বিভাগ 3 কন্ট্রোল সিস্টেম প্রযুক্তিগত সরঞ্জাম
বিষয় 3.1 সরঞ্জাম নিয়ন্ত্রণ ব্যবস্থার শ্রেণীবিভাগ
1. প্রযুক্তিগত সরঞ্জামের জন্য বিভিন্ন ধরণের নিয়ন্ত্রণ ব্যবস্থা
2. নিয়ন্ত্রণ ব্যবস্থার বৈশিষ্ট্য এবং বৈশিষ্ট্য
3. সরঞ্জাম নিয়ন্ত্রণ ব্যবস্থার কাঠামো
1.নিয়ন্ত্রণ - এটি গুণগত বা পরিমাণগতভাবে পরামিতি পরিবর্তন করতে এবং নির্দিষ্ট লক্ষ্য অর্জনের জন্য যে কোনও বস্তু বা চলমান প্রক্রিয়ার উপর একটি উদ্দেশ্যমূলক প্রভাব।
সফটওয়্যার বা সফটওয়্যার - সংজ্ঞা, প্রকার, ব্যবহার
এটি একটি শব্দ যা প্রযুক্তিগত ক্ষেত্রে ব্যবহৃত কম্পিউটার অ্যাপ্লিকেশনগুলিকে সংজ্ঞায়িত করতে ব্যবহৃত হয় যা যেকোন ইলেকট্রনিক সিস্টেম নিয়ন্ত্রণ এবং নিরীক্ষণ করতে ব্যবহৃত হয়। উপরে ইংরেজী ভাষাএই শব্দটি সাধারণত যে কোনও ক্ষেত্রে ব্যবহৃত হয় কম্পিউটার প্রোগ্রামযে কোন এলাকায়।
একটি অপারেটিং সিস্টেম হল সফ্টওয়্যারের একটি বিভাগ যা ব্যবহারকারী আইটি অ্যাপ্লিকেশনগুলিতে অনেকগুলি মূল বৈশিষ্ট্য এবং পরিষেবা সরবরাহ করে। অপারেটিং সিস্টেম হল ইউজার এবং এর মধ্যে ইউজার ইন্টারফেস ইলেকট্রনিক সিস্টেমযা তিনি নিয়ন্ত্রণ করেন।
একটি প্রযুক্তিগত বস্তুর যে কোনো ব্যবস্থাপনা নিম্নলিখিত উপাদানগুলি অন্তর্ভুক্ত করে:
পরিচালিত বস্তু সম্পর্কে প্রাথমিক তথ্য সংগ্রহ (UE তে নথিভুক্ত পণ্য, সরঞ্জাম এবং প্রক্রিয়াকরণ পদ্ধতি সম্পর্কে তথ্য), সেকেন্ডারি তথ্য (পরিচালনার সময় প্রাপ্ত তথ্য)
প্রাপ্ত তথ্য প্রক্রিয়াকরণ (প্রয়োজনীয় গণনা, তথ্য বিশ্লেষণ, পরীক্ষা শর্তাবলী, ইত্যাদি সঞ্চালন);
অপারেটিং সিস্টেম আপনাকে স্টোরেজ মাধ্যম থেকে তথ্য লিখতে এবং পড়তে, নেটওয়ার্ক ইন্টারফেসের মাধ্যমে তথ্য পাঠাতে এবং গ্রহণ করতে, সংযুক্ত ভিডিও ক্যামেরা অ্যাক্সেস করতে, নথি মুদ্রণ করতে দেয় ইত্যাদি। সফ্টওয়্যার এমন সফ্টওয়্যার যা ব্যবহারের প্রয়োজন হয় অপারেটিং সিস্টেম. সফ্টওয়্যারটি সরাসরি হার্ডওয়্যারে অ্যাক্সেস করতে পারে না, তবে শুধুমাত্র অপারেটিং সিস্টেম দ্বারা প্রদত্ত ফাংশনের মাধ্যমে।
§2.4। মাইক্রোকন্ট্রোলারে পাঠানোর জন্য একটি ড্রিলিং ফাইলের গঠন
সফ্টওয়্যার অ্যাপ্লিকেশন স্প্রেডশীট বা পাঠ্য সম্পাদনা, ভিডিও সম্পাদনা, মিডিয়া প্লেব্যাক, ওয়েব ব্রাউজিং, নিয়ন্ত্রণ প্রযুক্তির জন্য সফ্টওয়্যার হতে পারে প্রযুক্তিগত প্রক্রিয়া. সাইটের শর্তাবলী: সাইটের বিষয়বস্তু, সাইটে যেখানেই এটি অবস্থিত তা নির্বিশেষে, এবং তার প্রকার নির্বিশেষে, শুধুমাত্র ব্যক্তিগত ব্যবহারের জন্য ব্যবহার করা যেতে পারে।
উপসংহার এবং প্রয়োজনীয় সিদ্ধান্ত গ্রহণ;
নিয়ন্ত্রণ কর্ম প্রদান.
সিএনসিসবচেয়ে সম্পূর্ণ এবং দক্ষতার সাথে সমস্ত উপাদান প্রয়োগ করে স্বয়ংক্রিয় নিয়ন্ত্রণ. CNC প্রযুক্তিগত সরঞ্জামগুলিতে নমনীয়তা দেয়, যেহেতু এটিকে একটি নতুন ধরণের প্রযুক্তিগত প্রক্রিয়াতে পুনর্গঠন করে, পণ্যগুলি উপকরনগুলিকে পুনরায় কনফিগার করতে এবং ডেটা অ্যারেতে নতুন প্যারামিটারগুলিকে ওভাররাইট করার সাথে নতুন নিয়ন্ত্রণ প্রোগ্রামগুলির সাথে CNC লোড করার জন্য নেমে আসে।
ব্যক্তিগত ব্যবহার ব্যতীত অন্য উদ্দেশ্যে তৃতীয় পক্ষের দ্বারা সাইটে পোস্ট করা সামগ্রীর যে কোনও ব্যবহার শুধুমাত্র সাইটের পূর্ব লিখিত সম্মতিতে করা যেতে পারে। নিম্নলিখিত ব্যতিক্রমগুলি সহ, ব্যক্তিগত ব্যবহার ব্যতীত অন্য উদ্দেশ্যে তৈরি করা এই সাইট বা এর যে কোনও অংশের বিষয়বস্তু কপি, নিষ্কাশন, পুনরুত্পাদন, প্রকাশ, প্রেরণ, বিক্রয়, আংশিকভাবে, সম্পূর্ণ বা সংশোধন করা নিষিদ্ধ।
কোন ডিজিটাল ডিসপ্লে সফ্টওয়্যার আমার ব্যবসার জন্য সবচেয়ে উপযুক্ত?
সাইটের অনুমতি ছাড়াই প্রকাশিত নিবন্ধের টুকরো পুনরুত্পাদন করার অনুমতি দেওয়া হয়। . আপনি ডিজিটাল প্রদর্শনের জগতে খনন করতে চলেছেন৷ আপনি আপনার সুবিধা সম্পর্কে সচেতন এবং আপনি সেগুলি ব্যবহার করতে চান৷ পরবর্তী ধাপ হল সবচেয়ে বেশি ব্যবহৃত, মূল্যবান এবং আপ-টু-ডেট ডিজিটাল ডিসপ্লে সফ্টওয়্যার বেছে নেওয়া।
STO শ্রেণীবিভাগ।
গঠন দ্বারা:একক পর্যায় এবং দুই পর্যায়।
1. একক-পর্যায় - কেন্দ্রীয় নিয়ন্ত্রণ কেন্দ্রে (CDP) সমস্ত উত্পাদন সুবিধা এবং কমপ্লেক্স সহ সরাসরি যোগাযোগ লাইন এবং টেলিমেকানিক্স চ্যানেল রয়েছে।
2. দুই-পর্যায় - মধ্যবর্তী পয়েন্ট (অপারেটর বা প্রেরণকারীর) মাধ্যমে যোগাযোগ করা হয়।
§1.1। সংখ্যাগত নিয়ন্ত্রণ সহ সরঞ্জাম। উদ্দেশ্য, ফাংশন, বিদ্যমান সমাধান এবং মডেল
ডিজিটালের সংখ্যা বাড়ছে বহিরঙ্গন বিজ্ঞাপনআরও ব্যবহারকারী-বান্ধব সফ্টওয়্যার বৈশিষ্ট্য তৈরি করে। আপনার পছন্দের ডিজিটাল ডিসপ্লের উপর নির্ভর করে আপনার প্রয়োজন অনুসারে হার্ডওয়্যারের প্রয়োজন হবে। সংক্ষেপে, আপনি যে সফ্টওয়্যারটি চয়ন করেন তা ব্যবহারকারীদের কাছে আপনার প্রতিবেদনের জন্য সিদ্ধান্তকারী ফ্যাক্টর হবে। আপনার বার্তা কার্যকর হতে হবে নতুবা আপনার ডিজিটাল বিজ্ঞাপন প্রচার ব্যর্থ হবে।
ব্যবহারের প্রকৃতি দ্বারা:
1. প্রক্রিয়া চলাকালীন তাত্ক্ষণিক হস্তক্ষেপের জন্য;
2. ব্যবস্থাপনার সংগঠন উন্নত করা;
3. নতুন স্কিম এবং ডিজাইন তৈরি করা, মেশিন এবং সিস্টেম উন্নত করা।
কেন্দ্রীকরণের ডিগ্রি অনুসারে:
1. কেন্দ্রীভূত (একটি একক কমান্ড যন্ত্রের সিস্টেমে উপস্থিতি দ্বারা চিহ্নিত করা হয়, যার সাহায্যে মেশিনের কার্যকারী সংস্থাগুলিতে নিয়ন্ত্রণ ক্রিয়া সঞ্চালিত হয়, যা প্রয়োজনীয় ক্রম, গতি, ফিড, চলাচলের পরিমাণ নির্ধারণ করে। )
এটি কেনার জন্য একটি বুদ্ধিমান সিদ্ধান্ত নেওয়ার জন্য ডিজিটাল ডিসপ্লের সাথে কাজ করার জন্য আপনাকে কী কী বৈশিষ্ট্য এবং ফাংশন ব্যবহার করতে হবে তা দেখে নেওয়া যাক। আপনি কি স্ক্রিনে উচ্চ-মানের ছবি, ফটো এবং অন্যান্য সামগ্রী অনুবাদ করতে সক্ষম হবেন? আপনি যদি নির্দিষ্ট সময়ে নির্দিষ্ট শ্রোতাদের কাছে সামগ্রী সরবরাহ করতে চান তবে সফ্টওয়্যার বিক্রেতাকে অবশ্যই পণ্যটিতে ক্লায়েন্ট শিডিউলিং ক্ষমতা সেট আপ করতে হবে যাতে ইনকামিং ডেটার উপর ভিত্তি করে নির্দিষ্ট সামগ্রী প্রদর্শন করা যায়।
আবহাওয়া ঠান্ডা বা ভেজা থাকলে, মেনু গরম মরিচের সস বা কফি দিয়ে সাড়া দেয়। অন্যথায়, যখন ক্ষেত্রটি 30 ডিগ্রি হয়, তখন মেনুতে ঠান্ডা পানীয় বা হিমায়িত ক্রিমের বিষয়বস্তু প্রদর্শিত হতে পারে। কাস্টম ডিজিটাল ডিসপ্লে সফ্টওয়্যার গ্রাহকের চাহিদা অনুযায়ী যেকোনো ডিজিটাল মার্কেটিং ক্যাম্পেইনের কর্মক্ষমতাকে ব্যাপকভাবে উন্নত করতে পারে।
সুবিধাদি- কমপ্যাক্টনেস, যোগাযোগ লাইনের সংক্ষিপ্ত দৈর্ঘ্য।
ত্রুটি- কমান্ড যন্ত্রের নকশা পরিবর্তনের কারণে পুনরায় সরঞ্জামের জন্য উল্লেখযোগ্য খরচ।
উদাহরণ: একটি বুরুজ লেদ এর ক্র্যাঙ্কশ্যাফ্ট;
2. বিকেন্দ্রীভূত (কমান্ড ডিভাইসের অনুপস্থিতি দ্বারা চিহ্নিত, নিয়ন্ত্রণ ক্রিয়া প্রতিটি পৃথক কার্যকারী সংস্থা দ্বারা গঠিত হয়, স্টপ এবং সীমা সুইচ ব্যবহার করে)। এই ধরনের সিস্টেমের সমস্ত অপারেশন ক্রমানুসারে সঞ্চালিত হয়।
একই ধারণা প্রযোজ্য খুচরা. সিস্টেমটি পরিবর্তিত ঋতুতে যে ধরণের পণ্যগুলির চাহিদা রয়েছে তাও নিয়ন্ত্রণ করে। খুচরা দৈত্য দোকান-স্তরের বিক্রয় এবং স্থানীয় ডিজিটাল বিজ্ঞাপনের প্রতিক্রিয়া হিসাবে আবহাওয়া এবং স্টোর বিক্রয় নিয়ে কাজ করছে।
যদি একটি নির্দিষ্ট অঞ্চল প্রত্যাশিত হয় মুষলধারে বৃষ্টি, ছাতা দেওয়া হয়. তুষার প্রত্যাশিত হলে, তুষারপাত প্রদান করা হয়। যদি আপনার গ্রাহকদের চাহিদা বাতাসের মতো পরিবর্তিত হয়, তাহলে আপনার পছন্দের সফ্টওয়্যারের জন্য বাণিজ্য পরিকল্পনার বিকল্পগুলি অপরিহার্য।
সুবিধাদি- উল্লেখযোগ্য সংখ্যক অবজেক্টের ব্যবস্থাপনা সংগঠিত করার সম্ভাবনা; পূর্ববর্তীগুলির ব্যর্থতার ক্ষেত্রে পরবর্তী সংকেতগুলি বাদ দেওয়া, দ্রুত ওভারশুট।
ত্রুটিগুলি -যোগাযোগ লাইনের একটি বড় দৈর্ঘ্য (ত্রুটি বৃদ্ধি), স্টপগুলির সামঞ্জস্য এবং পুনরায় ইনস্টলেশনের কারণে, সময়ের একটি উল্লেখযোগ্য বিনিয়োগ।
তারা বলে যে প্যারামিটারগুলি খুব গুরুত্বপূর্ণ। ডিজিটাল ডিসপ্লের ক্ষেত্রে, এটি সত্য। আপনি যদি দুর্দান্ত সফ্টওয়্যার ব্যবহার করেন তবে এটি প্রেরণকারী নেটওয়ার্কটি দুর্বল, এটি তার অর্থ হারিয়ে ফেলে। আপনার সফ্টওয়্যার দ্বারা ব্যবহৃত নেটওয়ার্ককে অবশ্যই ব্যবহারকারীর ডেটা প্রদান করতে হবে কোনো অসুবিধা ছাড়াই।
নির্ধারিত ডেটা নির্দেশ করে যে আপনার সামগ্রী সঠিক সময়ে সঠিক দর্শকদের কাছে নির্দিষ্ট, ভবিষ্যতের ক্রয়ের প্রয়োজনীয়তা সহ উপস্থাপন করা হয়েছে। আমরা পরে এটি সম্পর্কে কথা হবে. এখন নেটওয়ার্ক সেটিংস এবং উপস্থাপনা দেখি।
উদাহরণ: সার্ভো ড্রাইভের রোবোটিক কমপ্লেক্স (RTK)।
ট্রাফিক নিয়ন্ত্রণের জন্য:
1. ভ্রমণ (ভ্রমণ সুইচ, স্টপ, ক্যাম ব্যবহার করে অবস্থান নিয়ন্ত্রণ);
2. কমান্ড (কমান্ড ডিভাইস এবং PMK সাহায্যে সময় নিয়ন্ত্রণ);
সফ্টওয়্যার প্রকার দ্বারা:চৌম্বকীয় টেপ এবং ডিস্ক; খোঁচা কার্ড এবং খোঁচা টেপ; LAN - স্থানীয় কম্পিউটার নেটওয়ার্ক; কপিয়ার এবং টেমপ্লেট; cams এবং flywheels.
