুহূর্তে এবং বোতাম টিপে সুইচ 13 (চিত্র 34, d)টিকে "স্থানাঙ্কের সেট" অবস্থানে পরিণত করতে পারেন 12 "ওয়ার্ক আউট" টেবিল এবং স্লেজের দ্রুত নড়াচড়া চালু করুন। একই সময়ে, টেবিল এবং স্লাইডটি পরবর্তী গর্ত প্রক্রিয়াকরণের জন্য একটি রুক্ষ নির্ভুলতা (0.1 মিমি পর্যন্ত) সহ ওয়ার্কপিসকে সরানো শুরু করবে। ডায়াল স্কেল 9-এর শূন্য ভার্নিয়ার স্কেল 8-এর শূন্যের কাছাকাছি এলে, টেবিল এবং স্লেজ বন্ধ হয়ে যাবে। টেবিল এবং স্লেজের সঠিক ইনস্টলেশন অপটিক্যাল স্ক্রিন 10 এবং 17 (চিত্র 34, ক) ব্যবহার করে করা হয়।
অপটিক্যাল ডিভাইস. টেবিল এবং স্লেজের স্থানাঙ্ক স্থানচ্যুতিগুলির মানগুলির সঠিক পরিমাপ অপটিক্যাল ডিভাইস এবং নির্ভুল কাচের শাসক দ্বারা পরিচালিত হয়। টেবিল রুলারে 1000টি এবং স্লাইড রুলারে 630টি বিভাগ রয়েছে। প্রতিটি বিভাগ এক মিলিমিটারের সমান।
টেবিল এবং স্লেজের অপটিক্যাল ডিভাইসগুলি একই, তাই, আমরা কেবলমাত্র অনুদৈর্ঘ্য দিকে টেবিলের গতিবিধি সঠিকভাবে পরিমাপের জন্য একটি ডিভাইস বিবেচনা করব (চিত্র 34, গ)।
ল্যাম্প 1 থেকে রশ্মির রশ্মি লেন্স সিস্টেমের মাধ্যমে শাসক 3 এর স্কেলকে আলোকিত করে। লেন্স 4, প্রিজম, লেন্স এবং দুটি অপটিক্যাল ওয়েজ 5 ব্যবহার করে, নির্ভুল শাসক 3-এর স্ট্রোকের চিত্র এবং সংখ্যা, 5 গুণ বড় করা , রাস্টার প্লেন 7 এ স্থানান্তরিত হয়।
রাস্টারে, একটি অঙ্কন তৈরি করা হয় যা টেবিলের অবস্থানের সঠিক পড়ার জন্য প্রয়োজনীয়। এই অঙ্কন এবং সূক্ষ্ম শাসক থেকে এটির উপর প্রক্ষেপিত স্ট্রোকের চিত্র এবং সংখ্যাগুলি আইপিস 8 এর লেন্সগুলি দ্বারা আরও 25 বার বড় করা হয় এবং এই আকারে 11 স্ক্রীনে স্থানান্তরিত হয়। একই সময়ে, এর মধ্যে দূরত্ব স্ট্রোক, স্কেল বারে 1 মিমি এর সমান, 125 বার, অর্থাৎ 125 মিমি এর সমান স্ক্রিনে প্রজেক্ট করা হয়।
গ্লাস রুলার 2 নির্ভুল স্কেল রুলার 3 এ মুদ্রিত স্ট্রোক এবং সংখ্যাগুলিকে ধুলো থেকে রক্ষা করে। প্রতিরক্ষামূলক গ্লাস 9 পর্দা 11 এর অভ্যন্তরীণ গহ্বরকে দূষণ থেকে রক্ষা করে। মিরর 10 রাস্টার ইমেজ 7 কে স্ক্রীন 11 এ নির্দেশ করে।
রাস্টার প্যাটার্ন 7 এবং স্ট্রোকের চিত্র এবং স্কেল বার 3 এর সংখ্যাগুলি স্ক্রিনে প্রজেক্ট করা হয়েছে যা অত্যন্ত নির্ভুলতার সাথে চূড়ান্ত অবস্থান থেকে টেবিলের গতিবিধি নির্ধারণ করা সম্ভব করে। একটি মিলিমিটারের পুরো, দশম এবং সহস্রাংশে ক্রমানুসারে স্ক্রীনে টেবিলের নড়াচড়ার পরিমাণ পড়তে হবে (চিত্র 34, 6)। উল্লম্ব স্ট্রোকের উপরে একটি পূর্ণসংখ্যা লেখা হয় e। একটি মিলিমিটারের দশমাংশ একটি সারিতে পড়া হয়, কিন্তু রাস্টারের তির্যক রেখা b এর উপরে, যা স্ট্রোক e দ্বারা ছেদ করা হয়।
দুটি উল্লম্ব স্তম্ভে q হল সংখ্যা যা এক মিলিমিটারের সহস্রাংশ নির্দেশ করে। এই স্কেলে, আপনাকে খুঁজে বের করতে হবে যে স্কেলটির কোন সংখ্যাটি রাস্টারের ঝোঁক রেখা b এর সাথে স্ট্রোকের ছেদ বিন্দুর সাথে মিলে যায়। পড়ার সুবিধার জন্য, তারা এই সত্য দ্বারা পরিচালিত হয় যে অনুভূমিক রেখাগুলি প্রতিটি 0.010 মিমি গণনা করে এবং বৃত্তগুলি r - প্রতিটি 0.002 মিমি গণনা করে। যদি স্ট্রোক e দুটি সংলগ্ন বৃত্তের মধ্যে আনত রেখা b অতিক্রম করে, তাহলে একটি মিলিমিটারের এক হাজার ভাগ রিডিংয়ে যোগ করতে হবে।
উদাহরণস্বরূপ, চিত্রে দেখানো চিত্রটি। 34, b, এবং এটি থেকে আপনি চরম ডান অবস্থান থেকে টেবিলের নড়াচড়ার পরিমাণ পড়তে পারেন। স্ট্রোক ই-এর উপরে লেখা 213 নম্বরটি মিমি (213 মিমি) একটি পূর্ণসংখ্যা নির্দেশ করে। রাস্টারের সেই লাইন b-এর উপরে লেখা নম্বর 2, যা স্ট্রোক e দ্বারা ছেদ করা হয়েছে, একটি মিলিমিটারের দশমাংশ (0.2 মিমি) নির্দেশ করে৷
উল্লম্ব স্কেলের d সংখ্যা দ্বারা এক মিলিমিটারের হাজার ভাগ পাওয়া যায়, এটির উপর স্ট্রোক e (0.042 মিমি) সহ রাস্টারের আনত রেখা b এর ছেদ বিন্দুকে প্রক্ষেপিত করে।
এই মানগুলি যোগ করে, আমরা পাই x \u003d 213 + 0.2 + 0.042 \u003d 213.242 মিমি - যে দূরত্বটি টেবিলটি চরম ডান অবস্থান থেকে x স্থানাঙ্কের দিকে সরে গেছে।
এটা বাঞ্ছনীয় যে, টেবিলের প্রাথমিক অবস্থানের সাথে, স্ক্রীনে পড়া মিলিমিটারের পূর্ণসংখ্যা দিয়ে শুরু হবে। এটি পড়ার ±0.5 মিমি মধ্যে স্ট্রোক ইমেজ স্ক্রিনে স্থানান্তর করে অর্জন করা হয়। এটি করার জন্য, অপটিক্যাল ওয়েজ 5 (চিত্র 34, গ) ফ্লাইহুইল 2 এবং 10 (চিত্র 34, ডি) দ্বারা ঘোরানো হয়।
অপটিক্যাল রিডিংয়ের নির্ভুলতা উন্নত করার জন্য, মেশিনটি শাসক দিয়ে সজ্জিত, যা একটি পুশার এবং একটি লিভারের সাহায্যে সমতল-সমান্তরাল প্লেট 6 (চিত্র 34, গ) কাত করে। এটি সংশোধনের পরিমাণ দ্বারা দৃশ্যমান স্ট্রোকের পর্দায় চিত্রের একটি পরিবর্তন অর্জন করে।
একটি জিগ বোরিং মেশিনের 2A450 কাইনেমেটিক ডায়াগ্রাম
মেশিনের কাইনেমেটিক স্কিম
