চাকরি 1
বাঁক কাটার
1. কাটার অংশ এবং উপাদান
কাটার সময়, বিভিন্ন আকার এবং ডিজাইনের কাটিং সরঞ্জাম ব্যবহার করা হয়। সহজতম ফর্মকাটিং টুল হল একটি টার্নিং টুল (চিত্র 1)। কাটারটির একটি কার্যকরী অংশ রয়েছে - হেড বি, যার উপর কাটার উপাদানগুলি অবস্থিত এবং ধারক A, মেশিনে (টুল হোল্ডারে) কাটার ইনস্টল এবং ঠিক করার জন্য ডিজাইন করা হয়েছে।
ভাত। এক.কাটিয়া সরঞ্জাম উপাদান
ধারালো করা একটি কীলক-আকৃতির কাটার মাথা তৈরি করে যাতে প্রক্রিয়া করা হচ্ছে উপাদানে আরও ভালভাবে প্রবেশ করা যায়। কর্তনকারীর মাথায় এর কার্যকারী উপাদান রয়েছে (চিত্র 1 দেখুন): 1 - সামনের পৃষ্ঠ 3 - প্রধান এবং 4 - অক্জিলিয়ারী পিছনের পৃষ্ঠতল 2 - প্রধান এবং 6 - অক্জিলিয়ারী কাটিয়া প্রান্ত; 5 - কাটার ডগা.
2. workpiece উপর পৃষ্ঠতল, সমন্বয়
এবং কাটিং প্লেন
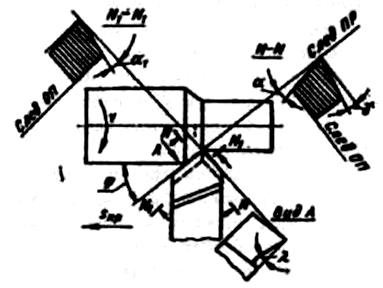
ওয়ার্কপিসে (ওয়ার্কপিস), নিম্নলিখিত পৃষ্ঠগুলি আলাদা করা হয়েছে (চিত্র 2, কিন্তু): 1 - প্রক্রিয়াকৃত, 2 - প্রক্রিয়াজাত এবং 3 - কাটা পৃষ্ঠ। কাটার কোণ নির্ধারণ করতে, নিম্নলিখিত স্থানাঙ্ক সমতল বিবেচনা করা হয়:
প্রধান বিমান(OP) - একটি প্লেন কাটার ধারকের বেস দিয়ে যাচ্ছে (চিত্র 2, কিন্তু).
কাটিং প্লেন(পিআর) - কাটার প্রধান কাটিং ব্লেডের মধ্য দিয়ে যায়, ওয়ার্কপিসের কাটিয়া পৃষ্ঠের স্পর্শক।
প্রধান কাটিং প্লেন (এন – এন) হল একটি সমতল যা মূল কাটিং ব্লেডের মূল সমতলে প্রক্ষেপণের জন্য লম্ব (চিত্র 2, খ).
![]()
ভাত। 2.সমতল এবং কাটিং প্লেন
অক্জিলিয়ারী কাটিয়া সমতল(এন 1 – এন 1) - প্রধান সমতলে অক্জিলিয়ারী কাটিং ব্লেডের অভিক্ষেপের জন্য একটি সমতল লম্ব। ডুমুর উপর. 2, খপ্লেন ট্রেস দেখানো হয়েছে এন – এন এবং এন 1 – এন 1 .
3. টার্নিং টুলের কোণ
কর্তনকারীর কোণগুলি এর কার্যকারী অংশের উপাদানগুলির স্থানের অবস্থান নির্ধারণ করে। এই কোণ বলা হয় স্থির মধ্যে incisor কোণএবং চিত্রে দেখানো হয়েছে। 3. কাটার কোণের সেট এটি তৈরি করে জ্যামিতি.
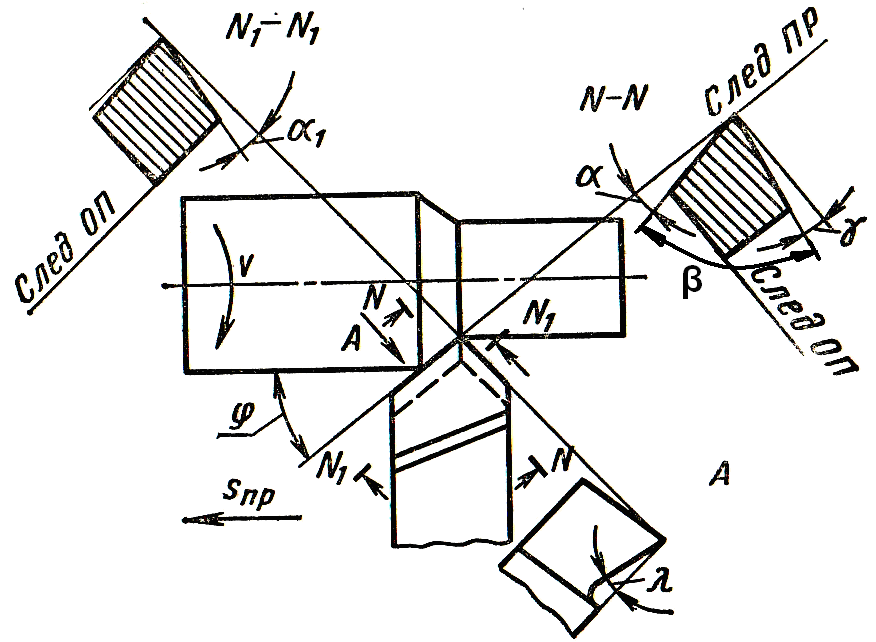
ভাত। 3.স্ট্যাটিক কর্তনকারী কোণ
প্রধান কাটিয়া সমতল মধ্যে পরিমাপ প্রধান রেক কোণ γ, প্রধান ত্রাণ কোণ α, টেপার কোণβ এবং কাটিং কোণ δ(চিত্র 3)। প্রধান রেক কোণ- কর্তনকারীর সামনের পৃষ্ঠের মধ্যে আবদ্ধ কোণ এবং কাটিং সমতলে লম্ব, প্রধান কাটিং প্রান্ত দিয়ে আঁকা। ডুমুর উপর. 3 ইতিবাচক, কিন্তু শূন্য বা ঋণাত্মক হতে পারে।
ত্রাণ কোণ α- এটি কর্তনকারীর মূল পিছনের পৃষ্ঠ এবং কাটিং প্লেনের মধ্যে আবদ্ধ কোণ।
টেপার কোণ β সামনে এবং প্রধান পিছনের পৃষ্ঠের মধ্যে আবদ্ধ কোণ বলা হয়।
কোণ γ, α এবং β বলা হয় প্রধান কোণ, যেমন তারা কাটিং ওয়েজের জ্যামিতি সংজ্ঞায়িত করে। এই কোণের যোগফল 90˚, অর্থাৎ γ + α + β = 90˚
কোণের মান γ এবং α এর মধ্যে রয়েছে: γ = –10…+15˚; α = 6–12˚।
অক্জিলিয়ারী রিয়ার পৃষ্ঠের অবস্থান অক্জিলিয়ারী ক্লিয়ারেন্স কোণ α 1 (বিভাগে) দ্বারা নির্ধারিত হয় এন 1 – এন 1).
পরিকল্পনা কোণ বেস সমতলে পরিমাপ করা হয়।
অগ্রণী কোণφ – প্রধান সমতল এবং ফিড দিক সম্মুখের প্রধান কাটিয়া প্রান্তের অভিক্ষেপের মধ্যে কোণ।
অক্জিলিয়ারী সীসা কোণφ 1 – প্রধান সমতলে গৌণ কাটিং প্রান্তের অভিক্ষেপ এবং ফিডের দিকনির্দেশের মধ্যে কোণ।
শীর্ষে কোণε হল প্রধান সমতলে কাটিয়া প্রান্তের অনুমানগুলির মধ্যে কোণ। কোণের সমষ্টি φ + φ 1 + ε = 180˚। জন্য কাটার মাধ্যমে φ = 30–90˚; φ 1 = 10–45˚।
মূল সমতলের সাপেক্ষে প্রধান কাটিং প্রান্তের অবস্থান কোণ λ দ্বারা নির্ধারিত হয় - প্রধান কাটিয়া প্রান্তের প্রবণতার কোণ. এটি হল মূল কাটিং প্রান্তের মধ্যে আবদ্ধ কোণ এবং প্লেনের ভিত্তির সমান্তরাল কাটারটির শীর্ষ দিয়ে আঁকা একটি রেখা। কোণ λ একটি সমতলে পরিমাপ করা হয় যা প্রধান সমতলে ঋজু প্রধান কাটিয়া প্রান্তের মধ্য দিয়ে যায়।
ক খ গ
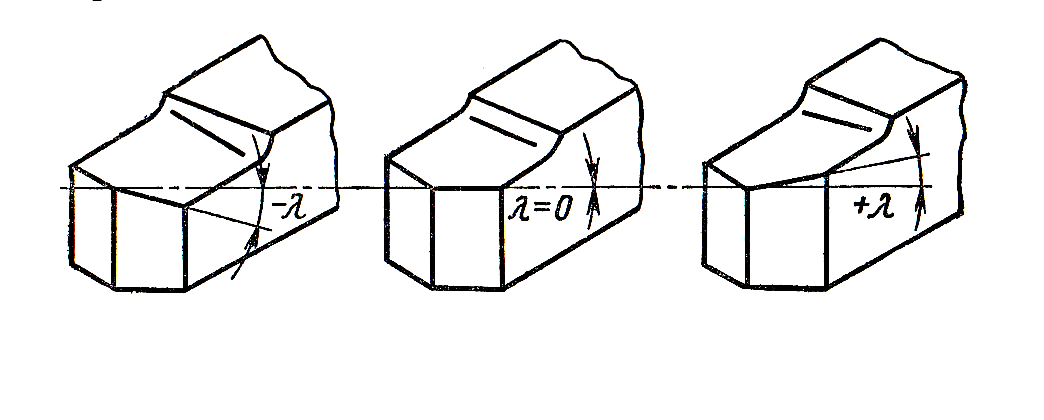 ভাত। 4. প্রধান কাটিয়া প্রান্তের প্রবণতা কোণ
ভাত। 4. প্রধান কাটিয়া প্রান্তের প্রবণতা কোণ
কোণ λ ঋণাত্মক হতে পারে (চিত্র 4, কিন্তু) 0 এর সমান (চিত্র 4, খ) এবং ইতিবাচক (চিত্র 4, ভিতরে) টুল বাঁক জন্য λ = -5…+15˚।
কোণ λ চিপ প্রবাহের দিক এবং কাটিয়া প্রান্তের শক্তিকে প্রভাবিত করে।
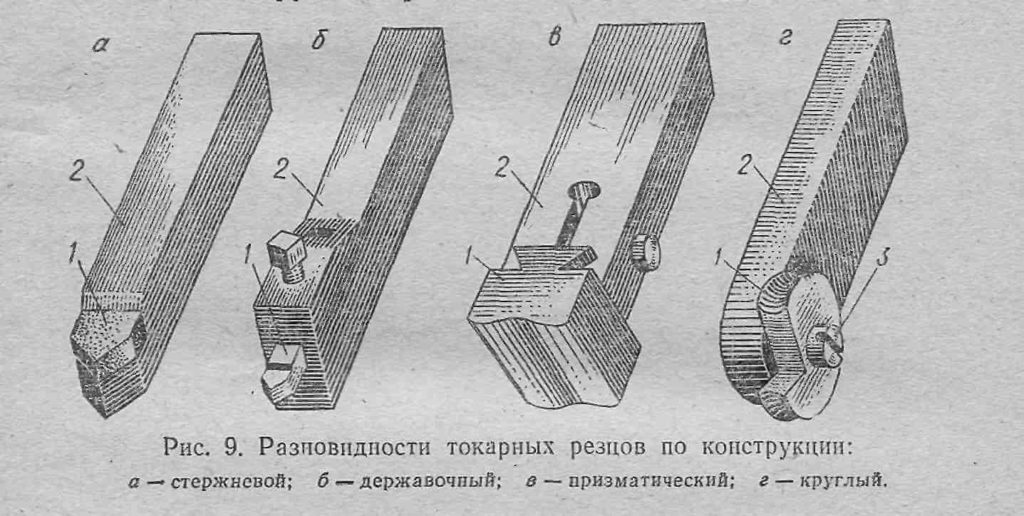
4. বাঁক সরঞ্জাম শ্রেণীবিভাগ
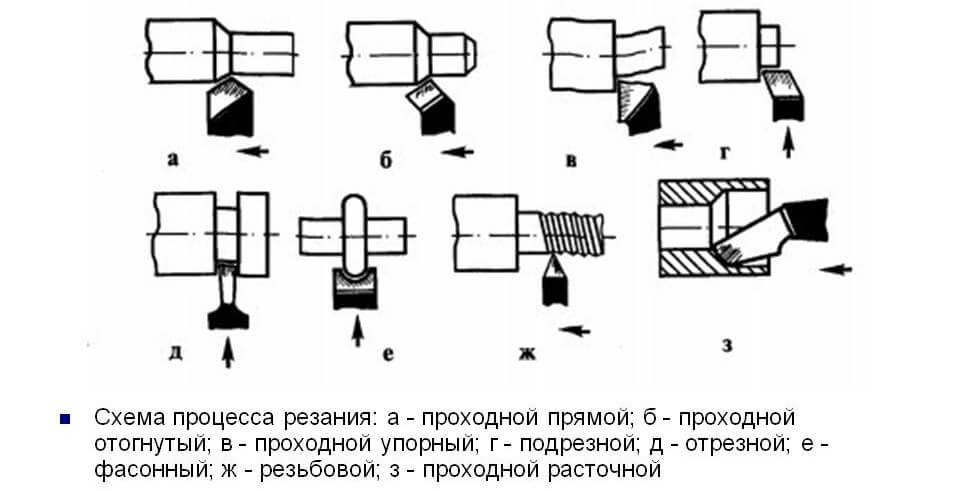
অনেক ধরনের প্রসেসিং লেদগুলিতে সঞ্চালিত হয়, যা তাদের উদ্দেশ্য এবং নকশার জন্য প্রচুর সংখ্যক কাটার তৈরি করে। বাঁক সরঞ্জামের ধরন প্রধানত নিম্নলিখিত বৈশিষ্ট্য অনুযায়ী বিভক্ত করা হয়: প্রক্রিয়াকরণের ধরন, প্রক্রিয়াকরণের প্রকৃতি, মাথার আকৃতি, ফিডের দিক, উত্পাদন পদ্ধতি এবং কাটিয়া অংশের উপাদানের ধরন।
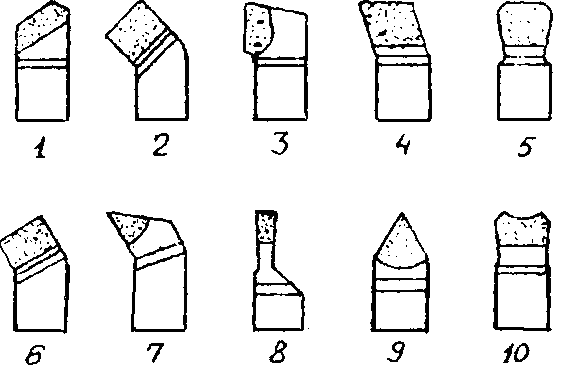
ভাত। 5. বাঁক সরঞ্জাম প্রধান ধরনের
ডুমুর উপর. 5 প্রক্রিয়াকরণের ধরন দ্বারা কাটার প্রকারগুলি দেখায়। 1,2 এবং 3 কাটারের মাধ্যমে মসৃণ নলাকার এবং শঙ্কুযুক্ত পৃষ্ঠগুলি বাঁকানোর জন্য ব্যবহার করা হয়। স্কোরিং কাটার 4 ট্রান্সভার্স ফিডের সাথে কাজ করে যখন সমতল প্রান্তের সারফেস ঘুরিয়ে দেয়। সূক্ষ্ম অনুদৈর্ঘ্য বাঁক জন্য একটি প্রশস্ত কর্তনকারী 5 ব্যবহার করা হয়. বোরিং কাটার 6 ছিদ্রের মাধ্যমে বোরিং করার জন্য ব্যবহার করা হয়, এবং বিরক্তিকর স্টপ কাটার 7 বিরক্তিকর অন্ধ গর্তের জন্য ব্যবহার করা হয়। কাটিং কাটার 8 ওয়ার্কপিস কাটার জন্য এবং কুণ্ডলীর খাঁজগুলি বাঁকানোর জন্য ব্যবহৃত হয়। থ্রেডিংয়ের জন্য, একটি থ্রেডেড কাটার 9 ব্যবহার করা হয় এবং আকৃতির পৃষ্ঠগুলি বাঁকানোর জন্য, একটি কাটার 10 ব্যবহার করা হয়।