কেন উপস্থাপনা এত গুরুত্বপূর্ণ: বেশিরভাগ ডিজিটাল বিজ্ঞাপন আজ বড় পর্দায় ব্যবহার করা হয় না। মোবাইল ফোন আমাদের পরিচয়ের একটি অবিচ্ছেদ্য অংশ হয়ে উঠছে, এবং ডিজিটাল বিজ্ঞাপন প্রচারগুলি স্মার্টফোনের জন্য ডিজিটাল স্ক্রীন থেকে ডেটা ব্যবহার করে৷
একটি পণ্য-কেন্দ্রিক প্রচারাভিযান তৈরি করার সময়, এটি অবশ্যই সেই পণ্যগুলির গ্রাহকদের কাছে পৌঁছাতে হবে যেখানে তারা রয়েছে। কারণ দুই-তৃতীয়াংশ আমেরিকান ব্যবহার করে মোবাইল ফোন গুলো, ব্যবহারকারীরা যেকোনো সময় অ্যাক্সেস করতে পারেন। বিলিয়ন ডলারের স্ট্রাইক পেতে না চাওয়ায়, ব্যবসায়ী স্মার্টফোনে গ্রাহকদের পাঠানো "বিশেষ" বার্তা অফার করেছিলেন। দোকানে কেনাকাটা এবং আইটেম বাছাই করার সময় গ্রাহকদের একটি বিশেষ মূল্য দেওয়া হয়েছিল।
উপাদান বেস দ্বারা: বৈদ্যুতিক; যান্ত্রিক জলবাহী এবং বায়ুসংক্রান্ত।
2. STO এর কাজগুলি: 1) এক্সিকিউটিভ মেকানিজমের প্রয়োজনীয় কর্ম নিশ্চিত করা।
2) নির্দিষ্ট মোড নিশ্চিত করা.
3) উৎপাদন সুবিধার প্রয়োজনীয় পরামিতি নিশ্চিত করা।
4) অক্জিলিয়ারী পরামিতি বাস্তবায়ন।
প্রয়োজনীয়তা।
যাইহোক, 80% ক্ষেত্রে, পণ্যগুলি অন্য দোকানে ছিল। অন্যান্য দোকান থেকে ডেলিভারি অপশন অফার করে, বিক্রয় সংখ্যা উল্লেখযোগ্যভাবে বৃদ্ধি. আপনি যদি একটি নিরাপদ এবং নির্ভরযোগ্য ডেটা নেটওয়ার্ক ব্যবহার করেন, গ্রাহকরা জানেন যে তাদের গ্রাহকদের অফার করা হচ্ছে সেরা সুযোগসঠিক সময়ে এবং সঠিক জায়গায়।
ডিজিটাল ডিসপ্লে শুধুমাত্র একটি স্বতন্ত্র বিপণন প্রচারাভিযানের চেয়ে বেশি হওয়া দরকার যা সাধারণত চিত্র এবং পাঠ্য পরিবর্তন করে। তিরিশ বছর আগে ডিজিটাল স্ক্রিন তৈরি করাটাই স্বাভাবিক ছিল। আরো অনেক অপশন উপলব্ধ আছে. আপনি সোশ্যাল মিডিয়া ফিড, ইন্টারেক্টিভ মিডিয়া বা টাচ স্ক্রিন ব্যবহার করতে চান না কেন, আপনার উন্নত সেটিংস সহ সফ্টওয়্যার প্রয়োজন৷ তৃতীয় পক্ষের ডেটা প্রদানকারীদের সাথে একীভূত করার জন্য সফ্টওয়্যারটির ক্ষমতা খুবই গুরুত্বপূর্ণ।
1) উচ্চ গতিশীলতা নিশ্চিত করা।
2) জটিল কার্যকারিতা বাস্তবায়ন নিশ্চিত করা।
3) সহজ নকশা এবং কম খরচে.
4) সুযোগ দূরবর্তী নিয়ন্ত্রণ.
5) স্ব-নিয়ন্ত্রণের সম্ভাবনা।
STO দল।
প্রযুক্তিগত - প্রযুক্তিগত প্রক্রিয়া দ্বারা উপলব্ধ.
চক্রীয় - পরামিতি, টুল, কুল্যান্ট, বিপরীত পরিবর্তন।
এমন সফ্টওয়্যার কল্পনা করুন যা আপনার গ্রাহকদের ডিজিটাল প্রদর্শনের শক্তি "অনুভূত" করতে দেয়। স্টকহোম মেট্রো প্ল্যাটফর্মে একটি ডিজিটাল ডিসপ্লেতে আসন্ন ট্রেনে সাড়া দেয় এমন সেন্সর ব্যবহার করার সিদ্ধান্ত নেওয়া হয়েছিল। ট্রেনটি প্ল্যাটফর্মের কাছে আসার সাথে সাথে স্ক্রিনের সেন্সরগুলি সক্রিয় করা হয়েছিল এবং ডিজিটাল মহিলার চিত্র পুনরুজ্জীবিত হয়েছিল, তার চুল অন্ধ হয়ে গিয়েছিল।
চুল বিস্ফোরিত হয় এবং আপনার মন এটি প্রতিক্রিয়া. কোন সফ্টওয়্যারটি বেছে নেবেন তা সিদ্ধান্ত নেওয়ার সময় গ্রাহক পরিষেবা সম্পর্কে চিন্তা করুন। আপনি সম্ভবত এমন অনেক প্রশ্ন পাবেন যার সতর্ক উত্তর এবং ব্যাখ্যা প্রয়োজন। কিছু কোম্পানি তাদের বিপণন প্রচারাভিযান সম্পর্কে আরও ভালভাবে বোঝার জন্য তাদের গ্রাহকদের একটি তিন পৃষ্ঠার প্রশ্নাবলী প্রদান করে।
পরিষেবা - লজিক্যাল অপারেশন ব্যবহার করে সঞ্চালিত.
প্রোগ্রাম ক্যারিয়ারে রেকর্ড করা তথ্যের প্রকৃতি অনুসারে সিস্টেমের শ্রেণীবিভাগ;অবিচ্ছিন্ন, বিচ্ছিন্ন এবং বিচ্ছিন্ন-অবিচ্ছিন্ন সিস্টেম।
ক্রমাগত সিস্টেমে, প্রোগ্রামটি ধারাবাহিকভাবে রেকর্ড করা হয়। যদি একটি ফেজ মডুলেশন সিস্টেম ব্যবহার করা হয়, তাহলে প্রোগ্রামটি একটি সাইনোসয়েডাল ভোল্টেজ দ্বারা প্রতিনিধিত্ব করা হয়, যার ফেজটি প্রোগ্রাম করা আন্দোলনের সমানুপাতিক; প্রশস্ততা মড্যুলেশন সহ সিস্টেমে, স্থানচ্যুতিগুলি এই ভোল্টেজের প্রশস্ততার সমানুপাতিক।
প্রশ্নাবলী আপনাকে ডিজিটাল ডিসপ্লে থেকে ক্রেতা কী আশা করে তা নির্ধারণ করতে সাহায্য করবে। একবার এটি প্রতিষ্ঠিত হলে, বিক্রেতারা সুপারিশ করতে পারে প্রয়োজনীয় সরঞ্জামএবং সফ্টওয়্যার। এই গ্রাহক সেবা. ডিজিটাল প্রযুক্তি বা সফ্টওয়্যার বিক্রেতাদের সন্ধান করার সময় বেশিরভাগ সংস্থা বা সংস্থাগুলি নিজেই প্রক্রিয়াটি বুঝতে পারে না, তাই এমন একটি সংস্থা খুঁজে পাওয়া গুরুত্বপূর্ণ যা আপনাকে সময় দেবে এবং প্রক্রিয়াগুলি বুঝতে সহায়তা করবে৷
আপনার জন্য দুটি ধরণের ডিজিটাল সফ্টওয়্যার উপলব্ধ: - ক্লাউড-ভিত্তিক ডিজিটাল স্ক্রিন সফ্টওয়্যার - ইন-রুম ডিজিটাল স্ক্রিন সফ্টওয়্যার৷ দুটির মধ্যে একটি পার্থক্য প্রদান করে: ডিজিটাল ডিসপ্লে সফ্টওয়্যার দ্বারা ব্যবহৃত মেঘগুলি একটি অদৃশ্য সমাধান। আপনার সমস্ত তথ্য ক্লাউডে সংরক্ষণ করা হয়।
সারণি 1 - এসএমএস আবেদনের উদাহরণ
| উপাধি | সংজ্ঞা |
|
| ট্র্যাকিং সিস্টেম (চক্র, অনুলিপি) |
||
| কোডেড আকারে নির্দিষ্ট করা প্রোগ্রাম অনুযায়ী সংখ্যাসূচক প্রোগ্রাম নিয়ন্ত্রণ সংক্ষেপে, ডিজিটাল ডিসপ্লে আপনার দোকানে রয়েছে এবং পাঠানো তথ্য সরাসরি একটি বিষয়বস্তু ব্যবস্থাপনা সিস্টেম থেকে আসে। এর অর্থ হল বিষয়বস্তু ক্লাউডে সংরক্ষণ করা হয় এবং সফ্টওয়্যার আপডেটগুলিও ক্লাউড দ্বারা নিয়ন্ত্রিত হয়। ইনডোর ডিজিটাল ডিসপ্লে সফ্টওয়্যারের ক্ষেত্রে, আপনার দোকানে শুধুমাত্র ব্যাক অফিস বা কোম্পানির সদর দপ্তর থেকে পাঠানো তথ্য সহ একটি ডিসপ্লে প্রয়োজন। তথ্য প্রতিটি দোকানে পৃথকভাবে পাঠানো হয়. এই ক্ষেত্রে, সফ্টওয়্যারটি আপনার সার্ভারে থাকে এবং আপনি এর আপডেটগুলি নিয়ন্ত্রণ করেন। কোন সমাধান আপনার জন্য সেরা? আপনি এমন একটি কোম্পানি খুঁজে পাওয়ার সম্ভাবনা কম যেটি ক্লাউড সমাধানগুলি বেছে নেয় না। কোম্পানিগুলো চায় সফটওয়্যার স্বয়ংক্রিয়ভাবে আপডেট হোক, যার কোনো প্রয়োজন নেই রক্ষণাবেক্ষণ, যা সাহায্য করতে পারে এবং যার জন্য সার্ভার ক্যাবিনেটের প্রয়োজন হবে না। বেশিরভাগ কোম্পানি এমন সফ্টওয়্যার খুঁজছে যেখানে কম শেখার বক্ররেখা রয়েছে যা বিভিন্ন ধরণের কাজের ধরণ টানতে এবং অফার করতে সক্ষম হবে। |
||
| নিয়ন্ত্রণ প্যানেলে ম্যানুয়াল প্রোগ্রামিং সহ অপারেশনাল CNC সিস্টেম |
||
| মাইক্রোকম্পিউটার বা মাইক্রোপ্রসেসর এবং অ্যালগরিদমের সফ্টওয়্যার বাস্তবায়ন সহ নিয়ন্ত্রণ ব্যবস্থা |
||
| পদ্ধতি প্রোগ্রাম নিয়ন্ত্রণএকটি সাধারণ কম্পিউটার থেকে মেশিনের একটি গ্রুপ যা মেশিন কন্ট্রোল ডিভাইসের অনুরোধে প্রোগ্রামগুলি সঞ্চয় করে এবং বিতরণ করে স্বয়ংক্রিয় মেশিন নিয়ন্ত্রণ ব্যবস্থাএই ক্ষেত্রে, ক্লাউড সফ্টওয়্যার সর্বোত্তম পছন্দ. সেরা সফ্টওয়্যার সম্পর্কে সিদ্ধান্ত নেওয়া কঠিন হতে হবে না। এটি আপনার প্রয়োজন এবং বাজেট অনুসারে হওয়া উচিত। যেহেতু সমস্ত সফ্টওয়্যারের দাম ভিন্ন, তাই খরচ নির্ধারক ফ্যাক্টর হতে হবে না। সবচেয়ে গুরুত্বপূর্ণ বিষয় হল কার্যকারিতা। নিজেকে নিম্নলিখিত প্রশ্নগুলি জিজ্ঞাসা করুন: আপনি কী বার্তা দিতে চান? আপনি কি আপনার শ্রোতা ইন্টারঅ্যাক্ট করতে চান? আপনি আরো উন্নত সমর্থন সমাধান প্রয়োজন সামাজিক যোগাযোগবা অন্যান্য ইন্টারেক্টিভ মিডিয়া চ্যানেল? আপনি কি তৃতীয় পক্ষের ডেটা প্রদানকারীকে সংহত করতে চান? |
||
| ব্যক্তিগত বা পেশাদার কম্পিউটার |
||
| একটি প্রোগ্রামেবল কমান্ড ডিভাইস রিলে অটোমেশন সহ লজিক ফাংশন সম্পাদনের জন্য একটি ডিভাইস। CNC এর অংশ হতে পারে |
||
| স্থানীয় কম্পিউটিং নেটওয়ার্ক |
||
| ইন্ডাস্ট্রিয়াল অটোমেটেড ল্যান প্রোটোকল |
||
| অভিযোজিত কাটিং ডেটা নিয়ন্ত্রণ বা ত্রুটি ক্ষতিপূরণ। সিএনসি সিস্টেমে অ্যালগরিদমিকভাবে কার্যকর করা যেতে পারে |
||
বিচ্ছিন্ন (ইমপালস) সিস্টেমে, স্থানচ্যুতি সম্পর্কে তথ্য অনুরূপ আবেগের সংখ্যা দ্বারা দেওয়া হয়। যদি আন্দোলনের প্রক্রিয়াটি একটি পালস সেন্সর দিয়ে সজ্জিত করা হয় এবং একটি গণনা সার্কিট আন্দোলনের জন্য অ্যাকাউন্ট ব্যবহার করা হয়, তবে সিস্টেমটিকে গণনা-পালস বলা হয়। যদি এক্সিকিউটিভ ডিভাইস হয় stepper মোটর, তারপর সিস্টেমটিকে স্টেপ-পালস বলা হয়।
পালস-ফেজ সিএনসি ডিভাইসগুলিতে, প্রোগ্রাম দ্বারা নির্দিষ্ট করা ডালগুলির সমষ্টি একটি ফেজ কনভার্টারে সঞ্চালিত হয়, যার আউটপুট সংকেত একটি এসি ভোল্টেজ ফেজ শিফ্ট কোণ আকারে প্রোগ্রাম ডালের সংখ্যার সমানুপাতিক।
CNC সিস্টেমের প্রক্রিয়াকরণ মোড পরিবর্তন করে সিস্টেমের শ্রেণীবিভাগ
প্রক্রিয়াকরণ মোড পরিবর্তন করে, CNC সিস্টেমগুলি চক্রীয়, প্রোগ্রাম এবং অভিযোজিত মধ্যে বিভক্ত।
চক্রীয় সিস্টেমগুলি পুনরাবৃত্তি চক্রের সাথে চলাচল করে। তারা ক্যাম, হার্ডওয়্যার, মাইক্রোপ্রোগ্রাম এবং প্রোগ্রামেবল নিয়ন্ত্রণ ব্যবহার করে। ক্যাম নিয়ন্ত্রণের সাথে, প্লাগ-ইন প্যানেলগুলি মোডগুলি সেট করতে ব্যবহৃত হয়, রিলে-যোগাযোগ বা অ-যোগাযোগ সরঞ্জাম ব্যবহার করে হার্ডওয়্যার নিয়ন্ত্রণ করা হয়। মাইক্রোপ্রোগ্রাম নিয়ন্ত্রণের জন্য, মাইক্রোকমান্ড মেমরি ডিভাইস ব্যবহার করা হয়, এবং প্রসেসিং মোডগুলির প্রোগ্রামেবল নিয়ন্ত্রণ প্রোগ্রামেবল লজিক সরঞ্জামগুলির ব্যবহারের উপর ভিত্তি করে।
সিএনসি সফ্টওয়্যার সিস্টেমে, প্রসেসিং মোডের পরিবর্তন একটি প্রোগ্রাম ক্যারিয়ার বা কম্পিউটার মেমরি ব্যবহার করে সফ্টওয়্যার দ্বারা সঞ্চালিত হয়।
অভিযোজিত নিয়ন্ত্রণের ব্যবহার আপনাকে প্রোগ্রাম নির্বিশেষে স্বয়ংক্রিয়ভাবে প্রক্রিয়াকরণ মোড পরিবর্তন করতে দেয়।
সংখ্যাসূচক নিয়ন্ত্রণ বিভিন্ন স্থানাঙ্কের উপর নিয়ন্ত্রণ প্রদান করে, তাই এটি স্বয়ংক্রিয় সরঞ্জাম এবং ওয়ার্কপিস পরিবর্তন সহ বহু-অপারেশন মেশিনে (মেশিনিং সেন্টার) ব্যাপকভাবে ব্যবহৃত হয়।
3. সমস্ত এসএমএসে নিম্নলিখিত নোডগুলি অন্তর্ভুক্ত থাকে (চিত্র 37): একটি পাঠক একটি প্রোগ্রাম ক্যারিয়ার (CS) থেকে একটি নিয়ন্ত্রণ প্রোগ্রামে প্রবেশ করার জন্য ডিজাইন করা হয়েছে; ইনপুট প্যানেল (PV); যা কীবোর্ড ব্যবহার করে কন্ট্রোল প্রোগ্রামে প্রবেশের জন্য ডিজাইন করা হয়েছে, সেইসাথে অপারেটিং মোড বরাদ্দ করার জন্য, ওয়ান-টাইম কমান্ড ইস্যু করতে এবং ডিভাইসের স্থিতির নিয়ন্ত্রণ নির্দেশ করে; ইনপুট নোড (ইউভিভি), যা ইনপুট মোড, মেশিন এবং ডিভাইস নিয়ন্ত্রণ মোডের পছন্দ প্রদান করে, প্রকৃত পরামিতিগুলির চক্রের সাথে একীকরণের সাথে একটি বিশেষ G80 কমান্ড দ্বারা স্বয়ংক্রিয় চক্রকে কল করে, প্রক্রিয়াকরণের সময় স্টার্ট-স্টপ মোডে টেপ ড্রাইভের নিয়ন্ত্রণ। কন্ট্রোল প্রোগ্রাম (CP) এবং রিওয়াইন্ড কন্ট্রোল টেপ প্রোগ্রামের শুরুতে, কমান্ডের ঠিকানাগুলি ডিকোডিং, তাদের বিষয়বস্তুর অস্থায়ী স্টোরেজ এবং ডিক্রিপ্ট করা ঠিকানায় কমান্ডের বিষয়বস্তু সংশ্লিষ্ট মেমরি রেজিস্টারে প্রবেশ করানো। উপরন্তু, এই ইউনিট টেপ ড্রাইভ নিয়ন্ত্রণ করে N ফ্রেম অনুসন্ধানের সময় নির্দিষ্ট
চিত্র 37 - একটি সাধারণ অবস্থানগত CNC এর কাঠামোগত চিত্র
সংশোধন কনসোল (PC) নির্দিষ্ট ঠিকানায় সংশোধন টাইপ এবং সংরক্ষণ করার জন্য ডিজাইন করা হয়েছে। সংশোধন ইউনিট (ইউকে) সুইচগুলিতে ইনস্টল করা ডিজিটাল তথ্যের অনুক্রমিক পঠন প্রদান করে, সংশ্লিষ্ট ঠিকানাগুলিতে (সরঞ্জাম বা স্থানাঙ্কগুলির ঠিকানা) UE-তে অনুরোধের ভিত্তিতে স্বাভাবিককরণের সাথে পঠিত তথ্যের ইনপুট।
ডিসপ্লে প্যানেল (PI) স্ক্রিনে জড়িত ঠিকানাগুলিতে তথ্যের একটি ইঙ্গিত প্রদান করে (লাইন দ্বারা বা পৃষ্ঠা দ্বারা) এবং এটি একটি রে টিউব, যার বাম দিকে রাস্টার লাইনগুলি কার্যকারী সংস্থাগুলির প্রকৃত অবস্থান নির্দেশ করে, এবং ডান দিকে - UE-তে সেট মান। ইঙ্গিত প্যানেল কাজ এবং পরীক্ষা (পরীক্ষা ছাড়া) মোডে কাজ করতে পারে, যা প্রয়োজনীয় তথ্য প্রাপ্ত করা সম্ভব করে তোলে। ইনপুট প্যানেলের সাথে ইঙ্গিত প্যানেলটি একটি ভিডিও মনিটর।
স্পিড নোড (এসএস) বর্তমান স্থানাঙ্ক, ব্রেকিং নিয়ন্ত্রণ এবং আন্দোলনের দিক নির্বাচন অনুযায়ী গতি নিয়ন্ত্রণ প্রদান করে।
র্যান্ডম অ্যাক্সেস মেমরি নোড (RAM) এর ইনপুট তথ্য এবং প্রক্রিয়াকরণের সময় গণনার ফলাফলের তথ্য সংরক্ষণের জন্য একটি মেমরি রয়েছে। উপরন্তু, ঠিকানা সহ স্বয়ংক্রিয় চক্রের রচনা সঞ্চয় করার জন্য UOP এর একটি রম রয়েছে। G81 - G89.
