Difficulty sharpening circular saws with carbide teeth is due to the use of sintered tungsten-cobalt alloys for the manufacture of cutting inserts, which are subsequently attached to the disk by high-temperature brazing. But the main difficulty is caused by their geometry and the need to ensure a certain angle when sharpening.
Tooth shape and sharpening angles
According to GOST 9769, a carbide tooth in its design has 4 planes - back, front and 2 auxiliary. In terms of geometry, cutting inserts are straight, beveled, trapezoidal and conical.
The rake angle determines not only the characteristics of the saw blade, but also its purpose:
- 15-25 ° - for rip sawing;
- 5-10 ° - for transverse;
- within 15 ° - universal application.
Also, the size of the angles is determined by the hardness of the material being cut - the higher it is, the less sharpening should be.
Basic rules for sharpening
The main cutting edge is mainly subject to wear - it is rounded to 0.3 mm. Wear on carbide teeth in excess of this value should not be allowed. This leads to a decrease in productivity and an increase in the time for subsequent sharpening. Bluntness is determined by the teeth and the cut (the quality of the cut deteriorates).
- If the work is done correctly, the maximum service life of the brazed saw blade is ensured - up to 30 sharpenings. Therefore, sharpening should be done along the front and back plane of the tooth.
- The front plane is sharpened first.
- When grinding, the brazing should be in contact with the entire surface of the abrasive wheel.
- It is recommended to sharpen the teeth with short strokes (within 3-5 seconds), which will prevent them from overheating. As the temperature rises, the microhardness of the abrasive decreases, and hence the sharpening efficiency.
- The thickness of the metal to be removed should not exceed 0.15 mm.
Materials and tools
For sharpening disks with carbide teeth, diamond wheels and silicon carbide can be used. To provide smooth surface without chipping, it is recommended to use the abrasive with the largest grain size. Otherwise, the notches will crumble during operation, which will lead to a rapid dullness of the soldering.
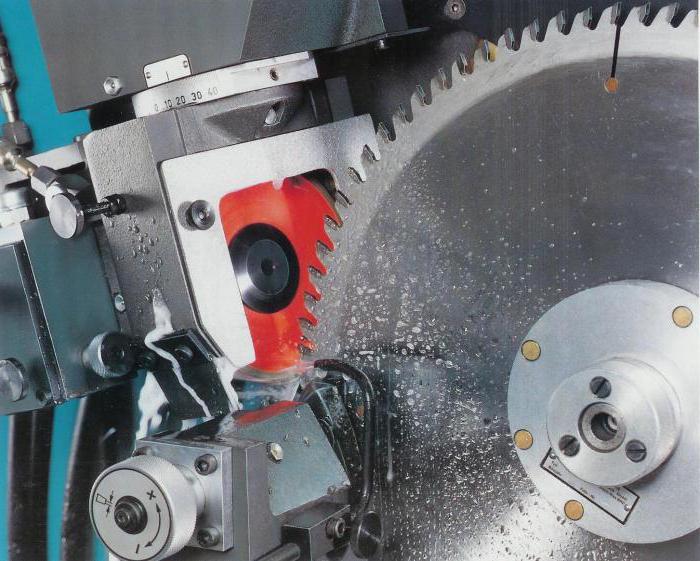
It is best to sharpen on specialized machines with the ability to adjust the angles of the saw blade. To adjust its position in the horizontal plane (in the case of teeth with a beveled front plane), special devices with pendulum goniometers are used.
But the purchase of special equipment for home use, when the need for it arises no more than 1 time in several months, it is inappropriate. And to hold saw blade hands in exact accordance with the required angle - this is something from the realm of fantasy.
There is only one way out - to build a stand, the surface of which will be located on the same level with the axis of the abrasive wheel. This will ensure that the back and front plane of the tooth is perpendicular to the grinding material. And if you show imagination and fix one side of the device pivotally, and on the other you make supports in the form of bolts with the possibility of screwing in and out, you can also control the angle of inclination relative to the horizontal plane. And the accuracy is verified by a pendulum goniometer.
To ensure the angle values required for sharpening the front and rear planes of the soldered teeth, you can equip stops on the stand that will fix the saw blade in the desired position.
- Device types
- It's important to know
- Assembling a homemade sharpener
Circular saws for wood are widely used in production and in everyday life. It doesn't matter whether you are building a house with such a tool or making furniture - sooner or later the cutting element will require sharpening, otherwise the cutting quality of the material will not meet the requirements. Sharpening a circular saw requires certain knowledge and special equipment, and here machines specially designed for such purposes come to the rescue of the master, which will be discussed in our article.... We will also tell you how to sharpen a circular saw so that the result is positive.
