3.1. Forging tool classification
By designation, forging technological tools! The cop for hand forging is divided into main, auxiliary and measuring. "
The main tool is called such, with the help of which i the workpiece is given the shape and dimensions corresponding to the drawing for the forging. Distinguish between supporting, Impact, invoice, lining, punching and paired | tools.
It cools the steel quickly, so the special properties of the steel are blocked. And often times the blacksmith will have something called a knife. It has a very long handle, so you can handle hot steel with both hands and then close the vice with your feet or knee. These two must have tools for the blacksmith - a hammer and a pair of tongs. And there are many varieties of each.
They come in many different weights, styles, sizes and purposes, including general purpose hammers for forming and bending steel. And they range in weight, typically from 1 to 3 pounds. Other types of hammers used by blacksmiths include hammer hammers, cross section hammers, compaction hammers, hammer hammers, and impact hammers.
Anvils, spikes and lower hammer strikers are the supporting tool.
Percussion tools are ku-1 valdy, hand hammers and upper hammer strikers.
The overhead tool is applied or installed on the workpiece and hit it with a sledgehammer or the upper striker-1 hammer. Using this tool, the workpiece is cut, a forging of the required shape is obtained, and the surfaces of the forgings are smoothed. It includes: chisels, heels and trowels, blacksmith's axes, cutting, pressing, pressing and rolling.
Here are my guidelines for hammer set. 3 Pound Crest Pine Blacksmith hammer... Cross Hammer Used to hit, shape and bend uncured metal. Also use to form block, brick and stone. 16 '' hickory handle. 3 lb head. The gliding hammer is also called flat.
Of the many specialized hammers, the grinder is the most commonly used type. It has a smooth, flat surface on one side. This is used to smooth out metal. This is very useful tool when booking. They come in an endless variety of shapes and sizes. The point is that the tongs can securely and easily grip any shape and size material so that you can place it in the forge, pull it out and hold it firmly while you work on it.
The forging tool is placed on the anvil (or placed under the workpiece), the workpiece is placed on it and cut, forged or bent. The result is a forging of the required shape. It seems to change the profile of the anvil casing. It includes: undercutting, undershooting, special devices, nails and molds for hand forging, wedge pads and backing dies for hammer forging.
One of distinctive features blacksmithing tongs is that they have very long handles. This way, you can safely reach the forge without covering your hand too close. A very popular and useful type of forceps are the round forceps. The jaw of the forceps is round in shape, so it grips round cattle firmly. These tongs are of a special size in the shape of the cattle you are forging. Round tape is also sometimes called bolt pliers.
Here are my guidelines for a beginner. Picard has been producing forging tools with German precision for over 150 years. In the picture above the anvil, you can see something on the anvil called Hardy's hole. This is a square hole on the top surface. This is a holder for hardy tools. It is important that the hole is square and the tools have a square base, because this means that the tool does not rotate in the hole and these tools are very useful for the blacksmith. There are many options for hardy tools that slide into this hole.
A paired instrument consists of the following pairs of tools: liner-tops and liners-tops, crimps-tops and crimps-bottoms.
Punching tools - punches (barbs) and stitches. When punching holes on hammers with this tool, stands, extensions are used
And mandrels.
Accessory tool and devices are used to grip, transport, rotate and maintain blanks during forging and during other operations, as well as to facilitate the work of blacksmiths. different kinds pincers, adaptations of ^ -devices and means of small-scale mechanization for manual
Here is a hardy tool called a bending fork. You can see how metal can be placed between the posts and then curved and curved. Here are two more hardy tools. On the left is the clipping tool for trimming heated parts, and the tool on the right is the trimming tool. Tools for bending in different shapes, and they allow the formation of hot metal to a certain extent.
The fuller the groove in the blade of a knife or sword. It is commonly referred to as a blood groove. The filling tool is a specialized tool for creating this groove. The next two photos show the home filling tool. First shot of this tool. And in the second picture, the tool was placed in the hard hole, the steel of the sword was placed in the tool, and now when you knock from above, you can see how the round bar will cause a fuller groove in the steel.
Forging and hammering.
Measuring the tool is intended for marking and measuring the dimensions of workpieces. It is used to measure and control the dimensions of forgings in the forging process and finished hot or cold forgings. It includes Rulers steel, folding rules, tape measures, calipers, etc. This tool is used both for manual and hammer forging.
Pritchel's Hole: This is another tool that the blacksmith uses. The tool in the general sense of the word is not a special meaning. Sometimes the blacksmith has to punch a hole in the metal. The proverbial hole allows the blacksmith to place work on the hole and then punch it by striking it.
Some of the common tools used by the blacksmith. Cold chisel: This is used to mark and hammer in metal while it is cold. Punches: They are available in a wide variety of sizes and shapes and are used for punching holes. Wire brush: This is a very important tool for a blacksmith. As steels and irons heat up, they accumulate slag and scale. This needs to be brushed aside. The wire brush is perfect for this.
Besides, blacksmith tools and fixtures are separated on the universal and special.
Universal tool and attachments are used for forgings of various shapes and sizes.
Special tools and accessories are used only in the manufacture of large batches of forgings of the same type "size.
The burner is not included, please read this full description before purchasing. Made in America and built like a tank from thick, heavy-duty steel. This means you have complete control over your heat source and can choose whatever burner kits you need. They are available online and at most hardware stores across the country. Blacksmith trading tools and techniques.
Kaufman, Metalworking in Early America, from the Collections in Historic Bethlehem. The blacksmith's tools changed from time to time and from place to place. They were usually divided into three groups. The first is the hearth with its bellows, water chute, shovels, tongs, rake, poker, and water container to dampen fire and cooling objects. The second group consists of anvils, sledges, tongs, trimmings, cutters, chisels, and hammers. The third group consisted of a shoe box, which contains knives, brines and files for preparing horses' hooves for shoes, an iron stand to support the horse's leg while working on it, and a special hammer and nails for attaching the shoe to the hoof.
