কোম্পানি ওয়ার্ল্ড অফ এ মেশিন টুল আধুনিক মেশিন কেনার প্রস্তাব দেয় গভীর তুরপুনপ্রতিযোগিতামূলক মূল্যে গর্ত. কোম্পানি বাণিজ্যিক এবং প্রযুক্তিগত বিষয়ে যোগ্য পরামর্শ প্রদান করে, সেইসাথে রাশিয়ান ফেডারেশন জুড়ে বিনামূল্যে বিতরণ।
এই মেশিনগুলি ড্রিলিং এবং বোরিং গভীর গর্তের জন্য ডিজাইন করা হয়েছে, যার দৈর্ঘ্য ব্যাসের 100-150 গুণ। এই জাতীয় ধাতু প্রক্রিয়াকরণের প্রক্রিয়াতে, তিনটি প্রযুক্তিগত সমস্যা সমাধান করা হয়:
শটগানও ক্লোজ রেঞ্জের শুটিংয়ের জন্য একটি আদর্শ অস্ত্র। একাধিক প্রজেক্টাইলের সাথে লোড রাউন্ড ফায়ার করার সময়, রাইফেলগুলি একটি বড় শট বিতরণের মাধ্যমে তাদের ভুলের জন্য ক্ষতিপূরণ দিতে পারে, এটি এক বা একাধিক শত্রুর সাথে বন্ধ এলাকায় বিশেষভাবে দরকারী করে তোলে। একজন দক্ষ এজেন্ট তাদের অভ্যন্তরীণ অবস্থানে ব্যবহার করতে পারে, তবে তাদের শক্তিশালী পশ্চাদপসরণ সম্পর্কে সতর্ক থাকুন।
শটগান হওয়া থেকে অনেক দূরে, দূরপাল্লার লক্ষ্যবস্তু নেওয়ার জন্য নির্ভুল রাইফেলটি নিখুঁত অস্ত্র। এর টেলিস্কোপিক দৃষ্টিশক্তি এজেন্টকে আরও বেশি নির্ভুলতা দেয়। এর অস্ত্রোপচারের নির্ভুলতা, এর গভীর ড্রিলিং বুলেটের সাথে মিলিত, এই নির্ভুল রাইফেলটিকে আপনার অস্ত্রাগারে থাকা একটি মারাত্মক হাতিয়ার করে তোলে। এই রাইফেলগুলো ওয়াচটাওয়ার সাজানোর জন্য এবং শত্রুর চৌকিতে আক্রমণ করার আগে টহল নির্মূল করার জন্য উপযোগী। সীমিত মাথা রিফিল করার কারণে, শটগুলি সাধারণত নিখুঁত হয়।
- একটি দীর্ঘ ড্রিল কেন্দ্রীকরণ এবং প্রান্তিককরণ;
- এর তৈলাক্তকরণ এবং শীতলকরণ;
- জোর করে চিপ অপসারণ।
শেষ দুটি পয়েন্ট উচ্চ চাপে গর্তে সরবরাহ করা একটি বিশেষ কাটিং তরল (সংক্ষেপে কুল্যান্ট) ব্যবহারের মাধ্যমে সমাধান করা হয়।
CNC মেশিনে ধাতু গভীর তুরপুনের জন্য মৌলিক প্রযুক্তি
একটি বিশেষ ব্যবহার করার সময় ছিদ্র করার যন্ত্রপাতিপ্রথম স্থানে ওয়ার্কপিস প্রক্রিয়াকরণের উচ্চ জ্যামিতিক নির্ভুলতার জন্য প্রয়োজনীয়তা। এটি এই কারণে যে প্রাপ্ত অংশগুলি পারমাণবিক শক্তি, ইস্পাত মিল এবং মহাকাশ শিল্পে ব্যবহৃত হয়।
এই বিভাগে দুটি বিকল্প রয়েছে: কমপ্যাক্ট মেশিনগান এবং পিস্তল। এই ধরনের পিস্তলে ব্যারেল নিয়ন্ত্রণ এবং দীর্ঘ রেঞ্জে এর নির্ভুলতার সমস্যা রয়েছে। পিস্তলটি তার বহনযোগ্যতা এবং বহনযোগ্যতার কারণে একটি দুর্দান্ত গৌণ অস্ত্র এবং এটি সাধারণত কমপ্যাক্ট সাবমেশিন বন্দুকের চেয়ে বেশি নির্ভুল। বিভিন্ন ধরণের হ্যান্ডগান রয়েছে, তবে সাধারণভাবে সেটআপ আক্রমণ করার সময় বা প্রাথমিক অস্ত্র পুনরায় লোড করার সময় এগুলি বিশেষভাবে কার্যকর। ফাস্ট-অ্যাক্টিং বন্দুকের প্রয়োজন হতে পারে এমন পরিস্থিতিতে যেখানে লড়াই সবচেয়ে বেশি।
তারা স্বল্প থেকে মাঝারি পরিসরে শক্তিশালী, কিন্তু অনেক পিস্তলের সবচেয়ে বড় সমস্যা হল তাদের কম গোলাবারুদ ক্ষমতা। একটি আর্টিসিয়ান বা আধা-আর্টিসিয়ান কূপ খনন করা একটি নির্মাণ এবং ভূতত্ত্ব কাজ যা মাটির স্তরের নীচে ড্রিলিং এর জন্য ব্যবহৃত প্রক্রিয়া, প্রযুক্তি এবং সরঞ্জাম ব্যবহার করে তৈরি করা হয়। তেল কূপ. একটি আর্টিসিয়ান বা আধা-আর্টিসিয়ান কূপ, প্রযুক্তিগত দৃষ্টিকোণ থেকে, একটি গভীর নলাকার কূপ।
গভীর তুরপুনের জন্য, মেশিনে নিম্নলিখিত ধাতু প্রক্রিয়াকরণ প্রযুক্তি ব্যবহার করা হয়:
- রাইফেল। 150 বছরেরও বেশি সময় ধরে উদ্যোগে ব্যবহৃত প্রাচীনতম ইজেল কৌশল। এটি ছোট ব্যাস (1 মিমি থেকে) এবং 100 ডি পর্যন্ত গভীরতার গর্ত তৈরিতে ব্যবহৃত হয়।
