রেডিও-নিয়ন্ত্রিত মডেল, বিশেষত জাহাজ নির্মাণের প্রক্রিয়াতে, প্রায় সবসময়ই থ্রেড কাটা প্রয়োজন, যেহেতু অনেকগুলি অনেকবিচ্ছিন্ন সংযোগ।
আজ আমি উদাহরণ সহ বলতে এবং দেখাতে চাই, কীভাবে এটি করা হয়। শুরু করার জন্য, এটি অবশ্যই বলা উচিত যে থ্রেডটি ডান এবং বাম, একটি ব্যাস এবং পিচ রয়েছে, ডান হেলিক্সটি ঘড়ির কাঁটার বিপরীতে উঠে এবং বামটি ঘড়ির কাঁটার দিকে। এটি থেকে এটি অনুসরণ করে যে নামটি পণ্যটির মোচড়ের দিকের সাথে মিলে যায়। মেট্রিক থ্রেডগুলি "M" অক্ষর দ্বারা নির্দেশিত হয়, তার পরে একটি সংখ্যা নির্দেশ করে তার ব্যাস, এবং "x" চিহ্নের পরে মানটি পিচ নির্দেশ করে, যদি এটি নির্দেশিত না হয়, তাহলে মূল পিচটি উহ্য থাকে, যা প্রতিটির জন্য পছন্দ করা হয় ব্যাস


যদি একটি গর্তে একটি থ্রেড কাটা প্রয়োজন হয়, তাহলে এই কাজগুলি সম্পাদন করতে ট্যাপ ব্যবহার করা হয়।


এগুলি সর্বজনীন বা সম্পূর্ণ, যা দুটি বা তিনটি সরঞ্জামের একটি সেট যা পর্যায়ক্রমে কাজ করে: প্রথম - রুক্ষ, এবং তারপর - সমাপ্তি।


একটি সার্বজনীন টোকা দিয়ে, সমস্ত কাজ এক পাসে সম্পন্ন হয়৷ পূর্বে, যেখানে আপনি সঞ্চালন প্রয়োজন জায়গায় অভ্যন্তরীণ থ্রেডএকটি গর্ত drilled হয়. এর ব্যাস টেবিল অনুযায়ী নির্বাচিত হয়।


যদি গর্তটি আরও ড্রিল করা হয়, তবে সংযোগটির একটি সম্পূর্ণ প্রোফাইল থাকবে না এবং এটি খারাপ মানের হতে হবে। যদি ব্যাসটি ছোট নেওয়া হয়, তাহলে ট্যাপটি সরানো কঠিন হবে এবং এটি জ্যামিং এবং ভাঙ্গনের কারণ হতে পারে, বিশেষত শক্ত উপকরণগুলিতে। ড্রিলিং করার পরে, বর্গক্ষেত্র শ্যাঙ্কটি নিরাপদে রেঞ্চে স্থির করা হয় এবং ভালভাবে লুব্রিকেট করা হয়, উদাহরণস্বরূপ, গ্রীস সহ, গর্তে ঢোকানো হয়। তারপরে, মসৃণভাবে গাঁটটি ঘোরানো, দুটি বাঁক সামনের দিকে এবং অর্ধেকটি পিছনে ঘুরিয়ে, কাটা সঞ্চালিত হয়। প্রতি 4-5টি বিপ্লবে, ট্যাপটি সরানো হয়, এটি থেকে চিপগুলি সরানো হয় এবং তৈলাক্তকরণের পরে, ক্রিয়াগুলি পুনরাবৃত্তি হয়।

কখনও কখনও এটি একটি রড, অশ্বপালনের, বল্টু বা খাদ উপর থ্রেড পুনরুদ্ধার বা কাটা প্রয়োজন হয়. এই জন্য, একটি প্লেট ব্যবহার করা হয়। একটি গর্তে কাটার বিপরীতে, একটি রডে, সমস্ত কাজ এক পাসে সম্পন্ন হয়।


রডের এক প্রান্ত ভালভাবে স্থির করা হয়েছে, উদাহরণস্বরূপ, একটি ভিসে। একটি শঙ্কু আকারে এবং ভাল lubricated দ্বিতীয় এক উপর, এটি কঠিন তেল দিয়ে সম্ভব, একটি ডাই ইনস্টল করা হয়, গাঁট মধ্যে clamped। তারপরে গাঁটটি মসৃণ নড়াচড়ার সাথে ঘোরে এবং, প্রতিটি অর্ধ-মোড়ের পরে, চিপগুলি সরানোর জন্য টুলটিকে কিছুটা পিছনে ঘুরানোর পরামর্শ দেওয়া হয়। ভাল তৈলাক্তকরণনড়াচড়ার স্বাচ্ছন্দ্য প্রদান করে এবং টুলের কাজের পৃষ্ঠতলের অকাল ভোঁতা প্রতিরোধ করে।
শ্যাফ্টগুলিতে থ্রেড কাটার জন্য, এই জাতীয় "ডিভাইস" ব্যবহার করা হয়।

