কর্তনকারী কোন প্রধান কাজ উপাদান লেদ, যার মাধ্যমে ওয়ার্কপিস থেকে ধাতুর একটি অংশ সরানো হয়, যা প্রয়োজনীয় আকার এবং আকৃতির অংশ পেতে প্রয়োজনীয়। শিল্প খাতে, বাঁক সরঞ্জামগুলি সবচেয়ে সাধারণ, যা আমরা এই নিবন্ধে আলোচনা করব।
প্রকাশনাটি বাঁক নেওয়ার সরঞ্জামগুলির ডিভাইস এবং মাত্রাগুলি নিয়ে আলোচনা করে, তাদের শ্রেণীবিভাগ এবং জাতগুলি অধ্যয়ন করে এবং বাড়িতে কাটার সরঞ্জামগুলিকে তীক্ষ্ণ করার জন্য সুপারিশও সরবরাহ করে।
প্রথম মেশিন আবিষ্কৃত হয়। শ্রমিক-ভিত্তিক মেশিন টুলগুলি ব্যাপকভাবে যন্ত্রাংশ উৎপাদন করতে শুরু করেছে। মেশিনটি লোহাকে রূপান্তরিত করে: এটি আকার, ফাইল, গর্ত পরিমাপ করে সঠিকভাবে সমস্ত ধরণের অংশ তৈরি করে: স্ক্রু, গিয়ার, রড বা সিলিন্ডার। একই সময়ে, আমেরিকান হুইটনি অভিন্ন রাইফেলের অংশগুলি তৈরি করতে সক্ষম এমন একটি সরঞ্জাম আবিষ্কার করেছিলেন।
এই নতুন উত্পাদন পদ্ধতি শ্রমিকদের কর্মক্ষমতা উন্নত. কারখানায় কাজ করে, তারা এমন কাজগুলি সম্পাদন করে যা আর প্রয়োজন হয় না। উদ্ভাবন বৈদ্যুতিক শক্তিআপনাকে একটি বৈদ্যুতিক মোটর দিয়ে বাষ্প ইঞ্জিন প্রতিস্থাপন করতে দেয়। তারপর প্রতিটি গাড়ির নিজস্ব ইঞ্জিন দেওয়া হয়। এটি দুর্ঘটনার সংখ্যা হ্রাস করে, শক্তি খরচ হ্রাস করে এবং কাজের অবস্থার উন্নতি করে।
1 ডিজাইন বৈশিষ্ট্য
যে কোন বাঁক টুল দুটি উপাদান নিয়ে গঠিত - একটি মাথা এবং একটি রড যা এটি ধরে রাখে। রডটি ল্যাথের আসনে কাটার মাথাটি ঠিক করতে ব্যবহৃত হয়, এতে একটি বর্গক্ষেত্র বা আয়তক্ষেত্রাকার বিভাগ থাকতে পারে।
সবচেয়ে সাধারণ রড আকার বিবেচনা করুন:
লোকোমোটিভ সমাবেশ উদ্ভিদ
শিকলের কাজ শ্রমিকদের জীবনকে নষ্ট করে দিয়েছে। এইভাবে, উত্পাদনের সময় খুব দ্রুত হ্রাস পায়, এবং পণ্যের দাম কম হয়, কারণ শ্রমিক একই মজুরিতে বেশি উত্পাদন করে। এটি যান্ত্রিকীকরণ, যা অনেক কম সময়ে আরও বেশি বস্তু উৎপাদনের অনুমতি দেবে। সুতরাং, নিয়োগকর্তাদের একজন দক্ষ কর্মী নিয়োগের প্রয়োজন নেই; এটি একটি অদক্ষ শ্রমিকের পরিষেবাগুলি ব্যবহার করার জন্য যথেষ্ট, যার কাজটি তার জায়গায় কাজগুলি সম্পাদন করবে এমন একটি মেশিন পরিচালনা করার চেয়ে বেশি এবং কম কিছুই থাকবে না।
- বর্গ: 40, 32, 25, 20, 16, 10, 8, 6, 4 মিমি;
- আয়তক্ষেত্রাকার: 63*50, 50*32, 40*25, 32*20, 25*20, 25*16, 20*16, 20*12, 15*10।
মৌলিক কাজের অংশ incisor তার মাথা. এই নকশাটি বেশ কয়েকটি প্লেন নিয়ে গঠিত, যা একটি কঠোরভাবে নির্দিষ্ট কোণে একে অপরের সাথে হ্রাস করা হয়, যা একই কর্তনকারীকে অনেকগুলি ধাতব কার্য সম্পাদন করতে দেয়।
বর্ণনা কম্পিউটার প্রোগ্রামকোডেড নির্দেশাবলীর আকারে যা একটি মেশিন দ্বারা ব্যবহার করা যেতে পারে সংখ্যাগত নিয়ন্ত্রণ, ম্যাগনেটিক টেপে রেকর্ড করা হয়, মেশিনে অবশ্যই একটি টেপ রেকর্ডার থাকতে হবে বা একটি মাইক্রোকম্পিউটারে সংরক্ষণ করতে হবে যা মেশিন সরাসরি নিয়ন্ত্রণ করে। টেকনিশিয়ান শুধুমাত্র মেশিনটি প্রোগ্রাম করতে হস্তক্ষেপ করে এবং নিশ্চিত করে যে এটি সঠিকভাবে কাজ করে।