- ডিটিএস ইজেক্টর প্রযুক্তি. কুল্যান্ট ভিতরের এবং বাইরের ড্রিল রডগুলির মধ্যে সঞ্চালিত হয়। এটি প্রথাগত ড্রিলিং এবং টার্নিং মেশিনে পুনরায় টুল না করে এই কৌশলটি প্রয়োগ করা সম্ভব করে তোলে। গভীর তুরপুনের এই পদ্ধতিটি আপনাকে 200 মিমি পর্যন্ত ব্যাসের সাথে গর্ত তৈরি করতে দেয়।
- STS/BTA প্রযুক্তি (একক বার STS সিস্টেম). একটি বিশেষ ড্রিল রড ব্যবহার করা হয়, যার মাধ্যমে কুল্যান্ট উচ্চ চাপে সরাসরি কাটিয়া প্রান্তে সরবরাহ করা হয়। চিপ অপসারণ তরল বরাবর ঘটে। এই কৌশলটি আপনাকে 200 মিমি এর বেশি ব্যাসের সাথে গর্ত ড্রিল করতে দেয়।
আমাদের কাছ থেকে একটি CNC মেটাল ড্রিলিং মেশিন অর্ডার করার সময়, একজন ব্যক্তিগত ব্যবস্থাপক ক্লায়েন্টের সাথে কাজ করে। তিনি প্রযুক্তিগত এবং বাণিজ্যিক প্রকৃতির যে কোনও পরামর্শ প্রদান করেন। ক্রেতাদের জন্য রয়েছে বিশেষ শোরুম।
গভীর আর্টিসিয়ান বা আধা-আর্টিসিয়ান টিউবুলার কূপ ড্রিলিং বড় সরঞ্জাম এবং সরঞ্জাম ব্যবহার করে, যেমন রোটারি এয়ার ড্রিলিং রিগ, যা পুরানো পারকাশন বা ঘূর্ণমান ড্রিলিং রিগগুলির চেয়ে বেশি দক্ষ এবং যা 3 ধরনের কূপ বেশি নির্ভুলতার সাথে ড্রিল করে: পলিতে, শিলায় , বা মিশ্র।
আর্টেসিয়ান এবং সেমি আর্টেসিয়ান কূপ
একটি আর্টিসিয়ান কূপ হল একটি গভীর নলাকার কূপ যেখানে জলজস্তরের চাপ রেখা স্থল স্তরের উপরে ড্রিল করা হয়, যার ফলে পাম্পকে ধাক্কা দেওয়ার প্রয়োজন ছাড়াই জল স্বতঃস্ফূর্তভাবে প্রবাহিত হয়। একটি আর্টিসিয়ান কূপ অনুসন্ধান শুধুমাত্র অঞ্চল এবং ভূতাত্ত্বিক অবস্থার উপর নির্ভর করে, এবং ড্রিলিংয়ে ব্যবহৃত কৌশল বা সরঞ্জামের উপর নয়। একটি আধা-আর্টেসিয়ান কূপ একটি গভীর নলাকার কূপ হিসাবে পরিচিত যা প্লাগ করা হয় না, যেটি এমন জায়গায় ড্রিল করা হয় যেখানে জলের চাপ রেখা স্থল স্তরে বা নীচে থাকে। যেহেতু কোন চাপ নেই, তাই জল স্বতঃস্ফূর্তভাবে প্রবাহিত হয় না এবং তাই এটি নিষ্কাশন করার জন্য একটি পাম্প প্রয়োজন। ব্রাজিলের বেশিরভাগ নলাকার কূপগুলি এই ধরণের, যদিও সেগুলিকে "আর্টেসিয়ান" কূপও বলা হয়।
বৃষ্টিপাত, শিলা বা মিশ্র মধ্যে ভাল
পললযুক্ত একটি কূপ হল এমন একটি নলাকার কূপ যা এমন জায়গায় তৈরি করা হয় যেগুলির মাটি ভেদযোগ্য এলাকাগুলির সাথে পাললিক শিলা দ্বারা গঠিত যা জলজ গঠনে অবদান রাখে। এই কূপে, গঠনে প্রবাহিত জল সংগ্রহের জন্য উৎপাদনকারী বালির উচ্চতায় ফিল্টার স্থাপন করা হয়। স্তর থেকে জলের বিমূর্ততা রোধ করতে পৃষ্ঠের কাছাকাছি অঞ্চলটি সিল করা হয়েছে ভূগর্ভস্থ জলযা দূষণের ঝুঁকি কমায়। শিলায় পৌঁছানোর জন্য, ড্রিলটি পলির একটি অংশের মধ্য দিয়ে যায়, যা অনুপ্রবেশ এবং সম্ভাব্য দূষণ রোধ করতে সিল করা হয়। একটি মিশ্র কূপ হল একটি গভীর নলাকার কূপ যা দুটি গঠনে জল সংগ্রহ করার জন্য ডিজাইন করা হয়েছে: পলি এবং শিলা। এই কূপ ড্রিলিংয়ে, পলি প্রবেশ করে যতক্ষণ না এটি পাথরে জলের ফাটলের সম্মুখীন হয়। পাললিক অংশটি সিল করা হয় না, এটি অনুকূল বেলেপাথর থেকে জল ব্যবহার করার জন্য পাইপ এবং ফিল্টার দিয়ে রেখাযুক্ত। এটি একটি gushing বা ক্রমবর্ধমান কূপ হিসাবেও পরিচিত। . কাসিম্বা কূপ, কাইপিরা কূপ বা কুন্ড নামেও পরিচিত, এটি একটি গভীর নলাকার কূপ নয়।উপরন্তু, ক্লায়েন্টদের প্রদান করা হয়:
- একটি বাণিজ্যিক প্রস্তাবের দ্রুত প্রস্তুতি;
- পণ্যের মানের নিশ্চয়তা;
- রাশিয়ান ফেডারেশন জুড়ে বিনামূল্যে শিপিং।
আপনার কি আসল সিএনসি মেটাল ডিপ ড্রিলিং মেশিন দরকার? মেশিন অপারেটর বিশ্বের সাথে যোগাযোগ করুন!