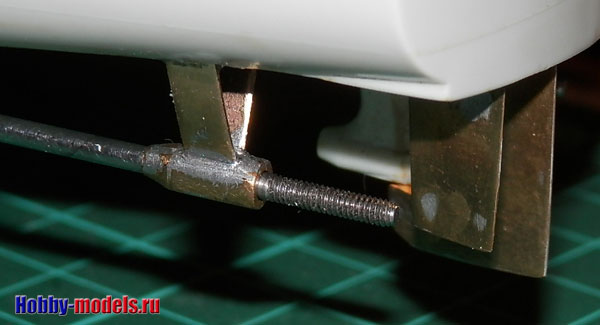
এটি একটি নির্দেশিকা হিসাবে কাজ করে, যেহেতু একটি শঙ্কুতেও সঠিকভাবে ডাই সেট করা এবং ঠিক কেন্দ্রে থ্রেডটি কাটা বেশ কঠিন। একটি খাদ ব্যাস সহ একটি গর্ত "অভিযোজিত" এর পাতলা অংশে ড্রিল করা হয়, আমাদের ক্ষেত্রে 2 মিমি। পুরু অংশে, টুলটি M2 এর অধীনে সংশোধন করা হয়েছে। অপারেশন চলাকালীন, পাতলা অংশটি খাদের উপর রাখা হয় এবং তারপরে কাটা সঞ্চালিত হয়। এই নির্দেশিকাটি ডাইকে খাদের কেন্দ্রে কঠোরভাবে সরানোর অনুমতি দেয়। এই বিস্তারিত করা হয় লেদ, খাদ প্রতিটি বিভাগের জন্য পৃথকভাবে.
থ্রেডিংয়ের জন্য প্রয়োজনীয় গর্ত ব্যাস নির্ধারণ করতে, টেবিলটি সবচেয়ে সুবিধাজনক টুল। এই উদ্দেশ্যে গাণিতিক গণনা করা সম্ভব, তবে যদি টেবিলটি GOST অনুসারে সংকলিত হয় তবে অপ্রয়োজনীয় ম্যানিপুলেশনের প্রয়োজন নেই।

- থ্রেডেড গর্তটি বিচ্ছিন্ন সংযোগ তৈরি করতে ব্যবহৃত হয়। তবে যদি বাহ্যিক থ্রেডিংয়ের সাথে কোনও সমস্যা না হয়, যেহেতু GOST অনুযায়ী তৈরি যে কোনও প্রয়োজনীয় ফাস্টেনার স্টোরগুলিতে কেনা যেতে পারে, তারপর অভ্যন্তরীণ থ্রেডএকটি আরো সতর্ক পদ্ধতির প্রয়োজন;
- M4, M5, M6, M8, M10, M12 আকারের অভ্যন্তরীণ মেট্রিক থ্রেড কাটার জন্য, হ্যান্ড টুল বা বিশেষ মেশিন ব্যবহার করা হয়;
- একটি মেট্রিক অভ্যন্তরীণ থ্রেড প্রাপ্ত করার জন্য, ওয়ার্কপিসে ভবিষ্যতের থ্রেডের জন্য একটি উপযুক্ত গর্ত করা প্রয়োজন;
- মেট্রিক কাটার জন্য তৈরি গর্তগুলি কাটার জন্য ব্যবহৃত সরঞ্জামের ব্যাসের সাথে মিলিত হতে হবে;
- তৈরি প্রতিটি গর্ত একটি নির্দিষ্ট আকারের একটি টুল ব্যবহার প্রয়োজন;
- এই উদ্দেশ্যে, মাস্টারকে অবশ্যই থ্রেডিংয়ের জন্য ড্রিলের ব্যাস সঠিকভাবে নির্বাচন করতে হবে;
- বড় গর্ত কাটা বড় ব্যাসবিশেষ মেশিন ব্যবহার করা হয়। তাদের মধ্যে, ড্রিলগুলি একটি শঙ্কুযুক্ত শঙ্ক টাইপ দ্বারা আলাদা করা হয়;
- প্রচলিত ড্রিলগুলি একটি নলাকার শ্যাঙ্ক দিয়ে সজ্জিত করা হয়;
- শঙ্কুর আকার সরাসরি ড্রিলের আকারের সাথে সম্পর্কিত। ড্রিলের ব্যাস যত বড়, তার শঙ্কু তত বড়;
- প্রয়োজন হলে, M4, M5, M6, M8, M10, M12 টাইপের অভ্যন্তরীণ থ্রেডিং সঞ্চালন করুন, প্রয়োজনীয় গর্তের ব্যাস থ্রেডের ব্যাস এবং থ্রেড পিচের উপর ভিত্তি করে নির্বাচন করা হয়;
- ব্যাস কি আকার থাকা উচিত তা নির্ধারণ করতে, আপনাকে গর্তের আকার নির্ধারণ করতে হবে। এই কাজটি সহজ করার জন্য, GOST অনুযায়ী সংকলিত একটি বিশেষ টেবিল ব্যবহার করা হয়। এর মানে হল যে টেবিলটি প্রমিত অপারেশনগুলির জন্য প্রদান করে। এর কারণে, একই ধরণের পণ্য পাওয়া সম্ভব, যা বিভিন্ন ধরণের থ্রেডযুক্ত সংযোগের জন্য উপযুক্ত।
টেবিলের উপর ফোকাস করা এবং কঠোরভাবে এর পরামিতিগুলি অনুসরণ করে, আপনি নিজেই অভ্যন্তরীণ কাটিং করতে পারেন পছন্দসই ব্যাস, এবং হার্ডওয়্যার, বোল্ট, একটি বিশেষ দোকানে ক্রয়। এই ক্ষেত্রে, সংযোগ পুরোপুরি মিলে যাবে।
কাটার প্রকারভেদ

