মস্কোতে অনুষ্ঠিত "Metalworking-2017" প্রদর্শনীতে "Rapier SGS-01" মেশিনের প্রিমিয়ার অনুষ্ঠিত হয়েছিল। তার চেহারা ধন্যবাদ, ছোট অস্ত্র জন্য ব্যারেল উত্পাদন দ্বারা বৃদ্ধি হতে পারে নতুন স্তর
অষ্টাদশ আন্তর্জাতিক প্রদর্শনী "মেটালওয়ার্কিং-2017" মস্কোতে ক্রাসনায়া প্রেস্নিয়ার এক্সপোসেন্টারে খোলা হয়েছে। তিনি 15 থেকে 19 মে পর্যন্ত কাজ করবেন। প্রদর্শনীর আসল সংবেদনগুলির মধ্যে একটি হল মেশিনের প্রদর্শন গভীর তুরপুন, লাইক যা আমরা কখনও প্রকাশ করিনি।
মোট, 39.5 হাজারের উপর বর্গ মিটার 30টি দেশের 1000 কোম্পানি তাদের কৃতিত্ব প্রদর্শন করে। নিষেধাজ্ঞা থাকা সত্ত্বেও, অস্ট্রিয়া, গ্রেট ব্রিটেন, জার্মানি, মার্কিন যুক্তরাষ্ট্র, ফ্রান্স, সুইজারল্যান্ড, সুইডেন এবং জাপানের মতো দেশগুলি রাশিয়ান উদ্যোগকে মেশিন টুলস অফার করে।
শিল্প ও বাণিজ্য মন্ত্রী ডেনিস মান্টুরভ উল্লেখ করেছেন: "প্রদর্শনীটি উপাদান প্রক্রিয়াকরণ প্রযুক্তির ক্ষেত্রে একটি মূল ঘটনা এবং প্রাসঙ্গিক সরকারী প্রোগ্রাম এবং বিনিয়োগ প্রকল্প বাস্তবায়নে একটি গুরুত্বপূর্ণ অবদান রাখে। এটি উপস্থাপন করে সেরা নমুনা প্রযুক্তিগত সরঞ্জামআন্তর্জাতিক মানের সমস্ত প্রয়োজনীয়তা পূরণ করা।"
এটি সন্তোষজনক যে, বিশ্বের শীর্ষস্থানীয় মেশিন টুল কোম্পানিগুলির সাথে রাশিয়ান কোম্পানিগুলিও প্রতিনিধিত্ব করছে৷ সত্য, আমি অবশ্যই বলব যে তারা প্রধানত আমাদের অবস্থার সাথে খাপ খাইয়ে লাইসেন্সকৃত মেশিন তৈরি করে।
কিন্তু ইউএসএসআর মেশিন টুল বিল্ডিংয়ের ক্ষেত্রে বিশ্বনেতাদের একজন ছিল, তা আজ কারো কাছে যতই অদ্ভুত মনে হোক না কেন। 1991 সালে, আমাদের দেশ মেশিন টুলস ব্যবহারের ক্ষেত্রে বিশ্বে দ্বিতীয় এবং তাদের উত্পাদনের ক্ষেত্রে তৃতীয় স্থানে ছিল - মার্কিন যুক্তরাষ্ট্র এবং জাপানের পরে। একই সময়ে, "সোভিয়েত" মেশিনগুলি বিদেশী মডেলগুলির মানের দিক থেকে খুব নিকৃষ্ট ছিল না। এবং সংখ্যাসূচক সঙ্গে মেশিন টুলস উত্পাদন জন্য প্রোগ্রাম ব্যবস্থাপনাআমরা এমনকি নেতৃত্ব গ্রহণ. এবং একটি বাস্তব পথ রাশিয়ান মেশিন টুল শিল্প 1990 এর দশকে খুব কমই দুর্ঘটনাজনক ছিল।
2000 এর দশকের প্রথম দিকে, প্রকৌশলের এই শাখাটিকে পুনরুজ্জীবিত করার চেষ্টা করা হয়েছিল। বিলিয়ন রুবেল বরাদ্দ করা হয়েছিল। তারা কেবল চুরি করা হয়েছিল। তদন্তের নেতৃত্বে ছিল এফএসবি। কয়েকজন অপরাধীকে খুঁজে বের করে কারাগারে পাঠানো হয়েছে। কিন্তু মেশিন টুল শিল্প আমাদের দেশে সত্যিই পুনরুজ্জীবিত হয়নি। আজ, সমস্ত আধুনিক রাশিয়ান কারখানা, প্রতিরক্ষা সহ, হয় আমদানি করা মেশিন দিয়ে সজ্জিত বা লাইসেন্সের অধীনে আমাদের দেশে তৈরি করা হয়।
এ কারণেই মেশিনের প্রিমিয়ার প্রদর্শনীকে "Rapier SGS-01" চাঞ্চল্যকর বলা সম্ভব। SGS-01 একটি একক-স্পিন্ডেল গভীর তুরপুন মেশিন। একক-স্পিন্ডল, ঘুরে, নির্দেশ করে যে একটি ওয়ার্কপিস একবারে প্রক্রিয়া করা যেতে পারে। যাইহোক, ডেভেলপারদের আশ্বাস হিসাবে, প্রয়োজন হলে, এটি দুই বা এমনকি তিন-স্পিন্ডল দিয়ে তৈরি করা যেতে পারে।
তবে সম্ভবত সবচেয়ে আশ্চর্যজনক বিষয় হল এটি মেশিন টুল বিশেষজ্ঞদের দ্বারা নয়, ছোট অস্ত্রের নির্মাতাদের দ্বারা ডিজাইন এবং একত্রিত করা হয়েছিল।
সূচনাকারী ছিলেন সেন্ট্রাল ডিজাইন অ্যান্ড রিসার্চ ব্যুরো অফ স্পোর্টস অ্যান্ড হান্টিং উইপন্স (TsKIB SOO), তুলা, আলেক্সি সোরোকিনে অবস্থিত। এই ব্যুরো, অবশ্যই, খেলাধুলা এবং শিকার অস্ত্র উভয়ের সাথেই কাজ করে, তবে এর প্রধান দিকটি যুদ্ধ।
আলেক্সি সোরোকিন সংবাদদাতাকে যা বলেছিলেন তা এখানে " রাশিয়ান সংবাদপত্রকেন আমাদের একটি গভীর ড্রিলিং মেশিন দরকার এবং এটি কীভাবে তৈরি করা হয়েছিল সে সম্পর্কে।
TsKIB SOO-এর পরিচালক বলেছেন, মেশিনটি আমার ব্যক্তিগত প্রকল্প, মিথ্যা বিনয় ছাড়াই, কিন্তু প্যাথোস ছাড়াই। - একদিকে, এর সৃষ্টি মূল ক্রিয়াকলাপের সাথে সংযুক্ত নয় - একটি প্রতিরক্ষা উদ্যোগের ব্যবস্থাপনা। অন্যদিকে, আমি মেশিন টুল বিল্ডিংয়ের সমস্ত সমস্যা দেখি এবং আমি পুরোপুরি বুঝতে পারি যে ভাল অস্ত্র শুধুমাত্র ভাল মেশিনে উত্পাদিত হতে পারে।
বিশেষ করে, অ্যাসল্ট রাইফেল, মেশিনগান বা হান্টিং রাইফেলের ব্যারেল তৈরি করতে, এমন সরঞ্জামের প্রয়োজন হয় যা তথাকথিত গভীর ড্রিলিংকে অনুমতি দেয়। এটি রাশিয়ায় উত্পাদিত হয় না, এবং আমদানি করা খুব ব্যয়বহুল, এবং আজ এটি ক্রয় করা সমস্যাযুক্ত। পশ্চিমা নির্মাতারা প্রতিরক্ষা উদ্যোগের কাছে মেশিন টুল বিক্রি করতে নারাজ।
গভীর তুরপুন ড্রিল করা গর্তের ব্যাস এবং ড্রিলিং এর গভীরতার অনুপাত দ্বারা চিহ্নিত করা হয়। যদি এই অনুপাতটি 1 থেকে 10 হয়, তবে এটি ইতিমধ্যেই গভীর, উদাহরণস্বরূপ, 7.62 মিমি ব্যাস থেকে 76 মিমি গভীরতার একটি গর্ত গভীর। তবে বন্দুকের ব্যারেলে, অনুপাত 1 থেকে 100 বা তারও বেশি হতে পারে এবং এর জন্য বিশেষ প্রযুক্তি প্রয়োজন।
ইউএসএসআর বা রাশিয়াতেও নয়, ছোট ক্যালিবারগুলির জন্য সিএনসি গভীর ড্রিলিং মেশিন কখনও উত্পাদিত হয়নি। তাই আমরা প্রথম ছিলাম। এবং আমরা এর ডিজাইনের সময় সর্বাধিক প্রয়োজনীয়তা সেট করার চেষ্টা করেছি, যা বিভিন্ন ধরণের প্রযুক্তিগত ক্রিয়াকলাপে এর কার্যকর ব্যবহার নিশ্চিত করবে।