শুধুমাত্র একটি ফলাফল দেখাচ্ছে
ডিজাইন
জলের টেবিল থেকে জল ক্যাপচার এবং সঞ্চয় করার জন্য ম্যানুয়ালি খনন করা হয়, যা মাটির সবচেয়ে উপরিভাগ ভেদযোগ্য স্তর যেখানে বৃষ্টির জল প্রবেশ করে। এই কারণে, এই ধরনের কূপের জলের স্তর বৃষ্টির পরিমাণের সাথে পরিবর্তিত হয়। এটি গুরুত্বপূর্ণ সরবরাহের চাহিদা পূরণ করে যখন কোন বিকল্প নেই, কিন্তু স্যানিটারি বিধিনিষেধ রয়েছে যা এর ব্যবহার সীমিত করে।
Artes Artesianos পরামর্শ এই ধরনের ভাল না. ড্রিলিং নির্ভুলতা বজায় রাখার জন্য স্টেবিলাইজারগুলি পরিধানের অংশ হিসাবে ব্যবহৃত হয়। এই পণ্যগুলি তাপ প্রতিরোধী, চমৎকার সোল্ডারেবিলিটি অফার করে এবং বিভিন্ন স্টেবিলাইজার জ্যামিতিতে আসে। আক্রমনাত্মক বন্ধন উপকরণ এবং প্রক্রিয়ার বিরুদ্ধে সুরক্ষা বাড়ানোর জন্য সুরক্ষা উপলব্ধ।
বিশেষায়িত ড্রিলিং এবং বোরিং মেশিনগুলির মধ্যে একটি নির্দিষ্ট ধরণের প্রক্রিয়াকরণ সম্পাদন করার জন্য বা এক বা বিভিন্ন প্রযুক্তিগত ক্লাসের অংশগুলিতে তাদের আকারের একটি নির্দিষ্ট পরিসরে কোনও নির্দিষ্ট ধরণের পৃষ্ঠগুলি পাওয়ার জন্য ডিজাইন করা মেশিনগুলি অন্তর্ভুক্ত করে। সর্বাধিক ব্যবহৃত মেশিনগুলি গভীর তুরপুন এবং বোরিং, থ্রেড-কাটিং এবং বাদাম-কাটিং, কেন্দ্রীয়, বোরিং শেষ করার জন্য।
আমাদের কার্বাইড স্টেবিলাইজারগুলি চমৎকার পরিধান প্রতিরোধের অফার করে এবং অনেক আকার এবং আকারে পাওয়া যায়। স্টেবিলাইজার হিসাবে ব্যবহারের জন্য কার্বাইড সম্পর্কে আরও জানতে এখানে ক্লিক করুন। এই পণ্যটি মাছ ধরা এবং মিলিংয়ের জন্য প্রয়োজনীয় শক্তি এবং কঠোরতাকে একত্রিত করে। এর পরিধান প্রতিরোধের এবং তাপ পরিধান এই অ্যাপ্লিকেশনের জন্য ব্যতিক্রমীভাবে উপযুক্ত।
আপনি ব্যবহারের শর্তাবলী এবং পছন্দসই ফলাফল নির্ধারণ করুন, আমরা আপনার জন্য সংশ্লিষ্ট উপযুক্ত প্রক্রিয়াকরণের জন্য কাটিয়া টুল নির্ধারণ করি। আমরা আনন্দের সাথে এই তথ্যটি বিবেচনায় নেব এবং আপনার অঙ্কন অনুসারে সরঞ্জামটি বাস্তবায়ন করব। আপনার কি একটি নতুন প্রকল্প আছে এবং এই অংশের জন্য সেরা সমাধান পেতে সরঞ্জামগুলির প্রয়োজন? আমরা আপনাকে ডিজাইন করতে, জ্যামিতি সংজ্ঞায়িত করতে এবং সর্বোত্তম পরামিতি নির্ধারণে সহায়তা করি।
- আপনি ইতিমধ্যে আপনি চান টুল জানেন?
- আমরা আপনাকে সঠিক জ্যামিতি সহ একটি টুল প্রদান করব।
7.4.1। গভীর তুরপুন এবং বিরক্তিকর জন্য মেশিন.
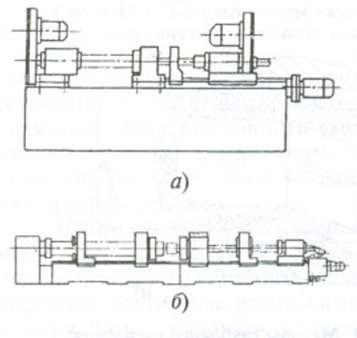
ড্রিলিং এর জন্য ডিজাইন করা হয়েছে (ক্যানুকার সহ), দৈর্ঘ্য এবং ব্যাসের একটি বড় অনুপাতের সাথে পুনরায় করা এবং বিরক্তিকর গর্ত, কিছু ক্ষেত্রে 100 বা তার বেশি পর্যন্ত পৌঁছায়। আধুনিক মেশিন তিনটি ড্রিলিং পদ্ধতি ব্যবহার করে (চিত্র 7.17)। একটি একক-প্রান্তের টুল দিয়ে ড্রিলিং করার সময়, কাটিং ফ্লুইড (কুল্যান্ট) টুল শ্যাঙ্কের ফাঁপা অংশের মাধ্যমে সরবরাহ করা হয় এবং শ্যাঙ্কের বাইরের চিপের খাঁজ দিয়ে চিপগুলির সাথে সরানো হয়।
সরঞ্জামগুলি সর্বাধিক নির্ভুলতা এবং পুনরাবৃত্তিযোগ্যতার সাথে তৈরি করা হয়। এটি ব্যবহারকারীকে একটি নির্ভরযোগ্য প্রক্রিয়া এবং প্রয়োজনীয় নির্ভুলতার সাথে তাদের পণ্য উত্পাদন করতে দেয়। উচ্চ মানের কার্বাইড ফাঁকা ব্যবহার, জ্যামিতি কাটা এবং উদ্ভাবনী কুলিং সিস্টেম এবং উচ্চ কার্যকারিতা আবরণ, সর্বদা নির্দিষ্ট প্রয়োগের সাথে মানিয়ে নেওয়ার জন্য উচ্চ ফিড রেট সম্ভব। এইভাবে, তুরপুনের জন্য প্রক্রিয়াকরণের সময় খুব কম।
কার্বাইডের ধরন এবং আবরণের আদর্শ সংমিশ্রণ, কাটিং প্রান্তের সংখ্যা এবং তাদের জ্যামিতি, মেশিনিং প্যারামিটারের সাথে মিলিত যা আমরা সুপারিশ করি, প্রদান করে সর্বোত্তম সময়টুল সেবা। প্রতিটি টুল টেইলে একটি অনন্য শনাক্তকরণ কোড ট্রেসেবিলিটি এবং গুণমানের নিশ্চয়তার অনুমতি দেয়। ধন্যবাদ ছোট সময়মেশিনিং, দীর্ঘ টুল জীবন এবং সর্বোচ্চ নির্ভুলতা মেশিনিংএকটি নিম্ন স্তরে রাখা হয়. আমাদের রি-শার্পনিং পরিষেবা এবং বিনিময়যোগ্য ড্রিল হেডগুলি লাভজনকতা বৃদ্ধির জন্য আরও ভাল কার্যকারিতা প্রদান করার সময় উল্লেখযোগ্য সঞ্চয় প্রদান করে।
এই পদ্ধতিটি সাধারণত 30 মিমি এর বেশি না ব্যাস সহ গর্ত প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়।
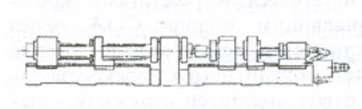
ইজেক্টর ড্রিলিং একটি টুল দ্বারা সঞ্চালিত হয় যার মধ্যে বেশ কয়েকটি কাটিং এজ রয়েছে, যা ড্রিল স্টেম এবং এর ভিতরে অবস্থিত চিপ রিমুভাল পাইপের মধ্যবর্তী কুল্যান্ট স্পেসের মাধ্যমে কুল্যান্ট সরবরাহ করে এবং এই পাইপের মাধ্যমে চিপগুলির সাথে অপসারণ করা হয়। চিপ এবং কুল্যান্ট অপসারণের প্রবাহ বাড়ানোর জন্য, পাইপটিতে চ্যানেল রয়েছে যার মাধ্যমে কণাকার স্থান থেকে তরলের অংশ সরাসরি এতে প্রবেশ করে, একটি ইজেক্টর প্রভাব তৈরি করে।
বৈশিষ্ট্যগুলি বিস্তৃত অ্যাপ্লিকেশনের জন্য নির্দিষ্ট এবং সর্বোত্তম সমাধান। উচ্চ অপারেটিং পরামিতি, সর্বাধিক ফিড হার এবং দীর্ঘ এবং স্থিতিশীল সেবা জীবন. পরিধান প্রতিরোধের এবং বলিষ্ঠতার মধ্যে ভাল ভারসাম্য। বাঁকা কাটিয়া প্রান্ত - চিপ অপসারণের জন্য আদর্শ।
নির্ভরযোগ্যতা এবং উচ্চ কর্মক্ষমতা. ছোট ব্যাস সঙ্গে গভীর তুরপুন জন্য তেল গর্ত সঙ্গে মাইক্রো ড্রিল. এই নতুন প্রজন্মটি ছোট ব্যাসের ড্রিলিং এর জন্য আমাদের অত্যন্ত উচ্চ কর্মক্ষমতা পরিসীমা সম্পূর্ণ করে এবং উন্নত করে। উপকারিতা উচ্চ স্থায়িত্ব নিয়মিত চিপ অপসারণ শান্ত কাটিয়া এবং নিয়মিত কাটিয়া বাহিনী.