থ্রেড একটি ধ্রুবক ক্রস অধ্যায় সঙ্গে হেলিকাল grooves মত দেখায়. এই ক্ষেত্রে, থ্রেড দুটি প্রকারে বিভক্ত:
- অভ্যন্তরীণ;
- বহিরঙ্গন
থ্রেড সংযোগ একটি বিস্তৃত সুযোগ আছে. এটি ব্যবহার করা হয় না যেখানে জায়গা খুঁজে পেতে সমস্যাযুক্ত. থ্রেডের কারণে, অংশগুলিতে ঘূর্ণন, অনুবাদমূলক আন্দোলন এবং বেঁধে দেওয়া হয়। প্রায় সব মেকানিজম, মেশিন এবং অ্যাসেম্বলিতে অগত্যা একটি থ্রেডেড সংযোগ অন্তর্ভুক্ত থাকে।
এই ক্ষেত্রে, কাটিং দুটি বড় গ্রুপে বিভক্ত:
- একক কাটিং;
- মাল্টি-থ্রেডেড থ্রেডেড সংযোগ।
থ্রেড বরাবর স্ক্রুগুলির গতিবিধির উপর নির্ভর করে, এটি বিভক্ত:
- বাম-পার্শ্বযুক্ত;
- ডানদিকের।
যদি আমরা GOST অনুযায়ী প্রমিত আকারের সিস্টেমগুলিকে বিবেচনা করি, কাটিংকে আরও তিনটি প্রকারে ভাগ করা যেতে পারে।
- ট্রুবনয়া। এর স্বতন্ত্র বৈশিষ্ট্য হল প্রাথমিক ব্যাস, যা পাইপ গর্তের আকারের উপর দৃষ্টি নিবদ্ধ করে। এই পরিস্থিতিতে, শুধুমাত্র বহিরাগত কাটিয়া বাহিত হয়।
- মেট্রিক। এটি একটি ত্রিভুজ আকারে তৈরি একটি প্রোফাইল দ্বারা চিহ্নিত করা হয়। প্রোফাইল কোণ 60 ডিগ্রি হতে পারে। মাত্রা মিলিমিটার নির্দিষ্ট করা হয়. ধাপটি বড় হলে, চিহ্নিতকরণে সংখ্যা এবং বর্ণমালার মান অন্তর্ভুক্ত থাকে। সংখ্যাটি বাইরের ব্যাস। যদি মেট্রিক থ্রেডে একটি অ-মানক ছোট পিচ থাকে, তাহলে M4, M5, M6, M8, M12 টাইপের অক্ষর পদে একটি সংখ্যা যোগ করা হয়, যা পিচ নির্দেশ করে। এই পরিস্থিতিতে, চিহ্নিতকরণ M6x0.6 হিসাবে উপস্থাপিত হয়।
- ইঞ্চি। ইঞ্চি থ্রেড জন্য স্বাতন্ত্র্যসূচক বৈশিষ্ট্যপ্রোফাইলের কোণের মান প্রদর্শিত হবে। ইঞ্চি ধরনের জন্য, এটি সাধারণত 55 ডিগ্রী পর্যন্ত হয়। গর্তের আকার ইঞ্চিতে নির্দেশিত হয় এবং পিচটি থ্রেডের সংখ্যার উপর নির্ভর করে।
ট্যাপস
- ট্যাপ হল থ্রেড কাটার প্রধান হাতিয়ার। এই ক্ষেত্রে, ট্যাপ ম্যানুয়াল বা মেশিন হতে পারে। এই বৈশিষ্ট্য অনুযায়ী, ট্যাপ ব্যবহার করা হয় কিনা তা নির্ধারণ করা হয় হাতের সরঞ্জামবা একটি বিশেষ মেশিনের কাজের সরঞ্জাম হিসাবে ব্যবহৃত হয়;
- হাত ট্যাপ সেট উত্পাদিত হয়;
- সাধারণত, কিট তিনটি ট্যাপ অন্তর্ভুক্ত;
- সেট থেকে প্রথম দুটি ট্যাপ প্রাথমিক ব্যবস্থাগুলি সম্পাদন করে এবং শেষটি থ্রেডটিকে প্রয়োজনীয় সমাপ্তির অবস্থায় নিয়ে আসে;
- একটি ট্যাপ-ক্লোজারের সাহায্যে, আকার এবং আকৃতিতে সর্বোত্তম কাটিং পাওয়া সম্ভব;
- প্রতিটি ট্যাপের নিজস্ব নম্বর রয়েছে শ্যাঙ্কে নির্দেশিত;
- কিছু ক্ষেত্রে, কিটটিতে শুধুমাত্র দুটি ট্যাপ আছে, যেখানে প্রথমটি প্রাথমিক, এবং দ্বিতীয়টি সমাপ্তি;
- ট্যাপগুলি উচ্চ-খাদ স্টিলের ভিত্তিতে তৈরি করা হয়, যা তাদের ধাতুর শক্ত গ্রেডের সাথে কাজ করতে দেয়;
- একটি বাহ্যিক থ্রেড তৈরি করতে, একটি বিশেষ ডাই ব্যবহার করা হয়;
- ডাই গোলাকার বা প্রিজম্যাটিক।
অভ্যন্তরীণ থ্রেড
- একটি থ্রেডেড গর্ত সঙ্গে একটি workpiece সজ্জিত করা অভ্যন্তরীণ প্রকার, প্রথম ধাপ হল M4 এর জন্য ড্রিলের আকার বা GOST অনুযায়ী অন্য থ্রেডের আকার সঠিকভাবে নির্বাচন করা।
- একটি ড্রিল নির্বাচন করার পরে, মাস্টার থ্রেডের জন্য গর্ত তৈরি করতে এগিয়ে যান।
- M4 কাটার জন্য একটি বিশেষ ট্যাপের ব্যবহারে স্যুইচ করতে, তৈরি করা গর্তটি প্রথমে একটি টুল দিয়ে প্রক্রিয়া করা হয় - একটি কাউন্টারসিঙ্ক। এটি আপনাকে গর্তের পছন্দসই পরিচ্ছন্নতা অর্জন করতে দেয়।
- একটি ধাতু workpiece মধ্যে grooves কাটা প্রক্রিয়ায়, উপাদান সামান্য extruded হয়। এই কারণে, সঠিক ড্রিল আকার নির্বাচন করা গুরুত্বপূর্ণ। ড্রিলটি ব্যবহার করা হচ্ছে টুলটির অভ্যন্তরীণ থ্রেড ব্যাসের চেয়ে সামান্য বড়।
- বর্ধিত কঠোরতার ধাতুর সাথে কাজ করার সময়, উপাদানের বৈশিষ্ট্যগুলির কারণে খাঁজ তৈরি করার সময় গর্তের আকার উল্লেখযোগ্যভাবে পরিবর্তন করা সম্ভব হবে না।
- যদি মাঝারি বা কম কঠোরতার ধাতু প্রক্রিয়া করা হয়, গর্তের মাত্রা ব্যাপকভাবে পরিবর্তিত হয়। যদি গর্তের আকার অভ্যন্তরীণ থ্রেডেড ব্যাসের সাথে মিলে যায়, তবে প্রক্রিয়াকরণের সময় সক্রিয় এক্সট্রুশন শুরু হবে। অতিরিক্ত ট্যাপকে বিরূপভাবে প্রভাবিত করবে। টুলটি অতিরিক্ত গরম হতে শুরু করবে, চিপগুলি লেগে থাকবে অভ্যন্তরীণ পৃষ্ঠতল. ফলস্বরূপ, আপনি ভুল খাঁজ সহ থ্রেড পাবেন, এছাড়াও আপনি আপনার ট্যাপ ভাঙ্গার বড় ঝুঁকিতে রয়েছেন।