উদাহরণস্বরূপ, এটি ওয়ার্কপিসের ঘূর্ণন, ড্রিলের পাল্টা-ঘূর্ণন, তাপমাত্রা নিয়ন্ত্রণ, বাহিনী ইত্যাদির জন্য বিস্তৃত সম্ভাবনা। মেশিনের উৎপাদনে, আমরা একটি অনন্য জ্যামিতি অর্জন করেছি। ড্রিলিং অক্ষ বরাবর সমস্ত উপাদানের কাকতালীয়তার নির্ভুলতা একটি মাইক্রনের কম, এবং বিছানার ত্রুটিটি 4.7 মিটার এক মিমি এর একশতাংশের চেয়ে কম, মেশিনের এই ধরনের নির্ভুলতা গর্তের সঠিকতা, উচ্চ বিশুদ্ধতা এবং সর্বনিম্ন দেবে কেন্দ্র থেকে কেন্দ্র প্রবাহ। আমরা 1300 মিমি লম্বা পর্যন্ত শক্তিশালী ইস্পাত থেকে ফাঁকা ড্রিল করতে পারি। সর্বোচ্চ ক্যালিবার 30 মিমি।
আমাদের উন্নয়ন, উপায় দ্বারা, ব্যাপক সম্ভাব্য অ্যাপ্লিকেশন আছে. সর্বোপরি, গভীর তুরপুন কেবল অস্ত্র উত্পাদনে ব্যবহৃত হয় না। এর মধ্যে রয়েছে চিকিৎসা সরঞ্জাম, শক্তি, এবং হাতিয়ার শিল্প (ছাঁচে চ্যানেলের উৎপাদন), এবং পরিবহন প্রকৌশল, এমনকি বনায়নের জন্য বিশেষ সরঞ্জাম তৈরি করা - এমন প্রযুক্তিও রয়েছে যার জন্য ছোট ব্যাসের গর্তের গভীর ড্রিলিং প্রয়োজন।
উত্পাদনের একটি সম্পূর্ণ প্রযুক্তিগত চক্রের জন্য বন্দুক ব্যারেলনয়টি ভিন্ন মেশিনের একটি লাইন প্রয়োজন। আমরা স্পষ্টভাবে কল্পনা করি যে এই মেশিনগুলি কী হওয়া উচিত এবং সবচেয়ে গুরুত্বপূর্ণভাবে, সেগুলি কীভাবে তৈরি করা উচিত। আমরা যদি বোঝার সন্ধান পাই, তবে আমি নিশ্চিত যে আমাদের দেশে মেশিনগান ব্যারেল, মেশিনগান, স্নাইপার এবং শিকারের অস্ত্রের উত্পাদন গুণগতভাবে নতুন স্তরে উঠবে। এজন্য মেটালওয়ার্কিং-2017 প্রদর্শনীতে অংশগ্রহণ আমাদের জন্য খুবই গুরুত্বপূর্ণ।
আমরা একটি বাস্তব আমদানি-প্রতিস্থাপন প্রকল্প বাস্তবায়ন করতে সক্ষম হয়েছি। অধিকাংশ সেরা মেশিনগভীর তুরপুন জার্মানিতে উত্পাদিত হয়. কিন্তু তারা খুব ব্যয়বহুল, এবং তাদের বৈশিষ্ট্যের পরিপ্রেক্ষিতে তারা কোনোভাবেই আমাদের মেশিনের চেয়ে উচ্চতর নয়, যা আমরা এই প্রদর্শনীতে দেখাই।
প্রয়োজনীয় ব্যবসা. আমি ওআরএসআইএস-এ দেখেছি কিভাবে ব্যারেলগুলো ঘুরানো হয়। চলন্ত বিছানার ধারে থাকা মুদ্রা নড়ে না। কিন্তু সেখানে আমদানী, আর এখানে আমাদের!
গভীর গর্ত ড্রিলিং মেশিন দুটি প্রধান বিন্যাসে উপস্থাপন করা হয় - অনুভূমিক এবং উল্লম্ব। এগুলি সাধারণত বিরক্তিকর গর্তের জন্যও ব্যবহৃত হয় এবং দীর্ঘ ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ডিজাইন করা অন্যান্য ধরণের মেশিন থেকে উল্লেখযোগ্যভাবে আলাদা। মেশিন টুলগুলি বড় এলাকা দখল করে, ডিজাইন করা হয় (বিস্তৃত ব্যাসের গর্ত ড্রিলিং করার জন্য), একটি নিয়ম হিসাবে, একটি অনুভূমিক ডিজাইনে এবং একটি দৈর্ঘ্য থাকে যা ওয়ার্কপিসগুলির দৈর্ঘ্যের কমপক্ষে দ্বিগুণ যার জন্য তারা ডিজাইন করা হয়েছে। সাধারণত, এই ধরনের মেশিনের বিছানা যৌগিক, যোগদান হিসাবে ডিজাইন করা হয়। এটি তাদের উত্পাদন এবং ভোক্তাদের কাছে সরবরাহের সুবিধা নিশ্চিত করে।
কাটিং জোনে কাটিং ফ্লুইড (কুল্যান্ট) সরবরাহের জন্য একটি বিশেষ ব্যবস্থা, কাটিং জোন থেকে চিপ পরিবহনের জন্য, লুব্রিকেটিং এবং কুলিং ড্রিলগুলি মেশিন টুলের ডিজাইনে একটি বড় জায়গা দখল করে। এই সিস্টেমের মধ্যে রয়েছে একটি পাম্পিং ইউনিট, অংশে কুল্যান্ট সরবরাহ করার জন্য ডিভাইস এবং আরও কাটা অঞ্চলে, একটি চিপ অপসারণ ব্যবস্থা, একটি চিপ সংগ্রাহক, নিষ্পত্তি ট্যাঙ্ক সহ ড্রেন ট্যাঙ্ক, কুল্যান্ট থেকে কঠিন কণার চৌম্বক এবং অন্যান্য ফাঁদ (ফিল্টার) এবং কুল্যান্ট কুলিং ডিভাইস। উপরন্তু, কুল্যান্টের স্প্ল্যাশিং এবং ফুটো থেকে রক্ষা করার জন্য মেশিনগুলিতে অবশ্যই প্রতিরক্ষামূলক কভার থাকতে হবে।
প্রায় সমস্ত মডেল গভীর রুক্ষ এবং সূক্ষ্ম বিরক্তিকর (রিমিং) জন্য ব্যবহার করা যেতে পারে, যেমন মসৃণ নলাকার প্রক্রিয়াকরণের জন্য অপারেশন সম্পাদন করা এবং (যদি পাওয়া যায়) বিশেষ ডিভাইস) শঙ্কুযুক্ত গর্ত।
প্রক্রিয়াকরণ প্রক্রিয়ার উচ্চ প্রযুক্তিগত নির্দিষ্টতার কারণে ব্যর্থতার ক্ষেত্রে, অন্যান্য মেশিনের সাথে তাদের প্রতিস্থাপন করা খুব কঠিন। অতএব, উৎপাদন পরিকল্পনা করার সময়, গভীর তুরপুন প্রাথমিক ক্রিয়াকলাপগুলির মধ্যে একটি প্রযুক্তিগত প্রক্রিয়া, আপনার কাছে সর্বদা সরঞ্জামের মজুদ থাকা উচিত, কেবল লোডিংয়ের ক্ষেত্রে নয়, মেশিনের সংখ্যার ক্ষেত্রেও।
গভীর তুরপুন এবং বিরক্তিকর জন্য মেশিন,
বিশেষ করে উচ্চ-গতির প্রক্রিয়াকরণের জন্য ডিজাইন করা মেশিন, নিম্নলিখিত প্রয়োজনীয়তা পূরণ করতে হবে:
সুবিধাজনক এবং দ্রুত ইনস্টলেশন (সারিবদ্ধকরণ, ফিক্সিং) এবং ওয়ার্কপিস অপসারণ;
স্পষ্ট স্টেপলেস কন্ট্রোল সিস্টেম সহ স্পিন্ডেলের গতি এবং ফিড লিমিট (মেশিনিং মোড) এর প্রয়োজনীয় পরিসীমা, বিশেষ করে যেতে যেতে স্টেপলেস ফিড রেট নিয়ন্ত্রণ প্রদান এবং এর স্পষ্ট ইঙ্গিত;
উৎপন্ন চিপস ক্রমাগত এবং নির্ভরযোগ্য অপসারণ (কুল্যান্ট এবং চিপস সমন্বিত স্লারি);
কুল্যান্ট পরিস্রাবণ এবং কুলিং;
স্বয়ংক্রিয়ভাবে প্রতিরক্ষামূলক এবং নিয়ন্ত্রণ ডিভাইসগুলি পরিচালনা করে প্রক্রিয়াটির ক্রমাগত পর্যবেক্ষণ;
যদি সম্ভব হয়, সম্পূর্ণ প্রক্রিয়াকরণ প্রক্রিয়ার জন্য একটি স্বয়ংক্রিয় নিয়ন্ত্রণ ব্যবস্থা রাখুন, বিশেষ করে, একটি সিস্টেম সংখ্যাগত নিয়ন্ত্রণমেশিন এবং প্রক্রিয়াকরণ।
কুল্যান্ট থেকে গঠিত চিপগুলি সংগ্রহ এবং পৃথক করার জন্য ঘন ক্ষমতার পরিপ্রেক্ষিতে যথেষ্ট ডিভাইস গ্রহণ করা;
দ্রুত সামঞ্জস্যপূর্ণ আন্দোলন এবং বিশেষ করে নির্ভরযোগ্য বেঁধে রাখা (যদি প্রয়োজন হয়) মেশিনের কার্যকারী সংস্থাগুলি (সামনের র্যাক এবং স্টেম স্টক, ক্যালিপার, লুনেট ইত্যাদি);
কুল্যান্ট স্প্ল্যাশিং থেকে অপারেটিং কর্মীদের এবং কর্মশালার এলাকা নির্ভরযোগ্য সুরক্ষা;
অগ্নি নিরাপত্তা এবং শিল্প স্যানিটেশন বর্ধিত প্রয়োজনীয়তা পূরণ করুন.