3.2. Basic hand forging tool
The anvil (Fig. 3.1) is a massive metal support on which the workpieces are forged.
By design, hornless, one-horned and two-horned anvils are distinguished. The dimensions and weight of anvils are regulated by standards: hornless according to GOST 11396-75, one-horned according to GOST 11397-75, two-horned according to GOST 11398-75 and SD-horned console according to GOST 11399-75. All anvils are recommended to be made of steel 45L with subsequent processing of platbands and horns up to hardness HB 340 ... 477. Mass of anvils: hornless 96 ... 200 kg, one-horned 70 ... 210 kg, two-horned 100 ... 270 kg, one horned console 95 kg.
The blacksmith worked with charcoal, so named because coal was used as fuel in a furnace that produced iron. It seems that this is not only suitable for different ways who needed to "work"; but because of other desirable qualities, most of them survived the iron of a later period, which did not have these qualities.
18th and 19th century blacksmiths had different qualities iron available to them. Even if a high grade of iron was used, the metal often needed extra attention from the blacksmith before he used it. The limitations of the refining and rolling processes have caused most of the iron to have an imperfect texture, commonly referred to as fibrous. A blacksmith could improve this condition by heating the iron and hitting it vigorously on its anvil. This procedure helped to remove some of the impurities from the iron and improve its purity and resistance to degradation.
The most common and convenient for hand-forged one-horned anvil (Fig. 3.1, a). Horn / designed for bending workpieces at various angles and forging forgings in the form of rings. Platband 2 is the main work
Rice. 3.1. Support tool
Whose or support surface of the anvil. There are three through holes on the support surface. Two round holes 3 with a diameter of 15 mm are intended for punching holes in forgings and square 4 size 35 x 35 mm - for the installation of padding tools and accessories. Tail 5 in the form of a protrusion with right angles is intended for bending workpieces at an angle of 90 °. Paws 6 used for anvil attachment.
Although most blacksmiths performed on iron, it is not uncommon to find parting or cracks on objects such as axles, wheel tires, and fence parts. Some improvement in the texture of the iron was inevitable, as the blacksmith, having removed the iron from his rack, usually found it necessary to modify it for his particular need. This was especially true in the operation that the blacksmith most often performed while pulling. This process was achieved by heating an iron rod, securing it to an anvil, and increasing its length or width using a cruciform hammer, reducing it to another size if necessary.
The anvil is installed on a massive cast-iron or wooden support 7 with a diameter of at least 60 mm and a height of 900 ... 1000 mm and is fixed on this support with clamps 8 and crutches 9. Lower part wooden support buried in the ground at a distance of 1.0 ... 1.5 m from the hearth. The anvil horn should be to the left of the blacksmith with his back to the forge. The distance from the floor to the casing is determined by the height of the blacksmith and is usually equal to 700 ... 800 mm. Such an anvil installation is considered correct when a standing blacksmith touches the clypeus with the tips of slightly bent fingers with a lowered hand.
The conclusion not only improved the quality of the hardware, but also its appearance... Certain irregularities in surface and lateral dimensional changes are usually considered evidence self made... Such changes can be observed with careful study. They are the main reason for the charm of handcrafted versus mechanical excellence. sheet metal or a strip that was made by a machine.
Another fundamental operation of the blacksmith was welding at the forge. An early treatise on blacksmithing described three heats required for correct operation. The hottest is the snowball, which refers to the white heat; it is used for welding iron. There is a total welding heat, not as hot as a snowball, used to weld mild steel. The latter is low or light welding heat, rarely used due to the great skill required to use it.
The screw (GOST 11400-75) is a small anvil made of steel grade 45 with a hardness of the working part HRC 41.5 ... 46.5. The shpper's weight is usually no more than 4 kg. The main dimensions of the skip are shown in Fig. 3.1, b. Shperak is installed in a square hole 4 anvils (see fig. 3.1, A) And small forgings or parts are forged on it.
Welding is often preceded by a scarf, which means tapering the ends or edges of the parts before welding. These tapered pieces were then reheated and the ends spanned the entire distance of the tapered pieces. They were placed on an anvil and knocked until the two pieces were completely welded into one piece. If the joint was enlarged, it was reheated and forged until all parts were of uniform thickness. This operation was performed on wheel tires, but the connection is rarely found.
Some blacksmiths used sand as a flux to keep the metal surface on fire, but a good craftsman could work without this help. The violation was the opposite of pulling, as in this operation the length of the rod was reduced rather than increased. Part of the rod was heated to the welding temperature and other parts were cooled, so that when the end of the rod was hammered, the hot part was made thicker and the overall length of the rod was reduced. The enlarged portion was then completed with a hammer or trimmings if a design with some specific details is desired.
A sledgehammer (two-handed war hammer) is designed to deliver strong blows to the workpiece, laid-
Noah on the casing of the anvil, in order to obtain the forging of the required shape (Fig. 3.2).
Distinguish between blunt sledgehammers / with dimensions according to GOST 11401-75, sharp-nosed transverse 2 and sharp-pointed longitudinal sledgehammers 3 about the dimensions in accordance with GOST 11402-75 (Fig. 3.2, a). Sledge hammers are made by forging from steels 40, 45, 50 and U7. The working surfaces of the sledgehammer are machined and hardened to a depth of 30 mm to a hardness of at least 32.5 HRC. The mass of blunt sledgehammers is 2 ... 16 kg, and of pointed sledgehammers is 3 ... 8 kg. The most common are sledgehammers weighing 2 ... 10 kg.
Stamping was quite simple, but very important for decorative purposes and for joining iron products. This was the only known method by which a one inch diameter hole could be made in a one inch wide bar. The first operation was to heat the bar and slightly increase its width, upsetting it. Then, after reheating, a small blow was punched through the hot part of the bar with a hammer until the blow was stopped by the face of the anvil. The punch was pulled out of the rod, the rod was warmed up and hit from the opposite side until there was a small hole in the bar.
