উপরে স্ক্রু-কাটিং লেদঅপারেশনের সহজ নীতি: ওয়ার্কপিস, যা একটি অনুভূমিক অবস্থানে আটকে আছে, ঘোরানো শুরু করে এবং কাটার, যা চলমান, সরানো হয় না পছন্দসই উপাদান. কিন্তু এই নীতি বাস্তবায়ন করার জন্য, একটি প্রক্রিয়া প্রয়োজন, যা গঠিত একটি বড় সংখ্যাঅবিকল মিলে যাওয়া উপাদান। লেদগুলি নয় ধরনের মেশিন টুলকে একত্রিত করে, যা বিভিন্ন উপায়ে আলাদা: ডিজাইন লেআউটে, উদ্দেশ্য অনুযায়ী, অটোমেশনের মাত্রায়।
মেশিনে বিশেষ অতিরিক্ত ডিভাইসের ব্যবহার (মিলিং, গ্রাইন্ডিং, রেডিয়াল হোল ড্রিলিং করার জন্য) সরঞ্জামের প্রযুক্তিগত কার্যকারিতা ব্যাপকভাবে প্রসারিত করে।
লেদ, স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয়, স্পিন্ডেলের অবস্থানের উপর নির্ভর করে উল্লম্ব এবং অনুভূমিকভাবে বিভক্ত, যা প্রক্রিয়া করা হচ্ছে সেই অংশের ওয়ার্কপিস সেট করার জন্য একটি ফিক্সচার বহন করে। উল্লম্ব মেশিন প্রধানত বড় মাত্রা এবং ওজন, কিন্তু ছোট দৈর্ঘ্যের অংশ প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়। সময়ের সবচেয়ে বিখ্যাত lathes সোভিয়েত ইউনিয়ন- 16K20 এবং 1K62। লেদটি বিপ্লবের দেহের আকারে অংশ প্রাপ্ত করার জন্য কাটার মাধ্যমে উপকরণগুলি প্রক্রিয়া করার জন্য ডিজাইন করা হয়েছে। আজ বিভিন্ন প্রধান ধরনের lathes আছে. বেশিরভাগ সর্বজনীন কৌশলবাঁক গ্রুপ হয় স্ক্রু-কাটিং lathesছোট আকারের উৎপাদনে ব্যবহৃত হয়। এবং স্ক্রু-কাটিং ল্যাথগুলিও বিভিন্ন প্রকারে বিভক্ত:
স্ক্রু-কাটিং লেদ ডিভাইস
স্ক্রু-কাটিং লেদ এর নিজস্ব ডিভাইস আছে। সরঞ্জামের প্রধান অংশ স্থির করা হয়েছে, এবং সরঞ্জামটি বিশেষ মাথা টিপে তার কাজ শুরু করে। প্রক্রিয়াকরণের সময় প্রাপ্ত অংশটি এই ধরনের অপারেশনগুলিতে ব্যবহার করা যেতে পারে। এখন অনেক লোক বিশ্বাস করে যে স্ক্রু-কাটিং লেদ ব্যবহার সর্বোত্তম নয়। উপকরণ প্রক্রিয়াকরণ বৃদ্ধি এবং বৃহত্তর দক্ষতার সঙ্গে বাহিত করা যেতে পারে. কিন্তু কাজের পরে নির্মাতাদের দ্বারা প্রাপ্ত উপাদান সাধারণত সন্তুষ্ট হয়।স্ক্রু-কাটিং লেদ - কুড়াল
অক্ষ স্ক্রু-কাটিং লেদএটি মোটামুটি নতুন সরঞ্জাম। তবে, তা সত্ত্বেও, তিনি ইতিমধ্যে শিল্প খাতের বিশেষজ্ঞদের মধ্যে জনপ্রিয়তা অর্জন করতে সক্ষম হয়েছেন। অক্ষ লেদ, অন্যথায় RAM নামে পরিচিত, একটি অক্ষ শৈলী কুইলের সাথে প্রচলিত লেদ সরঞ্জামগুলির বৈশিষ্ট্যগুলিকে একত্রিত করে।উপরে লেদএই ধরনের, অপারেশন নীতি বেশ সহজ এবং বোধগম্য এমনকি যারা শিল্প সম্মুখীন হয় না যারা. এই মুহুর্তে যখন সরঞ্জামগুলি প্রক্রিয়াকরণের জন্য ওয়ার্কপিসে যুক্ত হয়, তখন এটি তার পৃষ্ঠে স্লাইড হতে শুরু করে। এবং তাই প্রক্রিয়াকরণ দ্রুত, সহজ এবং উচ্চ মানের হয়ে ওঠে।
CNC স্ক্রু-কাটিং লেদ
এই মেশিনটি পুরানো ধরণের সরঞ্জাম প্রতিস্থাপন করতে সক্ষম। মাল্টি-স্পিন্ডল এবং অন্যান্য সিএনসি টুলের অনেক সুবিধা রয়েছে: এগুলি ইনস্টল করা সহজ এবং পরিচালনা করা সহজ। এই কৌশলটি আজকের চাকরির বিকাশের প্রবণতাকে সম্পূর্ণরূপে পূরণ করে।
CNC স্ক্রু-কাটিং লেদগুলির কার্যকারিতা অন্যদের তুলনায় অনেক বেশি বিদ্যমান প্রকারসরঞ্জাম এই বর্গ. এটি লক্ষ করা যায় যে এই জাতীয় মেশিনগুলি ক্রয়কারী সংস্থাগুলি তাদের উত্পাদনশীলতার সমস্যার একশ শতাংশ সমাধান করে। একটি স্ক্রু-কাটিং লেদ সহজেই সবচেয়ে বিবেচনা করা যেতে পারে সর্বজনীন মেশিনটার্নিং গ্রুপের সমস্ত বিদ্যমান মেশিন থেকে। এটি বিভিন্ন অংশের ছোট-স্কেল এবং একক-টুকরো উত্পাদনের শর্তে ব্যবহৃত হয়। এখন, এর বহুমুখীতার কারণে, ধাতব শিল্পে কাজ করে এমন অনেক সংস্থায় এটির প্রচুর চাহিদা রয়েছে।
Lathes আপনি অভ্যন্তরীণ এবং বাহ্যিক পৃষ্ঠতল প্রক্রিয়া করার অনুমতি দেয়। কৌশলটি বিভিন্ন আকারের (আকৃতির, শঙ্কু, নলাকার) অংশগুলিকে পিষানো, ড্রিলিং, বোরিং, রিমিং হোল, ট্রিমিং প্রান্ত, নর্লিং, থ্রেডিং এবং অন্যান্য ক্রিয়াকলাপগুলিকে সম্ভব করে তোলে। এছাড়াও, বিশেষ সরঞ্জাম ব্যবহার করার সম্ভাবনা আপনাকে অন্যান্য কাজ সম্পাদন করার সুযোগ দেবে। উদাহরণস্বরূপ, আপনি মিলিং, নাকাল, দাঁত কাটা এবং অন্যান্য কাজ করতে পারেন।
স্ক্রু-কাটিং প্রযুক্তি, প্রথমত, এটি একক এবং ছোট-স্কেল উত্পাদনের জন্য উদ্দেশ্যে করা হয়। তবে, যদি প্রয়োজন হয়, এটি অতিরিক্ত ডিভাইস এবং ডিভাইসগুলির সাথে সজ্জিত করা যেতে পারে যা এটি ব্যাপক উৎপাদনে প্রসারিত করা সম্ভব করে তোলে। ব্যাপক উৎপাদনে, বাঁক এবং ঘূর্ণায়মান আধা-স্বয়ংক্রিয় মেশিন এবং স্বয়ংক্রিয় মেশিন ব্যবহার করা হয়। মেশিনের রক্ষণাবেক্ষণের মধ্যে পর্যায়ক্রমিক সমন্বয়, মেশিনে উপাদান সরবরাহ এবং ওয়ার্কপিসগুলির নিয়ন্ত্রণ জড়িত।
একটি আধা-স্বয়ংক্রিয় মেশিনে, খালি অপসারণ এবং লোড করার সাথে সম্পর্কিত আন্দোলনগুলি স্বয়ংক্রিয় নয়। যেমন স্বয়ংক্রিয় কর্মপ্রবাহ ব্যবস্থাপনা স্ক্রু-কাটিং lathesক্যামশ্যাফ্টকে ধন্যবাদ যেখানে ক্যামগুলি ইনস্টল করা হয় তা করা হয়।
যেকোন স্ক্রু-কাটিং লেদ (ডেস্কটপ, ইউনিভার্সাল, সিএনসি) এমন একটি সরঞ্জাম যার সাহায্যে ধাতব পণ্য এবং অন্যান্য উপকরণগুলিকে বাঁকানো হয়।
1 একটি স্ক্রু-কাটিং লেদ ডিভাইস - প্রধান উপাদান এবং প্রক্রিয়া
ইউনিভার্সাল স্ক্রু-কাটিং লেদগুলি এই ধরনের ধাতব কাজের ক্রিয়াকলাপগুলি পরিচালনা করা সম্ভব করে:
- reaming গর্ত;
- আকৃতির, শঙ্কু, নলাকার পৃষ্ঠের বাঁক এবং বিরক্তিকর;
- reaming;
- প্রক্রিয়াকরণ এবং ছাঁটাই শেষ;
- থ্রেড কাটা;
- তুরপুন
এই গ্রুপের সমস্ত মেশিনে একটি অভিন্ন ডিভাইস রয়েছে। তাদের প্রধান সমাবেশ ইউনিট হল নিম্নলিখিত নোড:
- ক্যালিপার;
- সামনে এবং;
- গিয়ারবক্স;
- বিছানা;
- টাকু;
- বৈদ্যুতিক শুরু সরঞ্জাম;
- ক্যাবিনেট;
- বিনিময়যোগ্য ধরনের গিটার গিয়ার;
- চলমান রোলার;
- এপ্রোন
- গিয়ারবক্স;
- সীসা স্ক্রু ( এটি এর উপস্থিতি যা একটি স্ক্রু-কাটিং টার্নিং ইউনিটকে প্রচলিত বাঁক থেকে আলাদা করে).