- একটি উপযুক্ত ড্রিলের ব্যাস নির্ধারণ করতে, একটি বিশেষ টেবিল ব্যবহার করা হয়। এটি স্পষ্টভাবে সমস্ত প্রধান পরামিতি নির্দেশ করে, যা একজন শিক্ষানবিসকে দ্রুত সমস্ত সূক্ষ্মতা বুঝতে দেয়।
টেবিল
টেবিলটি বেশ কয়েকটি প্রধান কলাম নিয়ে গঠিত।
- প্রথমটি মেট্রিক থ্রেডের মাত্রা নির্দেশ করে। এটি M2 থেকে M48 এর সর্বোচ্চ মান পর্যন্ত ঘটে;
- দ্বিতীয় কলাম যেখানে প্রধান পদক্ষেপ নির্দেশিত হয়. এটি প্রতিটি মেট্রিক থ্রেড আকারের জন্য ব্যবহৃত হয়। তদুপরি, ব্যাসের উপর নির্ভর করে, পিচটি আলাদা, থ্রেডের ব্যাস বাড়ার সাথে সাথে ধীরে ধীরে বাড়তে থাকে। আপনি যখন grooves কাটা, এই পরামিতি ফোকাস;
- তৃতীয় কলামটি মোটা পিচের সাথে মেট্রিক কাটার জন্য ড্রিলের (গর্ত) ব্যাস নির্দেশ করে।
কখনও কখনও এটি একটি সূক্ষ্ম পদক্ষেপ ব্যবহার করার প্রয়োজন হতে পারে, যা খুব কমই ঘটে। তবে এই ক্ষেত্রেও, টেবিলটি একটি পৃথক কলাম সরবরাহ করে, যার সূচকগুলি এই জাতীয় পরিস্থিতিতে নির্দেশিত হওয়া উচিত।
অংশগুলিকে সংযুক্ত করার বেশ কয়েকটি উপায় রয়েছে, তবে সবচেয়ে সাধারণ এবং সাশ্রয়ী মূল্যের এখনও স্ক্রু (বোল্ট) ফাস্টেনার। এটি এমন ফাস্টেনার সম্পর্কে যা আমরা কথা বলব। আরও সুনির্দিষ্টভাবে, আমরা ট্যাপের ধরন, বিভিন্ন ব্যাসের স্ক্রু এবং বোল্টগুলির জন্য গর্তে থ্রেডিংয়ের প্রযুক্তি বিবেচনা করব।
থ্রেডিং পদ্ধতির উপর নির্ভর করে ট্যাপগুলি ভাগ করা হয়, এবং তারা কি গর্ত জন্য উদ্দেশ্যে করা হয় তার উপর নির্ভর করে।
কাটিয়া পদ্ধতি দ্বারা স্পেসিফিকেশন
কাটার পদ্ধতি অনুসারে, তারা আলাদা করে:
- পাস-থ্রু মার্কার। এই জাতীয় সরঞ্জামের একটি বৈশিষ্ট্য হ'ল এটিতে উভয়ই চিহ্নিতকরণ রয়েছে দাঁত কাটাএবং কয়েল কাটা শেষ করার জন্য দাঁত। প্রায়শই, নরম ধাতু দিয়ে তৈরি অংশগুলির সাথে কাজ করার সময় এই জাতীয় সরঞ্জামগুলি ব্যবহার করা হয়, উদাহরণস্বরূপ, অ্যালুমিনিয়াম, তামা, পিতল।
- সম্পূর্ণ ট্যাপ. এই ক্ষেত্রে, আমরা একবারে খোদাই করার জন্য বেশ কয়েকটি সরঞ্জাম সম্পর্কে কথা বলছি। ন্যূনতম সেটে কাটার বিভিন্ন ধাপের জন্য তিনটি ট্যাপ থাকে: প্রথমটি রুক্ষ করার জন্য, দ্বিতীয়টি মধ্যবর্তীর জন্য, তৃতীয়টি চূড়ান্তের জন্য। অবশ্যই, এই জাতীয় সেটের সাথে কাজের পারফরম্যান্সের জন্য একক ট্যাপ ব্যবহারের তুলনায় আরও বেশি সময় প্রয়োজন, তবে বাঁকগুলির গুণমান অনেক বেশি।
গর্ত টাইপ দ্বারা স্পেসিফিকেশন
 প্রযুক্তিগত খোলা বধির বা মাধ্যমে হতে পারে। প্রতিটি গর্ত ধরনের জন্যউপযুক্ত ট্যাপ টাইপ ব্যবহার করা উচিত। গর্ত মাধ্যমে একটি ধারালো শেষ সঙ্গে একটি টুল সঙ্গে প্রক্রিয়া করা হয়, এবং একটি কাটা শেষ সঙ্গে একটি টুল সঙ্গে অন্ধ গর্ত. একটি অন্ধ গর্তের জন্য একটি ট্যাপ দিয়ে কাজ করা আরও কঠিন, যেহেতু এটি প্রায়শই গর্তের নীচে পৌঁছায় এটি স্তব্ধ এবং ভেঙে যেতে পারে, তবে, সফল কাটার সাথে, গর্তের পুরো দৈর্ঘ্য বরাবর একটি গুণমানের থ্রেড পাওয়া যায়।
প্রযুক্তিগত খোলা বধির বা মাধ্যমে হতে পারে। প্রতিটি গর্ত ধরনের জন্যউপযুক্ত ট্যাপ টাইপ ব্যবহার করা উচিত। গর্ত মাধ্যমে একটি ধারালো শেষ সঙ্গে একটি টুল সঙ্গে প্রক্রিয়া করা হয়, এবং একটি কাটা শেষ সঙ্গে একটি টুল সঙ্গে অন্ধ গর্ত. একটি অন্ধ গর্তের জন্য একটি ট্যাপ দিয়ে কাজ করা আরও কঠিন, যেহেতু এটি প্রায়শই গর্তের নীচে পৌঁছায় এটি স্তব্ধ এবং ভেঙে যেতে পারে, তবে, সফল কাটার সাথে, গর্তের পুরো দৈর্ঘ্য বরাবর একটি গুণমানের থ্রেড পাওয়া যায়।
আলাদাভাবে, এটি উল্লেখ করা উচিতযে, উপরের ছাড়াও, ট্যাপগুলি মেশিন এবং মেশিন-ম্যানুয়ালে বিভক্ত। প্রাক্তনগুলির একটি দীর্ঘায়িত শ্যাঙ্ক রয়েছে এবং যে কোনওটিতে ইনস্টল করা যেতে পারে বৈদ্যুতিক মেশিন, যার সাহায্যে বাঁক কাটার কাজ করা হবে। পরবর্তীটি ম্যানুয়ালি কাজ করার সময় এবং বৈদ্যুতিক সরঞ্জাম ব্যবহার করে কাজ করার সময় উভয়ই ব্যবহার করা যেতে পারে।
চিহ্নিতকরণে ট্যাপ করুন
অভ্যন্তরীণ মেট্রিক থ্রেড কাটার জন্য ট্যাপ"M" অক্ষর দিয়ে চিহ্নিত। এই ক্ষেত্রে, "M" অক্ষরটি কাটা থ্রেডের ব্যাসের মান দ্বারা অনুসরণ করা হয়। ব্যাস ছাড়াও, থ্রেড পিচও টুলে নির্দেশিত হয়। উদাহরণস্বরূপ, M4 × 1 চিহ্নিত করার অর্থ হল টুলটি 1 মিমি বৃদ্ধিতে 4 মিমি ব্যাসের একটি গর্ত তৈরি করতে পারে। যখন কাটা আসেবাম হাতের থ্রেডের জন্য টুল, টুলটি LH চিহ্নিত করা হয়। থ্রেডের ব্যাস এবং পিচ উপরে বর্ণিত অনুরূপভাবে নির্দেশিত হয়।
কিভাবে একটি টোকা দিয়ে একটি থ্রেড কাটা - প্রযুক্তি
অভ্যন্তরীণ থ্রেডিং এই মত দেখায়:

সর্বাধিক স্বচ্ছতার জন্য, আমরা অফার করিআপনি দেখতে ছোট ভিডিও, যা একটি অভ্যন্তরীণ থ্রেড কাটার প্রক্রিয়া সম্পর্কে বিস্তারিত আলোচনা করে।

সাতরে যাও
সত্যিই ভাল থ্রেডিং জন্যএকটি নির্দিষ্ট ধাতুর ওয়ার্কপিসে, আপনার কোন বিশেষ জ্ঞান এবং অভিজ্ঞতার প্রয়োজন নেই। অনুশীলন দেখায়, এমনকি নদীর গভীরতানির্ণয় থেকে দূরে থাকা একজন মাস্টার এই জাতীয় কাজের সাথে মোকাবিলা করতে পারেন।
প্রধান পরামর্শ হল তাড়াহুড়ো বাদ দেওয়া এবং প্রস্তুতিমূলক কাজগুলি সহ সমস্ত ক্রিয়াকলাপের সাথে দায়িত্বের সাথে যোগাযোগ করা . সমান গুরুত্বপূর্ণ পছন্দকাজটি সম্পন্ন করার সরঞ্জাম - সংরক্ষণের মূল্য নয়। মনে রাখবেন: সস্তা নিম্ন-মানের ট্যাপগুলি প্রায়শই অপারেশন চলাকালীন ভেঙে যায় এবং একটি গর্ত থেকে একটি সরঞ্জামের টুকরো অপসারণ করা অত্যন্ত সমস্যাযুক্ত।
অভ্যন্তরীণ থ্রেড আলতো চাপুন





বর্তমানে, একটি বিশেষ থ্রেড কাটার সরঞ্জাম ছাড়া তালা তৈরির কাজটি কল্পনা করা কঠিন।

এই টুলের সাহায্যে, আপনি অ লৌহঘটিত ধাতু এবং ইস্পাত তৈরি পণ্যের থ্রেড কাটতে পারেন।
ট্যাপস
অভ্যন্তরীণ থ্রেডগুলি ট্যাপ ব্যবহার করে অংশে কাটা হয়।

ইঞ্চি এবং মেট্রিক থ্রেডের জন্য ট্যাপগুলি সাধারণত দুটি সেটে তৈরি করা হয়।
জন্য ট্যাপ ইঞ্চি থ্রেড(2 ইঞ্চির কম) এবং 32 থেকে 54 মিমি পর্যন্ত মেট্রিক থ্রেডের জন্য 3 মিমি-এর বেশি পিচ তিনটি টুকরো সেটে তৈরি করা হয়। এই ধরনের কিটগুলিতে প্রথম (রুক্ষ), দ্বিতীয় (মাঝারি) এবং তৃতীয় (সমাপ্ত) অন্তর্ভুক্ত রয়েছে।
প্রথম ট্যাপের লেজে একটি বৃত্তাকার ঝুঁকি রয়েছে, দ্বিতীয়টির লেজে - দুটি এবং তৃতীয়টির লেজে - তিনটি।
থ্রেডের আকারটি ট্যাপের লেজেও নির্দেশিত হয়।
হাত দিয়ে থ্রেড কাটার সময়, ট্যাপের জন্য একটি বিশেষ রেঞ্চ ব্যবহার করা হয়।