Handbrake hammers (Fig. 3.2, b) are distinguished depending on the shape of the tail: with a spherical tail 4, in a transverse wedge-shaped tailgate 5 and a longitudinal wedge-shaped tailgate 6. They are made of steel U7 weighing 0.5 ... 1.5 kg. Handles for them are made with a length of 350 ... 600 mm with a thickening to the free end of viscous wood and wedge as for a sledgehammer.
The bar was reheated a third time and the hole was placed over the hole in the anvil where it was stretched to the desired diameter with large punches. Such holes usually have a burr on the underside and the shank was always wider in the hole than in any other part. From time to time, the enlarged portion was used to form part of the object's structure. Its use, like the other methods described, does not guarantee a great age, but it does indicate that it was made by hand.
Blacksmiths used various methods to join the pieces of iron: rivets, straps, fixing, screwing and bolting. Rivets used round or countersunk head rivets. When a countersunk head was used, the head and riveted end were flush with the surface of the iron, making it difficult to detect the heavy color of the iron piece. When round head rivets were used, the part hammered in or glued on was the same size and shape as the original head.
Pens for sledgehammers with a length of 750 ... 900 mm are made of wood with a slight thickening towards the free end. For handles, sticky wood should be used - hornbeam, maple, mountain ash, ash or butt birch, which do not split. You cannot make handles from pine and spruce. The fastening of the handles should be as reliable as possible. For this, the hole (suction) in the head of the sledgehammer for the handles is made with slopes of 3 ... 5 ° from the middle to the side faces. This facilitates the installation of the handles and ensures that they are securely fastened after driving the wedge. It has been found that the most reliable handle attachment is
|
|

Rice. 3.2. Percussion instrument
Fastening is done using a "completed" wedge 7 (Fig. 3.2, c) of mild steel. Such wedges are driven obliquely to a depth equal to * / 3 of the width of the sledgehammer head.
Usually a blacksmith works with a handbrake, and a hammer with a sledgehammer. A blacksmith forges small parts with a handbrake. The blacksmiths working without hammermen were called "one-handed", and forging - "in one hand." A blacksmith working with one or two hammers is said to be "two-handed" or "three-handed." Working with hammers in three hands is performed when forging large and complex products.
When working with hammers, the blacksmith mainly supervises the forging, that is, the hammer blows give signals to the hammers about the start of forging (tapping on the anvil), the end of forging (the blacksmith puts the handbrake on the anvil with its side), about the place of impact (shows the place of impact on the workpiece with the handbrake) ) and the rate of impact (by tapping on the anvil).
Hammers strike the workpiece with a sledgehammer in the places indicated by the blacksmith. The blows can be different in direction and strength. The lightest small-strength blows (elbow), which are applied by the movement of the hands with a sledgehammer in the elbow joints (like a hinge), medium-strength blows (shoulder) are applied by the movement of the hands with a sledgehammer in the shoulder joints (like a hinge), and the maximum blows ( mounted) are applied by moving the hands with a sledgehammer in a vicious circle.
In addition, hammers can strike the workpiece from the right or left. To strike from the right, the hammer takes the handle right hand closer to the sledgehammer, and with the left hand by the end of the handle. To strike from the left, the hammer is taken with the left hand for the middle part of the handle, with the right for its end. Striking the workpiece on the right or on the left is done, for example, when upsetting the end of a long workpiece (see Fig. 7.6, G).
Forging chisels are designed for cutting workpieces (Fig. 3.3). By design, simple / and shaped 2 chisels (Fig. 3.3, a) with dimensions according to GOST 11418-75 and GOST 11419-75, respectively. Chisels are made of 6XC steel. The working part of the chisel is hardened to a hardness of HRC 55 ... 59 at a length of 30 mm, s head ends up to HRC 51.5 ... 56 at a length of 20 mm. The mass of simple chisels is 0.9 ... 3.6 kg, and that of shaped chisels is 0.6 ... 2.2 kg. Simple chisels are available for cold and hot

Rice. 3.3. Attachment tool
Metal felling. They differ in sharpening angle and have a thinner blade (dotted line in Fig. 3.3, A). A variety of simple chisels is a one-sided chisel, in which the blade is sharpened on one side compared to the chisel / shown in Fig. 3.3, A.
Shaped chisels 2 (fig. 3.3, A) have a rounded blade shape and are used for cutting flat round workpieces.
Handles for chisels are made the same as for sledgehammers and hand hammers. They do not wedge, so that there is no kickback in the hand from shocks and vibration from inaccurate installation of the tool on the workpiece. Similarly, the handles are inserted into the heel-tops, heels, crimps-tops, trowels, punches and into other applied tools.
Heaps 3 (Fig. 3.3, b) are designed to speed up the broaching operation. They have a semicircular working part, are manufactured in accordance with GOST 11410-75 from steel 45, the working part is hardened to a hardness of HRC 39.5 at a length of 30 mm, from the end of the head to HRC 32 ... 41.5 at a length of 20 mm. The weight of the headers is 1 ... 2 kg.
The ironers are intended for smoothing the surfaces of forgings after forging. Distinguish between flat trowels 4 (GOST 11412-75) and semicircular 6 (GOST 11413-75) working surfaces (Fig. 3.3, V). Trowels are made of steel 45. The working surfaces are hardened to a hardness of HRC 39.5 at a length of 30 mm and
Grinding. From the end of the head, they are hardened to HRC 32 ... 41.5 at a length of 20 mm. Weight of trowels 0.95 ... 4.73 kg.
For example, the blacksmith N.E. Steinfeld makes a "horse" for handles at the overhead, upper pair and punching tool (see below) without slopes (Fig. 3.3, G), which does not coincide with the recommendations of the standards for performing "thrust" for all tools with slopes, such as a sledgehammer and hammer. The author of the work also recommends "Vsad" in the indicated instrument without slopes. Typically, blacksmiths set the handles in the invoice, the upper pair and punching tool so that the end of the handle that has passed the "penetration" protrudes beyond the tool at least 30 mm (Fig. 3.3, S) so that the tool could not instantly jump off the handle, and the blacksmith would have time to notice its movement to the end of the handle.