এটি লক্ষণীয় যে বিবেচনাধীন মেশিনগুলির সমস্ত উপাদানগুলির শুধুমাত্র একই উদ্দেশ্য এবং নাম নয়, একই জায়গায় অবস্থিত।
এর মানে হল যে 16K20 ইউনিট, 1970-এর দশকে ক্র্যাসনি প্রলেতারিয়ান প্ল্যান্ট এবং চেলিয়াবিনস্ক স্ট্যানকোমাশ ওজেএসসি থেকে উত্পাদিত দুই ভাইয়ের মতো একে অপরের মতো। এমনকি একটি সংখ্যাসূচক সঙ্গে একটি স্ক্রু-কাটিং লেদ এর স্কিম প্রোগ্রাম ব্যবস্থাপনা(উদাহরণস্বরূপ,) শুধুমাত্র এই একই CNC এর উপস্থিতিতে পুরানো মডেলের থেকে আলাদা।

প্রধান ইউনিটগুলি ছাড়াও, স্ক্রু-কাটিং গ্রুপের ইউনিটগুলিতে বেশ কয়েকটি নিয়ন্ত্রণ হ্যান্ডেল রয়েছে যার সাহায্যে অপারেটর মেশিনে তার কাজ সম্পাদন করে। নিম্নলিখিত হ্যান্ডলগুলি উপলব্ধ:
- টাকু গতি পরিবর্তন;
- কাটা থ্রেডের পিচ এবং ফিড সেট করা;
- বর্ধিত বা স্বাভাবিক থ্রেড পিচ ইনস্টলেশন;
- স্লেজের গতিবিধি (অনুদৈর্ঘ্য এবং অনুপ্রস্থ);
- উপরের স্লাইডের আন্দোলন;
- সীসা স্ক্রু শুরু এবং নিষ্ক্রিয় করুন (এর বাদাম);
- থ্রেড নির্বাহের দিক নির্বাচন (ডান- বা বাম-হাতে);
- প্রধান বৈদ্যুতিক মোটর শুরু এবং বন্ধ করুন;
- কুইল স্থিরকরণ;
- স্বয়ংক্রিয় অনুদৈর্ঘ্য ফিড শুরু করুন;
- কুইলের নড়াচড়া (এই হ্যান্ডেলটিকে সাধারণত স্টিয়ারিং হুইল বলা হয়);
- খাওয়ানো শুরু এবং বন্ধ করুন;
- দ্রুত চলাচলের মোডে ক্যালিপার স্যুইচ করা;
- tailstock ঠিক করা;
- টাকু বন্ধ করা এবং মেশিনের এই উপাদানটির চলাচলের দিক পরিবর্তন করা।
স্ক্রু-কাটিং গ্রুপের সমষ্টির শ্রেণীবিভাগের 2 নীতি
বর্ণিত সরঞ্জাম তিনটি প্রযুক্তিগত বৈশিষ্ট্য অনুযায়ী বিভিন্ন ধরনের বিভক্ত করা হয়:
- মেশিন ওজন;
- পণ্যের সর্বাধিক দৈর্ঘ্য যা একটি নির্দিষ্ট ইউনিটে প্রক্রিয়া করা যেতে পারে;
- মেশিনটি যে অংশটি পরিচালনা করতে পারে তার সর্বাধিক ব্যাস।
দীর্ঘতম ওয়ার্কপিস দৈর্ঘ্য যা মেশিন করা যেতে পারে তা লেদ কেন্দ্রগুলির মধ্যে ব্যবধানের উপর নির্ভর করে। আমরা যে সরঞ্জামগুলি বিবেচনা করছি তার জন্য সর্বাধিক প্রক্রিয়াকরণ বিভাগের পরিসীমা 100 মিলিমিটার ব্যাস দিয়ে শুরু হয় এবং 4,000 মিলিমিটার ব্যাসের সাথে শেষ হয়। এটা জানা গুরুত্বপূর্ণ যে বিভিন্ন মেশিন একই সূচকওয়ার্কপিসের অনুমোদনযোগ্য বিভাগটি প্রায়শই ওয়ার্কপিসের দৈর্ঘ্যের বিভিন্ন মান দ্বারা চিহ্নিত করা হয়।
ওজন অনুসারে, সমস্ত স্ক্রু-কাটিং সরঞ্জাম চারটি শ্রেণিতে বিভক্ত:
- 400 টন পর্যন্ত - ভারী মেশিন (এগুলির মধ্যে প্রক্রিয়াকরণের জন্য অংশের বৃহত্তম ব্যাস হল 1600-4000 মিমি);
- 15 টন পর্যন্ত - বড় (ব্যাস 600 থেকে 1250 মিমি পর্যন্ত পরিবর্তিত হয়);
- 4 টন পর্যন্ত - মাঝারি (250 থেকে 500 মিমি পর্যন্ত);
- 0.5 টন পর্যন্ত - হালকা (100 থেকে 200 মিমি পর্যন্ত)।

হালকা মেশিনগুলিকে সাধারণত তাদের ডেস্কটপ পরিবর্তন হিসাবে বোঝা হয় যা বাড়ির কারিগররা ব্যক্তিগত উদ্দেশ্যে এবং ছোট ব্যবসার জন্য ব্যবহার করে:
- উদ্ভিদের পরীক্ষামূলক এবং পরীক্ষামূলক বিভাগ;
- ঘড়ি কোম্পানি;
- যন্ত্র কোম্পানি।
ভারী এবং বড় ইউনিটগুলি সাধারণত শক্তি এবং ভারী প্রকৌশলে ব্যবহৃত হয়। এগুলি বিভিন্ন প্রক্রিয়ার বিশেষ প্রক্রিয়াকরণের জন্যও ব্যবহৃত হয়:
- টারবাইন রোটার;
- রেলওয়ে গাড়ির চাকা জোড়া;
- ধাতুবিদ্যা উদ্ভিদ উপাদান.
বাঁক অপারেশন অধিকাংশ সম্পর্কিত ইনস্টলেশন সঞ্চালিত হয় মধ্যম গ্রুপ. তারা সমস্ত ধাতব কাজের প্রায় 80 শতাংশের জন্য দায়ী। তারা আপনাকে বিভিন্ন প্রকৃতির থ্রেড কাটার জন্য আধা-সমাপ্তি এবং সমাপ্তি ক্রিয়াকলাপ পরিচালনা করতে দেয়।
এই জাতীয় মেশিনগুলির নকশাটি কাজের সরঞ্জামের ফিডগুলির একটি বড় পরিসর এবং স্পিন্ডেল গতি, পর্যাপ্ত অনমনীয়তা দ্বারা চিহ্নিত করা হয়। তারা গ্রহণযোগ্য শক্তির বৈদ্যুতিক মোটর দিয়ে সজ্জিত, যা সুপারহার্ড অ্যালয় এবং শক্ত উপকরণ দিয়ে তৈরি সরঞ্জামগুলি ব্যবহার করে খুব অর্থনৈতিক মোডে ধাতু এবং অন্যান্য পণ্যগুলি প্রক্রিয়া করা সম্ভব করে।
উপরন্তু, মাঝারি-ওজন ইউনিট বিভিন্ন সঙ্গে সরবরাহ করা হয় বিশেষ ডিভাইসতাদের প্রযুক্তিগত সম্ভাবনা প্রসারিত করার জন্য। এই ধরনের "ঘণ্টা এবং বাঁশি" বাঁক ইউনিটগুলিতে ওয়ার্কপিস প্রক্রিয়াকরণের গুণমান বাড়ায় এবং টার্নারের কাজকে সহজতর করে। এই ডিভাইসগুলির কারণে, মেশিনগুলি বহুগুণ বেশি স্বয়ংক্রিয় এবং ব্যবহারের জন্য সুবিধাজনক হয়ে ওঠে।
ইউএসএসআর-এ প্রোগ্রাম কন্ট্রোল (সিএনসি) সহ লেদগুলি বেশ সক্রিয়ভাবে তৈরি করা হয়েছিল। এই জাতীয় মেশিনগুলির উত্পাদন লেনিনগ্রাড প্ল্যান্ট (মডেল LA155), কুইবিশেভ (16B16) এবং অন্যান্য দ্বারা পরিচালিত হয়েছিল। সিএনসি ইউনিটগুলি সাধারণত বৃহৎ উদ্যোগগুলি দ্বারা বৃহৎ পরিসরের পণ্যগুলির মাল্টি-অপারেশনাল প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়, যা ছোট ব্যাচে উত্পাদিত হয় (শত পিসের বেশি নয়)। ধাতব কাজের উচ্চ পুনরাবৃত্তিযোগ্যতা এবং স্বল্প পরিবর্তনের সময় এই পরিস্থিতিতে CNC মেশিনগুলিকে অপরিহার্য করে তোলে।
স্ক্রু-কাটিং গ্রুপের মেশিনে কাজ করার 3 সাধারণ পদ্ধতি
প্রায়শই, বাঁকানো সরঞ্জামগুলি নলাকার বহিরাগত পৃষ্ঠগুলির প্রক্রিয়াকরণ (কাটারের মাধ্যমে ব্যবহার করে) উত্পাদন করে। এই ক্ষেত্রে, অংশটি 7 থেকে 12 মিলিমিটারের ভাতা দিয়ে কার্টিজে ঢোকানো হয় (এটি বোঝা যায় যে পণ্যটির প্রয়োজনীয় দৈর্ঘ্য ঠিক নির্দেশিত পরিমাণে কম হবে)। এই জাতীয় "রিজার্ভ" এর প্রয়োজনীয়তা এই কারণে যে টার্নারকে সমাপ্ত ওয়ার্কপিসটি কেটে ফেলার পাশাপাশি এর শেষগুলি প্রক্রিয়া করতে হবে।
![]()
প্রান্ত ছাঁটাই করার জন্য, ক্রমাগত বা সোজা মাধ্যমে, সেইসাথে ছাঁটা কাটার ব্যবহার করুন। ট্রান্সভার্স দিক থেকে কাটারটি সরানোর মাধ্যমে ধাতব স্তরটি শেষ পৃষ্ঠ থেকে সরানো হয়। একটি স্কোরিং টুল ব্যবহার করা হলে, অংশটি তার কেন্দ্র থেকে অনুদৈর্ঘ্য দিকে মেশিন করা হয়। পণ্যের উপর ছোট লেজগুলি ছাঁটা এবং বাঁকানোর অপারেশন সম্পাদন করতে, সাধারণত একটি থ্রাস্ট কাটার ব্যবহার করা হয়।
যখন একটি স্ক্রু-কাটিং লেদ একটি ওয়ার্কপিসের বাইরের দিকে একটি খাঁজকাটা প্রক্রিয়া সম্পাদন করে, তখন অপারেটর বিশেষ খাঁজকাটা সরঞ্জাম ব্যবহার করে। তারা তাদের সাথে কম গতিতে কাজ করে (প্রান্ত ছাঁটাই করার পদ্ধতির তুলনায়, টাকু গতি 4-5 গুণ কম সেট করা হয়)। একই সময়ে, খাঁজগুলি যতটা সম্ভব মসৃণ এবং নরমভাবে কোনও প্রচেষ্টা ছাড়াই কাটা হয়।

একটি অনুরূপ নীতি দ্বারা, সমাপ্ত পণ্য কাটা বাহিত হয়। এই অপারেশনটি এই মুহুর্তে সম্পন্ন হয় যখন ওয়ার্কপিসে সেতুর অংশটি প্রায় 2.5 মিলিমিটার হয়। এর পরে, ইউনিটটি বন্ধ হয়ে যায়, কাটারটি স্লট থেকে সরানো হয় এবং তারপরে পণ্যটি কেবল ভেঙে যায়।
স্ক্রু-কাটিং লেদ (টিভিএস), এটি আজ যা হওয়ার আগে, বিবর্তনের একটি দীর্ঘ পথ পাড়ি দিয়েছে। বিকাশের প্রতিটি পর্যায়ে, এই ধরণের সরঞ্জামের আকার পরিবর্তন হয়েছে, ইউনিটগুলির শক্তি বৃদ্ধি পেয়েছে, কার্যকারিতা প্রসারিত হয়েছে, নির্ভুলতার পরামিতি, এরগনোমিক্স এবং অন্যান্য সূচকগুলির একটি হোস্ট উন্নত হয়েছে।