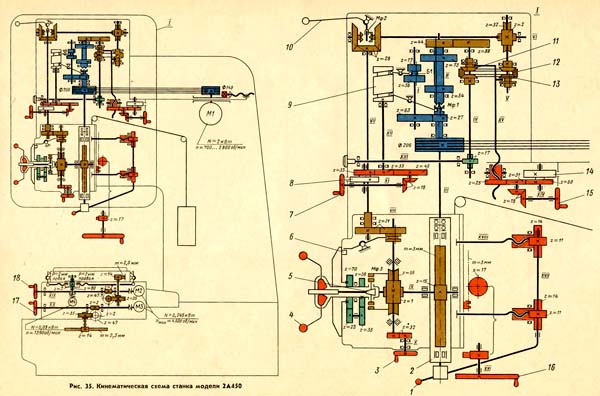
মেশিনের কাইনেমেটিক ডায়াগ্রাম চিত্রে দেখানো হয়েছে। 35
মেশিনে নড়াচড়া: প্রধান নড়াচড়া, টাকুটির উল্লম্ব আন্দোলন, টেবিলের অনুদৈর্ঘ্য আন্দোলন, স্লাইডের অনুপ্রস্থ আন্দোলন, হেডস্টকের উল্লম্ব আন্দোলন।
মূল আন্দোলনের ড্রাইভের Kinematic চেইন. স্পিন্ডল III একটি DC মোটর M1 দ্বারা চালিত হয়, যার গতি 700 থেকে 2800 rpm এর মধ্যে পরিবর্তিত হতে পারে।
এছাড়াও, গতির পরিসর বাড়ানোর জন্য, আপনি স্পিন্ডেল III-এর গতির তিনটি ধাপের যেকোনো একটি চালু করতে ফ্লাইহুইল 7 চালু করতে পারেন। ফ্লাইহুইল 7 শ্যাফট XI বাঁক করে এবং গিয়ার z=18, z=18, z=45, 2=33, z=33।
প্রথম গিয়ার হুইল z=33 শ্যাফ্ট XII এবং ড্রাম ক্যাম 9 ঘুরিয়ে দেয়, যা B1 ইউনিট এবং Mf1 ক্লাচকে লিভারের মাধ্যমে সুইচ করে, যার মধ্যে স্পিন্ডেল স্পীড III এর নিম্নলিখিত তিনটি ধাপের মধ্যে একটি রয়েছে: 50-200 বা 145-575 , অথবা 505-2000 rpm। এই ফ্রিকোয়েন্সি রেঞ্জগুলি পর্যায়ক্রমে পয়েন্টার হোল 14 (চিত্র 34, ক) এ প্রদর্শিত হয় যখন ডিস্ক 8 চালু হয় (চিত্র 35)।
ঘর্ষণ ভেরিয়েটারের গিয়ার অনুপাতের পরিবর্তন, এবং ফলস্বরূপ, স্পিন্ডল স্লিভের উল্লম্ব ফিডের মান ফ্লাইহুইল 15 ঘোরানোর মাধ্যমে তৈরি করা হয়। একই সময়ে, z=18, z=18, z গিয়ারের মাধ্যমে =31, z=25, স্ক্রুটি উপরে বা নীচে সরানো হয় - থ্রাস্ট XV , যা ভেরিয়েটারের 11 কোণকে ধাক্কা দেয় বা স্থানান্তর করে। সেট করা ফিডের পরিমাণ ডিস্ক 14 এ নির্দেশিত হয়।
হ্যান্ডেল 10 ঘুরিয়ে ফিডের দিক পরিবর্তন করা হয়, যা Mf2 ক্লাচকে সুইচ করে। হ্যান্ডেলের মাঝামাঝি অবস্থানে, Mf2 ক্লাচ এবং স্পিন্ডেল হাতা সরবরাহ অক্ষম।
ডবল হ্যান্ডলগুলি 4 "আপনার থেকে দূরে" ঘুরিয়ে ফিডটি চালু করা হয়। একই সময়ে, শঙ্কু 5 পুশারদের আলাদা করে, যার মধ্যে MfZ ক্লাচ রয়েছে, যা ওয়ার্ম হুইল z=56 থেকে শ্যাফ্ট IX এবং র্যাক এবং পিনিয়ন গিয়ার z=15-এ ঘূর্ণন প্রেরণ করে। হ্যান্ডেল 4 “আপনার দিকে” ঘুরিয়ে ফিড বন্ধ করতে, MfZ ক্লাচ সংযোগ বিচ্ছিন্ন হয়ে গেছে।
ক্যাম 6 দ্বারা একটি প্রদত্ত গভীরতায় গর্ত মেশিন করার সময় ফিডের স্বয়ংক্রিয় শাটডাউন।
স্ট্রোকের পছন্দসই পরিমাণ সেট করার জন্য, স্পিন্ডলটি প্রথমে এমন একটি অবস্থানে নামানো হয় যেখানে সরঞ্জামটিকে মেশিন করার জন্য পৃষ্ঠে আনা হয়। তারপর, হাতল 12 (চিত্র 34, a) ঘুরিয়ে, অঙ্গ 11 বাতা থেকে মুক্তি দেওয়া হয় এবং এমন একটি অবস্থানে ঘোরানো হয় যেখানে অঙ্গটির বিভাজন, টাকু ভ্রমণের পছন্দসই পরিমাণ নির্দেশ করে, এর শূন্য ঝুঁকির সাথে মিলে যায় ভার্নিয়ার a. এই অবস্থানে, অঙ্গ স্থির করা হয়। কাঙ্খিত স্পিন্ডল ট্র্যাভেল সেট করার সময়, ডায়ালটি শুধুমাত্র ঘড়ির কাঁটার বিপরীত দিকে ঘুরানো উচিত যাতে গিয়ারের ব্যস্ততা বন্ধ করা যায়।
এর পরে, ডাবল হ্যান্ডলগুলি 4 "আপনার থেকে দূরে" সরানোর মাধ্যমে (চিত্র 35), স্পিন্ডেল ফিড চালু করা হয়। যখন ফিড চালু থাকে, অঙ্গটি z=58, 2=35, 2=23 এবং 2=70 সহ চাকার মাধ্যমে শাফট IX থেকে ঘূর্ণন গ্রহণ করে। টাকুটি এমন একটি অবস্থানে নেমে আসবে যেখানে ডায়াল স্কেলের শূন্য ভার্নিয়ার a-এর শূন্যের সাথে মিলে যায়। অঙ্গের এই অবস্থানের সাথে, ক্যাম 6 গিয়ার হুইল r = 21 কে বিচ্ছিন্ন করবে, যার ফলস্বরূপ শ্যাফ্ট VIII এর ঘূর্ণন এবং স্পিন্ডলের উল্লম্ব ফিড বন্ধ হয়ে যাবে।
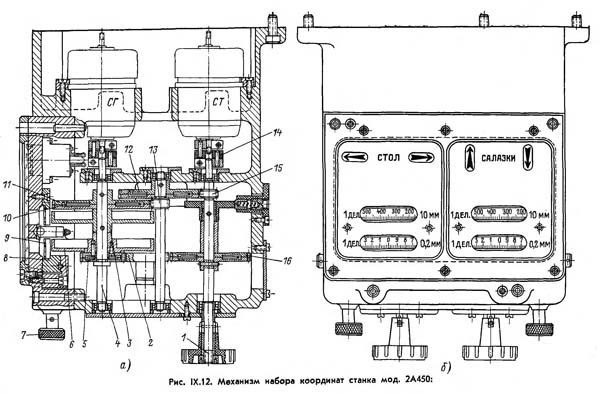
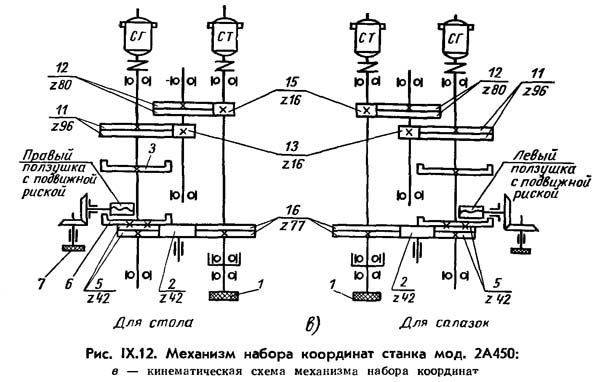
সমন্বয় সেট প্রক্রিয়া(চিত্র IX.12) হল একটি দ্বি-পর্যায়ের গিয়ারবক্স যার স্পার গিয়ার 15, 12 এবং 13, 11, যার মোট গিয়ার অনুপাত হল:
16/80 16/96 = 1/30
পরবর্তী স্থানাঙ্কের মান আন্দোলন শুরুর আগে সেটিং ডিভাইসের নিয়ন্ত্রণ প্যানেলে তুলনামূলকভাবে ছোট নির্ভুলতার সাথে সেট করা হয়; এই সেটিংটি পূর্ববর্তী গর্তের প্রক্রিয়াকরণের সাথে সময়ের সাথে মিলিত হতে পারে।
কন্ট্রোল প্যানেলে একটি বোতাম টিপে কমান্ডটি কার্যকর করা হয়। নির্দিষ্ট মাপ এবং নির্ভুলতা নিশ্চিত করে যে টেবিল বা স্লেজ চূড়ান্ত অবস্থানের কাছাকাছি অবস্থানে চলে যায়। অপটিক্যাল ডিভাইসের স্ক্রীনে রাস্টারের উপর নিয়ন্ত্রণের সাথে আরও আন্দোলন ম্যানুয়ালি করা হয় (চিত্র দেখুন IX.9, a)। স্থানাঙ্কের একটি সেটের প্রক্রিয়া (চিত্র IX.12) দুটি স্বাধীন বিভাগ নিয়ে গঠিত, নকশা এবং নিয়ন্ত্রণে অভিন্ন: একটি - টেবিলের গতিবিধি, দ্বিতীয়টি - স্লেজের গতিবিধি।
সাইজ সেটিং এর রোলার 1 সঠিক সেলসিন ST এর সাথে একটি কাপলিং 14 দ্বারা সংযুক্ত, এবং রোলার 4 মোটা সেলসিন SG এর সাথে সংযুক্ত। একটি মিলিমিটারের 6 গণনা দশমাংশ অবাধে বেলন 4 এ স্থাপন করা হয়েছে এবং 3 ডায়াল করুন 10 মিলিমিটার গণনা করা হয়েছে। অঙ্গ 6 গিয়ার 5 এবং 2, 2 এবং 16, 15 এবং 12, 13 এবং 11 দ্বারা অঙ্গ 3 এর সাথে সংযুক্ত, যার গিয়ার অনুপাত সমান:
i = 42/42 42/77 16/80 16/96 = 1/55
সূক্ষ্ম ডায়াল 6-এর একটি বাঁক 40 মিমি আন্দোলনের সাথে মিলে যায়, এবং মোটা ডায়াল 3-এর অর্ধেক বাঁক সমান আন্দোলনের সাথে মিলে যায়:
1/2 40 x 55 = 1100 মিমি
মেকানিজমের গিয়ারগুলি এমনভাবে ডিজাইন করা হয়েছে যাতে প্রতিটি জোড়ায় বড় গিয়ার (16, 12 এবং 11) দুটি অংশ নিয়ে গঠিত, যার মধ্যে একটি সর্পিল স্প্রিং 10 স্থাপন করা হয়, যা গিয়ার রিমগুলিকে বিপরীত দিকে ঘুরিয়ে দেয় এবং এইভাবে ফাঁকগুলি নির্বাচন করে। ব্যস্ততা
যাতে অঙ্গের রিডিং সঠিক স্কেলে পড়া থেকে বিচ্ছিন্ন না হয়, একটি অপটিক্যাল ওয়েজ 8 (চিত্র IX.9) দিয়ে স্ট্রোক ইমেজ স্থানান্তর করার পরে, রিডিং প্লেট 9 এর লক্ষ্য চিহ্নটি স্থানান্তর করা প্রয়োজন ( চিত্র। IX.12, c) একই পরিমাণে। এটি করার জন্য, হ্যান্ডেল (মাথা) 7 ঘোরানোর মাধ্যমে, স্লাইডার 8 এক জোড়া শঙ্কুযুক্ত চাকার মাধ্যমে সরানো হয়, যার সাহায্যে প্লেট 9 বেঁধে দেওয়া হয়। 300
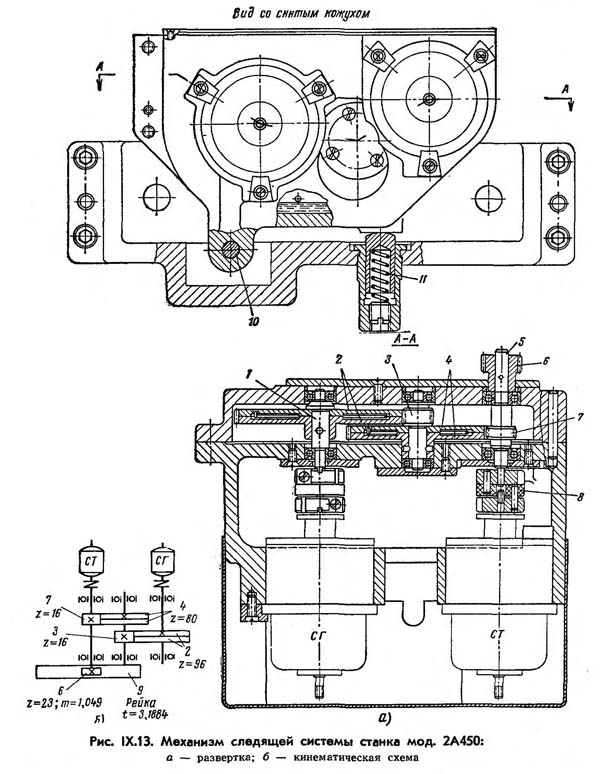
ট্র্যাকিং সিস্টেম মেকানিজম(চিত্র IX.13) হল একটি দুই-পর্যায়ের গিয়ারবক্স যার স্পার গিয়ার 7 এবং 4, 3 এবং 2, যার মোট গিয়ার অনুপাত 1: 30। র্যাক হুইল 6 এর মাধ্যমে একপাশে ড্রাইভ রোলার 5 এর সাথে সংযুক্ত। টেবিল বা স্লেজের রেল 9, অন্য পাশ দিয়ে কাপলিং 8 সুনির্দিষ্ট সিঙ্ক্রো ST সহ।
আউটপুট রোলার 1 একটি মোটা সেলসিন ST এর সাথে সংযুক্ত। স্থানাঙ্ক এবং ট্র্যাকিং সিস্টেমের একটি সেটের প্রক্রিয়ার মধ্যে সংযোগ বৈদ্যুতিকভাবে সঞ্চালিত হয়। সার্ভো সিস্টেম গিয়ারবক্সটি কব্জা পিন 10 এর মাধ্যমে স্লাইডের (ফ্রেম) সাথে সংযুক্ত থাকে এবং স্প্রিং 11 রেলের বিপরীতে পিনিয়ন চাকা টিপে, এইভাবে ফাঁকটি বেছে নেয়।
টেবিল এবং স্লাইডে একটি ফ্ল্যাট গাইড এবং একটি প্রিজম্যাটিক রোলিং গাইড রয়েছে। টেবিলের নীচের এবং পাশের প্লেনগুলিতে মাউন্ট করা হয়েছে: একটি মোটা স্কেল শাসক, ক্ল্যাম্প টেপ, একটি অপটিক্যাল স্কেল শাসক, একটি সংশোধন শাসক, একটি টেবিল মুভমেন্ট রেল এবং একটি ট্র্যাকিং সিস্টেম রেল।
অনুদৈর্ঘ্য এবং অনুপ্রস্থ নড়াচড়ার জন্য স্ক্রীন, স্থানাঙ্ক প্রক্রিয়ার একটি প্রাথমিক সেট এবং একটি মেশিন নিয়ন্ত্রণ প্যানেল স্লাইডের সামনের দেয়ালে মাউন্ট করা হয়েছে।
প্রজেকশন অপটিক্স ডিভাইস, টেবিল এবং স্লেজ মুভমেন্ট রিডিউসার এবং একটি টেবিল ক্ল্যাম্প রিডুসার স্লেজের ভিতরে মাউন্ট করা হয়। স্লেজের পিছনের লেজের অংশে, টেবিল এবং স্লেজ সরানোর জন্য মোটর এবং টেবিলটি সরানোর জন্য ট্র্যাকিং সিস্টেমের জন্য একটি প্রক্রিয়া মাউন্ট করা হয়েছে। টেবিল এবং স্লেজের চরম অবস্থানে, তাদের চলাচলের জন্য মোটরগুলি স্বয়ংক্রিয়ভাবে বন্ধ হয়ে যায়।
মেশিনের বর্ণিত ডিজাইনটি মেশিন 2A450 এর আগের মডেলের তুলনায় উন্নত করা হয়েছে। একটি নতুন বৈদ্যুতিক সার্কিট তৈরি করা হয়েছে যা আপনাকে একই সাথে টেবিল এবং স্লেজ সরাতে দেয়, প্রদত্ত স্থানাঙ্ককে প্রাথমিক সেটে চূড়ান্ত করার পদ্ধতিটি সংশোধন করা হয়েছে, অপটিক্যাল সার্কিট উন্নত করা হয়েছে, স্পিন্ডেল ঘূর্ণন ড্রাইভ এবং পদ্ধতি এর ধাপহীন প্রবিধান সংশোধন করা হয়েছে, এবং কিছু অন্যান্য উন্নতি করা হয়েছে।
একটি জিগ বোরিং মেশিনের 2A450 তারের ডায়াগ্রাম

একটি টেবিল এবং স্লেজ গতি নিয়ন্ত্রণ ব্যবস্থা ছাড়া 2A450 মেশিনের পরিকল্পিত চিত্র
- ক - অ্যামিটার
- VV - ইনপুট সুইচ
- VK - টাকু স্ট্রোক লিমিটার
- 1VK1, 1VK2, 2VK1, 2VK2 - টেবিল এবং স্লেজ ভ্রমণ স্টপ
- 6VK - স্লাইড ভ্রমণ লিমিটার
- KE - EMU চালু করার জন্য ম্যাগনেটিক স্টার্টার
- 1K - শূন্য সুরক্ষার চৌম্বকীয় স্টার্টার
- KT - চৌম্বকীয় ব্রেক স্টার্টার
- KP1 - টাকু শুরুর 1ম পর্যায়ের চৌম্বকীয় স্টার্টার
- KP2 - টাকু শুরুর ২য় পর্যায়ের চৌম্বকীয় স্টার্টার
- কেজেডএসএইচ - টাকু হ্রাসের চৌম্বকীয় স্টার্টার
- 1KZ এবং 2KZ - চৌম্বকীয় টেবিল এবং স্লেজ ক্ল্যাম্প স্টার্টার
- 1KO এবং 2KO - চৌম্বকীয় স্টার্টারগুলি টেবিল এবং স্লেজকে মুড়ে দিচ্ছে
- 1KU - সাধারণ স্টপ বোতাম
- 2KU - কাজের প্রস্তুতির বোতাম
- ZKU - অপটিক্স লাইটিং বোতাম
- 4KU - টাকু স্টপ বোতাম
- 5KU - টাকু শুরু বোতাম
- 6KU - ধীর ঘূর্ণন বোতাম
- TKU, 8KU - ক্ল্যাম্প চালু করার এবং টেবিল ও স্লেজ বের করার বোতাম
- 9KU - টেবিল এবং স্লেজ স্টার্ট বোতাম
- 11KU, 12KU - টাকু গতি পরিবর্তন করার জন্য বোতাম
- 1L1, 2L1 - অপটিক্স আলোকসজ্জা ল্যাম্প
- lL4, 2L4 - স্থানাঙ্কের প্রাথমিক সেটের অঙ্গগুলির জন্য আলোকসজ্জা বাতি
- 4L, 5L - ব্যাকলাইটিং মেশিনের অঙ্গগুলির জন্য ল্যাম্প
- 7L - স্লেজ শাসক ব্যাকলাইট