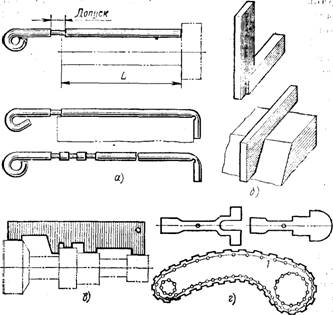
The forging tool - underpads or anvil accessories (fig. 3.4) has a square shank that goes down into a square hole 4 anvils, and the working part of the tool rests on the casing 2 anvils (see Fig. 3.1, a).
Undercutting is designed to separate (pinch) the workpieces. Direct undercut /, performed in accordance with GOST 11420-75, is shown in Fig. 3.4, A. Undercut is made of steel 50. The working part is hardened to a hardness of HRC 39.5 over a length of 30 mm. The weight of the undercuts is 0.88 ... 1.47 kg.
In fig. 3.4, A also shown: jogging 2 sec semicircular cutting edge, undercut 3 with a stop that protects the workpiece from rolling (slipping) during cutting of the workpiece.
Bottoms (Fig. 3.4, b) are intended for bending the workpiece in order to obtain the required forging profile. According to the shape of the working surface, angular 4 (GOST 11405-75) and - cylindrical 5 (GOST 11411-75) downs. The bottom plates are made of steel 45. The working part was hardened to a hardness of HRC 39.5 over a length of 30 mm. The weight of the bottom plates is 0.9 ... 8.8 kg.
In addition, the following special bottom plates and anvil devices can be used (Figure 3.4, b).
Adaptation 6 serves for cutting round material. Fork 7 is used when bending bar and strip material, and the bottom 8 - for forging T-shaped parts from a bar. Bracket 9 is used for pr "and 1sovka parts such as forks. Hook 10 needed for forge welding
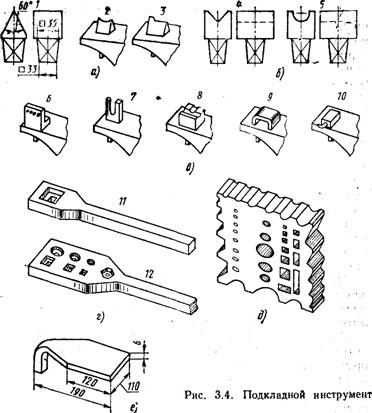
Chain links. If necessary, the blacksmith can forge any device he needs to speed up the forging process and get the forging of the required shape.
Nails (fig. 3.4, G) intended for obtaining heads from nails, bolts, rivets, etc. Nails can be single // and multi-place !2, and the nests in them are cylindrical, rectangular, hexagonal or of any other shape. The walls of the sockets and holes are made with a slope of 3 ... 5 °, that is, with an extension towards the side from which the workpiece is inserted, which facilitates the removal of forgings after the heads have been shaped. Nails are made of steel 45 or U7, U7A and hardened to a hardness of HRC 44 ... 50.
2 V. G. Shmakov 33

A) 6) Rice. 3.5. Paired instrument
Form (fig. 3.4, D) designed for punching and punching holes in forgings, bending, broaching and finishing of forgings with simple cross-sections. The form is a thick square slab with holes of various shapes and sizes of cross-sections. On the side faces, it has streams of various shapes and sizes. A mold is made of steels 35L, 40L by casting with subsequent processing to obtain smooth surfaces inside holes and streams. The mass of the mold is about 120 kg.
A lining of mild steel or copper is used to protect the casing of the anvil from damage when cutting metal, and the chisel from dullness. The design of the lining of the blacksmith N.E.Steinfeld is shown in Fig. 3.4, E.
A paired tool (Fig. 3.5) is used when the overhead and backing tools simultaneously act on the workpiece and make it possible to increase labor productivity and improve the shape of the forgings.
Liners-tops and bottoms are used in pairs and are designed to accelerate the operation of broaching or distilling metal.
Liners-tops (fig. 3.5, A) there are flat square 7 (GOST 11406-75) and semicircular 3 (GOST 11408-75) working surfaces. They are made of steel 45. The working part is hardened to a hardness of HRC 39.5 at a length of 30 mm, a head - HRC 30 ... 40 at a length of 20 mm. The mass of the liners-tops and covs is 0.72 ... 2.62 kg.
Bottom pads (Fig. 3.5, a) come with a flat rectangular 2 (GOST 11407-75) and with a semicircular 4 (GOST 11403-75) work surfaces.
They are made of steel 45. The working part is hardened to a hardness of HRC 39.5 over a length of 45 mm. The mass of the liners-undersides is 0.92 ... 2.5 kg.
Crimps-tops and bottoms are designed to give a pre-forged seal the correct round, hexagonal and other shape, more accurate Have smooth surfaces of parts
I, the form of rods.
Crimps-tops (Fig. 3.5, b) come with a semicircular 5 (GOST 11403-75), with a hex 7)! other forms of work surfaces. They are made of steel 50. The working part is hardened to a hardness of HRC 39.5 at a length of 30 mm, the head - HRC 32 ... 41.5 at a length of 20 mm. Weight of crimps-tops in 1.6 ...
Bottom crimps bis? (fig. 3.5, 6} have the same working surfaces as the top crimps. In this case, crimps with a semicircular working surface are performed in accordance with GOST 11404-75. They are made of steel 50. The working part is hardened to a hardness of HRC 39.5 over a length of 30 mm. The weight of the crimps-bottom is 0.94 ... 2.38 kg.
The punching tool (Fig. 3.6) is intended for punching and expanding holes in forgings, as well as for straightening and smoothing the walls of these holes.