The first thing to determine when starting work is what material the circular disk is made of, and what is its diameter. It remains to be seen the sharpening angle and the configuration of the tooth, but first things first.
Device types
When we talk about saw sharpening machines, we mean the group special devices designed to restore the sharpness of cutting elements. Depending on their functional features, they are all divided into two categories:
- automatic saw blade sharpening machine, which does the whole process without human intervention. Such units are installed in large enterprises for industrial purposes;
- semi-automatic or mechanical device, which includes a tool for sharpening cutters manually. Differs in low productivity and is used mainly in home workshops.
In this case, we are not talking about sharpening chains for longitudinal sawing, since it is customary to design a device for their processing that can sharpen each tooth with the help of special files.
All equipment included in the package electric drive, has a similar principle of operation, but differs only in performance. So, low-power household samples can function continuously for up to 20 minutes, after which they must be turned off for the same time to cool.
A professional sharpening machine can work up to 8 hours, while it only needs a couple of short breaks for "rest" of 20 - 30 minutes. If we talk about the configuration of such units, then they can include in their design an abrasive wheel for sharpening or a sanding belt of a similar action.
As a rule, in most cases, the sawing tool can be sharpened on machines, the main element of which is a grinding disc, and tape devices better suited for industrial applications where large amounts of fine grinding are observed.
Sharpening machines for circular saws are equipped with circles that have different parameters and differ from each other:
- thickness, which varies from 16 to 40 mm;
- outer diameter (12 - 250 mm);
- mounting hole ( standard diameter holes are considered sizes 12.7, 16, 20 and 32 mm);
- material of manufacture.
Particular attention should be paid to the material for the manufacture of the abrasive, because the result of the procedures performed depends on its quality. In addition to conventional cutters, there are circles on which there is reinforcing brazing - a plate made of hard alloys. The most common corundum or diamond wheels are excellent for sharpening carbide-tipped discs designed for cutting extremely hard materials.
The circle for installation must be selected taking into account the characteristics of the circular saws that you plan to sharpen with it, but the situation is different with the band. The abrasive belt is selected according to overall dimensions machines, as well as taking into account the grain size, which affects the nature of grinding.
How to sharpen a circular disc correctly?
If desired, even a novice master will be able to sharpen a circular saw, the main thing is to observe the technology of such work. First of all, the abrasive disc is cleaned of all kinds of dirt and remnants of the removed material, and the angle of inclination is also set. Always start sharpening from the front of the tooth. The maximum metal layer allowed for removal is up to 0.20 mm.
Further, it is necessary to ensure the correct feed of the cutting element to the grinding wheel so that the sharpened wheel is in contact with the abrasive with its entire plane. In the process of work, the master must make sure that the blade does not overheat. Avoid raising the temperature of the material to critical levels by adjusting the speed of rotation of the abrasive element, as well as moistening it with a small amount of water before use.
Wheels with diamond plating, processing victorious cutting tools, are usually cooled with a special liquid (coolant). The process can be considered complete when a uniform burr appears over the entire surface of the blade edge, after which the final grinding is performed manually. We draw your attention to the fact that the machine for sharpening circular knives can simultaneously process the workpiece exclusively in one plane.
It's important to know
The main saw wear occurs on the upper edge of the teeth, which is most in contact with the material being processed, therefore, due to constant contact with hard surfaces, the rounding of its central edge can reach 0.3 mm, but this is a critical indicator. The master must ensure that the central protrusion is rounded by no more than 0.2 mm, otherwise it will be quite difficult to perform high-quality sharpening, and it will take an order of magnitude more time.
Cutter wear is usually determined by the condition of the teeth and cut quality. It is important to remember that each cutting blade has a resource, which in most cases is limited to 30 - 35 sharpenings. It doesn't matter if you use homemade machine for sharpening circular saws or factory equipment, the main thing is that in the process of working on the cutting edge there are no notches, chips and other defects that violate the integrity of the metal.