- 1L2, 1L3, 2L2, 2L3 - টেবিল এবং স্লেজ টিপে এবং ক্ল্যাম্প করার জন্য সিগন্যালিং ল্যাম্প
- ЗЛ - ভোল্টেজ চালু করার জন্য সিগন্যালিং বাতি
- 1L5, 1L6 - ট্র্যাফিক দিকনির্দেশক সিগন্যালিং ল্যাম্প
- 6L - পয়েন্ট ফাইন্ডার মাইক্রোস্কোপ ল্যাম্প
- LO - স্থানীয় আলোর বাতি
- ওএসডি - উইন্ডিং সিঙ্ক্রোনাস মোটর
- OVDSh - মোটর উত্তেজনা উইন্ডিং DSh
- RT - তাপীয় রিলে
- RO - রিলে আলো অপটিক্স
- RMV - টাকুটির ধীর ঘূর্ণনের রিলে
- 1РВ, 2РВ - ফরোয়ার্ড মুভমেন্ট রিলে - স্লাইড, ডানে - টেবিল
- 1РН, 2РН - বিপরীত আন্দোলন রিলে - স্লাইড, বাম - টেবিল
- 1RBP, 2RBP - টেবিল এবং স্লেজের দ্রুত চলাচলের জন্য রিলে
- 1РЗ, 2РЗ - টেবিল এবং স্লেজ ক্ল্যাম্প মেমরি রিলে
- 1ROK, 2ROK - প্রক্রিয়াকরণ রিলে সমন্বয় করে
- RVO - অপটিক্স আলো সময় রিলে
- আরভিপি - টাকু শুরু এবং ব্রেক করার ২য় পর্যায়ের সময় রিলে
- 1РВВ, 2РВВ - ক্ল্যাম্প এবং স্পিন টাইম রিলে
- RVD - ইঞ্জিন উত্তেজনা নিয়ন্ত্রক DSh
- 1TP - নিয়ন্ত্রণ সার্কিট ট্রান্সফরমার
- 2TP - অপটিক্স লাইটিং ট্রান্সফরমার
- MU - চৌম্বক পরিবর্ধক
- 2P - স্থানীয় আলোর সুইচ
মেশিনের বৈদ্যুতিক চিত্র এবং স্থানাঙ্কের প্রাথমিক সেটের সিস্টেম
তারের ডায়াগ্রামমেশিন (চিত্র IX.10 এবং IX.11) এর মধ্যে রয়েছে স্পিন্ডেল, টেবিল এবং স্লেজের বৈদ্যুতিক ড্রাইভ, ক্ল্যাম্পিং মেকানিজম, কুলিং এবং মেশিনের অপটিক্সের আলোকসজ্জা প্রদান করে, এর ইউনিটগুলিকে ব্লক করা এবং রক্ষা করা বিভিন্ন মোডকাজ
বোরিং স্পিন্ডেলের ঘূর্ণন, টেবিল এবং স্লেজের গতিবিধি ডিসি মোটর থেকে তৈরি করা হয় এবং টেবিল এবং স্লেজের ক্ল্যাম্পিং এবং কুলিং পাম্পের ড্রাইভ থেকে অ্যাসিঙ্ক্রোনাস বৈদ্যুতিক মোটর. ডিসি মোটর পাওয়ার জন্য, চৌম্বক এবং বৈদ্যুতিক মেশিন পরিবর্ধক আছে।
বৈদ্যুতিক সার্কিট স্পিন্ডেল ঘূর্ণন (চিত্র IX.10, a), ব্রেকিং সহ এর শাটডাউন, বিপ্লবের সংখ্যায় ধাপহীন পরিবর্তন, সেইসাথে একটি "ক্রিপিং" গতির সাথে ধীর ঘূর্ণন প্রদান করে।
চৌম্বকীয় স্টার্টার ব্যবহার করে টাকুটি দুটি ধাপে শুরু হয় এবং একটি সময় রিলে দ্বারা নিয়ন্ত্রিত হয়। স্পিন্ডেলের ধীর ঘূর্ণন শুধুমাত্র এটি বন্ধ হয়ে যাওয়ার পরে সক্রিয় করা যেতে পারে। টাকু লোড একটি ammeter দ্বারা নিয়ন্ত্রিত হয়. টাকু ভ্রমণ একটি সীমা সুইচ দ্বারা সীমাবদ্ধ.
টেবিল এবং স্লেজ বৈদ্যুতিক ড্রাইভ. মেশিনের বৈদ্যুতিক সার্কিট অপারেশনের নিম্নলিখিত মোড প্রদান করে: একটি নির্দিষ্ট বেস থেকে স্থানাঙ্কের একটি প্রাথমিক সেট; অপারেটর দ্বারা স্থানাঙ্কের সেট (প্রাথমিক সেট ছাড়া); মিলিং এবং তাদের দ্রুত নড়াচড়ার সময় টেবিল এবং স্লেজের কাজের ফিড।
টেবিল এবং স্লেজের নড়াচড়া একযোগে ঘটতে পারে, সরঞ্জামের অনুলিপি সহ দুটি সম্পূর্ণ অভিন্ন স্কিমগুলির উপস্থিতির কারণে।
মেশিনের অপারেশনের প্রয়োজনীয় মোড কন্ট্রোল প্যানেলে সুইচ দ্বারা সেট করা হয়। স্থানাঙ্ক সেটিং সিস্টেমটি স্থানাঙ্কের প্রাথমিক সেটের জন্য মেকানিজমের ডায়ালগুলিতে পূর্বে সেট করা একটি মান দ্বারা টেবিল এবং স্লেজের গতিবিধি নিশ্চিত করে (চিত্র দেখুন IX.12)। একই সময়ে, স্থানাঙ্কের দিকনির্দেশের উপর নির্ভর করে - "ডান" বা "বাম", "ফরোয়ার্ড" বা "ব্যাক", সংশ্লিষ্ট রিলেগুলি চালু করা হয় এবং সিগন্যাল লাইটগুলি চালু থাকে।
কোঅর্ডিনেট রেফারেন্স সিস্টেমটি একটি ট্র্যাকিং সিস্টেমের ভিত্তিতে তৈরি করা হয়, যেখানে একটি ট্রান্সফরমার মোডে অপারেটিং নন-কন্টাক্ট সেলসিনগুলি প্রাথমিক (মাস্টার) এবং চূড়ান্ত লিঙ্কের কৌণিক অবস্থানের মধ্যে অমিল মিটার হিসাবে ব্যবহৃত হয়।
- 1 ডিভাইস এবং মেশিনের নামকরণের আগে ডায়াগ্রামে, সামনে 1 নম্বর মানে হল যে ডিভাইসটি টেবিল ড্রাইভকে বোঝায়, নম্বর 2 - স্লেজকে বোঝায়
- বর্ণনায়, সরলীকরণের জন্য, শুধুমাত্র টেবিলের সাথে সম্পর্কিত প্রতীকগুলি দেওয়া হবে।
মেশিনের টেবিল এবং স্লেজের গতিবিধি নিয়ন্ত্রণের জন্য 2A450 বৈদ্যুতিক সার্কিট
![]()
2a450 মেশিনের টেবিল এবং স্লেজের গতিবিধি নিয়ন্ত্রণের পরিকল্পিত চিত্র
- 1VG, 2VG - জার্মেনিয়াম রেকটিফায়ার
- ভিএসভি, ভিএসইউ - সেলেনিয়াম রেকটিফায়ার
- 1EI, 2E1 - অ্যান্টি-অসিলেটরি ক্যাপাসিটার প্রতিক্রিয়া
- 1E2, 2E2 - উচ্চতর সুরেলা ফিল্টারিং ক্যাপাসিটার
- 1KO, 2KO - ক্ষতিপূরণকারী windings EMU
- OV1D, OV2D - বৈদ্যুতিক মোটর D1 এবং D2 এর উত্তেজনা উইন্ডিং
- OB1T, OB2T - টাচোজেনারেটর 1TG এবং 2TG এর উত্তেজনাপূর্ণ উইন্ডিং
- 10U1, 10U11, 20U1, 20U11 - নিয়ন্ত্রণ উইন্ডিং 1EMU এবং 2EMU
- 1П - স্থানাঙ্কের প্রাথমিক সেট চালু করার জন্য সুইচ
- 5PP - ফিউজ
- 1RSD, 2RSD - টেবিল এবং স্লেজ গতি নিয়ন্ত্রক
- 1RFCch, 2RFCch - ফেজ সংবেদনশীল রিলে