Punches (barbs) have the same structural elements as the applied tool. They pierce through holes in workpieces of small thickness. There are punches (Fig. 3.6, a) with a round section / working part (GOST 11414-75), oval 2 (GOST 11415-75), square 3 (GOST 11416-75) and rectangular 4 (GOST 11417-53). The dimensions of these cross-sections are as follows, mm: round 6 ... 25; oval 25x16;
30x18; 36x22; square
6 ... 25; rectangular 10 X
HZO; 16x30; 20X36.
|
|

Punch holes are made
Forging or stamping from
Steel 6ХС. Working part
Quenched to hardness
HRC 46.5 ... 51.5 at length
30 mm, head up to HRC 32 ...
Rice. 3.6. Punching tool
41.5 over a length of 20 mm. The mass of the punches is 0.36 ... 1.88 kg.
Piercing pins have the same purpose as piercers and are designed to widen and smooth a hole. They are simpler (Fig. 3.6, b) punches, and they can be quickly made from the available steel of suitable hardness. In addition, if there is no punch of the required size (or profile), then the piercing can, etc., be changed instead of the punch, holding it with pliers during impacts. We pierce the holes through the piercing, that is, it can fly out of the metal from the other side. By piercing, you can get holes without slopes.
3.3. Blacksmith tool for hammer forging
Supporting and percussion tools (Fig. 3.7) for forging metal on hammers are practically inseparable, since they are the upper and lower strikers, which are always used in pairs.
The strikers are the main supporting and striking tool, with the help of which all forging operations on hammers are performed, while the lower strikers act as a supporting tool, and the upper strikers percussion instrument... The most widespread are flat, cut and combined strikers.
Flat strikers "(Fig. 3.7, A) receive forgings of rectangular and square cross-section, and are also used in the operations of bending, upsetting, punching (punching) holes and other operations.
Cut-out strikers (fig. 3.7, B) are designed to produce cylindrical or hexagonal forgings along the cross-sectional profile.


Rice. 3.8. Metal cutting tool
Combined strikers (Fig. 3.7, e) consist of a flat top and bottom with a rectangular cut. Using these strikers, it is possible to obtain forgings with a cylindrical section with a large difference in diameter.
Strikers are made of steels 50, 50G, 40XN, 50XNV, 5XGM. Their hardened to hardness HRC 40 ... 50. Upper V the lower strikers have the same width, and the lower strikers are slightly longer than the upper strikers.
The attachment tool for forging metal on hammers has a head (back of the head), on which blows are struck by the upper striker, and a lower working part in the form of a blade or surface of the required shape (Fig. 3.8). Handles for this tool are forged from low-carbon steel (up to 0.25% carbon) in the form of rods and chained into the body of the tool, and sometimes they are forged from a whole piece of metal together with the tool.
Blacksmith's axes (GOST 11429-75 ... GOST 11432-75) are intended for cutting hot metal on hammers. The shape of the axes (Fig. 3.8, A) can be double-sided /, having a cutaway blade in the form of an isosceles trapezoid, one-sided 2 sec cross-sectional view of a rectangular trapezoid blade, trapezoidal 3, side and cross-sectional blades in the shape of an isosceles trapezoid, semicircular 4 (shaped) axes having a curved blade in a circle with the view of a rectangular trapezoid in the cut of the blade. Axes are made in accordance with GOST 11429-75 ... GOST 11432-75 from steel 35XM with hardening to a hardness of HRC 43.5 ... 47.5. Weight of axes with handles 6.55 ... 27.02 kg.
Cuts (Fig. 3.8, b) are intended for building up axes in height when cutting blanks with

Rice. 3.9. Perezhnmki
Dimensions (edit) more height ax, for cutting lintels and deburring after felling. Cuttings are made in accordance with GOST 11433-75 from steel 35XM with hardening to a hardness of HRC 43.5 ... 47.5. The mass of the cuttings is 0.6 ... 53.4 kg.
Clips (Fig. 3.9) are designed to obtain one-sided or double-sided local depressions (clamps) in the workpiece with the aim of the subsequent formation of ledges, protrusions, recesses and to facilitate broaching and displacement of the workpiece.
In accordance with GOST 11425-75, triangular equilateral clamps are made / from steel 45 and hardened to a hardness of HRC 36.5 ... 41.5. Weight 0.38 ... 20 kg. In addition, one-sided clamps are used (Fig. 3.9, A) with round 2, semicircular 3, T-shaped 4 And with other sections, double-sided (Fig. 3.9, b): squeeze 5-to obtain a rectangular squeeze, squeeze 6 - for round clamping and others.
Crimps (Fig. 3.10), as in manual forging, are designed to obtain cylindrical, hexagonal, square and other shapes of sections of forgings with sufficiently accurate dimensions. Crimps can be used for forging and finishing round, hex, square and other forgings. According to the design of the handles, they are divided into spring / and split 2. Round crimps with spring and split handles are made in accordance with GOST 11426-75 and GOST 11427-75 from steel hardened to a hardness of at least 39.5 HRC. Spring handles made of steel 30. Weight of spring crimps 2.38 ... 29.4 kg, detachable - 30.75 ... 208.88 kg. The handles are forged from rods and shackled into the body of the crimps.
In crimps with spring handles, they crimp the Forging with diameter up to 70 mm, with split ones - up to 200 mm. ; Rolling(Fig. 3.11) are intended for obtaining ledges and grooves, for the formation of inclined surfaces, intensive drawing and distillation of metal and for finishing the surfaces of forgings. The shape of the working surface of the rolling can be semicircular / wedge 2 and wedge semicircular 3. Rolls are made of steel 45 in accordance with GOST 1 1421-75 and GOST 11422-75 with hardening to a hardness of HRC 36.5 ... 41.5. The mass of the rollers is 0.65 ... 109.8 kg. Rollers with other forms of the working surface are also often used.
The attachment tool (Fig. 3.12) is performed with the same handles as the attachment tool.
Wedge pads / (Fig. 3.12, A) Designed to obtain edges with the required slope at the forgings. The linings are made of steel 45 in accordance with GOST 11428-75 with hardening to a hardness of HRC 36.5 ... 41.5. The weight of the pads is 1.6 ... 45.2 kg. In order to eliminate possible movement of the lining on the working surface


Yosti of the lower striker 3 use linings 2 sec will speak. pami, which fix its position on the striker (Fig. 3.12, a). Blacksmiths are advised to have a set of pads with different angles of inclination.