একটি পরিষেবা নোড (SO) হল একটি বিশেষ মাইক্রোপ্রসেসর যা জ্যামিতিক তথ্য প্রক্রিয়া করে, যেমন সমস্ত নিয়ন্ত্রিত স্থানাঙ্কের জন্য অমিল কোণ গণনা, একটি টাইমারের কার্য সম্পাদন করে, প্রদর্শন প্যানেল নিয়ন্ত্রণ করে।
সেন্সর ইউনিট (এসএম) ডিজাইন করা হয়েছে পজিশন সেন্সর সিগন্যালকে সিএনসি কোডে রূপান্তর করার জন্য, সেন্সরকে শক্তি দিতে এবং সিগন্যালগুলিকে প্রশস্ত করার জন্য।
বাহ্যিক সংযোগকারী ব্লক (EBB) হল একটি অ্যাডাপ্টার বা একটি মাইক্রোকন্ট্রোলার আকারে একটি আদর্শ ইন্টারফেস। CNC এবং মেশিনের ইলেক্ট্রো-স্বয়ংক্রিয় ডিভাইস এবং তাদের নিয়ন্ত্রণের মধ্যে যোগাযোগ সরবরাহ করে। বিআরভি ডিকোডিং, জেনারেশন এবং অ্যাকচুয়েটরদের নিয়ন্ত্রণ সংকেত বিতরণের জন্য ডিজাইন করা হয়েছে, সেইসাথে বস্তুর অবস্থা, কার্যকারী সংস্থার অবস্থার সংকেত, প্রস্তুতির সংকেত সম্পর্কে তথ্য সংগ্রহ ও সংরক্ষণের জন্য।
বিষয় 3.2 সংখ্যাসূচক নিয়ন্ত্রণ ব্যবস্থা শিল্প - কারখানার যন্ত্রপাতি
1. CNC শ্রেণীবিভাগ
2. সংখ্যাসূচক নিয়ন্ত্রণ ব্যবস্থার কাঠামো
1. সংখ্যাসূচক নিয়ন্ত্রণ ব্যবস্থা - ডিভাইস এবং সরঞ্জামগুলির একটি জটিল, যার মধ্যে রয়েছে: CNC; নিয়ন্ত্রণ বস্তু; ইলেক্ট্রোঅটোমেটিক ডিভাইস যা সরাসরি বস্তুর নোড নিয়ন্ত্রণ করে; সরঞ্জাম এবং সরঞ্জাম; সফ্টওয়্যার এবং গাণিতিক সমর্থন; নিয়ন্ত্রণের উপায়।
CNC বিভিন্ন মানদণ্ড অনুযায়ী শ্রেণীবদ্ধ করা যেতে পারে।
সিএনসি সিস্টেমের কাঠামোর বৈশিষ্ট্য অনুসারে সিস্টেমের শ্রেণীবিভাগ:কনট্যুর এবং মিলিত CNC সিস্টেম
সিএনসি কনট্যুরিং সিস্টেম মিলিং, বাঁক, নাকাল এবং অন্যান্য ধরণের ধাতব কাজের সময় বাঁকা পৃষ্ঠগুলি প্রক্রিয়াকরণের অনুমতি দিন। এই সিস্টেমগুলি কাটিয়া টুলের পথ প্রোগ্রাম করে, যে কারণে এগুলিকে প্রায়শই মোশন কন্ট্রোল সিস্টেম হিসাবে উল্লেখ করা হয়।
সম্মিলিত CNC সিস্টেম অবস্থানগত এবং কনট্যুরের সংমিশ্রণ এবং একে সর্বজনীনও বলা হয়। এগুলি মাল্টি-অপারেশন মেশিনে ব্যবহৃত হয় যেখানে অবস্থান-কন্টুরিং নিয়ন্ত্রণ প্রয়োজন।
একটি অবস্থানগত সিস্টেমে সজ্জিত একটি সিএনসি মেশিনের একটি মডেল নির্ধারণ করার সময়, সূচক "এফ 2" এতে যোগ করা হয়, একটি কনট্যুর সিস্টেম দিয়ে সজ্জিত - সূচক "এফ জেড" এবং একত্রিত - সূচক "এফ 4"। মেশিন মডেলের উপাধিতে সূচক "Ф 1" নির্দেশ করে যে মেশিনটি ডিজিটাল ইঙ্গিত এবং ম্যানুয়াল নিয়ন্ত্রণের সাথে সজ্জিত।
পজিশনাল সিএনসি সিস্টেম
ধাতু-কাটিং মেশিনের জন্য CNC সিস্টেমগুলি বিভিন্ন মানদণ্ড অনুসারে শ্রেণীবদ্ধ করা হয়। মেশিন টুলের কাজের গতিবিধি অনুসারে, সিএনসি সিস্টেমগুলিকে অবস্থানগত, কনট্যুর এবং একত্রে ভাগ করা যায়।
পজিশনাল সিএনসি সিস্টেম টুল এবং ওয়ার্কপিসকে এক বিন্দু (অবস্থান) থেকে অন্য স্থানে আপেক্ষিক চলাচলের অনুমতি দিন।
এই ধরনের নিয়ন্ত্রণ ড্রিলিং, বোরিং এবং অন্যান্য মেশিনে ব্যবহৃত হয়, যার উপর প্রদত্ত অবস্থানে টুল ইনস্টল করার পরে প্রক্রিয়াকরণ করা হয়।
যেহেতু এই ধরনের সিস্টেমের প্রধান কাজ হল টুল (অংশ)টিকে নির্দিষ্ট স্থানাঙ্কে স্থানান্তর করা, সেগুলিকে স্থানাঙ্ক নিয়ন্ত্রণ এবং অবস্থান নিয়ন্ত্রণের সিস্টেমও বলা হয়।
2. আধুনিক সার্বজনীন সিএনসি বিকাশ করার সময়, তারা এই ডিভাইসগুলিকে একীকরণের বৈশিষ্ট্যগুলি দেওয়ার চেষ্টা করে, অর্থাৎ, এগুলি ইউনিফাইড নোডগুলির ভিত্তিতে তৈরি করা হয় যার দুর্দান্ত কার্যকরী নমনীয়তা রয়েছে। একটি সিএনসি তৈরি করার সময়, তারা প্রোগ্রামিংয়ের আরও সম্পূর্ণ স্বয়ংক্রিয়তা প্রদান করে, একটি নিয়ন্ত্রণ বস্তুতে একটি সিএনসি এম্বেড করার সম্ভাবনা, যা ফলস্বরূপ একটি প্রযুক্তিগত মডিউল বা একটি বড় প্রযুক্তিগত কমপ্লেক্সে এম্বেড করা যেতে পারে, সেইসাথে অন্যান্য সিএনসিগুলির সাথে একটি সিএনসি ডক করা যেতে পারে। , CNC এবং কম্পিউটার আরো উচ্চ পদবী.
ব্যবহৃত মাইক্রোকম্পিউটার কার্যকরী গঠনএবং গাণিতিক সফ্টওয়্যারগুলি সমস্ত ধরণের প্রযুক্তিগত বস্তু পরিচালনার জন্য সমস্যা-ভিত্তিক। একটি মাইক্রোকম্পিউটারে, কম্পিউটেশনাল প্রসেস এবং লজিক অপারেশনের সংগঠন নিয়ন্ত্রণ তথ্যের প্রক্রিয়াকরণ, ডেটা ট্রান্সমিশন এবং রিয়েল টাইমে কন্ট্রোল অবজেক্ট থেকে তথ্য গ্রহণের ব্যবস্থা করে।
সমস্যার অভিযোজন সহজ করার জন্য, মাইক্রোকম্পিউটার এবং অন্যান্য ডিভাইসগুলি স্থাপত্য, কার্যকরী এবং কাঠামোগতভাবে পৃথক মডিউল হিসাবে ডিজাইন করা হয়েছে। ইউনিভার্সাল CNC, মাইক্রোকম্পিউটারের ভিত্তিতে তৈরি, বিভিন্ন কার্যকরী মডিউল অন্তর্ভুক্ত করতে পারে।
মাইক্রোপ্রসেসর মডিউল (MP) একটি প্রধান এবং সহায়ক মাইক্রোপ্রসেসর অন্তর্ভুক্ত করতে পারে, যার মধ্যে প্রধান একটি প্রক্রিয়াকরণ নিয়ন্ত্রণ এবং সময়সূচী তথ্য, এবং সহায়কটি তথ্য প্রস্তুত করে। উদাহরণস্বরূপ, একটি অক্জিলিয়ারী মাইক্রোপ্রসেসর একটি স্বয়ংক্রিয় প্রোগ্রামিং সিস্টেমে কাজ করে, রৈখিক-বৃত্তাকার ইন্টারপোলেশন পদ্ধতির মাধ্যমে গতিপথের গতিপথ গণনা করে এবং প্রধানটি সমস্ত ডিভাইসের জন্য নিয়ন্ত্রণ তথ্য প্রক্রিয়া করে। এমপিতে, তথ্য বিনিময় পদ্ধতিটি ট্রাঙ্ক, এবং নিয়ন্ত্রণের একটি মাইক্রোপ্রোগ্রাম সংস্থা রয়েছে, তাই, এমপি, একটি নিয়ম হিসাবে, একটি স্বাধীন মাইক্রোপ্রোগ্রাম নিয়ন্ত্রণ মডিউল অন্তর্ভুক্ত করে। এমপি ডাটা ফরম্যাটের সাথে কাজ করার সুবিধার জন্য বাফার রেজিস্টার অন্তর্ভুক্ত করতে পারে। উপরন্তু, এমপিরা মাল্টি-সেকশন হতে পারে, যা বিভাগ বাড়াতে এবং যেকোনো প্রয়োজনীয় ফরম্যাটের সাথে কাজ করা সম্ভব করে তোলে। কন্ট্রোল ডিভাইস মডিউল (CU) CNC ডিভাইসগুলির নিয়ন্ত্রণের সংস্থা প্রদান করে।
RAM মডিউল (RAM) অপারেশনাল তথ্য সংরক্ষণ করার জন্য ডিজাইন করা হয়েছে। এটিতে সমস্ত ধরণের UE বাধা সংগঠিত করার জন্য একটি স্ট্যাক মেমরি মডিউল অন্তর্ভুক্ত থাকতে পারে (ইংরেজি শব্দ স্ট্যাক, বেল থেকে "স্ট্যাক")। এই মডিউলটি NC-তে বাধা দেওয়ার আগে ডেটা সংরক্ষণ করার জন্য ডিজাইন করা হয়েছে। স্ট্যাক রেজিস্টারগুলি কাউন্টারগুলির বিষয়বস্তু সংরক্ষণ করে, ইন্টারাপ্ট থেকে ফিরে আসার পরে মূল প্রোগ্রামে পুনরুদ্ধার করতে বাধা দেওয়ার আগে ডেটা ঠিকানাগুলি সংরক্ষণ করে (এই রেজিস্টারগুলি নিম্নলিখিত ক্রমে তথ্য বিনিময় করে: প্রথম ঠিকানা লেখা হয়, শেষটি পড়া হয়)।
নন-প্রোগ্রামেবল রিড-অনলি মেমরি (ROM) মডিউল এবং রিপ্রোগ্রামেবল মেমরি ডিভাইস (PROM) আকারে রিপ্রোগ্রামেবল স্থায়ী তথ্য সংরক্ষণ করার জন্য ডিজাইন করা হয়েছে।
বাফার মেমরি মডিউলগুলি মধ্যবর্তী তথ্য সঞ্চয় করে, যা প্যাকেট ডেটা আদান-প্রদানের পাশাপাশি বিভিন্ন গতিতে কাজ করা ডিভাইসগুলির সাথে তথ্য বিনিময় করা সম্ভব করে।
অ্যাডাপ্টার-টাইপ ইন্টারফেস মডিউলগুলি বিভিন্ন টার্মিনালের (ইঙ্গিত প্যানেল, প্রিন্টার, প্রদর্শন, ইত্যাদি) সাথে যোগাযোগ করতে ব্যবহৃত হয়।
মাইক্রোকন্ট্রোলার মডিউল (MC) বিভিন্ন বাহ্যিক ডিভাইসের সাথে নিয়ন্ত্রণ করে সাধারণ ব্যবস্থাপনাকেন্দ্রীয় প্রসেসর।
ইন্টারভাল টাইমার মডিউলগুলি কাজের ডিভাইসগুলিকে সমন্বয় করার জন্য প্রয়োজনীয় সময়ের ব্যবধান সেট করার জন্য ডিজাইন করা হয়েছে।
কন্ট্রোল অবজেক্টের সাথে যোগাযোগ মডিউলগুলির মধ্যে রয়েছে DAC এবং ADC ডিভাইস এবং মাইক্রোকন্ট্রোলার যা তাদের নিয়ন্ত্রণ করে, যা মেশিনের সিএনসি এবং ইলেক্ট্রো-স্বয়ংক্রিয় ডিভাইসগুলির সংকেতগুলিকে প্রয়োজনীয় আকারে রূপান্তর করতে পরিবেশন করে; লজিক্যাল মাইক্রোকন্ট্রোলার যেগুলি মাইক্রোকন্ট্রোলারে OS কে দেওয়া কমান্ডগুলি প্রক্রিয়া করে, কার্যকারী সংস্থাগুলিকে নিয়ন্ত্রণ করার জন্য প্রদত্ত লজিক্যাল সমীকরণগুলিকে সংকেতে রূপান্তরিত করা হয় যা ইলেক্ট্রো-অটোমেটিক ডিভাইসগুলিকে নিয়ন্ত্রণ করার জন্য লজিক্যাল-টেম্পোরাল চক্র গঠন করে।
অপারেটিং ডিভাইস মডিউল (সফ্টওয়্যার অ্যাডাপ্টার) এক ধরণের তথ্যকে অন্য ধরণের তথ্যে রূপান্তর করে। অভিযোজিত নিয়ন্ত্রণ মডিউলগুলি প্রযুক্তিগত তথ্য সংগ্রহ, প্রক্রিয়াকরণ এবং সংশোধনমূলক PM সংগঠিত করার জন্য ডিজাইন করা হয়েছে।