- 1RP1, 2RP1 - মোটা সেলসিন থেকে ফাইন এ স্যুইচ করার জন্য রিলে
- 1RT, 2RT - তাপীয় রিলে
- 1STO, 2STO - সেলেনিয়াম বর্তমান সীমাবদ্ধ পোস্ট
- 1C1, 2C1 - ব্রেকিং প্রতিরোধক
- 1C2, 2C2 - বিরোধী দোলক প্রতিক্রিয়া প্রতিরোধের
- 1C3, 2СZ - প্রতিরক্ষামূলক প্রতিরোধ
- 1S4, 2S4 - সামঞ্জস্য প্রতিরোধ
- 1সি 5, 2 সি 5 - দ্রুত চলাচলের প্রতিরোধ
- 1C5, 2C6 - সুনির্দিষ্ট সিনক্রোতে আন্দোলন প্রতিরোধ
- CMEA - অর্থনৈতিক প্রতিরোধ
- 1SDG - 1SDT - মোটা এবং সূক্ষ্ম গণনার সেলসিন, টেবিলের গতিবিধি সেট করা
- 2SDG, 2SDT - মোটা এবং সূক্ষ্ম পড়ার সেলসিন, স্লেজের গতিবিধি সেট করে
- 1SPG, 1SPT - মোটা এবং সূক্ষ্ম গণনার সেলসিন, টেবিলের গতিবিধি নিয়ন্ত্রণ করে
- 2SPG, 2SPT - মোটা এবং সূক্ষ্ম রিডিং সেলসিন যা স্লেজের গতিবিধি নিয়ন্ত্রণ করে
- এসআই - ভোল্টেজ স্টেবিলাইজার
- 1T1, 2T1 - বিচ্ছিন্ন ট্রান্সফরমার
- 5T - স্টেপ-ডাউন ট্রান্সফরমার
- 1ShKO, 2ShKO - ক্ষতিপূরণ উইন্ডিং এর shunts
ট্র্যাকিং সিস্টেমটি এখানে দুটি-চ্যানেল তৈরি করা হয়েছে, অর্থাৎ প্রতিটি স্থানাঙ্কের একটি সেটের জন্য দুটি সেলসিন-সেন্সর এবং দুটি সেলসিন-রিসিভার রয়েছে (চিত্র IX.12, c এবং IX.13)৷ যাইহোক, একজোড়া সিঙ্ক্রোস (সেন্সর এবং রিসিভার) 1: 1 এর গিয়ার অনুপাত সহ সিস্টেমে অন্তর্ভুক্ত করা হয়েছে এবং সিস্টেমের TO-এর একটি সঠিক রিডিং গঠন করে, যা ছোট অমিল কোণগুলিতে মিল নিশ্চিত করতে কাজ করে। আরেকটি জোড়া সেলসিন গিয়ারবক্সের মাধ্যমে সিস্টেমে অন্তর্ভুক্ত করা হয় এবং GO-এর মোটামুটি রিডিং গঠন করে, যা বড় অমিল কোণে সমন্বয় নিশ্চিত করে। Selsyns GO এর 180 ° পর্যন্ত অমিল কোণে শুধুমাত্র একটি স্থিতিশীল সমন্বিত অবস্থান রয়েছে।
একই সময়ে ভোল্টেজ পরিবর্ধকের ইনপুটে TO এবং GO ত্রুটিগুলি প্রয়োগ করা অসম্ভব, যেহেতু তারা একে অপরকে বিকৃত করবে এবং নির্দিষ্ট মানগুলিতে, অ্যান্টিফেজে থাকতে পারে। এর সম্ভাবনা বাদ দেওয়ার জন্য, সার্কিটে মোটা এবং সূক্ষ্ম রিডিংয়ের একটি রিলে নির্বাচক প্রবর্তন করা হয়েছিল, যা একটি VG11 সংশোধনকারী (চিত্র IX.10B দেখুন), একটি পোলারাইজড রিলে RP এবং একটি রিলে RP1 নিয়ে গঠিত।
বড় অমিল কোণে, নিয়ন্ত্রণ হল LNG মোটা সেলসিনের ভোল্টেজের একটি ফাংশন (চিত্র IX. 10b), এবং ছোট কোণে, এটি SPT-এর সূক্ষ্ম সেলসিনের একটি ফাংশন। নির্বাচক ইনপুট একটি মোটা সিঙ্ক্রো ভোল্টেজের সাথে সরবরাহ করা হয়, যা প্রতিরোধের C27 (চিত্র IX.10c) দ্বারা নিয়ন্ত্রিত হয়। যখন এই ভোল্টেজ কমে যায়, তখন RP রিলে তার পরিচিতিগুলি খোলে, যা RP1 রিলে বন্ধ করে দেয়। পরিচিতি RP1 দ্রুত চলাচলের সংকেত বন্ধ করে এবং সুনির্দিষ্ট সিঙ্ক্রোসের সার্কিট সংযোগ করে। এই ক্ষেত্রে, মোটা সেলসিন ভোল্টেজের পরিবর্তে, ফেজ-সংবেদনশীল ডিভাইসের ইনপুটে সূক্ষ্ম সেলসিন ভোল্টেজ প্রয়োগ করা হবে।
এক্সিকিউটিভ ইঞ্জিনের অপারেশনের জন্য প্রয়োজনীয় মানগুলির জন্য ট্র্যাকিং এরর সিগন্যাল, সেইসাথে স্টেবিলাইজিং ডিভাইসগুলি থেকে সংকেত, ভোল্টেজ এবং পাওয়ার উভয় ক্ষেত্রেই, একটি ইলেকট্রনিক পরিবর্ধক 1EU (চিত্র IX) প্রশস্ত করতে .10b এবং 11) এবং একটি বৈদ্যুতিক মেশিন পরিবর্ধক 1EMU (চিত্র IX.106)।
ইলেকট্রনিক এমপ্লিফায়ারের আউটপুটে, বৈদ্যুতিক মেশিন পরিবর্ধক 1EMU-এর কন্ট্রোল উইন্ডিং 10U1 এবং 10UP সংযুক্ত থাকে, যা টেবিল ড্রাইভের বৈদ্যুতিক মোটর D1 এর আর্মেচার উইন্ডিং ফিড করে।
বৈদ্যুতিন পরিবর্ধক 1EU-এর ইনপুটে, অমিল কোণের উপস্থিতিতে, সেলসিন-সেন্সর 1SDT বা ট্রান্সফরমার 1T1 এর উইন্ডিং থেকে নেওয়া ড্রাইভিং সিগন্যালের ভোল্টেজের পার্থক্য এবং ট্যাকোজেনারেটর 1T G-এর ভোল্টেজ।
ড্রাইভিং সিগন্যালের ভোল্টেজ বৃদ্ধির সাথে, 1EU এর ইনপুটে ভোল্টেজ বৃদ্ধি পায়, 1EMU এর উত্তেজনা এবং ভোল্টেজ বৃদ্ধি পায়, যার ফলস্বরূপ বৈদ্যুতিক মোটর D1 এর বিপ্লবের সংখ্যা বৃদ্ধি পায়। সেটিং সংকেত হ্রাসের সাথে, বৈদ্যুতিক মোটর D1 এর বিপ্লবের সংখ্যা সেই অনুযায়ী হ্রাস পায়।
সেটিং সিগন্যালের একটি ধ্রুবক মান সহ, লোড বৃদ্ধি ইত্যাদির ফলে, বৈদ্যুতিক মোটরের বিপ্লবের সংখ্যা হ্রাস পাবে; এটি ট্যাকোজেনারেটরের ভোল্টেজ হ্রাস করে এবং 1EU এর ইনপুটে ভোল্টেজ বাড়ায়, যার ফলস্বরূপ YuMU এর উত্তেজনা এবং ভোল্টেজ বৃদ্ধি পায় এবং বৈদ্যুতিক মোটরের গতি পুনরুদ্ধার করা হবে।
তাই সমর্থিত ধ্রুব গতিটেবিল আন্দোলন।
বৈদ্যুতিক মোটর D1 - OV1D এবং tachogenerator OB1T এর উত্তেজনা উইন্ডিংগুলি সেলেনিয়াম রেকটিফায়ার VSV এর ভোল্টেজ দ্বারা চালিত হয়।
বৈদ্যুতিক মোটরগুলির উত্তাপ কমাতে যখন সেগুলি বন্ধ করা হয়, SEV এর প্রতিরোধকে উত্তেজনা উইন্ডিংগুলির সাথে সিরিজে প্রবর্তন করা হয়।
ইলেকট্রনিক পরিবর্ধক স্থিতিশীল ভোল্টেজ দ্বারা চালিত হয়.