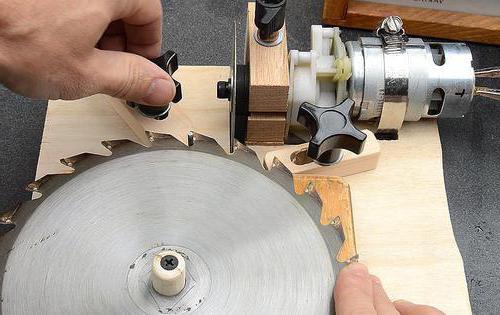
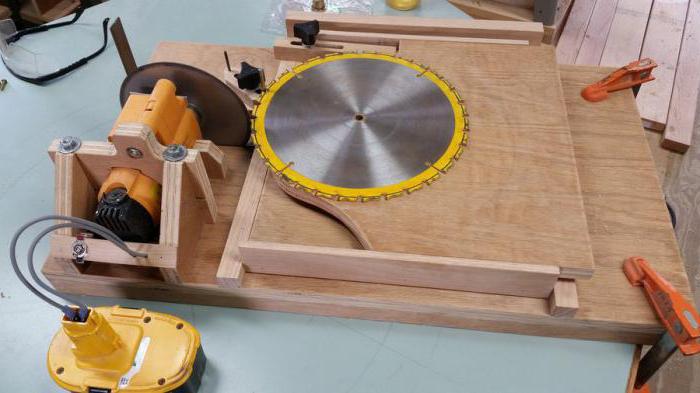
Assembling a homemade sharpener
To make homemade sharpening machine for circular saws they resort to the case when there is no factory equipment at hand, and the cutting wheels periodically have to be sharpened. On such a device, you can easily sharpen a dull circular saw blade with your own hands, without contacting specialists. To assemble it, you need simple parts:
- electric drive;
- support;
- tilting mechanism;
- screw stops.
The circle must be fixed on the engine, and the disk blade is installed on the caliper, while the screw stops will ensure the movement of the cutter along the axis of the circle, creating the required angle of inclination. Just the correct commit
The construction of a private house will be difficult and time-consuming without the use of modern tools. The circular saw has gained great popularity among builders, surpassing other types of saws for wood with its precision and cleanliness of sawing.
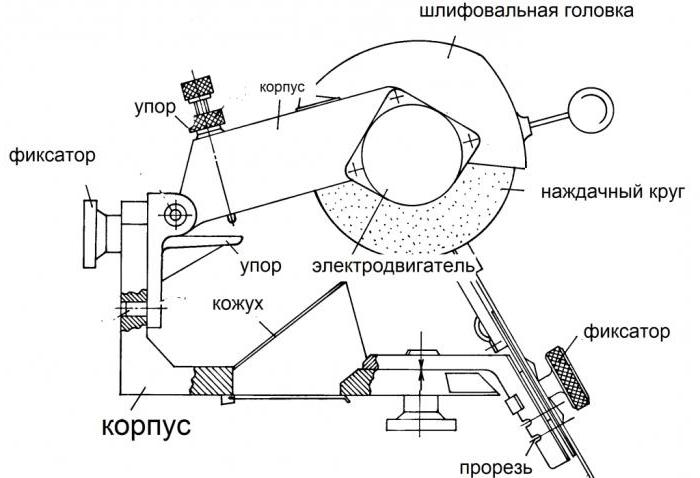
Scheme of a machine for sharpening circular saws and knives.
Since this power tool belongs to the actively used and therefore quickly worn out device, sharpening circular saws with your own hands becomes very important.
Saw Blade Sharpening Tools
To properly sharpen a circular saw, you need tools such as:
- file;
- assembly vise;
- a block of wood;
- colored marker.
Back to the table of contents
What signs will tell you to sharpen the saw?
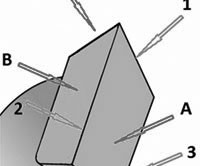
Figure 1. Diagram of a saw tooth. Planes: a - front, b - back, c - two lateral. Edges for metal cutting: 1 - main, 2, 3 - additional.
You should only sharpen your circular saw when the need arises. And the fact that such a moment has come will be signaled by 2 clear signs. In particular, urgent sharpening of circular saws for wood is required if:
- Strong heating is felt on the saw guards in the vicinity of the electric motor. Sometimes this increase in temperature is accompanied by the appearance of smoke from under the casing.
- To obtain good results, the saw blade must be pressed harder than before.
- As a result of the work of blunt teeth of saws on wood, the appearance of dark marks and traces of carbon deposits is recorded in the cuts in the wood. The characteristic smell of burnt wood may spread.
Back to the table of contents
Types of cutting teeth
To better understand how the correct sharpening of circular saws is performed, you should understand the features and structure of that part of the blade that cuts wood. This main part is the cutting teeth.