একটি সাধারণ সার্বজনীন CNC-এর ব্লক ডায়াগ্রাম চিত্র 38-এ দেখানো হয়েছে। ডিভাইসটিতে বেশ কয়েকটি স্ট্যান্ডার্ড মডিউল রয়েছে।
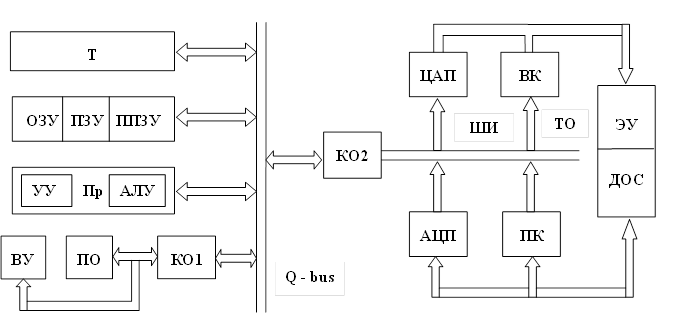
চিত্র 38 একটি সাধারণ সার্বজনীন CNC এর স্ট্রাকচারাল ডায়াগ্রাম
প্রসেসর (PR) হল একটি প্রোগ্রাম করা তথ্য রূপান্তরকারী এবং এতে রয়েছে: একটি গাণিতিক লজিক ইউনিট (ALU) তথ্যের গাণিতিক প্রক্রিয়াকরণ এবং বিশ্লেষণ ক্রিয়া সম্পাদনের জন্য ব্যবহৃত হয়; কন্ট্রোল ডিভাইস (সিইউ) মাইক্রোপ্রোগ্রাম অ্যালগরিদম (একক-স্তরের বা বহু-স্তরের নিয়ন্ত্রণ সংস্থা) অনুযায়ী প্রসেসরের ক্রিয়াকলাপ নিয়ন্ত্রণ করে।
র্যান্ডম এক্সেস মেমরি (RAM) নিয়ন্ত্রণ এবং সংগঠিত করার জন্য ডিজাইন করা হয়েছে, প্রোগ্রামেবল কন্ট্রোলার ব্যবহার করে মেশিনের ইলেক্ট্রো-অটোমেটিক ডিভাইসগুলিকে নিয়ন্ত্রণ করার জন্য কন্ট্রোল প্রোগ্রাম, প্রযুক্তিগত বস্তুর প্যারামিটার এবং CNC, অ্যারে, পরিষেবা এবং সংশোধনমূলক প্রোগ্রামগুলি সংরক্ষণ করার জন্য, স্ট্যান্ডার্ড সাবরুটিন এবং অন্যান্য ডেটা অ্যারে। রম স্ট্যান্ডার্ড সাইকেল (প্রক্রিয়া), তথ্য প্রক্রিয়াকরণ সফ্টওয়্যার, অ্যাডাপ্টার ব্যবহার করে বিভিন্ন ডিভাইস নিয়ন্ত্রণের জন্য স্ট্যান্ডার্ড ফার্মওয়্যার (ড্রাইভ নিয়ন্ত্রণ করার জন্য অ্যাডাপ্টার, একটি ইঙ্গিত প্যানেল, ইত্যাদি), অন্যান্য হার্ডওয়্যার নিয়ন্ত্রণের জন্য স্ট্যান্ডার্ড প্রোগ্রাম সংরক্ষণ করে।
PROM লজিক্যাল মাইক্রোকন্ট্রোলারের প্রোগ্রাম রেকর্ড করে যা একটি প্রযুক্তিগত বস্তুর ইলেক্ট্রো-অটোমেটিক ডিভাইস নিয়ন্ত্রণ করে, বহিরাগত ডিভাইস অ্যাক্সেস করার জন্য UE কন্ট্রোলার রেকর্ড করে, টেস্ট প্রোগ্রাম রেকর্ড করে।
অপারেটর কনসোল (সফ্টওয়্যার) CNC-এর অপারেশনে তাৎক্ষণিক হস্তক্ষেপের উদ্দেশ্যে, যেমন, ম্যানুয়াল কন্ট্রোল কমান্ড জারি করা, অপারেটিং মোড বরাদ্দ করা, NC দেখা, এটি সম্পাদনা করা, সিস্টেমের ক্রিয়াকলাপ নিরীক্ষণ করা, CNC-এর সাথে কথোপকথন ইত্যাদি।
বাহ্যিক ডিভাইসে (ED) এতে অন্তর্ভুক্ত থাকতে পারে: টেস্ট কন্ট্রোল সিস্টেম, ভিডিও মনিটর (যে ডিভাইসে কমান্ড বা কন্ট্রোল প্রোগ্রাম সহ CNC লোড করার জন্য একটি ডিসপ্লে এবং কীবোর্ড থাকে, কলিং এবং দেখার জন্য), ভিডিও টার্মিনাল, বিভিন্ন প্রিন্টিং ডিভাইস (প্রিন্টার), ISO কোডে প্রোগ্রামিং কনসোল বা মেশিন ওরিয়েন্টেড ল্যাঙ্গুয়েজে, প্রযুক্তিগত যন্ত্রপাতির UE ইলেক্ট্রো-অটোমেটিক ডিভাইসের জন্য প্রোগ্রামিং কনসোল, স্বয়ংক্রিয় প্রোগ্রামিংয়ের জন্য কম্পিউটার সিস্টেম এবং উচ্চতর র্যাঙ্কের কম্পিউটার।
টাইমার (টি) নিয়ন্ত্রণ বস্তু সহ সমস্ত ডিভাইস নিয়ন্ত্রণ করার জন্য প্রয়োজনীয় রিয়েল-টাইম লেবেলগুলি সংগঠিত করে।
এক্সচেঞ্জ কন্ট্রোলার টাইপ ইন্টারফেস (KO1) বাহ্যিক নিয়ন্ত্রণ ডিভাইসের সাথে CNC-এর যোগাযোগ নিশ্চিত করে, সমস্ত বাহ্যিক ডিভাইসের সাথে তথ্য বিনিময় নিয়ন্ত্রণ।
কন্ট্রোল অবজেক্ট এবং অবজেক্টের প্রধান ডিভাইসগুলির সাথে যোগাযোগ টাইপের একটি স্ট্যান্ডার্ড ইন্টারফেসের মাধ্যমে করা হয় প্র = বাস, যা একটি তথ্য বিনিময় ব্যবস্থাপনা নিয়ন্ত্রক, এবং একটি 16-বিট এক্সচেঞ্জ হাইওয়ে। নিয়ন্ত্রণ বস্তুর সাথে বিনিময় নিয়ামক (K02) স্থানীয় ইন্টারফেস বাস (LI) ব্যবহার করে প্রযুক্তিগত বস্তু এবং CNC এর মধ্যে তথ্য বিনিময়ের উপর নিয়ন্ত্রণ প্রদান করে .
মাল্টিচ্যানেল এনালগ-টু-ডিজিটাল রূপান্তরকারী (ADCs) সেন্সর থেকে প্রাপ্ত অ্যানালগ সংকেত রূপান্তর করতে পরিবেশন করুন প্রতিক্রিয়া(ডিএসপি) , প্রযুক্তিগত বস্তুর মধ্যে অবস্থিত, CNC এর সংখ্যাসূচক কোডে (চ্যানেলের সংখ্যা নিয়ন্ত্রিত স্থানাঙ্কের সংখ্যা দ্বারা নির্ধারিত হয়)।
ডিজিটাল থেকে এনালগ কনভার্টার (DAC) ডিজিটাল কোডগুলিকে এনালগ সিগন্যালে রূপান্তর করুন এবং সেগুলিকে সক্রিয় ডিভাইসে আউটপুট করুন (ইলেক্ট্রোঅটোমেটিক ডিভাইস এবং ড্রাইভে)।
অভ্যর্থনা নোড (PC) এবং আউটপুট (ভিকে) কোডগুলি, যেমনটি ছিল, বিনিময় তথ্যের অস্থায়ী স্টোরেজ, কমান্ড ঠিকানাগুলির ডিকোডিং ইত্যাদির জন্য বাফার পোর্ট ডিভাইস।
প্রযুক্তিগত বস্তু (TO) অ্যাকুয়েটর সহ, ইলেক্ট্রো-অটোমেটিক ডিভাইস (ইইউ) এবং পরিমাপ সিস্টেম DOS ব্যবহার করে নিয়ন্ত্রণ কমান্ড এবং এক্সিকিউশন নিয়ন্ত্রণ প্রয়োগ করে।
বিষয় 3.3 মাইক্রোপ্রসেসর নিয়ন্ত্রণ ডিভাইস
1. মাইক্রোপ্রসেসর ডিভাইসের ব্লক ডায়াগ্রাম
2. প্রোগ্রামেবল মাইক্রোকন্ট্রোলার
3. আধুনিক প্রবণতামাইক্রোকম্পিউটার উন্নয়নে
1. মাইক্রোকম্পিউটারগুলি বড় কম্পিউটারের তুলনায় অনেক কম সংখ্যক নির্দেশাবলী দিয়ে কাজ করে, কিন্তু তারপরও এটি কয়েক দশে পৌঁছায় এবং বাইনারি কোডে সেগুলি লিখতে কমপক্ষে ছয়টি বিটের প্রয়োজন হয়। যেহেতু রমের ঠিকানাযোগ্য ভলিউম সাধারণত কয়েক হাজার হাজার, প্রায়শই শব্দ, কমান্ডের ঠিকানা অংশে অবশ্যই সংখ্যা থাকতে হবে, অর্থাৎ, কমান্ডের মোট "দৈর্ঘ্য" অবশ্যই সংখ্যার ক্রম অনুসারে হতে হবে, যা স্বাভাবিকের সাথে মাইক্রোকম্পিউটার মেমরি কোষের "দৈর্ঘ্য", যা সংখ্যা, তিনটি রম মেমরি কোষ প্রয়োজন। এটি মিনিকম্পিউটার এবং মাইক্রোকম্পিউটারগুলির অন্যতম বৈশিষ্ট্য, যা প্রোগ্রামিংকে জটিল করে তোলে এবং তাদের ফলের গতি হ্রাস করে, যা সাধারণত 150-200 হাজার অপারেশনের বেশি হয় না যেমন 1 সেকেন্ডে যোগ করা।
মাইক্রোকম্পিউটার সাধারণত একটি ইউনিঅ্যাড্রেস ইন্সট্রাকশন সিস্টেমের সাথে কাজ করে, যেখানে নির্দেশের অ্যাড্রেস অংশে শুধুমাত্র একটি ঠিকানা থাকে - অপারেন্ডের ঠিকানা যা অবশ্যই ALU-তে স্থানান্তরিত করা উচিত। অন্য অপারেন্ড সবসময় সঞ্চয়কারীতে থাকে; দুটি অপারেন্ডে একটি ALU কর্মের ফলাফল সর্বদা সঞ্চয়কারীতে থাকে। কমান্ডগুলি বিভিন্ন ধরণের হয়: স্থানান্তর কমান্ড, যেমন "র্যাম থেকে সিপিইউতে ডেটা স্থানান্তর"; গাণিতিক ক্রিয়াকলাপের জন্য কমান্ড, উদাহরণস্বরূপ, "যোগ" বা "বিয়োগ"; যৌক্তিক ক্রিয়াকলাপের কমান্ড, উদাহরণস্বরূপ, "দুটি সংখ্যার তুলনা করুন"; কমান্ড, ট্রানজিশন "যাও", "কল", "রিটার্ন"; বিশেষ কমান্ড, যেমন "স্টপ"। সম্পুর্ণ তালিকামাইক্রোকম্পিউটার দ্বারা পরিচালিত কমান্ডগুলি কম্পিউটারে সহগামী ডকুমেন্টেশনে দেওয়া হয়।
ভি মোটপ্রোগ্রামটিতে হাজার হাজার নির্দেশ থাকতে পারে যেগুলোকে কম্পাইল করে কাজ করতে হবে, এবং তারপর রমে লিখতে হবে।
একটি সাধারণ বিভাগীয় এমপির ব্লক ডায়াগ্রাম চিত্র 39-এ দেখানো হয়েছে, এমপি দুটি কার্যকরী মডিউল নিয়ে গঠিত: একটি মাইক্রোপ্রোগ্রাম কন্ট্রোল ইউনিট (MPCU) এবং একটি অপারেটিং ইউনিট (OU) পৃথক বিভাগ থেকে নির্মিত। এমপিইউইউ অন্তর্ভুক্ত: মাইক্রোইনস্ট্রাকশন মেমরি (PMK) , যা প্রাপ্ত কমান্ড সংরক্ষণ করার জন্য ডিজাইন করা হয়েছে; মাইক্রোইনস্ট্রাকশন সিকোয়েন্স কন্ট্রোলার (KPMK) , যার প্রধান উদ্দেশ্য মাইক্রোইনস্ট্রাকশনে পাওয়া নিয়ন্ত্রণ কাঠামো (টুকরা) বাস্তবায়ন। এইভাবে, কন্ট্রোলার মাইক্রোপ্রোগ্রামের প্রথম মাইক্রোকমান্ড অ্যাক্সেস করার জন্য কমান্ড অপারেশন কোডের ডিক্রিপশন প্রদান করে, নিম্নলিখিত মাইক্রোকমান্ডগুলির ঠিকানা তৈরি করে, উভয়ই একটি রৈখিক ক্রম এবং শর্তসাপেক্ষ বা শর্তহীন মাইক্রোপ্রোগ্রামে লাফ দেয়। উপরন্তু, কিছু কন্ট্রোলার ট্রানজিশনের চিহ্ন সংরক্ষণ করতে পারে, ফার্মওয়্যার স্তরে বাধাগুলি পরিচালনা করতে পারে। একটি নিয়ম হিসাবে, মাইক্রোপ্রসেসর কিটে নিয়ন্ত্রণ সংগঠিত করার জন্য মাইক্রোইনস্ট্রাকশন সিকোয়েন্স কন্ট্রোলারগুলির জন্য মডিউল অন্তর্ভুক্ত রয়েছে বিভিন্ন মোড.
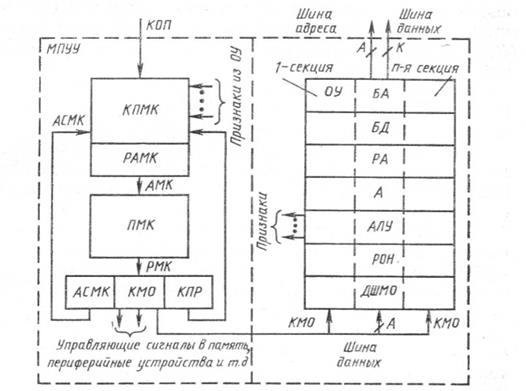
চিত্র 39 - একটি সাধারণ বিভাগীয় মাইক্রোপ্রসেসরের কাঠামোগত চিত্র
এমপিইউইউ নিম্নরূপ কাজ করে। কমান্ড রেজিস্টার থেকে অপারেশন কোড (COP) মাইক্রোইনস্ট্রাকশন সিকোয়েন্স কন্ট্রোলারে (KPMK) ইনপুট করা হয় , এবং মাইক্রোইনস্ট্রাকশন অ্যাড্রেস রেজিস্টার (RAMC) এর আউটপুটে কন্ট্রোলার, প্রথম মাইক্রোইনস্ট্রাকশনের ঠিকানা (AMC) গঠিত হয় এক্সিকিউটেবল ফার্মওয়্যার। বর্তমান মাইক্রোইনস্ট্রাকশন চক্রে প্রয়োগ করা মাইক্রোইনস্ট্রাকশন মেমরি থেকে মাইক্রোইনস্ট্রাকশন রেজিস্টারে (RMC) পড়া হয় .