ইঞ্জিন D1-এর গতিতে উল্লেখযোগ্য বৃদ্ধির জন্য, টেকোজেনারেটরের উত্তেজনাপূর্ণ বায়ুর সাথে ধারাবাহিকভাবে রেজিস্ট্যান্স 1C5 চালু করা হয় এবং একটি সঠিক সেলসিন, রেজিস্ট্যান্স 1C6 থেকে কাজ করার সময় গতিতে সামান্য বৃদ্ধির জন্য।
স্থানাঙ্কের একটি প্রাথমিক সেটের সাথে কাজ করার সময় টেবিল বা স্লেজের গতিবিধি অমিলের কোণের চিহ্ন দ্বারা নির্ধারিত হয়, অর্থাৎ, মাস্টার সিঙ্ক্রোস 1SDT, 1SDG-এর রোটারগুলির ঘূর্ণনের দিকনির্দেশ। যখন অপারেটর এই সেলসিনগুলিকে ঘুরিয়ে দেয়, তখন তাদের উইন্ডিংগুলিতে একটি অমিল ভোল্টেজ প্রদর্শিত হয়, যা ফেজ-সংবেদনশীল ইউনিটের ইনপুট (চিত্র IX.10B) দেওয়া হয়।
রিলে RP এবং RP1 এর অবস্থানের উপর নির্ভর করে, 6N2P ল্যাম্পের গ্রিডে এক বা অন্য ভোল্টেজ সরবরাহ করা হয়। 6N2P ল্যাম্পের অ্যানোড সার্কিট একটি স্থিতিশীল বিকল্প বর্তমান ভোল্টেজ দ্বারা চালিত হয়। যখন বিভিন্ন ধরণের অমিল ভোল্টেজগুলি এর গ্রিডে সুইচ করা হয় (অ্যানোড সার্কিটের ভোল্টেজের সাথে পর্যায়ক্রমে বা 180 ° দ্বারা স্থানান্তরিত হয়), ফেজ-সংবেদনশীল রিলে 1РФЧ এর এক বা অন্য যোগাযোগ বন্ধ হয়ে যায় (চিত্র IX.10, b) , গ)। 1РВ রিলে 1РВ রিলে কয়েল সার্কিট (চিত্র IX.10, b) টেবিলটিকে ডানে বা 1РН রিলে কয়েল সার্কিটকে বাম দিকে সরানোর জন্য প্রস্তুত করে।
চলাচলের দিকটি সংকেত বাতি দ্বারা নির্দেশিত হয়। বৈদ্যুতিক সার্কিট টেবিল এবং স্লেজের বৈদ্যুতিক মোটরগুলিকে চাপ দেওয়ার পরেই চালু করার সম্ভাবনা সরবরাহ করে। কন্ট্রোল প্যানেলে একটি বোতাম টিপে ক্ল্যাম্পিং এবং স্পিনিং ঘটে।
স্থানাঙ্কের প্রাথমিক সেটের জন্য একটি ডিভাইসের সাহায্যে, স্থানাঙ্ক সেট করার সময় আন্দোলনের গণনা 0.1 মিমি নির্ভুলতার সাথে সেট করা হয়। একটি প্রদত্ত স্থানাঙ্কের 0.5 মিমি মধ্যে একটি বিন্দুতে খনির কাজ করা হয়। সুনির্দিষ্ট ইনস্টলেশনের জন্য পর্দার উপর নিয়ন্ত্রণ সহ ম্যানুয়াল আন্দোলনের প্রয়োজন।
টেবিল এবং স্লেজ সরানোর জন্য ম্যানুয়ালি ড্রাইভ নিয়ন্ত্রণ করার সময়, অপারেটর 1RSD রেগুলেটর ব্যবহার করে (চিত্র IX.10, b)। টেবিলটি দ্রুত সরানোর জন্য, 1 আরএসডি নিয়ন্ত্রকটি চরম অবস্থানে স্থাপন করা হয়, যা ট্যাকোজেনারেটরের ভোল্টেজ হ্রাসের দিকে পরিচালিত করে এবং ফলস্বরূপ, বৈদ্যুতিক মোটর ডি 1 এর ঘূর্ণনের গতি বৃদ্ধি করে। চরম অবস্থানে, টেবিলের আন্দোলন সীমা সুইচ দ্বারা সীমাবদ্ধ।
2A450 একটি ফেজ-সংবেদনশীল ইউনিট এবং একটি ইলেকট্রনিক পরিবর্ধকের চিত্র

ফেজ-সংবেদনশীল ব্লকের স্কিম
- TRF - বিচ্ছিন্ন ট্রান্সফরমার
- C21, C22 - গ্রিড প্রতিরোধ
- C23, C24 - বিভাজক প্রতিরোধের
- C25 - প্রতিরোধের ভারসাম্য
- C26 - সুনির্দিষ্ট সেলসিনের ইনপুটের জন্য সংবেদনশীলতা নিয়ন্ত্রক
- C27 - নির্বাচক সংবেদনশীলতা নিয়ন্ত্রক
- আরপি - নির্বাচক রিলে
- RP1 - সংকেত গুণন রিলে নির্বাচক রিলে
- RFCch - ফেজ-সংবেদনশীল রিলে
- E10, E11, E12 - ফিল্টার ক্যাপাসিটার
- EL11 - ডবল ট্রায়োড
- ভিজিপি - জার্মেনিয়াম নির্বাচক সংশোধনকারী
2A450 জিগ বোরিং মেশিন। ভিডিও।
জিগ বোরিং মেশিন 2A450 এর প্রযুক্তিগত বৈশিষ্ট্য
| পরামিতি নাম | 2A450 | |
|---|---|---|
| মেশিনের প্রধান পরামিতি | ||
| টেবিলের কাজের পৃষ্ঠ, মিমি | 1100 x 630 | |
| প্রক্রিয়াজাত পণ্যের বৃহত্তম ভর, কেজি | 600 | |
| ইস্পাত বৃহত্তম ড্রিলিং ব্যাস 45, মিমি | 30 | |
| ইস্পাত বৃহত্তম বিরক্তিকর ব্যাস 45, মিমি | 250 | |
| স্পিন্ডেলের শেষ থেকে টেবিলের সবচেয়ে ছোট এবং বৃহত্তম দূরত্ব, মিমি | 250...750 | |
| টেবিলের সর্বশ্রেষ্ঠ আন্দোলন, মিমি | 1000 x 630 | |
| স্পিন্ডেলের সর্বশ্রেষ্ঠ উল্লম্ব (ভ্রমণ) আন্দোলন (ম্যানুয়াল, যান্ত্রিক), মিমি | 250 | |
| হেডস্টকের সর্বশ্রেষ্ঠ উল্লম্ব আন্দোলন (সামঞ্জস্য), মিমি | 250 | |
| টাকু অক্ষ থেকে আলনা পর্যন্ত দূরত্ব (স্পিন্ডল ওভারহ্যাং), মিমি | 710 | |
| টাকু ভিতরের টেপার | বিশেষ | |
| ক্ল্যাম্প করা টুলের সবচেয়ে বড় টেপার | মোর্স 4 | |
| রেলের সাথে টাকু বাক্স সংযুক্ত করা হচ্ছে | ম্যানুয়াল | |
| ফিড প্রক্রিয়া ওভারলোড সুরক্ষা | এখানে | |
| টেবিলে টি-স্লটের সংখ্যা | 7 | |
| টেবিলের ত্বরিত আন্দোলনের মান, মিমি/মিনিট | 1200 | |
| মিলিংয়ের সময় কাজের ফিডের সীমা, মিমি/মিনিট | 30...200 | |
| স্থানাঙ্ক সেট করার জন্য রাস্টার গ্রিড ভাগ করার মূল্য, মিমি | 0,002 | |
| স্পিন্ডেল গতি (b/s রেগুলেশন), rpm | 50...2000 | |
| স্পিন্ডেল বিপ্লব প্রতি কাজের ফিডের সীমা (b/s রেগুলেশন), মিমি | 0,03...0,16 | |
| ড্রাইভ ইউনিট | ||
| মেশিনে বৈদ্যুতিক মোটরের সংখ্যা | 6 | |
| প্রধান ড্রাইভ বৈদ্যুতিক মোটর পাওয়ার, কিলোওয়াট | 4,5 | |
| প্রধান ড্রাইভ বৈদ্যুতিক মোটর, rpm | 1800 | |
| টেবিল আন্দোলন ড্রাইভ. শক্তি, kWt | 0,245 | |
| টেবিল আন্দোলন ড্রাইভ, rpm | 3600 | |
| স্লাইডার আন্দোলন ড্রাইভ. শক্তি, kWt | 0,245 | |