যে মেশিনগুলি গভীর তুরপুন এবং বিরক্তিকর উত্পাদন করে তাদের জন্য নির্দিষ্ট হল অন্যান্য অনেক মেশিনের তুলনায় তাদের শক্তি খরচ বৃদ্ধি। কিছু ক্ষেত্রে, 30% পর্যন্ত (এবং কখনও কখনও আরও) ড্রিলিং করার সময় শুধুমাত্র কাটা প্রক্রিয়ার জন্য ব্যবহৃত শক্তি শুধুমাত্র চিপ অপসারণের জন্য খরচ হয়।
সমস্ত গভীর তুরপুন মেশিন,
কিছু বৈচিত্র্য সত্ত্বেও , নিম্নলিখিত গ্রুপে বিভক্ত করা যেতে পারে: বাঁক টাইপ; সুইভেল টাইপ; ড্রিলিং করার সময় ওয়ার্কপিসের ঘূর্ণন ছাড়াই। এই ধরণের মেশিনগুলির প্রতিটি একটি নির্দিষ্ট ধরণের ওয়ার্কপিস প্রক্রিয়া করার জন্য ডিজাইন করা হয়েছে।
lathes জন্য
(চাল এক) ঠাকুরমা 10 হেডস্টকের অনুরূপ লেদ. ফাঁপা টাকু (কখনও কখনও কঠিন) ওয়ার্কপিসের দ্রুত ঘূর্ণনের জন্য ডিজাইন করা হয়েছে 2 ; টাকুটির ক্রস বিভাগ তুলনামূলকভাবে ছোট। মেশিন করা ওয়ার্কপিসটি চাকের আউটপুট শেষের সাথে ইনস্টল করা হয় 11 , টাকুটির কার্যকরী প্রান্তে স্থির করা হয় এবং ইনপুট প্রান্তটি তেল রিসিভার দ্বারা সমর্থিত হয় 8 , যদি মেশিনিং অভ্যন্তরীণ চিপ অপসারণ বা বাহ্যিক চিপ অপসারণ সঙ্গে অবিচলিত বিশ্রাম বাহিত হয়. দীর্ঘ ওয়ার্কপিস অতিরিক্তভাবে যন্ত্রের সময় স্থির বিশ্রাম দ্বারা সমর্থিত হয় 1 . কান্ড 3 একটি ড্রিল দিয়ে হয় ক্যালিপার ফ্লকের উপর বা স্টেম স্টকের মধ্যে স্থির করা হয় 5 . স্টেম মাথা একটি চিপ সংগ্রাহক আছে 6 , যে চিপগুলি থেকে প্রাপ্তির চুট এবং তারপর চিপ সংগ্রাহকের কাছে প্রবেশ করে। স্টেম বিশ্রামগুলি স্টেম স্টক (ক্যালিপার) এবং ওয়ার্কপিস (তেল রিসিভার) এর মধ্যে দীর্ঘ ড্রিলিং দৈর্ঘ্যের জন্য অবস্থিত 4 (র্যাক) স্টেম সমর্থন করে।
লেদ-টাইপ মেশিনগুলি একটি স্টেম রোটেশন স্পিন্ডল ডিভাইসের সাথেও তৈরি করা যেতে পারে, যা স্টেম হেডস্টকে ইনস্টল করা থাকে এবং (যদি প্রয়োজন হয়) স্টেমে ঘূর্ণন প্রদান করে, এবং ফলস্বরূপ, টুলটিতে।
লেদ-টাইপ মেশিনে, একটি নিয়ম হিসাবে, শীর্ষ বরাবর প্রি-মেশিন করা ওয়ার্কপিসগুলি ড্রিল করা হয়, যা তাদের আকারে ছোট ট্রান্সভার্স মাত্রাগুলির ঘূর্ণনের সংস্থাগুলিকে উপস্থাপন করে।
ভর এবং বৃহৎ-স্কেল উত্পাদনের গভীর গর্ত সহ ছোট অংশ দুটি এবং মাল্টি-স্পিন্ডেল মেশিনে এবং একটি উল্লম্ব নকশা সহ মেশিনে উভয় প্রক্রিয়া করা হয়। এই মেশিনগুলিকে সাধারণত লেদগুলির একটি গ্রুপ হিসাবেও উল্লেখ করা হয়।
সুইভেল টাইপ মেশিনে ( চাল 2) ওয়ার্কপিস 2 একটি ফাঁপা টাকু ভিতরে আংশিকভাবে মাউন্ট করা হয়, একটি সুইভেল বলা হয়, একটি আলনা মধ্যে স্থাপন করা হয় 10 . সুইভেল স্পিন্ডেল কিছু ক্ষেত্রে দৈর্ঘ্য বরাবর দুটি জোনে ওয়ার্কপিস ঠিক করার জন্য দুটি চক দিয়ে সজ্জিত।
() প্রসেস করা ওয়ার্কপিসটি একটি ফাঁপা টাকুতে আংশিকভাবে ইনস্টল করা হয়, যাকে সুইভেল বলা হয়, একটি র্যাকে রাখা হয়। সুইভেল স্পিন্ডেল কিছু ক্ষেত্রে দৈর্ঘ্য বরাবর দুটি জোনে ওয়ার্কপিস ঠিক করার জন্য দুটি চক দিয়ে সজ্জিত।
সুইভেল বনাম টাকু তুরপুন মেশিনবাঁক টাইপ বড় তির্যক মাত্রা আছে. অতএব, সুইভেলের নকশাটি তুরপুনের সময় ওয়ার্কপিসের দ্রুত ঘূর্ণনের জন্য ডিজাইন করা হয়নি। ওয়ার্কপিসের দ্বিতীয় প্রান্তটি (যদি প্রয়োজন হয়) সুইভেল বিশ্রামে ইনস্টল করা যেতে পারে 1 .
বিছানার উপর 9 সামনে তাক স্থাপন করা হয়েছে 7 একটি তেল রিসিভার সহ, যার হাতাটি ওয়ার্কপিসের শঙ্কুযুক্ত প্রান্তের সাথে শক্তভাবে সংযুক্ত থাকে। যখন মেশিন কাজ করছে, তাক 7 কঠোরভাবে ফ্রেমে স্থির। পাম্পিং সিস্টেম থেকে, কুল্যান্ট তেল রিসিভারে সরবরাহ করা হয় এবং আরও ড্রিল করা গর্ত এবং এর মধ্যবর্তী ফাঁক বরাবর বাইরের পৃষ্ঠস্টেম ড্রিল (কাটিং জোনে) খাওয়ানো হয়।
কান্ড 3 ফিড ক্যারেজ মধ্যে স্থির 5 একটি স্টেম ঘূর্ণন ড্রাইভ হচ্ছে. একটি স্থির বিশ্রাম স্টেম সমর্থন করতে ব্যবহার করা যেতে পারে। 4 .
গাড়িতে একটি চিপ ক্যাচার আছে 6 , যার মধ্যে চিপ সহ কুল্যান্ট কাটিং জোন থেকে স্টেম গর্ত দিয়ে প্রবেশ করে।
ওয়ার্কপিস এবং টুলের একযোগে ঘূর্ণনের সাথে চালিত মেশিনে ড্রিলিং করার সময় কাটার গতি স্টেম এবং ওয়ার্কপিস উভয়ের ঘূর্ণনের গতি অনুসারে নির্ধারণ করা উচিত।
সাধারণত, সুইভেল-টাইপ মেশিনগুলি ওয়ার্কপিসগুলিকে প্রক্রিয়া করে যা অবাঞ্ছিত বা দ্রুত ঘোরানো অসম্ভব। এগুলি হল ফোরজিংস, রোলড পণ্য এবং অন্যান্য অংশ যা তাদের আকারে বিপ্লবের সংস্থাগুলির থেকে কিছুটা আলাদা, এবং যে অংশগুলির একটি উল্লেখযোগ্য ভারসাম্যহীনতা রয়েছে। মাঝখানের ফুটের বড় ব্যাসের রোটর এবং রোলের মতো ভারী অংশ, ছোট ব্যাসের ছিদ্রযুক্ত, ড্রিলের সাহায্যে স্টেমের পাল্টা-দ্রুত ঘূর্ণন ব্যবহার করে সুইভেল-টাইপ মেশিনে প্রক্রিয়া করার পরামর্শ দেওয়া হয়।
বড় আকারের এবং ব্যাপক উৎপাদনে বড় আপেক্ষিক দৈর্ঘ্যের গর্ত সহ ওয়ার্কপিস ড্রিলিং করার সময়, এমন মেশিনগুলি ব্যবহার করার পরামর্শ দেওয়া হয় যা দ্বি-পার্শ্বযুক্ত গভীর তুরপুন (এক ধরণের সুইভেল-টাইপ মেশিন) প্রদান করে।
ওয়ার্কপিস ঘূর্ণন ছাড়াই গভীর তুরপুন মেশিন
(চাল 3) প্রথম দুই ধরনের মেশিন টুলের তুলনায় অনেক কম সাধারণ। তারা তুরপুন প্রয়োজন যে অংশ তুরপুন জন্য ব্যবহার করা হয়. গভীর গর্তওয়ার্কপিস ঘোরানো ছাড়া এবং বেশ কয়েকটি সমান্তরাল গভীর গর্ত ড্রিল করার জন্য। এই ধরনের মেশিন দুটি প্রকারে পাওয়া যায়:
একটি স্টেম হেডস্টক সহ যা অনুদৈর্ঘ্য আন্দোলন করে;
ওয়ার্কপিস ঠিক করার জন্য একটি টেবিলের সাথে, অনুদৈর্ঘ্য আন্দোলন রয়েছে।
প্রথম প্রকারটি বেশি ব্যবহৃত হয়। এই ক্ষেত্রে, একটি নন-ঘূর্ণায়মান ওয়ার্কপিস সহ একটি মেশিন, যখন তুরপুন, একটি স্ব-অভিনয় পাওয়ার হেড সহ একটি মডুলার মেশিনের অনুরূপ। যেমন একটি মেশিনে, workpiece 2 টেবিলে স্থির 1 বিছানায় রাখা 9 . সামনের র্যাকটি সরিয়ে ড্রিলিং করার আগে ওয়ার্কপিসের শেষ পর্যন্ত 7 তার বুশিং তেল রিসিভার দ্বারা চাপা 8, পাম্পিং সিস্টেমের সাথে একটি পায়ের পাতার মোজাবিশেষ দ্বারা সংযুক্ত. কান্ড 3 , একটি অবিচলিত বিশ্রাম দ্বারা সমর্থিত 4, ফিড ক্যারেজ মধ্যে স্থির 5 একটি স্টেম ঘূর্ণন ড্রাইভ হচ্ছে. বিবেচিত স্কিমগুলির মতো, একটি চিপ সংগ্রাহক গাড়ির শেষে অবস্থিত 6 .