একইভাবে, যন্ত্রাংশ লোড করা এবং আনলোড করা হয় কেন্দ্রগুলিতে তৈরি করা ডিভাইস দ্বারা বা রোবট দ্বারা, যা একটি নিয়ন্ত্রণ প্রোগ্রামের সাথে সজ্জিত আর্কুলেটেড অস্ত্র। কেন্দ্রগুলি সমগ্র চেইন পরিচালনার জন্য দায়ী একটি কেন্দ্রীয় কম্পিউটারের সাথে সংযুক্ত মাইক্রোকম্পিউটার দ্বারা নিয়ন্ত্রিত হয়। সার্কিটটি প্রক্রিয়া করার জন্য ডিজাইন করা হয়েছে বলে এই কম্পিউটারটি অবশ্যই অংশগুলি সনাক্ত করতে সক্ষম হতে হবে বিভিন্ন অংশ, মেমরিতে সংশ্লিষ্ট প্রোগ্রামগুলি সংরক্ষণ করে এবং স্বীকৃত অংশের উপর নির্ভর করে, সংশ্লিষ্ট প্রোগ্রামটিকে উপযুক্ত কেন্দ্রে পাঠান।
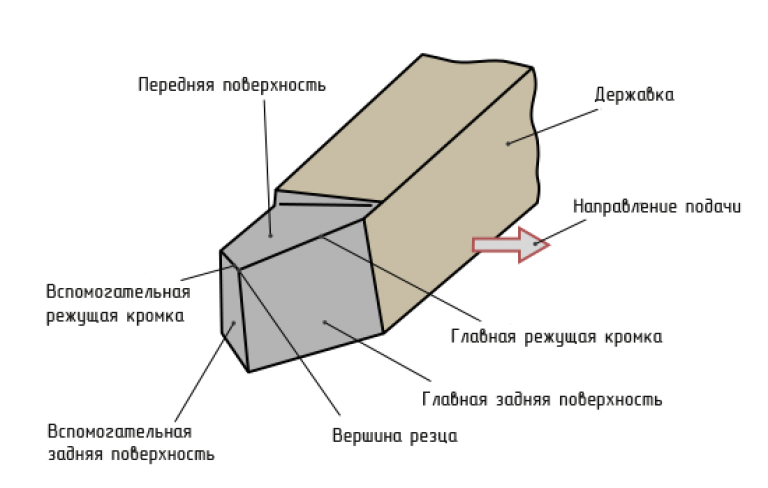
আপনি ডায়াগ্রামে স্ট্যান্ডার্ড টার্নিং টুল ডিভাইসটি দেখতে পারেন, এর সাধারণ ডিজাইনে নিম্নলিখিত প্রধান উপাদানগুলি রয়েছে:
- পিছনের কোণে (a);
- সামনের কোণে (Y);
- টেপার অ্যাঙ্গেল (বি);
- কাটিয়া কোণ (Q);
- প্রবেশ কোণ (F)
প্রধান ক্লিয়ারেন্স কোণ, নামকরণ আলফা দ্বারা মনোনীত, কাটিং প্লেন এবং কাটার পিছনের মধ্যে কোণ। এই উপাদানটি একটি গুরুত্বপূর্ণ কার্যকরী কাজ সম্পাদন করে - তারা ওয়ার্কপিসে কাটারটির পিছনের দিকের ঘর্ষণ শক্তিকে হ্রাস করে, যা অংশটির ন্যূনতম পৃষ্ঠের রুক্ষতা নিশ্চিত করে। ক্লিয়ারেন্স অ্যাঙ্গেল যত ছোট হবে, কাটার তত বেশি নষ্ট হয়ে যাবে এবং মেশিনের সঠিকতা তত খারাপ হবে। অনুশীলনে, শক্ত ইস্পাত দিয়ে কাজ করার সময় ত্রাণ কোণ হ্রাস করা হয় এবং নরম ধাতুগুলির সাথে কাজ করার সময় বৃদ্ধি পায়।
সীসা বাঁকা কাটার
"মানুষ ছাড়া কর্মশালা" শব্দটি সংখ্যাসূচক নিয়ন্ত্রণ এবং রোবোটিক চেইন বাস্তবায়নের সাথে মেশিন টুলের বিবর্তনের চূড়ান্ত পর্যায়ের সাথে মিলে যায়। সুতরাং পরবর্তী পদক্ষেপটি হল এই পর্যবেক্ষণটিকে অপ্রয়োজনীয় করে তোলা, অন্তত একটি নির্দিষ্ট সময়ের জন্য, উদাহরণস্বরূপ, নিশ্চিত করার জন্য যে শৃঙ্খলটি রাতের বেলা একা চলে, আগে থেকেই পর্যাপ্ত ফাঁকা জায়গা প্রস্তুত করে। যে সমস্যাগুলির সমাধান করা দরকার তার মধ্যে সরঞ্জামগুলির পরিবর্তনগুলি নিয়ন্ত্রণ করার প্রয়োজন। একটি সহজ সমাধানপ্রতিটি টুলের লাইফ নির্ধারণ করা হয়, যাতে এই সময়টি পৌঁছে গেলে, কম্পিউটারটি এমন একটি কেন্দ্রে একটি প্রতিস্থাপনের আদেশ পাঠাবে যেখানে ইতিমধ্যে ব্যবহৃত টুলটি স্বয়ংক্রিয়ভাবে অপসারণ করার এবং নতুন টুলটিকে পুনরায় একত্রিত করার উপায় রয়েছে।
রেক অ্যাঙ্গেল (Y - গামা) হল কাটারের সামনের দিক এবং প্রধান কাটিং প্রান্তের মধ্যবর্তী কোণ। সঠিকভাবে নির্বাচিত রেক কোণ অন্তর্নিহিত ইস্পাত স্তরকে চূর্ণ না করে অপসারণ করা ধাতব স্তরের একটি পাতলা অপসারণ প্রদান করে। যদি এই কোণটি আদর্শ থেকে 5 বা তার বেশি ডিগ্রী অতিক্রম করে, তবে কাটিয়া প্রান্তের শক্তি উল্লেখযোগ্যভাবে হ্রাস পায়, যা এর কার্যক্ষম জীবন 3-4 গুণ হ্রাস করে।
বাঁক টুল কাটা বন্ধ
যাইহোক, মানুষের তত্ত্বাবধান ছাড়া, একটি ছোটখাট এবং স্থানীয় ঘটনা আরও গুরুতর দুর্ঘটনা বা ইনস্টলেশনের একটি সাধারণ অচলাবস্থার কারণ হতে পারে। আজ, সংখ্যাসূচক নিয়ন্ত্রণ নামক একটি কম্পিউটারাইজড টুল ক্রমবর্ধমানভাবে হ্যান্ড-হোল্ড সরঞ্জামগুলি প্রতিস্থাপন করছে এবং প্রাক-প্রোগ্রাম করা অপারেশনগুলি সম্পাদন করার অনুমতি দিচ্ছে। যন্ত্রাংশ কখনও কখনও এক হাজার মিলিমিটার পর্যন্ত তৈরি হয় এবং হাজার হাজার ইউরো খরচ হতে পারে!