মজার বিষয় হল, এই কৌশলটির অপারেশনের নীতিটি আবিষ্কারের পর থেকে প্রকৃতপক্ষে পরিবর্তিত হয়নি। একটি স্ক্রু-কাটিং লেদ ডিভাইস শব্দের বৈশ্বিক অর্থে অপরিবর্তিত, সেইসাথে এর মৌলিক উপাদানগুলি। এই কৌশলটিতে কাজ করার মূল নীতিগুলিও সংরক্ষণ করা হয়েছে।
আসুন আমরা আরও বিশদে বিবেচনা করি যে এই সরঞ্জামটি কী, যা ছাড়া কেবল স্বতন্ত্র শিল্প কাঠামোই নয়, অর্থনীতির পুরো ক্ষেত্রগুলিও কল্পনা করা অসম্ভব।
টিভিএসের কাজের সারমর্মটি বেশ সহজ এবং যৌক্তিক। স্থির অংশটি অনুদৈর্ঘ্য অক্ষ বরাবর ঘোরে। এই প্রক্রিয়াটিকে প্রধান আন্দোলন বলা হয়। পরিবর্তে, টুলটি অংশে আনা হয় এবং একটি তির্যক এবং অনুবাদমূলক স্ট্রোক করে। এই ধরনের ম্যানিপুলেশনগুলি আপনাকে সমাপ্ত অংশটি পাওয়ার জন্য সঠিক জায়গায় ওয়ার্কপিসের অংশ অপসারণ করতে দেয়।
বাড়ি স্বাতন্ত্র্যসূচক বৈশিষ্ট্যএকটি প্রচলিত থেকে স্ক্রু-কাটিং লেদ বাঁক ইউনিটএটি বিবেচনা করা হয় যে এর নকশাটি একটি বিশেষ সীসা স্ক্রু উপস্থিতির জন্য সরবরাহ করে, যা এটি খুব সঠিকভাবে তৈরি করা সম্ভব করে তোলে নতুন সূত্রওয়ার্কপিসের বাইরে থেকে।
ইউনিটের মূল উপাদান
স্ক্রু-কাটিং লেদগুলি বেশ কয়েকটি বড় ইউনিট নিয়ে গঠিত। বিছানাটি মেশিনের মৌলিক অংশ, যেখানে এর অন্যান্য সমস্ত উপাদান স্থির করা হয়। বিছানাটি খুব শক্তিশালী ঢালাই লোহা দিয়ে তৈরি। শীর্ষে বেশ কয়েকটি গাইড সহ একটি ভারী বেস এমন একটি নকশা যা বহু বছর আগে নিজেকে প্রমাণ করেছে। এই কারণেই স্ক্রু-কাটিং ল্যাথের নির্মাতারা এই সময়-পরীক্ষিত বিন্যাসটি পরিবর্তন করেন না। গাইড টেলস্টক এবং ক্যালিপার সরান।

ডিজাইনের আরেকটি গুরুত্বপূর্ণ নোড হল হেডস্টক, যেখানে টাকুটি অবস্থিত, ওয়ার্কপিস ঠিক করার জন্য একটি চক দিয়ে সজ্জিত। এছাড়াও হেডস্টকে একটি গিয়ারবক্স রয়েছে যা বৈদ্যুতিক মোটর থেকে টাকুতে ঘূর্ণন প্রেরণ করে।
সমর্থন হল গুরুত্বপূর্ণ উপাদানকাটার টুল খাওয়ানোর জন্য। নকশায় একটি বিশেষ গাড়ি, টুল ধারক এবং এপ্রোন অন্তর্ভুক্ত রয়েছে। টুলটি ঠিক করার জন্য টুল হোল্ডার প্রয়োজন। গাড়িটি গাইড বরাবর টুলটি নিয়ে যায়।
এপ্রোনের ডিজাইনে ক্যালিপার কন্ট্রোল মেকানিজম এবং বিশেষ স্লাইড রয়েছে যা সরাসরি অনুদৈর্ঘ্য এবং অনুপ্রস্থ দিকগুলিতে এপ্রোন বরাবর চলে। এপ্রোনের দিকে ড্রাইভ ফিড বক্সের রিপোর্ট করে। বাক্সের মধ্যে নির্মিত গিটারটি থ্রেড পিচ সামঞ্জস্য করা সম্ভব করে তোলে। টেলস্টক ওয়ার্কপিস ধারক হিসাবে কাজ করে কাস্টম মাপ. উপরন্তু, একটি টুল এটিতে অবস্থিত, এটি ড্রিল, রিমার বা কাউন্টারসিঙ্ক হোক না কেন।
এটি লক্ষ করা উচিত যে স্ক্রু-কাটিং লেদটির এই নকশাটি এই ধরণের সরঞ্জামগুলির জন্য একটি মানক সরঞ্জাম হিসাবে বিবেচিত হয়। এটি ঐচ্ছিক নোডের উপস্থিতি বাদ দেয় না। সাম্প্রতিক বছরগুলিতে, অনেক নির্মাতারা অনুলিপি প্রক্রিয়া এবং বিশেষ মিলিং অগ্রভাগের সাথে সরঞ্জাম সজ্জিত করেছেন, যা একটি ঐতিহ্যগত ইউনিটের কার্যকারিতা উল্লেখযোগ্যভাবে প্রসারিত করে।
অধিকন্তু, সিএনসি স্ক্রু-কাটিং লেদগুলি স্ট্যান্ডার্ড মডেলগুলির একটি গুরুতর প্রতিযোগী। যাইহোক, পরবর্তীগুলি বর্ধিত উত্পাদনশীলতা, নির্ভুলতা এবং ব্যবহারের সহজতার দ্বারা চিহ্নিত করা হয়।
স্ক্রু-কাটিং লেদ ডিভাইসের উপর নির্ভর করে, বেশ কয়েকটি বৈশিষ্ট্য অনুসারে এই সরঞ্জামটিকে শ্রেণীবদ্ধ করা সম্ভব। এটি ওয়ার্কপিস প্রক্রিয়াকরণ প্রক্রিয়াগুলির অটোমেশনের ডিগ্রি হতে পারে, নকশা বৈশিষ্ট্যএকটি নির্দিষ্ট মডেলের ইউনিট এবং উদ্দেশ্যমূলক উদ্দেশ্য।
আজ, এই কৌশলটির একটি রুক্ষ বিভাগ স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় মধ্যে শ্রেণীবিভাগ হতে পারে। এছাড়াও, স্ক্রু-কাটিং লেদগুলি অনুভূমিক এবং উল্লম্ব ধরণের। এটি টাকুটি কোথায় অবস্থিত তার উপর নির্ভর করে। যখন ছোট, ভারী অংশগুলি প্রক্রিয়া করার প্রয়োজন হয় তখন উল্লম্ব ধরনের ইউনিট ব্যবহার করা হয়।

একটি মেশিন বাছাই করার সময় মাস্টারকে যে সবচেয়ে গুরুত্বপূর্ণ পরামিতিগুলিতে মনোযোগ দিতে হবে তা হল চলমান কাঠামোগত উপাদানগুলির লোডের স্তর। মেশিনের প্রতিটি পৃথক অংশ যত দুর্বল হবে, সরঞ্জামগুলি প্রায়শই ব্যর্থ হয়ে নিষ্ক্রিয় হয়ে যাওয়ার সম্ভাবনা তত বেশি। যারা অ-নতুন প্রযুক্তি ব্যবহার করেন তাদের জন্য এটি বিশেষভাবে সত্য।
এমনকি বছরের পর বছর সক্রিয় ব্যবহারের পরেও, ফ্রেমের অনমনীয়তা অবশ্যই তার আসল স্তরে থাকবে এবং প্রতিটি নোডকে অবশ্যই তার কার্যকারিতা ত্রুটিহীনভাবে সম্পাদন করতে হবে। শুধুমাত্র এই ক্ষেত্রে আমরা তার ক্ষমতার সীমাতে ইউনিটের উচ্চ কর্মক্ষমতা সম্পর্কে কথা বলতে পারি।
আজ, স্ক্রু-কাটিং lathes উচ্চ নির্ভুলতা সঙ্গে দয়া করে, গত শতাব্দীর মাঝখানে উত্পাদিত ইউনিট সঙ্গে অতুলনীয়। এই কৌশলটি যে সরঞ্জামগুলির সাথে সজ্জিত তা চমৎকার শক্তির উচ্চ-মানের শক্ত খাদ থেকে তৈরি। প্রায় সব আধুনিক মেশিন টুল সঠিকতা এবং উত্পাদনশীলতা মান. এই সব আবার নিশ্চিত করে যে, যদিও এই কৌশলটি বাহ্যিকভাবে এতটা পরিবর্তিত হয়নি, তার কর্মক্ষমতা বৈশিষ্ট্যপ্রতি বছর অগ্রগতি।
উপসংহার
স্ক্রু-কাটিং লেদগুলি এমন সরঞ্জাম যা রাশিয়ায় স্থিতিশীল চাহিদা রয়েছে। আজ, মাস্টারের নতুন এবং ব্যবহৃত ইউনিটগুলির একটি বিশাল নির্বাচন রয়েছে। এই জাতীয় সরঞ্জামগুলির গার্হস্থ্য নির্মাতারা এটির প্রয়োজনীয়তাগুলি সম্পূর্ণরূপে পূরণ করে। একই সময়ে, তাদের গুরুতর প্রতিযোগীও রয়েছে, বিশেষ করে এশিয়ান এবং ইউরোপীয় ব্র্যান্ডগুলির মধ্যে।
যাই হোক না কেন, রাশিয়ান উত্পাদনকারী সংস্থাগুলির কাছে উচ্চ-মানের প্রতিযোগিতামূলক সরঞ্জাম তৈরি করার জন্য সবকিছু রয়েছে। সাশ্রয়ী মূল্যের দাম, উচ্চ মানের উপাদান এবং দক্ষ প্রকৌশল উন্নয়ন এই কৌশলটিকে সোভিয়েত-পরবর্তী মহাকাশে অত্যন্ত জনপ্রিয় করে তুলেছে।
কাজের উদ্দেশ্য: স্ক্রু-কাটিং লেদ, সরঞ্জাম, ফিক্সচার এবং মেশিনে সম্পাদিত কাজের প্রকারের সাধারণ ডিভাইস অধ্যয়ন করা; বাঁকানোর সময় মেশিনের সময় নির্ধারণ করতে শিখুন।
কর্মক্ষেত্র সরঞ্জাম
1. স্ক্রু-কাটিং লেদ.
2. বাঁক সরঞ্জাম একটি সেট.
3. একটি স্ক্রু-কাটিং লেদ জন্য সংযুক্তি.
4. নির্দেশিকা।
I. একটি স্ক্রু-কাটিং লেদ এর যন্ত্র
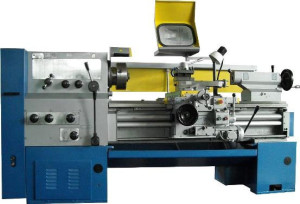
স্ক্রু-কাটিং লেদগুলি উচ্চ-কর্মক্ষমতা এবং সবচেয়ে সাধারণ মেশিন। মেশিনটি বিভিন্ন ধাতু এবং অ-ধাতু উপকরণ প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে। সমস্ত ধরণের টার্নিং অপারেশন মেশিনে সঞ্চালিত হয়: অভ্যন্তরীণ নলাকার এবং শঙ্কুযুক্ত পৃষ্ঠগুলির বাহ্যিক এবং বিরক্তিকর বাঁক, কাটা, ড্রিলিং, কাউন্টারসিঙ্কিং এবং রিমিং হোল, বিভিন্ন থ্রেড কাটা ইত্যাদি। মেশিনে একটি হাইড্রোকপিয়ার ব্যবহার করে, আপনি বাঁক এবং অনুলিপি কাজ সম্পাদন করতে পারেন। ধাতু-কাটিং মেশিনের শ্রেণিবিন্যাস অনুসারে স্ক্রু-কাটিং ল্যাথগুলি গ্রুপ I, টাইপ 6 এর অন্তর্গত (উদাহরণস্বরূপ, মেশিন মডেল 16K20)।
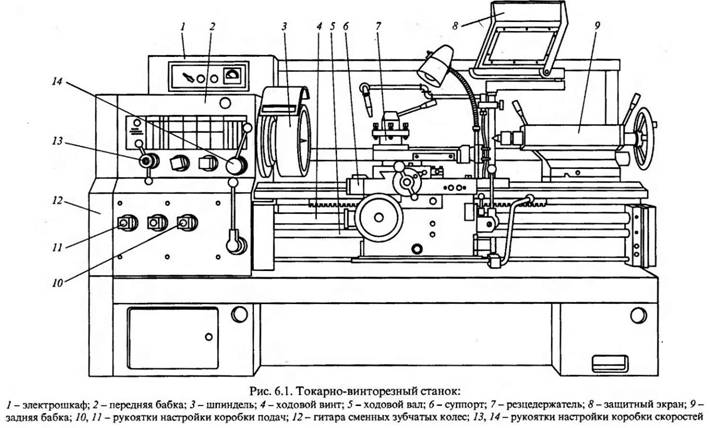
ডুমুর উপর. 2.1 একটি স্ক্রু-কাটিং লেদ এর একটি চিত্র দেখায়।