The underlay stamp (fig. 3.12, B) it is used in the case of manufacturing of forgings in small batches. Such a stamp consists of only one lower half. It is inexpensive to manufacture, and its use can significantly reduce machining allowances and increase labor productivity.
A punching tool (Figure 3.13) for making holes in metal when forging with hammers differs from a punching tool for hand forging in the absence of handles. But since it is quite heavy, for transportation and installation through holes are made in it. Bars or wire are inserted into these holes and moved manually or attached to vehicles.
Sewers (Fig. 3.13, a) are designed to receive through or large blind holes. The piercing can be solid in the form of a cylinder /, truncated cone 2, wedge 3, as well as hollow in the form of a hollow cylinder 4 and another form. Broaches are made from steels 40, 50 and hardened to a hardness of HRC 41. Holes up to 400 mm are punched (pierced) with solid broaches, and over 400 mm with hollow ones.

Rice. 3.14. Forging tool handles for hammering metal
Mi or other shapes of holes, corresponding to the shapes of piercing, are performed as supports for forgings, in which holes are punched. The holes in the supports should be greater than the piercing by 0.1 of the height of the forging to be punched. The stands are made of steel 35, 50, 5X. GM.
The extensions are designed to build up piercing heights when punching holes in forgings with a height greater than the piercing height. The cross-section of the extensions corresponds in shape to the piercing, and in terms of size, the outer diameters are 3 ... 5 mm smaller, while the inner diameters (for hollow piercing) are 3 ... 5 mm larger. Extensions are made of steel 40, "b01" with subsequent hardening.
- Q straightening (Fig. 3.13, b) are intended for expanding (increasing) the diameters of round holes, rolling out hollow forgings and calibrating holes. Non-racing mandrels (mandrels) are made in the form of cylinders 5 and 6, having one or two ledges. Rolling and calibration mandrels are made in the form of solid or hollow cones 7 and barrel-shaped 8. Mandrels are made of 40X steels. 55X with subsequent hardening;
The handles of the overhead and backing tool for hammer forging are forged from bar steel with a diameter of 6 ... 25 mm. The shape of the handles can be with a loop / and with a ring 2 (Fig. 3.14) with dimensions in accordance with GOST 11434-75. Length of handles with loop 800 ... 1120 mm, with ring 900 ... 1500 mm. Handle weight 0.2 ... 5.74 kg.
Spring handles are made mainly for crimps (see, Fig. 3.9, b) and for crimps (see Fig. 3.10).
3.4. Accessory tools and fixtures
Ticks (Fig. 3.15) are divided into main and" Auxiliary. The main pliers are used to hold the workpiece during forging, turning and tilting it on the anvil when forging with hammers. Auxiliary pincers are used to transfer blanks in the forge, "feed them from the forge to the anvil and back, as well as during" other operations.
The pliers consist of two castor beads connected by a rivet acting as an axis. Castor beads have structural elements: handles and working parts, called;
Sponges used to grip workpieces and forgings. In order to ensure the reliability of gripping the workpiece when changing its shape at intermediate operations, the pliers can be replaced by others with the corresponding shapes of the jaws.
According to the method of gripping the workpieces and the corresponding shape of the jaws, the main pliers are divided into longitudinal, transverse and longitudinal-transverse. Pliers with the corresponding shape of the jaws are recommended to be made in accordance with GOST 11.384-75 ... GOST 11395-75. Castor beads are made by forging from steel 15, 20 and 25, rivets (axles) from steel 15. The length of the tongs is 300 ... 1600 mm, weight is 0.38 ... 16 kg.
In addition to standardized pliers, which have simple sponges, blacksmiths use special pliers. Such pliers are required in the manufacture of forgings of complex shapes. If the existing set does not contain pliers that provide a secure grip on any forging, then blacksmiths usually adjust the shape of the sponges to the shape of this forging. To fit, the sponges are heated in a forge and forged on a forging using it as a mandrel. In this case, the sponges are adjusted until they fit snugly along the entire back. removable forging surface. Sometimes it is more profitable not to adjust the pliers to the forging, but to forge the end of the workpiece in the shape of the tongs sponges.
In fig. 3.15, A the most commonly used types of ticks are shown, and in fig. 3.15, b - auxiliary pliers / for rectangular blanks manufactured in accordance with GOST 11394-75, and for the same purposes pliers 2, but not standardized.
When forging small forgings, it is advisable to use lightweight pliers with springy handles. With prolonged
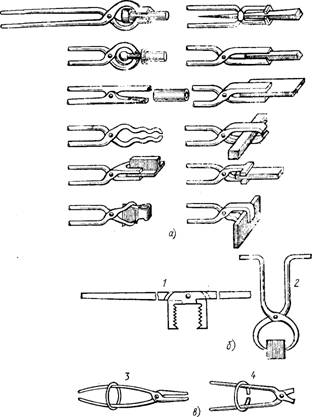
Rice. 3.15. Blacksmith pliers
Forging or when forging large workpieces under the hammer, put a ring on the handles of the tongs 3 "Spandrel" or staple 4 (Fig. 3.15, c).
Incorrectly sized or shaped pliers, with sponges poorly fitted to the forging, lead to a decrease in labor productivity, complicate the work of a blacksmith and can cause various kinds of injuries.
For tilting large enough workpieces in Various devices are used for forging and transporting them through the forge (Fig. 3.16).
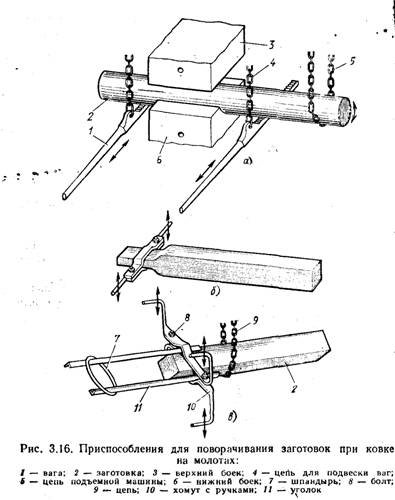
The crowbars are used for turning workpieces on the lower hammer strikers.