প্রক্রিয়াকরণের প্রকৃতি অনুসারে, কাটারগুলিকে রাফিং (রুফিং) 2, সমাপ্তি 5 এবং সূক্ষ্ম বাঁকের জন্য ভাগ করা হয়েছে। মাথার আকৃতি অনুযায়ী: সোজা 1.3, বাঁকানো 2, টানা 8 এবং বাঁকা।
সরবরাহের দিক অনুসারে, তারা ডান এবং বামে বিভক্ত। ডানগুলি ডান থেকে বামে ফিডের সাথে কাজ করে এবং বামগুলি বাম থেকে ডানে কাজ করে। উত্পাদন পদ্ধতি অনুসারে, কাটারগুলি পুরো, একটি বাট-ওয়েল্ডেড হেড সহ, একটি সোল্ডার প্লেট সহ, কাটিং প্লেটের যান্ত্রিক বেঁধে দেওয়া হয়। ব্যবহৃত উপাদান অনুসারে, কাটারগুলি উচ্চ-গতির ইস্পাত দিয়ে তৈরি, শক্ত খাদ বা খনিজ-সিরামিক প্লেট সহ, হীরার স্ফটিক সহ।
5. কাটার কোণ পরিমাপ এবং রিপোর্টিং
কোণ γ, α, α 1 , φ, φ 1 , λ একটি গনিওমিটার ব্যবহার করে পরিমাপ করা হয়, এবং কোণগুলি β, δ এবং ε সূত্রগুলি ব্যবহার করে গণনা দ্বারা নির্ধারিত হয়: β = 90 0 - (α + γ); δ \u003d α + β এবং ε \u003d 180 0 - (φ + φ 1)।
রিপোর্টে প্রধান ধরনের বাঁক সরঞ্জাম বর্ণনা করা উচিত, বাঁক একটি অঙ্কন প্রদান কাটার মাধ্যমেকাটার অংশ এবং উপাদান উপাধি. থ্রু, স্কোরিং এবং কাটিং কাটারগুলির কোণগুলি পরিমাপ করুন এবং গণনা করুন এবং টেবিলে ডেটা প্রবেশ করুন। এক.
1 নং টেবিল.
|
কাটার নাম |
কর্তনকারী কোণ, ডিগ্রী। |
|||||||||
প্রয়োজনীয় বিভাগগুলির সাথে একটি টার্নিং কাটারের একটি অঙ্কন তৈরি করুন এবং সমস্ত কৌণিক উপাধিগুলি নীচে রাখুন।
পরীক্ষার প্রশ্ন
কাটা সময় কি আন্দোলন আলাদা করা হয়?
প্রধান আন্দোলন ও খাদ্য আন্দোলনকে কী বলা হয়?
একটি টার্নিং টুলের অংশ এবং উপাদানের নাম দিন।
কোন সমতলকে প্রধান বলা হয় এবং কাটিং প্লেন কি?
কোন সমতলকে প্রধান সেক্যান্ট বলা হয় এবং এই সমতলে কোন কোণ পরিমাপ করা হয়?
পরিকল্পনার কোণগুলির নাম দিন।
পরিকল্পনা কোণ পরিমাপ কিভাবে?
কোন কোণকে প্রধান কাটিং প্রান্তের প্রবণতার কোণ বলা হয় এবং এটি কী প্রভাবিত করে?
টার্নিং টুলের ধরন এবং তাদের উদ্দেশ্য বলুন।
10. কিভাবে কাটিং এবং শীর্ষে তীক্ষ্ণ করার কোণ নির্ধারণ করবেন?
মানুষ প্রক্রিয়াকরণ ধাতু অংশএকটি ধাতু লেদ জন্য কাটার সাহায্যে, টুল বিক্রেতারা তারা কি ধরনের বিভক্ত করা হয় পুরোপুরি ভাল জানেন. যারা মাঝে মাঝে ধাতুর জন্য টার্নিং টুল ব্যবহার করেন তারা প্রায়ই পছন্দ করতে অসুবিধা অনুভব করেন উপযুক্ত বিকল্প. নীচের তথ্য পর্যালোচনা করার পরে, আপনি সহজেই আপনার প্রয়োজনের জন্য সঠিক ধাতু কাটিয়া টুল চয়ন করতে পারেন।
নকশা বৈশিষ্ট্য
ধাতুর জন্য প্রতিটি বাঁক সরঞ্জাম নিম্নলিখিত প্রধান অংশ নিয়ে গঠিত:
- ধারক. একটি টার্নিং ডিভাইসে স্থির করার জন্য ডিজাইন করা হয়েছে;
- কাজের মাথা। যন্ত্রাংশ প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়।
ধাতব-কাটিং ডিভাইসের কার্যকারী মাথাটিতে বিভিন্ন প্লেন, প্রান্ত রয়েছে। তাদের তীক্ষ্ণ কোণ স্টিলের সূচকগুলির উপর নির্ভর করে যা থেকে অংশটি তৈরি করা হয়, প্রক্রিয়াকরণের ধরন। একটি ধাতু লেদ জন্য টুল ধারক সাধারণত একটি বর্গক্ষেত্র বা আয়তক্ষেত্রাকার বিভাগ আছে.
কাঠামোগতভাবে, এটি পার্থক্য করা সম্ভব নিম্নলিখিত ধরনের incisors:
- সরাসরি। ধারক এবং মাথা হয় একই অক্ষের উপর বা দুটি অক্ষের উপর যা সমান্তরালে থাকে।
- বাঁকা। ধারক একটি বাঁকা আকৃতি আছে.
- বাঁকানো। আপনি যদি এই জাতীয় সরঞ্জামের উপরের দিকে তাকান তবে আপনি লক্ষ্য করবেন যে এর মাথা বাঁকানো রয়েছে।
- আঁকা। মাথার প্রস্থ ধারকের চেয়ে ছোট। অক্ষগুলি হয় মিলে যায় বা একে অপরের সাপেক্ষে স্থানান্তরিত হয়।
জাত
টার্নিং টুলের শ্রেণীবিভাগ একটি নির্দিষ্ট মানের নিয়ম দ্বারা নিয়ন্ত্রিত হয়। এর প্রয়োজনীয়তা অনুসারে, এই ডিভাইসগুলি নিম্নলিখিত গ্রুপে বিভক্ত:
- পুরো সম্পূর্ণ মিশ্র স্টিলের তৈরি। টুল ইস্পাত থেকে তৈরি করা হয় যে ফিক্সচার আছে, কিন্তু তারা খুব কমই ব্যবহার করা হয়.
- ডিভাইস, কাজের উপাদান যার মধ্যে কার্বাইড সন্নিবেশ টার্নিং টুলের জন্য সোল্ডার করা হয়। বর্তমানে সবচেয়ে সাধারণ।
- হার্ড অ্যালয় তৈরি পরিবর্তনযোগ্য সন্নিবেশ সঙ্গে কাটার বাঁক. প্লেটগুলি বিশেষ স্ক্রু, ক্ল্যাম্পিং ডিভাইসগুলির সাথে মাথার সাথে সংযুক্ত থাকে। এগুলি অন্যান্য ধরণের মডেলের মতো প্রায়শই ব্যবহৃত হয় না।
এছাড়া, ডিভাইস ডেলিভারি দিক ভিন্ন.তারা হতে পারে:
- বামপন্থী। ফিড ডানদিকে যায়। টুলের উপরে রাখলে বাম হাত, কাটা প্রান্তটি থাম্বের কাছে থাকবে, যা বাঁকানো হয়।
- ঠিক। তারা প্রায়শই ব্যবহার করা হয়, ফিড বাম দিকে যায়।
বাঁক সরঞ্জামের প্রকার এবং উদ্দেশ্য নিম্নলিখিত শ্রেণীবিভাগ গঠন করে:
- পণ্যের সমাপ্তি প্রক্রিয়াকরণ করা;
- roughing ( খোসা ছাড়ানো );
- আধা-সমাপ্তি;
- উচ্চ নির্ভুলতা প্রয়োজন যে অপারেশন সঞ্চালন.
ধাতু-কাটিং টুল যাই হোক না কেন বিভাগ থেকে, এটা প্লেটগুলি শক্ত খাদ উপকরণ দিয়ে তৈরি: VK8, T5K10, T15K6।মাঝে মাঝে, T30K4 ব্যবহার করা হয়। এখন অনেক ধরনের বাঁক সরঞ্জাম আছে।
সোজা মাধ্যমে
টার্নিং কাটারগুলির বাঁকানো সংস্করণের মতো একই উদ্দেশ্য রয়েছে তবে একটি ভিন্ন ডিভাইসের সাথে চেমফারগুলি কাটা ভাল। সাধারণত তারা ইস্পাত অংশগুলির বাইরের পৃষ্ঠগুলির প্রক্রিয়াকরণ করে।