| স্লাইডার আন্দোলন ড্রাইভ, rpm | 3600 | |
এটি অক্ষের বিন্যাস সহ গর্ত প্রক্রিয়াকরণের উদ্দেশ্যে করা হয়েছে, যার মধ্যে মাত্রাগুলি একটি আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থায় দেওয়া হয়।
মেশিনে বোরিংয়ের পাশাপাশি, প্রয়োজনে, ড্রিলিং, হালকা (সূক্ষ্ম) মিলিং, চিহ্নিত করা এবং রৈখিক মাত্রা পরীক্ষা করা, বিশেষ কেন্দ্রের দূরত্বে, সঞ্চালিত করা যেতে পারে।
মেশিনের সাথে সরবরাহ করা ঘূর্ণমান টেবিল এবং অন্যান্য আনুষাঙ্গিক ব্যবহার করে, মেরু স্থানাঙ্ক সিস্টেমে নির্দিষ্ট মেশিনের ছিদ্র, ঝোঁক এবং পারস্পরিকভাবে লম্ব ছিদ্র এবং বাঁকানো প্রান্তের পৃষ্ঠগুলিও সম্ভব।
মেশিনটি বিশেষ সরঞ্জাম ছাড়াই যন্ত্রাংশের সুনির্দিষ্ট মেশিনিংয়ের জন্য সরঞ্জামের দোকানে এবং উত্পাদনের দোকানে উভয় কাজের জন্য উপযুক্ত।
মেশিন 2A450 এর প্রযুক্তিগত বৈশিষ্ট্যএটি নির্দিষ্ট কাজ করার জন্য মেশিনের উপযুক্ততার প্রধান সূচক। জিগ বোরিং মেশিনগুলির জন্য, প্রধান বৈশিষ্ট্যগুলি হল:
- টেবিল শীর্ষ আকার
- বৃহত্তম তুরপুন প্রক্রিয়াকরণ ব্যাস
- সবচেয়ে বড় বাঁক ব্যাস
- টাকুটির শেষ থেকে টেবিলের কাজের পৃষ্ঠের দূরত্ব
- প্রতি মিনিটে টাকু বিপ্লব
নীচে 2A450 স্ক্রু-কাটিং লেদ এর প্রযুক্তিগত বৈশিষ্ট্য সহ একটি টেবিল রয়েছে। আরও বিশদে, স্ক্রু-কাটিং লেদটির প্রযুক্তিগত বৈশিষ্ট্যগুলি মেশিন 2A450 এর পাসপোর্টে পাওয়া যাবে
| প্যারামিটারের নাম | ইউনিট। | পরিমাণ |
| টেবিলের কাজের পৃষ্ঠ (LxW) | মিমি | |
| টেবিলের সর্বশ্রেষ্ঠ অনুদৈর্ঘ্য আন্দোলন | ||
| টেবিলের সর্বশ্রেষ্ঠ অনুপ্রস্থ আন্দোলন | ||
| টাকুটির শেষ থেকে টেবিলের কার্যকারী পৃষ্ঠের দূরত্ব | মিমি | 250...750 |
| সর্বোচ্চ টাকু ভ্রমণ | ||
| একটি আলনা থেকে একটি টাকু প্রস্থান | ||
| স্পিন্ডেল গতি সীমা (পদবিহীন) | আরপিএম | 50...2000 |
| প্রতি টাকু বিপ্লব ফিড সীমা | ||
| কঠিন উপাদান ইস্পাত মধ্যে সর্বোচ্চ তুরপুন ব্যাস | ||
| বড় বোর ব্যাস | ||
| মেশিন টেবিলে ইনস্টল করার সময় অনুমোদিত ওয়ার্কপিস ওজন | ||
| টেবিল এবং স্লেজের দ্রুত চলাচলের পরিমাণ | ||
| মিলিংয়ের সময় পণ্যের চলাচলের পরিমাণ | ||
| টাকু মোটর শক্তি | ||
| টাকু মোটর গতি | ||
| মেশিনের মাত্রা | 2670x3305x1266 |
|
| মেশিনের ওজন |
মনোযোগ!উপরের টেবিলের স্পেসিফিকেশন শুধুমাত্র রেফারেন্সের জন্য। বিভিন্ন নির্মাতারা এবং বিভিন্ন বছরে উত্পাদিত মেশিন টুলের বৈশিষ্ট্য থাকতে পারে যা টেবিলে দেওয়া থেকে আলাদা।
মেশিনের পাসপোর্ট 2A450
এই নির্দেশিকা ম্যানুয়াল " মেশিনের পাসপোর্ট 2A450"এই মেশিনের রক্ষণাবেক্ষণ কর্মীদের এবং এই মেশিনের কাজের সাথে সরাসরি জড়িত কর্মচারী উভয়ের জন্য প্রয়োজনীয় তথ্য রয়েছে। এই ম্যানুয়ালটি PDF ফরম্যাটে একটি ইলেকট্রনিক সংস্করণ, আসল কাগজের সংস্করণ। এই ডকুমেন্টেশনে পাসপোর্ট এবং ম্যানুয়াল রয়েছে (নির্দেশ) মেশিন 2A450 পরিচালনার জন্য।
- মেশিনের উদ্দেশ্য
- মেশিনের প্রযুক্তিগত বৈশিষ্ট্য
- মেশিনের অপারেটিং অবস্থার জন্য প্রয়োজনীয়তা
- মেশিনের পরিবহন
- মেশিনের ইনস্টলেশন এবং বৈদ্যুতিক নেটওয়ার্কের সাথে সংযোগ
- জিগ বোরিং মেশিনের পাসপোর্ট
- মেশিনের কাইনেমেটিক ডায়াগ্রামের বর্ণনা
- লঞ্চ প্রস্তুতি
- মেশিন নিয়ন্ত্রণ
- অপটিক্যাল সমন্বয় রেফারেন্স সিস্টেম
- মেশিন নিরাপত্তা
আপনি নীচের লিঙ্ক থেকে ভাল মানের 2A450 জিগ বোরিং মেশিনের পাসপোর্ট ডাউনলোড করতে পারেন।
মেশিন 2A450 পাসপোর্ট, বিরক্তিকর সমন্বয়. বিনামুল্যে ডাউনলোড.
মেশিন 2A450 এর কাইনেমেটিক ডায়াগ্রাম"
আপনি নীচের লিঙ্ক থেকে ভাল মানের 2A450 জিগ বোরিং মেশিনের কাইনেমেটিক ডায়াগ্রাম ডাউনলোড করতে পারেন।
মেশিন 2A450 এর কাইনেমেটিক ডায়াগ্রাম। বিনামুল্যে ডাউনলোড.
মেশিন 2A450 এর বৈদ্যুতিক চিত্র
নীচে একটি ডকুমেন্টেশন পৃষ্ঠার একটি স্কেচ" মেশিনের স্কিম 2A450"
আপনি নীচের লিঙ্ক থেকে ভাল মানের 2A450 জিগ বোরিং মেশিনের বৈদ্যুতিক সার্কিট বিনামূল্যে ডাউনলোড করতে পারেন:
মেশিন 2A450 এর বৈদ্যুতিক চিত্র, জিগ বিরক্তিকর। বিনামুল্যে ডাউনলোড.
আপনি নীচের লিঙ্কে "মেশিন 2A450" সম্পর্কে আরও অতিরিক্ত তথ্য দেখতে পারেন:
জিগ বোরিং মেশিন 2A450, 2D450, 2E450, 2E450AF30, 2450 টুলের দোকানে (কন্ডাক্টর এবং ফিক্সচারের প্রক্রিয়াকরণ) এবং বিশেষ সরঞ্জাম ছাড়াই যন্ত্রাংশের নির্ভুল মেশিনের জন্য উত্পাদন দোকানে কাজ করার জন্য ব্যবহৃত হয়। মেশিনটি অপটিক্যাল স্ক্রিন রিডিং ডিভাইস দিয়ে সজ্জিত যা আপনাকে স্থানাঙ্কের আকারের পূর্ণসংখ্যা এবং ভগ্নাংশের অংশ গণনা করতে দেয়। সাধারণ অপারেটিং অবস্থার অধীনে, মেশিনটি একটি আয়তক্ষেত্রাকার স্থানাঙ্ক সিস্টেম - 0.004 মিমি-তে কেন্দ্র থেকে কেন্দ্রের দূরত্ব নির্ধারণের যথার্থতা নিশ্চিত করে।
মেশিন 2A450 - একক-কলাম টাইপ, অনুদৈর্ঘ্য এবং অনুপ্রস্থ আন্দোলন সহ একটি আয়তক্ষেত্রাকার টেবিল রয়েছে। টাকু মাথার সামঞ্জস্য আন্দোলন প্রদান করা হয়.