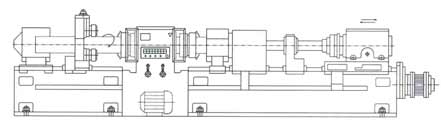
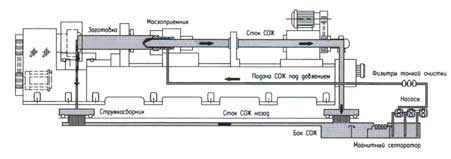
মেশিন তৈরি করে এমন ইউনিট এবং সমাবেশগুলির উদাহরণ হিসাবে, এটি দেখানো হয়েছে (একটি নির্দিষ্ট নিয়মের সাথে) চাল 4. বাস্তব সংস্করণে, মেশিনটি 6000 মিমি পর্যন্ত লম্বা এবং 80…400 মিমি এর বাইরের ব্যাস সহ ওয়ার্কপিস ড্রিলিং করার জন্য ব্যবহার করা যেতে পারে। মেশিনে এটি উত্পাদন করা সম্ভব: গর্ত ক্রমাগত তুরপুন? 8 থেকে 80 মিমি, গর্ত তুরপুন? 320 মিমি পর্যন্ত, বিরক্তিকর গর্ত? 320 মিমি পর্যন্ত এবং গর্ত খোঁচা? 320 মিমি পর্যন্ত। যন্ত্রটিতে 22,000 মিমি দৈর্ঘ্যের দুই - তিন বিভাগের কাস্ট বেড রয়েছে। টাকু মাথাটি বিছানার উপরের অংশে বাম দিকে স্থির করা হয়েছে 2 একটি বিশেষ চক সঙ্গে - একটি পাত্র. ওয়ার্কপিস ঘূর্ণন 3 , হেডস্টক চক এবং তেল রিসিভার গাইড হাতা মধ্যে স্থির, ইঞ্জিন থেকে বাহিত হয় 1 ডিসি শক্তি 40 কিলোওয়াট। টাকুটির ঘূর্ণনের কৌণিক গতি 40 থেকে 1000 মিনিট 1 পর্যন্ত অসীমভাবে সামঞ্জস্যযোগ্য। স্বাভাবিকভাবেই, মেশিনে দীর্ঘ ওয়ার্কপিস ইনস্টল করার সময়, স্থির বিশ্রামগুলি তাদের সমর্থন করার জন্য ব্যবহৃত হয়।
অভ্যন্তরীণ চিপ অপসারণ (STS প্রযুক্তি (BTA)) সহ কাটিং জোনে কুল্যান্ট সরবরাহ করার জন্য মেশিনটি একটি বিশাল তেল রিসিভার দিয়ে সজ্জিত। স্বাভাবিকভাবেই, মেশিনে বিভিন্ন ব্যাসের গর্ত ড্রিলিং করার জন্য তেল রিসিভারের একটি সেট থাকতে হবে।
তেল রিসিভার সামনের স্তম্ভে ইনস্টল করা আছে 4 , যা, অংশটি ইনস্টল করার সময়, ওয়ার্কপিসের শেষ পর্যন্ত তেল রিসিভার টিপে এবং মেশিনের ফ্রেমের সাথে সংযুক্ত থাকে। র্যাকে একটি পুশ-বোতাম নিয়ন্ত্রণ প্যানেল এবং যন্ত্র রয়েছে যা আপনাকে মেশিনের ক্রিয়াকলাপ নিয়ন্ত্রণ করতে দেয়, যার ইলেকট্রিশিয়ান বৈদ্যুতিক ক্যাবিনেটে অবস্থিত। 14 .
মেশিনটি একটি ফিড ক্যারেজ দিয়ে সজ্জিত 6 , যাতে ST স্টেম সংযুক্ত থাকে। যখন তুরপুন, স্টেম একটি স্টেম বিশ্রাম দ্বারা সমর্থিত হয় 5 . গাড়ির ফিড বক্স থেকে কাজ এবং ত্বরিত আন্দোলন আছে 7 . ফিডগুলিও ধাপহীনভাবে পরিবর্তিত হয় (5 থেকে 3000 মিমি/মিনিট পর্যন্ত), এবং গাড়ির দ্রুত গতিবিধি (স্টেম এবং ড্রিল সহ) 5000 মিমি/মিনিট গতিতে তৈরি হয়।
গাড়িটি 2000 মিনিট 1 পর্যন্ত সামঞ্জস্যযোগ্য স্পিন্ডেল গতি সহ একটি ডাঁটা ঘূর্ণন ড্রাইভ সহ একটি ডাঁটা-ধারক বা একটি বিশেষ উচ্চ-গতির ডাঁটা হেডস্টক ইনস্টল করার জন্য ডিজাইন করা হয়েছে। এটি মেশিনটিকে টুলের পাল্টা-ঘূর্ণন সহ গভীর ড্রিলিং প্রক্রিয়াটি সম্পাদন করতে দেয়, যা বড় ওয়ার্কপিসে ছোট ব্যাসের গর্ত ড্রিলিং করার সময় প্রয়োজনীয়।
(এটি উল্লেখ করা উচিত যে বেশ কয়েকটি মেশিনের ডিজাইনে ক্যারেজ এবং ফিড বক্সকে এক ইউনিটে একত্রিত করা হয় - টুল ফিড ক্যারেজ, যা টুলের ফিড এবং প্রয়োজনে এর ঘূর্ণন উভয়ই প্রদান করে)।
গাড়িতে অবস্থিত স্টেম ধারক বন্ধনীর পিছনের প্রান্তে 6 , সংযুক্ত অদ্ভুত হাঁটু 10 চিপ সংগ্রাহক অপসারণের জন্য 9 তরল এবং চিপস। উপরে একটি গ্রিড থাকার, একটি চিপ সংগ্রাহক 9 বড় চিপগুলিকে তরল থেকে আলাদা করে।
চিপ সংগ্রাহক 9 ট্যাঙ্ক - ট্যাঙ্কের গাইড বরাবর চলে 8 কুল্যান্টের জন্য, যা ফ্রেমের পিছনে অবস্থিত এবং মেঝে স্তরের নীচে অবস্থিত। মেশিনে কুল্যান্ট ট্যাঙ্ক হতে পারে বড় ক্ষমতাএবং 6...8 m3 পর্যন্ত কুল্যান্ট ধারণ করে, যা কুল্যান্টের চক্রের মধ্য দিয়ে যাওয়ার পর প্রাকৃতিক শীতল হওয়ার প্রক্রিয়ায় অবদান রাখে। কুল্যান্ট ট্যাঙ্কের ক্ষমতা প্রতি মিনিটে সর্বোচ্চ ড্রিলিং কুল্যান্ট প্রবাহের কমপক্ষে দশ গুণ থাকা বাধ্যতামূলক বলে মনে করা হয়। সুতরাং, উদাহরণস্বরূপ, যদি মেশিনে ড্রিলিং করার সময় সর্বাধিক সম্ভাব্য প্রবাহের হার 300 লি / মিনিট হয়, তবে কুল্যান্ট ট্যাঙ্কের ক্ষমতা কমপক্ষে 3 মি 3 হওয়া উচিত।
মেশিন একটি সংগ্রাহক সঙ্গে সজ্জিত করা আবশ্যক - একটি স্যাম্প 12 , যাতে দূষিত কুল্যান্ট চিপ সংগ্রাহক ট্যাঙ্ক থেকে প্রবেশ করে। কুল্যান্টকে সাম্প কালেক্টরে ঠান্ডা করা হয়, অবশেষে ছোট কণা থেকে পরিষ্কার করা হয় বিভিন্ন ফিল্টার, চৌম্বকীয় বিভাজক সহ, এবং পাইপলাইনের মাধ্যমে মূল ট্যাঙ্কে একত্রিত হয়।
মেশিনে একটি শক্তিশালী হাইড্রোলিক সিস্টেম রয়েছে 13 (শর্তসাপেক্ষে দেখানো হয়েছে), ড্রাইভ সহ পাম্প সমন্বিত, নিরাপত্তা ভালভএবং নিয়ন্ত্রণ ডিভাইস। বাস্তব সংস্করণে, কুল্যান্ট পাম্পগুলি কুল্যান্ট ট্যাঙ্ক এলাকায় নিমজ্জনযোগ্য হিসাবে অবস্থিত, যা মেশিনটিকে আরও কমপ্যাক্ট করে তোলে। বেশ কয়েকটি ডিজাইনে, ট্যাঙ্ক এলাকায় কুল্যান্ট ক্লিনিং সিস্টেমও ইনস্টল করা আছে।