মাত্রা, বা বরং, তাদের ধারক, নিম্নরূপ হতে পারে:
- 25 × 16 মিমি - আয়তক্ষেত্র;
- 25×25 - বর্গক্ষেত্র (এই মডেলগুলি বিশেষ ক্রিয়াকলাপের জন্য ব্যবহৃত হয়)।
মাধ্যমে বাঁক
এই ধরণের টার্নিং টুলস, যার কাজের মাথাটি বাম / ডানদিকে বাঁকানো যেতে পারে, অংশগুলির প্রান্তগুলি মেশিন করার জন্য ব্যবহৃত হয়। উপরন্তু, তাদের মাধ্যমে এটি chamfers কাটা সম্ভব।
ধারকদের মাপ আছে:
- 16×10 - শিক্ষাগত ডিভাইস;
- 20×12 - অ-মানক আকার;
- 25x16 সবচেয়ে বেশি ব্যবহৃত আকার;
- 32×20;
- 40 × 25 - এই আকারের ধারক সহ, এগুলি সাধারণত অর্ডার করার জন্য তৈরি করা হয়, একটি দোকানে সেগুলি কেনা প্রায় অসম্ভব।

যান্ত্রিক কাটার বাঁক করার জন্য সমস্ত প্রয়োজনীয়তা রাষ্ট্রীয় মান 18877-73 এ নির্ধারিত হয়।
খোঁচা bushings
এই ধরনের বাঁক সরঞ্জামগুলির একটি সোজা বা বাঁকানো মাথা থাকতে পারে, তবে এই নকশা বৈশিষ্ট্যটি চিহ্নিত করার ক্ষেত্রে বিবেচনা করা হয় না। তাদের সহজভাবে বলা হয় জেদী ওয়াকার।
এই ডিভাইসটি, যার সাহায্যে নলাকার ধাতব অংশগুলির পৃষ্ঠটি মেশিনে প্রক্রিয়া করা হয়, এটি সবচেয়ে জনপ্রিয় ধরণের কাটিয়া সরঞ্জাম। নকশাটি 1 পাসে ওয়ার্কপিস থেকে অপসারণ করা সম্ভব করে তোলে অনেকধাতু উদ্বৃত্ত প্রক্রিয়াকরণ অংশের ঘূর্ণনের অক্ষ বরাবর বাহিত হয়।