সমস্ত মেশিনের উপাদানগুলির ইনস্টলেশনের জন্য, অনুদৈর্ঘ্য প্রিজম্যাটিক গাইড সহ একটি ফ্রেম 2 ব্যবহার করা হয়। বিছানা pedestals উপর স্থির করা হয়. বাম পেডেস্টাল I এ, মেশিনের প্রধান ড্রাইভের বৈদ্যুতিক মোটর মাউন্ট করা হয়েছে, ডান পেডেস্টাল 12-এ - কুল্যান্টের জন্য একটি ট্যাঙ্ক এবং একটি পাম্পিং স্টেশন। হেডস্টক 6 সামনের পেডেস্টালের উপরে ফ্রেমে ইনস্টল করা আছে। মেশিন স্পিড বক্স এবং ফাঁপা টাকু হেডস্টকে মাউন্ট করা হয়েছে। গিয়ারবক্সের মেকানিজম এবং ট্রান্সমিশন আপনাকে স্পিন্ডলের বিভিন্ন গতি পেতে দেয়, যার ফলে মূল আন্দোলনের গতি (V) নিশ্চিত হয়। টাকুতে, ক্ল্যাম্পিং ডিভাইসগুলি ঠিক করুন (ক্যাম চক, ড্রাইভার চক, প্ল্যান-ওয়াশার) প্রক্রিয়াকৃত ওয়ার্কপিসে টর্ক প্রেরণ করতে। হেডস্টকের সামনের দিকে 5টি গিয়ারবক্স প্রক্রিয়ার জন্য একটি নিয়ন্ত্রণ প্যানেল রয়েছে।
5 6 7 8 9 10 11
ভাত। 2.1। একটি স্ক্রু-কাটিং লেদ স্কিম
বিছানার সামনের দিকে, হেডস্টকের নীচে, একটি ফিড বক্স 3 মাউন্ট করা হয়েছে৷ বাক্সে মেকানিজম এবং গিয়ারগুলি মাউন্ট করা হয়েছে, যা আপনাকে ক্যালিপারগুলির চলাচলের বিভিন্ন গতি পেতে দেয়৷ ফিড বক্সটি বিনিময়যোগ্য গিয়ারের সাহায্যে গিয়ারবক্স থেকে ঘূর্ণনশীল আন্দোলন গ্রহণ করে, যাকে গিটার বলা হয়, বক্স 4-এ ফ্রেমের বাম প্রান্তে অবস্থিত।
একটি অনুদৈর্ঘ্য সমর্থন 7 ফ্রেমের গাইড বরাবর চলে, কাটারকে একটি অনুদৈর্ঘ্য ফিড প্রদান করে (এস পিআর)। একটি ট্রান্সভার্স ক্যারেজ ওয়ার্কপিসের ঘূর্ণনের অক্ষের লম্ব অনুদৈর্ঘ্য সাপোর্টের গাইড বরাবর চলে, যার উপর উপরের সাপোর্ট 9 মাউন্ট করা হয়। ট্রান্সভার্স ক্যারেজ কাটারকে একটি ট্রান্সভার্স ফিড প্রদান করে (এস পি)। উপরের ঘূর্ণমান সমর্থনটি ওয়ার্কপিসের ঘূর্ণনের অক্ষের যে কোনও কোণে সেট করা যেতে পারে, যা শঙ্কুযুক্ত পৃষ্ঠগুলি মেশিন করার সময় প্রয়োজনীয়।
একটি চার-পজিশন ঘূর্ণমান টুল ধারক 8 উপরের সমর্থনে মাউন্ট করা হয়েছে, যেখানে চারটি কাটার একসাথে ইনস্টল করা যেতে পারে। অনুদৈর্ঘ্য ক্যালিপারের সাথে একটি এপ্রোন 10 সংযুক্ত থাকে। এপ্রোনটিতে মেকানিজম এবং গিয়ারগুলি মাউন্ট করা হয় যা লিড রোলার বা সীসা স্ক্রুর ঘূর্ণনশীল গতিকে ক্যালিপারগুলির অনুবাদমূলক আন্দোলনে রূপান্তরিত করে। চলমান রোলার (একটি অনুদৈর্ঘ্য স্লটেড খাঁজ সহ) এবং চলমান স্ক্রু (একটি বাহ্যিক থ্রেড সহ) ফ্রেমের সাথে অবস্থিত এবং ফিড বক্স থেকে ঘূর্ণনশীল আন্দোলন গ্রহণ করে। এপ্রোনের মেকানিজম এমনভাবে ডিজাইন করা হয়েছে যাতে ক্যালিপারের নড়াচড়া মসৃণ বাঁক নেওয়ার জন্য লিড রোলার থেকে বা থ্রেডিংয়ের জন্য সীসা স্ক্রু থেকে করা যেতে পারে।
টেলস্টক 11 ফ্রেমের ডানদিকে ইনস্টল করা আছে এবং এর গাইড বরাবর চলে। টেলস্টক কুইলটি পিছনের কেন্দ্র বা গর্ত প্রক্রিয়াকরণের জন্য একটি সরঞ্জাম (ড্রিলস, কাউন্টারসিঙ্ক, রিমার) দিয়ে সজ্জিত করা যেতে পারে। টেইলস্টকের দেহটি ট্রান্সভার্স দিকের বেসের তুলনায় স্থানচ্যুত হয়, যা বাইরের লম্বা শঙ্কুযুক্ত পৃষ্ঠগুলিকে ঘুরানোর সময় প্রয়োজনীয়।
প্রদান স্বাভাবিক অবস্থাকাজ, মেশিনটি পৃথক আলো এবং একটি বিশেষ প্রতিরক্ষামূলক পর্দা দিয়ে সজ্জিত যা কর্মীকে চিপ পড়ার হাত থেকে আঘাত থেকে রক্ষা করে।
স্ক্রু-কাটিং লেদগুলিতে নিম্নলিখিত ফিক্সচার এবং আনুষাঙ্গিক রয়েছে: চক, সেন্টার, ড্রাইভিং চক, স্থির বিশ্রাম এবং কপি রুলার।
পরীক্ষাগারের কাজ
উত্পাদন এবং শিল্প প্রযুক্তি
ভাত। স্ক্রু-কাটিং লেদ মেশিনের প্রধান উপাদান এবং গতিবিধি 16K20 হেডস্টকের মধ্যে 1 ডুমুর। সংক্ষিপ্ত প্রযুক্তিগত বিবরণমেশিন বেডের উপরে মেশিন করা ওয়ার্কপিসের সবচেয়ে বড় ব্যাস মিমি 400 ওয়ার্কপিসের সবচেয়ে বড় ব্যাস নিচের সাপোর্ট ক্যারেজ মিমি 220 মেশিন করা বারের সবচেয়ে বড় ব্যাস মিমি 53 ওয়ার্কপিসের সবচেয়ে বড় দৈর্ঘ্য মিমি 71010001400 স্পিন্ডেল স্পিড মিন1 1251600 স্পিন্ডেল স্পিডের সংখ্যা 22 থ্রেড:...
একটি স্ক্রু-কাটিং লেদ এর ডিভাইস, এতে সঞ্চালিত কাজ, আনুষাঙ্গিক এবং সরঞ্জাম
উদ্দেশ্য: একটি স্ক্রু-কাটিং লেদ ডিভাইস এবং এর প্রধান উপাদান এবং অংশগুলির উদ্দেশ্য অধ্যয়ন করতে; বিভিন্ন টার্নিং অপারেশন সঞ্চালনের জন্য ব্যবহৃত কাটিং সরঞ্জামগুলির সাথে পরিচিত হন; টার্নিং এর ধরন এবং এর জন্য ব্যবহৃত জিনিসপত্রের সাথে নিজেকে পরিচিত করুন।
যন্ত্রপাতি। স্ক্রু-কাটিং লেদ মোড। 16K20; টার্নিং টুলস, ড্রিলস, কাউন্টারসিঙ্ক, রিমার, ট্যাপস, ডাইস; কার্তুজ, কেন্দ্র, লুনেট;
ইউনিভার্সাল স্ক্রু-কাটিং লেদ mod.16K20 বিপ্লবের বডি আকারে ওয়ার্কপিস প্রক্রিয়াকরণের পাশাপাশি কাটার জন্য ডিজাইন করা হয়েছে বিভিন্ন ধরনেরথ্রেড
ডুমুর। 1. স্ক্রু-কাটিং লেদ
মেশিন 16K20 প্রধান উপাদান এবং আন্দোলন
হেডস্টক 1 (চিত্র 1), স্থাপন করা হয়েছেটাকু এবং গিয়ারবক্স।ওয়ার্কপিসের সাথে টাকুটির ঘূর্ণনের ফ্রিকোয়েন্সি এবং দিক পরিবর্তন করার জন্য ডিজাইন করা হয়েছে। tailstock 2 কাজ করার সময় ওয়ার্কপিস সমর্থন করেকেন্দ্র এবং নিরাপদ করতে পরিবেশন করেযন্ত্র, প্রক্রিয়াকরণ গর্ত(ড্রিল, কাউন্টারসিঙ্ক, রিমারইত্যাদি)। ওয়ার্কপিসের দৈর্ঘ্য পরিবর্তন করার সময় tailstockগাইড বরাবর সরানো.ক্যালিপার 3 একটি কাটার সহ একটি টুল ধারক বহন করে এবং এটি একটি অনুদৈর্ঘ্য বা অনুপ্রস্থ সম্পর্কে জানায় ওয়ার্কপিসের অক্ষ বরাবর আন্দোলন।এপ্রোন 4 থেকে ক্যালিপারে আন্দোলন প্রেরণ করার জন্য ডিজাইন করা হয়েছেসীসা স্ক্রু 5 বা সীসা খাদ 6 অনুদৈর্ঘ্য এবং তির্যক দিকনির্দেশে।গিয়ারবক্স 8 ফিড নিয়ন্ত্রণ করে এবং সীসা স্ক্রু চালু করে।
বিছানার উপর 7 মেশিনের প্রধান উপাদান মাউন্ট. যখন একটি লেদ উপর প্রক্রিয়াকরণপ্রধান আন্দোলনএকটি টাকু ঘূর্ণনপ্রস্তুতি সহ। একটি নলাকার পৃষ্ঠ বাঁক করার সময়, একটি কাটার সহ ক্যালিপার ক্যারিজে একটি অনুদৈর্ঘ্য ফিড থাকে এবং যখন ক্যালিপার স্লাইডটি সরানো হয়,ক্রস ফিড।যখন শেষ কাটা পৃষ্ঠ, অনুপ্রস্থ ফিড একটি ক্রমাগত আন্দোলন হয়ে ওঠে, এবং অনুদৈর্ঘ্য এক পর্যায়ক্রমে workpiece মধ্যে কাটার নিমজ্জিত পরিবেশন করে। এথ্রেডিং প্রধান আন্দোলনএবং অনুদৈর্ঘ্য ফিড আন্দোলন একটি জটিল গঠন আন্দোলন গঠন.
কাটার দিয়ে বিভিন্ন ধরণের থ্রেড কাটার সময় মেশিন সেট আপ করতে বিনিময়যোগ্য গিয়ার 9 এর গিটার ব্যবহার করা হয়।
মেশিনের সংক্ষিপ্ত প্রযুক্তিগত বৈশিষ্ট্য
প্রক্রিয়াকৃত ওয়ার্কপিসের বৃহত্তম ব্যাস
বিছানার উপরে, মিমি 400
ওয়ার্কপিসের বৃহত্তম ব্যাস প্রক্রিয়া করা হচ্ছে
নীচের ক্যালিপার গাড়ির উপরে, মিমি 220
প্রক্রিয়াকৃত বৃহত্তম ব্যাস
বার, মিমি 53
প্রক্রিয়াকৃত সর্বশ্রেষ্ঠ দৈর্ঘ্য
ফাঁকা, মিমি 710,1000,1400
টাকু গতি, মিনিট-1 12,5-1600
স্পিন্ডেল গতির সংখ্যা 22
জমা, mm/rev:
অনুদৈর্ঘ্য 0.05-2.8
অনুপ্রস্থ 0.025-1.4
থ্রেড কাটা:
মেট্রিক, পিচ মিমি 0.5-112
ইঞ্চি, প্রতি 1 ইঞ্চিতে থ্রেডের সংখ্যা 56-0.5
মডুলার, মডিউল 0.5-112 ধাপে
পিচ, পিচে 56-0.5
টাকু গর্ত ব্যাস, মিমি 55
প্রধান মোটর শক্তি, kW 11
বাঁক কাজ প্রধান ধরনের
লেদগুলিতে, নলাকার পৃষ্ঠগুলি বাঁকানো, প্রান্তগুলি ছাঁটাই করা, বাহ্যিক খাঁজগুলি বাঁকানো, ধাতু কাটা, ড্রিলিং, রিমিং, কাউন্টারসিঙ্কিং, রিমিং, বোরিং হোল এবং অভ্যন্তরীণ খাঁজ, কেন্দ্রীকরণ, প্রক্রিয়াকরণ, "আকৃতির কাটার সহ সারফেস, ডাইস দিয়ে থ্রেডিং, ট্যাপ, কাটার, থ্রেড ঘূর্ণায়মান মাথা, শঙ্কু পৃষ্ঠের প্রক্রিয়াকরণ.