অনুদৈর্ঘ্য এবং তির্যক দিকগুলিতে টেবিলের কার্যকারী এবং ত্বরান্বিত গতিবিধি বিস্তৃত নিয়ন্ত্রণের সাথে বৈদ্যুতিক ড্রাইভ দ্বারা সঞ্চালিত হয়, যা মিলিংয়ের সময় মেশিনের দৃঢ়তা এবং উত্পাদনশীলতা বৃদ্ধি করা সম্ভব করে।
একটি প্রদত্ত স্থানাঙ্কে টেবিলের সুনির্দিষ্ট সেটিং একটি হ্যান্ডহুইল দিয়ে ম্যানুয়ালি করা হয়। মেশিনটি একটি ডিজিটাল ইঙ্গিত ডিভাইস দিয়ে সজ্জিত, যা অপারেটরকে 0.001 মিমি রেজোলিউশনের সাথে স্থানাঙ্ক সেট করতে সক্ষম করে।
স্পিন্ডেল ঘূর্ণন একটি তিন-পর্যায়ের গিয়ারবক্সের মাধ্যমে একটি সামঞ্জস্যযোগ্য এসি বৈদ্যুতিক ড্রাইভ থেকে বাহিত হয়। স্পিন্ডল ফিডগুলি ঘর্ষণ ভেরিয়েটার ব্যবহার করে ধাপহীনভাবে সঞ্চালিত হয়। একটি নির্দিষ্ট গভীরতায় স্পিন্ডল ফিডের স্বয়ংক্রিয়ভাবে বন্ধ করার জন্য একটি প্রক্রিয়া রয়েছে।
মেশিনটিতে টেবিলের যান্ত্রিক ক্ল্যাম্প, স্লেজ এবং হেডস্টকের ম্যানুয়াল ক্ল্যাম্পিং দেওয়া হয়।
****
GOST 8-71 অনুযায়ী মেশিনের নির্ভুলতা ক্লাস A
টেবিল কাজের পৃষ্ঠ (দৈর্ঘ্য x প্রস্থ), মিমি 1100x630
টেবিলের সর্বশ্রেষ্ঠ আন্দোলন, মিমি:
অনুদৈর্ঘ্য
অনুপ্রস্থ
lO0O
630
টাকু নাক থেকে টেবিল পৃষ্ঠের দূরত্ব, মিমি:
সর্বশ্রেষ্ঠ
অন্তত
750
250
টাকু অক্ষ থেকে আলনা পর্যন্ত দূরত্ব (আউটরিচ), মিমি 710
বৃহত্তম ড্রিলিং ব্যাস, মিমি 30
সবচেয়ে বড় বিরক্তিকর ব্যাস, মিমি 250
প্রক্রিয়াজাত পণ্যের সর্বাধিক ওজন, কেজি 600
সমন্বয় সেটিং রেজোলিউশন, মিমি 0.001
স্থানাঙ্ক সেটিং নির্ভুলতা, মিমি 0.005
ইউনিভার্সাল টার্নিং টেবিলের ব্যাস, মিমি 440
অনুভূমিক ঘূর্ণমান টেবিলের ব্যাস, মিমি 600
স্পিন্ডল বোর টেপার (বিশেষ) 5°
মোর্স টুল নং এ এর বৃহত্তম টেপার
টাকুটির সর্বশ্রেষ্ঠ নড়াচড়া, মিমি 250
টাকু মাথার সর্বশ্রেষ্ঠ নড়াচড়া, মিমি 250
স্পিন্ডেল RPM সীমা 50-2000
স্পিন্ডেল ফিড সীমা, মিমি/রেভ। ০.০৩-০.১৬
টেবিল ভ্রমণের গতি, মিমি/মিনিট কাজ (মিলিংয়ের সময়):
কাজ করা (যখন মিলিং)
ত্বরান্বিত
টেবিল এবং স্লাইড ভ্রমণ সহ মেশিনের মাত্রা (দৈর্ঘ্য x প্রস্থ x উচ্চতা), মিমি
মেশিনের ওজন (বৈদ্যুতিক ক্যাবিনেট এবং আনুষাঙ্গিক ছাড়া), কেজি
20..315
1200
2670 x 3305 x 2660
7300
পরিবর্তন
- 2450, 2L450A - X এবং Y অক্ষ বরাবর একটি অপটিক্যাল স্থানাঙ্ক সিস্টেম সহ 1100 x 630 কোঅর্ডিনেট বোরিং মেশিন
- 2A450AF10, 2D450AF10 - X এবং Y অক্ষ (DRO) বরাবর একটি ডিজিটাল ইঙ্গিত ডিভাইস সহ জিগ বোরিং মেশিন। ইলেকট্রনিক ফ্লাইহুইল মোড।
- 2D450AF11-01, 2L450AF11-01 - X, Y এবং Z অক্ষ বরাবর একটি ডিজিটাল ইঙ্গিত ডিভাইস এবং X এবং Y অক্ষ বরাবর স্থানাঙ্কের একটি প্রাথমিক সেট সহ জিগ বোরিং মেশিন। এখানে একটি সার্ভো পজিশনিং মোড এবং একটি ইলেকট্রনিক ফ্লাইহুইল মোড রয়েছে টেবিল আন্দোলনের রেজোলিউশন 0.001 এবং 0.01 মিমি।
- 2L450A, 2L450AF11-015, 2L450AF4-02 - 400 মিমি ফেসপ্লেট ব্যাস সহ একটি সার্বজনীন রোটারি ডিভাইডিং টেবিল সহ জিগ বোরিং মেশিন।
- 2E450AF30 - X এবং Y অক্ষ বরাবর একটি ইন্টারেক্টিভ মোডে একটি প্রক্রিয়াকরণ প্রোগ্রাম সেট করার ক্ষমতা এবং Z অক্ষ বরাবর স্থানাঙ্কের ডিজিটাল ইঙ্গিত সহ একটি সংখ্যাসূচক নিয়ন্ত্রণ ডিভাইস (CNC) সহ একটি জিগ বোরিং মেশিন।
- 2450A, 2D450, 2D450A, 2E450A - X এবং Y অক্ষ বরাবর একটি অপটিক্যাল স্থানাঙ্ক ব্যবস্থা সহ 1120 x 630 কোঅর্ডিনেট বোরিং মেশিন
- 2450AF1, 2D450AF1, 2E450AF1 - ডিজিটাল ইঙ্গিত ডিভাইস (DRO) সহ জিগ বোরিং মেশিন
- 2450AF2, 2D450AMF2, 2E450AMF4, 2L450AF4-02 - সংখ্যাসূচক নিয়ন্ত্রণ সহ জিগ বোরিং মেশিন (CNC)
- 2E450AF4, 2E450AMF4 - X, Y এবং Z অক্ষ বরাবর কনট্যুরিং সহ একটি সংখ্যাসূচক নিয়ন্ত্রণ ডিভাইস (CNC) সহ একটি জিগ বোরিং মেশিন৷ গ্রাফিক মনিটর আপনাকে অক্ষ বরাবর সরানো ছাড়াই প্রোগ্রামগুলি ডিবাগ করতে দেয়৷ পার্ট প্রোগ্রামগুলি স্ট্যান্ডার্ড টেক্সট ফাইল বা স্বয়ংক্রিয় সিস্টেমের সাথে অনলাইনে প্রস্তুত করা যেতে পারে।










কিভাবে বুঝবেন: বিড়ালছানা তুলতুলে হবে?
গর্ভবতী মহিলাদের জন্য কি ধরনের হালকা অ্যালকোহল পান করা যেতে পারে: মদ্যপানের পরিণতি
কেন গর্ভবতী মহিলাদের পায়ের গোড়ালি এবং পায়ের গোড়ালিতে পা ফুলে যায়: কারণ এবং চিকিত্সার পদ্ধতি
প্রিন্স হ্যারি এবং মেঘান মার্কেলের বিবাহ: বিবাহের কলঙ্কজনক এবং গোপন বিবরণ (ছবি) প্রিন্স হ্যারি বছরের এনটিভির ভবিষ্যতের বিবাহ
শীতের জন্য সাদা বরই কীভাবে বন্ধ করবেন