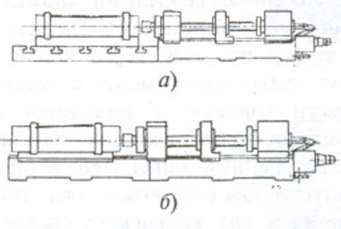
ভিটিএ পদ্ধতিটি একটি ফাঁপা কাণ্ডের উপর স্ক্রু করা টুল হেড ব্যবহারের উপর ভিত্তি করে তৈরি করা হয়েছে, কাটিং প্রান্ত এবং গাইড প্লেট দিয়ে সজ্জিত। সিলিং স্লিভের মাধ্যমে কুল্যান্টটিকে টুল স্টেমের চারপাশের কণাকার ফাঁক দিয়ে মাথার ফাঁপা কেন্দ্রীয় অংশে খাওয়ানো হয় এবং কান্ডের ভেতরের চ্যানেলের মাধ্যমে কাটিয়া প্রান্তের আকৃতির কারণে চূর্ণ করা চিপস দিয়ে সরানো হয়। বিটিএ পদ্ধতিটি বড় ব্যাসের গর্ত প্রক্রিয়াকরণের জন্য এবং 120 - 150 মিমি ব্যাসের গর্তগুলির রিং ড্রিলিংয়ের জন্য ব্যবহৃত হয়। 2500 মিমি পর্যন্ত ব্যাস সহ বোরিং গভীর গর্তগুলি দুই-পার্শ্বযুক্ত মাথা দিয়ে, একটি নিয়ম হিসাবে, কাটা ব্লকের ব্যবস্থা করা হয়।
ফিনিশ - স্ট্যান্ডার্ড - দ্রুত চিপ অপসারণের জন্য নিরাপদ। সেবা জীবন দ্বিগুণ হিসাবে দীর্ঘ হয়. সুবিধা উচ্চ উত্পাদনশীলতা চমৎকার নির্ভুলতা উচ্চ মানের গভীর গর্ত তুরপুন. মোটরগাড়ি, বিমান চালনা এবং চিকিৎসা শিল্পের জন্য আদর্শভাবে, নতুন প্লেটলেট ড্রিলগুলি বাইরের প্লেটগুলির জন্য রাসায়নিক বাষ্প জমা এবং ভিতরের প্লেটের জন্য পূর্বের ভৌত বাষ্প জমার প্রক্রিয়াকে একত্রিত করে, এইভাবে তাদের দক্ষতা এবং গতিকে অপ্টিমাইজ করে৷
আরেকটি ব্যতিক্রমী উদ্ভাবন হল যে চিপ ব্রীজ চিপ ইভাকুয়েশনকে অপ্টিমাইজ করে, ড্রিলের মূল অংশকে আরও শক্ত করে তোলে। ওজন হ্রাস করা এবং উপাদানগুলির কার্যকারিতা উন্নত করা স্বয়ংচালিত, মহাকাশ এবং চিকিৎসা শিল্পের দর্শনের কেন্দ্রবিন্দুতে। এই প্রবণতাটি ব্যবহার করা যেতে পারে এমন আরও দ্রুত এবং আরও দক্ষ ড্রিলিং পণ্যগুলির চাহিদা বাড়িয়ে তুলছে বিভিন্ন ধরনেরউপকরণ এবং বিভিন্ন শর্ততুরপুন
চিত্র 7.17। গভীর তুরপুন পদ্ধতি:
একটি - একক প্রান্তের টুল; 6 - ইজেক্টর; ভিতরে- VTA পদ্ধতি
গভীর ড্রিলিং এবং বোরিংয়ের সাথে, প্রক্রিয়াকরণ এবং উপাদানের ব্যাসের উপর নির্ভর করে, H7 - H9 আকারের সঠিকতা, প্রতি 100 মিমি 0.03 - 0.05 পরিসরে মেশিনযুক্ত গর্তের বিভাগগুলির প্রান্তিককরণ থেকে বিচ্যুতিগুলি অর্জিত হয় (যখন পণ্যটি 0.08 - 0.12 প্রতি 100 মিমি ঘোরে না), পৃষ্ঠের রুক্ষতা Ra = 0.32 - 2.5 µm।
ব্যবহার করার জন্য উচ্চ গতি এবং উচ্চ দক্ষতা বিভিন্ন উপকরণ. ব্রিজ ব্রিজগুলি এমনভাবে ডিজাইন করা হয়েছে যে তাদের চারটি প্রান্ত ব্যবহার করা যেতে পারে, এইভাবে গ্রাহকদের উৎপাদন খরচ কমিয়ে দেয়। একচেটিয়া কাটিং কোণগুলি গভীর তুরপুনের ক্ষেত্রেও চমৎকার চিপ সরিয়ে নেওয়ার অনুমতি দেয়।
উচ্চ দৃঢ়তা এবং কম শক্তির সমন্বয়ের জন্য ধন্যবাদ, নতুন মডেলটি এইভাবে আরও ড্রিল করতে সক্ষম গভীর গর্তপ্রাথমিকভাবে এই বিভাগ তুরপুন জন্য. পিয়ার্সিং হল সাধারণ মানুষের মনে সবচেয়ে সাধারণ অপারেশন, কোনো নির্দিষ্ট ব্যাখ্যার প্রয়োজন ছাড়াই, যেন তা তাৎপর্যপূর্ণ। এটি পাওয়ার সরঞ্জামের সাফল্যের কারণে, যা ড্রিলটি অগ্রণী এবং যা এখনও বিক্রয় রেকর্ড ধারণ করে।
প্রধান লেআউট এবং নকশা বৈশিষ্ট্য অনুযায়ী মেশিন টুলের শ্রেণীবিভাগ সারণি 7.12 এ দেওয়া হয়েছে। মেশিনের প্রধান পরামিতি হিসাবে, বৃহত্তম নামমাত্র ব্যাসমাঝারি হার্ড স্টিলের তৈরি অংশে ড্রিলিং (কঠিন উপাদানে)।
বেশিরভাগ অনুভূমিক মেশিনে লম্বা, যৌগিক বিছানা থাকে। বিশেষত বড় এবং ভারী অংশগুলি প্রক্রিয়াকরণের জন্য মেশিন টুলগুলিতে ওয়ার্কপিস এবং বিভিন্ন উচ্চতার ভিত্তির উপর অবস্থিত সরঞ্জামগুলির জন্য পৃথক বিছানা থাকতে পারে।