বাঁক প্রধান সরঞ্জাম কাটার হয়. প্রক্রিয়াকরণের প্রকৃতির উপর নির্ভর করে, কাটারগুলি রুক্ষ এবং শেষ হয়। জ্যামিতিক পরামিতিএই কাটারগুলির কাটা অংশগুলি এমন যে তারা কাটা স্তরের একটি বড় এবং ছোট ক্রস-বিভাগীয় অঞ্চলের সাথে কাজ করার জন্য অভিযোজিত হয়।
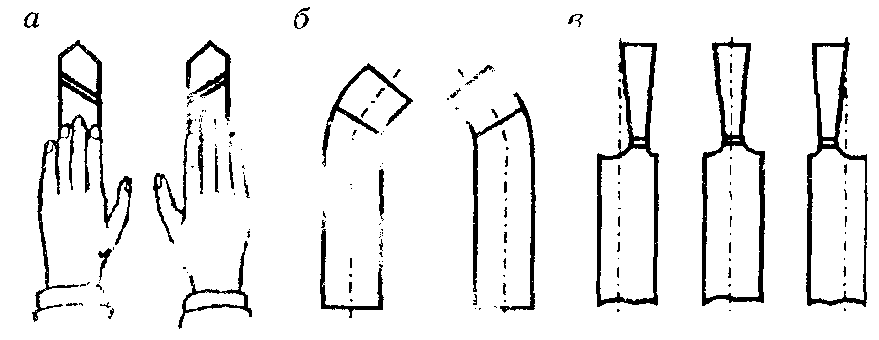
রডের সাপেক্ষে ব্লেডের আকৃতি এবং অবস্থান অনুসারে, ছিদ্রগুলিকে সোজা ভাগে ভাগ করা হয় (চিত্র 2,ক), বাঁকানো (চিত্র 2, খ), এবং আঁকা (চিত্র 2, গ)। প্রত্যাহার করা incisors মধ্যে, ব্লেডের প্রস্থ সাধারণত বেঁধে দেওয়া অংশের প্রস্থের চেয়ে কম হয়। ব্লেডটি কাটার ধারকের অক্ষের সাপেক্ষে প্রতিসাম্যভাবে অবস্থিত হতে পারে বা ডান বা বামে স্থানান্তরিত হতে পারে।
ফিড আন্দোলনের দিক থেকে, কাটার ডান এবং বামে বিভক্ত করা হয়। ডান incisors জন্য, প্রধান কাটিয়া প্রান্ত থাম্বের পাশে হয়। ডান হাত, যদি আপনি উপরে থেকে এটি incisor উপর রাখেন (চিত্র 2, a)। কাজের আন্দোলনে, এই জাতীয় কাটারগুলি ডান থেকে বামে (টেলস্টক থেকে সামনের দিকে) সরে যায়। বাম incisors মধ্যে, বাম হাত একটি অনুরূপ আরোপ সঙ্গে, প্রধান কাটিয়া প্রান্ত এছাড়াও থাম্ব (চিত্র 2, b) পাশে অবস্থিত। ফিডে এই ধরনের কাটারগুলি বাম থেকে ডানে সরে যায়।
 উদ্দেশ্য অনুসারে, টার্নিং টুলগুলিকে থ্রু, বোরিং, কাটিং, কাটিং, আকৃতি, থ্রেডেড এবং গ্রুভিং-এ ভাগ করা হয়।
উদ্দেশ্য অনুসারে, টার্নিং টুলগুলিকে থ্রু, বোরিং, কাটিং, কাটিং, আকৃতি, থ্রেডেড এবং গ্রুভিং-এ ভাগ করা হয়।
উচ্চ শ্রম উত্পাদনশীলতা বজায় রেখে অংশের প্রয়োজনীয় নির্ভুলতা এবং পৃষ্ঠের গুণমান নিশ্চিত করতে,
লেফট রাইট লেফট রাইট
চিত্র 2। টার্নিং টুলের প্রকার:বরাবর
b - বাঁকানো, c - বাঁকা, d - আঁকা
কাটার সঠিক জ্যামিতি নির্বাচন করা প্রয়োজন। পরিকল্পনা কোণ এখানে একটি গুরুত্বপূর্ণ ভূমিকা পালন করে। প্ল্যানের কোণগুলি (চিত্র 3) কাটারটির কাটিয়া প্রান্ত এবং ফিডের দিকগুলির মধ্যে কোণগুলি: φ হল পরিকল্পনার প্রধান কোণ, φ 1 - পরিকল্পনায় সহায়ক কোণ, ε - শীর্ষে কোণ (ε = 180° - φ - φএক ). কোণ φ এবং φ 1 কাটার ধারালো করা এবং ইনস্টলেশনের উপর নির্ভর করে এবং ε কোণ শুধুমাত্র তীক্ষ্ণ করার উপর নির্ভর করে। একটি ছোট কোণ φ এ, কাটিয়া প্রান্তের একটি বড় অংশ কাজের সাথে জড়িত, তাপ অপসারণ উন্নত হয়, এবং টুলের জীবন বৃদ্ধি পায়। একটি বড় কোণ φ এ, কাটিয়া প্রান্তের একটি ছোট অংশ কাজ করে, তাই টুলের আয়ু কমে যায়। একটি দীর্ঘ এবং পাতলা ওয়ার্কপিস প্রক্রিয়া করার সময়, যখন এটির বিচ্যুতির ঝুঁকি থাকে, তখন একটি বড় কোণ φ সহ কাটার ব্যবহার করা হয়, যেহেতু এই ক্ষেত্রে চাপের শক্তি কম হবে। ওয়ার্কপিস আকার দেওয়ার জন্য বড় ব্যাসφ \u003d 30 - 45 °, পাতলা (অ-কঠোর) - φ \u003d 60 - 90 ° বেছে নিন।
সহায়ক কোণ φ 1 সেকেন্ডারি প্রান্ত এবং ফিডের দিকের মধ্যে কোণ। যদি φ 1 ছোট, তারপর কাটার কিছু চাপার কারণে, অক্জিলিয়ারী প্রান্তটি মেশিনে কেটে যায়
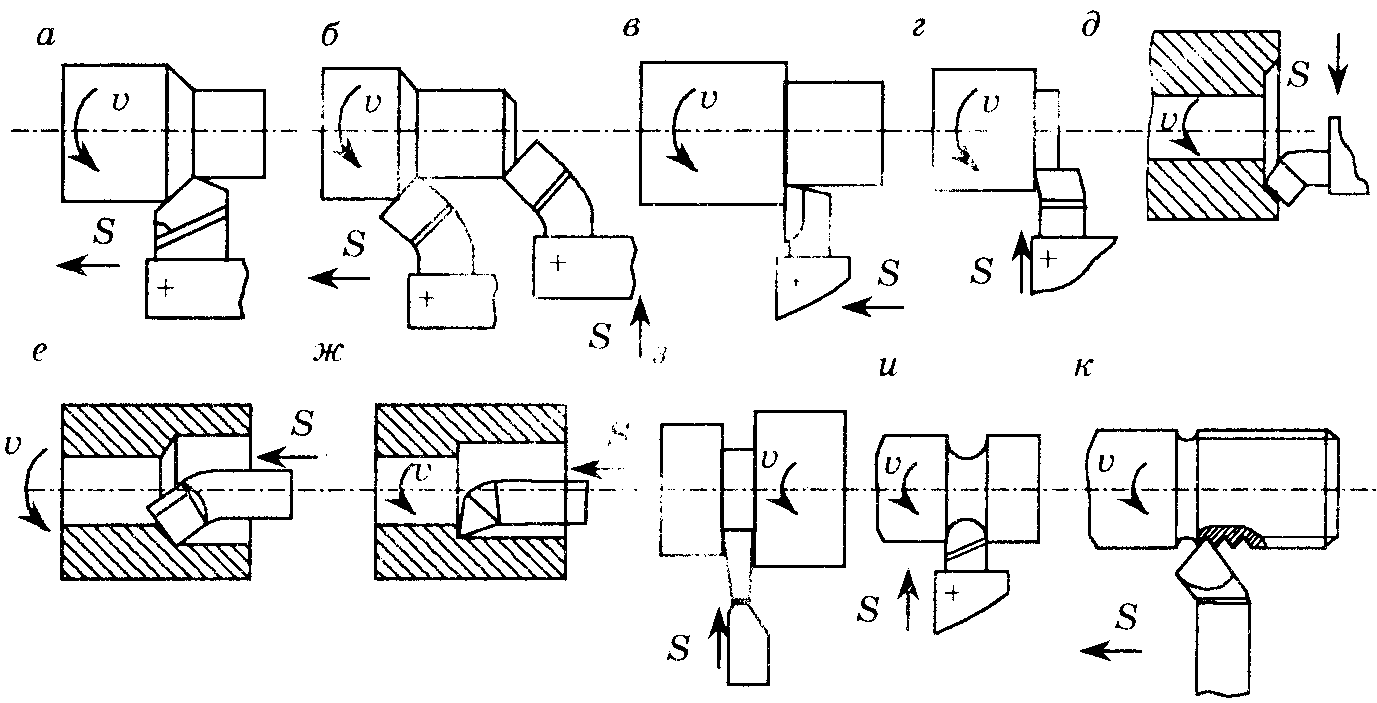
চিত্র 4. টার্নিং টুলের প্রকার: a - সোজা সোজা এবং b - বাঁকানো মাধ্যমে, v থ্রুস্ট, d, d - আন্ডারকাট, ই - উত্তরণের মাধ্যমে বিরক্তিকর, w - বিরক্তিকর খোঁচা, h - কাটিং, এবং - আকৃতির, k - থ্রেডেড
পৃষ্ঠ এবং এটি লুণ্ঠন. বড় কোণ φ 1 ইনসিসর ডগা দুর্বল হওয়ার কারণে অগ্রহণযোগ্য। সাধারণত φ 1 = 10 - 30°।
সরল রেখার মাধ্যমে (চিত্র 5.5,ক) এবং বাঁকানো (চিত্র 4,খ) কাটার বাহ্যিক পৃষ্ঠতল প্রক্রিয়া ব্যবহার করা হয়. সোজা কাটারগুলির জন্য, সাধারণত প্ল্যানের মূল কোণ φ \u003d 45 - 60 °, এবং সহায়ক φ 1 = 10-15°। বাঁকানো incisors মাধ্যমে, পরিকল্পনার কোণগুলি φ \u003d φ 1 = 45°। এই কাটারগুলি অনুদৈর্ঘ্য ফিড আন্দোলনের সময় পাস-থ্রু হিসাবে কাজ করে এবং ট্রান্সভার্স ফিড আন্দোলনের সময় স্কোরিং কাটার হিসাবে কাজ করে।
একটি নলাকার পৃষ্ঠ এবং একটি শেষ সমতল একযোগে প্রক্রিয়াকরণের জন্য, feedthroughs ব্যবহার করা হয়। ক্রমাগত কাটার(চিত্র 4, v), অনুদৈর্ঘ্য ফিড আন্দোলন সঙ্গে কাজ. পরিকল্পনার প্রধান কোণ φ = 90°।
স্কোরিং কাটার ওয়ার্কপিসের প্রান্ত কাটার জন্য ব্যবহার করা হয়। তারা কেন্দ্রের দিকে ট্রান্সভার্স ফিড আন্দোলনের সাথে কাজ করে (চিত্র 4,ছ) বা কেন্দ্র থেকে (চিত্র 4, e) খালি জায়গা।
বিরক্তিকর কাটারবিরক্তিকর গর্তের জন্য ব্যবহৃত, প্রাক-ড্রিল করা বা স্ট্যাম্পিং বা ঢালাই দ্বারা প্রাপ্ত। দুই ধরনের ব্যবহার করা হয় বিরক্তিকর কাটার: মাধ্যমে - বিরক্তিকর মাধ্যমে (চিত্র 4, ই), খোঁচা - বধির জন্য (চিত্র 4,ছ)। তারা ফলক আকারে ভিন্ন। বোরিং কাটারের মাধ্যমে, প্ল্যানের কোণ φ = 45-60°, এবং থ্রাস্ট বোরিং কাটারের জন্য, কোণ φ 90°-এর থেকে কিছুটা বেশি।
কাট-অফ কাটারগুলি ওয়ার্কপিসকে টুকরো টুকরো করে কাটা, মেশিনযুক্ত ওয়ার্কপিস কেটে ফেলা এবং খাঁজ কাটার জন্য ব্যবহৃত হয়। তারা একটি ট্রান্সভার্স ফিড আন্দোলনের সাথে কাজ করে (চিত্র 2,জ)। কাটিং টুলটিতে একটি প্রধান কাটিং এজ রয়েছে φ = 90° কোণে অবস্থিত এবং কোণ সহ দুটি সহায়ক। 1 = 1-2°।
আকৃতির কাটারগুলি 30-40 মিমি পর্যন্ত জেনারট্রিক্স দৈর্ঘ্য সহ ছোট আকৃতির পৃষ্ঠগুলি প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়। আকৃতির কাটার কাটার প্রান্তের আকৃতি অংশের প্রোফাইলের সাথে মিলে যায়। নকশা অনুসারে, এই ধরনের কাটারগুলিকে রড, বৃত্তাকার, প্রিজম্যাটিক এবং ফিড আন্দোলনের দিকে - রেডিয়াল এবং স্পর্শক-এ বিভক্ত করা হয়। উপরে স্ক্রু কাটামেশিনে, আকৃতির পৃষ্ঠগুলি, একটি নিয়ম হিসাবে, কোর কাটার দিয়ে প্রক্রিয়া করা হয়, যা মেশিনের টুল হোল্ডারে স্থির থাকে (চিত্র 4,এবং).