নিবন্ধের শেষে ভিডিও ট্যাপ সম্পর্কে আরো.
কিভাবে একটি টোকা দিয়ে একটি থ্রেড কাটা
প্রথম নজরে একটি টোকা দিয়ে থ্রেডিং সহজ দেখায়, কিন্তু এর মানে এই নয় যে এটি সহজে এবং প্রথমবার চালু হবে। পছন্দ বিশেষ মনোযোগ দিন মানের টুল. একটি ভোঁতা টোকা ভাঙ্গার প্রতিটি সুযোগ আছে. একটি গর্ত থেকে একটি চিপ নিষ্কাশন এখনও একটি ঝামেলা.
থ্রেডিং করার সময়, নিয়মটি অনুসরণ করুন: 1 - 2 সামনে বাঁক (কাটা থ্রেড) - 0.5 - 1 পিছনে ঘুরুন।
অন্ধ গর্তে থ্রেডিং করার সময়, চিপগুলি অনিবার্যভাবে জমা হবে, ট্যাপটি খুলতে হবে এবং গর্ত এবং ট্যাপ থেকে ধাতব বর্জ্য অপসারণ করতে হবে।
যদি ট্যাপটি সম্পূর্ণভাবে মুছে ফেলা হয়, তাহলে এটিকে আবার স্ক্রু করার সময় বা পরবর্তী নম্বর দিয়ে যাওয়ার সময় সতর্ক থাকুন। এটি ইতিমধ্যে কাটা থ্রেড মধ্যে পেতে এবং এটি বন্ধ না করা প্রয়োজন।
ব্যাস খনন গর্তথ্রেড ব্যাসের সাথে মেলে (সারণী 1):
| থ্রেড ব্যাস | গর্তের ব্যাস | থ্রেড ব্যাস | গর্তের ব্যাস |
| 1 | 0,75 | 2,6 | 2,15 |
| 1,2 | 0,95 | 3 | 2,5 |
| 1,4 | 1,15 | 3,5 | 3 |
| 1,7 | 1,35 | 4 | 3,3 |
| 2 | 1,6 | 5 | 4,1 |
| 2,3 | 1,9 | 6 | 4,9 |
| 2,5 | 2 | 8 | 6,7 |
নির্দিষ্ট মান থেকে বিচ্যুতির ফলে নিম্নমানের থ্রেড হবে।
এবং অবশ্যই, লুব্রিকেন্ট (তেল, কেরোসিন, গ্রীস, ইত্যাদি) সম্পর্কে ভুলবেন না।
মারা যায়
বাহ্যিক থ্রেড ডাইস ব্যবহার করে কাটা হয়.

ডাইস স্লাইডিং (প্রিজম্যাটিক), ঘূর্ণায়মান এবং বৃত্তাকার তৈরি করা হয়। বৃত্তাকার lerks কাটা এবং পুরো বিভক্ত করা হয়।
সলিড রাউন্ড লের্কগুলি এক থেকে 76 মিলিমিটার ব্যাসের অংশগুলিতে মেট্রিক থ্রেড কাটার জন্য ব্যবহৃত হয়। ইঞ্চি থ্রেড কাটার জন্য, 1/4 থেকে 2 ইঞ্চি ব্যাসযুক্ত ডাই ব্যবহার করা হয়।
ম্যানুয়ালি একটি থ্রেড কাটার সময়, ডাইগুলিকে একটি বিশেষ ডিজাইনের গাঁটে আটকানো হয় - একটি lerkoderzhatel।

লুব্রিকেটিং তরল ব্যবহার বাধ্যতামূলক এবং মাত্রাগুলি টেবিল 2 অনুসারে:
| থ্রেড ব্যাস | ছিপ ব্যাস | থ্রেড ব্যাস | ছিপ ব্যাস |
বাহ্যিক থ্রেড কাটার প্রক্রিয়াটি ভিডিওতে স্পষ্টভাবে দেখানো হয়েছে:
বিপরীত ঘূর্ণনগুলিতে মনোযোগ দিন (টুলটির প্রধান কার্যকারী স্ট্রোকের বিপরীতে)।
বিশেষ ডাইস এবং টোকা
স্পেশাল ডাইস এবং ট্যাপগুলি হল এমন সরঞ্জাম যা ডিআইএন, আইএসও, এএনএসআই এবং অন্যান্য মান থেকে বিভিন্ন বিচ্যুতির সাথে তৈরি করা হয়। পরিবর্তনগুলি নির্ভুলতার ডিগ্রি, শ্যাঙ্কের দৈর্ঘ্য এবং আকৃতি, প্রতি ইঞ্চিতে থ্রেডের সংখ্যা, থ্রেড পিচ, থ্রেড কাটার ব্যাস এবং অন্যান্য পরামিতিগুলিকে প্রভাবিত করতে পারে।
স্ট্যান্ডার্ড লেহর এবং ট্যাপগুলি এইচএসএস, সেইসাথে এইচএসএস-ই ভ্যানাডিয়াম এবং কোবাল্ট টেম্পার্ড হাই স্পিড স্টিল থেকে তৈরি করা হয়। বিভিন্ন পরিধান-প্রতিরোধী আবরণ বিশেষ ট্যাপগুলিতেও প্রয়োগ করা হয়।
থ্রেড গেজ
প্রোফাইল আকৃতি, ব্যাস এবং থ্রেড পিচ নিয়ন্ত্রণ করতে, বিশেষ এবং সর্বজনীন সরঞ্জাম ব্যবহার করা হয়।
থ্রেড প্রোফাইল চেক করতে একটি থ্রেড গেজ ব্যবহার করা হয়।

সুনির্দিষ্ট নিয়ন্ত্রণের জন্য, বিশেষ মাইক্রোস্কোপ কখনও কখনও ব্যবহার করা হয়। থ্রেডের ব্যাস ক্যালিপার দিয়েও পরিমাপ করা যায়।