এই মেশিনগুলি, একসময় পেশাদাররা শুধুমাত্র তাদের খরচের কারণে ব্যবহার করত, এখন তাইওয়ানিজ কনককশন সহ সকলের জন্য উপলব্ধ, এবং তাদের ডিজাইন তাদের ওজনের সাথে মিলিত অ্যাসিঙ্ক্রোনাস মোটরএবং বেল্ট ড্রাইভ মেশিনগুলিকে শান্ত করে তোলে, যদি শুধুমাত্র কয়েকটি শরীরের কম্পন সহজেই ফোম প্যাড দিয়ে নিয়ন্ত্রণ করা যায়। টর্ক নির্বাচিত গতির তুলনায় উচ্চতর যথার্থতা এবং নির্দেশিকা পাওয়ার সরঞ্জামগুলির তুলনায় অনেক ভাল।
পরিসীমা বিস্তৃত এবং পছন্দটি আপনার প্রাঙ্গনের উপর নির্ভর করবে, যেটিতে অবশ্যই পর্যাপ্ত উপলব্ধ উচ্চতা এবং স্থান থাকতে হবে যাতে লম্বা বা ভারী টুকরাগুলির উত্তরণের সাথে সামঞ্জস্যপূর্ণ হতে হবে। দ্বিতীয় গুরুত্বপূর্ণ পয়েন্টঘূর্ণন গতি সম্পর্কিত। FIG এই শেষ বিন্দুতে. 1 দুটি মেশিন দেখায় যা শুধুমাত্র উচ্চতা এবং স্ট্রোকের মধ্যে পার্থক্য করে। একটি কলামে সামান্য রক্ষণাবেক্ষণ বন্ধ করার কিছু নেই যা কেবলমাত্র সেই দিনেই সাফ করা যেতে পারে যেদিন এটি প্রক্রিয়া করা দরকার বড় রুম. ড্রিলিং মেশিনের সাথে "কে সবচেয়ে বেশি করতে পারে" বলার অর্থ হয়।
টুল স্টকগুলির স্পিন্ডেল অ্যাসেম্বলিগুলির নকশা বৈশিষ্ট্যগুলি উল্লেখযোগ্য অক্ষীয় শক্তি এবং টাকুটির মাধ্যমে উল্লেখযোগ্য পরিমাণে কুল্যান্ট সরবরাহ করার প্রয়োজন দ্বারা নির্ধারিত হয়। প্রোডাক্ট হেডস্টক এবং টুল হেডস্টক উভয়ের জন্য রোটারি ড্রাইভগুলি একটি অ্যাসিঙ্ক্রোনাস মোটর থেকে ধাপে ধাপে তৈরি করা হয় বা ধাপবিহীনভাবে সামঞ্জস্যযোগ্য - যখন একটি DC মোটর ব্যবহার করা হয়। ইলেক্ট্রোমেকানিকাল বা বৈদ্যুতিক টর্ক সেন্সরগুলি ওভারলোড থেকে রক্ষা করার জন্য টুল রোটেশন ড্রাইভে তৈরি করা হয়। ফিড ড্রাইভে, অপেক্ষাকৃত ছোট স্ট্রোকের সাথে, স্ক্রু গিয়ার এবং হাইড্রোলিক সিলিন্ডার ব্যবহার করা হয় এবং বড় স্ট্রোকের সাথে, র্যাক এবং পিনিয়ন গিয়ার ব্যবহার করা হয়।
মেশিনগুলি নিয়ন্ত্রণ ডিভাইসগুলির সাথে সজ্জিত যা স্বয়ংক্রিয় বা আধা-স্বয়ংক্রিয় অপারেশন প্রদান করে। টেবিল এবং হেডস্টকের সমন্বয় সাধনকারী মেশিনগুলিতে, CNC ডিভাইস এবং টুল সেটিংসের স্বয়ংক্রিয় পরিবর্তন (গাইড বুশিং সহ সরঞ্জাম) ব্যবহার করা যেতে পারে।
সালফার এবং ক্লোরিনের দ্রবণীয় জৈব যৌগ যুক্ত খনিজ তেল কুল্যান্ট হিসাবে ব্যবহৃত হয়। উল্লেখযোগ্য পরিমাণে কুল্যান্ট (200 - 1800 লি / মিনিট) 2.5 - 8 এমপিএ (প্রক্রিয়াকরণের ব্যাস বৃদ্ধির সাথে এবং কুল্যান্টের ব্যবহার বৃদ্ধির সাথে, চাপ কমে যায়) উচ্চ চাপের অধীনে কাটিং জোনে সরবরাহ করা হয় গিয়ার, স্ক্রু বা ভ্যান পাম্প। বর্জ্য তরল চৌম্বকীয় বিভাজক এবং রড, সেন্ট্রিফিউজ, ফিল্টার এবং বিভ্রান্ত ট্যাঙ্কের স্লাজ ব্যবহার করে মাল্টি-স্টেজ ক্লিনিং সিস্টেম ব্যবহার করে চিপগুলি থেকে পুঙ্খানুপুঙ্খভাবে পরিষ্কার করা হয়।
সারণি 7.12। গভীর তুরপুন এবং বিরক্তিকর জন্য মেশিন প্রধান ধরনের
|
মেশিনের ধরন এবং স্কিম |
আবেদনের স্থান |
|
|
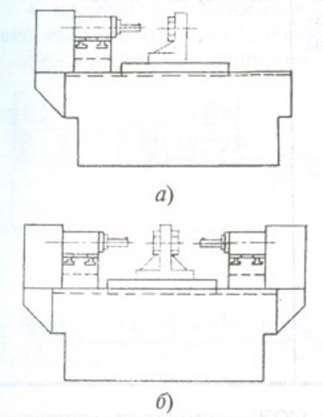
একটি দ্রাঘিমা গতিশীল শক্তি টেবিল যেমন বিপ্লবের মৃতদেহ হিসাবে অংশ প্রক্রিয়াকরণের জন্য 1) |
ড্রিলিং অক্ষ বরাবর ফ্রেম গাইড বরাবর চলন্ত, পাওয়ার টেবিলে মাউন্ট করা টাকু হেড সহ একক এবং মাল্টি-স্পিন্ডেল অনুভূমিক মেশিন; ওয়ার্কপিসের একটি নির্দিষ্ট হেডস্টক সহ, টুলের গাইড বুশিং দ্বারা ড্রিলিং শুরুর দিক থেকে চাপা হয়; টুলের ঘূর্ণন এবং ওয়ার্কপিসের সম্ভাব্য অতিরিক্ত ঘূর্ণন সহ (a); স্থির বিশ্রামে টুল এবং ওয়ার্কপিস বজায় রাখার সম্ভাবনা সহ (b) |
3 - 80 মিমি এর নামমাত্র ড্রিলিং ব্যাস সহ মেশিন টুলস। এগুলি ছোট এবং মাঝারি আকারের লম্বা অংশগুলি প্রক্রিয়াকরণের জন্য ব্যবহৃত হয় যেমন সিরিয়াল উত্পাদনে বিপ্লবের সংস্থাগুলি, এবং যখন স্বয়ংক্রিয় লোডিং ডিভাইসগুলির সাথে সজ্জিত - বড় আকারের উত্পাদন |
|