তবে যদি মেশিনটি নির্দিষ্ট কাজের জন্য একজন ব্যক্তিকে প্রতিস্থাপন করে তবে এটি সর্বদা প্রোগ্রামিং এবং রক্ষণাবেক্ষণের জন্য অপরিহার্য হবে। এটি মেশিনিং টেকনিশিয়ান যিনি স্বয়ংচালিত, ইস্পাত, বিমান, চিকিৎসা বা মহাকাশ শিল্পে পাওয়া অংশগুলি তৈরি করবেন। তিনিই এমন উপাদানগুলিকে কল্পনা করেন যা কয়েক মিলিমিটার বা কয়েক মিটার হতে পারে।

পরিকল্পনার প্রধান কোণ (এফ - ফাই) হল প্রান্ত, যার পরামিতিগুলি ধাতু কাটার প্রকৃতিকে সবচেয়ে বেশি প্রভাবিত করে। যখন এই কোণটি পরিবর্তন করা হয়, কাটা ধাতু স্তরের বেধ পরিবর্তিত হয়, যা এটি অর্জন করা সম্ভব করে তোলে আলাদা রকমকাটার একই বল এবং ফিড হার এ কাটা. কোণ F যত ছোট হবে, এই প্রান্তটি তত শক্তিশালী হবে, তবে একই সময়ে এটি উল্লেখযোগ্যভাবে ফিড ফোর্স বাড়ানোর জন্য প্রয়োজনীয় হয়ে ওঠে, যা প্রক্রিয়াকরণের সময় কম্পন হতে পারে।
একজন যান্ত্রিক প্রযুক্তিবিদ সুনির্দিষ্ট, পর্যবেক্ষক, মানসিকভাবে একটি সমতল থেকে তিনটি মাত্রায় অংশ উপস্থাপন করতে সক্ষম। প্রকৃতপক্ষে, স্কেচ বা পরিকল্পনার উপর ভিত্তি করে একটি ত্রিমাত্রিক উপাদানের কল্পনা, এটি মহাকাশে কীভাবে বিবর্তিত হয় এবং উত্পাদনের একটি প্রোটোটাইপ তৈরি করে তা দেখে, তার জন্য তার প্রধান কার্যকলাপ।
আজ, সমস্ত মেশিনের মসৃণ অপারেশনের জন্য একজন প্রযুক্তিবিদ অপরিহার্য। তবে ভবিষ্যতে "পুরুষ ছাড়া সেমিনার" হতে পারে এবং কেউ একটি প্রশ্ন জিজ্ঞাসা করতে পারে। যন্ত্র কি অবশেষে মানুষের প্রতিস্থাপন করবে? বহনযোগ্য বৈদ্যুতিক মেশিন। বায়ুসংক্রান্ত মেশিন। এই ছবিতে আমরা শ্রমিকদের পূর্ণ শক্তি দেখতে পাই।
1.1 শ্রেণীবিভাগ এবং incisors প্রকার
বর্তমান GOST এর বিধান অনুসারে, বাঁক সরঞ্জামগুলি নির্মাণের ধরন, বিল্ডের গুণমান, মাউন্টিং পদ্ধতি, ফিডের দিকনির্দেশ এবং প্রক্রিয়াকরণ পদ্ধতির মতো পরামিতি অনুসারে বৈচিত্রে শ্রেণীবদ্ধ করা হয়েছে। তাদের নকশার উপর নির্ভর করে কাটারগুলির ধরন বিবেচনা করুন:
- সলিড - ইনসিসার যাতে খাদ এবং মাথা একচেটিয়া হয়, এটি সবচেয়ে ব্যয়বহুল ধরণের কাটিয়া সরঞ্জাম। তাদের উত্পাদনের জন্য, কার্বন ধরণের ইস্পাত ব্যবহার করা হয়, যা কাঠামোর সর্বাধিক পরিধান প্রতিরোধের নিশ্চিত করে।
- ঢালাই - মাথা ঢালাই দ্বারা রড উপর সংশোধন করা হয়। সরঞ্জামটির গুণমান সরাসরি ঢালাইয়ের সঠিকতার উপর নির্ভর করে, প্রযুক্তির সাথে সম্মতি না থাকা যার ফলে সংযোগকারী সিমে মাইক্রোক্র্যাকগুলি উপস্থিত হয়, যা কাটারের দ্রুত বিকৃতির দিকে পরিচালিত করে।
- যান্ত্রিক সংযোগ সহ। এই পদ্ধতি fixations প্রধানত থেকে incisors উত্পাদন ব্যবহৃত হয় সিরামিক উপকরণতবে, সামঞ্জস্যযোগ্য ধরণের স্টিলের তৈরি যান্ত্রিক কাটারও রয়েছে, যার নকশা আপনাকে রডের সাথে সম্পর্কিত মাথার অবস্থান পরিবর্তন করতে দেয়।

উৎপাদিত গাড়ির সংখ্যা শ্রমিকের দ্বিগুণ
চ্যাসিসটি কঠোরভাবে সারিবদ্ধ। দৃশ্যত প্রতিটি গাড়ির জন্য একজন কর্মী আছে। চেইন কাজ এখনও বিদ্যমান নেই. 