অনেককে তাদের জীবনে অন্তত একবার থ্রেডিংয়ের সাথে মোকাবিলা করতে হয়েছিল, এটি দৈনন্দিন জীবনে এবং উত্পাদন উভয় ক্ষেত্রেই প্রয়োজন হতে পারে। তবে কীভাবে সঠিকভাবে থ্রেডটি কাটবেন এবং কীভাবে করবেন, আপনার কী সরঞ্জামের প্রয়োজন হবে?
থ্রেডটি অভ্যন্তরীণ এবং বাহ্যিক। ভিতরের জন্য, আপনার একটি টুলের প্রয়োজন হবে যেমন একটি ট্যাপ, একটি বাহ্যিক ডাই (কখনও কখনও একটি লের্কা বলা হয়), বা একটি ক্লুপ। আপনার একটি ডাই হোল্ডার বা ট্যাপ হোল্ডারও লাগবে।
একটি নিয়ম হিসাবে, ট্যাপ 2 পিসি সেট বিক্রি হয়। প্রথমত, থ্রেডটি প্রথম সংখ্যার মধ্য দিয়ে যায় (একটি তীক্ষ্ণ সীসা রয়েছে), তারপর দ্বিতীয়টি (সমাপ্ত), আরও ভোঁতা সীসা নিয়ে। পিস ট্যাপগুলি প্রায়শই বিক্রি হয়, নক-আউট থ্রেডগুলি সোজা করার জন্য এগুলি আরও উপযুক্ত, একটি নতুনের জন্য সম্পূর্ণ ট্যাপ নেওয়া ভাল। পাইপ থ্রেড করার জন্য পাইপ ট্যাপ (ট্যাপের উপর "জি" নাম) এবং মেট্রিক (সবচেয়ে বেশি ব্যবহৃত) উভয়ই রয়েছে।
উদাহরণস্বরূপ, আপনি একটি অভ্যন্তরীণ থ্রেড প্রয়োজন ধাতু অংশবল্টুর জন্য M8 (8 মিমি)। বিচ এম মানে যে থ্রেডটি মেট্রিক। থ্রেডিং শুরু করতে, আপনাকে আপনার প্রয়োজনীয় অংশে একটি গর্ত ড্রিল করতে হবে। কি ধরনের ড্রিল নিতে হবে? আপনি 6.8 মিমি ব্যাস সঙ্গে একটি ড্রিল প্রয়োজন হবে। এটা কেন? প্রতিটি ট্যাপের নিজস্ব পিচ রয়েছে (থ্রেডের মধ্যে দূরত্ব)। M8 ট্যাপের জন্য, এটি 1.25। সূত্রটি সহজ: পছন্দসই থ্রেডের ব্যাস থেকে থ্রেড পিচ বিয়োগ করুন। অর্থাৎ, এটি দেখা যাচ্ছে 8 - 1.25 \u003d 6.75। আপনি একটি 6.75 ড্রিল খুঁজে পাওয়ার সম্ভাবনা নেই, তাই 6.8 মিমি নিন (অনুমোদিত)। M10 থ্রেডের জন্য, একটি 8.5 ড্রিল প্রয়োজন, কারণ। থ্রেড পিচ 1.5। ইত্যাদি।
মৌলিক থ্রেড পিচের সারণী:
M3 - 0.5
M4 - 0.7
M5 - 0.8
M6 - 1
M7 - 1
M8 - 1.25
M9 - 1.25
M10 - 1.5
M12 - 1.75
M14 - 2
M16 - 2
M18 - 2.5
M20 - 2.5
M22 - 2.5
M24 - 3
M30 - 3.5
গর্তটি প্রস্তুত হওয়ার পরে, আপনাকে একটি ট্যাপ নিতে হবে, এটিকে ট্যাপ হোল্ডারে নিরাপদে ঠিক করতে হবে (একটি র্যাচেট এবং একটি সাধারণ একটি সহ উপলব্ধ), এবং ধীরে ধীরে এটিকে গর্তে ঢোকাতে হবে, আরও ভাল কাটার জন্য, আপনি কয়েক ফোঁটা যোগ করতে পারেন পরিবারের তেল। কাটিং অবশ্যই ঘড়ির কাঁটার দিকে করা উচিত, একটি নির্দিষ্ট প্রচেষ্টার প্রয়োজন হবে।

ধারক আলতো চাপুন
যখন আপনি একটি বাহ্যিক থ্রেড প্রয়োজন, উদাহরণস্বরূপ একটি পাইপ থ্রেড. এই জন্য, ডাইস এবং klupps আছে. Klupps, ডাইস অসদৃশ, শুধুমাত্র সঙ্গে আসা পাইপ থ্রেড(ইঞ্চিতে পরিমাপ), মেট্রিক নয়। এই ধরনের থ্রেড সাধারণত নদীর গভীরতানির্ণয় ব্যবহার করা হয় (পাইপ, নদীর গভীরতানির্ণয়, কল)। ডাইয়ের চেয়ে কাজ করা তাদের পক্ষে আরও সুবিধাজনক, ক্লুপের পিছনে পাইপের নীচে একটি বিশেষ এন্ট্রি রয়েছে, যেমন। তারা এটি নিয়ে গেল, পাইপের উপর রাখল এবং কাটতে লাগল।

Klupps এবং klupps জন্য ratchet
klupps জন্য একটি বিশেষ র্যাচেট ধারক আছে, এটি ডাইস জন্য কাজ করবে না. ডাই দিয়ে কাজ করা একটু বেশি কঠিন (এতে একটি বিশেষ এন্ট্রি নেই), থ্রেডটি সমানভাবে শুরু করা খুবই গুরুত্বপূর্ণ (প্রথম বাঁক)। এটি করার জন্য, পাইপের উপর একটি ছোট চেম্ফার তৈরি করা হয়, যার পরে তারা সাবধানে কাটা হয়, কুড়ান সঠিক আকার dies এবং এটি ডাইস হোল্ডারে ইনস্টল করা। আপনি যদি সঠিক আকার না জানেন তবে অংশটির ব্যাস পরিমাপ করুন। পাইপ কি আকার হবে, যেমন একটি ডাই প্রয়োজন হবে। একটি 16 মিমি পাইপের জন্য - ডাই এম 16। আপনি নদীর গভীরতানির্ণয় জন্য একটি পাইপ উপর কাটা, তারপর আপনি একটি পাইপ ডাই প্রয়োজন. বিভিন্ন পাইপ আকার আছে: 1/2, 3/4, 1, 1 1/4 সর্বাধিক চলমান মাত্রা. এছাড়াও 1 1/2 এবং 2 ইঞ্চিতে উপলব্ধ।