থ্রেডেড কাটার (চিত্র 5.5, j) যেকোন প্রোফাইলের বাহ্যিক অভ্যন্তরীণ থ্রেড তৈরি করতে ব্যবহৃত হয়: আয়তক্ষেত্রাকার, ত্রিভুজাকার, ট্র্যাপিজয়েডাল। তাদের কাটিয়া ব্লেডের আকৃতি প্রোফাইল এবং কাটা থ্রেডের ক্রস-বিভাগীয় মাত্রার সাথে মিলে যায়।
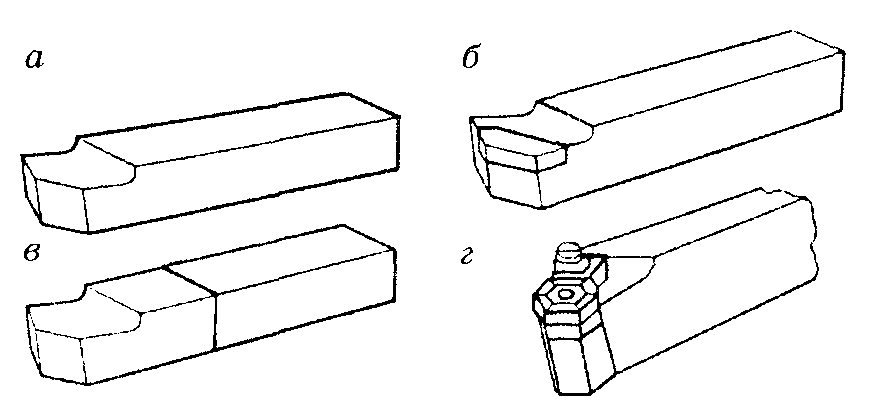 নকশা দ্বারা, এক-টুকরা কাটার আলাদা করা হয়, এক ওয়ার্কপিস থেকে তৈরি; যৌগিক (এর অংশগুলির একটি অবিচ্ছেদ্য সংযোগ সহ); সোল্ডারযুক্ত প্লেট সহ; প্লেটগুলির যান্ত্রিক বন্ধন সহ (চিত্র 5)।
নকশা দ্বারা, এক-টুকরা কাটার আলাদা করা হয়, এক ওয়ার্কপিস থেকে তৈরি; যৌগিক (এর অংশগুলির একটি অবিচ্ছেদ্য সংযোগ সহ); সোল্ডারযুক্ত প্লেট সহ; প্লেটগুলির যান্ত্রিক বন্ধন সহ (চিত্র 5)।
চিত্র.5। টার্নিং টুলের ধরন কিন্তু ডিজাইন: কঠিন(ক, খ) সোল্ডারযুক্ত (ইন) বা যান্ত্রিক বন্ধন সহ যৌগ(d) প্লেট
টুলহোল্ডার সাধারণত থেকে তৈরি করা হয় কাঠামোগত ইস্পাত 40, 45, 50 এবং 40X বিভিন্ন বিভাগ সহ: বর্গক্ষেত্র, আয়তক্ষেত্রাকার, বৃত্তাকার, ইত্যাদি।
যান্ত্রিকভাবে বেঁধে রাখা কার্বাইড সন্নিবেশ সহ কাটারগুলির ব্রেজড কাটারগুলির তুলনায় উল্লেখযোগ্য সুবিধা রয়েছে, যেহেতু এই নকশাটি সোল্ডারিংয়ের সময় সন্নিবেশগুলিতে ফাটল হওয়ার সম্ভাবনাকে বাধা দেয় এবং কাটারের মাউন্টিং অংশের পরিষেবা জীবনকে দীর্ঘায়িত করে।
বহুমুখী কাটিং সন্নিবেশ তিনটি দিয়ে তৈরি করা হয়,চার, পাঁচ এবং ছয় মুখ (চিত্র 6)। সন্নিবেশের সামনের পৃষ্ঠে একটি ধনাত্মক কোণ তৈরি করার জন্য, ছিদ্র এবং চেম্ফারগুলি কাটিয়া প্রান্ত বরাবর তৈরি করা হয় এবং তারপরে sintering টিপে।
ধাতু কাটিয়া মেশিনের বহুমুখিতা আনুষাঙ্গিক এবং ফিক্সচার ব্যবহার দ্বারা প্রসারিত হয়. একটি লেদ উপর, প্রধান বেশী হয়: কার্তুজ, কেন্দ্র (চিত্র 7), lunettes। অক্জিলিয়ারী ডিভাইসগুলিও ব্যবহার করা হয়: ড্রিল চক, অ্যাডাপ্টারের হাতা, ক্ল্যাম্প।
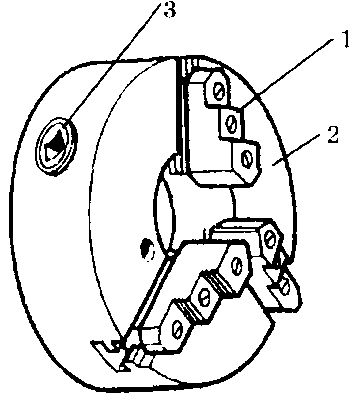
কার্তুজগুলির মধ্যে, স্ব-কেন্দ্রিক তিন চোয়ালের চক (চিত্র 8) সর্বাধিক ব্যবহৃত হয়। এর নকশাটি রেডিয়াল দিকের তিনটি ক্যামের একযোগে চলাচল সরবরাহ করে, যার কারণে ওয়ার্কপিসটি টাকুটির অক্ষ বরাবর অবস্থান করে।
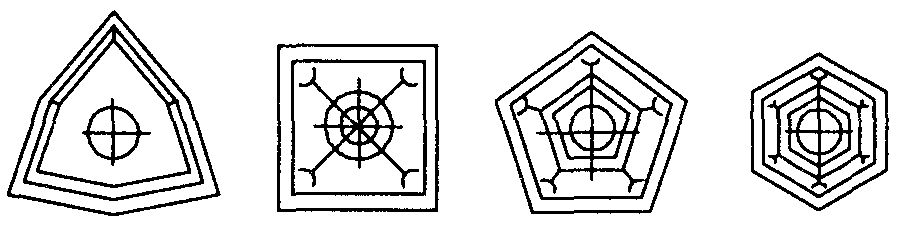
 চিত্র 6. বহুমুখী সন্নিবেশ
চিত্র 6. বহুমুখী সন্নিবেশ
চিত্র 7. ঘূর্ণায়মান কেন্দ্র
চিত্র 8. আত্মকেন্দ্রিক তিন চোয়াল চক
 workpieces একটি অপ্রতিসম বিভাগের সঙ্গে, যখন তার সঠিক ফিক্সিং মধ্যে তিন চোয়াল চকঅসম্ভব, পৃথক চোয়াল ক্ল্যাম্পিং সহ একটি চার চোয়ালের চক বা একটি ফেসপ্লেট ব্যবহার করা হয় (চিত্র 9)।
workpieces একটি অপ্রতিসম বিভাগের সঙ্গে, যখন তার সঠিক ফিক্সিং মধ্যে তিন চোয়াল চকঅসম্ভব, পৃথক চোয়াল ক্ল্যাম্পিং সহ একটি চার চোয়ালের চক বা একটি ফেসপ্লেট ব্যবহার করা হয় (চিত্র 9)।
কেন্দ্রগুলিতে প্রক্রিয়াকরণের সময়, ওয়ার্কপিসে ঘূর্ণন প্রদান করতে, লিশ কার্টিজ ব্যবহার করুন (চিত্র 10)। এ বহিরঙ্গন প্রক্রিয়াকরণছোট ব্যাসের দীর্ঘ ওয়ার্কপিস, যাতে বিচ্যুতি রোধ করা যায়, তারা ব্যবহার করে
চিত্র.9. ফেসপ্লেট
স্থির (চিত্র 11, ক) বা চলমান (চিত্র 11, ক) লুনেট।
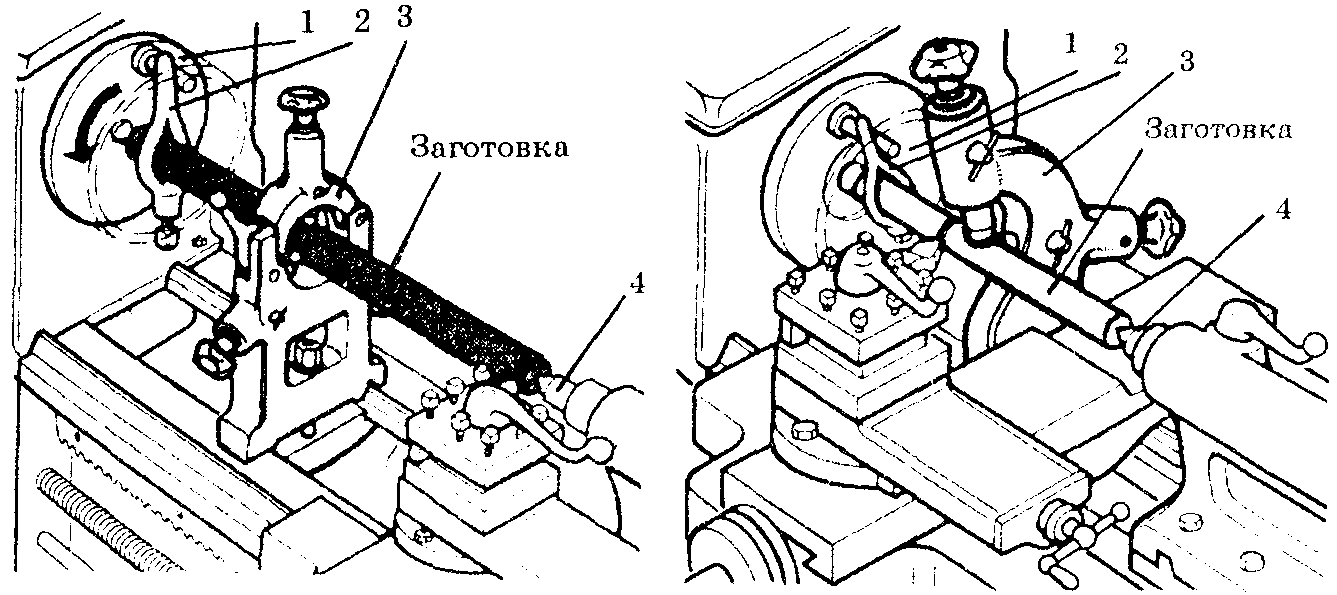
 একটি লেদ উপর শঙ্কুযুক্ত পৃষ্ঠতল প্রক্রিয়া করা হয় নিম্নলিখিত উপায়ে: একটি প্রশস্ত বাঁক টুল সহ, উপরের স্লাইড বাঁক,টেইলস্টক বডিকে ট্রান্সভার্স দিকে নাড়াচাড়া করে এবং একটি কপিয়ার ব্যবহার করে বা টেপার শাসক.
একটি লেদ উপর শঙ্কুযুক্ত পৃষ্ঠতল প্রক্রিয়া করা হয় নিম্নলিখিত উপায়ে: একটি প্রশস্ত বাঁক টুল সহ, উপরের স্লাইড বাঁক,টেইলস্টক বডিকে ট্রান্সভার্স দিকে নাড়াচাড়া করে এবং একটি কপিয়ার ব্যবহার করে বা টেপার শাসক.