নেতিবাচক দিক: চেইন কাজ শার্লট চার্লি চ্যাপলিন দ্বারা অমর হয়েছিলেন, এটি একটি বিশাল কারখানার একজন শ্রমিক। তিনি প্রতিদিন বোল্ট শক্ত করেন। কিন্তু শৃঙ্খলে মেশিন এবং কাজ তাকে অসুস্থ করে তোলে, সে তার পদ ছেড়ে দেয়, এতিম এবং উদ্দেশ্যমূলক জীবন সংগ্রহ করে। এই ফিল্মটি চেইনের জন্য কাজ করার নেতিবাচক দিকগুলি, বিশেষ করে তার গাড়িতে একজন শ্রমিকের দাসত্ব সম্পর্কে কথা বলে।
ধাতব কাজের মানের উপর নির্ভর করে, 3 ধরণের কাটার রয়েছে - রাফিং, সেমি-ফিনিশিং এবং ফিনিশিং। রাফিং সরঞ্জামগুলি আপনাকে উচ্চ গতিতে প্রক্রিয়াকরণ করতে দেয়, তারা ধাতুর সবচেয়ে ঘন সম্ভাব্য স্তরটিও অপসারণ করতে সক্ষম হয়। এই ধরনের কাটার উচ্চ যান্ত্রিক শক্তি দ্বারা আলাদা করা হয়, তারা তাপ এবং পরিধান প্রতিরোধী, কিন্তু প্রক্রিয়াকরণের মান বরং কম। আধা-ফিনিশিং এবং ফিনিশিং কাটারগুলি রাফ করার পরে ওয়ার্কপিস শেষ করতে ব্যবহৃত হয়। তারা কম গতিতে খাওয়ানো এবং চিপ স্তরের সর্বনিম্ন বেধ অপসারণ করার জন্য ডিজাইন করা হয়েছে।
চেইনে কাজ করার সাথে কর্মী দ্বারা দখল করা ওয়ার্কস্টেশনে সবসময় একই অঙ্গভঙ্গি সম্পাদন করা জড়িত। আয়রন ওয়ার্কিং লাইব্রেরির ইতিহাস নং 918. এনসাইক্লোপিডিয়ালরাউস মাল্টিমিডিয়া। ক্রমাঙ্কন ক্রমাঙ্কন: আর্মিং ভিতরের ব্যাসআগুনের মেমে মুখ। টেকনিক: যান্ত্রিক উৎপাদন নিয়ন্ত্রণের তুলনা করার জন্য ব্যবহৃত একটি টুল।
ক্যাম: একটি ঠোঁট বা খাঁজ সহ একটি অ-বৃত্তাকার টুকরা যা ঘূর্ণন গতিকে নড়াচড়া গতিতে রূপান্তর করতে ব্যবহৃত হয়: একটি ক্যামশ্যাফ্ট। সেন্সর: একটি ডিভাইস যা ভৌত পরিমাণে অন্য একটি পরিবর্তনশীল সরবরাহ করে, প্রায়শই একটি বৈদ্যুতিক, যা পূর্বের একটি ফাংশন এবং সরাসরি পরিমাপ বা নিয়ন্ত্রণের জন্য ব্যবহার করা যেতে পারে।
কাটার সরঞ্জামটি লেথে ইনস্টল করার পদ্ধতি অনুসারেও শ্রেণীবদ্ধ করা হয়, কোন কাটারগুলি রেডিয়াল এবং স্পর্শক তার উপর নির্ভর করে:
- ওয়ার্কপিসের সমতলে 90 ডিগ্রি কোণে রেডিয়াল মাউন্ট করা হয়েছে, যা তীক্ষ্ণ করার ক্ষেত্রে আরও সুবিধাজনক ধরণের কাটিয়া প্রান্ত ব্যবহার করা সম্ভব করে তোলে;
- স্পর্শক কর্তনকারী একটি প্রবণতা থেকে ভিন্ন এ মাউন্ট করা হয় সমকোণ, তারা একটি জটিল ইনস্টলেশন স্কিম দ্বারা চিহ্নিত করা হয়, কিন্তু একই সময়ে তারা সর্বোচ্চ মানের চিপ অপসারণ প্রাপ্ত করা সম্ভব করে তোলে।
মাথার কাটিং প্রান্তটি মেশিন করার জন্য পৃষ্ঠের সাথে কোন দিকে অবস্থিত তার উপর নির্ভর করে, ইনসিসরগুলিকে ডান এবং বামে শ্রেণীবদ্ধ করা হয়। এছাড়াও, ধারক (রড) এর সাপেক্ষে কাটিং প্রান্তের বসানো অনুসারে সরঞ্জামগুলিকে সোজা, টানা, বাঁকা এবং বাঁকানোতে ভাগ করা হয়।
টংস্টেন কার্বাইড: একটি ধূসর-কালো ধাতু যা ভাস্বর আলো, গরম করার প্রতিরোধক এবং ইস্পাত দিয়ে মিশ্রিত ফিলামেন্ট তৈরি করতে ব্যবহৃত হয়। ফিলার: প্ল্যানার যাতে টুলের সরাসরি নড়াচড়ার মাধ্যমে কাটিং মোশন পাওয়া যায়। মিলিং: কাজটি একটি ঘূর্ণায়মান কাটিং টুলের সাহায্যে করা হয় যার মধ্যে বেশ কয়েকটি কাটিং প্রান্ত রয়েছে যা একটি অক্ষের চারপাশে নিয়মিতভাবে ফাঁক করা হয়।
স্লটেড মেশিন: স্লটেড মেশিন। অপারেটর: যে ব্যক্তি ডিভাইসটি পরিচালনা করে। টুল: মেশিনের উপাদান যা টুলটি গ্রহণ করে। লেদ: বাইরের অংশ মেশিনে ব্যবহৃত একটি মেশিন। থ্রেডিং: একটি স্ক্রু, বাদাম, ইত্যাদির উপর স্ক্রু। মিলিং মেশিন: একটি যন্ত্র যা কাঠ বা ধাতুর একটি অংশে একটি আয়তক্ষেত্রাকার গহ্বর কাটতে ব্যবহৃত হয় যাতে অন্য একটি অংশের টেনন মিটমাট করা যায়।

যাইহোক, লেদগুলির জন্য কাটিয়া সরঞ্জামগুলিকে শ্রেণীবদ্ধ করার প্রধান পরামিতি হল প্রক্রিয়াকরণ পদ্ধতি, যা অনুযায়ী কাটার হতে পারে:
- প্যাসেজের মাধ্যমে - বাঁক এবং ছাঁটাইয়ের মতো প্রযুক্তিগত ক্রিয়াকলাপ সম্পাদন করার জন্য ডিজাইন করা হয়েছে, অনুদৈর্ঘ্য এবং তির্যক ফিড সহ মেশিনে মাউন্ট করা হয়েছে;