থ্রাস্ট টার্নিং কাটার ধারক নিম্নলিখিত আকারে পাওয়া যায়:
- 16×10;
- 20×12;
- 25×16;
- 32×20;
- 40×25
বাঁকানো স্কোরিং
এটি দেখতে একটি থ্রু প্যাসেজের মতো, তবে কাটিয়া প্লেটের (ত্রিভুজ) একটি ভিন্ন আকৃতি রয়েছে। এই ধরনের সরঞ্জামগুলির মাধ্যমে, অংশগুলিকে এমন একটি দিকে মেশিন করা হয় যা ঘূর্ণনের অক্ষের সাথে লম্ব। বাঁক ছাড়াও, অবিরাম কাটার আছে, কিন্তু তারা খুব কমই ব্যবহৃত হয়।

হোল্ডারের মাপ নিম্নরূপ:
- 16×10;
- 25×16;
- 32×20
বিছিন্ন করা
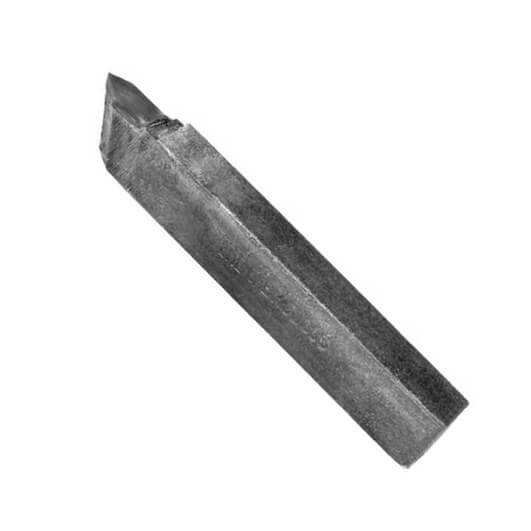
টার্নিং কাটার বর্তমান সময়ে খুব সাধারণ। এর নিজস্ব নাম অনুসারে, এটি 90 ডিগ্রি কোণে অংশ কাটতে ব্যবহৃত হয়। এছাড়াও, এটির মাধ্যমে, বিভিন্ন গভীরতার খাঁজ তৈরি করা হয়। এটা বোঝা বেশ সহজ যে আপনার সামনে একটি কাটিং টুল আছে। এটির একটি পাতলা পা রয়েছে যার উপর একটি শক্ত খাদ প্লেট সোল্ডার করা হয়েছে।

ডিজাইনের উপর নির্ভর করে, বাম- এবং ডান-হাত কাটার ডিভাইস রয়েছে। তাদের আলাদা করা সহজ। আপনাকে কাটিং প্লেটটি নিচে দিয়ে টুলটি ঘুরিয়ে দিতে হবে এবং পা কোন দিকে আছে তা দেখতে হবে।
হোল্ডারের মাপ নিম্নরূপ:
- 16×10 - প্রশিক্ষণ সরঞ্জাম;
- 20×12;
- 20 × 16 - সবচেয়ে সাধারণ;
- 40×25
বাহ্যিক থ্রেড জন্য থ্রেড-কাটিং
এই ডিভাইসগুলির উদ্দেশ্য হল অংশের বাইরের অংশে থ্রেড কাটা। সাধারনত করি মেট্রিক থ্রেড, তবে, আপনি যদি শার্পিং পরিবর্তন করেন, তাহলে একটি ভিন্ন ধরনের থ্রেড তৈরি করা সম্ভব।
কাটিং প্লেট, যা এই টুলে ইনস্টল করা আছে, একটি বর্শার আকৃতি আছে। বাঁক সরঞ্জামের উপকরণ - শক্ত খাদ।
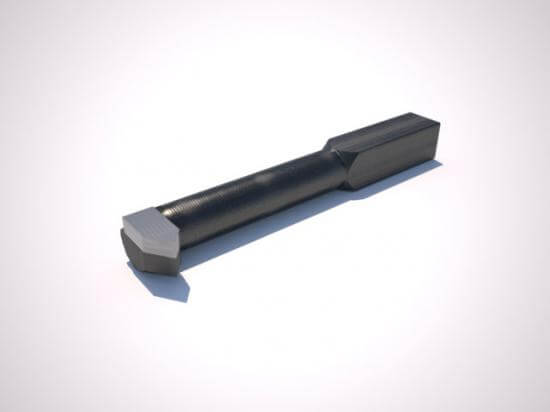
অভ্যন্তরীণ থ্রেড জন্য থ্রেড-কাটিং
এই টুলের সাহায্যে, শুধুমাত্র একটি বড় গর্তে একটি থ্রেড তৈরি করা সম্ভব। এটি ডিজাইন বৈশিষ্ট্যের কারণে। চেহারাতে, এটি অন্ধ গর্ত প্রক্রিয়াকরণের জন্য একটি বিরক্তিকর ডিভাইসের মতো দেখায়। যাইহোক, এই সরঞ্জামগুলি বিভ্রান্ত করা উচিত নয়। তারা উল্লেখযোগ্যভাবে পৃথক.
ধারক মাত্রা:
- 16x16x150;
- 20x20x200;
- 25x25x300
ধারকের একটি বর্গক্ষেত্রের আকারে একটি বিভাগ রয়েছে। মাপ চিহ্নিত করা প্রথম দুটি সংখ্যা দ্বারা সেট করা যেতে পারে. 3য় সংখ্যা - ধারকের আকার।এটি অভ্যন্তরীণ গর্তে থ্রেডটি থ্রেড করা সম্ভব এমন গভীরতা নির্ধারণ করে।
এই যন্ত্রগুলি শুধুমাত্র একটি গিটার (বিশেষ আনুষঙ্গিক) দিয়ে সজ্জিত ডিভাইসগুলিতে ব্যবহার করা যেতে পারে।
অন্ধ গর্ত জন্য বিরক্তিকর
প্লেট একটি ত্রিভুজ আকৃতি আছে. উদ্দেশ্য - অন্ধ গর্ত প্রক্রিয়াকরণ। কাজের মাথা নিচু।
মাপ:
- 16x16x170;
- 20x20x200;
- 25x25x300

সবচেয়ে বড় গর্ত ব্যাসার্ধ যা একটি বিরক্তিকর টুল দিয়ে মেশিন করা যেতে পারে তা ধারকের আকারের উপর নির্ভর করে।
ছিদ্র মাধ্যমে জন্য বিরক্তিকর
তুরপুনের সময় তৈরি করা গর্তগুলির মাধ্যমে প্রক্রিয়াকরণের জন্য সরঞ্জামগুলি ডিজাইন করা হয়েছে। ডিভাইসে তৈরি করা গর্তের গভীরতা ধারকের আকারের উপর নির্ভর করে। অপারেশনের সময় সরানো উপাদানের স্তরটি প্রায় মাথার বাঁকের সমান।

আজ স্টোরগুলিতে এই আকারের বিরক্তিকর সরঞ্জাম রয়েছে:
- 16x16x170;
- 20x20x200;
- 25x25x300
prefabricated
যখন এটি প্রধান ধরনের বাঁক সরঞ্জাম আসে, এটি পূর্বনির্ধারিত বেশী উল্লেখ করা প্রয়োজন। তারা সর্বজনীন বলে মনে করা হয়, কারণ তারা বিভিন্ন উদ্দেশ্যে কাটিয়া প্লেট দিয়ে সজ্জিত করা যেতে পারে।উদাহরণস্বরূপ, এক ধারক উপর কাটিং সন্নিবেশ ফিক্সিং ভিন্ন রকম, ডিভাইসে বিভিন্ন কোণে ধাতব অংশ প্রক্রিয়াকরণের জন্য সরঞ্জামগুলি পাওয়া সম্ভব।