All teeth are made from carbide metals. Each of them (Fig. 1) has 4 working flat surfaces: front (a), back (b), as well as two side planes (c). They play a supporting role. One main (1) and two additional (2 and 3) material cutting edges are formed at the intersection lines of the specified work planes.
According to the configuration, all cutting teeth of circular saws are divided into the following types:
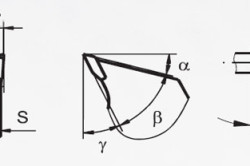
Figure 2. Grinding angle diagram.
- Straight teeth. Most often used for accelerated ripping. Not designed for perfect cut quality.
- Beveled (oblique) teeth. They are characterized by the presence on the back flat surface of the tooth of an angular cut on the left or right side. Sometimes on the disc, teeth with different sides of the bevel alternate and then they are called alternately cut. Such elements are used for cutting not only wood, but also chipboard, various plastics. With a large bevel angle, high-quality sawing is ensured without chips at the cutting edges.
- Trapezoidal teeth. In the section of the cutting surface, they have the form of a trapezoid. Thanks to this configuration, they do not dull for a long time. Often the disc alternates with straight teeth. In this case, the trapezoidal elements perform rough sawing, while the straight ones perform finishing.
- Tapered teeth. They have a cone-shaped appearance. Usually they perform auxiliary functions of preliminary cutting of the laminate. These teeth process the specified flooring to prevent chipping when cutting laminate panels with the main saw.
Back to the table of contents
Principles and angles of sharpening circular saws
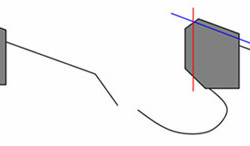
Figure 3. Scheme of grinding metal on the saw teeth.
Working parts circular saws sharpened at 4 main sharpening corners. These angles (Fig. 2), like the shape cutting tooth are the main technical parameters disk.
So, each tooth of the circular is characterized by anterior (γ), posterior (α) angles, as well as cut angles of the anterior and posterior surfaces (ε1 and ε2). The magnitude of these angles depends on the purpose of the sawing device, the material to be sawn and the direction of sawing.
In particular, a saw for slitting sharpened at a relatively large rake angle (15 ° to 25 °). The rake angle for cross cutting ranges from 5 ° to 10 °. But the universal version, which processes the material in all directions, is traditionally sharpened at an angle of 15 °.
In addition, the specified angles are influenced by the degree of hardness of the cut objects. Their values are in strict dependence: the harder the material of which one or another workpiece for sawing consists, the less sharpened the cutting teeth should be.
The main principle for sharpening carbide saw teeth is based on the fact that during long-term use the most significant wear occurs on the upper cutting edge. As a result of intensive use, its line can be rounded to 0.3 mm or more. With regard to the planes of the tooth, most of all wear is recorded on the front surface.
Correct sharpening of cutting elements should provide such a type of edges in which the radius of their rounding does not exceed 0.2 mm. To do this, it is recommended to grind the metal in parallel on the front and back planes of the tooth (Fig. 3). This method can be considered optimal. You can only sharpen the front plane, but in this case, such an operation will take more time, moreover, the tooth itself is sharpened faster due to the need to clean more metal from the front surface.
The standard layer of the grinded metal is considered to be 0.05-0.15 mm.
Sharpening circular saws, both carbide and conventional, costs 350-450 rubles
Circular saws, indispensable in any joinery, become dull with prolonged use and become less productive. This is especially noticeable with constant use for cutting. various materials without periodic and high-quality sharpening. The saw does not break when the teeth step in, and it just needs to sharpen the teeth with high quality. There are several ways to do this. You can try to sharpen yourself with a file, which is very problematic and imprecise. We recommend that you turn to professionals in a specialized center, that is, to our company. We sharpen circular saw blades exclusively on professional equipment... After properly sharpening the saw, its sharpness is not inferior to the factory quality.
Sharpening of saw blades is done on a special machine respecting the sharpening angle
We sharpen cutting tools responsibly
All this is achieved thanks to the many years of experience and professionalism of our specialists. A well-sharpened cutting edge of circular saws will speed up and make the cutting process more accurate in your enterprise. Avoiding heavy sawing in time can save time and money in rebuilding or buying a new tool.
Sharpening of carbide-tipped circular saws is done at your place within 20-30 minutes
 Most people can do it with ease. sharpening circular saws on their own and it's very easy. But we want to warn you that for this you need to have special knowledge and many years of experience. It happens that when you try to sharpen the saw yourself, it cannot be restored in specialized centers. To extend the service life, the instructions for the tool should be strictly adhered to, and thus the service life can be significantly extended. There is no need to waste time and expose expensive equipment to possible breakdown.