- স্কোরিং - একটি ট্রান্সভার্স ফিড সহ মেশিনে একচেটিয়াভাবে ইনস্টল করা হয়;
- কাটিং - একটি ট্রান্সভার্স ফিড সহ মেশিনগুলির জন্য, প্রান্তগুলি প্রক্রিয়াকরণের জন্য এবং কুণ্ডলীর খাঁজগুলি বাঁকানোর জন্য ব্যবহৃত হয়;
- বিরক্তিকর - একটি বধির এবং ধরনের মাধ্যমে গর্ত প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়;
- আকৃতির - আকৃতির পৃষ্ঠতল চ্যামফারিং এবং প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে;
- থ্রেডেড - বৃত্তাকার, সোজা বা বাঁকা হতে পারে, বাহ্যিক এবং অভ্যন্তরীণ থ্রেড কাটার জন্য ব্যবহৃত হয়।
এছাড়াও, incisors শ্রেণীবিভাগ তাদের উত্পাদন উপাদান উপর ভিত্তি করে বাহিত হয়। তিনটি গ্রুপ আছে - হার্ড অ্যালয় থেকে (টাংস্টেন, টাইটানিয়াম-টাংস্টেন এবং ট্যান্টালাম-টাংস্টেন), উচ্চ-গতি এবং কার্বন ইস্পাত. ইউনিভার্সাল হল টাইটানিয়াম-টাংস্টেন কাটার, যা যেকোনো ধরনের ধাতু প্রক্রিয়াকরণের জন্য উপযুক্ত।
মেশিন টাওয়ার: বেশ কয়েকটি নিয়ে গঠিত একটি কাটিয়া টুলের জন্য সমর্থন বিভিন্ন সরঞ্জাম, নিয়মিতভাবে এই সমর্থনের ঘূর্ণনের অক্ষের চারপাশে অবস্থিত। বাঁক: একটি লেদ প্রক্রিয়াকরণ. নাকাল প্রক্রিয়া এক ধরনের ঠান্ডা মেশিনিংউপাদান অপসারণ দ্বারা। এটি আপনাকে কাঁচা অংশগুলিকে পুনরায় পরিষ্কার এবং সমাপ্ত অংশে রূপান্তর করার অনুমতি দেয় একটি উপযুক্ত সরঞ্জামের জন্য ধন্যবাদ যা তার অক্ষের উপর ঘোরানো, অপসারণের যত্ন নেয়। ধাতু অংশ.
এটি সাধারণত প্রযুক্তিগত অঙ্কন দ্বারা সংজ্ঞায়িত হিসাবে দুটি পৃথক রুক্ষ ধাপ এবং পরবর্তী সমাপ্তি নিয়ে গঠিত। টুলের ঘূর্ণন গতি এবং দ্রুত ফিড খোদাইয়ের সুনির্দিষ্ট সামঞ্জস্যের অনুমতি দেয়, যা মূলত মেশিন করা উপাদানের কঠোরতার উপর নির্ভর করে।
1.2 টার্নিং টুল ধারালো করার জন্য ডিভাইস (ভিডিও)
মূল পরামিতিগুলি যা ধাতুর জন্য বাঁকানো সরঞ্জামগুলির যে কোনও সেটের অপারেশনাল ক্ষমতাগুলিকে চিহ্নিত করে:
- কাটিয়া প্রান্ত জ্যামিতি;
- প্রান্ত এবং রডের বিকৃতি এবং কম্পনের প্রতিরোধ;
- উত্পাদন উপাদান;
- টুল হোল্ডারে কাঠামো ইনস্টল করার পদ্ধতি;
- চিপ অপসারণ পদ্ধতি;
- টুলের জ্যামিতিক মাত্রা;
- প্রক্রিয়াকরণের গুণমান।
এটি এই কারণগুলির অনুপাত যা একটি নির্দিষ্ট প্রক্রিয়াকরণ মোডের জন্য কাটারের উপযুক্ততা গঠন করে। ধাতুর জন্য বাঁক সরঞ্জামগুলির একটি সেট নির্বাচন করার সময়, প্রথমে আপনি কোন গ্রেডের ইস্পাতটি প্রায়শই প্রক্রিয়া করবেন তা নির্ধারণ করুন।
এগুলি কাঠামোগতভাবে খুব শক্তিশালী মেশিন, তাদের অবশ্যই মোটর চালিত হেড অসিলেটিং দ্বারা উত্পন্ন উল্লেখযোগ্য কম্পনগুলিকে শোষণ করতে হবে। শক্ত পদার্থে বা খুব উচ্চ গতিতে, তৈলাক্ত তরলগুলি দ্রুত হ্যান্ডপিস করাতের পাশাপাশি ঘর্ষণ করার জন্যও ব্যবহৃত হয়। এই লুব্রিকেন্ট চিপগুলিও ধরে রাখে, এইভাবে কাটার সরঞ্জামগুলিতে ঘষা বা কাটার তারের চিমটি করার ঝুঁকি এড়ায়।
ছিদ্র মাধ্যমে জন্য বিরক্তিকর টুল
আমাদের কর্মীরা অত্যন্ত যোগ্য এবং ক্লায়েন্টের সাথে প্রকল্পের প্রতিটি পর্যায়ে অত্যন্ত পেশাদারিত্বের সাথে প্রতিটি প্রকল্প অনুসরণ করে। বাঁক অন্যতম সমালোচনামূলক প্রক্রিয়াপ্রক্রিয়াকরণ এবং ধাতু প্রক্রিয়াকরণ। এটি একটি শিল্প প্রক্রিয়া যা একটি স্থির এবং রৈখিক সরঞ্জাম পদ্ধতির সাথে উচ্চ গতিতে একটি ঘূর্ণায়মান মোটরের মাধ্যমে চিপগুলি অপসারণ করে।

তারপরে আপনাকে প্রক্রিয়াকরণের জন্য অগ্রাধিকারের প্রয়োজনীয়তাগুলি নির্ধারণ করতে হবে - এটি অপসারণের সঠিকতা (চিপ স্তরের বেধ এবং ওয়ার্কপিসের জ্যামিতিক মাত্রার সাথে সম্মতি) বা এর গুণমান (রুক্ষতার অভাব, পৃষ্ঠের মসৃণতার অভাব) হতে পারে। এই পরামিতিগুলি বোঝা আপনাকে পণ্যের পাসপোর্টে প্রস্তুতকারকের দ্বারা নির্দিষ্ট করা বৈশিষ্ট্য অনুসারে প্রয়োজনীয় ধরণের কাটারগুলি সঠিকভাবে নির্ধারণ করতে দেয়।
অন্ধ গর্ত জন্য বিরক্তিকর