একটি বাঁক বা সুইভেল (ফাঁপা) ধরনের একটি হেডস্টক সহ বিপ্লবের দেহগুলির মতো অংশগুলি প্রক্রিয়াকরণের জন্য
|
ড্রিলিং অক্ষ বরাবর চলমান একটি টাকু মাথা সহ এক- এবং দুই-স্পিন্ডেল অনুভূমিক মেশিন, বিছানা গাইড বরাবর চলমান; হেডস্টক চাকের মধ্যে ওয়ার্কপিস ক্ল্যাম্পিং এবং কঙ্কাকার বা খোলা রোলার বিশ্রামে এর সমর্থন সহ; ওয়ার্কপিসের ঘূর্ণন এবং টুলটির সম্ভাব্য অতিরিক্ত ঘূর্ণন সহ |
কঠিন উপাদান 80 - 320 মিমি (নামমাত্র প্রক্রিয়াকরণ ব্যাস 250 - 2500 মিমি) মধ্যে ড্রিলিং এর নামমাত্র ব্যাস সহ মেশিন টুলস। দীর্ঘ এবং বৃহৎ অংশ প্রক্রিয়াকরণের জন্য ব্যবহৃত হয় যেমন বিভিন্ন উৎপাদন পরিস্থিতিতে বিপ্লবের দেহ |
|
ফ্রি-ফর্ম অংশ প্রক্রিয়াকরণের জন্য টেবিল-প্লেট সহ 3) |
ড্রিলিং অক্ষ বরাবর চলমান একটি টাকু মাথা সহ একক-স্পিন্ডেল অনুভূমিক মেশিনগুলি, বিছানা গাইড বরাবর চলমান; টেবিল-প্লেটের অংশের ক্ল্যাম্পিং সহ, স্থির (a) বা ফ্রেম গাইড (o) বরাবর একটি সামঞ্জস্যকারী অক্ষীয় মুভমেন্ট থাকা, টুলটির ঘূর্ণন এবং ফিড সহ; স্থির বিশ্রাম এবং গাইড হাতা মধ্যে টুল স্টেম সমর্থন করার সম্ভাবনা সঙ্গে |
ড্রিলিং ব্যাস 80 - 320 মিমি (মেশিনিং ব্যাস 250 - 2500 মিমি) সহ মেশিনগুলি। বিভিন্ন উত্পাদন অবস্থার মধ্যে বড় ফ্রি-ফর্ম অংশ প্রক্রিয়াকরণের জন্য ব্যবহৃত হয় |
সারণি 7.12 এর ধারাবাহিকতা
|
মেশিনের ধরন এবং স্কিম |
প্রধান বিন্যাস এবং নকশা বৈশিষ্ট্য |
আবেদনের স্থান |
|
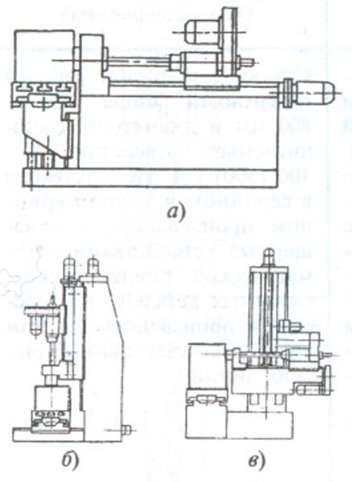
ফ্রি-ফর্ম অংশগুলি প্রক্রিয়াকরণের জন্য টেবিলের (স্পিন্ডেল হেড) সমন্বয় আন্দোলনের সাথে 4) |
একক-স্পিন্ডেল অনুভূমিক (a) এবং উল্লম্ব (b) টেবিলের ক্রস মুভমেন্ট সহ মেশিন বা হেডস্টকের ক্রস মুভমেন্ট সহ অনুভূমিক (c) বিভিন্ন ব্যাসের গর্তের জন্য বিনিময়যোগ্য (স্বয়ংক্রিয় সহ) টুল সমন্বয়ের সাথে সজ্জিত করার সম্ভাবনা সহ এবং একটি সিএনসি ডিভাইস |
4 - 40 মিমি (উল্লম্ব মেশিনের জন্য 20 মিমি পর্যন্ত) ড্রিলিং ব্যাস সহ মেশিনগুলি। বিভিন্ন উত্পাদন অবস্থার মধ্যে বিনামূল্যে ফর্ম অংশ এক বা একাধিক গর্ত মেশিন ব্যবহৃত |
7.4.2 ফিনিশিং এবং বোরিং মেশিন (OPC)উচ্চ নির্ভুলতা এবং পৃষ্ঠের গুণমান এবং আপেক্ষিক অবস্থানের সাথে সুনির্দিষ্ট গর্তের নলাকার এবং ফ্রি-ফর্ম জেনাট্রিক্সের বিরক্তিকর সমাপ্তির জন্য ডিজাইন করা হয়েছে। মেশিনগুলি বাইরের এবং অভ্যন্তরীণ প্রান্তগুলির অতিরিক্ত ছাঁটাই, খাঁজগুলি বাঁক, বাইরের নলাকার, শঙ্কুযুক্ত এবং বাঁকা পৃষ্ঠগুলিকে বাঁকানোর কাজও করতে পারে। মেশিনগুলি বড় আকারের এবং ব্যাপক উত্পাদনে অংশগুলি প্রক্রিয়াকরণের উদ্দেশ্যে তৈরি করা হয়েছে, তবে তুলনামূলকভাবে সহজে পুনরায় কনফিগার করা ওপিসি তৈরির ফলে নিম্ন সিরিয়ালিটি সহ অংশগুলির স্থিতিশীল উত্পাদনে তাদের ব্যবহারের সম্ভাবনা তৈরি হয়েছে।
সারণি 7.13 এ দেওয়া OCR শ্রেণীবিভাগ সম্পূর্ণ নয়। মেশিন টুলগুলিও তৈরি করা হয় যেখানে ওয়ার্কপিসগুলি একটি টাকুতে মাউন্ট করা একটি চাকের মধ্যে মাউন্ট করা হয় এবং একটি অস্থাবর টেবিলের উপর মাউন্ট করা একটি ক্যালিপারের টুল; চলমান মাথা এবং একটি দুই-সমন্বয় টেবিল সহ মেশিন; অনুভূমিক এবং উল্লম্ব চলমান টাকু মাথা, ইত্যাদির সাথে মিলিত মেশিন।
ওআরএসে প্রক্রিয়াকরণের গুণমান ক্রস বিভাগের বৃত্তাকার এবং উদাস গর্তের অনুদৈর্ঘ্য বিভাগের (নলাকারতা) প্রোফাইল দ্বারা নির্ধারিত হয়। একটি চলমান টেবিল সহ অনুভূমিক মেশিনে, বিরক্তিকর গর্তের পুরো পরিসরে গোলাকার থেকে গর্তের বিচ্যুতি 0.5 - 1.2 মাইক্রনের মধ্যে এবং রুক্ষতা Ra = 0.32 + 0.63 মাইক্রনের চেয়ে বেশি মোটা নয় (ওয়ার্কপিসের উপাদানের উপর নির্ভর করে) .