প্রশস্ত কাটার (চিত্র 12,ক) সাধারণত 25-30 মিমি দৈর্ঘ্যের ছোট শঙ্কুযুক্ত পৃষ্ঠগুলি ঘুরানো হয়।
উপরের সাপোর্ট (চিত্র 12, b) বাঁক দিয়ে শঙ্কুযুক্ত পৃষ্ঠগুলি প্রক্রিয়া করার সময়, এটি একটি কোণে সেট করা হয়,প্রক্রিয়াকৃত শঙ্কুর শীর্ষে অর্ধেক কোণের সমান। প্রক্রিয়াকরণ হাত দ্বারা বাহিত হয়। ঘূর্ণনের কোণ সূত্র দ্বারা নির্ধারিত হয়
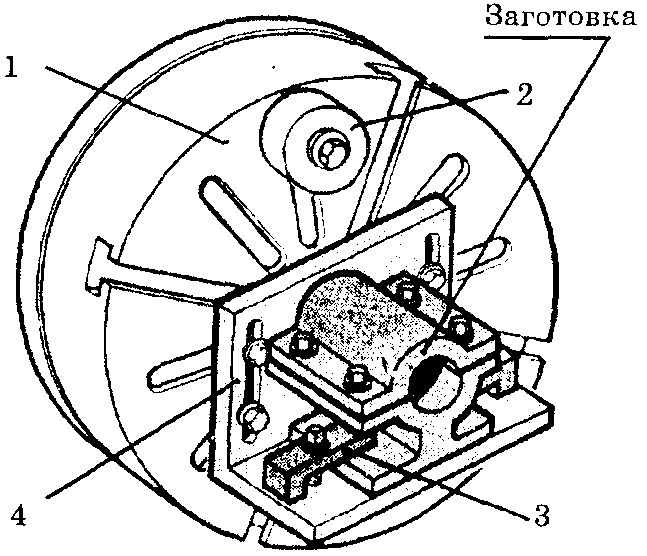
চিত্র 10। কেন্দ্রগুলিতে প্রক্রিয়াকরণ: 1 - ড্রাইভার চক, 2 - সামনের কেন্দ্র, 3 - কলার, 4 - পিছনের চক, 5 - টেলস্টক কুইল
চিত্র 11। একটি স্থির ব্যবহার করে দীর্ঘ workpieces প্রক্রিয়াকরণ(ক) এবং অস্থাবর (খ) লুনেট
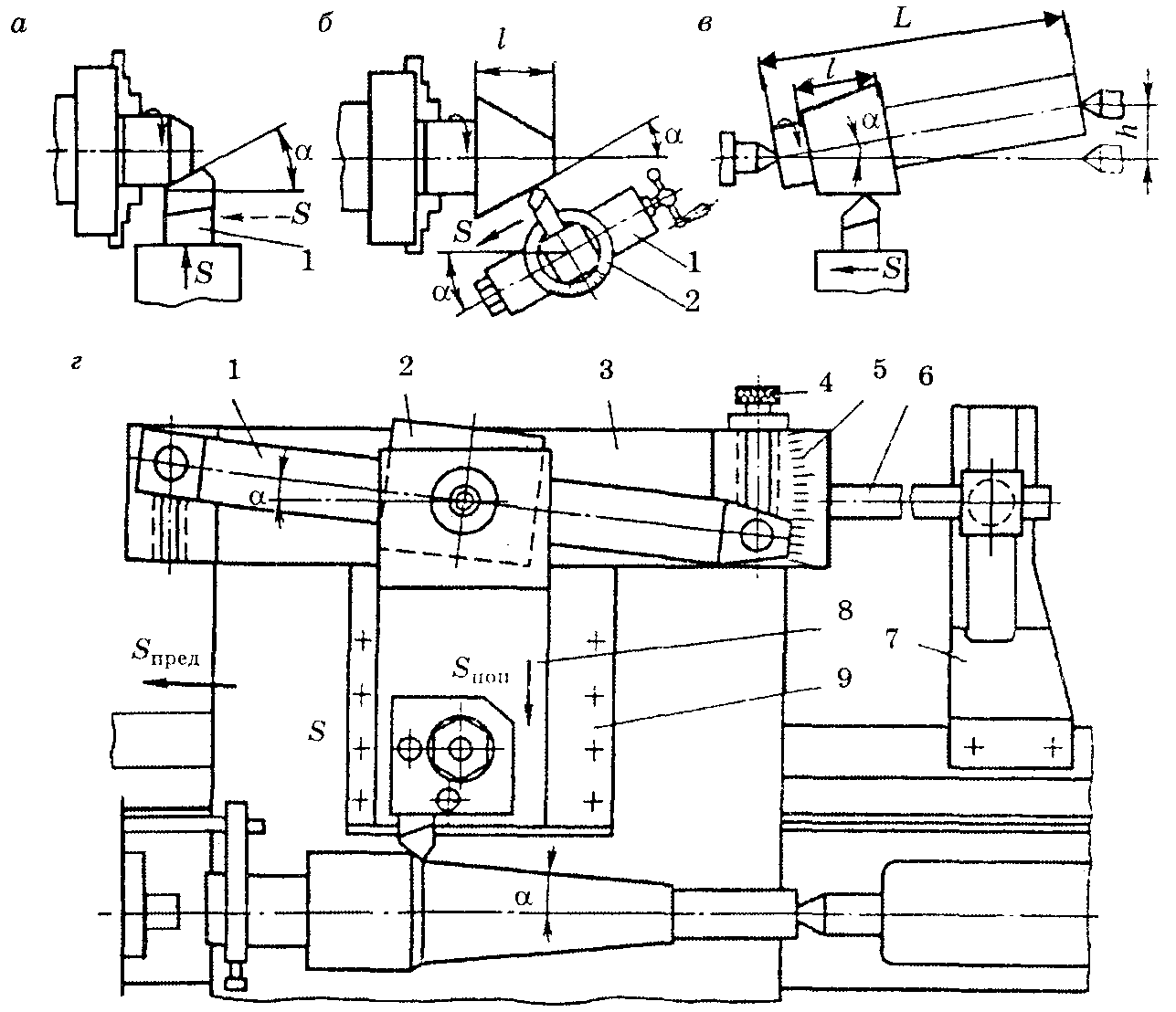
চিত্র 12। শঙ্কু বাঁক করার উপায়: একটি - একটি প্রশস্ত কাটার দিয়ে,খ - উপরের ক্যালিপার বাঁক, v - টেলস্টক শরীরের স্থানচ্যুতি;জি - একটি কনম রুলার ব্যবহার করে, 1 - রোটারি রুলার, 2 - ক্রলার, 3 - ফিক্সড রুলার, 4 - স্ক্রু, 5 - স্কেল, 6 - রড, 7 - বন্ধনী, 8 - স্লেজ, 9 - হাউজিং
যেখানে D এবং d — প্রক্রিয়াকৃত শঙ্কুযুক্ত পৃষ্ঠের ব্যাস, মিমি; l - শঙ্কু উচ্চতা, মিমি।
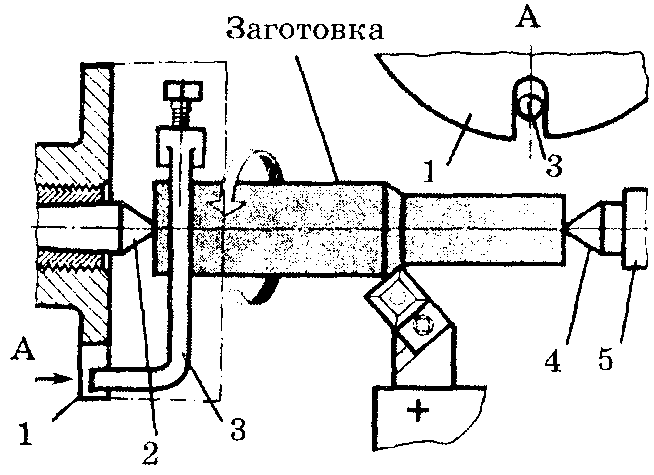
টেইলস্টকের শরীরকে ট্রান্সভার্স দিকে (চিত্র 12, খ) স্থানান্তর করে, এটি উপরের দিকে একটি ছোট শঙ্কু কোণ সহ দীর্ঘ শঙ্কুযুক্ত পৃষ্ঠগুলিকে পিষে (12 ° পর্যন্ত)। একই সময়ে, স্থানচ্যুতি পিছনের কেন্দ্রঅনুপ্রস্থ দিক অভিব্যক্তি থেকে নির্ধারিত হয়
যেখানে এল — প্রক্রিয়াকৃত ওয়ার্কপিসের মোট দৈর্ঘ্য, মিমি।
একটি শঙ্কু শাসক ব্যবহার করে শঙ্কুযুক্ত পৃষ্ঠগুলি প্রক্রিয়াকরণের পদ্ধতি (চিত্র 12,ছ), মেশিন বিছানা সংযুক্ত, আপনি পেতে অনুমতি দেয় শঙ্কুযুক্ত পৃষ্ঠ 40° পর্যন্ত সর্বোচ্চ কোণ সহ। প্রক্রিয়াকরণ যান্ত্রিক ফিড অন্তর্ভুক্তি সঙ্গে বাহিত হয়.