সমান্তরাল লেদ মেশিনে সবচেয়ে বেশি ব্যবহৃত হয়। কাজের গতির মধ্যে রয়েছে ওয়ার্কপিস বাঁকানো যখন টুলটি ঘূর্ণনের অক্ষের সমান্তরালে স্লাইড করে। টার্নিং টুলগুলি উচ্চ-শক্তির উপকরণ কারণ তারা চরম চাপের শিকার হয় এবং এতে থাকে বিভিন্ন ফর্মঅর্জন করা অপসারণের ধরনের উপর নির্ভর করে।
আমাদের দক্ষ এবং বিশেষ প্রযুক্তিবিদরা উচ্চ-নির্ভুলতা CNC মেশিন ব্যবহার করে যান্ত্রিক বাঁক অপারেশন পরিচালনা করে। প্রোগ্রাম ব্যবস্থাপনা. এটি সর্বদা প্রযুক্তিগত অঙ্কন দ্বারা প্রয়োজনীয় সহনশীলতা এবং আকৃতি নিশ্চিত করে। ঢালাই এমন একটি প্রক্রিয়া যা উপাদানের ধারাবাহিকতা উপলব্ধি করে ফিউজিং করে দুটি ধাতব অংশকে একত্রিত করতে দেয়।
তাদের অপারেশন চলাকালীন কাটারগুলিকে নিয়মিত তীক্ষ্ণ করা প্রয়োজন, কারণ এমনকি সবচেয়ে টেকসই ইস্পাত গ্রেড থেকে তৈরি পণ্যগুলি সময়ের সাথে সাথে শেষ হয়ে যায়। তীক্ষ্ণ করার জন্য, বিশেষ সরঞ্জাম ব্যবহার করা প্রয়োজন - একটি নাকাল এবং নাকাল মেশিন, যখন ইউনিটটি একটি ধ্রুবক কুলিং সিস্টেমের সাথে সজ্জিত করা আবশ্যক।
এই জাতীয় মেশিনগুলি দুটি কার্যকরী বৃত্ত দিয়ে সজ্জিত: প্রথমটি সিলিকন কার্বাইড দিয়ে তৈরি (উচ্চ গতির ইস্পাত পণ্যগুলিকে তীক্ষ্ণ করার জন্য ব্যবহৃত হয়), দ্বিতীয়টি ইলেক্ট্রোকোরান্ডাম দিয়ে তৈরি (কারবাইড সরঞ্জামগুলির সাথে কাজ করার জন্য)। আপনার নিজের হাতে একটি কাটার তীক্ষ্ণ করার সময়, আপনাকে প্রথমে মূল পৃষ্ঠটি প্রক্রিয়া করতে হবে, তারপরে পিছনে এবং সহায়ক সমতলটি তীক্ষ্ণ করা হয় এবং সামনের পৃষ্ঠটি পুরোপুরি সরানো হয় যতক্ষণ না পুরোপুরি কাটিং প্রান্ত পাওয়া যায়। তীক্ষ্ণ কোণগুলি স্ট্যান্ডার্ড টেমপ্লেটগুলি ব্যবহার করে পরীক্ষা করা হয়, যা বিশেষ দোকান থেকে কেনা যায়।
সমাপ্ত পণ্যের উপর নির্ভর করে, কোম্পানির প্রত্যয়িত প্রযুক্তিবিদরা সবচেয়ে সুবিধাজনক ধরন গ্রহণ করতে পারে। বিশেষ করে, welds সঞ্চালিত হয়:. স্টেইনলেস স্টীল কোবাল্ট খাদ। একটি ধাতব ল্যাপিং অপারেশন একটি ধাতব পৃষ্ঠের উপর সঞ্চালিত হয় যতক্ষণ না পরিষ্কার এবং স্বচ্ছ পৃষ্ঠগুলি প্রাপ্ত না হয় ততক্ষণ পর্যন্ত এর রুক্ষতা কম বা কম উচ্চ ডিগ্রীতে কমিয়ে আনার চূড়ান্ত লক্ষ্য। সুপরিচিত মিরর প্রভাব, উপযুক্ত বিশেষ ঘষিয়া তুলিয়া ফেলিতে সক্ষম, সর্বাধিক উচ্চস্তরল্যাপিং, যা তাদের মসৃণ এবং অভিন্ন করে তোলে।
খুব প্রায়ই, আমাদের দোকানে ধাতুর জন্য টার্নিং কাটার কেনা হয়, এবং যদি সরবরাহকারীরা তাদের বোঝেন তারা প্রতিটি ধরণের কাটার সঠিকভাবে নাম দেন, তবে সাধারণ নাগরিকরা প্রায়শই কাটারগুলিকে বিভ্রান্ত করে। এই নিবন্ধে, আমি আপনাকে প্রধান ধরনের বাঁক সরঞ্জামগুলির সাথে নিজেকে পরিচিত করার পরামর্শ দিচ্ছি - ফটোটি দেখুন, প্রতিটি ধরণের আকারের পরিসীমা এবং সুযোগ খুঁজে বের করুন।
এই নির্ভুল ফিনিশিং প্রক্রিয়াটি ধাতুর উপর করা হয় ল্যাপিং মেশিন নামক একটি টুলের সাহায্যে অ্যাব্র্যাসিভস ব্যবহার করে যা পৃষ্ঠের সাথে শক্তভাবে শক্ত উপাদান দিয়ে তৈরি একই টুলের সাথে আবদ্ধ থাকে। এটি একটি যান্ত্রিক যন্ত্র প্রক্রিয়া যা পৃষ্ঠ উপাদান অপসারণ জড়িত। ল্যাপিংয়ের প্রধান বৈশিষ্ট্যগুলির মধ্যে একটি হল এই রাসায়নিক, তরল বা পাস্তা ঘষিয়া তুলিয়া ফেলিতে সক্ষম ব্যবহার যা টুকরা এবং হোল্ড-ডাউন সমর্থনের মধ্যে ঢোকানো হয় যাতে বিনামূল্যে ঘষিয়া তুলিয়া ফেলিতে সক্ষম কণাগুলি বজায় থাকে।
সমস্ত মডেল কানাশ কারখানার, তাদের পণ্যগুলি বাজারে সর্বোচ্চ মানের একটি।
গুরুত্বপূর্ণ ! কাটারগুলির সমস্ত মডেল বিভিন্ন ব্র্যান্ডের প্লেট দিয়ে তৈরি করা হয় - প্রায়শই এগুলি VK8, T5K10 এবং T15K6 হয়। অন্যান্য হার্ড অ্যালয়গুলি খুব কমই ব্যবহৃত হয় (উদাহরণস্বরূপ, T30K4 এবং এর মতো)।
বিচ্ছিন্ন করা যায়