OPC-এর দৃঢ়তা, কম্পন প্রতিরোধ ক্ষমতা এবং তাপীয় স্থিতিশীলতা উচ্চ প্রয়োজনীয়তার বিষয়, যা মৌলিক অংশগুলির জন্য সংশ্লিষ্ট প্রয়োজনীয়তার দিকে পরিচালিত করে, যা উচ্চ-মানের ধূসর ঢালাই লোহা দিয়ে তৈরি এবং ভাল পাঁজর সহ একটি বাক্সের আকার রয়েছে। একটি নিয়ম হিসাবে, একটি স্লাইডিং টেবিলের সাথে অনুভূমিক মেশিনের বিছানার অনমনীয়তা মেশিনটিকে তিনটি সহায়ক উপাদানের উপর ভিত্তি করে ইনস্টল করার অনুমতি দেয়। উচ্চ স্যাঁতসেঁতে ক্ষমতা এবং তাপ স্থিতিশীলতা সহ গ্রানাইট বা কৃত্রিম উপকরণ (উদাহরণস্বরূপ, সিন্টেগ্রান) থেকে ফ্রেম এবং সেতু তৈরির সুবিধা স্বীকৃত হয়েছে। অনুভূমিকভাবে চলমান সমাবেশগুলির জন্য, একটি ফ্ল্যাট এবং একটি V- আকৃতির স্লাইডিং গাইড, যথার্থ মেশিন টুলের জন্য ঐতিহ্যগত, বেশিরভাগই ব্যবহৃত হয় এবং উল্লম্বভাবে চলমান সমাবেশগুলির জন্য, বন্ধ আয়তক্ষেত্রাকার গাইড ব্যবহার করা হয়।
সারণি 7.13। সমাপ্তি এবং বিরক্তিকর মেশিন প্রধান ধরনের
|
মেশিনের ধরন এবং স্কিম |
প্রধান বিন্যাস এবং নকশা বৈশিষ্ট্য |
আবেদনের স্থান |
|
স্লাইডিং টেবিল সহ অনুভূমিক 1) |
স্থির সমান্তরাল স্পিন্ডল হেড সহ একক বা মাল্টি-স্পিন্ডল মেশিনগুলি U-আকৃতির বিমগুলিতে ("ব্রিজ") অবস্থিত যা একটি ফ্রেমের সাথে শক্তভাবে স্থির থাকে (ক)বা ওয়ার্কপিসের দুটি বিপরীত (খ) দিক; স্পিন্ডেলের অক্ষের সমান্তরাল বিছানার গাইড বরাবর চলমান একটি টেবিল, যার উপর ওয়ার্কপিসগুলি ফিক্সচারে স্থির করা হয়েছে |
টেবিলের কাজের পৃষ্ঠের প্রস্থ 320 800 মিমি এবং বিরক্তিকর গর্ত 8 - 400 (500) মিমি ব্যাস সহ মেশিনগুলি। এগুলি সিরিয়াল এবং বড় আকারের উত্পাদনে ব্যবহৃত হয় এবং ওয়ার্কপিসগুলির স্বয়ংক্রিয় পরিবর্তনের জন্য ডিভাইসগুলির সাথে সজ্জিত - স্বয়ংক্রিয় লাইনের অংশ হিসাবে ব্যাপক উত্পাদনে |
|
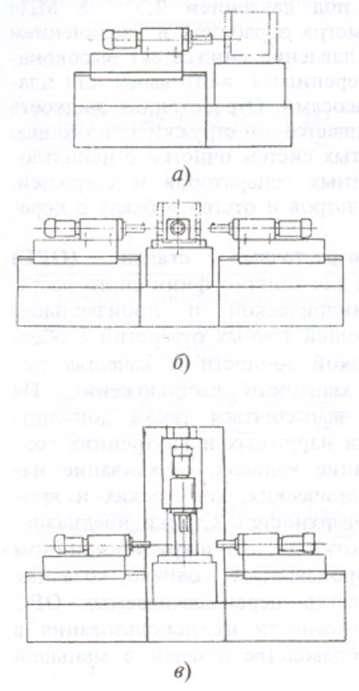
স্থির টেবিল এবং চলমান টাকু মাথা সহ 2) |
একক বা মাল্টি-স্পিন্ডেল মেশিনের সাথে স্পিন্ডল হেডগুলি পাওয়ার টেবিলে অবস্থিত যা স্পিন্ডল অক্ষের সাথে সমান্তরালে এক (এ), অনুভূমিক (বি) এর বেশ কয়েকটি দিক এবং অনুভূমিক এবং উল্লম্ব সমতলগুলিতে বেশ কয়েকটি দিক থাকে। (ভিতরে).ওয়ার্কপিস সেট করার জন্য একটি অনুভূমিক কাজের পৃষ্ঠ সহ স্থির টেবিল (সাধারণত একটি বিশেষ ফিক্সচারে) |
পাওয়ার টেবিলের কাজের পৃষ্ঠের প্রস্থ 500 - 1250 মিমি এবং 8 - 400 (500) মিমি একটি বিরক্তিকর ব্যাস সহ মেশিনগুলি। আকৃতির নির্ভুলতা এবং মেশিনযুক্ত পৃষ্ঠগুলির আপেক্ষিক অবস্থানের জন্য সীমিত প্রয়োজনীয়তার সাথে শরীরের অংশগুলি প্রক্রিয়াকরণের জন্য স্বয়ংক্রিয় লাইনের অংশ হিসাবে, এগুলি বড় আকারের উত্পাদনে ব্যবহৃত হয়। |
স্পিন্ডল হেডগুলি হল ওপিসি-র সবচেয়ে গুরুত্বপূর্ণ উপাদান, প্রধানত প্রক্রিয়াকরণের সঠিকতা এবং গুণমান নির্ধারণ করে। একক-স্পিন্ডল হেডগুলি, একটি নিয়ম হিসাবে, একীভূত ইউনিট, যার সংযোগকারী মাত্রাগুলি প্রমিত (GOST 19590-85)। রাল ব্যাসের বোরিং ছিদ্র এবং প্রান্তগুলি ছাঁটাই করার সময় কাটারটির রেডিয়াল ফিডের জন্য স্পিন্ডেল হেডগুলিতে ডিভাইসগুলি তৈরি করা যেতে পারে, পরিধানের সময় কাটারগুলিকে সামঞ্জস্য করার জন্য, বিপরীত স্ট্রোকের সময় বিরক্ত হওয়া পৃষ্ঠ থেকে কাটারটিকে প্রত্যাহার করা, ওয়ার্কপিসটিকে আটকানো, প্রক্রিয়াকরণের জন্য। নিয়ন্ত্রণ, ইত্যাদি
সারণি 7.13 এর ধারাবাহিকতা
|
মেশিনের ধরন এবং স্কিম |
প্রধান বিন্যাস এবং নকশা বৈশিষ্ট্য |
আবেদনের স্থান |
|
পাওয়ার টেবিলে চলমান মাথা সহ উল্লম্ব (প্ল্যাটফর্ম)
|
স্লেডের উপর অবস্থিত স্পিন্ডেল হেড সহ একক এবং মাল্টি-স্পিন্ডেল মেশিনগুলি স্পিন্ডেলের অক্ষের সমান্তরালে চলমান সারণী; একটি ওয়ার্কপিস বা ফিক্সচার ইনস্টল করার জন্য একটি অনুভূমিক কাজের পৃষ্ঠ সহ স্থির (ওয়ার্কপিস পরিবর্তনের জন্য রোল-আউট) টেবিল |