সাধারণত, প্রিফেব্রিকেটেড কাটারগুলি একটি সংখ্যাযুক্ত ডিভাইসগুলিতে ব্যবহৃত হয় প্রোগ্রাম ব্যবস্থাপনাবা বিশেষ সরঞ্জাম। তারা কনট্যুর বাঁক, বিরক্তিকর অন্ধ এবং গর্ত মাধ্যমে, এবং অন্যান্য বাঁক অপারেশন জন্য উদ্দেশ্যে করা হয়.
এমন একটি সরঞ্জাম নির্বাচন করা যা দিয়ে ধাতব অংশগুলির প্রক্রিয়াকরণ করা হবে বিশেষ ডিভাইস, বিশেষ মনোযোগ উপাদান প্রদান করা উচিত বাঁক টুল. ধারক এবং কাজের মাথা কাটিং ফিক্সচারের সবচেয়ে গুরুত্বপূর্ণ অংশ।এটি তাদের উপর নির্ভর করে যে ইস্পাত বিলেটের প্রক্রিয়াকরণ কতটা ভালভাবে সঞ্চালিত হবে, কী আকারের গর্ত তৈরি করা যেতে পারে। আপনি যদি ভুল কাজের টুল বেছে নেন, তাহলে আপনি সম্মুখীন হতে পারেন বিভিন্ন জটিলতাএকটি ধাতব অংশ প্রক্রিয়াকরণ করার সময়। এই বা সেই পণ্যটি কী উদ্দেশ্যে করা হয়েছে তা বোঝার জন্য শ্রেণীবিভাগ অধ্যয়ন করার পরামর্শ দেওয়া হয়। অর্জিত জ্ঞানের ভিত্তিতে, আপনি সক্ষম হবেন সঠিক পছন্দধাতু কাটিয়া টুল।
GOST ডাউনলোড করুন
incisorsবিভক্ত করা যেতে পারে:
বহিরাগত নলাকার এবং শঙ্কুযুক্ত পৃষ্ঠতল বাঁক জন্য পাস-থ্রু 1-3;
সমতল প্রান্ত পৃষ্ঠ বাঁক জন্য স্কোর 4;
বিরক্তিকর 5 এবং অন্ধ গর্ত জন্য 6 বোরিং মাধ্যমে;
ফাঁকা কাটা জন্য 7 কাটা;
বাহ্যিক এবং অভ্যন্তরীণ থ্রেড কাটার জন্য থ্রেডেড 8;
সমাপ্তির জন্য ফলক 9;
আকৃতির সারফেস বাঁকানোর জন্য বৃত্তাকার 10 এবং প্রিজম্যাটিক 11,
বৃত্তাকার খাঁজ ঘুরানোর জন্য স্লট করা,
ব্যাসার্ধ বরাবর ট্রানজিশনাল পৃষ্ঠতল বাঁক জন্য ফিললেট, ইত্যাদি
প্রক্রিয়াকরণের প্রকৃতি অনুযায়ী- রাফিং, সেমি-ফিনিশিং, ফিনিশিং এবং ফিনিশিং ব্লেড।
কাজের অংশের ফর্ম অনুযায়ী- সোজা, বাঁকানো, টানা এবং বাঁকা।
উত্পাদন পদ্ধতি অনুযায়ী- পুরো, একটি ঢালাই বা সোল্ডার প্লেট সহ; বিনিময়যোগ্য প্লেট সহ।
উপাদানের প্রকার অনুসারে- একটি দ্রুত কাটার থেকে, শক্ত খাদ প্লেট সহ, খনিজ-লোসেরামিকস, একটি হীরার স্ফটিক সহ। বহুমুখী নন-রিগ্রিন্ডযোগ্য প্লেট সহ কাটারগুলি ব্যাপকভাবে ব্যবহৃত হয়।
খাওয়ানোর দিক- বাম এবং ডান.
মানানসই আকার.
কাটার মাধ্যমে সোজা বাঁক: আমি- কাজের অংশ, II-রড। স্টেম বর্গাকার বা হতে পারে আয়তক্ষেত্রাকার আকৃতিকাটার কাজের অংশ কাটার কাজ সম্পাদন করে।
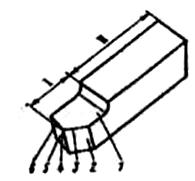
1. সামনে পৃষ্ঠ- যে পৃষ্ঠে চিপগুলি বন্ধ হয়ে যায়।
2. পিছনের পৃষ্ঠতল- ওয়ার্কপিসের মুখোমুখি।
3. প্রধান কাটিয়া প্রান্তপ্রধান পিছনে এবং সামনে পৃষ্ঠের ছেদ দ্বারা গঠিত.
4. ইনকিসরের শীর্ষ - সেই জায়গা যেখানে প্রধান এবং সহায়ক কাটিং প্রান্তগুলি মিলিত হয়। শীর্ষটি তীক্ষ্ণ, গোলাকার বা একটি ছোট সরল রেখার আকারে হতে পারে।
5. অক্জিলিয়ারী ফিরে পৃষ্ঠচিকিত্সা পৃষ্ঠ সম্মুখীন
6. সেকেন্ডারি কাটিয়া প্রান্ত.
কাটিং প্লেন পিআর হল কাটিং পৃষ্ঠের একটি সমতল স্পর্শক এবং কর্তনকারীর প্রধান কাটিয়া প্রান্তের মধ্য দিয়ে যাওয়া, প্রধান সমতল ওপি হল অনুদৈর্ঘ্য এবং অনুপ্রস্থ ফিডগুলির সমান্তরাল সমতল; প্রধান কাটিং প্লেন এনএন ;অক্সিলিয়ারি কাটিং প্লেন
প্রধান কাটিয়া সমতল মধ্যে প্রধান কোণ.
প্রধান কোণ α হল প্রধান ফ্ল্যাঙ্ক এবং কাটিং প্লেনের মধ্যবর্তী কোণ।
টেপার কোণ β- সামনে এবং প্রধান পিছনে পৃষ্ঠ.
রেক কোণ γ হল সামনের পৃষ্ঠ এবং তলটি কাটিং প্লেনের সাথে লম্ব।
কাটিং কোণ δ - সামনের পৃষ্ঠ এবং কাটিং প্লেনের মধ্যে কোণ; δ90-γ ঋণাত্মক।
অক্জিলিয়ারী কোণঅক্জিলিয়ারী প্লেনে পরিমাপ করা হয়।
সেকেন্ডারি রিয়ার ভিউ α1- একটি অক্জিলিয়ারী পিছনের পৃষ্ঠ এবং একটি সমতল অক্জিলিয়ারী কাটিয়া প্রান্তের মধ্য দিয়ে যাচ্ছে যা প্রধানটির সাথে লম্ব।
সহায়ক রেক কোণ γ1- কোণটি অক্জিলিয়ারী প্লেনে পরিমাপ করা হয়।
প্রবেশ কোণ φ- প্রধান সমতল এবং ফিড দিক সম্মুখের প্রধান কাটিয়া প্রান্ত অভিক্ষেপ.
সহায়ক প্রবেশ কোণ φ1- পৃষ্ঠের রুক্ষতা গঠন করে - প্রধান সমতলে অক্জিলিয়ারী কাটিয়া প্রান্তের অভিক্ষেপ এবং ফিডের দিকনির্দেশ দ্বারা।
প্রধান কাটিয়া প্রান্তের প্রবণতার কোণ λ- প্রধান কাটিং প্রান্ত এবং প্রধান সমতল সমান্তরাল কাটার শীর্ষ মাধ্যমে আঁকা প্লেন.
প্ল্যানের শীর্ষবিন্দুতে কোণ ε- প্রধান সমতলে প্রধান এবং অক্জিলিয়ারী কাটিয়া প্রান্তের অনুমান।
খুব প্রায়ই, আমাদের দোকানে ধাতুর জন্য বাঁক সরঞ্জাম কেনা হয়, এবং যদি সরবরাহকারীরা সেগুলি বোঝে তারা প্রতিটি ধরণের সরঞ্জামের সঠিক নাম দেয়, তবে সাধারণ নাগরিকরা প্রায়শই সরঞ্জামগুলিকে বিভ্রান্ত করে। এই নিবন্ধে, আমি আপনাকে প্রধান ধরনের বাঁক সরঞ্জামগুলির সাথে নিজেকে পরিচিত করার পরামর্শ দিচ্ছি - ফটোটি দেখুন, প্রতিটি ধরণের আকারের পরিসীমা এবং সুযোগ খুঁজে বের করুন।
সমস্ত মডেল কানাশ কারখানার, তাদের পণ্যগুলি বাজারে সর্বোচ্চ মানের একটি।
গুরুত্বপূর্ণ ! কাটারগুলির সমস্ত মডেল বিভিন্ন ব্র্যান্ডের প্লেট দিয়ে তৈরি করা হয় - প্রায়শই এগুলি VK8, T5K10 এবং T15K6 হয়। অন্যান্য হার্ড অ্যালয়গুলি খুব কমই ব্যবহৃত হয় (উদাহরণস্বরূপ, T30K4 এবং এর মতো)।
বিচ্ছিন্ন করা যায়
incisors পরে সবচেয়ে চাওয়া এক. ওয়ার্কপিস কাটার জন্য ব্যবহৃত হয়। এটি অন্য কিছুর সাথে বিভ্রান্ত হতে পারে না - একটি সোল্ডারযুক্ত কার্বাইড প্লেট সহ একটি পাতলা পা। সুযোগ একটি ডান কোণ এ কাটা হয়, তারা পাতলা grooves কাটা।
ডান এবং বাম হাতে আছে. ফটোতে, আপনি বাম থেকে ডানদিকে স্পষ্টভাবে পার্থক্য করতে পারেন - বাম দিকে, ঠিক একই বাম-পার্শ্বযুক্ত। অন্য সবগুলো মানসম্মত, 90 শতাংশ ক্ষেত্রে তাদের কাজের জন্য প্রয়োজন। এটি পার্থক্য করা খুব সহজ - প্লেট (ছুরির মতো) সহ কাটারটি নীচে নিয়ে যান এবং যদি পা ডানদিকে থাকে তবে কাটারটি সঠিক। বাম মানে বাম (কম প্রচলিত)। ফটোটি দেখুন, আপনি সেখানে সবকিছু দেখতে পাবেন।
ধারকদের মাত্রিক পরিসীমা:
- 16 * 10 মিমি - ছোট "স্কুল" মেশিনের জন্য
- 20*12 মিমি
- 25 * 16 মিমি - সবচেয়ে জনপ্রিয়
- 40 * 25 মিমি - বড় incisors, খুব কমই বিক্রয় পাওয়া যায়, শুধুমাত্র অর্ডার.
সোজা বাঁকানো
নামটি নিজেই এর সুযোগের কথা বলে - তারা ওয়ার্কপিসগুলির প্রান্তগুলিকে প্রক্রিয়া করে এবং এছাড়াও চেম্ফার করে। বাঁকানো অংশ, যেমনটি ছিল, পাশ থেকে ওয়ার্কপিসের চারপাশে বাঁকে। একটি ছবি:

আকার পরিসীমা এছাড়াও খুব শালীন:
- 16 * 10 মিমি - স্কুল মেশিনের জন্য ছোট
— 20*12 — বিশেষ আকার
- 25 * 16 মিমি - সবচেয়ে জনপ্রিয়
- 32*20 মিমি
- 40 * 25 মিমি - খুব কমই বিক্রয়ে পাওয়া যায়, শুধুমাত্র একটি নিয়ম হিসাবে অর্ডারে
থ্রোস্ট বাঁকানো
উপসর্গ "বাঁকানো" সাধারণত দৈনন্দিন জীবনে ব্যবহার করা হয় না, incisors সহজভাবে থ্রুস্ট বলা হয়। কিন্তু বাঁক দেখা যায়, তা ছাড়া আছে।
সুযোগ - সবচেয়ে প্রয়োজনীয় incisors এক। নলাকার ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়। বাঁকটি আপনাকে বৃত্তাকার অংশগুলিকে পিষতে দেয়, কাটারের একটি কাটাতে যতটা সম্ভব ধাতু অপসারণ করে। অংশের প্রক্রিয়াকরণ তার ঘূর্ণন বরাবর যায়!

আকারের পরিসীমাও বিস্তৃত:
- 16*10 মিমি
— 20*12
— 25*16
— 32*20
— 40*25
এছাড়াও বাম এবং ডান আছে. বেশিরভাগ ক্ষেত্রে, সঠিক মডেলগুলি ব্যবহার করা হয়।
সোজা মাধ্যমে
ব্যাপ্তি প্যাসেজের মাধ্যমে বাঁকানোর মতোই, তবে এটি চেম্ফার করা আরও সুবিধাজনক। এবং সরাসরি প্রায়ই ধাতব পৃষ্ঠতল প্রক্রিয়া. উত্পাদনে খুব কমই ব্যবহৃত হয়।

আকার পরিসীমা:
- 25 বাই 16 মিমি - বর্গাকার ধারক সহ স্ট্যান্ডার্ড
- 25 বাই 25 মিমি - অ-মানক ধারক, কিছু বিশেষ কাজের জন্য
স্কোরিং বাঁকানো
প্রায়শই এটি একটি ক্রমাগত মাধ্যমে উত্তরণ সঙ্গে বিভ্রান্ত হয়. আন্ডারকাট একটি ত্রিভুজাকার প্লেট আছে, মনোযোগ দিতে! একটি ছবি:

ব্যাপ্তি: ওয়ার্কপিসগুলি ঘূর্ণনের অক্ষ (লম্ব) জুড়ে প্রক্রিয়া করা হয়। বাঁকানো মডেলগুলি ছাড়াও, ক্রমাগত থাকতে পারে (তবে নিয়ম হিসাবে সেগুলির চাহিদা নেই)।
- 16*10 মিমি
- 25 বাই 16 মিমি
- 32 বাই 20 মিমি
কাটার জন্য বাহ্যিক থ্রেড
সুযোগ: নামটি নিজেই কথা বলে - তারা এই জাতীয় কাটার দিয়ে থ্রেড কাটে। কি? আপনি যদি কারখানা থেকে একটি কাটার নেন, তবে, একটি নিয়ম হিসাবে, এটি মেট্রিক থ্রেডগুলির জন্য "তীক্ষ্ণ" হয়। অন্যান্য ধরনের থ্রেডের জন্য, এটি পুনরায় গ্রাউন্ড করা প্রয়োজন।
প্লেটটি "বর্শা-আকৃতির" ইনস্টল করা হয়েছে (এর সঠিক নামটি কাটা হয়, আলাদাভাবে বিক্রি হয়), এটি একটি ভিন্ন খাদ হতে পারে (ব্র্যান্ডগুলি নিবন্ধের শুরুতে নির্দেশিত)। ওয়ার্কপিসের ফলস্বরূপ থ্রেডটি বাহ্যিক (তথাকথিত "বাবা") - একটি বোল্ট, স্টাড ইত্যাদি।

সর্বাধিক অনুরোধ করা মাপ:
16*10 মিমি
25*16 মিমি
32 * 20 মিমি - প্রায়শই ব্যবহৃত হয় না
কাটার জন্য অভ্যন্তরীণ থ্রেড
যদি বাইরের থ্রেডটিও কাটা যায়, তবে কেবল থ্রেডটি ভিতরের সাথে কাটা হয়। বড় ব্যাস. এটি incisors নিজেদের আকার দ্বারা বোঝা যায়। একটি ছবি:

গুরুত্বপূর্ণ ! অন্ধ গর্তের জন্য বিরক্তিকর সরঞ্জামগুলির সাথে এই সরঞ্জামটিকে বিভ্রান্ত করবেন না, তারা চেহারাতে একই রকম, তবে মৌলিকভাবে আলাদা! নিবন্ধে নীচে বিরক্তিকর, তুলনা.
— 16*16*150
— 20*20*200
- 25*25*300 মিমি
প্রথম এবং দ্বিতীয় সংখ্যা হল ধারকের আকার (এটি ক্রস বিভাগে বর্গাকার), এবং তৃতীয় সংখ্যাটি ধারকের দৈর্ঘ্য। দীর্ঘ - গভীর আপনি workpiece ভিতরে থ্রেড কাটা করতে পারেন।
অনুগ্রহ করে মনে রাখবেন যে এই ধরনের একটি কাটার ব্যবহার করার জন্য, আপনার মেশিনটি "গিটার" নামক একটি ফিক্সচার দিয়ে সজ্জিত করা আবশ্যক।
অন্ধ গর্ত জন্য বিরক্তিকর
সুযোগ - বিরক্তিকর অন্ধ গর্ত জন্য. তারা শেষ থেকে কাজ করে, যার জন্য মাথার এক ধরণের "বাঁক" প্রয়োজন। যেখানে "অভ্যন্তরীণ" (নীচে দেখুন) সম্পূর্ণরূপে ধারকের সাথে ওয়ার্কপিসে প্রবেশ করে।
- এই কাটারের প্লেটটি ত্রিভুজাকার, স্কোরিং কাটারের মতই (উপরে দেখুন)।
একটি ছবি: 
— 16*16*170 মিমি
- 20*20*200 মিমি
- 25*25*300 মিমি
বড় কাটার, বড় ব্যাস গর্ত বিরক্ত হতে পারে!
ছিদ্র মাধ্যমে জন্য বিরক্তিকর
সুযোগ - তারা পুরো দৈর্ঘ্য বরাবর "ভিতরে" অংশ বহন করে। হোল্ডার যত লম্বা হবে, তত বেশি ভিতরে আপনি বোর করতে পারবেন। প্রায়শই, অংশটি একটি বড় ড্রিল দিয়ে ড্রিল করার পরে বিরক্ত হয়, বিদ্যমান মাত্রা অনুযায়ী কাজ করাও সম্ভব।

প্লেটটি সোজা, কোন প্রোট্রুশন নেই, যার অর্থ হল কাটারটি ড্রিলিং এর ফলে সহজেই "টিউব" তে প্রবেশ করে এবং ভিতরের দিক থেকে এটিকে বোর করে। মুছে ফেলা চিপের স্তরটি কাটার মাথার বক্রতার প্রায় সমান
— 16*16*170 মিমি
- 20*20*200 মিমি
- 25*25*300 মিমি
prefabricated
বিরল incisors এক. এগুলিকে সর্বজনীনও বলা হয়, কারণ এগুলি বিভিন্ন প্লেট দিয়ে সজ্জিত, যার কারণে বিভিন্ন কোণে বিভিন্ন আকারের ওয়ার্কপিসগুলি প্রক্রিয়া করা সম্ভব। তারা ধারকের আকার এবং ক্ল্যাম্প করা যেতে পারে এমন সন্নিবেশের আকারে উভয়ই একে অপরের থেকে পৃথক।
নীচের ছবিটি 3টি ভিন্ন মডেল দেখায়:

সবচেয়ে ছোট কাটারটির একটি 20 x 20 মিমি ধারক রয়েছে এবং এটি একটি 4-পার্শ্বযুক্ত বর্গাকার সন্নিবেশ দিয়ে সজ্জিত।
একটু বেশি একটি ধারক ইতিমধ্যেই 25 মিমি এবং সন্নিবেশটিও বর্গক্ষেত্র, তবে আকারে বড়।
ঠিক আছে, তৃতীয় কাটারটি পরামিতিতে দ্বিতীয়টির মতোই, এটিতে ডিফল্টরূপে একটি 5-পার্শ্বযুক্ত প্লেট রয়েছে, তবে আপনি এটি পেতে পারেন এবং এটি দ্বিতীয়টির মতোই রাখতে পারেন - একটি বড় বর্গক্ষেত্র।
অর্থের পরিপ্রেক্ষিতে, এগুলোর দাম প্রায় 300 রুবেল, তবে বিক্রির জন্য এগুলি খুঁজে পাওয়া কঠিন, কখনও কখনও এগুলি অর্ডারে আনতেও সমস্যা হয়।
লেদ মানবজাতির একটি উজ্জ্বল আবিষ্কার। এখন এটি প্রায় কোনও শিল্পে এটি ছাড়া করা কঠিন, এমনকি অসম্ভব। উদাহরণস্বরূপ, স্বয়ংচালিত শিল্প নিন। একা একটি ইঞ্জিনে, কতগুলি বৃত্তাকার অংশ যা প্রথমে প্রক্রিয়া করতে হবে লেদ, এবং তারপর গাড়ির "হৃদয়" এর জায়গায় রাখুন। এবং তার চাকাগুলি বৃত্তাকার, এবং কাস্ট ডিস্কগুলিকে পুরোপুরি বৃত্তাকার আকৃতি দেওয়া দরকার।
ছাড়া কিছু তৈরি বা প্রক্রিয়াকরণের জন্য সরঞ্জাম বিশেষ ডিভাইসএটা ধাতু একটি অকেজো গাদা. লেদ কোন ব্যতিক্রম নয়. এটিতে কাজ করার জন্য, আপনার প্রয়োজন সরঞ্জাম এবং, প্রথমত, incisors।
কাটার নকশা
![]() কাটারটিতে একটি রড (ধারক) এবং একটি মাথা থাকে।
কাটারটিতে একটি রড (ধারক) এবং একটি মাথা থাকে।
ধারকটি লেদটির টুল হোল্ডারে মাউন্ট করা হয়। এটি একটি বর্গক্ষেত্র বা আয়তক্ষেত্রাকার আকৃতি আছে। মাথা হল প্রান্ত এবং সমতল সঙ্গে কাটার কাজ অংশ, যা নির্দিষ্ট কোণে তীক্ষ্ণ করা হয়, যা বিভিন্ন উপায়ে ধাতব ফাঁকা প্রক্রিয়াকরণের জন্য প্রয়োজনীয়।
মাথা বিভক্ত করা হয়:
- সমগ্র
- সোল্ডার বা ঢালাই প্লেট সহ;
- প্লেটের যান্ত্রিক বন্ধন সহ।
এক টুকরো মাথা ধারক (রড) সহ এক টুকরো। এই ধরনের কাটারগুলি উচ্চ কার্বন সামগ্রী সহ টুল স্টিল নামে একটি বিশেষ ইস্পাত বা উচ্চ গতির ইস্পাত থেকে তৈরি করা হয়। যাইহোক, এই ধরনের একটি বাঁক টুল অত্যন্ত বিরল ব্যবহৃত হয়।
প্রায়শই, সোল্ডার বা ঢালাই প্লেট সহ কাটারগুলি ল্যাথগুলিতে ধাতব ফাঁকাগুলি প্রক্রিয়া করতে ব্যবহৃত হয়। তারা শক্ত খাদ বা উচ্চ গতির ইস্পাত দিয়ে তৈরি, যা ধাতুগুলি অন্তর্ভুক্ত করে: টংস্টেন, টাইটানিয়াম, ট্যানটালাম এবং অন্যান্য, অবশ্যই উচ্চ শক্তি এবং দাম দ্বারা চিহ্নিত করা হয়। ঢালাই লোহা, অ লৌহঘটিত ধাতু, অ ধাতব পদার্থ, সেইসাথে যে কোনও স্টিলের তৈরি ওয়ার্কপিস দিয়ে তৈরি মেশিনিং অংশগুলির জন্য, এর ব্র্যান্ডের উপর নির্ভর করে এই জাতীয় মেশিনিং টার্নিং টুল ব্যবহার করা হয়।
কার্বাইড সন্নিবেশ খুব ভঙ্গুর এবং পরিচালনার সময় যত্ন সহকারে পরিচালনা করা আবশ্যকসমস্ত প্রযুক্তিগত প্রয়োজনীয়তা মেনে চলা।
একটি প্লেট যান্ত্রিক বন্ধন সঙ্গে একটি মাথা বাঁক প্রয়োগ করা হয়. সোল্ডার বা ঢালাইয়ের বিপরীতে, এটি মাথায় স্থির করা হয় যান্ত্রিকভাবে. প্লেটটি যে উপাদান থেকে তৈরি করা হয় তার ভিত্তিটি খনিজ সিরামিক হলে এটি সুবিধাজনক।
সুতরাং, যে কোনও বাঁক সরঞ্জামের কাজের অংশের উপকরণগুলি হল:
- উচ্চ মানের কার্বন ইস্পাত;
- উচ্চ গতির ইস্পাত;
- শক্ত খাদ।
বাঁক সরঞ্জামের প্রকার
তারা নিম্নলিখিত ধরনের হয়:
- কাটা
- ওয়াক-থ্রুস;
- আন্ডারকাট
- থ্রেডেড;
- বিরক্তিকর;
- সর্বজনীন
বিছিন্ন করা
 যে কোনও টার্নার কাটিয়া টুল ছাড়া করতে পারে না। এটা workpiece কাটা ডিজাইন করা হয় সঠিক মাপধাতব ফাঁকা, রড, পাইপ, ষড়ভুজ ইত্যাদি থেকে, যার দৈর্ঘ্য ভবিষ্যতের অংশের প্রয়োজনীয় পরামিতিগুলির চেয়ে বেশি। তার অন্যদের সাথে বিভ্রান্ত করা কঠিন, যেহেতু এটির একটি পাতলা পা রয়েছে, যার শেষে একটি শক্ত খাদ প্লেট সোল্ডার করা হয়। এটি যত সংকীর্ণ হবে, কাটা তত ছোট এবং তদনুসারে, চিপসের আকারে কম বর্জ্য। কাটা একটি ডান কোণ এ তৈরি করা হয়। কাটা বন্ধ কাটার পাতলা grooves কাটতে পারেন.
যে কোনও টার্নার কাটিয়া টুল ছাড়া করতে পারে না। এটা workpiece কাটা ডিজাইন করা হয় সঠিক মাপধাতব ফাঁকা, রড, পাইপ, ষড়ভুজ ইত্যাদি থেকে, যার দৈর্ঘ্য ভবিষ্যতের অংশের প্রয়োজনীয় পরামিতিগুলির চেয়ে বেশি। তার অন্যদের সাথে বিভ্রান্ত করা কঠিন, যেহেতু এটির একটি পাতলা পা রয়েছে, যার শেষে একটি শক্ত খাদ প্লেট সোল্ডার করা হয়। এটি যত সংকীর্ণ হবে, কাটা তত ছোট এবং তদনুসারে, চিপসের আকারে কম বর্জ্য। কাটা একটি ডান কোণ এ তৈরি করা হয়। কাটা বন্ধ কাটার পাতলা grooves কাটতে পারেন.
চেকপয়েন্ট
 পাসিং কাটার বিভক্ত করা হয়:
পাসিং কাটার বিভক্ত করা হয়:
- নমন
- ক্রমাগত বাঁকানো;
- সোজা
উত্তরণ মাধ্যমে বাঁক workpiece শেষ প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে, সেইসাথে chamfering. তিনি এই নামটি পেয়েছেন কারণ অংশটির প্রক্রিয়াকরণের সময়, কাটারটি যেমন ছিল, পাশ থেকে এটির চারপাশে যায়।
একটি লেদ জন্য কাটার মাধ্যমে অন্য ধরনের একটি ক্রমাগত বাঁক এক. একটি নলাকার বিলেট থেকে একটি অংশ বাঁক করার সময় এটি সবচেয়ে প্রয়োজনীয় এক। একটি বৃত্তাকার অংশ বাঁক করার সময় এর বাঁক আপনাকে এক পাসে প্রচুর অতিরিক্ত ধাতু অপসারণ করতে দেয়। প্রক্রিয়াকরণের সময় কাটার অংশের ঘূর্ণন বরাবর চলে। প্যাসেজ বাঁক ডান-হাতে এবং বাম-হাতে হয়। প্রায়শই অনুশীলনে, ডান হাতি ব্যবহার করা হয়।
স্ট্রেইট থ্রু প্যাসেজ একই ক্ষেত্রে ব্যবহৃত হয় যেমন বেন্ট থ্রাস্ট থ্রু প্যাসেজ। তাদের প্রায়শই ধাতু পৃষ্ঠ প্রক্রিয়া করা হয়তবে, টার্নার্স খুব কমই তাদের কাজে এটি ব্যবহার করে।
স্কোরিং