ওয়ার্কপিসগুলির আকার এবং আকারের উপর নির্ভর করে, বিভিন্ন উপায়েতাদের বন্ধন. যখন ওয়ার্কপিসের দৈর্ঘ্যের ব্যাসের অনুপাতএল/ডি < 4 заготовку закрепляют в патроне. При4 < এল/ডি < 10 заготовку устанавливают в центрах, а при এল/ডি >10 স্থির বিশ্রাম ব্যবহার করুন।
একটি সাধারণ পদ্ধতি হল কেন্দ্রগুলিতে প্রক্রিয়াকরণ (চিত্র 13), কারণ এটি আপনাকে পরবর্তী প্রান্তিককরণ ছাড়াই মেশিন থেকে মেশিনে অংশটি পুনর্বিন্যাস করতে দেয়। একই সময়ে, কেন্দ্রের গর্তগুলি ওয়ার্কপিসের প্রান্তে প্রাক-ড্রিল করা হয়। কেন্দ্র গর্তের আকৃতি এবং মাত্রা (চিত্র 14) প্রমিত। মেশিনে ইনস্টল করা হলে, মেশিনের সামনের কেন্দ্র এবং টেলস্টকগুলির বিন্দুগুলি এই গর্তে প্রবেশ করে।
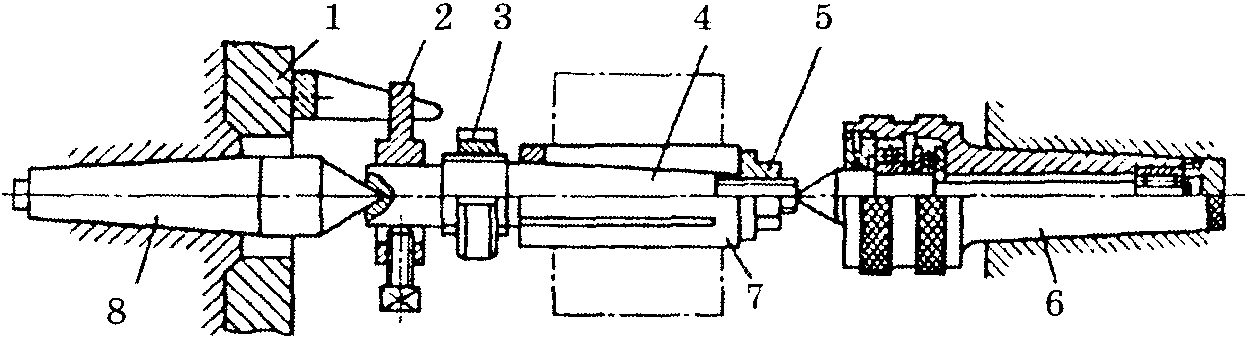
চিত্র.13. কেন্দ্রগুলিতে প্রক্রিয়াকরণ: 1 - ড্রাইভার চক, 2 - কলার, 3 - বাদাম, 4 - রড, 5 - বাদাম, 6 - লাইভ সেন্টার, 7 - হাতা, 8 - সামনের কেন্দ্র
হেডস্টকের টাকু থেকে ওয়ার্কপিসে ঘূর্ণন স্থানান্তর করতে, একটি ড্রাইভিং চক 1 ব্যবহার করা হয় (চিত্র 13), সেট
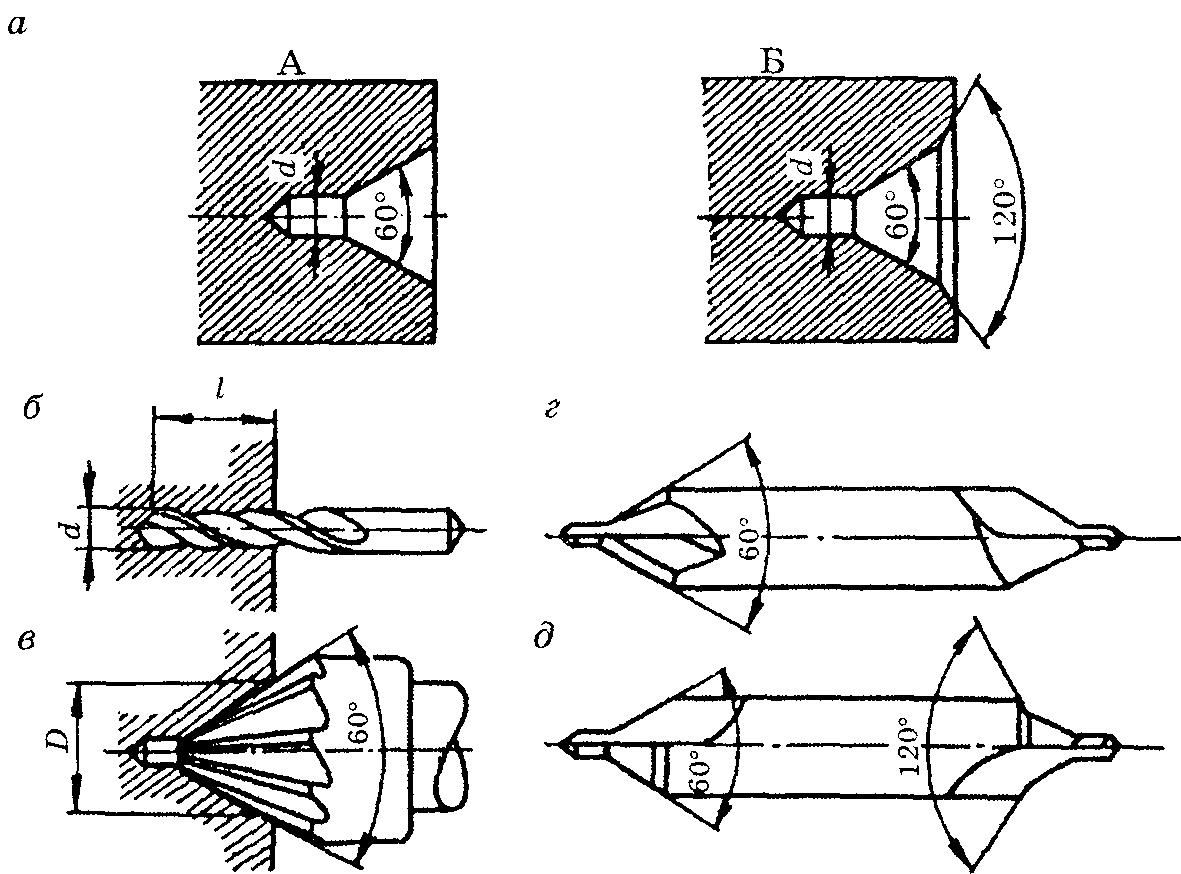
Fig.14. কেন্দ্রের গর্ত (a) এবং টুল (b - নলাকার ড্রিল,গ - কাউন্টারসিঙ্ক, ডি, ডি - ড্রিল সংমিশ্রণ)
টাকু উপর ঢালাই, এবং বাতা 2, workpiece উপর স্থির.
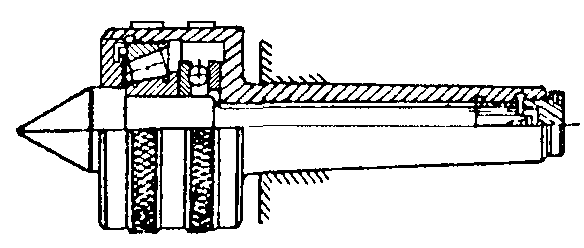
কেন্দ্র মেশিন টাকু এবং tailstock quills ইনস্টল করা হয়. টাকুতে মাউন্ট করা কেন্দ্রটি ওয়ার্কপিসের সাথে ঘোরে। টেলস্টক কুইলে ইনস্টল করা একটি সাধারণ কেন্দ্র (চিত্র 15, ক) ঘোরে না, তাই এটি নিজেই পরিধান করে এবং ওয়ার্কপিসের কেন্দ্রের গর্তটি পরিধান করে। পরিধান প্রতিরোধ করার জন্য, একটি ঘূর্ণায়মান কেন্দ্র ব্যবহার করা হয় (চিত্র 7 দেখুন)। কখনও কখনও ব্যবহার করা হয়: শেষ ছাঁটা যখন কেন্দ্র কাটা; বিপরীত কেন্দ্র (চিত্র 15, খ) ছোট ব্যাসের ওয়ার্কপিস বাঁকানোর সময় (5 মিমি পর্যন্ত)।
![]()
চিত্র.15। বাঁক কেন্দ্রগুলি: একটি - সাধারণ কেন্দ্র (1 - শঙ্কু, 2 - ঘাড়, 3 - শঙ্কু, 4 - শঙ্ক); b - বিপরীত কেন্দ্র
সেইসাথে অন্যান্য কাজ যে আপনি আগ্রহী হতে পারে |
|||
| 58029. | বিশ্ব ঔপনিবেশিক সাম্রাজ্য গঠনের সমাপ্তি। 19 শতকের শেষ তৃতীয় আন্তর্জাতিক সম্পর্ক | 122KB | |
| উদ্দেশ্য: 19 শতকের দ্বিতীয়ার্ধে ভারতের একটি ধারণা তৈরি করা; ভারতে ব্রিটিশ ঔপনিবেশিক নীতির নীতির সাথে পরিচিত হওয়া; সিপাহী বিদ্রোহের কারণ ও ফলাফল প্রকাশ কর; সাদা মানুষের বোঝা মতাদর্শ সম্পর্কে তাদের নিজস্ব রায় গঠন করে... | |||
| 58030. | ভারত। সাংস্কৃতিক - ঐতিহাসিক বৈশিষ্ট্য। অর্থনৈতিক এবং ভৌগলিক বৈশিষ্ট্য | 118KB | |
| উদ্দেশ্য: ভারতের সংস্কৃতি এবং অর্থনৈতিক বৈশিষ্ট্য সম্পর্কে শিক্ষার্থীদের সাধারণ ধারণা তৈরি করা; স্বাধীনভাবে উপাদান নির্বাচন এবং বিশ্লেষণ করার জন্য শিক্ষার্থীদের দক্ষতা উন্নত করতে; সাধারণীকরণ এবং উপসংহার আঁকতে দক্ষতা গঠন চালিয়ে যান; দায়িত্ব পালন করুন... | |||
| 58031. | পুরাতন ভারত | 78.5KB | |
| পাঠকের শব্দ: Shanovnі uchnі shogodnі mi আপনার সাথে pomandruєmo Skhid থেকে tsіkavoї আমি রহস্যময় Іndії. একটি মানচিত্র সহ ভারতের রোবটের নতুন উপাদান ভৌগলিক অবস্থানের পরিচয়। | |||
| 58032. | Zastosuvannya dієprikmetnik প্রকল্পের প্রতিরক্ষায় dієslіv এর একটি বিশেষ রূপ হিসাবে "pidlіtkіv এর পর্দার পিছনে নজরদারির বৈশিষ্ট্য" | 1.94MB | |
| মেটা: ইউক্রেনীয় ভাষায় পরিণত হওয়ার আগে শেখার প্রেমে পরিণত হন; আমি আপনার স্বাস্থ্যের উন্নতি এবং সুরক্ষার জন্য একটি উদ্যোগ এবং একটি দৃষ্টিভঙ্গি তৈরি করি; বিভিন্ন জীবনের পরিস্থিতিতে ভাষার মাধ্যমে যোগাযোগমূলকভাবে যোগাযোগ করার জন্য শিক্ষার্থী এবং শিক্ষার্থীদের শেখার দক্ষতার বিকাশ ঘটানো... | |||
| 58033. | এলাকার এককের উপর মাত্রা অন্তর্ভুক্ত করার জন্য সহজ এবং ভাঁজযোগ্য কাজ | 58.5KB | |
| Tsіlі: osvіtnі: স্মার্ট এবং নতুনদের সংখ্যা তৈরি করুন, আরও স্মার্ট সমস্যা সমাধান করুন, গাণিতিক কাজগুলি বিশ্লেষণ করুন; উন্নয়ন: যৌক্তিক এবং অ্যালগরিদমিক ধারনা, জ্ঞান এবং বুদ্ধিবৃত্তিক ক্ষমতা বিকাশ করুন, বিকাশকে উদ্দীপিত করুন, শেখার হ্রাস করুন, আপনার মতামতকে যুক্তিযুক্ত করুন... | |||
| 58034. | প্রক্রিয়াগুলির মডেলিংয়ের অবিচ্ছেদ্য বাস্তবায়ন | 2.54MB | |
| প্রাথমিকভাবে: "অখণ্ড ও যোগ অধ্যয়ন" বিষয়গুলির সাথে শিক্ষার্থীদের জ্ঞান অধ্যয়ন এবং পদ্ধতিগত করা; অবিচ্ছেদ্য জ্যামিতিক, শারীরিক এবং অর্থনৈতিক পরিবর্তন সম্পর্কে একত্রিত জ্ঞান অর্জন; জ্ঞানকে পদ্ধতিগত এবং গভীর করার জন্য স্বাধীনভাবে শিক্ষার্থীদের নতুনদের মননশীলতা গঠন করা ... | |||
| 58035. | অখণ্ডের প্রয়োগ | 107 কেবি | |
| উদ্দেশ্য: অখণ্ডের প্রয়োগ বিষয়ে জ্ঞানকে সাধারণীকরণ এবং পদ্ধতিগত করা। অ্যান্টিডেরিভেটিভের সংজ্ঞা মৌলিক জ্ঞানের বাস্তবায়ন; অনির্দিষ্ট অবিচ্ছেদ্য সংজ্ঞা; অখণ্ডের সংজ্ঞা... | |||
| 58036. | মনোনীত অখণ্ডের বর্ণনা | 558.5KB | |
| অখণ্ডের জ্যামিতিক এবং শারীরিক পরিবর্তন সম্পর্কে একীভূত জ্ঞান অর্জন করা। শিক্ষক বক্তৃতার সমাপ্তি উচ্চারণ করেন যাতে দৃঢ়তার প্রণয়ন একই হবে: বক্ররেখার ট্র্যাপিজিয়ামকে বলা হয় দিয়াকে ডিফারেনসিয়েশান পর্যন্ত মোড়ানো হয় প্রথমে একজনের জন্য এবং অন্যান্য ফাংশনগুলি শুধুমাত্র পুনর্বিবেচনা করা হয় ... | |||
| 58037. | আরব বিজয়। আরব খিলাফত প্রতিষ্ঠা | 248.5KB | |
| আরব খিলাফত সৃষ্টি এবং ইসলামের উত্থানের ইতিহাস বিবেচনা করুন, ইসলামী সংস্কৃতির উজ্জ্বলতম অর্জনগুলির সাথে পরিচিত হন; একটি ঐতিহাসিক মানচিত্রের সাথে কাজ করার দক্ষতা উন্নত করুন | |||










বাড়িতে চুলায় হ্যাম কীভাবে রান্না করবেন
গর্ভাবস্থায় তলপেটে ব্যথা, কী করতে হবে তার কারণ গর্ভবতী হলে তলপেটে ব্যথা হতে পারে
পেশী লাভের জন্য প্রোটিন
গ্রাহকদের পর্যালোচনা অনুযায়ী পুরুষদের জন্য সেরা ভিটামিন
কিভাবে একটি নিরামিষ খাদ্যে ওজন কমাতে?