মাইক্রোইনস্ট্রাকশন রয়েছে তিনটি প্রধান ক্ষেত্র, যার বিষয়বস্তু সংশ্লিষ্ট নোডগুলিতে সংরক্ষণ করা হয়:
1) মাইক্রো-অপারেশন কোড ক্ষেত্র (CMO) , মাইক্রোকম্পিউটার ডিভাইসগুলির একটি দ্বারা সঞ্চালিত অপারেশনের ধরণ নির্ধারণ করা;
2) যে ক্ষেত্রটিতে ফলাফলের বৈশিষ্ট্যগুলি (CRC) এনকোড করা হয়েছে, OS থেকে আসছে কন্ট্রোলারের কাছে এবং প্রদত্ত শর্ত অনুসারে শর্তসাপেক্ষ জাম্প কমান্ড কার্যকর করার সময় নিয়ামক দ্বারা বিশ্লেষণ করা হয়;
3) একটি ক্ষেত্র যাতে পরবর্তী কমান্ড (ASMK) এর ঠিকানা তৈরি করার জন্য ঠিকানা কোড থাকে। রিড মাইক্রোইনস্ট্রাকশন কার্যকর করার পরে, চক্রটি পুনরাবৃত্তি হয়। মাইক্রোকমান্ডগুলির নিয়ন্ত্রণ সংকেতগুলি মাইক্রোকম্পিউটারের সংশ্লিষ্ট ডিভাইসগুলিতে খাওয়ানো হয়।
OU সমস্ত গাণিতিক এবং যৌক্তিক অপারেশন সঞ্চালনের জন্য ডিজাইন করা হয়েছে। OU প্রসেসর উপাদানগুলির বিভাগ থেকে একত্রিত, যার প্রতিটিতে একটি গাণিতিক লজিক ইউনিট (ALU) রয়েছে , সাধারণ উদ্দেশ্য রেজিস্টার (RON) , সঞ্চয়কারী (A) - সঞ্চয়কারী রেজিস্টার, মাইক্রো-অপারেশন ডিকোডার (DShMO) , ডেটা বাফার (DB) এবং ঠিকানা বাফার (BA) , অস্থায়ীভাবে ঠিকানা (L) এবং ডেটা (D) সংরক্ষণ করার অনুমতি দেয়।
অপারেটিং সিস্টেমের অন্যতম বৈশিষ্ট্য উল্লম্ব পার্টিশনিং, যার জন্য পৃথক LSI-এর মধ্যে কম কোড ট্রান্সমিশন প্রয়োজন। ডেটা বাস, ঠিকানা বাস এবং মাইক্রো-অপারেশন কোড একটি সাধারণ মেরুদণ্ডে মিলিত হয়। বিভাগীয় এমপিদের প্রধান সুবিধাগুলি হল বৈশিষ্ট্যযুক্ত কাজের কাঠামোর সাথে সর্বাধিক সম্মতি সহ একটি মাইক্রোকম্পিউটার বিকাশের সম্ভাবনা, কাঠামো এবং বিটগুলিতে অপ্রয়োজনীয়তা বাদ দেওয়া এবং একটি নির্বিচারে অ-মানক ক্ষমতার পছন্দ। স্বাধীন ঠিকানা বাস এবং ইনপুট এবং আউটপুট ডেটা বাসের উপলব্ধতা (ঠিকানা এবং ডেটা বাসগুলি বিভিন্ন ফর্ম্যাটের হতে পারে) মাল্টিপ্লেক্সিং ব্যবহার না করেই মেমরি এবং পেরিফেরাল ডিভাইসগুলির সাথে ইন্টারফেসিং সংগঠিত করা সম্ভব করে তোলে।
2. প্রোগ্রামেবল লজিক মাইক্রোকন্ট্রোলার (PLMCs) মূলত লজিক ফাংশন বাস্তবায়নের উপর দৃষ্টি নিবদ্ধ করে এবং রিলে কন্ট্রোল সার্কিটের পরিবর্তে ব্যবহার করা হয়, যেমন প্রযুক্তিগত বস্তুর ইলেক্ট্রো-অটোমেটিক ডিভাইসের সেমিকন্ডাক্টর সার্কিট নিয়ন্ত্রণ করতে।
PLMCs কমান্ড ডিভাইস এবং মাইক্রোকন্ট্রোলারের কার্যাবলী বাস্তবায়ন করে এবং একটি মাইক্রো কম্পিউটারের ভিত্তিতে তৈরি করা হয়। এই মাইক্রোকম্পিউটারগুলিকে ডিজিটাল কন্ট্রোল অটোমেটনের সার্বজনীন সফ্টওয়্যার-কনফিগারযোগ্য মডেল হিসাবে বিবেচনা করা যেতে পারে। বিভিন্ন প্রযুক্তিগত প্রক্রিয়ার জন্য একটি সর্বজনীন স্থানীয় নিয়ন্ত্রণ যন্ত্র হিসাবে PLMC ব্যবহার করার সম্ভাবনা PLMC-তে একটি প্রোগ্রাম প্রবর্তন করে অর্জিত হয় যা একটি নির্দিষ্ট নিয়ন্ত্রণ বস্তুর বৈদ্যুতিক কাঠামো পরিবর্তন না করে অপারেশন অ্যালগরিদম নির্ধারণ করে।
পিএলএমসি-এর রচনায় অন্তত একটি কন্ট্রোল ইউনিট সহ একটি লজিক্যাল মাইক্রোপ্রসেসর রয়েছে, র্যাম, কন্ট্রোল প্রোগ্রাম সেট এবং লোড করার জন্য রিমোট কন্ট্রোল এবং কন্ট্রোল অবজেক্টের সাথে যোগাযোগের জন্য একটি ডিভাইস (চিত্র 40)।
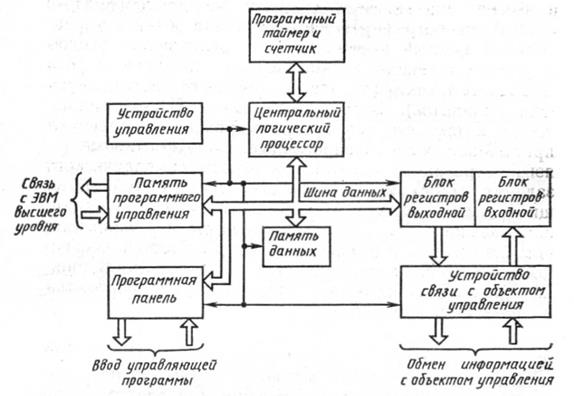
চিত্র 40 - প্রোগ্রামেবল লজিক মাইক্রোকন্ট্রোলার
চিত্র 40 PLMC এর একটি সাধারণ ব্লক ডায়াগ্রাম দেখায়, যার মধ্যে রয়েছে বিভিন্ন ডিভাইস. সেন্ট্রাল লজিক্যাল প্রসেসর (সিএলপি) প্রোগ্রাম মেমরিতে রেকর্ড করা প্রোগ্রাম অনুযায়ী ইনকামিং তথ্যের যৌক্তিক প্রক্রিয়াকরণ প্রদান করে এবং একটি নির্দিষ্ট রিলে সার্কিট মডেল করে। লজিক্যাল প্রসেসরের কন্ট্রোল ইউনিট রেজিস্টার ব্লকের সমস্ত ইনপুট এবং আউটপুটকে জিজ্ঞাসাবাদ করে, ইনপুট এবং আউটপুটগুলির অবস্থার একটি যৌক্তিক তুলনা করে এবং তুলনার ফলাফলের উপর ভিত্তি করে নির্দিষ্ট কিছু চালু বা বন্ধ করে। নির্বাহী সংস্থাকন্ট্রোল অবজেক্টের সাথে যোগাযোগ ডিভাইসের স্কিমের মাধ্যমে। মাইক্রোকন্ট্রোলার, একটি প্রোগ্রাম টাইমার এবং কাউন্টার ব্যবহার করে, ক্রমানুসারে, লাইন বাই লাইন, প্রোগ্রাম মেমরিকে জিজ্ঞাসাবাদ করে (স্ক্যান করে) এবং, CLP ব্যবহার করে, প্রোগ্রাম মেমরি থেকে আসা সমীকরণ অনুসারে লজিক্যাল ফাংশন গণনা করে এবং গণনা করা মানগুলি প্রবেশ করে ডেটা মেমরি। মেমরি পোল শেষ হওয়ার পরে, মাইক্রোকন্ট্রোলার নিয়ন্ত্রণ ইউনিট রেজিস্টার ব্লকের ইনপুট এবং আউটপুট রেজিস্টার এবং ডেটা মেমরির মধ্যে ডেটা বিনিময় করে। তারপর প্রোগ্রাম মেমরির পোলিং শুরু থেকে শেষ পর্যন্ত পুনরাবৃত্তি হয়।
এইভাবে, প্রোগ্রাম মেমরির জিজ্ঞাসাবাদ এবং ডেটা বিনিময় নিয়ন্ত্রণ প্রক্রিয়ার সময় পর্যায়ক্রমে পুনরাবৃত্তি হয়। পুরো প্রোগ্রাম জুড়ে লজিক্যাল প্রসেসরের একটি একক পাসকে একটি পূর্ণ মেমরি পোলিং (স্ক্যানিং) চক্র বলা হয় এবং যে সময়টি এই চক্রটি কার্যকর করা হয় সেটি হল চক্রের সময়। এটি মাইক্রোকন্ট্রোলারের গতি চিহ্নিত করে।
প্রোগ্রামেবল লজিক মাইক্রোকন্ট্রোলারগুলি তুলনামূলকভাবে সহজ নিয়ন্ত্রণ ফাংশনগুলি বাস্তবায়ন করে এবং এর সংখ্যা রয়েছে গুরুত্বপূর্ণ বৈশিষ্ট্য। প্রথমতাদের মধ্যে একটি হল যে চক্রগুলি অবজেক্ট কন্ট্রোল মোডে ক্রমাগত পুনরাবৃত্তি হয়। চক্রগুলি নিম্নলিখিত বিষয়বস্তু সহ পৃথক বাক্যাংশ নিয়ে গঠিত: বস্তুর নোডের অবস্থা "ফটোগ্রাফিং" (পোলিং আউটপুট), নতুন শব্দগুচ্ছের ডেটার সাথে ডেটা প্রক্রিয়াকরণ, এবং নির্বাহী সংস্থাগুলিতে নিয়ন্ত্রণ সংকেত জারি করা। একটি নির্দিষ্ট মুহুর্তে নিয়ন্ত্রণ বস্তুর অবস্থা "ফটোগ্রাফিং" উপযুক্ত মেমরি কোষে বস্তুর অবস্থা পোল করার জন্য সংকেত প্রবেশ করে প্রয়োগ করা হয় (সংশ্লিষ্ট ডিভাইসগুলি থেকে প্রতিক্রিয়া প্রাপ্ত করা)।
দ্বিতীয় PLMC এর একটি বৈশিষ্ট্য হল যে প্রোগ্রামিংয়ের জন্য তারা নিয়ন্ত্রণ অ্যালগরিদমগুলির প্রতীকী বরাদ্দের জন্য সহজতম বিশেষ, কিন্তু কার্যকর প্রোগ্রামিং ভাষা বা ভাষা ব্যবহার করে: সহজ যেগুলি রিলে যোগাযোগ সার্কিটগুলি বর্ণনা করে; লজিক ফাংশন; নিয়ন্ত্রণ অপারেটরদের সাহায্যে UE বর্ণনা করা; প্রতীকী এনকোডিং, ইত্যাদি
তৃতীয় PLMC এর একটি বৈশিষ্ট্য হল যে তারা অপারেশন চলাকালীন স্থায়ী রক্ষণাবেক্ষণ কর্মী ছাড়াই কাজ করতে পারে।
3. সিএনসি ডিভাইস তৈরির বিস্তৃত সুযোগ মাইক্রোপ্রসেসর এবং মিনিকম্পিউটার ব্যবহার করে।
একটি মেশিন বা মেশিনের একটি গ্রুপের অপারেশন অ্যালগরিদম ওয়ার্কপিসের কনফিগারেশনের জটিলতার উপর নির্ভর করে, প্রয়োজনীয় মেশিনিং নির্ভুলতা এবং পৃষ্ঠের রুক্ষতা অর্জন করে।
নির্ভুলতা এবং প্রক্রিয়াকরণের গুণমানের জন্য কম প্রয়োজনীয়তা সহ একটি সাধারণ কনফিগারেশনের অংশগুলি প্রক্রিয়াকরণের সমস্যাগুলি সমাধান করতে, কার্যকরী অ্যালগরিদমটি বেশ সহজ হওয়া উচিত।
এই ক্ষেত্রে কম্পিউটার প্রসেসরটি স্ট্যান্ডার্ড ব্লকের ভিত্তিতে তৈরি করা যেতে পারে যা থেকে নিয়ন্ত্রণ ডিভাইস তৈরি করা হয়েছে। এটি মেশিন কন্ট্রোল মডেল পুনরুত্পাদন করে, ক্রিয়াকলাপগুলির সমান্তরাল সম্পাদনের অনুমতি দেয় যা সাধারণ ফাংশনগুলি বাস্তবায়ন করে। এই ধরনের নিয়ন্ত্রণ ডিভাইসগুলিকে ডিজিটাল মডেল বলা হয়। শিল্পটি মাইক্রোইলেক্ট্রনিক উপাদানগুলির উপর নির্মিত H22, N3Z ধরণের সিএনসি সিস্টেম তৈরি করে। তারা মেশিন টুলস নিয়ন্ত্রণ এবং অবস্থান, আয়তক্ষেত্রাকার এবং কনট্যুর (বিমানে) নিয়ন্ত্রণ বহন করার জন্য ডিজাইন করা হয়েছে। এই ধরনের সিস্টেমে নিয়ন্ত্রণ অ্যালগরিদমের পুনর্গঠন অসম্ভব।
মাইক্রোকম্পিউটারগুলি ছোট শব্দের দৈর্ঘ্য এবং মেমরির ক্ষমতাতে মিনিকম্পিউটারগুলির থেকে আলাদা, উচ্চ মাত্রার একীকরণ সহ ন্যূনতম সংখ্যক ইন্টিগ্রেটেড সার্কিটের উপর প্রয়োগ করা হয় এবং তৈরি করতে পরিবেশন করা হয় স্বয়ংক্রিয় সিস্টেমসাধারণ বস্তুর ব্যবস্থাপনা; মিনি-কম্পিউটার, ব্যক্তিগত কম্পিউটার (পিসি) ইত্যাদির সাথে যোগাযোগের যন্ত্র।
একটি মাল্টি-ক্রিস্টাল মাইক্রোপ্রসেসর থেকে একটি একক-ক্রিস্টাল এবং অবশেষে, একটি একক চিপে স্থাপিত একটি মাইক্রোকম্পিউটারে রূপান্তর সরলীকৃত কম্পিউটারগুলির বাস্তবায়নে সর্বাধিক অর্থনৈতিক প্রভাব তৈরি করে। মাল্টি-চিপ মাইক্রোপ্রসেসরগুলির কার্যকরী সম্পূর্ণতা, কম্পিউটিং শক্তি এবং কর্মক্ষমতা রয়েছে এবং আরও জটিল ইনস্টলেশন এবং প্রযুক্তিগত প্রক্রিয়াগুলি নিয়ন্ত্রণ করতে মাইক্রো- এবং মিনি-কম্পিউটার তৈরিতে সবচেয়ে কার্যকর।
বিষয় 3.4 অভিযোজিত প্রোগ্রাম নিয়ন্ত্রণ সিস্টেম
1. অভিযোজন ব্লক সহ নিয়ন্ত্রণ ব্যবস্থার কাঠামোগত চিত্র
2. কার্যকরী চিত্র।
1. একটি নিয়ন্ত্রণ ব্যবস্থা নির্মাণের নীতিটি এই সত্যের উপর ভিত্তি করে যে নিয়ন্ত্রণ একটি প্রদত্ত অ্যালগরিদম অনুযায়ী কাজ করে, দ্বারা সংজ্ঞায়িত নিয়ন্ত্রণ প্রোগ্রামপরিচালিত বস্তু সম্পর্কে প্রাথমিক তথ্য, প্রযুক্তিগত প্রক্রিয়া এবং এর পরামিতি, সেইসাথে পরিচালিত বস্তু সম্পর্কে প্রাপ্ত সেকেন্ডারি তথ্যের উপর ভিত্তি করে নিয়ন্ত্রণ অ্যালগরিদমের সংশোধন এবং পুনর্গঠন (প্রাথমিক তথ্যের পরিবর্তন সম্পর্কে তথ্য, PM, এবং ইত্যাদির জন্য প্রদত্ত মান থেকে প্রকৃত পরামিতিগুলির বিচ্যুতি)।
যেমন একটি নিয়ন্ত্রণ সংস্থা সঙ্গে একটি CNC বলা হয় অভিযোজিত নিয়ন্ত্রণ ব্যবস্থা।এই জাতীয় সিস্টেমের জন্য, UE নিয়ন্ত্রণ লক্ষ্য গঠন করে (নিয়ন্ত্রণ অ্যালগরিদম যা কার্যকারী সংস্থাগুলির গতিবিধি, তাদের গতি, সেইসাথে অন্যান্য প্রযুক্তিগত পরামিতি এবং কমান্ডগুলি নিয়ন্ত্রণ বস্তু, ওয়ার্কপিস, প্রক্রিয়াকরণ পদ্ধতি সম্পর্কে পরিচিত তথ্যের উপর ভিত্তি করে নির্ধারণ করে। টুল, ইত্যাদি), যার জন্য ম্যানেজমেন্ট সিস্টেমের চেষ্টা করা উচিত। সুতরাং, অভিযোজিত নিয়ন্ত্রণ ব্যবস্থার জন্য, রেকর্ড করা UE, যা বস্তু এবং প্রদত্ত পরামিতিগুলিকে নিয়ন্ত্রণ করার জন্য প্রদত্ত অ্যালগরিদম নির্ধারণ করে, হল নিয়ন্ত্রণের লক্ষ্য সম্পর্কে তথ্য, এবং যখন নিয়ন্ত্রিত বস্তুর পরিস্থিতি পরিবর্তিত হয়, তখন এই ধরনের একটি সিস্টেম অভিযোজিত হবে, পরিবর্তন করবে। কন্ট্রোল ডিসিপ্লিন, পরিবর্তিত নির্দিষ্ট শর্ত বিবেচনায় নিয়ে, অর্থাৎ ডিভাইস ম্যানেজমেন্ট বিদ্যমান UE-তে অতিরিক্ত ব্যবস্থাপনা নির্দেশনা তৈরি করবে।