মেশিনের অপারেশন চলাকালীন, পাম্প থেকে কুল্যান্ট যথাযথ চাপ এবং প্রয়োজনীয় প্রবাহ হার সহ তেল রিসিভারে সরবরাহ করা হয়। বিস্তৃত ব্যাসের গর্ত প্রক্রিয়াকরণের জন্য একটি মেশিন ব্যবহার করার সময়, পাম্প সিস্টেমটি 10 এমপিএ পর্যন্ত চাপ সহ কুল্যান্ট সরবরাহ করতে এবং 300 লি/মিনিট পর্যন্ত প্রবাহ হারে সক্ষম হতে হবে।
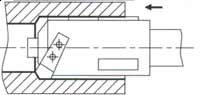
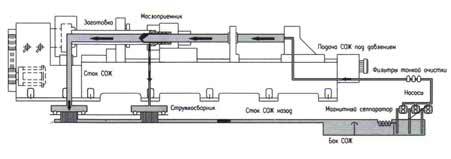
গভীর গর্ত লেদ সরলীকৃত নকশা ( চাল 5) আপনাকে টুলটি ঘোরানো ছাড়াই গভীর ড্রিলিং এবং বিরক্তিকর সঞ্চালনের অনুমতি দেয়। সাধারণত, এই ধরণের মেশিনগুলির কেন্দ্রের উচ্চতা 300 মিমি এর বেশি নয় এবং 3000 মিমি পর্যন্ত লম্বা অংশে 40 ... 50 মিমি পর্যন্ত ব্যাস সহ ড্রিলিং গর্তের অনুমতি দেয়।
হেডস্টক টাকু উপর 12 স্থির কার্তুজ - পাত্র 13 রেডিয়াল জানালা সহ। এই উইন্ডোগুলির মাধ্যমে, ড্রিলিং বা বিরক্তিকর পরে, আপনি স্টেম থেকে টুলটি সংযোগ বিচ্ছিন্ন করতে পারেন যাতে বিপরীতে মেশিনযুক্ত গর্তের মাধ্যমে টুলটি সরাতে না পারে।
অংশ ইনস্টল করা হবে 1 সামনের অংশের শঙ্কুটি তেল রিসিভার বুশিং-এ প্রাক-কেন্দ্রিক 5 , তারপর এটি যাচাই করা হয় (অংশে ঘাড় এ বরাবর) কার্টিজ - পাত্রে 13 (ক্যামগুলি সরানোর মাধ্যমে) এবং একটি কার্টিজে মাউন্ট করা হয় - একটি পাত্র 13 তার মুষ্টি তেল রিসিভার 5 সামনের গাইড পোস্টে ইনস্টল করা আছে 6 . র্যাকটি সরানোর মাধ্যমে, তেল রিসিভারটিকে ঠিক করার জন্য অংশে আনা হয় এবং অংশটি ইনস্টল করার সময় তেল রিসিভারের গাইড স্লিভ এবং অংশের শঙ্কুর মধ্যে শক্ত যোগাযোগ তৈরি করে। এবং তারপর ঘাড় পর্যন্ত 4 বিস্তারিত অবিচলিত বিশ্রাম cams আনা হয় 3 .
কান্ড 7 ড্রিল সহ 2 গাড়িতে স্থির 8 , যার আন্দোলন হেডস্টক থেকে আসা সীসা স্ক্রু থেকে বাহিত হয়।
যখন মেশিনটি পাম্প থেকে কুল্যান্ট চলছে 11 পায়ের পাতার মোজাবিশেষ মাধ্যমে তেল রিসিভার খাওয়ানো হয় 5 এবং কাটিং জোনে স্টেম এবং গর্তের মধ্যে ফাঁক বরাবর। আরও, স্টেমের ছিদ্র দিয়ে, চিপস সহ কুল্যান্ট চিপ সংগ্রাহকে প্রবেশ করে 9 , যেখানে চিপগুলি কুল্যান্ট থেকে আলাদা করা হয় এবং ট্যাঙ্কে ফেলে দেওয়া হয় 10 . কঠিন অন্তর্ভুক্তি থেকে কুল্যান্টের আরও পুঙ্খানুপুঙ্খ পরিস্কার করার সিস্টেমগুলি ট্যাঙ্কে স্থাপন করা যেতে পারে। একটি নিয়ম হিসাবে, এই ধরণের মেশিনগুলিতে, কুল্যান্ট ট্যাঙ্ক এবং পাম্প সহ পুরো পাম্পিং সিস্টেমটি মেঝে স্তরের নীচে অবস্থিত। যেহেতু প্রদত্ত মেশিনে ছোট ব্যাসের গর্ত ড্রিল করা সম্ভব, তাই পাম্পিং সিস্টেমকে 100 লি/মিনিট পর্যন্ত প্রবাহ হারে কমপক্ষে 10 MPa চাপ সহ কুল্যান্টের সরবরাহ নিশ্চিত করতে হবে।
বন্দুক ড্রিলিং মেশিন
অনুযায়ী নির্মিত সাধারণ স্কিম, যদিও তাদের সাধারণ বিন্যাস অনুভূমিক, উল্লম্ব, ঝোঁক এবং বিভিন্ন ধরনের- বাঁক বা একটি নির্দিষ্ট ওয়ার্কপিস ড্রিলিং এর ধরন দ্বারা। এই ক্ষেত্রে, বিভিন্ন গতির নিদর্শনগুলি সম্ভব: একটি স্থির ওয়ার্কপিস - একটি ঘূর্ণায়মান ড্রিল, একটি ঘূর্ণায়মান ওয়ার্কপিস - একটি অ-ঘূর্ণায়মান ড্রিল এবং ওয়ার্কপিস এবং ড্রিলের পাল্টা-ঘূর্ণন। স্বাভাবিকভাবেই, ফিডটি প্রায়শই যন্ত্রের সাথে সংযুক্ত থাকে।
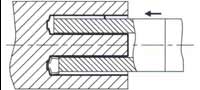
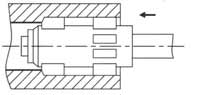
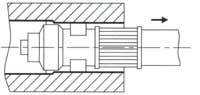
উপরের চিত্রে ( চাল 6, ক) ফাঁকা 1 দুটি ঝোপের মধ্যে স্থির 10 . ওয়ার্কপিসের বাইরের প্রান্তে একটি গাইড বুশিং চাপানো হয় 9 একটি বিশেষ ধারক মধ্যে সংশোধন করা হয়েছে 8 . হাতা ড্রিলের প্রাথমিক দিক নির্দেশ করে 2 এটি কাটার সময়। কান্ড 3 ড্রিল শঙ্ক 4 টাকুতে স্থির 5 ফিড ক্যারেজে অবস্থিত। ড্রিলিং করার সময়, গাড়িকে ফিড দেওয়া হয়, এবং ড্রিলটিকে ঘূর্ণন দেওয়া হয়। সিস্টেমে স্টেম সমর্থন করার জন্য হাতা ব্যবহার করা যেতে পারে। 6 বিশ্রামে এবং সামনের র্যাকে অবস্থিত। সিলিং রিং 7 ধারক মধ্যে অবস্থিত 11 সামনের পোস্ট, সামনের পোস্টে চিপ সংগ্রাহকের বাইরে চিপ সহ কুল্যান্টের প্রস্থান বাধা দেয়।
বন্দুক ড্রিলিং স্কিম ( চাল 6 খ) স্টেমের গর্তে কুল্যান্ট সরবরাহ করে এবং কান্ডের খাঁজ বরাবর বাইরে থেকে চিপ অপসারণের ব্যবস্থা করে।
ইজেক্টর ড্রিলিং
(আরআইটিএম, 2009, নং 9, পৃ. 1114 দেখুন), একটি নিয়ম হিসাবে, ব্যবহার করা হয় সার্বজনীন মেশিন. ইজেক্টর ড্রিলিং (ডিটিএস প্রযুক্তি) এর জন্য একটি লেদ এর সম্ভাব্য সমন্বয়ের একটি চিত্র দেখানো হয়েছে চাল 7.