Most people can do it with ease. sharpening circular saws on their own and it's very easy. But we want to warn you that for this you need to have special knowledge and many years of experience. It happens that when you try to sharpen the saw yourself, it cannot be restored in specialized centers. To extend the service life, the instructions for the tool should be strictly adhered to, and thus the service life can be significantly extended. There is no need to waste time and expose expensive equipment to possible breakdown.
When sharpening carbide-tipped circular saws, the metal must not be overheated.
Sharpening saw blades essential for any tool used for woodworking. It is performed in the event of a decrease in the quality of the cut and requires compliance with the basic rules, since the literacy of sharpening also affects the period of operation of the saw.
Rules
- Pliers can act as a bending tool, but in this case it is necessary to monitor the position of all the teeth, otherwise the disc will be damaged and will not provide proper processing of the wood.
- During work, the retaining bars must fit snugly against the disc, and the surface must remain unchanged.
- In order for saw blades to be sharpened correctly, the position of the part must allow a clear view of all the teeth.
- As a rule, the machine acts as the main tool, but sometimes it becomes necessary to remove the disc and fix it in a vice.
- Before changing the angle, a suitable tool is pre-prepared and marked.
Training
Before starting work, it is necessary to de-energize the tool, the part of which has lost its previous characteristics. The disc is tightly fixed using special bars that are placed on both sides of it. All teeth are marked on the blade, with equal forces and the same number of tool movements applied in the process. This way you can produce high-quality, uniform processing of the disc.
The part is installed back after achieving the required appearance and checking the sharpening angles. Next, you need to make a test cut on the machine and make sure the quality of the work performed. It is important that all the teeth are located on the same plane, otherwise the movement of the bar will be uneven, and the operation of the machine will be accompanied by a characteristic noise. It is also possible if some of the teeth need to be adjusted.

Wiring
If the saw blades are sharpened independently, it is worth remembering the edge spreading, in which all the teeth are gradually bent in different directions, but the distance between them remains the same. These actions can be performed using a special tool called routing, it provides an even bend in the middle of all elements. After carrying out such a procedure, the saw will acquire a freer stroke, and the kerf width will become larger.
Taking into account that the cut is made not by the disc itself, but by its edges, which gradually remove the layers of wood, it becomes clear that with an increase in the spread of the teeth, the probability of jamming decreases, and the cut becomes wider. It is worth noting that in this case, more effort is needed for the tool to work. Without special devices Many people use it for setting teeth, but this technique has many limitations and is not suitable for all saws.
The type of layout is primarily influenced by the type of wood that will subsequently be processed. For example, to get an even cut without any flaws and protrusions on soft rock, a large set is required. It is desirable that the teeth deviate to the selected side by 5-10 mm. Sharpening of saw blades for wood is carried out only after setting, otherwise the teeth will be unusable due to the resulting deformation.

Angle selection
Saw purpose, i.e. type suitable materials, determines the required sharpening angles. A relatively large value is used for rip sawing elements (within 25 degrees), for cross cut saws this parameter is 5-10 degrees. Sharpening angle of universal saw blades (used for longitudinal and cross cut) is 15 degrees.
In addition to the direction of machining, the density of the material to be cut must also be taken into account. With a decrease in density, the value of the anterior and posterior angle increases, that is, the tooth becomes more sharpened. The rake angle parameter can also be negative, it is necessary for working with plastic and non-ferrous metal.
When saw blade sharpening is required
To find out when to tackle a circular saw, you can pick up a small part, the density and quality of which matches the materials used for the job. Next, you need to cut the bar. The blade does not require processing if a smooth cut is formed, the saw runs easily and does not make noise during operation. In the opposite situation, you need to sharpen the disc at home or, in the absence of a special tool, contact a workshop. It is worth noting that this process must be carried out in accordance with all the rules and taking into account safety precautions. Before that, you need to decide on the required angle and shape of the teeth. There are also additional factors indicating the need for sharpening:
- in the process of wood processing, a burning smell is felt and carbon deposits are formed on the cut itself;
- the motor starts to overheat and contributes to the heating of the device casing;
- great effort is required to move the disc.