incisors পরে সবচেয়ে চাওয়া এক. ওয়ার্কপিস কাটার জন্য ব্যবহৃত হয়। এটি অন্য কিছুর সাথে বিভ্রান্ত হতে পারে না - একটি সোল্ডারযুক্ত কার্বাইড প্লেট সহ একটি পাতলা পা। সুযোগ একটি ডান কোণ এ কাটা হয়, তারা পাতলা grooves কাটা।
ডান এবং বাম হাতে আছে. ফটোতে, আপনি বাম থেকে ডানদিকে স্পষ্টভাবে পার্থক্য করতে পারেন - বাম দিকে, ঠিক একই বাম-পার্শ্বযুক্ত। অন্য সবগুলো মানসম্মত, 90 শতাংশ ক্ষেত্রে তাদের কাজের জন্য প্রয়োজন। এটি পার্থক্য করা খুব সহজ - প্লেট সহ কাটারটি নীচে নিয়ে যান (ছুরির মতো) এবং পা যদি ডানদিকে থাকে তবে কাটারটি সঠিক। বাম মানে বাম (কম প্রচলিত)। ফটোটি দেখুন, আপনি সেখানে সবকিছু দেখতে পাবেন।
ধারকদের মাত্রিক পরিসীমা:
- 16 * 10 মিমি - ছোট "স্কুল" মেশিনের জন্য
- 20*12 মিমি
- 25 * 16 মিমি - সবচেয়ে জনপ্রিয়
- 40 * 25 মিমি - বড় incisors, খুব কমই বিক্রয় পাওয়া যায়, শুধুমাত্র অর্ডার.
সোজা বাঁকা
নামটি নিজেই এর সুযোগের কথা বলে - তারা ওয়ার্কপিসগুলির প্রান্তগুলি প্রক্রিয়া করে এবং চেম্ফারও করে। বাঁকানো অংশ, যেমনটি ছিল, পাশ থেকে ওয়ার্কপিসের চারপাশে বাঁকে। একটি ছবি:

আকার পরিসীমা এছাড়াও খুব শালীন:
- 16 * 10 মিমি - স্কুল মেশিনের জন্য ছোট
— 20*12 — বিশেষ আকার
- 25 * 16 মিমি - সবচেয়ে জনপ্রিয়
- 32*20 মিমি
- 40 * 25 মিমি - খুব কমই বিক্রয়ে পাওয়া যায়, শুধুমাত্র একটি নিয়ম হিসাবে অর্ডারে
থ্রোস্ট বাঁকানো
উপসর্গ "বাঁকানো" সাধারণত দৈনন্দিন জীবনে ব্যবহার করা হয় না, incisors সহজভাবে থ্রুস্ট বলা হয়। কিন্তু বাঁক দেখা যায়, তা ছাড়া আছে।
সুযোগ - সবচেয়ে প্রয়োজনীয় incisors এক। নলাকার ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়। বাঁক আপনাকে বৃত্তাকার অংশগুলিকে পিষতে দেয়, কাটারের একটি কাটাতে যতটা সম্ভব ধাতু অপসারণ করে। অংশের প্রক্রিয়াকরণ তার ঘূর্ণন বরাবর যায়!

আকার পরিসীমা এছাড়াও প্রশস্ত:
- 16*10 মিমি
— 20*12
— 25*16
— 32*20
— 40*25
এছাড়াও বাম এবং ডান আছে. বেশিরভাগ ক্ষেত্রে, সঠিক মডেলগুলি ব্যবহার করা হয়।
সোজা মাধ্যমে
ব্যাপ্তিটি প্যাসেজের মাধ্যমে বাঁকানোর মতোই, তবে এটি চেম্ফার করা আরও সুবিধাজনক। এবং সরাসরি প্রায়ই ধাতব পৃষ্ঠতল প্রক্রিয়া. উত্পাদনে খুব কমই ব্যবহৃত হয়।

আকার পরিসীমা:
- 25 বাই 16 মিমি - বর্গাকার ধারক সহ স্ট্যান্ডার্ড
- 25 বাই 25 মিমি - অ-মানক ধারক, কিছু বিশেষ কাজের জন্য
স্কোরিং বাঁকানো
প্রায়শই এটি একটি ক্রমাগত মাধ্যমে উত্তরণ সঙ্গে বিভ্রান্ত হয়. আন্ডারকাট একটি ত্রিভুজাকার প্লেট আছে, মনোযোগ দিতে! একটি ছবি:

স্কোপ: ওয়ার্কপিসগুলি ঘূর্ণনের অক্ষ (লম্ব) জুড়ে প্রক্রিয়া করা হয়। বাঁকানো মডেলগুলি ছাড়াও, ক্রমাগত থাকতে পারে (তবে নিয়ম হিসাবে সেগুলির চাহিদা নেই)।
- 16*10 মিমি
- 25 বাই 16 মিমি
- 32 বাই 20 মিমি
বাহ্যিক থ্রেড কাটা জন্য
সুযোগ: নামটি নিজের জন্য কথা বলে - তারা এই জাতীয় কাটার দিয়ে থ্রেড কাটে। কি? আপনি যদি কারখানা থেকে একটি কাটার নেন, তাহলে, একটি নিয়ম হিসাবে, এটি নীচে "তীক্ষ্ণ" হয় মেট্রিক থ্রেড. অন্যান্য ধরনের থ্রেডের জন্য, এটি পুনরায় গ্রাউন্ড করা প্রয়োজন।
প্লেটটি "বর্শা-আকৃতির" ইনস্টল করা হয়েছে (এর সঠিক নামটি কাটা হয়, আলাদাভাবে বিক্রি হয়), এটি একটি ভিন্ন খাদ হতে পারে (ব্র্যান্ডগুলি নিবন্ধের শুরুতে নির্দেশিত)। ওয়ার্কপিসের ফলস্বরূপ থ্রেডটি বাহ্যিক (তথাকথিত "বাবা") - একটি বোল্ট, স্টাড ইত্যাদি।

সর্বাধিক অনুরোধ করা মাপ:
16*10 মিমি
25*16 মিমি
32 * 20 মিমি - প্রায়শই ব্যবহৃত হয় না
অভ্যন্তরীণ থ্রেডিং জন্য
যদি বাইরের থ্রেডটিও কাটা যায়, তবে কেবল থ্রেডটি ভিতরের সাথে কাটা হয়। বড় ব্যাস. এটি incisors নিজেদের আকার দ্বারা বোঝা যায়। একটি ছবি:

গুরুত্বপূর্ণ ! অন্ধ গর্তের জন্য বিরক্তিকর সরঞ্জামগুলির সাথে এই সরঞ্জামটিকে বিভ্রান্ত করবেন না, তারা চেহারাতে একই রকম, তবে মৌলিকভাবে আলাদা! নিবন্ধে নীচে বিরক্তিকর, তুলনা.