ক্যালিপারে 7 মেশিন টুল স্থাপন করা হয় 5 ওয়ার্কপিস সুরক্ষিত করতে 6 . একই ডিভাইসে, একটি কন্ডাক্টর হাতাও স্থাপন করা হয়। 4 . ইজেক্টর টুল 3 টাকু চক মধ্যে স্থির 1 লেদ, একটি ঘূর্ণায়মান টুলে কুল্যান্ট সরবরাহ করে এবং একটি চিপ সংগ্রাহকের মধ্যে চিপ অপসারণ করে। ড্রিলিং করার সময়, টুলটি মেশিনের টাকু থেকে ঘূর্ণন গ্রহণ করে এবং ওয়ার্কপিসটি ক্যালিপারের সাথে খাওয়ানো হয়। পাম্প স্টেশন এবং কুল্যান্ট পায়ের পাতার মোজাবিশেষ চিত্রে দেখানো হয় না. মেশিনের আধুনিকীকরণ এবং সামঞ্জস্য করার সময়, একটি কন্ডাক্টর বুশিং স্থাপন করা প্রয়োজন 4 ফিক্সচারে 5 এর অক্ষের দিকে যাতে ওয়ার্কপিসের শেষের মধ্যে থাকে 6 এবং বুশিংয়ের ব্যবধান 1 মিমি এর বেশি ছিল না। ফাঁকের নির্দিষ্ট মান এবং হাতার দৈর্ঘ্য সহ, কুল্যান্টের সঞ্চালন এবং ইজেকশন প্রভাবের জন্য অনুকূল পরিস্থিতি সরবরাহ করা হয়।
গর্তের প্রান্তিককরণ নিশ্চিত করাও গুরুত্বপূর্ণ বুশিংএবং টুলের বাইরের টিউবের জন্য চাকের মধ্যে গর্ত।
ড্রিলিং ব্যাসের উপর নির্ভর করে পাম্পিং স্টেশননির্দিষ্ট পরামিতি সহ কুল্যান্ট সরবরাহ করতে হবে।
অটোমেশন ডিগ্রী দ্বারা
গভীর গর্ত ড্রিলিং মেশিন প্রধানত তিনটি গ্রুপে বিভক্ত করা যেতে পারে;
কাজের একটি স্বয়ংক্রিয় চক্র সহ মেশিন;
প্রক্রিয়াকরণ বা প্রক্রিয়া নিয়ন্ত্রণের আংশিক অটোমেশন সহ মেশিন;
অটোমেশন ডিভাইস ছাড়া মেশিন.
বর্তমানে, মেশিনের দ্বিতীয় গ্রুপ সবচেয়ে ব্যাপকভাবে ব্যবহৃত হয়। এই গ্রুপে অটোমেটিক অপারেটিং সেফটি ডিভাইস সহ মেশিন টুল রয়েছে, প্রধানত ওভারলোড থেকে সুরক্ষা, তরল অতিরিক্ত গরম করা, কঠিন থেকে তরল পরিষ্কার করা এবং তরল ঠান্ডা করা ইত্যাদি।
গভীর তুরপুন জন্য মেশিন উত্পাদন
এবং তাদের বিতরণ রাশিয়ান বাজারদেশীয় উদ্যোগ এবং বিদেশী সংস্থা উভয়ই জড়িত।
এলএলসি "রিয়াজান মেশিন-টুল প্ল্যান্ট"
- গভীর তুরপুন এবং বিরক্তিকর জন্য মেশিন প্রধান গার্হস্থ্য প্রস্তুতকারক. সমস্ত মেশিন মডেল পূরণ উচ্চস্তরগঠনমূলক সরঞ্জাম দ্বারা এবং নিয়ন্ত্রণ প্রক্রিয়ার উপাদানগুলির অটোমেশন স্তর দ্বারা। মেশিন বিভিন্ন ডিজাইন ফর্ম পাওয়া যায়:
বাঁক, সুইভেল, শরীর।
মডেলের উপর নির্ভর করে, মেশিনগুলি এসটিএস প্রযুক্তি (বিটিএ), ইএলবি প্রযুক্তি (বন্দুক ড্রিলিং), ইজেক্টর ড্রিলিং (ডিটিএস প্রযুক্তি) এবং অভ্যন্তরীণ কুল্যান্ট সরবরাহ সহ একক-টিউব ড্রিলিং সহ গভীর ড্রিলিং চালাতে পারে। মেশিন টুলস মেশিনের গর্তের দৈর্ঘ্য এবং ব্যাসের মোটামুটি বড় পরিসরে অংশ প্রক্রিয়াকরণের জন্য উপস্থাপন করা হয়।
জেএসসি "মেলিটোপল মেশিন-টুল প্ল্যান্টের নামকরণ করা হয়েছে। অক্টোবর 23"
(ইউক্রেন ) . মেশিন টুলস উপস্থাপন করা হয় যা বন্দুক ড্রিলিং স্কিম অনুযায়ী কাজ করে: একক-স্পিন্ডল আধা-স্বয়ংক্রিয় মোড। GS750, GS1100, GS3500; একক টাকু আধা-স্বয়ংক্রিয় মোড। MG53GV.700; ডুপ্লেক্স আধা-স্বয়ংক্রিয় মোড। 2GV600। ড্রিলিং ব্যাস 10 মিমি পর্যন্ত, ড্রিলিং গভীরতা 600 মিমি পর্যন্ত। ইনস্টল করা ওয়ার্কপিসের সর্বোচ্চ ব্যাস 250 মিমি।
কোম্পানি Vnesh Komplekt
(ইউক্রেন) একটি গভীর ড্রিলিং মেশিনের মডেল 2GV - 600 উপস্থাপন করে। 7 থেকে 10 মিমি ব্যাস সহ বন্দুক ড্রিলের মাধ্যমে ড্রিলিং করা হয় যার সর্বোচ্চ ড্রিলিং গভীরতা 600 মিমি (
গভীর তুরপুন - দৃশ্য মেশিনিংএকটি ঘূর্ণন টুল দিয়ে গর্ত কাটা দ্বারা ধাতু. গভীর তুরপুন - গর্তের গভীরতা অবশ্যই 10 সেন্টিমিটারের বেশি হতে হবে, বা 5 মূল ব্যাসের (5 * d) থেকে একটি মাত্রা গভীর হতে হবে।
গভীর তুরপুনের বিভিন্ন পদ্ধতি রয়েছে:
- এসটিএস পদ্ধতি (একক শ্যাফ্ট ড্রিলিং) - এই পদ্ধতিটি উচ্চ-ভলিউম বা ভর উৎপাদনে মেশিনের অংশগুলির জন্য সবচেয়ে উপযুক্ত। প্রক্রিয়াটির জটিলতা এই সত্যের মধ্যে রয়েছে যে ওয়ার্কপিসটি ঘোরানোর সময় অসংখ্য সরবরাহের পায়ের পাতার মোজাবিশেষ সহ একটি তেল রিসিভার ব্যবহার করা প্রয়োজন। একক রড সিস্টেম উচ্চ মানের গর্ত উত্পাদন জন্য সবচেয়ে দক্ষ বলে মনে করা হয়;
- ইজেক্টর ড্রিলিং (ইজেক্টর) - গভীর ড্রিলিং এর ইজেক্টর প্রযুক্তি, যা 18 থেকে 180 মিমি ব্যাস (250 মিমি পর্যন্ত - রিমিং করার সময়) গর্ত পেতে ব্যবহৃত হয়। তৈলাক্ত তরল মধ্যে স্থান সরবরাহ করা হয় বাইরের পাইপএবং একটি অভ্যন্তরীণ পাইপ (দুই-পাইপ পদ্ধতি - ডিটিএস, ডাবল টিউব সিস্টেম)। কুল্যান্টটি ড্রিলিং হেডের বাইরে থেকে প্রবেশ করে, এটি ধুয়ে ফেলে এবং চিপগুলির সাথে একসাথে নিঃসৃত হয় ভেতরের নল. ইজেক্টর পদ্ধতি d=20-60 মিমি গর্ত তৈরির জন্য উপযুক্ত। এবং 1200 মিমি পর্যন্ত গভীর, বিরতিহীন গর্ত ব্যতীত।
- অভ্যন্তরীণ কাটিং ফ্লুইড (ইএলবি) সহ বন্দুক বা টিউব-ব্লেড ড্রিলের সাথে ড্রিলিং সিস্টেম - এই পদ্ধতিটি ছোট উদ্যোগের জন্য উপযুক্ত যেখানে ছোট ব্যাসের গভীর গর্ত পেতে প্রযুক্তির প্রয়োজন হয়। প্রস্তাবিত ডভ। = 35-40 মিমি।, 50 * ডি পর্যন্ত। এ এই পদ্ধতিরিমিং এবং রিমিংয়ের মতো অপারেশন করার দরকার নেই।