What you need to know
Sharpening of saw blades (St. Petersburg) today is carried out by many companies, but not all are able to provide a high-quality result. The problem is that this process requires equipment with expensive tools and knowledge of all aspects and features of such painstaking processing. Masters must have experience in this area and observe all the nuances and stages of work. For example, the sharpening angle is influenced not only by the tool used, but also by the disc itself, in particular the material taken as a basis for production.
Must have an angle appropriate to the types of surfaces used for the work. The equipment can work with values within 45 degrees. Of particular importance is the observance of the specified sharpening angle, suitable for processing a particular material. Only by taking into account all the recommendations and rules of work can the service life of the cutting element be increased.

Sharpening carbide saw blades
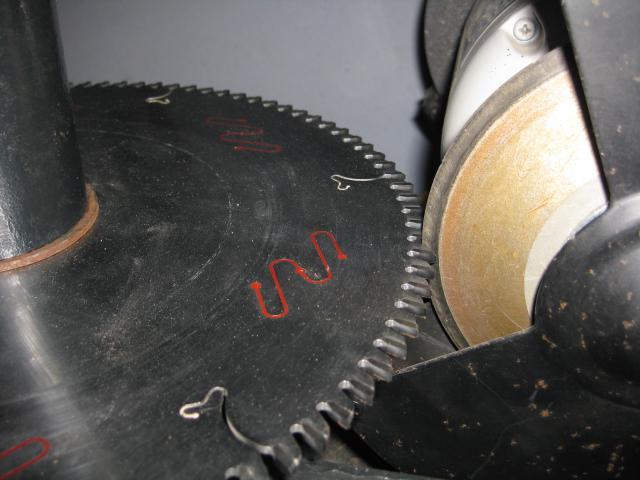
The processing of such elements has several complex stages and is carried out on special equipment, which is a sharpening machine with extended functionality. In particular, it must provide cooling of the treated area in the form of a feed special composition and carrying out work in automatic mode. Such equipment, as a rule, is equipped with a controller designed to detect the number of teeth and sharpen the disc itself with a selected number of cycles. Also, there is a magnet on the machines, which is necessary to secure the saw and prevent it from moving during processing. For sharpening, it is used on the surface of which diamond spraying is applied. The saw blade sharpening machine, in addition, is equipped with an electric motor for the automatic movement of the saw and the execution of processing in the required area.

Diamond Spray Saw Processing Equipment
Such machines must have a structure supplemented by a cast reliable base. This ensures high precision processing of discs, which are made of materials with special strength. They also have a retainer with high level tilt. The base is supplemented with special rubber elements that reduce vibrations, which can impair the quality of the work performed. Thanks to this addition, the noise level that occurs during processing is reduced. The adjustment on the equipment is done manually, while the diamond-coated discs used for sharpening saws increase the quality of the result obtained and extend the service life of the tool.
Things to consider when processing
The principle of operation of the sharpening disc has its own characteristics, as well as its structural design. The materials for its manufacture are based on compounds of nitrogen and boron, which increase not only the accuracy of processing, but also the resistance to high temperatures that characterize the process itself. It must be borne in mind that circles have different diameters and are suitable for different instruments and types of materials, therefore, you need to carefully select the required model in accordance with the available tool to be processed.
Peculiarities
Sharpening of saw blades in Moscow is carried out on various equipment. Processing can be carried out semi-automatically, that is, without human intervention, the task of the craftsmen is only to install parts on the machine and remove them. Most often, there is a type of equipment on which sharpening is performed manually. It is distinguished by easy adjustment thanks to the equipment in the form of locking levers, and the exact observance of the required sharpening angle is carried out using special latches. main feature consists in a linear feeding method. In this way, high-quality processing of both rear and front teeth is achieved. Thanks to the additional function of the machines, which consists in the diagonal sharpening of the edges, the operation of the saw is simplified and the quality of the cut obtained is improved. When choosing a disc for, first of all, you need to take into account the degree of grain. Fine grains provide minimal chain processing, while coarse grains remove sufficient material. The cost of such discs is directly influenced by the fame of the manufacturer, the quality of the base and the type of product.





 Future marriage of Prince Harry year NTV")



Energy drinks: give vigor, but take away health What will happen if you drink 4 energy drinks
Mustard for weight loss: how to use the seasoning with maximum benefit Is it possible for children to have mustard
The benefits and harms of mustard for the human body Table mustard benefits and harms
How to treat the ear after piercing: types of antiseptics, their composition, rules and features of the treatment of a pierced ear
Sistine Chapel in the Vatican: description, history, architectural features