পাওয়ার শেডের প্রস্থ 630 - 1250 মিমি এবং বোরিং হোলের বৃহত্তম ব্যাস 8 - 400 (500) মিমি সহ মেশিনগুলি। মাঝারি এবং বৃহৎ শরীরের অংশে যন্ত্রের গর্তের (যার দৈর্ঘ্য-থেকে-ব্যাসের অনুপাত বৃদ্ধি সহ) সিরিয়াল এবং বড় আকারের উত্পাদনে ব্যবহৃত হয় |
|
চলমান headstock সঙ্গে উল্লম্ব
|
রেল বরাবর একটি উল্লম্বভাবে চলমান আলনা সহ একক-স্পিন্ডল মেশিন হেডস্টক, যা বিরক্তিকর গর্তের বিভিন্ন রেঞ্জের জন্য বিনিময়যোগ্য টাকু দিয়ে কাজ করার ক্ষমতা প্রদান করে। স্থির, রোল-আউট বা ক্রস অনুভূমিক টেবিল |
400 - 630 মিমি চওড়া টেবিল সহ মেশিন। বিভিন্ন ধরণের ইঞ্জিনের মেরামত উত্পাদনে ব্যবহৃত হয় |
একটি নির্দিষ্ট অংশ প্রক্রিয়াকরণের জন্য মেশিন সরঞ্জামগুলিতে, একটি অ্যাসিঙ্ক্রোনাস বৈদ্যুতিক মোটর সহ মূল আন্দোলনের একটি অনিয়ন্ত্রিত ড্রাইভ ব্যবহার করা হয় এবং পুনরায় কনফিগারযোগ্য মেশিনগুলিতে, একটি সামঞ্জস্যযোগ্য ডিসি ড্রাইভ ব্যবহার করা হয়। সব ক্ষেত্রে, টাকু কম্পন কমাতে শেষ লিঙ্ক হিসাবে একটি বেল্ট ড্রাইভ ব্যবহার করা হয়। যদি ড্রাইভের বিরক্তিকর প্রভাবের প্রভাব থেকে টাকু ইউনিটগুলিকে বিচ্ছিন্ন করার প্রয়োজন হয়, টান অবস্থানের কারণে টাকু মাথায় লাগানো চালিত পুলির সাথে বেল্টের যোগাযোগের দুটি আর্ক সহ একটি বেল্ট ড্রাইভ ব্যবহার করা সম্ভব। ড্রাইভ পুলির অন্য পাশে রোলার (চালিত কপিকলের সাথে সম্পর্কিত)।
ওয়ার্কিং বডি সরবরাহ জলবাহী সিলিন্ডার বা গিয়ার ব্যবহার করে সঞ্চালিত হয়।
একটি ঘূর্ণায়মান স্ক্রু-নাট, এবং পরবর্তী ক্ষেত্রে, যখন ব্যাপকভাবে সামঞ্জস্যযোগ্য বৈদ্যুতিক মোটর তৈরি করা হয়, তখন সমাপ্তির জন্য প্রয়োজনীয় ছোট কাজের ফিডগুলির মসৃণতা নিশ্চিত করা তুলনামূলকভাবে সহজ এবং নির্ভরযোগ্য।
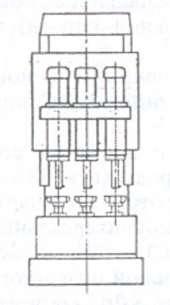
7.4.3। সমতল অংশ প্রক্রিয়াকরণের জন্য মাল্টি-স্পিন্ডল ড্রিলিং মেশিন।মেশিনগুলিকে গ্রেটিং, ডাইস, মুদ্রিত সার্কিট বোর্ডসিরিয়াল এবং বড় মাপের উত্পাদন ইত্যাদি. ইলেকট্রনিক্স শিল্পের জন্য অ ধাতব উপকরণ থেকে মুদ্রিত সার্কিট বোর্ড প্রক্রিয়াকরণের জন্য সর্বাধিক ব্যবহৃত মেশিন। এই মেশিনগুলির বেশিরভাগই বিভিন্ন কনফিগারেশনের ওয়ার্কপিস, জানালা এবং খাঁজগুলির বাইরের প্রান্তের মুখগুলির কনট্যুর মিলিং করার ক্ষমতা প্রদান করে। মেশিনগুলি সিএনসি ডিভাইস, সরঞ্জাম এবং অংশগুলির স্বয়ংক্রিয় পরিবর্তনের সাথে সজ্জিত।
একই সাথে অপারেটিং স্পিন্ডেলের সংখ্যা এবং প্রক্রিয়াগুলির গতির কারণে উচ্চ উত্পাদনশীলতা অর্জন করা হয়। এই বিষয়ে, কার্যনির্বাহী সংস্থাগুলির অ্যারোস্ট্যাটিক সমর্থন এবং গাইডগুলি ব্যাপকভাবে ব্যবহৃত হয়, যা কম্পনকে ভালভাবে স্যাঁতসেঁতে করে এবং নিবিড় কাজের সময় তাপীয় স্থিতিশীলতা বাড়ায়, উপকরণ, উদাহরণস্বরূপ, গ্রানাইট বা এর কৃত্রিম বিকল্প (যেমন গ্রানাইট)।
ধাতব পদার্থের ড্রিলিং করার সময় স্পিন্ডেলের গতি 100 - 120 হাজার মিনিট "1, ভ্রমণের গতি - 12 000 - 15 000 মিমি / মিনিট 0.1 - 0.15 সেকেন্ডের ত্বরণ এবং হ্রাসের সময় সহ। এটি কেন্দ্র থেকে কেন্দ্রের সঠিকতা নিশ্চিত করে 20 µm অর্ডারের দূরত্ব এবং মিলড কনট্যুর থেকে বিচ্যুতির ত্রুটি প্রায় 30 µm।








আপনার পাপের প্রায়শ্চিত্ত কিভাবে. কিভাবে পাপের প্রায়শ্চিত্ত করা যায়
সোভিয়েত শক্তির অপরাধ এবং রাশিয়ান অর্থোডক্স চার্চের কোষাগার - রাশিয়ার নতুন শহীদ এবং স্বীকারকারী যারা 20 শতকের নতুন শহীদ
প্রার্থনা ইস্টার সপ্তাহ
একই পরিবারের ভিন্ন ভিন্ন সন্তানের জন্য স্বামী ও স্ত্রী কি একই সন্তানের গডপিরেন্ট হতে পারে?
সকাল-সন্ধ্যায় কি কি দোয়া পড়তে হবে