অভিযোজিত নিয়ন্ত্রণ প্রদানের জন্য একটি মাইক্রোকম্পিউটারের ভিত্তিতে তৈরি সার্বজনীন CNC-তে, অভিযোজিত নিয়ন্ত্রণের জন্য নিয়ন্ত্রণ বস্তুকে CNC-এর সাথে সংযোগ করতে বিশেষ ইন্টারফেস মডিউল তৈরি করা হয়। তাছাড়া, কোনো বস্তুতে অভিযোজিত নিয়ন্ত্রণ বাস্তবায়নের জন্য প্রোগ্রামেবল মাইক্রোকন্ট্রোলারের আকারে অতিরিক্ত মডিউলও তৈরি করা হচ্ছে। ইন্টারফেস মডিউলটিতে অতিরিক্ত অ্যানালগ-টু-ডিজিটাল রূপান্তরকারী অন্তর্ভুক্ত রয়েছে সেন্সর সংকেত রূপান্তর করার জন্য যা নিয়ন্ত্রণের সময় বিভিন্ন প্রযুক্তিগত পরামিতি পরিমাপ করে, যা একটি ডিজিটাল কোডে রূপান্তরিত হয়। এছাড়াও, প্রোগ্রামেবল মাইক্রোকন্ট্রোলারগুলি সেকেন্ডারি তথ্য প্রক্রিয়া করতে এবং এটিকে প্রধান UE-তে প্রবর্তন করতে ব্যবহৃত হয়। উপরে তালিকাভুক্ত সমস্ত মডিউল সাধারণত মাইক্রোকম্পিউটার কেন্দ্রীয় প্রসেসর থেকে নিয়ন্ত্রিত হয়।
মাইক্রোকম্পিউটারের ভিত্তিতে তৈরি সিএনসি-তে, সিএনসি-র সাথে একত্রে অভিযোজিত নিয়ন্ত্রণ সংগঠিত করার জন্য বিশেষভাবে তৈরি করা গাণিতিক এবং সফ্টওয়্যার মেমরিতে সংরক্ষণ করা হয়।
চিত্র 41 একটি অভিযোজন ব্লক (অভিযোজন ADC) সহ একটি সার্বজনীন CNC এর একটি ব্লক ডায়াগ্রাম দেখায়, যা একটি বস্তুর অভিযোজিত নিয়ন্ত্রণ বাস্তবায়নের জন্য প্রদান করে। সর্বজনীন CNC ইলেকট্রোনিকা-60 মাইক্রোকম্পিউটারের ভিত্তিতে তৈরি করা হয়েছে, যার মধ্যে CPU, মেমরি এবং ROM, প্রধান কম্পিউটার চ্যানেল রয়েছে। অভিযোজন মডিউল ছাড়াও, CNC-তে নিম্নলিখিত মডিউলগুলি অন্তর্ভুক্ত রয়েছে: সংশোধন কনসোল (SPK) সহ যোগাযোগ ইন্টারফেস, প্রিন্টিং ডিভাইসগুলির সাথে যোগাযোগ ইন্টারফেস (PU) এবং বৈদ্যুতিক টাইপরাইটার (EPM) চরিত্র তথ্য প্রদর্শন ইউনিট (BOSI) যোগাযোগের সাথে যোগাযোগ ইন্টারফেস ফটোরিডারের সাথে ইন্টারফেস (এফএসইউ), একটি পাঞ্চারের সাথে যোগাযোগের ইন্টারফেস, ম্যাগনেটিক টেপ ক্যাসেট ড্রাইভের সাথে যোগাযোগের ইন্টারফেস (কেএনএমএল) ইউ কমিউনিকেশন ইন্টারফেস একটি কোড রূপান্তর ইউনিট এবং গুণিতক ইউনিট (সিইউ, বিপিসি), একটি কম্পিউটারের সাথে একটি যোগাযোগ ইন্টারফেস। উচ্চ পদ।

চিত্র 41 - অভিযোজিত নিয়ন্ত্রণ ব্যবস্থার কাঠামোগত চিত্র
প্রযুক্তিগত অবজেক্ট (TO) এর সাথে যোগাযোগ ইন্টারফেসের মাধ্যমে কম্পিউটার চ্যানেলটি নিয়ন্ত্রণ বস্তুর সাথে একটি অতিরিক্ত যোগাযোগ লাইনের মাধ্যমে বহিরাগত ডিভাইসগুলির সাথে সংযুক্ত থাকে। এইভাবে, TO-এর সাথে যোগাযোগের ইন্টারফেস নিয়ন্ত্রণ বস্তুতে অবস্থিত মাইক্রোকম্পিউটার এবং বহিরাগত ডিভাইসগুলির মধ্যে তথ্য বিনিময় নিয়ন্ত্রণ করে।
সিএনসি এবং কন্ট্রোল অবজেক্টের মধ্যে যোগাযোগের জন্য, নিম্নলিখিত ব্লকগুলি ব্যবহার করা হয়, যা স্ট্যান্ডার্ড মডিউলের আকারে তৈরি করা হয় (নিয়ন্ত্রণ বস্তুর কার্যকারী সংস্থাগুলিকে পরিবেশন করে ব্লক); আউটপুট এবং ইনপুট সিগন্যালের ব্লক, স্টেপার ড্রাইভের সাথে যোগাযোগের ব্লক (BSSHP), একটি ড্রাইভের সাথে যোগাযোগের ইন্টারফেস এবং PFM বা PWM নিয়ন্ত্রণ সহ একটি থাইরিস্টর কনভার্টার দ্বারা নিয়ন্ত্রিত; ফিডব্যাক সেন্সর (ADC DOS) সহ যোগাযোগ মডিউল, যা সমস্ত ধরণের প্রযুক্তিগত পরামিতি পরিমাপ করে, তাই, এই মডিউলটি আংশিকভাবে নিয়ন্ত্রণ বস্তু থেকে গৌণ তথ্য পেতে এবং এটি প্রক্রিয়া করতে ব্যবহার করা যেতে পারে।
সমস্ত অভিযোজিত সিএনসি ব্যবহার করা উচিত যেখানে তারা অর্থনৈতিক মূল্য প্রদান করে এবং হার্ডওয়্যার এবং স্ট্যান্ডার্ড মডিউলগুলিতে কম অপ্রয়োজনীয়তার মাধ্যমে প্রাথমিক খরচকে সমর্থন করে।
শিল্প রোবটগুলিতে ব্যবহৃত অভিযোজিত সিএনসিগুলি বিশেষ গাণিতিক এবং সফ্টওয়্যার দিয়ে সজ্জিত যা র্যাম এবং রমে রেকর্ড করা হয়৷ পরিস্থিতি, জ্যামিতিক আকার, ফিক্সিংয়ের জন্য গ্রিপিং বল পরিমাপ করার সময় সিএনসিকে একটি বিশেষ ইউনিফাইড ইন্টারফেসের মাধ্যমে প্রযুক্তিগত দৃষ্টি সরঞ্জাম দিয়ে সজ্জিত করা যেতে পারে। আঁকড়ে ধরার মুহূর্ত, ওয়ার্কপিস চিহ্নিত করা। , আপেক্ষিক অবস্থান, সমাবেশের সময় অক্ষীয় স্ট্রেনের পরিমাপ ইত্যাদি। ভিশন রিসেপ্টর হিসাবে, ক্যাথোড রে টিউব, ইন্টিগ্রেটেড ম্যাট্রিক্স-টাইপ ফটোডিটেক্টর (IFS), চার্জ-কাপল্ড ম্যাট্রিক্স ডিভাইস, ডিসেক্টর (ডিসেক্টর হল একটি টেলিভিশন। একটি নির্বিচারে স্ক্যান সহ নল) ব্যবহার করা যেতে পারে মরীচি), ম্যাট্রিক্স স্ট্রেন গেজ, ইত্যাদি।
অভিযোজিত সিএনসিগুলি সেই সমস্ত প্রযুক্তিগত সুবিধাগুলিতেও ব্যাপকভাবে ব্যবহৃত হয় যেখানে প্রযুক্তিগত প্রক্রিয়াগুলির পরামিতি বা ফলস্বরূপ পণ্যগুলির পরামিতিগুলির উপর উচ্চ প্রয়োজনীয়তাগুলি স্থাপন করা হয়। উপরন্তু, এগুলি এমন ক্ষেত্রে ব্যবহার করা হয় যেখানে প্রক্রিয়ার ব্যাঘাতগুলি উল্লেখযোগ্য এবং এলোমেলো প্রকৃতির, যা UE-তে এই বিচ্যুতিগুলিকে বিবেচনায় নেওয়া বা নিয়ন্ত্রণ প্রক্রিয়া চলাকালীন নিয়ন্ত্রণ প্যানেল থেকে তাদের সংশোধন করা সম্ভব করে তোলে।
অভিযোজিত নিয়ন্ত্রণ ব্যবস্থাগুলি অভিযোজন পদ্ধতি, পরিমাপ পদ্ধতির সংগঠনের ধরন, অভিযোজিত নিয়ন্ত্রণ সংগঠিত করার উপায় এবং অভিযোজিত নিয়ন্ত্রণ সংগঠিত বিভিন্ন হার্ডওয়্যারের মধ্যে ভিন্ন। অভিযোজন নীতি অনুসারে, অভিযোজিত নিয়ন্ত্রণ ব্যবস্থাগুলিকে আলাদা করা হয়: কার্যকরী নিয়ন্ত্রণের সাথে, যেখানে অভিযোজন প্রক্রিয়াটি বিচ্যুত মানগুলির উপর কার্যকরীভাবে নির্ভরশীল পরামিতিগুলিকে নিয়ন্ত্রণ করে পরিচালিত হয়; চরম নিয়ন্ত্রণের সাথে, যার অভিযোজনের উদ্দেশ্য সর্বাধিক বা সর্বনিম্ন ফলাফল পাওয়া; সর্বোত্তম নিয়ন্ত্রণের সাথে, যেখানে একটি জটিল অনুকূলতার মানদণ্ড অনুসারে সর্বোত্তম ফলাফলের জন্য অনেক পরামিতি নিয়ন্ত্রিত হয়।
অভিযোজিত নিয়ন্ত্রণ ব্যবস্থাগুলি একটি বিরক্তিকর প্রভাব সৃষ্টিকারী পরামিতিগুলিকে নিয়ন্ত্রণ করার উপায়ে এবং নিয়ন্ত্রণের পরামিতিগুলিকে প্রভাবিত করার উপায়ে ভিন্ন হতে পারে, যার মাধ্যমে, একটি নিয়ম হিসাবে, নতুন নিয়ন্ত্রণ শর্তগুলিকে বিবেচনা করে অভিযোজন করা হয়। প্রায়শই, যে প্যারামিটারগুলি বিরক্তিকর বা নিয়ন্ত্রন করে তা হল কর্তনের শক্তি এবং বল, মেশিনিং ব্যাস, মেশিনিং ভাতা, কাটিং জোনে তাপমাত্রা, মেশিন-টুল-টুল-ওয়ার্কপিস সিস্টেমে বিকৃতি, কাটিং টুল পরিধান ইত্যাদি।
অভিযোজিত নিয়ন্ত্রণ ব্যবস্থা নিয়ন্ত্রণ চ্যানেলের সংখ্যা, নিয়ন্ত্রণ কর্মের ধরন এবং আইনে ভিন্ন হতে পারে।
2. অনুরূপ অতিরিক্ত গাণিতিক এবং সফ্টওয়্যার (চিত্র 42) সহ একটি সর্বজনীন CNC-এর ভিত্তিতে সর্বোত্তম নিয়ন্ত্রণের ব্যবহার সহ একটি অভিযোজিত CNC তৈরি করা হয়েছে।

চিত্র 42 - অভিযোজিত নিয়ন্ত্রণ ব্যবস্থার কার্যকরী চিত্র
অভিযোজন ডিভাইসের কার্যকরী চিত্রে নিম্নলিখিত নোডগুলি অন্তর্ভুক্ত রয়েছে: একটি নোড যেখানে কাটিয়া প্রক্রিয়া (PR) হয় এবং প্রক্রিয়াকরণ প্রক্রিয়ার প্রয়োজনীয় পরামিতিগুলি পরিমাপ করা হয়; মেশিনের ইলাস্টিক সিস্টেম (ইউএসএস), যা প্রকৃত সিস্টেম মেশিন - ফিক্সচার - টুল - ওয়ার্কপিস; ফিড ড্রাইভ (পিপি); প্রধান ড্রাইভ (জিপি); টাকু গতি (DS) সহ সার্কিট সিঙ্ক্রোনাইজেশন সেন্সর; একটি সেন্সর যা দোলনের প্রশস্ততা পরিমাপ করে (ডিসি), একটি কারেন্ট বা পাওয়ার সেন্সর (ডিটি), একটি দোলন সেন্সর পরিবর্ধক (ইউডিসি) একটি পাওয়ার ফিডব্যাক সিগন্যাল স্কেলিং ইউনিট এবং নো-লোড কারেন্ট (বিএমসি) ফিড রেট নিয়ন্ত্রণ দ্বারা উত্পন্ন সংকেত ক্ষতিপূরণ। সংকেত সীমিত ইউনিট (υ s) এবং টাকু গতি (B01, B02); কমান্ড জেনারেটর (জি); ব্যান্ডপাস ফিল্টার (PF) ম্যাচিং ইউনিট (BS) গুণিতক ইউনিট (BU1, BU2); ফিড রেট পরিবর্তন করে স্পিন্ডল স্পিড (ERC) দোলন কন্ট্রোলার পরিবর্তন করে চরম দোলন কন্ট্রোলার, নির্দিষ্ট পরামিতি (BL) এর সাথে টাকু গতির তুলনা করার জন্য (RK) লজিক ব্লক; পাওয়ার রেগুলেটর (PM); ফিড রেট, স্পিন্ডেলের গতি, দোলন প্রশস্ততা, কাটিং ফোর্স (শক্তি) এবং প্রক্রিয়াকরণের সময় লোড কারেন্ট বৈশিষ্ট্যযুক্ত শারীরিক পরিমাণ।
জটিল অপ্টিম্যালিটি মাপদণ্ডের উপর ভিত্তি করে, অভিযোজিত নিয়ন্ত্রণ ব্যবস্থা অপ্টিম্যালিটি ফাংশনের সম্পূর্ণ বা আংশিক বাস্তবায়নের সাথে বেশ কয়েকটি সর্বোত্তম স্বয়ংক্রিয় নিয়ন্ত্রণ অ্যালগরিদম প্রয়োগ করে। এই পদ্ধতিটি এক বা অন্য নিয়ন্ত্রণ অ্যালগরিদম অনুসারে অগ্রাধিকার সেটিংকে পর্যায়ক্রমে নিয়ন্ত্রণ করে বা এই মানদণ্ডের সমস্ত প্রয়োজনীয় পরামিতি অনুসারে যৌথ প্রবিধান দ্বারা পরিচালিত হয়। একটি অভিযোজিত নিয়ন্ত্রণ ব্যবস্থা প্রক্রিয়া পরামিতিগুলির স্বয়ংক্রিয় নিয়ন্ত্রণের জন্য বিভিন্ন অ্যালগরিদম প্রয়োগ করতে পারে।
বিষয় 3.5 নমনীয় উত্পাদন সিস্টেম এবং নমনীয় উত্পাদন মডিউল
1. GPS এর মৌলিক পদ এবং সংজ্ঞা
2. নমনীয় স্বয়ংক্রিয় লাইন
3. জিপিএস ব্যবস্থাপনা
4. GPS ব্যবহারে বর্তমান প্রবণতা
1. ফ্লেক্সিবল ম্যানুফ্যাকচারিং সিস্টেম (FMS)একটি নির্দিষ্ট সময়ের ব্যবধানে স্বয়ংক্রিয় মোডে তাদের কার্যকারিতা নিশ্চিত করার জন্য CNC সরঞ্জাম, রোবোটিক প্রযুক্তিগত কমপ্লেক্স, নমনীয় উত্পাদন মডিউল, প্রযুক্তিগত সরঞ্জামগুলির পৃথক ইউনিট এবং সিস্টেমগুলির বিভিন্ন সংমিশ্রণের একটি সেট। যে কোন টিপিএসতাদের বৈশিষ্ট্যের মানগুলির প্রতিষ্ঠিত সীমার মধ্যে একটি নির্বিচারে পরিসরের পণ্যগুলির উত্পাদনে স্বয়ংক্রিয় পুনর্বিন্যাস করার সম্পত্তি রয়েছে।