গভীর ড্রিলিং মেশিনগুলি বিস্তৃত শিল্পে তাদের প্রয়োগ খুঁজে পায়, যার মধ্যে রয়েছে: প্রতিরক্ষা শিল্প, স্বয়ংচালিত শিল্প, তেল এবং গ্যাস শিল্প, শক্তি, জলবাহী সিলিন্ডার উত্পাদন, ভারী প্রকৌশল।
ডিপ ড্রিলিং মেশিনগুলি প্রায় কোনও যান্ত্রিক প্রকৌশলে ব্যবহৃত হয়: গাড়ি এবং ট্রাক্টর, নদী এবং সমুদ্রের জাহাজ তৈরিতে, যন্ত্র তৈরিতে।
বেশিরভাগ গভীর গর্তের অংশগুলি ঢালাই, বাঁকানো এবং পরবর্তীতে পাইপ, ঘূর্ণায়মান ইত্যাদিতে ঢালাই থেকে তৈরি করা হয়, অর্থাৎ আরও উত্পাদনশীল প্রযুক্তি।
লেদ টাইপ ডিপ হোল ড্রিলিং মেশিন সুইভেল টাইপ ডিপ হোল ড্রিলিং মেশিন মাল্টি স্পিন্ডল ডিপ হোল ড্রিলিং মেশিন
গভীর গর্ত তুরপুন সরঞ্জাম
এই গ্রুপের সরঞ্জামগুলিতে কঠোর নির্দিষ্ট প্রয়োজনীয়তা আরোপ করা হয়েছে:
- তারা দ্রুত workpieces পরিবর্তন এবং ইনস্টল করতে সক্ষম হতে হবে;
- চিপ অপসারণ বন্ধ না করে বাহিত করা আবশ্যক;
- কুল্যান্টকে ঠান্ডা এবং পরিষ্কার করার কার্যকর ক্ষমতা থাকতে হবে;
- কর্মীদের জন্য নিরাপদ হতে হবে।
গভীর তুরপুন মেশিন বিভিন্ন ধরনের বিভক্ত করা হয়, যা আমরা নীচে বিবেচনা করব।
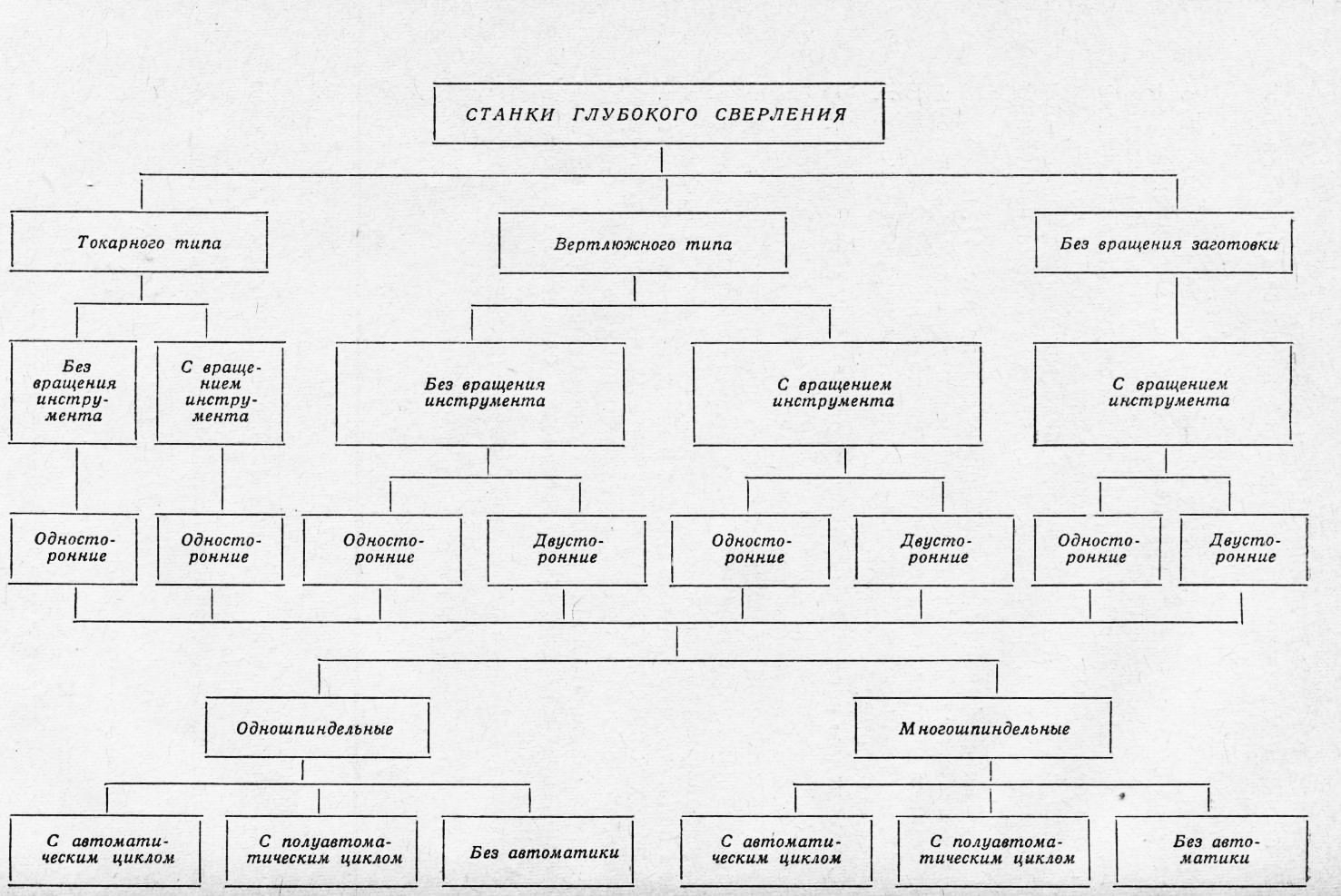
গভীর গর্ত ড্রিলিং মেশিনের শ্রেণীবিভাগ
প্রথম প্রকার বাঁক হয়. তারা পূর্বে অন্যান্য সরঞ্জামগুলিতে প্রক্রিয়াকৃত বিপ্লবের প্রক্রিয়াকরণের অনুমতি দেয়। দ্বারা নকশা headstock ক্লাসিক lathes অনুরূপ.
ওয়ার্কপিসটি একটি টাকুতে লাগানো একটি চকের মধ্যে স্থির করা হয়েছে, যা এটিকে দ্রুত ঘূর্ণন দেয়। অংশের বিপরীত প্রান্তটি স্থির বিশ্রামে (সেন্টারিং সমর্থন) ইনস্টল করা হয়, যদি চিপগুলি বাইরে থেকে সরানো হয়, একটি তেল রিসিভার দ্বারা সমর্থিত - বিশেষ ডিভাইস, কাটিং জোনে কুল্যান্ট সরবরাহ করার জন্য ডিজাইন করা হয়েছে, এবং অভ্যন্তরীণ চিপ অপসারণ ঘটলে বেশ কয়েকটি ফাংশনও সঞ্চালন করা হয়েছে। ড্রিল সহ স্টেম স্টেম স্টক বা ক্যালিপার পোস্টে ইনস্টল করা হয়। কমপ্যাক্টনেসের ক্ষেত্রে, এগুলি কেবল সুইভেল-টাইপ মেশিনগুলির থেকে নিকৃষ্ট।
অসুবিধা হল একযোগে ডবল-পার্শ্বযুক্ত তুরপুনের সম্ভাবনার অভাব।
সুইভেল-টাইপ মেশিনে, ওয়ার্কপিসের এক প্রান্ত কম ঘূর্ণন গতি সহ একটি ফাঁপা টাকুতে স্থির করা হয়। সুইভেল মেশিনে, ওয়ার্কপিস এবং কাটিয়া টুল একই সাথে ঘোরে। তারা দোকানে সবচেয়ে কম জায়গা নেয়, যেমন কম্প্যাক্ট হয় বিদ্যুত খরচের ক্ষেত্রে, তারা ওয়ার্কপিসের ঘূর্ণন ছাড়াই লেদ এবং মেশিনের তুলনায় একটি গড় অবস্থান দখল করে।
সুইভেল - বড় তির্যক মাত্রা সহ একটি ফাঁপা টাকু।
প্রধান নোডগুলি ল্যাথের নোডগুলির অনুরূপ। কিছু মডেলে, অংশগুলি ইনস্টল করার জন্য টাকুতে 2 টি চক থাকে।
এই ধরণের মেশিনগুলি উচ্চ গতির জন্য সংবেদনশীল ওয়ার্কপিসগুলিতে গভীর গর্ত ড্রিলিং করার জন্য ব্যবহৃত হয়: যেগুলিকেন্দ্রিকতা রয়েছে - গর্তের অক্ষটি প্রধান অক্ষের সাথে সাথে ভারসাম্যহীন বা ভারী অংশগুলির তুলনায় অফসেট হয়।
শুধুমাত্র উৎপাদনে ডবল-পার্শ্বযুক্ত ড্রিলিং ব্যবহার করার পরামর্শ দেওয়া হয় একটি বড় সংখ্যাবিশদ বিবরণ, যেমন ব্যাপকভাবে, গর্তের নির্ভুলতা, ড্রিলিং কঠিন থেকে মেশিন সামগ্রী বা দুটি সমাক্ষীয় অন্ধ গর্তের উচ্চ চাহিদা না করেই খুব দীর্ঘ গর্ত সহ।
পদ্ধতির অসুবিধা হল ডান এবং বাম ড্রিলের একযোগে উপস্থিতির প্রয়োজন।
দুই বা ততোধিক সমান্তরাল গর্ত প্রক্রিয়া করতে, ওয়ার্কপিস ঘোরানো ছাড়াই মেশিনগুলি ব্যবহার করা হয়। ড্রিলিং একটি স্টেম হেড দ্বারা বাহিত হতে পারে, যা একটি নির্দিষ্ট ওয়ার্কপিসের সাথে তুলনা করে বা অংশটি একটি টেবিলে ইনস্টল করা হয় যা অনুদৈর্ঘ্যভাবে সরানোর ক্ষমতা রাখে। বিদ্যুৎ খরচের ক্ষেত্রে, মেশিনগুলি সবচেয়ে লাভজনক। এই ধরনের সরঞ্জামের অসুবিধা হল তুরপুনের দরিদ্র মানের।
অটোমেশন ডিগ্রী অনুযায়ী, মেশিন তিনটি গ্রুপে শ্রেণীবদ্ধ করা যেতে পারে:
- স্বয়ংক্রিয় মেশিন;
- আধা-স্বয়ংক্রিয় - সবচেয়ে সাধারণ;
- ম্যানুয়াল
গভীর তুরপুন প্রক্রিয়া এবং পদ্ধতি
একটি নির্দিষ্ট নির্ভুলতা এবং মানের একটি গর্ত প্রাপ্ত করার প্রয়োজন হলেই গভীর ড্রিলিং ব্যবহার করা হয় এবং এই পদ্ধতিটি কর্মক্ষমতার দিক থেকে সর্বোত্তম হবে।
গভীর গর্ত ড্রিলিং করার সময়, প্রধান সমস্যা দেখা দেয় - চিপ অপসারণ এবং তরল কাটা, অতএব, চাপের অধীনে কুল্যান্ট বা সংকুচিত বায়ু সরবরাহ করে চিপগুলির একটি ধ্রুবক অপসারণ বাধ্য করা হয়।
গভীর তুরপুন দুটি উপায়ে করা যেতে পারে:
- কঠিন - একটি ফাঁপা গর্ত অংশে ছিদ্র করা হয় (প্রথাগত তুরপুন);
- বৃত্তাকার - উপাদানটির একটি অংশ একটি রিং আকারে অংশে ড্রিল করা হয় যাতে একটি রড ভিতরে থাকে। যদি গর্তের মধ্য দিয়ে হয়, তবে রডটি অংশ থেকে আলাদা করা হয়, যদি এটি বধির হয় তবে বিশেষ পদ্ধতিতে রডটি সরানো হয়।
এই পদ্ধতিটি ব্যবহার করা হয় যখন 80 ড্রিল ব্যাসের চেয়ে দীর্ঘ মেশিনের গর্ত করার প্রয়োজন হয়।
আপনি যদি একটি ত্রুটি খুঁজে পান, দয়া করে পাঠ্যের একটি অংশ হাইলাইট করুন এবং ক্লিক করুন৷ Ctrl+Enter.