ডাই হোল্ডার একটি র্যাচেট ফাংশন সহ আসে এবং সহজ। র্যাচেটের সাথে কাজ করা অনেক বেশি সুবিধাজনক, বিশেষত যখন অংশটি প্রাচীরের পাশে অবস্থিত থাকে (উদাহরণস্বরূপ, একটি পাইপ), আপনাকে ক্রমাগত ডাই হোল্ডারটি পুনর্বিন্যাস করতে হবে না। তবে এর দাম অনেক বেশি, 2.5-3 গুণ। একটি নিয়ম হিসাবে, হোল্ডার একবারে বিভিন্ন আকারের ডাইসে আসে। যেমন: ½ ইঞ্চি ¾ এবং 1 ইঞ্চি।
প্রধান থ্রেড পদক্ষেপগুলি ছাড়াও, অ-মানকগুলি রয়েছে। উদাহরণস্বরূপ, একটি M8 থ্রেডের পিচ 1.25 (প্রধান) বা একটি ইউনিট, 0.75 0.5 (খুব সূক্ষ্ম থ্রেড) থাকতে পারে। একটি অ-মানক পদক্ষেপ শুধুমাত্র প্রধান এক থেকে কম হতে পারে, আর কিছুই নয়।
স্টীলের গুণমানের জন্য যা থেকে ট্যাপ তৈরি করা হয়। এটি দ্রুত-কাটিং, প্রায়শই P6M5 চিহ্নিত, কম প্রায়ই P18। এই ট্যাপটি খুব টেকসই এবং দীর্ঘ সময় স্থায়ী হয়। এটাও হয় কার্বন ইস্পাত, একটি নিয়ম হিসাবে, এই ধরনের উপাদান দিয়ে তৈরি একটি ট্যাপ কোন ভাবেই চিহ্নিত করা হয় না। এটাও কঠিন কিন্তু ভঙ্গুর। শক্ত ধাতুতে থ্রেড কাটার সময়, এটি কেবল ওয়ার্কপিসের ভিতরে ভেঙে যেতে পারে। একটি ভাঙা ট্যাপ পাওয়া খুব কঠিন, এটির জন্য একটি বিশেষ সরঞ্জাম (এক্সট্রাক্টর) প্রয়োজন হবে। বাম হাতের থ্রেড দিয়ে একটি টোকা পাওয়াও সম্ভব। এছাড়াও, আপনাকে একটি ভাঙা ট্যাপে একটি গর্ত ড্রিল করতে হবে, যার জন্য আপনার একটি উচ্চ-মানের ড্রিল প্রয়োজন হবে (এটি পাওয়া খুব কঠিন), সম্ভবত একটি কার্বাইডও। সুতরাং, যদি আপনাকে শক্ত ধাতুতে কাটতে হয়, তবে এটি ঝুঁকি না নেওয়া এবং একটি মানের ট্যাপ কেনা ভাল। এর দাম 2-3 গুণ বেশি। যদি আপনাকে খুব শক্ত ধাতু বা অ লৌহঘটিত না কাটাতে হয়, তবে একটি সস্তা কার্বন ট্যাপ কোনও সমস্যা ছাড়াই সমস্যার সমাধান করবে। এটি একটি নক-ডাউন থ্রেডের মধ্য দিয়ে যাওয়ার জন্যও উপযুক্ত, তাই কথা বলতে, এটিকে একটু সংশোধন করার জন্য। প্লেটগুলির গুণমান সম্পর্কেও একই কথা বলা যেতে পারে।
জন্য ট্যাপ গর্ত মাধ্যমে(বাদাম) লক্ষণীয়ভাবে দীর্ঘ, প্রায় 2 বার। প্রয়োজন যেখানে স্বাভাবিক মান দৈর্ঘ্য যথেষ্ট নয়। শুধুমাত্র পৃথকভাবে বিক্রি, সেট না.
অন্যান্য ধরণের থ্রেড রয়েছে: যেমন শঙ্কুযুক্ত (ডাইতে "কে" নামটি ল্যাটিন), পাইপ শঙ্কু ("Rc")। এগুলি বেশ নির্দিষ্ট থ্রেড, এগুলি সাধারণত দৈনন্দিন জীবনে ব্যবহার করা হয় না।
আমাদের সময়ে সাধারণ হার্ডওয়্যার স্টোর এবং ইন্টারনেটের মাধ্যমে থ্রেড কাটার সরঞ্জাম কেনা বেশ সহজ।








কেফিরে চিকেন - প্রতিটি স্বাদের জন্য ম্যারিনেট করা, স্টিউড এবং বেকড মুরগির রেসিপি!
ইংরেজিতে সহজ চিকেন রেসিপি (ভাজা) রেসিপি ইংরেজিতে অনুবাদ সহ
আলু দিয়ে চিকেন হার্টস: রান্নার রেসিপি কিভাবে আলু দিয়ে সুস্বাদু মুরগির হার্ট রান্না করা যায়
মাশরুমের সাথে জেলিড পাইয়ের জন্য মালকড়ি এবং ফিলিংসের রেসিপি
মুরগির সাথে স্টাফ করা বেগুন এবং মাশরুম চিজ ক্রাস্ট দিয়ে চুলায় বেক করা মুরগির সাথে স্টাফ করা বেগুন রান্না করা