রোবোটিক প্রযুক্তিগত কমপ্লেক্স (RTK) প্রযুক্তিগত সরঞ্জামগুলির একটি ইউনিট, একটি শিল্প রোবট এবং সরঞ্জাম (জমে থাকা, অভিযোজন এবং পণ্যগুলির টুকরো সরবরাহের জন্য ডিভাইস) গঠিত। RTK স্বায়ত্তশাসিতভাবে কাজ করতে পারে, একাধিক প্রক্রিয়াকরণ চক্র বহন করে। যদি আরটিসিগুলিকে জিপিএসের অংশ হিসাবে কাজ করার জন্য ডিজাইন করা হয়, তবে তাদের অবশ্যই স্বয়ংক্রিয় পুনর্বিন্যাস এবং সিস্টেমে একীভূত করার ক্ষমতা থাকতে হবে।
নমনীয় উত্পাদন মডিউল (FPM)- এটি তাদের বৈশিষ্ট্যের মানগুলির প্রতিষ্ঠিত সীমার মধ্যে একটি স্বেচ্ছাচারী পরিসরের পণ্যগুলির উত্পাদনের জন্য প্রযুক্তিগত সরঞ্জামগুলির একটি ইউনিট, স্বায়ত্তশাসিতভাবে কাজ করে, স্বয়ংক্রিয়ভাবে পণ্যগুলির উত্পাদন সম্পর্কিত কার্য সম্পাদন করে এবং তৈরি করার ক্ষমতা রাখে জিপিএস-এ
সাংগঠনিকভাবে, কেউ আলাদা করতে পারে 3 ধরনের জিপিএস: TAL, GAU এবং GAC।
1) একটি নমনীয় স্বয়ংক্রিয় লাইনে ( GAL) প্রযুক্তিগত সরঞ্জামগুলি প্রযুক্তিগত ক্রিয়াকলাপের গৃহীত অনুক্রমের মধ্যে অবস্থিত।
2) নমনীয় স্বয়ংক্রিয় বিভাগ ( GAU) একটি প্রযুক্তিগত রুটে কাজ করে, যা প্রযুক্তিগত সরঞ্জাম ব্যবহার করার ক্রম পরিবর্তন করার সম্ভাবনা প্রদান করে।
3) নমনীয় স্বয়ংক্রিয় কর্মশালার (GAC) সংমিশ্রণে বিভিন্ন সংমিশ্রণে অন্তর্ভুক্ত রয়েছে নমনীয় স্বয়ংক্রিয় লাইন, রোবোটিক উত্পাদন লাইন, নমনীয় স্বয়ংক্রিয় বিভাগ এবং রোবোটিক উত্পাদন লাইন এবং একটি নির্দিষ্ট পরিসরের পণ্য উত্পাদনের জন্য বিভাগ।
এইভাবে, জিপিএস হল একটি সাংগঠনিক এবং প্রযুক্তিগত উত্পাদন ব্যবস্থা যা ছোট আকারের, সিরিয়াল এবং কিছু ক্ষেত্রে, বৃহৎ মাল্টি-প্রোডাক্ট উৎপাদনের অবস্থার সাথে প্রতিস্থাপন করতে দেয়। সর্বনিম্ন খরচএবং অল্প সময়ের মধ্যে একটি নতুন পণ্য তৈরি করে।
একটি সাধারণ এফএমএসের কাঠামোতে, তিনটি গোষ্ঠীর উপাদান প্রয়োজন: প্রযুক্তিগত, ব্যবস্থাপনা এবং প্রাক-উৎপাদন। অনুরূপ সিস্টেম (বা সাবসিস্টেম) গঠনকারী উপাদানগুলির প্রতিটি নির্দিষ্ট গোষ্ঠী হল একটি ম্যান-মেশিন, যেখানে সবচেয়ে শ্রম-নিবিড় ফাংশনগুলি সিস্টেমে অন্তর্ভুক্ত কম্পিউটার সরঞ্জাম দ্বারা সঞ্চালিত হয়, এবং সৃজনশীল ফাংশনগুলি ডিজাইনারদের দ্বারা সঞ্চালিত হয়, প্রযুক্তিবিদ এবং উৎপাদন সংগঠকরা ওয়ার্কস্টেশনে কাজ করছেন।
প্রযুক্তিগতপদ্ধতিএটিতে প্রয়োগ করা প্রধান এবং সহায়ক প্রযুক্তিগত সরঞ্জাম এবং প্রযুক্তিগত সরঞ্জামগুলির একটি সেট উৎপাদন প্রক্রিয়া, যা মেশিনিং, সমাবেশ, ফাউন্ড্রি, ফরজিং, ওয়েল্ডিং, ইলেক্ট্রোপ্লেটিং ইত্যাদি হতে পারে। উত্পাদন ফাংশনএকটি মডুলার ভিত্তিতে নির্মিত প্রতিটি ধরনের উত্পাদনের জন্য নির্দিষ্ট প্রযুক্তিগত উপায় ব্যবহার করে বাহিত হয়।
একই সময়ে, নিম্নলিখিত কাজগুলি সমাধান করা হয়: সমাবেশ, সঞ্চয়স্থান, পরিবহন এবং উত্স উপাদানের মধ্যবর্তী সঞ্চয়, ফাঁকা, আধা-সমাপ্ত পণ্য এবং প্রযুক্তিগত সরঞ্জাম; উত্পাদন সুবিধার প্রক্রিয়াকরণ এবং সমাবেশ; ফাঁকা, আধা-সমাপ্ত পণ্য এবং নিয়ন্ত্রণ সমাপ্ত পণ্য; প্রযুক্তিগত প্রক্রিয়ার পরামিতি এবং সরঞ্জামের অবস্থার নিয়ন্ত্রণ, উত্পাদন বর্জ্য পরিষ্কার করা (চিপস, ফ্ল্যাশ, স্প্রুস); সহায়ক উপকরণ সরবরাহ ( লুব্রিকেন্ট, কুল্যান্ট, ছাঁচনির্মাণ উপকরণ)।
উৎপাদননমনীয়তা GPS প্রযুক্তিগত, কাঠামোগত-সাংগঠনিক এবং প্যারামেট্রিক নমনীয়তা দ্বারা নির্ধারিত হয়। একই সময়ে, অধীনে নমনীয়তা উত্পাদন প্রোগ্রাম বাস্তবায়নের সাথে সম্পর্কিত পরিবর্তনগুলির সাথে জিপিএসের অভিযোজনযোগ্যতা বোঝুন। উৎপাদন ব্যবস্থাকে উল্লেখযোগ্য খরচ ছাড়াই নমনীয় এবং দ্রুত পুনরুদ্ধারযোগ্য বলে মনে করা হয়, যদি উৎপাদন বস্তুর পরিবর্তনের সময় সিস্টেমের উপাদানগুলির গঠন এবং তথ্য লিঙ্কগুলির সংমিশ্রণ পরিবর্তিত না হয়।
2. সাধারণত একটি নির্দিষ্ট অংশের প্রক্রিয়াকরণের জন্য তৈরি মেশিন স্বয়ংক্রিয় লাইনগুলি প্রক্রিয়াকরণের জন্য ব্যবহার করা খুব কঠিন নতুন অংশএমনকি ডিজাইনেও একই রকম। মৌলিকভাবে নতুন অটোমেশন সরঞ্জাম, যা GPS আকারে উপস্থিত হয়েছিল, এই ধরনের শিল্পের জন্য তৈরি করা সম্ভব করেছে নমনীয় স্বয়ংক্রিয় লাইন(GAL)।
GALs ডিজাইন এবং উত্পাদন প্রযুক্তির অনুরূপ পূর্বে পরিচিত বেশ কয়েকটি অংশের গ্রুপ প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে। তারা পুনর্বিন্যাসযোগ্য মডুলার মেশিন এবং CNC মেশিন নিয়ে গঠিত, একটি একক স্বয়ংক্রিয় পরিবহন ব্যবস্থা দ্বারা একত্রিত। CNC মেশিনগুলি জটিল প্রক্রিয়াকরণ চক্রের জন্য এই ধরনের লাইনে ব্যবহার করা হয় এবং, যদি প্রয়োজন হয়, কনট্যুর নিয়ন্ত্রণ প্রয়োগ করা হয়। GAL-এর প্রযুক্তিগত সরঞ্জামগুলি প্রযুক্তিগত ক্রিয়াকলাপের গৃহীত অনুক্রমের মধ্যে অবস্থিত।
শরীরের অংশ প্রক্রিয়াকরণের জন্য বিনিময়যোগ্য স্পিন্ডল বাক্স সহ মডুলার মেশিনের ভিত্তিতে তৈরি GALগুলি ব্যাপকভাবে ব্যবহৃত হয়।
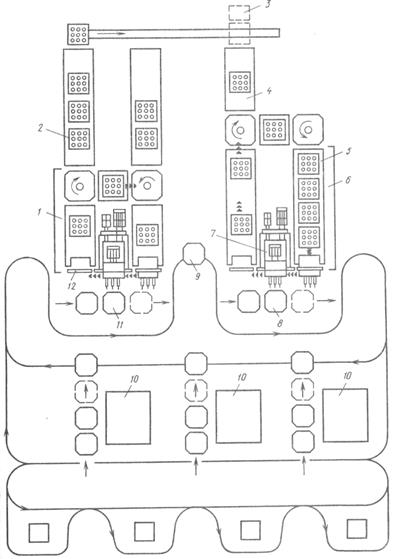 চিত্র 43 এই ধরনের একটি লাইনের একটি উদাহরণ দেখায়, যার মধ্যে রয়েছে: ইউনিফাইড নোডের দুটি সেট 1
এবং 6
মেশিনের জন্য, টাকু বক্স পরিবাহক দুটি স্বয়ংক্রিয় বিভাগ 2
এবং 4,
আলনা 3
একটি নির্দিষ্ট কাজের চক্রে ব্যবহৃত না হওয়া টাকু বাক্স সংরক্ষণের জন্য, তিনটি অবস্থান 10
ক্ল্যাম্পিং ডিভাইস-স্যাটেলাইট, পরিবহন ব্যবস্থায় ওয়ার্কপিস স্থাপন স্বয়ংক্রিয় খাওয়ানোস্যাটেলাইট সহ অংশ কাজ অবস্থানে 11
এবং 8
(অবস্থান 9
বিবরণের মধ্যবর্তী নিয়ন্ত্রণের জন্য)। ইউনিফাইড নোডগুলির সেটগুলিতে একটি গিয়ারবক্স সহ একটি পাওয়ার টেবিল রয়েছে 7
বিনিময়যোগ্য টাকু বাক্স সংযুক্ত করার জন্য 5
, পাওয়ার টেবিল টাকু বাক্সের জন্য ফিডার 12,
পরিবাহক বিভাগ এবং ঘূর্ণমান টেবিলের একটি সেট। লাইনে 28টি পর্যন্ত মাল্টি-স্পিন্ডেল বাক্স ব্যবহার করা হয়, যেগুলি প্রসেসিং চক্রের প্রয়োজনীয় সময়ে পাওয়ার ইউনিটে স্যাটেলাইটে পরিবহন করা হয়, যেখানে সেগুলি স্বয়ংক্রিয়ভাবে একে একে স্থির করা হয়। পরিবর্তন করার সময়, বাক্সের একটি নতুন সেট গুদাম থেকে পরিবাহকের উপর লোড করা হয়।
চিত্র 43 এই ধরনের একটি লাইনের একটি উদাহরণ দেখায়, যার মধ্যে রয়েছে: ইউনিফাইড নোডের দুটি সেট 1
এবং 6
মেশিনের জন্য, টাকু বক্স পরিবাহক দুটি স্বয়ংক্রিয় বিভাগ 2
এবং 4,
আলনা 3
একটি নির্দিষ্ট কাজের চক্রে ব্যবহৃত না হওয়া টাকু বাক্স সংরক্ষণের জন্য, তিনটি অবস্থান 10
ক্ল্যাম্পিং ডিভাইস-স্যাটেলাইট, পরিবহন ব্যবস্থায় ওয়ার্কপিস স্থাপন স্বয়ংক্রিয় খাওয়ানোস্যাটেলাইট সহ অংশ কাজ অবস্থানে 11
এবং 8
(অবস্থান 9
বিবরণের মধ্যবর্তী নিয়ন্ত্রণের জন্য)। ইউনিফাইড নোডগুলির সেটগুলিতে একটি গিয়ারবক্স সহ একটি পাওয়ার টেবিল রয়েছে 7
বিনিময়যোগ্য টাকু বাক্স সংযুক্ত করার জন্য 5
, পাওয়ার টেবিল টাকু বাক্সের জন্য ফিডার 12,
পরিবাহক বিভাগ এবং ঘূর্ণমান টেবিলের একটি সেট। লাইনে 28টি পর্যন্ত মাল্টি-স্পিন্ডেল বাক্স ব্যবহার করা হয়, যেগুলি প্রসেসিং চক্রের প্রয়োজনীয় সময়ে পাওয়ার ইউনিটে স্যাটেলাইটে পরিবহন করা হয়, যেখানে সেগুলি স্বয়ংক্রিয়ভাবে একে একে স্থির করা হয়। পরিবর্তন করার সময়, বাক্সের একটি নতুন সেট গুদাম থেকে পরিবাহকের উপর লোড করা হয়।
এছাড়াও, সমষ্টিগত সিএনসি মেশিনগুলি ইউনিফাইড ইউনিটের সেট থেকে তৈরি করা হয়েছে (টেবিল বিভিন্ন ধরনের, স্বয়ংক্রিয় টুল পরিবর্তন প্রক্রিয়া)।
3. জিপিএস ম্যানেজমেন্ট জটিল বহুমুখী শ্রেণীবিন্যাসভাবে নির্মিত প্রয়োগ করে স্বয়ংক্রিয় সিস্টেমব্যবস্থাপনা(ACS) যার মধ্যে পার্থক্য করা সম্ভব দুইকার্যকরী উপাদান:
প্রক্রিয়া নিয়ন্ত্রণ (APCS)
সাংগঠনিক এবং প্রযুক্তিগত ব্যবস্থাপনা (ACS)।
প্রথমটি প্রযুক্তিগত এবং গ্রুপ পরিচালনার সমস্যাগুলি সমাধান করে পরিবহন যন্ত্রপাতি, এবং দ্বিতীয়টি - উত্পাদনের অগ্রগতির জন্য পরিকল্পনা, প্রেরণ এবং অ্যাকাউন্টিংয়ের কাজ। ACS GPS-এর উভয় উপাদানই হার্ডওয়্যার এবং সফ্টওয়্যার উভয় ক্ষেত্রেই ঘনিষ্ঠভাবে আন্তঃসংযুক্ত।
ACS TP GPS এর প্রধান এবং সহায়ক সরঞ্জামগুলির কমপ্লেক্সে (গ্রুপ) নিয়ন্ত্রণ ক্রিয়া বিকাশের জন্য ডিজাইন করা হয়েছে, নিয়ন্ত্রণ প্রোগ্রাম এবং অন্যান্য প্রয়োজনীয় তথ্য স্থানীয় নিয়ন্ত্রণ ডিভাইসগুলিতে (সিএনসি সরঞ্জাম, বৈদ্যুতিক অটোমেশন ডিভাইস), স্থানীয় নিয়ন্ত্রণ ডিভাইসগুলি থেকে তথ্য গ্রহণ, পাশাপাশি কন্ট্রোল প্রোগ্রামের লাইব্রেরির কম্পিউটার মেমরিতে স্টোরেজ সংগঠিত করা এবং সমস্ত প্রয়োজনীয় প্রযুক্তিগত ডকুমেন্টেশন। APCS-এ স্থানীয় নিয়ন্ত্রণ মডিউল, তথ্য-পরিমাপ এবং কম্পিউটার সরঞ্জাম অন্তর্ভুক্ত রয়েছে।
জিপিএস-এ, সফ্টওয়্যার নিয়ন্ত্রণ একটি প্রদত্ত প্রোগ্রাম অনুসারে স্বয়ংক্রিয় মোডে সরঞ্জামগুলির ক্রিয়াকলাপ এবং প্রোগ্রাম পরিবর্তন করার সময় কার্যকারিতা প্রক্রিয়াগুলি পরিবর্তন করার সম্ভাবনা নিশ্চিত করে।
প্রধান সমস্যা, GPS সরঞ্জামগুলির জন্য একটি গ্রুপ নিয়ন্ত্রণ ব্যবস্থার বিকাশে উদ্ভূত - একটি কম্পিউটারের সাথে একটি স্থানীয় নিয়ন্ত্রণ ডিভাইসের মিথস্ক্রিয়া নিশ্চিত করা। এই সমস্যার সমাধান হার্ডওয়্যার-সফ্টওয়্যার ইন্টারফেসের (শারীরিক, যৌক্তিক এবং তথ্যগত) একীকরণ এবং প্রমিতকরণের সাথে যুক্ত।
শারীরিক ইন্টারফেসকম্পিউটার এবং স্থানীয় নিয়ন্ত্রণ ডিভাইসগুলির বৈদ্যুতিক এবং যান্ত্রিক ইন্টারফেসিংয়ের পদ্ধতি নির্ধারণ করে। লজিক্যাল ইন্টারফেসযোগাযোগ চ্যানেলের মাধ্যমে তথ্য স্থানান্তরের পদ্ধতি (তথ্য বিনিময় প্রোটোকল) নির্ধারণ করে: যোগাযোগের সেশন স্থাপন এবং সমাপ্ত করার পদ্ধতি, প্রেরিত বার্তাগুলির আকার। তথ্যমূলকইন্টারফেস যোগাযোগ চ্যানেলের মাধ্যমে প্রেরিত বার্তাগুলির রচনা এবং বিন্যাস নির্ধারণ করে, যেমন কম্পিউটার এবং স্থানীয় নিয়ন্ত্রণ ডিভাইসের মধ্যে তথ্য বিনিময়ের ভাষা।