গভীর গর্ত মেশিনে উচ্চ গুণমান এবং উত্পাদনশীলতা নিশ্চিত করার জন্য, একটি আধুনিক, উচ্চ-কর্মক্ষমতা এবং নির্ভরযোগ্য বিশেষ মেশিন প্রয়োজন।
রিয়াজান মেশিন টুল প্ল্যান্ট দ্বারা নির্মিত গভীর গর্ত প্রক্রিয়াকরণের জন্য মেশিন টুল এই প্রয়োজনীয়তাগুলি পূরণ করে।
বিভিন্ন ব্যবহারিক কাজের উপর ভিত্তি করে তৈরি করা হয়েছে বিশেষ মেশিনবিভিন্ন মান মাপ এবং বিভিন্ন ডিজাইন.
নিম্নলিখিত ফর্মগুলি প্রযোজ্য হতে পারে:
স্ট্রাকচারাল ফর্ম নং 1 (লেদ মেশিন):
হেডস্টক চক এবং রোলার বিশ্রামে একটি ঘূর্ণমান পণ্য সনাক্ত করা। ইনস্টল করা টুল সহ স্টেমটি স্টেম স্টকের সাথে সংযুক্ত থাকে। হোল মেশিনিং একটি নন-ঘূর্ণায়মান টুল দিয়ে করা হয়।

স্ট্রাকচারাল ফর্ম নং 2 (লেদ মেশিন):
হেডস্টক চক এবং রোলার বিশ্রামে একটি ঘূর্ণমান পণ্য সনাক্ত করা। প্রযুক্তিগত চাহিদার উপর নির্ভর করে, প্রক্রিয়াকরণ একটি ঘূর্ণমান পণ্যের সাথে একটি নন-ঘূর্ণায়মান এবং একটি ঘূর্ণায়মান সরঞ্জাম উভয়ের সাথেই করা যেতে পারে।

স্ট্রাকচারাল ফর্ম নং 3 (সুইভেল মেশিন):
হেডস্টক চক এবং রোলার বিশ্রামের মধ্যে একটি ঘূর্ণমান পণ্য সনাক্ত করা। ফাঁপা প্রস্তুতির শেষ মুখগুলি পরিমাপ, সরঞ্জাম পরিবর্তনের জন্য সহজেই অ্যাক্সেসযোগ্য; "ড্র বোরিং" পদ্ধতিতে কাজ করুন। মেশিনিং একটি নন-ঘূর্ণায়মান টুল দিয়ে সঞ্চালিত হয়।
স্ট্রাকচারাল ফর্ম নং 4 (সুইভেল মেশিন):
হেডস্টক চক এবং রোলার বিশ্রামের মধ্যে একটি ঘূর্ণমান পণ্য সনাক্ত করা। প্রক্রিয়াকরণ একটি ঘূর্ণমান পণ্যের সাথে একটি অ-ঘূর্ণায়মান এবং ঘূর্ণায়মান সরঞ্জাম হিসাবে সঞ্চালিত হতে পারে।

কাঠামোগত ফর্ম নং 5 (মামলা সম্পাদনের মেশিন):ফিক্সচারে একটি অ-ঘূর্ণায়মান পণ্য বেসিং। একটি ঘূর্ণায়মান টুল দিয়ে হোল মেশিনিং করা হয়।
উচ্চ গুণমান অর্জনের জন্য দক্ষ প্রক্রিয়াকরণ পদ্ধতি।
উচ্চ নির্ভুলতা এবং পৃষ্ঠের গুণমান সহ গভীর গর্ত মেশিন করা একটি কঠিন প্রযুক্তিগত অপারেশন হিসাবে বিবেচিত হয়। বিশেষ প্রক্রিয়াকরণ পদ্ধতি ব্যবহার করা হয় যা প্রক্রিয়াকরণের মানের জন্য উচ্চ প্রয়োজনীয়তা পূরণ করে এবং উল্লেখযোগ্যভাবে প্রযুক্তিগত সময় কমাতে পারে।
প্রক্রিয়াকরণ পদ্ধতি:
কঠিন উপাদান তুরপুন: এটি আলাদা যে সমস্ত ড্রিল করা উপাদান চিপস আকারে সরানো হয়। ড্রিলিং ব্যাস 40 ... 125 মিমি। |
|
গর্ত তুরপুন: |
|
বিরক্তিকর: |
|
বিরক্তিকর টান: |
|
ঘূর্ণায়মান: |
|


উচ্চ-মানের তুরপুন শুধুমাত্র কাটিং এলাকা থেকে ক্রমাগত চিপ অপসারণের মাধ্যমেই সম্ভব। উপরন্তু, তাপমাত্রা কাটিয়া টুল জীবনের উপর একটি উল্লেখযোগ্য প্রভাব আছে। উভয় কারণের জন্য একটি বড় ট্যাঙ্ক এবং একটি শক্তিশালী পাম্প ইউনিট সহ একটি উচ্চ কর্মক্ষমতা কুল্যান্ট ইউনিট প্রয়োজন।
ড্রিলিং করার সময়, মেশিনটি একটি বাহ্যিক কুল্যান্ট সরবরাহ এবং অভ্যন্তরীণ চিপ অপসারণের সাথে কাজ করে, টুল ব্লেডে বিরক্তিকর বার এবং ওয়ার্কপিস প্রাচীরের মধ্যে কুল্যান্ট সরবরাহ করা হয়। কুল্যান্ট এবং চিপস থেকে মিশ্রণ অপসারণ রডের অভ্যন্তরীণ গহ্বরের মাধ্যমে সঞ্চালিত হয়। এইভাবে, মেশিনযুক্ত পৃষ্ঠ এবং চিপগুলির মধ্যে যোগাযোগ বাদ দেওয়া হয়, যা একটি ভাল পৃষ্ঠ পেতে অবদান রাখে:
বিরক্তিকর হলে, বাহ্যিক চিপ অপসারণের পদ্ধতিটি ব্যাপকভাবে ব্যবহৃত হয়, যার জন্য পূর্ববর্তী অপারেশনগুলিতে প্রাপ্ত ওয়ার্কপিসের একটি গর্ত ব্যবহার করা হয়। কুল্যান্ট, চিপস সহ, চিপ সংগ্রাহকের মধ্যে নিঃসৃত হয়। চিপ রিসিভারের মাধ্যমে, কুল্যান্ট সাধারণ জলাধারে ফিরে আসে এবং এইভাবে চক্রটি শেষ হয়:
একটি মেশিন কেনার জন্য একটি লিখিত আবেদন বিভাগে ওয়েবসাইটে ছেড়ে যেতে পারে
গভীর তুরপুন এবং বিরক্তিকর জন্য মেশিন কিনুন, বিরক্তিকর মেশিনরিয়াজান মেশিন-টুল প্ল্যান্টের উত্পাদন কেবলমাত্র আরএসজেডের সরকারী প্রতিনিধিদের কাছ থেকে সম্ভব। পৃষ্ঠাগুলিতে যোগাযোগের তথ্য:
মেশিন RSZ সব গ্রুপ










কিভাবে বুঝবেন: বিড়ালছানা তুলতুলে হবে?
গর্ভবতী মহিলাদের জন্য কি ধরনের হালকা অ্যালকোহল পান করা যেতে পারে: মদ্যপানের পরিণতি
কেন গর্ভবতী মহিলাদের পায়ের গোড়ালি এবং পায়ের গোড়ালিতে পা ফুলে যায়: কারণ এবং চিকিত্সার পদ্ধতি
প্রিন্স হ্যারি এবং মেঘান মার্কেলের বিবাহ: বিবাহের কলঙ্কজনক এবং গোপন বিবরণ (ছবি) প্রিন্স হ্যারি বছরের এনটিভির ভবিষ্যতের বিবাহ
শীতের জন্য সাদা বরই কীভাবে বন্ধ করবেন