 পরবর্তী ধরনের টার্নিং টুল হল একটি বাঁকানো স্কোরিং টুল। এটি একটি মাধ্যমে খোঁচা সঙ্গে বিভ্রান্ত করা উচিত নয়. আন্ডারকাটে, থ্রু থ্রাস্টের বিপরীতে, কাজের অংশটি অবশ্যই শক্ত খাদ দিয়ে তৈরি একটি প্লেট, তবে একটি ত্রিভুজাকার আকৃতির, যার একটি বাহু বৃত্তাকার, যখন থ্রু প্যাসেজে এটি আয়তক্ষেত্রাকার। . আন্ডারকাট বাঁকানো workpieces তার ঘূর্ণন অক্ষ জুড়ে প্রক্রিয়া করা হয়, টুলটি লম্ব ধরে রাখা। এছাড়াও স্কোরিং থ্রাস্ট কাটার আছে, কিন্তু তাদের চাহিদা নেই।
পরবর্তী ধরনের টার্নিং টুল হল একটি বাঁকানো স্কোরিং টুল। এটি একটি মাধ্যমে খোঁচা সঙ্গে বিভ্রান্ত করা উচিত নয়. আন্ডারকাটে, থ্রু থ্রাস্টের বিপরীতে, কাজের অংশটি অবশ্যই শক্ত খাদ দিয়ে তৈরি একটি প্লেট, তবে একটি ত্রিভুজাকার আকৃতির, যার একটি বাহু বৃত্তাকার, যখন থ্রু প্যাসেজে এটি আয়তক্ষেত্রাকার। . আন্ডারকাট বাঁকানো workpieces তার ঘূর্ণন অক্ষ জুড়ে প্রক্রিয়া করা হয়, টুলটি লম্ব ধরে রাখা। এছাড়াও স্কোরিং থ্রাস্ট কাটার আছে, কিন্তু তাদের চাহিদা নেই।
থ্রেডেড
 একটি লেদ জন্য একটি টুল কিট অসম্পূর্ণ হবে যদি কোন থ্রেড কাটার আছে. তারা দুই ধরনের হয়:
একটি লেদ জন্য একটি টুল কিট অসম্পূর্ণ হবে যদি কোন থ্রেড কাটার আছে. তারা দুই ধরনের হয়:
- বাহ্যিক থ্রেড কাটার জন্য;
- অভ্যন্তরীণ থ্রেড কাটা জন্য.
প্রথম প্রকার বাহ্যিক থ্রেড কাটার জন্য ডিজাইন করা হয়েছেওয়ার্কপিসে যেমন বোল্ট, স্টাড ইত্যাদি। কাটার প্লেট একটি বর্শাহেডের আকারের অনুরূপ। কাটা থ্রেড দুই ধরনের হতে পারে: মেট্রিক বা ইঞ্চি, কাটার ডিজাইনের উপর নির্ভর করে।
দ্বিতীয় প্রকারটি ওয়ার্কপিসে অভ্যন্তরীণ থ্রেড কাটার জন্য ব্যবহৃত হয়। এই ধরনের একটি কাটার একটি ভিন্ন চেহারা আছে, যদিও কাটিং সন্নিবেশের আকৃতিটি একটি বাহ্যিক থ্রেডিং টুলের মতোই থাকে।
বিরক্তিকর
তারা দুই ধরনের হয়:
- বিরক্তিকর অন্ধ গর্ত জন্য;
- গর্ত মাধ্যমে বিরক্তিকর জন্য.
 প্রথম ক্ষেত্রে, কাটারটি ব্যবহার করা হয় যখন ওয়ার্কপিসে কোনও গর্ত থাকে না। গর্ত, অবশ্যই, বিভিন্ন ব্যাসের ড্রিলের সাথে পর্যায়ক্রমে অগ্রিম ড্রিল করা যেতে পারে, তবে একটি লেথে এই অপারেশনটি সহজ এবং দ্রুত হবে। এই জন্য, একটি বিরক্তিকর কর্তনকারী ব্যবহার করা হয়, যার মধ্যে প্লেটটি ত্রিভুজাকার, আন্ডারকাট এক মত, কিন্তু, এটি ভিন্ন, বিরক্তিকর মাথা একটি বাঁক আছে. এটিকে ওয়ার্কপিসের শেষ থেকে আনতে এবং কেন্দ্র থেকে বিরক্তিকর শুরু করতে, ভিতরের দিকে যেতে, একটি গর্ত তৈরি করতে সক্ষম হওয়ার জন্য এটি প্রয়োজন। পছন্দসই ব্যাস. আপনি যে কোনও ব্যাসের গর্ত করতে পারেন তবে এর জন্য বড় কাটার প্রয়োজন।
প্রথম ক্ষেত্রে, কাটারটি ব্যবহার করা হয় যখন ওয়ার্কপিসে কোনও গর্ত থাকে না। গর্ত, অবশ্যই, বিভিন্ন ব্যাসের ড্রিলের সাথে পর্যায়ক্রমে অগ্রিম ড্রিল করা যেতে পারে, তবে একটি লেথে এই অপারেশনটি সহজ এবং দ্রুত হবে। এই জন্য, একটি বিরক্তিকর কর্তনকারী ব্যবহার করা হয়, যার মধ্যে প্লেটটি ত্রিভুজাকার, আন্ডারকাট এক মত, কিন্তু, এটি ভিন্ন, বিরক্তিকর মাথা একটি বাঁক আছে. এটিকে ওয়ার্কপিসের শেষ থেকে আনতে এবং কেন্দ্র থেকে বিরক্তিকর শুরু করতে, ভিতরের দিকে যেতে, একটি গর্ত তৈরি করতে সক্ষম হওয়ার জন্য এটি প্রয়োজন। পছন্দসই ব্যাস. আপনি যে কোনও ব্যাসের গর্ত করতে পারেন তবে এর জন্য বড় কাটার প্রয়োজন।
একটি লেদ উপর গর্ত মাধ্যমে বিরক্তিকর জন্য, একটি ভিন্ন ধরনের কাটার ব্যবহার করা হয়. প্রথমত, একটি বড় ব্যাসের ড্রিল দিয়ে ওয়ার্কপিসে একটি গর্ত ড্রিল করা হয় এবং তারপরে এটি পছন্দসই আকারে বিরক্ত হয়। যাইহোক, একই সময়ে সরকার একটি গুরুত্বপূর্ণ ভূমিকা পালন করেএটি যত দীর্ঘ হবে, তত বেশি আপনি ওয়ার্কপিসের গর্তটি বোর করতে পারবেন। সোজা প্লেট, যার প্রোট্রুশন নেই, টুলটিকে সহজেই ওয়ার্কপিসে অগ্রিম ড্রিল করা টিউবের ভিতরে যেতে দেয় এবং এটিকে বোর করে দিয়ে যায়।
ইউনিভার্সাল কাটারগুলিকে প্রিফেব্রিকেটেডও বলা হয়, কারণ বিভিন্ন সন্নিবেশ একটি ধারকের উপর মাউন্ট করা যেতে পারে এবং এইভাবে, ওয়ার্কপিস মেশিন করা যেতে পারে। বিভিন্ন রূপবিভিন্ন কোণে। টুল হোল্ডার হয় বিভিন্ন মাপের. এই রকম বাঁক টুলখুব কমই ব্যবহৃত হয়, এবং তাই অল্প পরিমাণে উত্পাদিত হয়। যদি এটি বিক্রয়ে পাওয়া যায়, তবে অন্যান্য ধরণের বিপরীতে দামটি বেশ বেশি।
টুল খরচ
 ধাতুর জন্য প্রতিটি টার্নিং টুলের দাম নির্ভর করে এটি কোন উপাদান দিয়ে তৈরি, টুলের ধরন, অর্থাৎ, ধাতব অংশ এবং অন্যান্য কারণগুলি প্রক্রিয়া করার সময় এটি কী উদ্দেশ্যে করা হয়েছে।
ধাতুর জন্য প্রতিটি টার্নিং টুলের দাম নির্ভর করে এটি কোন উপাদান দিয়ে তৈরি, টুলের ধরন, অর্থাৎ, ধাতব অংশ এবং অন্যান্য কারণগুলি প্রক্রিয়া করার সময় এটি কী উদ্দেশ্যে করা হয়েছে।
উদাহরণস্বরূপ, একটি কাট-অফ কাটারের নকশা থ্রেডিংয়ের চেয়ে সহজ এবং সেই অনুযায়ী, এর দাম কম হবে। যাইহোক, যে উপাদান থেকে মাথাটি তৈরি করা হয় তার সংমিশ্রণে যদি ব্যয়বহুল ধাতু অন্তর্ভুক্ত থাকে তবে সরঞ্জামটির দাম অনেক বেশি হবে।
আপনি ধাতু lathes সস্তা জন্য একটি মেশিন টুল কিনতে হবে না. এটা বহুদিন ধরেই প্রমাণিত হয়েছে যে কৃপণ ব্যক্তি দ্বিগুণ অর্থ প্রদান করে। একটি উচ্চ মূল্যে একটি সরঞ্জাম কেনা ভাল, তবে একটি গুণমান যা দীর্ঘস্থায়ী হবে এবং নিষ্পত্তিযোগ্য হবে না।








একটি প্রথম ডেটে একটি মেয়ে সঙ্গে কি করতে হবে?
গ্রাম বা গ্রাম - কোনটি সঠিক?
কিভাবে গতি সমস্যা সমাধান করতে হয় IV
অসামান্য শিল্পীদের শীতকালীন ল্যান্ডস্কেপ কিভাবে নতুনদের জন্য একটি পেন্সিল দিয়ে শীতকালে একটি হালকা আড়াআড়ি আঁকবেন
যুক্তিযুক্তকরণ পদ্ধতি দ্বারা লগারিদমিক এবং সূচকীয় অসমতা সমাধান করা