— 16*16*150
— 20*20*200
- 25*25*300 মিমি
প্রথম এবং দ্বিতীয় সংখ্যা হল ধারকের আকার (এটি ক্রস বিভাগে বর্গাকার), এবং তৃতীয় সংখ্যাটি ধারকের দৈর্ঘ্য। দীর্ঘ - গভীর আপনি workpiece ভিতরে থ্রেড কাটা করতে পারেন।
দয়া করে মনে রাখবেন যে এই জাতীয় কাটার ব্যবহার করার জন্য, আপনার মেশিনটি "গিটার" নামক একটি ফিক্সচার দিয়ে সজ্জিত করা প্রয়োজন।
অন্ধ গর্ত জন্য বিরক্তিকর
সুযোগ - বিরক্তিকর অন্ধ গর্ত জন্য. তারা শেষ থেকে কাজ করে, যার জন্য মাথার এক ধরণের "বাঁক" প্রয়োজন। যেখানে "অভ্যন্তরীণ" (নীচে দেখুন) সম্পূর্ণরূপে ধারকের সাথে ওয়ার্কপিসে প্রবেশ করে।
- এই কাটারের প্লেটটি ত্রিভুজাকার, স্কোরিং কাটারের মতই (উপরে দেখুন)।
একটি ছবি: 
— 16*16*170 মিমি
- 20*20*200 মিমি
- 25*25*300 মিমি
বড় কাটার, বড় ব্যাস গর্ত বিরক্ত হতে পারে!
ছিদ্র মাধ্যমে জন্য বিরক্তিকর
সুযোগ - তারা পুরো দৈর্ঘ্য বরাবর "ভিতরে" অংশ বহন করে। হোল্ডার যত লম্বা হবে, তত বেশি ভিতরে আপনি বোর করতে পারবেন। প্রায়শই, অংশটি একটি বড় ড্রিল দিয়ে ড্রিল করার পরে বিরক্ত হয়, বিদ্যমান মাত্রা অনুযায়ী কাজ করাও সম্ভব।

প্লেটটি সোজা, কোনও প্রোট্রুশন নেই, যার অর্থ হল কাটারটি ড্রিলিং এর ফলে সহজেই "টিউব" তে প্রবেশ করে এবং ভিতরের দিক থেকে এটিকে বোর করে। মুছে ফেলা চিপের স্তরটি কাটার মাথার বক্রতার প্রায় সমান
— 16*16*170 মিমি
- 20*20*200 মিমি
- 25*25*300 মিমি
prefabricated
বিরল incisors এক. এগুলিকে সর্বজনীনও বলা হয়, কারণ তারা বিভিন্ন প্লেট দিয়ে সজ্জিত, যাতে ওয়ার্কপিসগুলি প্রক্রিয়া করা যায়। বিভিন্ন আকারবিভিন্ন কোণে। ধারকের আকার এবং ক্ল্যাম্প করা যেতে পারে এমন সন্নিবেশের আকারে তারা একে অপরের থেকে পৃথক।
নীচের ছবিটি 3টি ভিন্ন মডেল দেখায়:

সবচেয়ে ছোট কাটারটির একটি 20 x 20 মিমি ধারক রয়েছে এবং এটি একটি 4-পার্শ্বযুক্ত বর্গাকার সন্নিবেশ দিয়ে সজ্জিত।
একটু বেশি একটি ধারক ইতিমধ্যেই 25 মিমি এবং সন্নিবেশটিও বর্গক্ষেত্র, তবে আকারে বড়।
ঠিক আছে, তৃতীয় কাটারটি পরামিতিতে দ্বিতীয়টির মতোই, এটিতে ডিফল্টরূপে একটি 5-পার্শ্বযুক্ত প্লেট রয়েছে, তবে আপনি এটি পেতে পারেন এবং এটি দ্বিতীয়টির মতোই রাখতে পারেন - একটি বড় বর্গক্ষেত্র।
অর্থের পরিপ্রেক্ষিতে, এগুলোর দাম প্রায় 300 রুবেল, তবে বিক্রির জন্য এগুলি খুঁজে পাওয়া কঠিন, কখনও কখনও এগুলি অর্ডারে আনতেও সমস্যা হয়।









গরুর মাংসের খাবারের খাবার: রান্নার বৈশিষ্ট্য
একটি ম্যানুয়াল কাঠের রাউটার দিয়ে কাজ করুন
কয়লা গলানোর চুল্লি নিজেই করুন
DIY রোয়িং মেশিন
পাথর এবং ইট কাটার মেশিন