Waga can be used as a crowbar. It is safer to work with it, since it has teeth that do not allow mutual sliding between the wag and the workpiece. In the presence of hoisting vehicles and forging long heavy workpieces, two carriages are suspended on chains from holes and they turn the workpiece, as shown in Fig. 3.16, a.
Manual canister (fig. 3.16, B) used. It is used to rotate blanks (forgings) around a horizontal axis when forging them on hammers.
A manual manipulator-tilting device (knob) is used to clamp workpieces of medium weight and tilt them in the forging process (Figure 3.16, c). * Two corners are placed on the workpiece and clamped with a clamp. Suspension of the workpiece can be carried out on a chain of a lifting device or on a chain with an adjustable length, permanently suspended near the hammer.
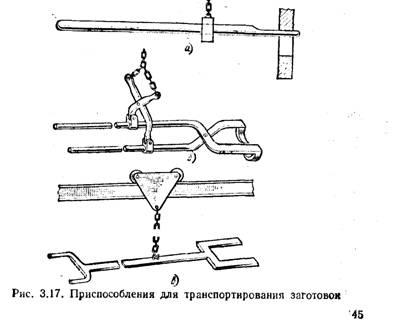
The supply of relatively small workpieces from the furnace to the hammer can be carried out along inclined metal trays.
A shovel-pin (Fig. 3.17, a) is used to load blanks with holes into the furnace and unload them from the furnace.
Planting tongs (Fig. 3.17, b) are intended for loading into the furnace and unloading cylindrical blanks from the furnace.
Monorail with a fork (Fig. 3.17, V) has a rail inclination from the kiln to the hammer. It is designed for transporting heated workpieces.
3.5. Measuring tool
The measuring tool can be universal and special.
The universal tool most often used in forges is the following (Fig. 3.18).
The steel ruler is designed to measure linear dimensions... Depending on the size of the forgings, rulers with lengths of 250, 300, 500, 750 and 1000 mm are used.
A metal folding rule has the same function as a steel ruler. It consists of 100 mm links, hinged to each other, which allows it to be folded and unfolded to the required length within 1 m.
The tape measure is a metal flexible tape with risks applied. Due to the flexibility of the tape, a tape measure can be used to measure, in addition to linear dimensions, the lengths of arcs, circles and other curved lines. The tape can be 1 ... 50 m long.
Vernier caliper is designed to measure external and internal dimensions parts, including the diameters of the circles. Calipers can be used to measure parts with dimensions of 200 ... 2000 mm.
A depth gauge is designed to measure the depth of blind holes and depressions or heights at the protrusions. Measurement limits 100 ... 500 mm.
A marking compass (Fig. 3.18, A) it is used to obtain control points (indentations) on blanks and forgings used in forging (for example, marking the centers of holes to be punched) and during subsequent machining forgings. It consists of two pivotally connected rods with a bar that has a slot along an arc of a circle, and a screw for fixing the required size between the working ends of the levers. The indentations on the markup are performed Kernami, Which are manufactured in accordance with GOST 7213-72.
Caliper (Fig. 3.18, B) designed for measuring the outer linear and diametrical dimensions of cold and hot workpieces and forgings. It consists of two pivotally connected levers with working ends bent inward. For measurement, the ends are shifted (moved apart) until they come into contact with the measured size of the workpiece (poksvki), and then the ends are placed on a ruler and the measured size is recognized.
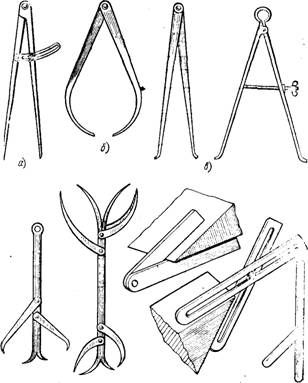
G) H) Rice. 3.18. Universal measuring instrument
The bore meter (Fig. 3.18, c) is designed to measure the internal linear dimensions and diameters of workpieces and forgings. By design, it is similar to a caliper, only the working ends of the levers are bent on the Rouge. For accurate and frequent measurements, an inside-method with an adjusting screw is used (Fig. 3.18, V).
Blacksmith calipers (fig. 3.18, G) They can be single, double and triple. The blacksmith sets one pair of legs according to a given smaller size (for external measurements, a non-passable size), and the other - according to a given large size(for external measurements, bore size), i.e. within the limits of measurements. For inner measurements, on the contrary, the smaller size is through passage, the larger is not through passage. So he can-
Rice. 3.19. Templates
In the process of forging to measure the dimensions of the forgings within the tolerances, without any readjustment of the tool. Forging calipers can also measure several controlled dimensions of a forging during the forging process.
Levers for calipers and bore gauges can be made from steel 35 and 45 with subsequent hardening, and rivets-hinges from steel 15.
The goniometer is designed for measuring any angles of finished forgings and transferring the dimensions of angles from one forging to another. It consists of two levers pivotally connected by a screw, which is simultaneously used as an angle lock installed between the levers. how they measure angles are shown in Fig.3.18, D.
A special tool is designed to measure several sizes of the same name (linear, angular dimers) intermittently at a certain interval or |
Only one size. In forges, the following special tool is most often used in the form of templates and calibers (Fig. 3.19).
Bar templates (Fig. 3.19, A) designed to measure linear dimensions along the length or width of forgings.
Angle templates (Fig. 3.19, b) are designed to control the "angles at the forgings. They are made with constant most common angles (30, 45, 90 °) and are used for the corresponding forgings or they are made with any one angle for only one forging."
Profile templates are designed to control the sizes of protrusions and depressions, as well as the distances between them for forgings with varying dimensions in different sections. An example of a profile template is shown in Fig. 3.19, c.