4. HPS প্রধানত মেশিন টুল বিল্ডিং এবং মেকানিক্যাল ইঞ্জিনিয়ারিং ব্যবহার করা হয়.
জিপিএসের বিশ্লেষণ আমাদের কিছু সিদ্ধান্তে আঁকতে দেয়:
- পরিবহন ব্যবস্থার ব্যবস্থাপনা এবং মেশিন টুলের অপারেশন এক বা একাধিক পৃথক কম্পিউটার দ্বারা সঞ্চালিত হয়;
- এফএমএসে মেশিনের সংখ্যা 2 থেকে 50 পর্যন্ত। তবে, এফএমএসের 80% 4-5টি মেশিন এবং 8-10 এর 15% দ্বারা গঠিত;
- 30-50 মেশিনের সিস্টেম কম সাধারণ (2-3%);
- এইচপিএস-এর ব্যবহার থেকে সর্বাধিক অর্থনৈতিক প্রভাব অন্যান্য অংশগুলির প্রক্রিয়াকরণে তাদের ব্যবহারের পরিবর্তে শরীরের অঙ্গগুলির প্রক্রিয়াকরণে অর্জিত হয়, উদাহরণস্বরূপ, বিপ্লবের দেহগুলির মতো অংশগুলি। উদাহরণস্বরূপ, জার্মানিতে তাদের মধ্যে 60% আছে, জাপানে - 70 এর বেশি, মার্কিন যুক্তরাষ্ট্রে - প্রায় 90%;
- GPS এর নমনীয়তার ডিগ্রিও আলাদা। উদাহরণস্বরূপ, মার্কিন যুক্তরাষ্ট্রে, 4-10 আইটেমের মধ্যে পণ্য প্রক্রিয়াকরণের সিস্টেমগুলি বিরাজ করে, জার্মানিতে - 50 থেকে 200 পর্যন্ত;
- আদর্শিক শব্দবিভিন্ন দেশে জিপিএসের পেব্যাক 2 - 4.5 বছর।
নমনীয় সিস্টেমের প্রয়োগে যে সমস্যাগুলি দেখা দিয়েছে:
জিএমএস তার লাভের লক্ষ্যমাত্রা অর্জন করেনি; এটি দিয়ে অর্জিত সুবিধার তুলনায় এটি খুব ব্যয়বহুল বলে প্রমাণিত হয়েছে। এটি পাওয়া গেছে যে সরঞ্জামের উচ্চ মূল্যের কারণ হল ফিক্সচারের অসম খরচ এবং পরিবহন ব্যবস্থা;
· একটি সমন্বিত GPS এর বিকাশ এবং চালু করা কঠিন এবং ব্যয়বহুলও প্রমাণিত হয়েছে;
অভিজ্ঞতার অভাবের কারণে, এটির জন্য উপযুক্ত ধরনের সিস্টেম এবং সরঞ্জাম নির্বাচন করা কঠিন ছিল;
· কিছু সিস্টেম বিক্রেতা আছে যারা জটিল সিস্টেম সরবরাহ করতে পারে।
· কিছু ক্ষেত্রে, অপারেটররা আসলে সামান্য নমনীয়তা অনুভব করেছে;
· কাঠামগত উপাদান GAPS, উদাহরণস্বরূপ, মেশিন টুলস, কন্ট্রোল সিস্টেম এবং পেরিফেরালগুলি প্রায়শই সিস্টেমের জন্য অনুপযুক্ত বলে প্রমাণিত হয় এবং অপ্রয়োজনীয় ডকিং সমস্যা সৃষ্টি করে।
· অপারেটরদের প্রায়ই একটি জটিল সিস্টেম পরিচালনা করার জন্য যথেষ্ট প্রস্তুতি থাকে না;
· ডিজাইন থেকে সিস্টেম লঞ্চ পর্যন্ত দীর্ঘমেয়াদী প্রকল্প বাস্তবায়ন।
নমনীয় সিস্টেম ব্যবহারের জন্য সম্ভাবনা
দক্ষতা এবং নমনীয়তা একযোগে বৃদ্ধি;
নমনীয়তা হ্রাস না করে অটোমেশন ডিগ্রী বৃদ্ধি;
এই ধরনের পরিমাপ এবং নিয়ন্ত্রণ পদ্ধতির উন্নতি যা প্রক্রিয়াকরণের প্রক্রিয়ায় সরঞ্জাম এবং ওয়ার্কপিসের অবস্থা নিয়ন্ত্রণ করে, যা সংশ্লিষ্ট স্বয়ংক্রিয় সমন্বয়ের জন্য প্রয়োজনীয়;
অংশগুলির বন্ধন স্বয়ংক্রিয় করে ফিক্সচার এবং প্যালেটের সংখ্যা হ্রাস করা;
· এইচপিএস-এ ওয়াশিং, লেপ, তাপ চিকিত্সা, সমাবেশ ইত্যাদির মতো অপারেশনগুলির প্রবর্তন;
প্রতিরোধমূলক রক্ষণাবেক্ষণের বিকাশ।
জিপিএস মান
· মেশিন ব্যবহারের উচ্চ সহগ (আলাদা মেশিন ব্যবহারের তুলনায় 2-4 গুণ বেশি);
আরো একটি ছোট সময়উত্পাদন উত্তরণ;
· অসমাপ্ত উৎপাদনের অংশ হ্রাস পায়, i.е. গুদামগুলিতে অংশগুলির স্টকের সংখ্যা হ্রাস পায়, যার অর্থ উত্পাদনের সাথে আবদ্ধ পণ্যগুলির হ্রাস;
· পরিষ্কার উপাদান প্রবাহ, কম পুনঃপরিবহন এবং কম উৎপাদন নিয়ন্ত্রণ পয়েন্ট;
জন্য খরচ কমানো মজুরি;
আরও অভিন্ন পণ্যের গুণমান;
শ্রমিকদের জন্য আরও আরামদায়ক এবং অনুকূল পরিবেশ এবং কাজের অবস্থা।
[আগের লেকচার] [বিষয়বস্তুর সারণী] [পরবর্তী বক্তৃতা]| বৈশিষ্ট্যযুক্ত বক্তৃতা |
| AU এবং DPR |
| লেকচার ১ |
| 2 - বায়ু প্রস্তুতি |
| 3.6। তরল প্রবাহ |
| বিষয় 4. আয়তাকার এবং পিছনের মস্তিষ্ক |
বক্তৃতা পরিকল্পনা:
1. সরঞ্জামের সংখ্যাগত নিয়ন্ত্রণ এবং
উৎপাদনে তার ভূমিকা।
2. CNC মেশিন ব্যবহার করার প্রধান সুবিধা।
3. জটিল "সিএনসি সহ মেশিন" এর গঠন।
4. CNC সিস্টেমের ধারণা এবং এর প্রধান ফাংশন।
5. অবস্থানগত, কনট্যুর এবং মিলিত CNC সিস্টেম।
1. সরঞ্জামের সংখ্যাগত নিয়ন্ত্রণ এবং উত্পাদনে এর ভূমিকা
যান্ত্রিক প্রকৌশলে শ্রম উৎপাদনশীলতা বৃদ্ধির জন্য সবচেয়ে গুরুত্বপূর্ণ রিজার্ভ হল মেটাল-কাটিং মেশিনে মেশিনিং যন্ত্রাংশের শ্রমের তীব্রতা হ্রাস করা। এই রিজার্ভটি ব্যবহার করার প্রধান উপায় হল সংখ্যাসূচক নিয়ন্ত্রণ (CNC) সহ মেশিন টুলগুলির ব্যবহারের উপর ভিত্তি করে মেশিনিং যন্ত্রাংশগুলির প্রক্রিয়াগুলিকে স্বয়ংক্রিয় করা, সেইসাথে এই মেশিনগুলির উপর ভিত্তি করে স্বয়ংক্রিয় লাইন এবং স্বয়ংক্রিয় বিভাগগুলি।
স্বয়ংক্রিয় মেশিন এবং স্বয়ংক্রিয় লাইন ব্যবহার করে বড় আকারের এবং ব্যাপক উত্পাদনের অটোমেশন নিশ্চিত করা হয়। ছোট আকারের এবং ব্যাপক উৎপাদনের জন্য, প্রায় 75-80% ইঞ্জিনিয়ারিং পণ্যগুলিকে কভার করে, অটোমেশন সরঞ্জামগুলির প্রয়োজন যা সর্বজনীন সরঞ্জামগুলির নমনীয়তার সাথে স্বয়ংক্রিয় মেশিন টুলগুলির উত্পাদনশীলতা এবং নির্ভুলতাকে একত্রিত করে।
অটোমেশনের এই ধরনের মাধ্যম হল সিএনসি মেশিন। সিএনসি মেশিন একটি নমনীয় সংযোগ সহ একটি মেশিন, যার অপারেশন একটি বিশেষ ইলেকট্রনিক ডিভাইস দ্বারা নিয়ন্ত্রিত হয়। অংশ প্রক্রিয়াকরণ প্রোগ্রামটি প্রোগ্রাম ক্যারিয়ারে সংখ্যাসূচক আকারে লেখা হয় এবং সিএনসি সিস্টেম ব্যবহার করে প্রয়োগ করা হয়। এই ক্ষেত্রে, মাত্রা নির্ধারণের নির্ভুলতা প্রোগ্রাম ক্যারিয়ারের বৈশিষ্ট্যের উপর নির্ভর করে না, তবে শুধুমাত্র সিএনসি সিস্টেমের রেজোলিউশনের উপর নির্ভর করে। একটি নতুন অংশের প্রক্রিয়াকরণে স্যুইচ করার সময় সিএনসি মেশিনের দীর্ঘ পুনর্বিন্যাস প্রয়োজন হয় না। এটি করার জন্য, প্রোগ্রাম, কাটিয়া টুল এবং ফিক্সচার পরিবর্তন করা যথেষ্ট। এটি আপনাকে মেশিনে বিস্তৃত অংশগুলি প্রক্রিয়া করতে দেয়। একটি স্বয়ংক্রিয় চক্রে কাজ করা, সিএনসি মেশিন ম্যানুয়াল নিয়ন্ত্রণ সহ একটি সর্বজনীন মেশিনের বৈশিষ্ট্য বজায় রাখে।
সিএনসি মেশিনের ব্যবহার যন্ত্রাংশের নকশা এবং প্রক্রিয়াকরণে নতুন চাহিদা রাখে। উত্পাদনের প্রযুক্তিগত প্রস্তুতি (টিপিপি) আমূল পরিবর্তন হচ্ছে: এর মাধ্যাকর্ষণ কেন্দ্রটি উত্পাদনের ক্ষেত্র থেকে প্রকৌশল শ্রমের ক্ষেত্রে স্থানান্তরিত হয়, এটি আরও জটিল হয়ে ওঠে এবং আয়তনে বৃদ্ধি পায়।
প্রযুক্তিগত প্রক্রিয়ার নতুন উপাদানগুলি উপস্থিত হয়: টুল পাথ, পাথ সংশোধন, প্রক্রিয়াকরণ নিয়ন্ত্রণ প্রোগ্রাম, স্লেজ স্থানাঙ্ক সিস্টেমে অংশ এবং সরঞ্জামের অবস্থানের মাত্রিক প্রান্তিককরণ, উচ্চ নির্ভুলতার সাথে মেশিনের বাইরে টুল সেটিং ইত্যাদি।
প্রযুক্তিবিদদের কাজের প্রকৃতি এবং ভলিউম আমূল পরিবর্তন হচ্ছে। সিএনসি মেশিনিং এই প্রক্রিয়াটিকে আনুষ্ঠানিক করা এবং প্রযুক্তিগত প্রক্রিয়াগুলির নকশার জন্য কম্পিউটার এবং ইঞ্জিনিয়ারিং কাজের অটোমেশনের অন্যান্য উপায়গুলি ব্যবহার করা সম্ভব করে তোলে।
উৎপাদনে CNC মেশিনের প্রবর্তন একটি প্রধান সাংগঠনিক এবং প্রযুক্তিগত ঘটনা। সিএনসি মেশিনে মেশিনিং করার জন্য প্রযুক্তিগত প্রক্রিয়া ডিজাইন করার ক্ষেত্রে প্রয়োজনীয় কর্মীদের প্রশিক্ষণ এবং প্রশিক্ষণ বিশেষজ্ঞদের প্রশিক্ষণের মতো অগ্রাধিকার সহ এই কাজ থেকে উদ্ভূত সমস্ত কাজের একটি সাবধানে চিন্তাভাবনামূলক পরিকল্পনার সাথে এটি অবশ্যই থাকতে হবে।
ইঞ্জিনিয়ার-মেকানিক স্পেশালিটি 12.01.00 "মেকানিক্যাল ইঞ্জিনিয়ারিং প্রযুক্তি" অবশ্যই সেই সমস্যাগুলি সমাধান করতে সক্ষম হবে যার উপর মেকানিক্যাল ইঞ্জিনিয়ারিংয়ে CNC মেশিনের সফল ব্যবহার নির্ভর করে৷ এটি করার জন্য, তাকে অবশ্যই সিএনসি মেশিনের প্রযুক্তিগত ক্ষমতা এবং তাদের প্রযুক্তিগত সরঞ্জাম সম্পর্কে ভাল জ্ঞান থাকতে হবে, সিএনসি মেশিন ব্যবহারের সম্ভাব্যতার জন্য একটি সম্ভাব্যতা অধ্যয়ন, এই মেশিনগুলিতে যন্ত্রাংশ প্রক্রিয়াকরণের জন্য প্রযুক্তিগত প্রক্রিয়াগুলি ডিজাইন করার পদ্ধতি, নিয়ন্ত্রণ প্রোগ্রামগুলি বিকাশের পদ্ধতিগুলি। (NC), প্রযুক্তিগত ডকুমেন্টেশন সংকলন এবং প্রক্রিয়াকরণের পদ্ধতি।










মিশ্র ব্যক্তিত্বের ব্যাধি: কারণ, লক্ষণ, প্রকার ও চিকিৎসা
GTA 4 নিয়ন্ত্রণ সেটিংস
জিটিএ অনলাইনে চোরাচালান সম্পর্কিত প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী
LSPDFR - পুলিশে স্বাগতম
গ্র্যান্ড থেফট অটো সান আন্দ্রেয়াসের বিশাল মানচিত্র এবং এর গোপনীয়তা