Contour templates (Fig. 3.19, G) are designed to control the shapes and sizes of complex forgings by imposing these templates on the forging. The test template / test notches define the limit cutting allowances. Sometimes they have holes for marking the forgings with cores for subsequent machining.
Gauges are used to control the thickness of forgings during the forging process (Fig. 3.20). ,.
Limit bracket (Fig. 3.20, a) with a groove that determines the size tolerance, i.e. Etc- the size of the forging must pass, YAB-;
The size of the forging must not fit. T
|
|

Adjustable brace - ^ b a (Fig. 3.20, b), like the longitudinal bracket, has a tolerance for the size indicated in the figure Etc and NOT.
The comb gauge (Fig. 3.19, c) is used in the manufacture of forgings with a large number of forging transitions
Rice. 3.20. Calibers
Dov. They measure the dimensions of the thicknesses and heights of the heated forgings. This caliber is available in sizes 3 ... 35 mm.
3.6. Instrument care
To keep the tool in working order, the following rules must be followed.
Before starting work it is necessary to check the anvil and clean its working parts from scale, oil and water. Clean the anvil with a wire brush or scraper. You cannot clean the anvil with your hands, even in sleeves.
Check the anvil for cracks. The check is carried out with light hammer blows on the casing. In this case, the hammer should bounce, and the anvil should emit a clear, ringing, non-rattling high-pitched sound. Cracked anvil makes a dull rattling sound
Select the required working and measuring tool and check it. In this case, sledgehammers and handbrake hammers must be firmly attached to. wooden handles, and the overhead tool may have some movement on the handles, but not fall off. The measuring tool must be in good working order and clean.
If the tool is wet and oily, then wipe it with a dry cloth and check if it has cracks, dents, nicks, twists around the edges of the working part, which can crumble out during work and injure the blacksmith or other person in the forge. The working and striking parts of the tool should be convex, without twists around the edges. It is prohibited to use a defective tool. It needs to be repaired or replaced immediately.
Before work, it is necessary to lay out the blacksmith and measuring tools on the table to the right of the blacksmith in an order convenient for work. The tool is laid out on the table in a strictly defined order. A hand hammer, chisel, pliers, measuring and other tools are placed on the upper shelf. To make it convenient to take, the handles should protrude beyond the edge of the table. Only the tool you need for the job should be kept ready. In an udsbnom place for a blacksmith (for example, behind, from the side of the forge), they put a bookcase with a set of different
An additional tool that you may need while working.
During work you must use the tool only for its intended purpose. You cannot forge cold metal, as a sharp tool will become dull, and a non-sharp one will form premature turns and cracks. After each use, place the tool in the place provided for it.
Protect the tool from damage. Do not throw it, but place it even on objects softer than the instrument itself.
Remove scale from the anvil periodically.
At the end of the work you need to check the serviceability of the tool, and if it is serviceable and clean, then put it in the storage location.
It is always necessary to ensure that the sharp tool is properly sharpened. Replace wooden handles in a timely manner. The measuring tool should be checked periodically for accuracy. Store the instrument in the bridges provided for it.
Of course, every blacksmith is famous for his work! Today artistic forging metal is an amazing art, and to create their masterpieces, craftsmen, of course, use both mechanical, automatic and hand tool for forging.
Workplace a professional blacksmith is more than a special, technically equipped corner. Despite the emergence of modern installations for the automation of forging, our craftsmen still prefer to cope with tasks on their own. After all, this is the only way, with your own hands, with the help of the simplest mechanical tools you can not just give the workpiece desired color, shape and size, and put your soul into it.
From time immemorial, blacksmiths could not do without a sledgehammer, pincers, punches, hammers. Moreover, these tools were necessary for any forge for both cold forging and hot forging.
The list of basic tools that a blacksmith has to work with includes:
- The handbrake is the main working tool - a hammer weighing from 0.8 to 2 kg.
- A sledgehammer is a tool that must have a strong and at the same time lightweight handle, the weight of the sledgehammer itself should be in the range from 2 to 8 kg. Typically, this instrument is held with both hands. Weight and dimensions vary depending on the product being manufactured.
- The anvil is the second “main component” in the work of a blacksmith. Forging is carried out directly by hammer blows on the metal on the anvil. Considering that the force of blows is usually high, the anvil must be strong and securely fastened to the wooden block. Compliance with these conditions is dictated by security considerations.
- Pliers are another tool of the blacksmith, without which he is, as they say, without hands. Rather, they are the continuation of his hands. The pliers must provide a strong clamping of the forging upon impact. Moreover, depending on the type of product, the pliers should have sponges of various shapes: flat, semicircular or tubular.
- Crimp and trowel are two tools that, respectively, shape the product or smooth it (during hot forging).
This is not a complete list of blacksmithing tools. Very often, blacksmithing for the manufacture of a unique design product requires the development of special tools that allow you to create the required shapes.
In addition, in order for the finished models to have precise dimensions and clear shapes, the master needs a professional measuring tool. He helps to complete the task in full accordance with the idea and requirements of the client.
For hot forging, welding of various configurations (electric, argon-arc, etc.) is increasingly used today. The use of welding greatly simplifies the work of the blacksmith, leaving him time to create unique metal laces.
It is important to remember that the master has to deal with hot metal, and directly with fire. This means that the working area must comply with fire safety requirements. As a rule, refractory materials are used to decorate the forge room. Additionally, a powerful ventilation and lighting system is equipped. The workplace remains as compact as possible. This saves time when processing metal blanks and products, when the quality of the future product depends on the promptness of the master's actions.










How to understand: will the kitten be fluffy?
What light alcohol can pregnant women drink: consequences of consumption
Why do legs swell in the ankles and ankles of feet in pregnant women: causes and methods of treatment
The wedding of Prince Harry and Meghan Markle: scandalous and secret details of the marriage (photo) Future marriage of Prince Harry year NTV
How to close white plums for the winter